1
PENGARUH PARAMETER PEMOTONGAN PADA PROSES
SIDE MILLING
DAN
FACE MILLING
TERHADAP
KEKASARAN PERMUKAAN LOGAM
Sobron Lubis, Stevanus Andre Yanuari Jurusan Teknik Mesin Universitas Tarumanagara
Jl.Letjen.S. Parman No.1 Jakarta 11440 Telp.021 5663124-5672548-5638335 E-mail: [email protected]
Abstrak
Proses pembentukan dengan menggunakan mesin perkakas meiliki keragaman jenis mesin perkakas yang dapat digunakan, pemilihan mesin-mesin tersebut dilakukan berdasarkan bentuk, dimensi dan jenis bahan baku yang digunakan. Mesin milling merupakan salah satu mesin perkakas yang berfungsi untuk membentuk permukaan logam dengan menghilangkan sebagian benda kerja atau dikenal dengan geram (chip). Proses pemesinan dapat dilakukan melalui proses face milling dan side milling, tentunya bila produk yang dihasilkan seperti cetakan (mold), maka memerlukan kekasaran permukaan yang halus pada bagian permukaan dan sisinya, maka untuk mendapatkan nilai kehalusan permukaan yang baik tersebut, pemilihan jenis mata pahat terhadap benda kerja yang digunakan menentukan dalam pemilihan kombinasi parameter pemotongan. Berdasarkan hal tersebut, maka penelitian ini dilakukan untuk menganalisa pengaruh parameter pemotongan terhadap kekasaran permukaan logam baja pada proses side milling dan face milling. Hal ini bertujuan untuk mengetahui faktor -faktor yang mempengaruhi terhadap kekasaran permukaan yang dihasilkan dan mendapatkan kecepatan pemotongan yang sesuai untuk proses milling logam baja dengan menggunakan mata pahat karbida end milling. Penelitian ini dilakukan dengan metode eksperimen menggunakan mesin milling CNC, lima tingkat variasi kecepatan pemotongan dilakukan dalam proses pemesinan, dan setiap satu kali proses pemesinan selesai dilaksanakan, maka kekasaran permukaan benda kerja di ukur menggunakan alat ukur surface test “ mitutoyo”. Dari penelitian yang dilakukan dapat diketahui bahwa kecepatan pemotongan memberi pengaruh terhadap perubahan nilai kekasaran permukaan benda kerja logam, semakin tinggi kecepatan potong yang digunakan maka nilai kekasaran permukaan yang dihasilkan semakin kecil artinya permukaan benda kerja menjadi semakin halus. Secara berurutan kecepatan pemotongan yang digunakan pada proses side milling yakni 80 m/min, 90 m/min, 100 m/min, 110 m/min, 120 m/min menghasilkan nilai kekasaran
permukaan yaitu 4,39 μm, 4,10 μm, 4,09 μm, 3,60 μm dan 3,26 μm. Dan pada proses pemesinan face milling nilai kekasaran permukaan adalah 4,10 μm, 4,05 μm, 4,01 μm, 3,91 μm dan 3,81 μm.
Keywords: Proses side milling, face milling, parameter pemotongan, kekasaran permukaan.
1.PENDAHULUAN
2 Proses pemotongan dapat dilakukan dengan menggunakan mesin-mesin perkakas 2 axis
(turning) atau 3 axis (milling). Untuk benda kerja logam yang memeliki bentuk round bar (silinder) digunakan mesin 2 axis, sedangkan benda kerja logam berbentuk square dilakukan dengan menggunakan mesin 3 axis. Pada proses pengerjaan dengan menggunakan mesin 3 axis
terdapat dua cara pemotongan yaitu pemotongan muka (face milling ) dan pemotongan tepi (side milling). Dalam melakukan pemotongan untuk pembuatan sebuah mold menggunakan jenis mata pahat yang sama (end mill) diharapkan dapat menghasilkan nilai kekasaran permukaan yang seragam pada bahagian permukaan atas dan tepi benda kerja. Untuk itu perlu diketahui suatu kombinasi parameter pemotongan yang sesuai agar dapat dihasilkan kondisi permukaan yang baik (halus) baik pada bahagian muka maupun bahagian tepi permukaan benda kerja. Oleh karena itu maka perlu dilakukan penelitian pengaruh parameter pemotongan pada posisi side milling dan face milling terhadap kualitas permukaan benda kerja logam yang dihasilkan.
Pada mesin CNC, kualitas permukaan yang dihasilkan merata dan presisi. Pada proses
finishing,mesin CNC mampu melakukan proses finishing yang diinginkan. Dari hasil yang dihasilkan,memiliki nilai jual yang tinggi dan setara dengan kualitas permukaan yang diberikan. Penelitian ini dilakukan menggunakan proses permesinan mesin milling. Pada metode proses permesinan milling, terdapat dua metode yang digunakan yaitu side milling dan face milling. Untuk mengetahui kekasaran permukaan yang baik pada proses milling benda kerja baja AISI 4340, maka dilakukan penlitian ini. Penelitian ini dilaksanakan bertujuan untuk melakukan analisis kekasaran permukaan Logam pada proses side milling dan face milling.
Beberapa penelitian telah dilakukan yang berkaitan dengan hubungan parameter pemotongan terhadap proses pemesinan sebagaimana yang dinyatakan oleh Ramos dan kawan-kawan (2003) pada penelitian tentang analisa kekasaran permukaan yang dihasilkan dengan tiga macam strategi pemesinan milling yang berbeda yaitu tipe radial, raster dan 3D offset untuk komponen yang mengandung geometri kompleks seperti bentuk cembung dan cekung disimpulkan bahwa ketiga strategi pemesinan menghasilkan kekasaran permukaan yang berbeda dan type 3D offset adalah yang paling cocok untuk pemesinan komponen yang mengandung geometri kompleks.
Göloğlu, C (2006) pada penelitian yang dilakukan menggunakan genetic programming
untuk memprediksi pengaruh dari beberapa parameter pemesinan seperti kecepatan potong, kecepatan pemakanan, kedalaman pemotongan dengan menggunakan strategi pemesinan type
zigzag terhadap kekasaran permukaan menyatakan bahwa selain parameter pemesinan di atas, pergeseran pahat juga mempengaruhi kekasaran permukaan dari pemesinan milling.
Penelitian yang dilakukan oleh Reddy N. SK (2005) tentang Pengaruh geometri pahat (radial rake angle dan nose radius) dan kondisi pemotongan (kecepatan potong dan kecepatan makan) terhadap kekasaran permukaan pada cutting end mill dari baja karbon medium dan kemudian mengolah data tersebut untuk mendapatkan kekasaran permukaan paling rendah dan laju pemakanan material paling besar menggunakan response surface methodology dan genetic algorithms di dapatkan kekasaran permukaan yang paling kecil, kecepatan pemakanan 202,17 mm/menit, rake angle sebesar 4,40°, nose radius sebesar 0,43 mm dan laju pemakanan material sebesar 67,58 mm3/detik.
3 2.METODE PENELITIAN
2.1. Bahan Penelitian
Bahan benda kerja yang digunakan adalah AISI 4340
Gambar 1. Bahan benda kerja baja AISI 4340
Untuk melakukan pengujian pemotongan logam pada proses side milling dan face milling digunakan mesin milling CNC sebagai berikut :
Gambar 2. Mesin CNC Milling Mazzak-V414/22
4
Gambar 3. Mata tools endmill carbide diameter 12mm
Kondisi permukaan benda kerja bahagian tepi dan atas pada permukaan benda kerja dapat diketahui dengan melakukan pengukuran kekasaran permukaan menggunakan alat uji kekasaran permukaan (surface test) sebagai berikut :
Gambar 4. Alat ukur kekasasaran permukaan “Surface tester”
2.2 Metode Penelitian
Pengambilan data dilakukan dengan metode eksperimen menggunakan mesin milling CNC dan pengukuran kekasaran permukaan dilakukan dengan alat ukur uji kekasaran permukaan
“surface tester” .
2.3 Prosedur Percobaan
Prosedure eksperimen yang dilakukan meliputi : 1. Persiapan peralatan dan bahan
2. Menentukan 5 tools yang digunakan untuk setiap satu proses pemesinan 3. Input program G-code
4. Input parameter pemesinan yang digunakan untuk side milling dan face milling:
5
b. Variasi Cutting Speed (Vc) : 80 – 120 m/min c. Feeding Speed (Vf) : 300 mm / min
d. Putaran Spindel (n) : disesuaikan dengan Vc e. Depth of Cut (DOC) side milling : 12 mm
f. Depth of Cut (DOC) face milling : 0,05 mm
5. Meletakan benda kerja Baja AISI 4340 pada ragum mesin milling 6. Proses pemesinan
7. Menghentikan mesin dan melakukan pengukuran kekasaran pada 5 titik dipermukaan benda kerja. 8. Pencatatan dan tabulasi nilai kekasaran permukaan (setiap parameter pemesinan dilakukan pengujian
5 kali).
9. Kembali proses 3 untuk variasi kecepatan potong (Vc).
10. Lakukan proses pemesinan tersebut berulang hingga tools ke-5. 11. Selesai
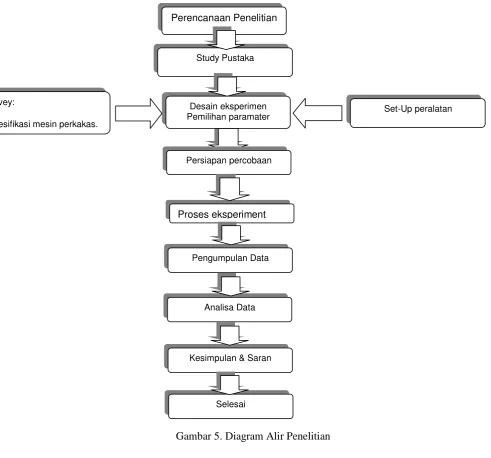
Diagram alir proses penelitian disampaikan pada gambar berikut :
Gambar 5. Diagram Alir Penelitian Perencanaan Penelitian
Study Pustaka
Desain eksperimen Pemilihan paramater
pemotongan
Persiapan percobaan
Proses eksperiment
Pengumpulan Data
Analisa Data
Kesimpulan & Saran
Selesai
Set-Up peralatan Survey:
6 3. HASIL DAN PEMBAHASAN
3.1 Hasil Penelitian
Setelah dilakukan percobaan, maka diperoleh nilai kekasaran permukaan sebagaimana disampaikan dalam grafik berikut :
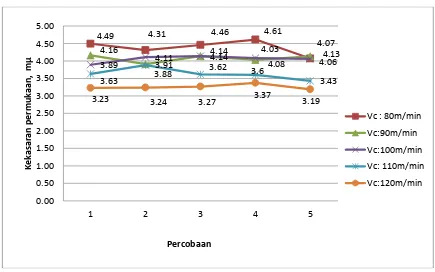
Gambar 6. Grafik nilai kekasaran permukaan logam pada tiap percobaan pada proses proses side milling
7 Dari Gambar 6 dapat diketahui bahwa dari percobaan pemesinan benda kerja baja AISI 4340 dengan menggunakan proses side milling dari percobaan 1 s/d 5 yang dilakukan menunjukkan bahwa nilai kekasaran permukaan benda kerja yang dihasilkan pada tiap permukaan benda kerja milling adalah sama untuk setiap kecepatan pemotongan. Pada kecepatan pemotongan 80 m/min diketahui bahwa nilai kekasaran permukaan yang diperoleh lebih besar dibandingkan dengan kecepatan potong 90 s/d 120 m/min, dapat dipastikan bahwa trend grafik menunjukkan bahwa peningkatan kecepatan pemotongan, menghasilkan nilai kekasaran permukaan yang menurun.
Hal ini terjadi dikarenakan ketika proses side milling, peningkatan kecepatan potong yang tinggi menyebabkan terjadinya gesekan pada permukaan benda kerja yang menimbulkan goresan-goresan halus pada permukaan benda kerja tersebut. Secara real faktor yang memberi pengaruh terhadap terjadi kekasaran permukaan adalah sudut mata pahat yang bersentuhan langsung dengan benda kerja, namun oleh karena adanya efek peningkatan kecepatan pemotongan kecendrungan serpihan yang dihasilkan lebih cepat terpisah dari benda kerja dan sudut mata sehingga serpihan yang terjadi tidak melekat pada permukaan benda kerja dan tentunya hal ini tidak mengakibatkan terjadinya peningkatan kekasaran permukaan. Mata pahat yang memiliki sudut ketajaman yang baik, menggores permukaan dengan cepat pada kecepatan tinggi sehingga akan menghasilkan nilai kekasaran permukaan yang rendah.
Dari Gambar 7 dapat diketahui bahwa dari percobaan pemesinan benda kerja baja AISI 4340 dengan menggunakan proses face milling setelah dilakukan sebanyak lima percobaan untuk masing-masing kecepatan pemotongan dapat diketahui bahwa kondisi masing-masing permukaan benda kerja menghasilkan nilai kekasaran yang merata. Nilai kekasaran permukaan yang terendah diperoleh pada kecepatan pemotongan 120 m/min dan nilai kekasaran permukaan yang terbesar didapat pada kecepatan pemotongan 80 m/min.
Persentase Nilai Kekasaran Permukaan Pada Proses Milling
Perhitungan penurunan kualitas permukaan, dapat dilakukan dengan berpedoman range nilai kekasaran permukaan untuk milling (tabel nilai kekasaran permukaan) yaitu nilai tertinggi
6,3 μm.Untuk menghitung persentase penurunan nilai kekasaran permukaan dapat digunakan sbb:
Persentase = (Nilai Kekasaran Permukaan Hasil Pengukuran)/(Nilai Kekasaran Permukaan
Tertinggi pada Proses Miling (berdasarkan tabel, 6,3 μm)) x 100%
Side milling :
Nilai kekasaran 4,39 μm
Persentase = 4.39/6.3 x 100% = 69.68 %
8 Tabel.1 Persentase Nilai Kekasaran Permukaan Pada Proses Milling
Proses Side Milling No Kecepatan Potong,
Vc, m/min
Nilai Kekasaran
Permukaan, Ra(μm) Persentase Penurunan Ra (%)
1 80 4,39 69.68
2 90 4,10 65.07
3 100 3.60 57.14
4 110 4,09 64.92
5 120 3.26 51.74
Proses Face Milling
1 80 4,10 65.07
2 90 4,05 64.28
3 100 4,01 63.65
4 110 3.91 62.06
5 120 3.81 60.47
Persentase penurunan nilai kekasaran permukaan Side milling adalah :
Nilai Persentase Penurunan kekasaran permukaan pada kecepatan potong awal – nilai Persentase Penurunan kekasaran permukaan pada kecepatan potong berikutnya.
1. Pada kecepatan 80 m/min ke 90 m/min 69.68 - 65.07 = 4.61 %
2. Pada kecepatan 90 m/min ke 100 m/min 65.07 – 64.92 = 0.15 %
3. Pada kecepatan 100 m/min ke 110 m/min 65.07 – 57.14 = 7.78 %
4. Pada kecepatan 110 m/min ke 120 m/min 57.14 – 51.74 = 5.4 %
Persentase penurunan nilai kekasaran permukaan Face milling adalah 1. Pada kecepatan 80 m/min ke 90 m/min
65.07- 64.28 = 0.79%
2. Pada kecepatan 90 m/min ke 100 m/min 64.28 – 63.65 = 0.63%
3. Pada kecepatan 100 m/min ke 110 m/min 63.65 – 62.06 = 1.59%
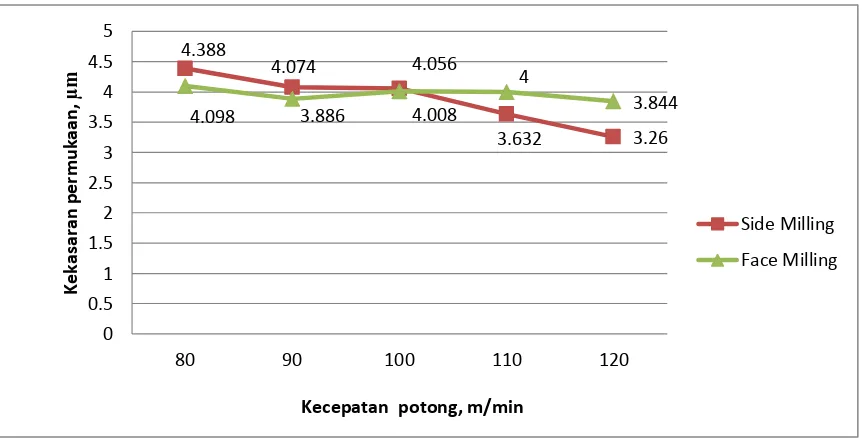
9 Gambar 8. Grafik perbandingan nilai kekasaran permukaan pada proses side dan face milling untuk tiap kecepatan potong
Dari Gambar 8 dapat dilihat bahwa nilai kekasaran permukaan berbanding terbalik dengan kecepatan pemotongan. Peningkatan kecepatan potong, menghasilkan permukaan logam yang semakin halus (nilai kekasaran permukaan akan semakin kecil). Pada proses side milling nilai kekasaran tertinggi sebesar 4,39 μm dan nilai terendah 3,26 μm, sedangkan pada proses face milling nilai kekasaran permukaan tertinggi 4,10 μm dan nilai terendah 3,81 μm. Dari kedua
proses tersebut dengan menggunakan parameter yang sama menghasilkan trend line grafik yang sama yakni nilai kekasaran permukaan sama-sama menurun, namun menghasilkan nilai kekasaran permukaan yang berbeda. Perbedaan nilai kekasaran pada side milling dan face milling
disebabkan oleh run out pada mesin. Run out adalah ke tidak center-an bearing pada mesin CNC
yang menyebabkan tools tidak berputar secara silinder.
Pada proses side milling, run out pada mesin cenderung kecil, karena proses pemakanan menggunakan sisi dari mata tools, sehingga nilai run out pada proses side milling hanya 0,5 dari diameter mata pahat end milling. Sedangkan pada proses face milling, pemakanan menggunakan ujung dari mata tools, sehingga titik pusat ke-runout-an pada mesin terjadi pada titik ujung mata tools yang bernilai sama dengan diameter end milling. Dalam sebuah parameter pemesinan CNC, nilai kecepatan potong sangat penting, apabila kecepatan potong rendah, maka akan menciptakan nilai kekasaran yang tinggi, hal ini disebabkan oleh chips atau geram ikut menggores pada permukaan. Sebaliknya semakin tinggi kecepatan potong, chips atau geram menggores permukaan benda kerja dapat diminimalisir.
KESIMPULAN
Setelah dilakukan analisis terhadap data yang diperoleh maka dapat disimpulkan sebagai berikut :
1. Kecepatan pemotongan memberi pengaruh terhadap perubahan nilai kekasaran permukaan benda kerja logam, semakin tinggi kecepatan potong yang digunakan maka nilai kekasaran permukaan akan semakin kecil artinya permukaan benda kerja menjadi semakin halus.
2. Secara berurutan kecepatan pemotongan yang digunakan pada proses side milling yakni 80 m/min, 90 m/min, 100 m/min, 110 m/min, 120 m/min menghasilkan nilai kekasaran permukaan
10
yaitu 4,39 μm, 4,10 μm, 4,09 μm, 3,60 μm dan 3,26 μm. Dan pada proses pemesinan face milling
nilai kekasaran permukaan adalah 4,10 μm, 4,05 μm, 4,01 μm, 3,91 μm dan 3,81 μm.
3. Pemotongan logam dengan proses side menghasilkan nilai kekasaran yang cenderung lebih rendah dibandingkan dengan proses face milling.
4. Peningkatan persentase pada kecepatan potong 80 m/min, 90 m/min, 100 m/min, 110 m/min dan 120 m/min secara berturut pada proses side milling adalah 4.61%, 0.15%, 7.78% dan 5.4%. Sedangkan untuk face milling adalah 0.79%, 0.63%, 1.59% dan 1.59%.
SARAN
Meskipun dari penelitian didapatkan bahwa peningkatan kecepatan potong menghasilkan nilai kekasaran permukaan yang baik, namun harus ada batasan optimum penggunaan kecepatan potong tersebut agar pada proses pemotongan dapat dilakukan dengan baik dan umur pahat lebih lama.
Untuk menganalisa tentang struktur benda kerja yang dihasilkan dari proses pemesinan milling tersebut, sebaiknya kajian selanjutnya dengan melakukan pengujian struktur mikro menggunakan alat scaning electron microscope.
Untuk mengetahui besarnya gaya dan daya potong pada mata pahat, maka perlu kajian berikutnya dilakukan analisa gaya potong pada proses milling dengan menggunakan tool dynamometer.
UCAPAN TERIMA KASIH
Peneliti pada kesempatan ini mengucapkan terima kasih kepada Lembaga Penelitian dan Publikasi Ilmiah Universitas Tarumanagara yang telah membiayai penelitian ini Periode I tahun 2014.
DAFTAR PUSTAKA
1. Agapiou, J.S. (1992). The Optimization of Machining Operation Based On A Combined Criterion, Part 1: the Use of Combined Objective in Single Pass Operation, Journal
Engineering Industry. Vol. 114, PP 500 – 507.
2. Avallone, E.A., Baumeister, T. (1997). Standard Handbook for Mechanical Engineer.
Mc.Graw Hills New York.
3. Bothrooyd, G. (1989). Fundamentals of Metal Machining and Machine Tools. Mc.Graw Hill Company. Singapore.
4. Göloğlu C., Arslan Y., Zigzag Machining Surface Roughness Modeling Using Evolutionary Approach, IMS'2006: 5th International Symposium on Intelligent Manufacturing Systems.
5. Halevi, G., and Weill, D.R. (1995). Principle of Process and Planning a Logical Approach. 26 Boundary Row London SEI 8 HN, UK: Published by Chapman & Hall.
6. De Garmo, Paul. E. et al. (1997). Material and Process in Manufacturing. New York 10002, Mac Milan Publishing Company 866 Third Avenue, New York.
11 8. Nagpal, G.R.(1995).Machine Tool Engineering. Khana Publisher 2-3, Nath Market. Nai
Sarak Delhi 1106.
9. Noce, Novi Telepta.(2012).Penggunaan Pahat Ball End Mill Terhadap Kekasaran Permukaan Pada Material Baja ST 37. Jurnal Teknologi. Volume 9, Nomor 1.
10.Oraby, S.E., Hayhurst, D.R. (2004). Tool Life Determination Based On the Measurement of Wear and Tool Force Ratio Variation. International Journal of Machine Tools &
Manufacture. 44. PP 1261-1269.
11.Rochim, Taufiq. (1993). Teori & Teknologi Proses Pemesinan.HEDS-JICA Bandung – Indonesia.
12.Stephen, D.A., Agapiou, J.S.(1997). Metal Cutting Theory and Practice. Marcel Dekker.Inc.270 Madison Avenue New York 10016.
13.Rao.P.N. (2000). Manufacturing Technology: Metal Cutting & Machine Tools. Tata Mc.Graw Hill. Publishing Company Limited. New Delhi.
14.Ramos A.M., Relvas C., Simoes J.A., “The influence of finishing milling strategies on texture, roughness, and dimensional deviations on the machining of complex surfaces”,
Journal of Materials Processing Technology, Vol. 136,No.1-3, 2003, pp. 209-216.
15.Reddy N.S.K., Rao P.V., “Selection of optimum tool geometry and cutting conditions using a surface roughness prediction model for end milling”, International Journal of Advance
Manufacturing Technology, Vol. 26, No.11- 12,2005, pp. 1202-1210.