BAB III
METODE PENELITIAN 3.1.Alat Dan Bahan
3.1.1. Alat ukur dan mesin CNC
Dalam penelitian guna menggambil data ada beberapa alat ukur yang di
gunakan yaitu, sebagai berikut :
1. Alat ukur kekasaran permukaan (surface roughness tester)
Alat ukur ini digunakan untuk mengukur kekasaran permukaan benda
kerja setelah dilakukannya proses pemotongan.
Gambar 3.1 Alat ukur kekasaran permukaan
2. Alat ukur suhu pemotongan (Ir Thermocouple)
Alat ukur ini digunakan untuk mengukur suhu saat proses pemotongan
berlangsung. Spesifikasi Ir Thermometeradalah sebagai berikut :
a. Merk : Extech
b. Tipe : VIR50
c. Jaungkauan suhu : -50 - 2200oC d. Jenis kamera : VGA (640 x 480)
Gambar 3.2 Alat ukur suhu pemotongan
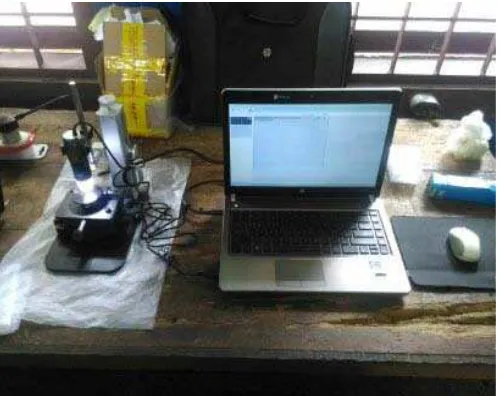
3. Microskop Dino-Lite AM4515T8
Microskop Dino-Lite AM4515T8 digunakan untuk mengukur aus
pahat yang terjadi setelah proses pemotongan berlangsung. Berikut
spesifikasi mikroskop Dyno-Lite AM4515T8 :
a. Resolusi = 1.3 MP (1280x1024)
b. Perbesaran = 700 – 900 kali
c. Koneksi = USB 2.0
d. Ukuran = 10,5 cm(H)x3,2 cm(D)
e. 8 lampu LED putih
f. Automatic Magnification Reading (AMR)
Gambar 3.3 Microskop Dino-Lite AM4515T8
4. Stopwatch
Stopwatch digunakan untuk mencatat waktu pemesinan setiap passing
pembubutan berlangsung.
Gambar 3.4 Stopwatch
Mesin yang digunakan dalam penelitian ini adalah GSK 928TEa, adapaun
spesifikasi dari mesin ini adalah sebagai berikut :
a. Merk : GSK 928 TEa
b. Daya : 9.5 KVA
c. Putaran : 5000 rpm
d. Panjang Meja Kerja : 500 mm
e. Diameter Cekam : 90 – 100 mm
f. Voltase :380 V
Gambar 3.5 Mesin CNC GSK 928 TEa
3.1.2. Pahat insert dan toolholder
Dalam penelitian ini digunakan pahat insert CVD karbida berlapis
dengan lapisan (TiN, TiCN, Al2o3) dari brand TaeguTec Korea, adapun
gambar pahat insert CVD karbida berlapis ditujukan pada gambar dibawah
ini.
Gambar 3.6 Pahat CVD Karbida TaeguTec
Adapaun spesifikasi untuk pahat insert CVD karbida berlapis brand
TeaguTec dengan seri SNMG 120408 MTTT 8125 P15-P35 adalah :
a. S = Bentuk pahat segiempat
c. M = Toleransi
d. G = Desain pahat
e. Lebar pahat = 12 mm
f. Tebal pahat = 4 mm
g. Radius pojok = 8 mm
Toolholder yang digunakan dalam pada penelitian adalah seri
MSDNN 2020 K12 mempunyai spesifikasi:
a. M = Pengunci ganda,
b. S = Bentuk sisipan segi empat,
c. D = Sudut potong pahat 45°,
d. N = Sudut pahat 0°,
e. N = Arah pahat netral,
f. Tebal Holder = (20x20) mm,
g. K (panjang holder) = 125 mm,
h. Ukuran pahat sisipan = 12 mm
3.1.3. Bahan
Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340 yang
telah dilakukan proses pengerasan (hardening process). Pemilihan baja AISI 4340
karena baja ini banyak dipakai dalam pembuatan komponen-komponen
pemesinan, komponen mesin yang terbuat dari baja ini contohnya automotive dan
aircrafts crankshafts, rear axle shafts, connecting rod, propeller hub, gear, drive
shafts. Adapun karekteristik dari baja AISI 4340 adalah sebagai berikut :
Tabel 3.1 Komposisi kimia baja AISI 4340
Element Content (%)
Iron (Fe) 95.195
Nickel(Ni) 1.65
Chromium (Cr) 0.700
Manganese (Mn) 0.600
Carbon (C) 0.370
Molybdenum (Mo) 0.200
Silicon (Si) 0.150
Sulfur (S) 0.0400
Phosphorous (P) 0.0350
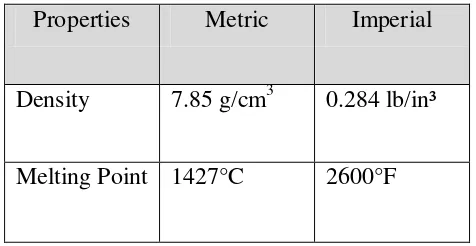
Tabel 3.2 Sifat fisik baja AISI 4340
Properties Metric Imperial
Density 7.85 g/cm3 0.284 lb/in³
Tabel 3.3 Sifat mekanik baja AISI 4340
Properties Metric Imperial
Tensile strength 745 MPa 108000 psi
Yield strength 470 MPa 68200 psi
Bulk modulus (typical for steel) 140 GPa 20300 ksi
Shear modulus (typical for steel) 80 GPa 11600 ksi
Elastic modulus 190-210 GPa 27557-30458 ksi
Poisson's ratio 0.27-0.30 0.27-0.30
Elongation at break 22% 22%
Reduction of area 50% 50%
Hardness, Brinell 217 217
Hardness, Knoop (converted from
Brinell hardness)
240 240
Hardness, Rockwell B (converted from
Brinell hardness)
95 95
Hardness, Rockwell C (converted from
Brinell hardness. Value below normal
HRC range, for comparison purposes
only)
17 17
Hardness, Vickers (converted from
Brinell hardness)
228 228
Machinability (annealed and cold
drawn. Based on 100 machinability for
AISI 1212 steel)
Gambar 3.8 Bahan baja AISI 4340
3.2.Perangkat Lunak
Dalam penelitian ini menggunakan perangkat lunak mastercam dan
swansoft untuk mensimulasikan proses pemesinan shaft thresher dengan
kondisi pemotongan yang optimal.
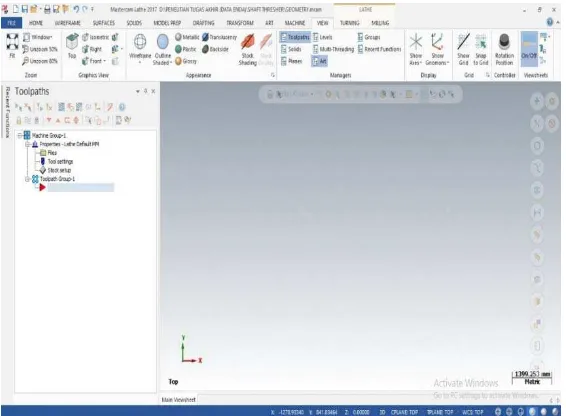
3.2.1. Mastercam 2017
Mastercam 2017 digunakan untuk menginput geometri atau
gambar teknik darishaft thresher, bahan benda kerja yaitu AISI 4340,
pahat yang digunakan yaitu CVD karbida berlapis dan penetapan kondisi
pemotongan yang optimal.
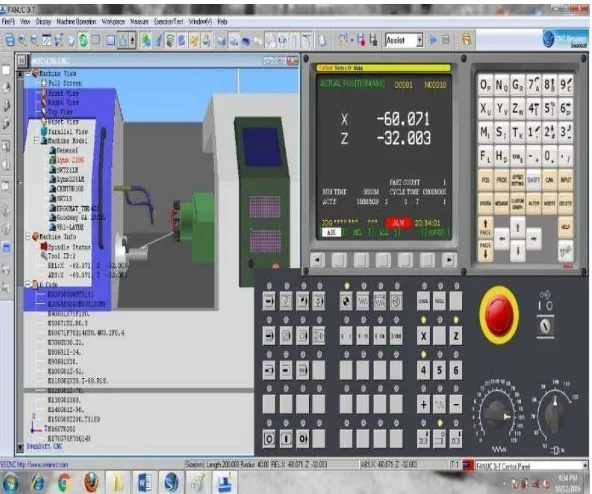
3.2.2. Swansoft NC simulation
Swansoft NC simulation digunakan untuk virtualisasi proses
pemesinan dengan menginput NC program dari Mastercam X7 untuk shaft
thresher
Gambar 3.10 Lembar kerja Swansoft NC Simulation
3.3. Metode Penelitian
Metode penelitian yang digunakan adalah pengumpulan data berdasarkan
2� untuk memvariasikan data kondisi pemotongan yaitu, kecepatan potong v
(m/min), gerak makan f (mm/rev), dan kedalaman potong a (mm) sebagai nilai
variable bebas dengan variasi nilai maximum dan minimum sebagai nilai
variable terikat, yaitu :
1. v = 75 (high) 65 (low)
2. f = 0.2 (high) 0.15 (low)
3. a = 2 (high) 1.5 (low)
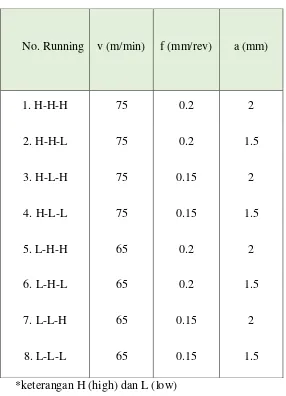
Desain experiment data menggunakan metode factorial 23 maka
didapat variasi 8 kondisi pemotongan yang di tampilkan pada tabel berikut
Tabel 3.4 Variasi 8 kondisi pemotongan
No. Running v (m/min) f (mm/rev) a (mm)
1. H-H-H 75 0.2 2
2. H-H-L 75 0.2 1.5
3. H-L-H 75 0.15 2
4. H-L-L 75 0.15 1.5
5. L-H-H 65 0.2 2
6. L-H-L 65 0.2 1.5
7. L-L-H 65 0.15 2
8. L-L-L 65 0.15 1.5
*keterangan H (high) dan L (low)
Setelah dilakukannya penelitian maka, akan didapat data yang akan
digunakan untuk optimasi nilai kekasaran permukaan (Ra) terendah untuk
tujuan produk medium finish dan finish, optimasi suhu pemotongan, dan nilai
maksimum dan optimasi Volume Material Rate (VMR) untuk roughing
3.4. NC Program Penelitian
NC program pada penelitian adalah pembubutan silinder rata dengan
benda kerja berdiameter 80 mm dan panjang 250 mm
N0000 T11
N0010 G00 X54 Z5
N0020 M3 S2123
N0040 G0 X54 Z1
N0042 G01 X45 Z1
N0080 G01 X45 Z-180 F425
N0130 G0 X55 Z5
N0140 M5
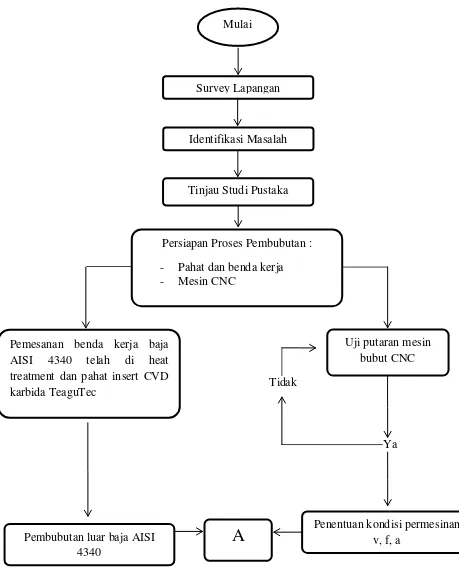
3.5. Bagan Alir Metode Penelitan
Tidak
Ya
Gambar 3.11 Bagan Alir Metodologi Penelitian Survey Lapangan
Identifikasi Masalah
Tinjau Studi Pustaka
Persiapan Proses Pembubutan :
- Pahat dan benda kerja - Mesin CNC
Uji putaran mesin bubut CNC Pemesanan benda kerja baja
AISI 4340 telah di heat treatment dan pahat insert CVD karbida TeaguTec
Pembubutan luar baja AISI 4340
Penentuan kondisi permesinan v, f, a
A
Gambar 3.12 Sambungan Bagan Alir Metodologi Penelitian
A
Proses pembubutan
Pengumpulan data berupa :
- Waktu pembubutan
- Panjang pembubutan
- Keausan pahat
- Umur pakai pahat
- Kekasaran permukaan benda kerja
Menyusun data waktu pemotongan dengan variasi kondisi pemotongan 2^k factorial
Mendapatkan kondisi pemotongan yang optimum untuk VMR maximum dan umur
pahat maximum
Kesimpulan dan Saran
Selesai
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1Tabel Data Hasil Experimen
Setelah dilakukan penelitian proses pembubutan menggunakan
mesin CNC, dengan 8 variasi dari kondisi pemotongan yaitu kecepatan
potong (v), gerak makan (f), dan kedalaman potong (a) yang telah
dijelaskan pada tabel 3.1 pada Bab 3, diperoleh data yang ditunjukan pada
tabel berikut ini :
Tabel 4.1 Hasil Data Penelitian 8 kondisi pemotongan
No. Run v
Pengukuran waktu pemotongan (tc) menggunakan stopwatch guna
mengetahui lamanya waktu proses pembubutan pada setiap runningnya
atau 1 kondisi pemotongan untuk mencapai aus pahat (VB) 0.2 mm. Pada
penelitian ini dicari Volume Material Rate (VMR) atau volume material
yang terbuang untuk mencari kondisi pemotongan yang terbaik untuk
proses roughing (pembubutan awal), adapaun perhitungan VMR
didapatkan setelah diketahui Material Removal Rate (MRR), berikut
MRR (Z) adalah kecepatan penghasil geram yang di dapatkan
dengan menggunakan rumus :
�=�.�.� ; cm3/min ……….4.1
Dimana, v = kecepatan potong ; m/min
f = gerak makan ; mm
a = kedalaman potong ; mm
VMR (Volume Material Removal) adalah volume material yang
terbuang dimana untuk mencari VMR dengan menggunakan rumus :
��� =� .�� ; ��3………4.2
Dimana : Z = kecepatan penghasil geram; cm3/min tc = waktu pemotongan; min
Dengan menggunakan rumus tersebut maka didapatkan nilai dari
MRR dan VMR seperti yang ditunjukan pada tabel berikut:
4.2Kondisi Pemotongan Optimum
Adapaun kondisi pemotongan yang optimum dari penelitian yang
dilakukan terhadap kekasaran permukaan (Ra) untuk finishing merujuk
pada penelitian Muhammad Reza Fahlevi, suhu permukaan (T) merujuk
pada penelitian Gunawan Ponti Harahap, Volume Material Rates (VMR)
untuk roughing.
4.2.1 Optimasi kekasaran permukaan
Untuk produk medium finish dibutuhkan nilai kekasaran
permukaan dengan nilai Ra (Surface Roughness) 1,6 mikronmeter
(N7) sampai dengan Ra 6,3 mikronmeter (N8) menurut standart
ISO, merujuk pada penelitian Muhammad Reza Fahlevi didapat
bahwa optmasi nilai kondisi pemotongan yang menghasilkan nilai
kekasaran permukaan (Ra) untuk medium finish adalah fungsi
desirability optimasi variable bebas pada response surface
methodelogy telah dilakukan pada optimasi response. Manfaat dari
optimasi response surface methodology adalah membantu mencari
harga optimal dari parameter kondisi pemotongan untuk
memberikan nilai kekasaran permukaan (Ra) dan keausan pahat
(VB) yang selama melakukan proses pembubutan. Proses optimasi
dilakukan dengan menggunakan software Design Expert yang
1. H-H-H
75
0.2
2
8.52
30.00
255.51
2. H-H-L
75
0.2
1.5
8.30
22.50
186.74
3. H-L-H
75
0.15
2
8.16
22.50
183.69
4. H-L-L
75
0.15
1.5
12.50
16.88
210.94
5. L-H-H
65
0.2
2
11.99
26.00
311.73
6. L-H-L
65
0.2
1.5
16.19
19.50
315.63
7. L-L-H
65
0.15
2
21.69
19.50
422.99
8. L-L-L
65
0.15
1.5
27.03
14.63
395.31
tc (min)
0.2
mana data tersebut menunjukan pembatasan untuk optimasi
parameter kondisi pemotongan dengan nilai v, f, a in range dengan
nilai VB yang minimum karena unutk mencapai umur pahat
dengan nilai kekasaran permukaan yang baik. Hasil optimasi yang
dilakukan menghasikan v = 65 m/min, f = 0,15 mm/rev, a = 2 mm
Ra entry point = 1,417 μm dan Ra end point = 1,369 μm dengan
nilai Desirability : 0,834dan nilai VB = 0,2 mm
4.2.2 Optimasi suhu pemotongan
Suhu pemotongan sangat berpengaruh pada umur pahat,
suhu yang tinggi saat pemotongan berlangsung, dapat
memperpendek umur pakai pahat, untuk itu diperlukan suhu
pemotongan yang rendah guna memaksimalkan umur pakai pahat,
merujuk pada penelitian Gunawan Ponti Harahap didapatkan
bahwa kondisi pemotongan yang menghasilkan suhu pemotongan
yang optimal selama proses pembubutan adalah hasil dari analisa
software Design Expert menghasilkan v= 65,26 ; f = 0,196 ; a
= 1,92 dengan nilai temperature adalah 283 ℃ dan nilai VB = 0,2
mm
4.2.3 Optimasi umur pahat
Umur pakai pahat sangat mempengaruhi ongkos produksi
dari suatu pengerjaan pemesinan, oleh karena itu sangat penting
untuk mendapatkan harga optimum dari umur pakai pahat.
Dari data hasil penelitian didapatkan bahwa umur pakai
pahat terlama adalah pada kondisi pemotongan v = 65 m/min, f =
0,15 mm/rev, a = 1,5 mm dengan lamanya pemakaian pahat sampai
keausan pahat (VB) 0,2 mm adalah 27,03 menit
4.2.4 Nilai maximum VMR
Pada hasil penelitian didapatkan bahwa kondisi
mm adalah yang menghasilkan nilai Volume Material Rate (VMR)
yang tertinggi yaitu 422.99 ��3 dan nilai Material Removal Rate
(MRR) yaitu 19,50 ��3/��� kondisi ini adalah yang optimum
untuk proses roughing yang bertujuan untuk menghabiskan
material sebanyak-banyaknya dan secepat-cepatnya sampai pada
geometri benda kerja yang diinginkan
4.3Produktivitas Pahat
4.3.1 Geometri benda kerja (shaft thresher)
Geometri benda kerja (shaft thresher) dibuat pada
mastercam dengan cara setengah dari penampang benda kerja
tersebut seperti yang ditujukan pada gambar dibawah ini
Gambar 4.1 Geometri Shaft Thresher
4.3.2 NC program
Setelah disimulasikan pada software Mastercam 2017 maka dapat
Gambar 4.2 Benda Kerja Sebelum Proses Pemesinan
Gambar 4.4 Shaft thresher setelah pemesinan
4.4 Studi Kasus Pada Shaft Thresher
Pada perencanaan proses pembuatan shaft thresher menggunakan
baja AISI 4340 dengan row material berdimensi :
a. Diameter : 9 inch = 228,6 mm
b. Panjang : 24 feet = 7315,2 mm
Adapun dimensi dari shaft thresher serta assembly thresher
terlampir.
Proses perencanaan pembubutan shaft thresher ini memalui 3
tahapan yaitu sebagai berikut :
1. Roughing dan medium finish untuk membubut material sampai
pada diameter shaft thresher yang terbesar yaitu 212 mm
2. Roughing dan medium finish untuk membubut material pada
poros betingkat di mulai pada 205 mm, 200 mm, 150 mm, dan
109 mm.
3. Roughing dan medium finish untuk membubut material pada
poros betingkat sebelah kiri dari shaft thresher. Diameter poros
betingkat dimulai dari 205, 199 mm, 194 mm, 150 mm
Setiap proses pembubutan dapat diketehui waktu pemesinannya
dengan mengetahui terlebih dahulu putaran mesin dan panjang pemesinan.
Adapun rumus mencari putaran mesin adalah sebagai berikut :
Putaran mesin
� =1000 .�
� .� ………..4.3
Keterangan :
n = putaran mesin (rpm)
v = kecepatan potong (m/min)
d = diameter benda kerja (mm)
Setelah diketahui putaran mesin maka waktu pemesinan dapat
dicari dengan rumus ;
Waktu pemesinan
�� = ��
� .�………..4.4
Keterangan :
tc = waktu pemesinan (min)
lt = panjang pemesinan (mm)
n = putaran mesin (rpm)
f = gerak makan (mm/rev)
Pada studi kasus 1 rough machining (Volume Material
Rate) diambil nilai VMR yang maximum tujuannya adalah proses
pembubutan dengan menghabiskan material sebanyak-banyaknya
dan secepat-cepatnya sampai kepada bentuk geometri yang
diinginkan guna mempersingkat waktu produksi.
Dengan hasil data experiment didapat bahwa nilai VMR
terbesar adalah pada kondisi pemotongan v = 65 m/min ; f = 0.15
mm/rev ; a = 2 mm dengan nilai VMR sebesar 422,99 cm3, dan
nilai MRR sebesar 19.50 cm3/min, sementara nilai kekasaran permukaan (Ra) terendah menurut penelitian Muhammad Reza
Fahlevi adalah kondisi pemotongan v = 64 m/min, f = 0,15 mm/rev,
a = 2 mm dengan nilai Ra pada keadaan medium finish. Pada
proses pembubutan shaft thresher dilakukan 3 tahapan pembubutan
yaitu sebagai berikut :
Tahap pertama pembubutan dari diameter row material
228,6 mm sampai diameter terbesar shaft thresher yang terbesar
yaitu 212 mm, proses roughing sebanyak 4 kali dengan kedalaman
potong berturut turut yaitu 2 mm, 2 mm, 2 mm, 2 mm serta untuk
medium finish dengan kedalaman potong yaitu 0,3 mm, berikut ini
adalah data dari proses perencanaan pemesinan tahap pertama shaft
thresher.
Tabel 4.3 Pembubutan tahap pertama shaft thresher studi
kasus 1
(min) keterangan
1 65 0.15 2 228.6 6000 90.6 441.7 R1
2 65 0.15 2 224.6 6000 92.2 434.0 R2
3 65 0.15 2 220.6 6000 93.8 426.3 R3
4 65 0.15 2 216.6 6000 95.6 418.5 R4
Jadi total waktu tahapan pertama untuk prose roughing dan
medium finish adalah:
R1 + R2 + R3 + R4 + Mf
= 441,7 + 434 + 426,3 + 418,5 + 410,8
= 2131,3 min
Tahapan kedua adalah pembubutan poros betingkat dari
bagian kanan shaft thresher. Pada tahapan ini dibagi lagi
menjadi empat bagian pengerjaan pembubutan dengan diameter
berturut-turut yaitu : 205 mm, 200 mm, 150 mm, dan 109 mm
serta panjang pemesinan 1435 mm dan didapat waktu
pemesinan pada tabel sebagai berikut :
1. Pembubutan pada bagian 1 membubut dari 212 mm menjadi
diameter 205 mm dan panjang 250 yaitu :
Tabel 4.4 Pembubutan tahap kedua bagian 1 studi kasus 1
No v
(min) keterangan
1 65 0.15 2 212 1435 97.6 98.0 R1
2 65 0.15 1 208 1435 99.5 96.1 R2
3 65 0.15 0,5 206 1435 100.5 95.2 Mf
Total waktu pemesinan pada tahap kedua bagian 1 adalah :
= 98 + 96.1 + 95.2
= 289.3 min
2. Pembubutan pada bagian 2 dari diameter 205 mm menjadi
200 mm dan panjang pemesinan 500 mm.
Tabel 4.5 Pembubutan tahap kedua bagian 2 studi kasus 1
No v
(min) keterangan
1 65 0.15 2 205 1185 101.0 78.2 R1
2 65 0.15 0.5 201 1185 103.0 76.7 Mf
Total waktu dari pembubutan tahap kedua bagian 2 adalah
R1 + Mf
= 78,2 + 76,7
= 154,9 min
3. Pembubutan pada bagian 3 dari diameter 200 terbesar dan
150 mm terkecil serta panjang pemesinan 545 mm.
Tabel 4.6 Pembubutan tahap kedua bagian 3 studi kasus 1
No v
(min) keterangan
8 65 0.15 2 172 539.4 120.4 29.9 R8
Total waktu dari pembubutan tahap kedua bagian 3 adalah
R1 + R2 + R3 + R4 + R5 + R6 + R7 + R8 + R8 + R9 + R10
+ R11 + R12 + Mf
= 44,1 + 41,9 + 39.8 + 37.7 + 35.7 + 33.7 + 31.8 + 29.9 +
28.1 + 26.3 + 24.6 + 22.9 + 33.5
= 429.9 min
4. Pembubutan pada bagian 4 dari diameter 150 mm terbesar
109 mm terkecil serta panjang pemesinan 140 mm.
Tabel 4.7 Pembubutan tahap kedua bagian 4 studi kasus 1
No v
(min) keterangan
8 65 0.15 2 122 140 169.7 5.5 R8
9 65 0.15 2 118 140 175.4 5.3 R9
10 65 0.15 2 114 140 181.6 5.1 R10
11 65 0.15 0.5 110 140 188.2 5.0 Mf
Total waktu dari pembubutan tahap kedua bagian 4 adalah
R1 + R2 + R3 + R4 + R5 + R6 + R7 + R8 + R8 + R9 + R10
+ Mf
= 6.8 + 6.6 + 6.4 + 6.2 + 6.0 + 5.9 + 5.7 + 5.5 + 5.3 + 5.1 +
5.0
= 64.5 min
Jadi total keseluruhan waktu pemesinan pada tahapan
kedua adalah jumlah dari bagian 1, bagian 2, bagian 3, dan
bagian 4 :
Bagian 1 + Bagian 2 + Bagian 3 + Bagian 4
= 289.3 min + 154,9 min + 429.9 min + 64.5 min
= 938.6 min
Tahapan ketiga adalah pembubutan poros betingkat dari
bagian kiri shaft thresher. Pada tahapan ini dibagi lagi menjadi
empat bagian pengerjaan pembubutan dengan diameter
berturut-turut yaitu : 205 mm, 199 mm, 194 mm, 150 mm, serta panjang
pemesinan 2800 mm dan didapat waktu pemesinan pada tabel
sebagai berikut :
1. Pembubutan pada tahap ketiga bagian 1 dari diameter 212
mm menjadi diameter 205 mm dan panjang 250 mm yaitu :
Tabel 4.8 Pembubutan tahap ketiga bagian 1 studi kasus 1
(m/min) (mm/rev) (mm) (mm) (mm) (rpm) (min)
1 65 0.15 2 212 2800 97.6 191.2 R1
2 65 0.15 1.5 208 2800 99.5 187.6 Mf
Total waktu dari pembubutan tahap ketiga bagian 1 adalah
R1 + Mf
= 191,2 + 187,6
= 378,8 min
2. Pembubutan pada tahap ketiga bagian 2 dari diameter 205
menjadi diameter 199 mm dan panjang 1765 mm yaitu :
Tabel 4.9 Pembubutan tahap ketiga bagian 2 studi kasus 1
No v
(min) keterangan
1 65 0.15 2 205 2550 101.0 168.4 R1
2 65 0.15 1 201 2550 103.0 165.1 Mf
Total waktu dari pembubutan tahap ketiga bagian 2 adalah
R1 + Mf
= 168,4 + 165,1 = 333,4
3. Pembubutan pada tahap ketiga bagian 3 dari diameter 199
menjadi diameter 194 mm dengan panjang 250 mm yaitu :
Tabel 4.10 Pembubutan tahap ketiga bagian 3 studi
kasus 1
(min) keterangan
1 65 0.15 2 199 785 104.0 50.3 R1
2 65 0.15 0.5 195 785 106.2 49.3 Mf
R1 + Mf
= 50,3 + 49,3
= 99,6 min
4. Pembubutan pada tahap ketiga bagian 4 dari diameter
194 menjadi diameter 150 dengan panjang 455 mm:
Tabel 4.11 Pembubutan tahapan ketiga bagian 4 studi
kasus 1
(min) keterangan
1 65 0.15 2 194 455 106.7 28.4 R1
Total waktu pembubutan tahap ketiga bagian 4 adalah :
= R1 + R2 + R3 + R4 + R5 +R6 + R7 + R8 + R9 +R10 + Mf
= 28,4 + 26,6 +24,9 + 23,2 + 21,5 + 19,9 + 18,3 + 16,8 + 15,4
+14 + 11,9
Jadi total keseluruhan waktu pemesinan pada tahapan
ketiga adalah jumlah dari bagian 1, bagian 2, bagan 3 dan bagian
4 adalah :
Bagian 1 + Bagian 2 + Bagian 3 + Bagian 4
= 378,8 min + 333,4 min + 99,6 min + 220,9 min
= 1032,7 menit
Total waktu keseluruhan pada perencanaan proses
pemesinan pada studi kasus 1 untuk shaft thresher dengan VMR
maximum dan Ra pada entry point 1,417 μm dan end point 1,369 μm adalah penjumlahan proses pembubutan tahap 1, tahap 2 dan tahap 3 :
Tahap 1 + Tahap 2 + Tahap 3
= 2131,3 min + 938.6 min + 1032,7 min
= 4102.6 min
4.4.2 Studi kasus 2 nilai rough machining (volume material rate) untuk umur pahat terlama dan nilai kekasaran permukaan (Ra) terendah
Pada studi kasus 2 ini digunakan diambil nilai VMR yang
memiliki umur pahat ( Tool Life ) terlama tujuannya adalah untuk
menghemat umur pakai pahat yang nanti akan menekan atau
menghemat onkos produksi. Kondisi pemotongan untuk VMR
0.15 mm/rev ; a = 0.15 mm dengan nilai VMR sebesar 395.31 cm3,
dan nilai MRR sebesar 14,63 cm3/min, dengan umur pakai pahat per indeks adalah 27.03 min sementara nilai kekasaran permukaan
(Ra) terendah menurut penelitian Muhammad Reza Fahlevi adalah
kondisi pemotongan v = 64 m/min, f = 0,15 mm/rev, a = 2 mm
dengan nilai Ra pada keadaan medium finish. Pada proses
pembubutan shaft thresher dilakukan 3 tahapan pembubutan yaitu
sebagai berikut :
Tahap pertama pembubutan sampai diameter terbesar shaft
thresher yang terbesar yaitu 212 mm, proses roughing sebanyak 4
kali dengan kedalaman potong berturut turut yaitu 2 mm, 2 mm, 2
mm, 2 mm serta untuk medium finish dengan kedalaman potong
yaitu 0,3 mm, berikut ini adalah data dari proses perencanaan
pemesinan tahap pertama shaft thresher.
Tabel 4.12 Pembubutan tahap pertama shaft thresher studi
kasus 2
(min) keterangan
1 65 0.15 1.5 228.6 6000 90.6 441.7 R1
2 65 0.15 1.5 225.6 6000 91.8 435.9 R2
3 65 0.15 1.5 222.6 6000 93.0 430.1 R3
4 65 0.15 1.5 219.6 6000 94.3 424.3 R4
6 65 0.15 0.8 213.6 6000 96.9 412.7 Mf
Jadi total waktu tahapan pertama untuk prose roughing dan
medium finish adalah:
R1 + R2 + R3 + R4 + R5 + Mf
= 441,7 + 434.9 + 430.1 + 424.3 + 418.5 + 412.7
= 2563.4 min
Tahapan kedua adalah pembubutan poros betingkat dari bagian
kanan shaft thresher. Pada tahapan ini dibagi lagi menjadi empat
bagian pengerjaan pembubutan dengan diameter berturut-turut
yaitu : 205 mm, 200 mm, 150 mm, dan 109 mm serta panjang
pemesinan 1435 mm dan didapat waktu pemesinan pada tabel
sebagai berikut :
1. Pembubutan pada tahap kedua bagian 1 membubut dari 212
mm menjadi diameter 205 mm dan panjang 250 yaitu :
Tabel 4.13 Pembubutan tahap kedua bagian 1 studi kasus 2
No v
(min) keterangan
1 65 0.15 1.5 212 1435 97.6 98.0 R1
3 65 0.15 0.5 206 1435 100.5 95.2 Mf
Total waktu pemesinan pada tahap kedua bagian 1 adalah :
R1 + R2 + Mf
= 98 + 96.6 + 95.2
= 289.8 min
2. Pembubutan pada tahap kedua bagian 2 dari diameter 205 mm
menjadi 200 mm dan panjang pemesinan 500 mm.
Tabel 4.14 Pembubutan tahap kedua bagian 2 studi kasus 2
No v
(min) keterangan
1 65 0.15 1.5 205 1185 101.0 78.2 R1
2 65 0.15 1 202 1185 102.5 77.1 Mf
Total waktu dari pembubutan tahap kedua bagian 2 adalah
R1 + Mf
= 78,2 + 77,1
= 155,3 min
3. Pembubutan pada tahap kedua bagian 3 dari diameter 200
terbesar dan 150 mm terkecil serta panjang pemesinan 545 mm.
Tabel 4.15 Pembubutan tahap kedua bagian 3 studi kasus 2
No v
(min) keterangan
1 65 0.15 1.5 200 685 103.5 44.1 R1
3 65 0.15 1.5 194 653.8 106.7 40.8 R3
Total waktu dari pembubutan tahap kedua bagian 3 adalah
R1 + R2 + R3 + R4 + R5 + R6 + R7 + R8 + R8 + R9 + R10
+ R11 + R12 + R13 + R14 + R15 + R16 + Mf
= 44,1 + 42.5 + 40.8 + 39.3 + 37.7 + 36.2 + 34.7 + 33.2 +
31.8 + 30.3 + 29.0 + 27.6 + 26.3 + 25.0 + 23.7 + 22.5 + 33.5
= 558.2 min
4. Pembubutan pada tahap kedua bagian 4 dari diameter 150 mm
terbesar 109 mm terkecil serta panjang pemesinan 140 mm.
Tabel 4.16 Pembubutan tahap kedua bagian 4 studi kasus 2
No v
(min) keterangan
1 65 0.15 1.5 150 140 138.0 6.8 R1
3 65 0.15 1.5 144 140 143.8 6.5 R3
Total waktu dari pembubutan tahap kedua bagian 4 adalah
R1 + R2 + R3 + R4 + R5 + R6 + R7 + R8 + R8 + R9 + R10
R11 + R12 + R13 + Mf
= 6.8 + 6.6 + 6.5 + 6.4 + 6.2 + 6.1 + 6.0 + 5.7 + 5.5 + 5.4 +
5.3 + 5.1 + 5.0
= 82.4 min
Jadi total keseluruhan waktu pemesinan pada tahapan
kedua adalah jumlah dari bagian 1, bagian 2, bagian 3, dan
bagian 4 :
Bagian 1 + Bagian 2 + Bagian 3 + Bagian 4
= 289.8 min + 155,3 min + 558.2 min + 82.4 min
= 1085.7 min
Tahapan ketiga adalah pembubutan poros betingkat dari
bagian kiri shaft thresher. Pada tahapan ini dibagi lagi menjadi
tiga bagian pengerjaan pembubutan dengan diameter
pemesinan 2800 mm dan didapat waktu pemesinan pada tabel
sebagai berikut :
1. Pembubutan pada tahap ketiga bagian 1 dari diameter 212
mm menjadi diameter 205 mm dan panjang 250 mm yaitu :
Tabel 4.17 Pembubutan tahap ketiga bagian 1 studi kasus 2
No v
(min) keterangan
1 65 0.15 1.5 212 2800 97.6 191.2 R1
2 65 0.15 1.5 209 2800 99.0 188.5 R2
3 65 0.15 0.5 206 2800 100.5 185.8 Mf
Total waktu dari pembubutan tahap ketiga bagian 1 adalah
R1 + R2 + Mf
= 191,2 + 188,5 + 185.8
= 565,4 min
2. Pembubutan pada tahap ketiga bagian 2 dari diameter 205
menjadi diameter 199 mm dan panjang 1765 mm yaitu :
Tabel 4.18 Pembubutan tahap ketiga bagian 2 studi kasus 2
No v
(min) keterangan
1 65 0.15 1.5 205 2550 101.0 168.4 R1
2 65 0.15 1.5 202 2550 102.5 165.9 Mf
Total waktu dari pembubutan tahap ketiga bagian 2 adalah
R1 + Mf
= 168,4 + 165.9
3. Pembubutan pada tahap ketiga bagian 3 dari diameter 199
menjadi diameter 194 mm dan panjang 250 mm yaitu :
Tabel 4.19 Pembubutan tahap ketiga bagian 3 studi kasus 2
No v
(m/min)
f (mm/rev)
a (mm)
d (mm)
lt (mm)
n (rpm)
tc
(min) keterangan
1 65 0.15 1.5 199 785 104.0 50.3 R1
2 65 0.15 1 196 785 105.6 49.6 Mf
Total waktu dari pembubutan tahap ketiga bagian 3 adalah
R1 + Mf
= 50,3 + 49,6
= 99,9 min
4. Pembubutan pada tahap ketiga bagian 4 dari diameter 194
menjadi diameter 150 dengan panjang 455
No v (m/min)
f
(mm/rev) a (mm) d (mm) lt (mm) n (rpm)
tc
(min) keterangan
1 65 0.15 1.5 194 455 106.7 28.4 R1
Total waktu dari pembubutan tahap ketiga bagian 4 adalah :
= R1 + R2 + R3 + R4 + R5 + R6 + R7 + R8 + R9 + R10 + R11
R12 + R13 + R14 +Mf
=28,4 + 27,1 + 25,7 + 24,4 + 23,2 + 21.9 + 20.7 + 19.5 + 18.3 +
17.2 + 16.1 + 15.0 + 14.0 + 13.0 + 11.7
= 296,3 menit
Jadi total keseluruhan waktu pemesinan pada tahapan
ketiga adalah jumlah dari bagian 1, bagian 2, bagian 3 dan
bagian 4 adalah :
Bagian 1 + Bagian 2 + Bagian 3 + Bagian 4
= 565,4 min + 334,2 min + 99,9 min +296,3 min = 1295,8
Total waktu keseluruhan pada perencanaan proses
pemesinan pada studi kasus 1 untuk shaft thresher dengan VMR
1,369 μm adalah penjumlahan proses pembubutan tahap 1, tahap 2 dan tahap 3 :
Tahap 1 + Tahap 2 + Tahap 3
= 2563.4 min + 1085.7 min + 1295,8 min
= 4944,8 min
4.4.3 Ongkos produksi
Ongkos produksi meliputi biaya row material bahan
pembuatan shaft thresher yaitu baja AISI 4340, pembelian pahat
insert CVD karbida berlapis TeaguTec, adapun perincian untuk
biaya untuk pembuatan shaft thresher adalah sebagai berikut :
1. Bahan baja AISI 4340 dengan ukuran row material diameter 9
inci ( 228,6 mm ) dan panjang 24 kaki ( 7315,2 mm ) . Harga
untuk material AISI 4340 adalah $900/ton, untuk perhitungan
round bar row material shaft thresher adalah :
(�������) � (��������2) � (�������) � ( �
Jadi harga untuk row material pembuatan shaft thresher
adalah
= (2.4 ton) x $ 900 = $ 2120
Untuk kurs Rupiah adalah
= $ 2120 x Rp 13.300 = Rp 28.197.598,-
2. Pahat insert CVD karbida berlapis TeaguTec per piece
A. Studi kasus 1 nilai rough machining (volume material rate)
mximum dan finishing nilai kekasaran permukaan (Ra)
terendah, didapat waktu pemesinan yaitu 4102.6 menit dengan
umur pakai pahat adalah 21.69 menit/indeks pahat, maka dapat
dihitung biaya pemakaian pahat untuk studi kasus satu :
��������ℎ��= �� (�����������)
�� (������ℎ��)
��������ℎ��= 4102,6
21.69 = 189 ��������ℎ��
Satu pahat insert CVD karbida berlapis TeaguTec terdiri dari 8
indeks pahat, jadi jumlah pahat yang dipakai adalah :
�����ℎ��ℎ�� =��������ℎ��
8
�����ℎ��ℎ��= 189
8 = 24 ������
Harga satu pahat insert CVD karbida berlapis TeaguTec adalah
Rp 70.000,- dengan begitu harga pahat untuk studi kasus 1
adlah :
ℎ������ℎ�� =�����ℎ��ℎ���ℎ����������ℎ��
ℎ������ℎ�� = 24 ��� 70.000,− =�� 1.680.000,−
Ongkos keseluruhan untuk studi kasus 1 adalah biaya row
material ditambah biaya pahat insert CVD karbida berlapis
TeaguTec:
��������������ℎ��=����������������+�������ℎ��
= Rp 28.197.598,- + Rp 1.680.000,-
29.877.596,-B. Studi kasus 2 nilai rough machining (volume material rate)
umur pahat terlama dan optimasi nilai kekasaran permukaan
(Ra), terendah, didapat waktu pemesinan yaitu 4944.8 menit
dengan umur pakai pahat adalah 27.03 menit/indeks pahat,
maka dapat dihitung biaya pemakaian pahat untuk studi kasus
satu :
��������ℎ��= �� (�����������)
�� (������ℎ��)
��������ℎ��= 4944,8
27.03 = 183 ��������ℎ��
Satu pahat insert CVD karbida berlapis TeaguTec terdiri dari 8
indeks pahat, jadi jumlah pahat yang dipakai adalah :
�����ℎ��ℎ�� =��������ℎ��
8
�����ℎ��ℎ��= 183
8 = 22 ������
Harga satu pahat insert CVD karbida berlapis TeaguTec adalah
Rp 70.000,- dengan begitu harga pahat untuk studi kasus 1
adlah :
ℎ������ℎ�� =�����ℎ��ℎ���ℎ����������ℎ��
ℎ������ℎ�� = 22 ��� 70.000,− =�� 1.540.000,−
Ongkos keseluruhan untuk studi kasus 1 adalah biaya row
material ditambah biaya pahat insert CVD karbida berlapis
TeaguTec:
��������������ℎ��=����������������+�������ℎ��
= Rp 28.197.598,- + Rp 1.540.000,-
29.737.598,-BAB V
KESIMPULAN DAN SARAN 5.1Kesimpulan
Kesimpulan yang didapat setelah dilakukannya penelitian adalah
sebagai berikut :
1. Pada pembubutan shaft thresher untuk pembubutan roughing yang
bertujuan untuk menghabiskan material sebanyak-banyaknya dengan
waktu yang efektif dan efisien adalah dengan kondisi pemotongan
kecepatan potong (v) m/min, gerak makan (f) mm/rev, dan kedalaman
potong (a) mm, dipilih kondisi pemotongan yang maximum pada
kondisi pemotongan v = 65 m/min ; f = 0.15 mm/rev ; a = 2 mm
dengan nilai Volume Material Rate (VMR) yaitu 422.99 ��3dan nilai
Material Removal Rate (MRR) adalah 19,50 ��3/��� dengan umur
pakai pahat 21.69 menit. Kondisi pemotongan ini dipakai untuk studi
kasus 1 dengan waktu produksi untuk shaft thresher adalah 4102.6
min.
2. Pada pembubutan shaft thresher untuk pembubutan roughing yang
mempertimbangkan umur pakai pahat guna menghemat ongkos
produksi adalah dengan kondisi pemotongan kecepatan potong (v)
m/min, gerak makan (f) mm/rev, dan kedalaman potong (a) mm,
dipilih kondisi pemotongan v = 65 m/min ; f = 0.15 mm/rev ; a = 0.15
mm dengan nilai Volume Material Rate (VMR) yaitu 395.31 ��3dan
nilai Material Removal Rate (MRR) adalah 14.63 ��3/��� dengan
studi kasus 2 dengan waktu produksi untuk shaft thresher adalah
4944.6 min.
3. Pada pembubutan shaft thresher untuk medium finish merujuk pada
penelitian Muhammad Reza Fahlevi hasil optimasi yang dilakukan
menghasikan v = 65 m/min, f = 0,15 mm/rev, a = 2 mm Ra entry point
= 1,417 μm dan Ra end point = 1,369 μm.
4. Ongkos produksi untuk adalah jumlah dari biaya row material dan
biaya pahat CVD karbida berlapis TeaguTec, untuk studi kasus 1
biayanya adalah Rp 29.877.596,- sedangkan untuk studi kasus 2 biaya
pemesinan adalah Rp 29.
737.596,-5. Perbandingan studi kasus 1 dan studi kasus dua adalah waktu produksi
dan biaya produksi untuk studi kasus 1 biaya lebih mahal tetapi waktu
produksi lebih singkat, sedangkan studi kasus 2 biaya produksi lebih
murah tetapi waktu produksi lebih lama.
6. Perbandingan kondisi pemotongan, waktu produksi, dan ongkos
produksi dari hasil penelitian dengan survey pada workshop adalah
sebagai berikut :
Studi Kasus 1 Studi Kasus 2 Mustika
Waktu Produksi 4102.6 min
8-9 hari
4944.8 min
10-11 hari
15-20 hari 17-18 hari
Biaya Produksi Rp 29.877.596,-
Row material
dan pahat
Rp 29.737.596,-
Row material
dan pahat
Upah bubut 12-15
juta (siap pakai)
Row material dari
7. Dengan merujuk pada diagram ongkos pemesinan secara umum yang
bersumber dari Balzers Inc yang ada pada BAB II halaman 19 dengan
mengasumsikan bahwa down time 7%, tool change 25%, dan other
19% sama antara workshop dengan penelitian sedangakan untuk
machining 30%, tool 3%, dan coolant 19% pada workshop
diasumsikan biayanya Rp 12.000.000,- didapat perbandingan harga
seperti table berikut ini :
Terlihat pada table bahwa selisih harga pada workshop dengan
penelitian adalah Rp 3.918.963. Penghematan yang dilakukan pada
penelitian adalah pada coolant, karena penerapan teknologi pemesinan
kering.
5.2Saran
Adapaun saran dari penulis untuk penelitian berikutnya agar hasil
data penelitian lebih baik lagi, adalah sebagai berikut :
1. Pada penelitian berikutnya agar tidak hanya menghitung waktu dan
ongkos produksi, tetapi juga menghitung waktu pergantian pahat,
waktu set-up benda kerja pada mesin, biaya ongkos mesin, upah
pegawai dan lainya yang telah direferensikan oleh buku “Teori dan
Teknologi Proses Pemesinan” Taufiq Rochim 1993. Agar nantinya
bisa menjadi rujukan bagi usaha kecil menengah (UKM) untuk
meningkatkan efektifitas.
2. Mensimulasikan shaft thresher pada software swansoft CNC
simulation dengan cara menscalakan dimensinya.
No Penelitian Workshop Persentase
1 Tool change Tool change 25%
2 Down time Down time 7%
3 Others Others 19%
4 (30/49) x 12000000 = Rp 7.346.398 Machining 30%
5 (3/49) x 12000000 = Rp 734.639 Tools 3%
6 Rp 0 (dry cutting) Coolant 19%
Total Rp 8.081.037 Rp 12.000.000 100%
3. Teliti dalam memasukan NC program pada mesin agar terhindar dari
kesalahan seperti salah penentuan titik 0,0 yang dapat menyebabkan
tabrakan antara rumah pahat dengan benda kerja
4. Memperhatikan panjang pemesinan setelah passing agar mata pahat
tidak pecah guna tidak mengulangi penelitian.
5. Lakukan kalibrasi alat ukur Surface Roughness Tester Mitotoyo
terlebih dahulu sebelum penelitian agar dicapai pengukuran yang
tepat.
DAFTAR PUSTAKA
1. A. P. Kene, KashfullOrra. “Experimental Investigation of Tool Wear
Behavior of Multi-Layered Coated Carbide Insert Using Various Sensors
in Hard Turning”
2. A. Srithar, K. Palanikumar, B. Durgaprased, “Experimental Investigation
and Surface Roughness Analysis on Hard Turning of AISI D2 Steel Using
Coated Carbide Insert”.
3. Bh, Varaprasad, 2014, “Effect of Machining Parameters on Tool Wear in
Hard Turning of AISI D3 Steel” Procedia Engineering 97 (2014) 338-345
4. D.M. D’Addona, Sunil. J. Raykar, “Analysis of Surface Roughness in
Hard Turning Using Wiper Insert Geometry” Procedia Engineering 99
(2015) 243-276
5. E. Uhlman, B.Stawiszynksi, C.Leyens, S.Heinze, F.Sammler. “Hard
Turning of Hot Work and Cold Steel WithHiPMS and DCMS TiAIN
Coated Carbide Insert”
6. J.A.Schey, 1987, Introduction to Manufacturing Processes, International