Pengembangan Model Robust Cellular Manufacturing System
yang Mempertimbangkan Kapasitas Mesin, Fleksibilitas
Urutan Proses dan Perubahan Demand
Muhammad Shodiq Abdul Khannan†
Program Studi Teknik Industri, Universitas Sarjanawiyata Tamansiswa Jalan Kusumanegara 157 Yogyakarta
Tel: 0274-562265, Fax: 022-547042 Email: [email protected]
Anas Maruf
Jalan Ganesha 10, Bandung, 40132 Tel: 022-2506449, Fax: 022-2506449 Email: [email protected]
Abstrak. Pengaturan konfigurasi tata letak mesin penting untuk dilakukan untuk merespon dengan cepat pada perubahan pasar dan kebutuhan konsumen. Dalam merancang Cellular Manufacturing System (CMS) banyak kondisi nyata yang kompleks yang harus diperhatikan. Perancangan CMS harus mempertimbangkan kapasitas mesin agar bisa memastikan demand yang datang bisa diselesaikan dengan sumber daya mesin yang dimiliki. Faktor yang ditemui di industri menunjukkan proses produksi dari suatu komponen bisa mempunyai urutan proses alternatif. Penelitian ini mengembangkan model Robust CMS yaitu model yang konfigurasi mesin-cell tetap selama periode perancangan. Model dikembangkan untuk mengetahui pengaruh faktor kapasitas mesin dan perencanaan pada level operasi, mengetahui pengaruh biaya intracell dan intercell material handling, ukuran cell maksimum dan urutan proses alternatif terhadap total biaya. Metode yang digunakan untuk memecahkan masalah dalam penelitian ini adalah Integer Linear Programming. Hasil penelitian menunjukkan bahwa perancangan CMS perlu memperhatikan faktor kapasitas dan perencanaan pada level operasi. Nilai perubahan parameter biaya intracell dan intercell material handling dan ukuran cell maksimum tidak terlalu berpengaruh pada total biaya. Sedangkan Urutan proses alternatif mempengaruhi total biaya. Urutan proses alternatif memberikan penghematan sebesar 21,52%.
Kata kunci: Robust CMS, Fleksibilitas Urutan Proses, Perubahan Demand
1. PENDAHULUAN
Kemampuan kompetitif dari sebuah perusahaan manufaktur tidak hanya tergantung dari produktivitas tinggi dari sistem manufaktur tetapi juga kemampuan merespon dengan cepat pada perubahan pasar dan kebutuhan konsumen (Renna, 2010). Perusahaan manufaktur harus memperhatikan perancangan konfigurasi dalam sistem manufaktur yang dimiliki. Pengaturan konfigurasi menjadi penting karena set yang sama dari kumpulan mesin dengan konfigurasi yang berbeda menyebabkan throughput sistem yang berbeda, dan untuk tata letak yang sama penentuan jenis dan jumlah mesin akan mempengaruhi efisiensi sistem manufaktur (Malhotra, 2009).
mempertimbangkan terjadinya perubahan demand pada periode perencanaan. Model kedua adalah redesign model yaitu manufacturing cell yang konfigurasinya bisa berubah pada periode tertentu selama periode perencanaan. Perbandingan hasil yang didapatkan menunjukkan model redesigning cell memberikan total biaya konfigurasi yang lebih kecil. Model yang dikembangkan Ebara (2006) belum mempertimbangkan perencanaan kapasitas. Kapasitas mesin memegang peranan penting dalam proses penyelesaian order yang datang. Jika kapasitas mesin lebih rendah dibandingkan dengan demand maka ada sebagian demand yang tidak bisa dikerjakan. Perancangan CMS harus mempertimbangkan kapasitas mesin agar bisa memastikan demand yang datang bisa diselesaikan dengan sumber daya mesin yang dimiliki. Faktor yang ditemui di lapangan menunjukkan proses produksi dari suatu komponen bisa dikerjakan di mesin yang berbeda/mempunyai urutan proses alternatif. Biaya intracell dan intercell material handling juga merupakan faktor yang ditemui di lapangan yang memerlukan perhatian dalam perancangan CMS. Oleh karena itu penelitian ini mengembangkan model Robust CMS yang mempertimbangkan kapasitas mesin dan urutan proses alternatif dan melakukan uji numerik untuk model tersebut. Metode penelitian yang digunakan adalah pengembangan model matematis. Metode yang dipakai untuk menyelesaikan masalah adalah metode Integer Linear Programming.
2. PENGEMBANGAN MODEL
Pengembangan model didasarkan pada dua model acuan yaitu model Ebara (2006) dan model Jayakumar (2010). Model yang dikembangkan adalah model Robust CMS. Fungsi tujuan dari model matematis adalah sama dengan model Ebara yaitu minimasi total biaya material handling dengan perencanan berada pada level operasi dan mempertimbangkan kapasitas mesin.
2.1 Asumsi
Asumsi yang diambil:
1. Waktu operasi untuk pemrosesan semua tipe part dalam mesin yang berbeda diketahui dan deterministik. 2. Setiap part harus diproses berdasarkan urutan pemrosesan yang diketahui
3. Kapabilitas dan kapasitas mesin untuk setiap tipe diketahui dan dianggap konstan selama periode perencanaan. 4. Permintaan untuk setiap tipe part di setiap periode diketahui dan deterministik.
5. Biaya penyusutan untuk setiap tipe mesin untuk setiap periode diketahui.
6. Part dipindahkan dalam batch. Biaya intercell material handling diketahui dan konstan (independen terhadap jumlah cell)
7. Biaya operasi untuk setiap tipe mesin konstan dan diketahui.
8. Biaya variabel untuk setiap mesin diketahui. Biaya variabel tergantung/dependen terhadap beban kerja yang dialokasikan ke mesin.
9. Biaya relokasi setiap mesin dari satu cell ke cell yang lain dalam periode perencanaan diketahui. 10. Waktu yang dibutuhkan untuk relokasi diasumsikan sama dengan nol.
11. Jumlah cell maksimum sudah ditentukan dan selalu konstan selama periode perencanaan.
12. Jumlah mesin maksimum dalam satu cell sudah ditentukan, jumlah mesin minimum dalam satu cell tidak ditentukan
13. Setiap mesin bisa melaksanakan satu atau lebih operasi (fleksibilitas mesin) tanpa biaya modifikasi 14. Setiap operasi bisa dilaksanakan di tipe mesin yang berbeda (Fleksibilitas urutan proses)
15. Backorder tidak dijinkan 16. Tidak ada antrian produksi
17. Tidak mempertimbangkan inventori.
18. Mesin selalu siap dan tersedia selama periode waktu perencanaan 19. Nilai waktu-uang tidak dipertimbangkan
20. Ukuran batch konstan untuk semua produk dan seluruh periode.
2.2 Perancangan Fungsi Tujuan
1. Biaya intercell material handling 2. Biaya intracell material handling
2.3 Perancangan Fungsi Tujuan
Keputusan yang akan diambil dalam perancangan CMS ini adalah:
1. Penugasan pemrosesan setiap tipe part ke mesin dalam setiap periode 2. Penugasan setiap tipe mesin ke cell dalam setiap periode
2.4 Parameter Input
Parameter input yang harus tersedia selama periode perencanaan adalah: 1. Product mix: kumpulan tipe part yang harus diproduksi
2. Product demand: : kuantitas dari setiap tipe part yang harus diproduksi di setiap periode 3. Urutan operasi: daftar perintah operasi yang harus dikerjakan untuk setiap periode 4. Waktu operasi: waktu yang diperlukan untuk memproses untuk setiap part 5. Kapabilitas mesin: kemampuan setiap jenis mesin untuk melakukan operasi
6. Kapasitas mesin: jumlah waktu mesin yang tersedia untuk produksi dalam setiap periode
7. Mesin yang tersedia: kumpulan mesin yang akan digunakan untuk membentuk manufacturing cell
2.5 Fungsi Batasan
Constraint/Batasan yang harus ada/dipertimbangkan adalah:
1. Kapasitas mesin harus cukup untuk memproduksi product mix tertentu dalam level demand tertentu untuk setiap periode
2. Ukuran cell harus ditentukan
3. Jumlah cell dalam sistem dalam sistem harus ditentukan
Notasi
Indeks
c : indeks untuk manufacturing cell (c=1, …, C) m : indeks untuk tipe mesin (m=1, …, M) p : indeks untuk jenis part (p=1, …, P)
j : indeks untuk operasi yang dibutuhkan oleh part p (j=1, …, Op) h : indeks untuk periode waktu (h=1,…,H)
Parameter input
P = jumlah tipe part
Op = jumlah operasi untuk tipe part p M = jumlah tipe mesin
C = jumlah maksimum cell yang bisa dibentuk H = jumlah periode
Bpinter = ukuran batch untuk perpindahan intercellr dari part tipe p Bpintra = ukuran batch untuk perpindahan intracell dari part tipe p Cinter = Biaya intercell material handling (per batch)
Cintra = Biaya intracell material handling (per batch) Finter = Biaya intercell material handling (robust) Fintra = Biaya intracell material handling (robust)
tjpm = waktu pemrosesan yang dibutuhkan untuk memproses operasi j dari part tipe p di mesin tipe m dalam satuan waktu (jam)
Tm = kapasitas waktu dari mesin m dalam satuan waktu (jam)
Model Robust CMS
Fungsi Tujuan Minimasi
Fungsi Batasan
Sub Fungsi Tujuan
(i) Biaya intracell material handling (Fintra)
(ii) Biaya intercell material handling (Finter)
Fungsi tujuan nonlinear pada persamaan (1) adalah minimasi total penjumlahan biaya intracell material handling (Fintra) dan biaya intercell material handling (Finter). Biaya intracell material handling (Fintra) pada persamaan (5) adalah penjumlahan perkalian (sum product) antara jumlah transfer intracell (Demand dibagi jumlah batch [ Dp /Bp] ) untuk semua operasi part tipe p dan biaya transfer intracell batch dari setiap part (Cintra ). Biaya intercell material handling (Finter) pada persamaan (6) adalah penjumlahan perkalian (sum product) antara jumlah transfer intercell transfer (Demand dibagi jumlah batch [ Dp /Bp] ) untuk semua operasi part tipe p dan biaya transfer intercell/batch batch dari setiap part (Cinter).
Persamaan fungsi pembatas (2) memastikan setiap operasi part diproses hanya 1 mesin diantara beberapa alternatif mesin yang bisa memproses. Pertidaksamaan (3) adalah fungsi pembatas kapasitas yang memastikan kapasitas mesin tidak terlampaui dan bisa memproses demand. Pertidaksamaan (3) juga menentukan jumlah dari setiap tipe mesin di setiap cell termasuk
duplikasi mesin (Nmc). Pertidaksamaan (4) memastikan ukuran maksimal cell tidak terlampaui/ menjamin jumlah mesin yang dialokasikan ke setiap cell tidak melebihi ukuran maksimum cell.
3. HASIL DAN PEMBAHASAN
Data untuk contoh analisis numerik (diambil dari model Jayakumar, 2010). Data yang dipakai merupakan permasalahan perancangan Cellular Manufacturing System dengan 12 komponen dan 8 mesin (Lampiran A dan Lampiran B). Hasil uji numerik model Robust CMS berupa total biaya material handling disajikan pada Tabel 1.
Tabel 1 : Perbandingan Solusi Model Robust CMS Dengan urutan proses alternatif vs tanpa Urutan proses alternatif
Dengan urutan proses alternative
tanpa Urutan proses alternative
Z =Finter + Fintra Z =$ 13610 Finter =$ 974 Fintra = $ 12636
Z =Finter + Fintra Z =$ 17341 Finter = $ 1884 Fintra = $15456
Dari Tabel 1. di atas dapat dilihat bahwa Urutan proses alternatif mempengaruhi total biaya material handling yang harus dikeluarkan. Total biaya untuk perancangan CMS yang mempertimbangkan Urutan proses alternatif memberikan total biaya yang lebih kecil. Dari data di atas ada penghematan sebesar $ 3731 (21,52%). Variabel keputusan model ini adalah konfigurasi machine-cell (Gambar 1) dan Urutan proses permesinan (Tabel 2).
M1 M2
M3 M5
M6
M3 M4
Cell 1 Cell 2
Cell 3 M5
M6 M7
M1 M1 M2
M2
M3 M3
Gambar 1 : Konfigurasi Mesin-cell untuk Robust CMS (tanpa Urutan proses alternatif)
Tabel 2 : Urutan proses untuk Robust CMS Data tanpa Urutan proses alternatif, x(j,p,m,c)
Tipe komponen Urutan pemrosesan, Machine(Cell) P1
Tabel 2 menunjukkan routing pemrosesan untuk setiap komponen. Komponen P1 operasi pertama di proses di mesin 7 cell 1 kemudian operasi kedua diproses di mesin 5 cell 1 dan operasi ke 3 di mesin 5 cell 1. Demikian sama halnya untuk part P2 sampai P12. Konfigurasi mesin-cell untuk Robust CMS dengan Urutan proses alternatif disajikan di Gambar 2:
M4 M6
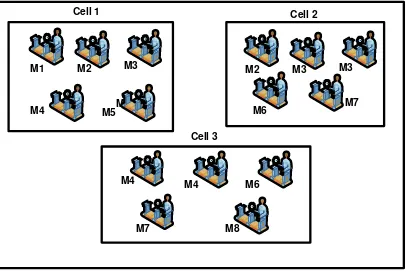
Gambar 2 : Konfigurasi mesin-cell Robust CMS (dengan Urutan proses alternatif).
Konfigurasi mesin model usulan Tahap I Robust CMS dengan urutan proses alternatif disajikan dalam Gambar 2. Mesin M1, M2, M3, M4, M5 ditugaskan di Cell 1 masing-masing sebanyak 1 buah. 2 buah mesin M3 dan satu buah mesin M2, M6, M7 ditempatkan di Cell 2. 1 buah mesin M6, M7, M8 dan dua buah mesin M3 ditempatkan di Cell 3.
Tabel 3 : Urutan proses untuk Robust CMS (data dengan urutan proses alternatif), x(j,p,m,c) Tipe komponen Urutan proses,
Tabel 2 menunjukkan Urutan pemrosesan untuk setiap komponen. Komponen P1 operasi pertama di proses di mesin 7 cell 3 kemudian operasi kedua diproses di mesin 7 cell 3 dan operasi ke 3 di mesin 8 cell 3. Demikian sama halnya untuk part P2 sampai P12. Dari Tabel 2 di atas menunjukkan untuk data menggunakan Urutan proses alternatif, proses permesinan lebih banyak dilakukan intracell dan jika ditinjau dari segi biaya intracell material handling lebih besar (Tabel1).
4. SIMPULAN
Penelitian ini telah mengembangkan model Robust Cellular Manufacturing System yang mempertimbangkan kapasitas mesin dan perencanaan pada level operasi. Model yang dikembangkan menunjukkan bahwa waktu yang dibutuhkan untuk memproses operasi dari semua part di satu mesin di suatu cell tidak melebihi kapasitas mesin jenis tertentu yang dimiliki. Parameter perubahan nilai biaya intercell relatif terhadap biaya intracell material handling tidak banyak berpengaruh pada total biaya namun menyebabkan perbedaan sedikit di konfigurasi tata letak mesin. Parameter ukuran maksimum cell tidak banyak berpengaruh pada total biaya namun menyebabkan operasi cenderung dikerjakan di dalam satu cell sampai selesai. Model ini juga menunjukan bahwa urutan proses alternatif memberikan penghematan biaya sebesar $ 3731 (21,52%).
REFERENSI
Ebara, H., Hirotani, D., Takahashi, K., dan Morikawa, K. (2006), Cellular Manufacturing System Capable of Responding to Changes in Demand, Reconfigurable Manufacturing System and Transformable Factories, III, Pages 341-353, Springer-Verlag Berlin Heidelberg
Jayakumar, V. dan Raju, R. (2010), An Adaptive Cellular Manufacturing System Design with Routing Flexibility and Dynamic System Reconfiguration, European Journal of Scientific Research Vol. 47 No.4, pp. 595-611
Malhotra, V., Raj, T., dan Arora, A. (2009), Reconfigurable Manufacturing System: an overview, International Journal of Machine Intelligence, Vol. 1, Issue 2, pp.38-46
Renna, J. (2010), Capacity Reconfiguration Management In Reconfigurable Manufacturing Systems, I International Journal of Advanced Manufacturing Technology, Vol 46, pp 395-404.
RIWAYAT HIDUP PENULIS
Muhammad Shodiq Abdul Khannan is adalah staf pengajar di Program Studi Teknik Industri, Fakultas Teknik, Universitas Sarjanawiyata Tamansiswa, Yogyakarta, Indonesia. Ia mendapatan gelar ST dari Program Studi Teknik Industri Universitas Gadjah Mada dan mendapatkan gelar M.T. dari Program Studi Teknik Program Studi Teknik Industri, Fakultas Teknologi Industri, Institut Teknologi Bandung pada tahun 2012. Topik penelitian yang digeluti Cellular Manufacturing System dan Collaborative Production Planning. Alamat emailnya adalah [email protected]
Anas Ma’ruf mendapatkan gelar Doktor dari program studi Mechanical and Structural Engineering from Toyohashi University of Technology, Jepang pada tahun 2000. Mulai tahun 2007 Ia menjadi Associate Professor pada Manufacturing System Research Group, Facultas Teknologi Industri, Institut Teknologi Bandung. Topik penelitian yang digelutinya adalah CAD/CAM, intelligent manufacturing system dan production planning dan control for MTO industry. Alamat email beliau