BAB 2
TINJAUAN PUSTAKA
2.1 Pengertian Magnet
Magnet atau magnit adalah suatu obyek yang mempunyai suatu medan magnet. Asal kata magnet diduga dari kata magnesia yaitu nama suatu daerah di Asia kecil. Menurut cerita di daerah itu sekitar 4.000 tahun yang lalu telah ditemukan sejenis batu yang memiliki sifat dapat menarik besi atau baja atau campuran logam lainnya. Benda yang dapat menarik besi atau baja inilah yang disebut magnet.
Magnet dapat dibuat dari bahan besi, baja, dan campuran logam serta telah banyak dimamfaatkan untuk industry otomotif dan lainnya. Sebuah magnet terdiri dari magnet-magnet kecil yang memiliki arah yang sama (tersusun teratur), magnet-magnet kecil ini disebut dengan magnet elementer. Pada logam yang bukan magnet, magnet elementernya mempunyai arah sembarang (tidak terartur) sehingga efeknya saling meniadakan, yang mengakibatkan tidak adanya kutub-kutub magnet pada ujung logam. Setiap magnet mempunyai dua kutub, yaitu kutub utara dan kutub selatan. Kutub magnet adalah daerah yang berada pada ujung-ujung magnet dengan kekuatan magnet yang paling besar berada pada kutub-kutubnya. Satuan intensitas magnet menurut system metrik Satuan Internasional (SI) adalah Tesla da SI unit untuk total fluk magnetic adalah weber (1 weber/m2 = 1 tesla) yang mempengaruhi luasan satu meter persegi.
2.2 Medan Magnet
2.3 Bahan Magnet
Bahan-bahan yang ada di alam semesta masing-masing memiliki sifat-sifat yang khas (karekteristik) yang dapat dimanfaatkan untuk proses industri. Perkembangan, penemuan dan pemilihan bahan-bahan sangat menentukan proses dan hasil suatu industri, karena bahan-bahan memiliki sifat dan karakteristik yang berbeda-beda dimana sifat dan karakteristik bahan ditentukan oleh struktur intern penyusun bahan tersebut. Salah satu jenis bahan di alam yang banyak digunakan untuk proses industri adalah jenis bahan magnetik. Berdasar sifat kemagnetannya bahan magnetik dikelompokkan menjadi tiga jenis yaitu; diamagnetik, paramagnetik dan feromagnetik. Masing-masing jenis bahan tersebut memiliki sifat dan karakteristik yang khas dan berbeda-beda.
2.3.1 Feromagnetik
Feromagnetik merupakan bahan yang memiliki nilai suseptibilitas magnetic χm Positif yang sangat tinggi.Dalam bahan ini sejumlah kecil medan magnetic luar dapat menyebabkan derajat penyerahan yang tinggi pada momen dipol magnetic atomnya.Dalam beberapa kasus,penyearahan ini dapat bertahan sekalipun medan pemagnetannya telah hilang.Ini terjadi karena momen dipol magnetic atom dari bahan-bahan feromagnetik ini mengarahkan gaya-gaya yang kuat pada atom tetangganya sehingga dalam daerah ruang yang sempit momen ini diserahkan ini disebut daerah magnetic.Dalam daerah ini,semua momen magnetic diserahkan,tetapi arah penyearahnya beragam dari daerah sehingga momen magnetic total dari kepingan mikroskopik bahan feromagnetik ini adalah nol dalam keadaan normal (willian, 2003) 2.3.2 Paramagnetik
temperaturnya.Pada medan magnetic luar yang kuat pada temperature yang sangat rendah,hamper seluruh momen akan diserahkan dengan medannya.(willian, 2003 ) 2.3.3 Diamagnetik
Bahan diamagnetic merupakan bahan yang memiliki nilai suseptibilitas negative dan sangat kecil.Sifat diamagnetic ditemukan oleh Faraday pada tahun 1846 ketika sekeping bismuth ditolak oleh kedua kutub magnet,hal ini memperlihatkan bahwa medan induksi dari magnet tersebut menginduksi momen magnetic pada bismuth pada arah yang berlawanan dengan medan induksi pada magnet (willian, 2003)
2.4 Magnet Permanen
Pada dasarnya material magnetik dikelompokkan dalam dua aplikasi besar masing-masing sebagai magnet permanen (hard permanent magnet) dan magnet tidak permanen (soft permanen magnet). Magnet permanen sesuai dengan namanya, sifat kemagnetan tetap melekat walaupun proses magnetisasi telah selesai. Sedangkan magnet tidak permanen bersifat sebaliknya yaitu sifat kemagnetan hilang setelah proses magnetisasi dihentikan. Jelaslah dua karakteristik berbeda ini membedakan kedua kelompok material ini dalam aplikasinya. Magnet tidak permanen digunakan pada produk-produk tertentu yang memerlukan perubahan nilai magnetisasi atau magnetisassi periodik seperti cores untuk power transformet, stator dan rotor pada generator-genertor dan motor listrik. Magnet permanen pada dasarnya digunakan pada produk-produk teknologi yang memelurkan medan magnet tetap. (KH. Muller dkk, 2001)
mencapai 12,2 % untuk setiap tahunnya. Diperkirakan pada tahun 2000 nilai produksi magnet dunia mencapai $ 6,5 juta (Deswita, 2007) untuk kondisi sekarang, termasuk untuk kebutuhan magnet di Indonesia, hasil analisis pasar menunjukkan bahwa tingkat kebutuhan magnet untuk meteran air cukup tinggi, secara komulatif sampai 1 juta pcs/tahun. Disamping itu, tingkat kebutuhan magnet permanen dalam pengembangan magnet permanen kualitas tinggi untuk motor listrik difokuskan untuk mendukung pengembangan mobil listrik Nasional (Sardjono, 2012)
lingkungan yang humid. Usaha untuk meningkatkan ketahanan korosi magnet jenis Nd-Fe-B ini telah banyak dilakukan, diantaranya adalah dengan menambahkan unsur aditif seperti SiO2, MgO, dan ZnO (MO Wenjian, 2008) maupun dengan memberikan proteksi luar dengan pelapisan bahan logam seperti Al, Ni, Zn, Cr, Cu, dan Sn (I. Skulj, 2008)
2.5 Metode-metode Pelapisan dengan Logam
Logam pelapis diaplikasikan dengan cara mencelupkan, electroplating, penyemprotan, cementation dan pendifusian. Pemilihan proses pelapisan untuk aplikasi yang lebih spesifik tergantung pada beberapa faktor, termasuk ketahanan korosi yang diperlukan untuk antisipasi bahan yang dilapisi, jumlah bagian yang diproduksi, tingkat produksi yang diperlukan, dan pertimbangan lingkungan.
( Revie R, 2008 )
Berdasarkan aplikasi dari pelapisan, korosi dapat dicegah dengan salah satu atau kombinasi dua cara dari tiga cara berikut:
i) Efek Barrier dimana kontak antara media pengkorosi dan bahan logam dicegah ii) Perlindungan katodik dimana bahan pelapis betindak sebagai anoda korban. iii) Penghambat/pasivasi, termasuk dalam perlindungan anodik. (Bardal Einar, 2003)
Metode pelapisan yang akan digunakan pada penelitian ini adalah metode pendeposisian electroplating dan pendifusian dengan cara pack cementation. Mengingat metode pelapisan ini tergolong sederhana dan memerlukan biaya yang relatif murah dibandingkan dengan metode pelapisan yang lain.
2.5.1 Electroplating
Electroplating dapat didefinisikan sebagai deposisi elektrolitik logam akibat reaksi
Benda logam atau plastik dapat dilapisi dengan logam pelapis yang berbeda dari larutan elektrolit yang merupakan larutan konduktor dengan melewatkan arus dari anoda (-) melalui larutan menuju ke katoda (+). Dalam proses elektrokimia ini muatan ion positif (kation) adalah pembawa muatan yang bergerak secara paralel dengan arah arus terhadap katoda.
Deposisi electroplating telah menjadi cara yang tradisional dan masih mendominasi teknik dalam pelapisan nikel. Dalam beberapa tahun terakhir, aplikasi dari pelapisan nikel dengan cara electroplating telah berkembang, seperti dibagian pompa, katup, kompressor, tempat penyimpanan bahan kimia dll. Dibandingkan dengan metode pelapisan yang lain, pendeposisian dengan cara electroplating lebih disukai pada suhu rendah. Sehingga perlu dihindari efek panas lain yang dapat mengakibatkan perubahan struktur, bentuk dan sifat mekanik. (Bardal Einar, 2003)
Berikut ini adalah reaksi-reaksi yang terjadi di dalam proses elektroplating: 1. Pada katoda
a. Pembentukan Lapisan Nikel
Ni2+
(aq) + 2e- Ni (s)
b. Pembentukan Hidrogen
2 H+
(aq) +2e- H2(q) c. Reduksi Oksigen terlarut
1
2 O2 (q) +2 H+ H2O 2. Pada Anoda
a. Pembentukan Gas Oksigen
H2O(l) 4 H+(Aq) + O2(g)+ 4e-
b. Oksidasi gas Hidrogen
-2.5.1.1 Unsur-Unsur Pokok Electroplating
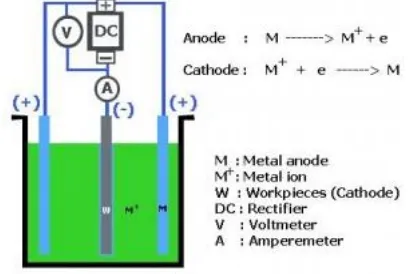
Proses electroplating dengan metode plat ganda dilakukan didalam sel elektrolisis pada bejana yang memiliki elektroda (katoda dan anoda) seperti terlihat pada gambar 2.1 berikut ini.
Gambar 2.1. Proses Electroplating
(http://metallurgyfordummies.com/electroplating/electroplating-6/)
Unsur-unsur pokok dalam suatu proses electroplating dapat diuraikan sebagai berikut: 1. Sirkuit Luar
Sirkuit luar terdiri dari sumber arus DC dan peralatan terkait seperti Amperemeter, Voltmeter dan alat pengatur tegangan dan arus.
2. Katoda
Katoda ialah elektroda negatif yang merupakan benda kerja yang akan dilapisi. Katoda atau benda kerja dapat memiliki bentuk dan dapat terbuat dari beraneka logam, yang terpenting katoda harus memiliki kumpulan atom-atom yang terikat dimana elektron-elektronnya dapat bergerak bebas sehingga proses electroplating dapat berlangsung dengan baik dan logam dapat menempel dengan kuat pada katoda. Agar mendapatkan hasil pelapisan yang baik, maka diperlukan proses preparasi atau penyiapan sebelum dilakukan pelapisan. Logam-logam yang biasa digunakan sebagai logam dasar, yaitu baja, perak dan tembaga.
3. Larutan Pelapis
Didalam larutan pelapis terdapat ion-ion logam pelapis yang sering disebut “Bath”. 4. Anoda
2.5.1.2 Faktor-Faktor Yang Mempengaruhi Electroplating
Ada beberapa hal yang harus diperhatikan pada saat proses electroplating, yakni: a) Suhu
Suhu sangat penting untuk menyeleksi cocoknya jalannya reaksi dan melindungi pelapisan. Keseimbangan suhu ditentukan oleh beberapa faktor seperti ketahanan, jarak anoda dan katoda, serta kuat arus yang digunakan.
b) Kerapatan Arus
Kerapatan arus yang baik adalah arus yang tinggi pada saat arus diperkirakan masuk, bagaimanapun nilai kerapatan arus mempengaruhi waktu plating untuk mencapai ketebalan yang diperlukan.
c) Konsentrasi Ion
Merupakan faktor yang berpengaruh pada struktur depoit, dengan naiknya konsentrasi logam dapat menaikkan seluruh kegiatan anion yang membantu mobilitas ion.
d) Agitasi
Yaitu terdiri dari dua macam; jalannya katoda dan jalannya larutan. Agitasi yang besar mungkin akan merusak dan agitasi seharusnya disalurkan dengan tujuan untuk menghindari bentuk/struktur, penampilan, dan ketebalan pelapisan yang tidak seragam.
e) Throwing Power
Yaitu kemampuan larutan penyalur menghasilkan lapisan dengan ketebalan merata dan sejalan dengan terus berubahnya jarak antara anoda dan permukaaan komponen selama proses pelapisan.
f) Konduktivitas
Konduktivitas larutan tergantung pada konsentrasi ion yang besar atau jumlah konsentrasi molekul.
g) Nilai pH
Derajat keasaman (pH) merupakan faktor yang penting dalam mengontrol larutan electroplating.
h) Pasivitas
i) Waktu Pelapisan
Waktu lapisan sangat berpengaruh pada ketebalan lapisan yang diharapkan. Berdasarkan hasil penelitian sebelumnya, variasi waktu telah menghasilkan perbedaaan ketebalan lapisan yang sangat signifikan. Semakin lama pencelupan maka ketebalan lapisan semakin bertambah. (Suarsana Ketut, 2008)
Dalam proses electroplating, substrat atau bahan dasar logam dibuat pada katoda dalam larutan elektrolit yang mana lapisan akan diendapkan. Meskipun tujuan pokok dari pelapisan elektroplating adalah untuk memperoleh ketahanan terhadap korosi, pelapisan ini juga dapat memperindah dengan kilau logam setelah proses pemolishan.( Revie dkk, 2008)
2.5.2 Pencelupan Panas (Hot Dipping)
Hot dipping dilakukan dengan mencelupkan logam yang akan dilapiskan, biasanya baja kedalam wadah yang berisi logam cair biasanya seng ada juga aluminium dan paduan seng-alumunium. Hot dipping dapat berupa proses yang berkesinambungan, seperti dalam lembaran baja galvanisasi, atau proses batch. Misalnya bagian pembuatan galvanisasi, mur, baut, dan alat pengunci.
2.5.3 Pelapisan Dengan Penyemprotan (Thermal Spraying)
Pada pelapisan logam dengan penyemprotan, sebuah gun yang digunakan secara bersamaan meleleh dan tetesan kecil dari logam mendorong ke permukaan yang akan dilapisi. Ada beberapa jenis penyemprotan termal dengan tiga variabel utama dalam setiap jenis yakni suhu nyala api, kecepatan partikel yang disemprotkan ke substrat untuk membentuk lapisan, dan sifat dari bahan yang membentuk lapisan (bubuk, batang, kawat, atau cairan).
Pelapis termal dengan penyemprotan cenderung berpori, meskipun porositas dapat dikontrol dengan mengoptimalkan proses variabel. Lapisan ini dapat dibuat patuh pada hampir semua bagian dengan ketebalan yang diinginkan dan lapisan ini dapat diterapkan pada struktur yang sudah dibuat. Terkadang, pori-pori diisi dengan resin termoplastik untuk meningkatkan perlindungan korosi. (Revie dkk, 2008)
2.5.4 Pelapisan Dengan Pack-Cementation
Pelapisan dengan metode pack cementation akan menghasilkan lapisan yang lebih kuat dibanding dengan metode electroplating. Pada metode electroplating, hanya akan terjadi ikatan adhesi antar permukaan substrat dengan logam pelapisnya, sehingga lapisan yang menempel pada substrat tidak terlalu kuat. Sedangkan pada metode pack cementation, akan terjadi proses difusi atom milik logam pelapis menuju substrat. Sehingga pelapisan permukaan yang terjadi akan sangat kuat bahkan akan terjadi proses alloying (perpaduan antara logam dasar/substrat dengan logam pelapis). Proses pack chromizing pada prinsipnya sama dengan proses cementation. Pada proses ini
bahan baja yang akan dilapisi dibungkus dalam bubuk yang mengandung Kromium (Cr2O3) dan bahan garam halida seperti NH4CL, NH4Br dan NH4I. Penambahan amonium klorida dimaksudkan untuk membentuk gas aktif (Actifator) yang membantu mempercepat proses difusi atom-atom Cr ke dalam substrat. (Rusianto dkk, 2002)
2.6 Nikel
2.6.1 Sifat-Sifat Nikel
Nikel (Ni), besi (Fe), dan kobalt (Co) adalah logam yang termasuk dalam kelompok transisi dari seri ke-empat pada tabel periodik unsur. Ni temasuk dalam grup VIIIB dengan nomor atom 28 dengan sifat-sifat sebagai berikut:
1. Struktur Kristal. Struktur normal dari nikel seluruh rentang waktu sampai mencapai titik leleh adalah FCC (Face Center Cubic), panjang kisi dalam bentuk FCC secara konstan adalah 0,35167 nm (20°C)
2. Massa Jenis. Massa jenis nikel pada suhu 25°C adalah 8,902 g/cm3. Massa jenis nikel pada titik didihnya adalah 7,9 g/cm3.
3. Sifat Termal. Suhu mencair dan mendidihnya nikel adalah pada suhu 1453°C dan 2730°C. Koefisien suhu ekspansi bernilai 13,3 µm/m.K pada suhu 0 sampai 100°C. Konduktivitas suhu bernilai 82,9 W/m.K pada suhu 100°C.
4. Sifat Mekanik. Nilai kekerasan yang terendah pada anil nikel dengan kemurnian yang tinggi adalah 64 HV (35 HRB). Perlakuan pendinginan dan impuritas meningatkan kekerasan.( J.R. Davis 2006)
2.6.2 Keuntungan dan Kelemahan Pelapisan Nikel
dari nikel adalah kecendrungan untuk pasivasi yakni menyediakan ketahanan korosi dalam sejumlah media, khususnya di air, alkali, asam organic dan mineral. Keuntungan pelapisan nikel:
1. Nikel memiliki ketahanan aus yang relatif baik, yang dapat ditingkatkan dengan paduan atau dengan pendeposisian logam yang lebih keras atau paduannya pada permukaan lapisan tipis.
2. Kekerasan yang relatif tinggi. Pendeposisian Ni secara elektrokimia, lebih keras dari kebanyakan bahan logam.
3. Daktilitas yang baik, terutama ketika diendapkan dari larutan sulfamate.
4. Properti anti-difusi yang sangat baik. Nikel secara luas digunakan sebagai lapisan penghalang pendifusian bahan substrat untuk masuk (cth emas) atau sebaliknya. 5. Konduktivitas listrik yang relatif baik.
6. Nikel menunjukkan ketahanan korosi yang baik pada media konvensional, pada lingkungan kelembapan yang tinggi atau lingkungan alkali atau asam organik. 7. Deposit nikel mudah untuk disolder dengan alat solder konvensional. Nikel tidak
ikut berdifusi pada solder.
8. Pelapisan nikel hitam memperlihatkan properti penyerapan cahaya yang baik dan pelepasan panas yang efesien.
9. Kehalusan, kecerahan, dan pendifusian yang merata dapat diperoleh tanpa polishing.
Kelemahan pelapisan nikel:
1. Setelah nikel dideposisikan pada besi, sifat mekanik dari substrat lebih memburuk, khususnya pada saat pendeposisian kecerahan, salah satu alasannya adalah hidrogenasi.
2. Nikel tidak stabil dalam media sulfur-berisi, pada amonia, dalam atmosfer klor lembab.
3. Nikel tidak memberikan lapisan pelindung kepada baja. Pelapisan yang tidak kontiunitas dapat menyebabkan dan mempercepat korosi dari baja.
4. Nikel adalah logam magnetik, oleh sebab itu nikel tidak dapat digunakan pada bahan yang tidak memiliki sifat magnet.
Deposisi Nikel sangat sensitif terhadap pengotor dalam elektrolit. ( Gamburg, 2011)
2.6.3 Nikel dan Paduannya
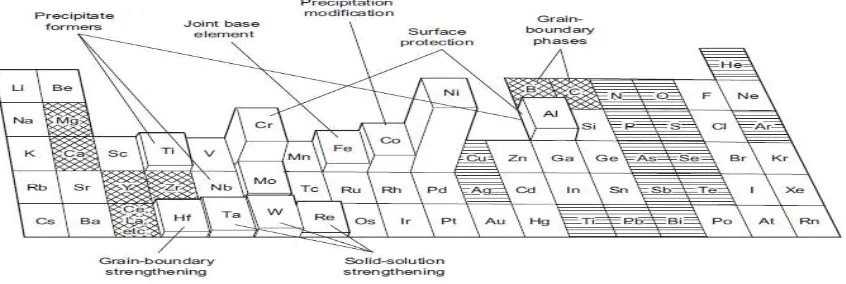
Nikel dan paduannya sangat penting dalam industri modern karena kemampuan untuk menahan berbagai kondisi yang berat yakni yang melibatkan lingkungan korosif, suhu yang tinggi, dan kombinasi dari dua keadaan ini. Ada beberapa alasan untuk memilih kemampuan ini yakni, nikel murni adalah ulet dan tangguh karena memiliki struktur FCC (face centered cubic) sampai dengan titik leleh (1453°C). Oleh karena itu, nikel dan paduan nikel mudah dibuat dengan konvensional dan menawarkan transisi perilaku ulet-getas pada perilaku logam dan paduannya, termasuk baja. Pemakaian logam dapat dilihat melalui gambar 2.2.
Nikel memiliki ketahanan yang baik terhadap korosi dalam suasana normal, dalam asam non-oxidizing, dan korosi oleh alkali. Sehingga nikel baik dikembangkan pada paduan khusus untuk memanfaatkan sifat unik unsur paduan tertentu.(J.R Davis, 2006)
Gambar 2.2 Paduan elemen yang digunakan dalam Nikel-Paduan.
Tinggi blok menunjukkan jumlah yang mungkin hadir. Elemen menguntungkan ditandai dengan arsir silang dan elemen berbahaya ditandai dengan garis horizontal. (J.R Davis, 2006)
Michael Faraday menemukan hubungan antara produk suatu endapan dari ion logam dengan jumlah arus untuk mengendapkannya. Hubungan ini dapat diungkapkan dalam Hukum Faraday sebagai berikut:
1. Jumlah bahan yang terdekomposisi saat berlangsung elektrolisa berbanding lurus dengan kuat arus dan waktu pengaliran dalam larutan elektrolit.
2. Jumlah arus yang sama akan membebaskan jumlah ekivalen yang sama dari berbagai unsur.
e : berat ekivalen kimianya (massa atom dibagi dengan valensinya) Dari rumus tersebut, volume endapan diperoleh dengan perhitungan:
densitas
Densitas (ρ) adalah kerapatan logam pelapis (gr/cm3), W adalah berat endapan (gram). Dengan mengukur langsung permukaan benda kerja, maka ketebalan dapat ditentukan:
Ketebalan lapisan yang terbentuk dapat pula dicari dengan cara mate-matis, yakni dengan formula sebagai berikut:
T = Tebal lapisan yang terbentuk (cm)
W = m2-m1 = Massa lapisan yang terbentuk (gr) ρ = Massa jenis pelapis (gr/cm3)
2.7.2 Analisis Mikrostruktur
Untuk menentukan karakter dari struktural suatu material, diperlukan pendekatan yang umum diambil, yakni meneliti material dengan berkas radiasi atau partikel dengan energi tinggi. Scanning Electron Microscope (SEM) dikembangkan untuk mempelajari secara langsung struktur permukaan, mikrostruktur, dan morfologi bahan. Alat SEM yang digunakan pada penelitian ini dilengkapi dengan EDS (Energy Dispersive Spectroscopy). EDS dihasilkan dari Sinar-X karakteristik, yaitu dengan menembakkan
sinar-X pada posisi yang ingin kita ketahui komposisinya. Maka setelah ditembakkan pada posisi yang diinginkan maka akan muncul puncak – puncak tertentu yang mewakili suatu unsur yang terkandung.
Scanning Electron Microscope (SEM) merupakan sejenis mikroskop yang menggunakan elektron sebagai pengganti cahaya untuk melihat benda dengan resolusi tinggi. Analisa SEM bermanfaat untuk mengetahui mikrostruktur (termasuk porositas dan bentuk retakan) benda padat. Berkas sinar elektron dihasilkan dari filamen yang dipanaskan, disebut electron gun. Cara kerja SEM adalah gelombang elektron yang dipancarkan electron gun terkondensasi dilensa kondensor dan terfokus sebagai titik yang jelas oleh lensa objekstif. Scanning coil yang diberi energi menyediakan medan magnetik bagi sinar elektron. Berkas sinar elektron yang mengenai cuplikan menghasilkan elektron sekunder dan kemudian dikumpulkan oleh detektor sekunder atau detektor backscatter. Gambar yang dihasilkan terdiri dari ribuan titik berbagai intensitas dipermukaan Cathoda Ray Tube (CRT) sebagai topografi gambar. Pada sistem ini berkas elektron dikonsentrasikan pada specimen, bayangannya diperbesar dengan lensa objektif dan diproyeksikan pada layar.
Cuplikan yang akan dianalisis dalam kolom SEM perlu dipersiapkan dahulu, walaupun telah ada jenis SEM yang tidak memerlukan pelapisan (coating) cuplikan. Terdapat tiga tahap persiapan cuplikan, antaralain:
1. Plat dipotong dengan menggunakan gergaji intan. Seluruh kandungan air, larutan dan semua benda yang dapat menguap apabila divakum, dibersihkan. 2. Cuplikan dikeringkan pada suhu 60°C minimal selama 1 jam.
Sistem penyinaran dan lensa pada SEM sama dengan mikroskop cahaya biasa. Pada pengamatan yang menggunakan SEM lapisan cuplikan harus bersifat konduktif agar dapat memantulkan berkas elektron dan mengalirkannya ke ground.
Bila lapisan cuplikan tidak bersifat konduktif maka perlu dilapisi dengan emas atau Pt. Pada pembentukan lapisan konduktif, specimen yang akan dilapisi diletakkan pada tempat sampel disekeliling anoda. Ruang dalam tabung kaca dibuat memliki suhu rendah dengan memasang tutup kaca rapat dan gas yang ada didalam tabung dipompa keluar. Antara katoda dan anoda dipasang tegangan 1,2 kV sehingga terjadi ionisasi udara yang bertekanan rendah. Elektron bergerak menuju anoda dan ion positif dengan energi yang tinggi bergerak menumbuk katoda emas. Hal ini menyebabkan partikel emas menghambur dan mengendap dipermukaan spesimen. (Gunawan, 1979)
2.7.3 Korosi
Korosi didefenisikan dengan cara-cara yang berbeda, tetapi penafsirannya biasanya adalah serangan perusakan terhadap bahan logam melalui reaksi kimia atau elektrokimia dengan lingkungannya. Korosi pada bahan logam dapat digolongkan pada tiga bagian, yakni:
1. Korosi basah, yang mana lingkungan korosif adalah air dengan jenis terlarut. Cairannya adalah larutan elektrolit dan jenis prosesnya adalah secara elektrokimia. 2. Korosi dalam cairan lain seperti paduan garam dan logam cair.
3. Korosi kering, yang mana lingkungan korosif adalah udara kering. Korosi kering juga sering disebut dengan korosi kimiawi dan contoh yang paling dikenal adalah korosi pada temperatur tinggi.( Einar Bardal, 2003)
Oksidasi logam besi
Karat dari besi adalah proses elektrokimia yang diawali dengan transfer elektron dari besi untuk oksigen. besi adalah zat pereduksi ( melepas elektron ) sedangkan oksigen adalah agen pengoksidasi ( menerima elektron ) . Laju korosi dipengaruhi oleh air dan dipercepat oleh elektrolit, seperti yang digambarkan oleh efek garam di korosi mobil . Reaksi utama adalah reduksi oksigen:
O2 + 4e- + 2H2O → 4OH- atau O2(g) + 4H+(aq) + 4e <–> 2H2O(l)
Karena bentuk ion hidroksida , proses ini sangat dipengaruhi oleh adanya asam . Memang , korosi logam sebagian oleh oksigen dipercepat pada pH rendah . Oksidasi besi yang dapat digambarkan sebagai berikut :
Fe → Fe2 + + 2 e
-Reaksi redoks berikut juga terjadi dengan adanya air dan sangat penting untuk pembentukan karat :
4 Fe2 + + O2 → 4 Fe3 + + 2 O2-
Selain itu, reaksi asam basa tahapan berikut mempengaruhi proses pembentukan karat :
Fe2 + + 2 H2O ⇌ Fe ( OH )2 + 2H + Fe3+ + 3 H2O ⇌ Fe ( OH ) 3 + 3 H +
seperti melakukan kesetimbangan dehidrasi berikut : Fe( OH ) 2 ⇌ H2O + FeO
Fe( OH ) 3 ⇌ FeO ( OH ) + H2O 2FeO( OH ) ⇌ Fe2O3 + H2O
Dari persamaan di atas, juga terlihat bahwa produk korosi ditentukan oleh ketersediaan air dan oksigen . Dengan oksigen terlarut terbatas, besi( II ) dapat menjadi bahan lain seperti FeO dan Iodestone hitam atau magnetit ( Fe3O4 ) . Jika konsentrasi oksigen yang tinggi, besi akan berkarat dengan formula Fe( OH )3-XoX /2 . Sifat karat berubah dengan waktu.
kedua ion Fe2 + dan ion hidroksil . Pembentukan ion Fe2 + dan ion hidroksil ditunjukkan dengan warna biru dan merah muda masing-masing.