Bab 2
Tinjauan Pustaka
2.1 Pompa
Pompa merupakan alat yang lazim digunakan untuk mengalirkan fluida dari satu unit operasi ke unit operasi lainnya. Pompa digunakan secara luas di berbagai bidang kegiatan: industri, pertanian, rumah tangga dan berbagai macam bidang kegiatan lainnya. Satu sumber umum mengenai terminologi, definisi, hukum dan standar pompa adalah Hydraulic Institute Standards. Hydraulic Institute Standards telah disetujui oleh American National Standards Institute (ANSI) sebagai standar nasional. Klasifikasi pompa berdasarkan tipe didefinisikan oleh Hydraulic Institute yang ditunjukkan pada gambar 2.1.
Pumps Positive displacement Kinetic Reciprocating pumps Blow case Rotary pumps Centrifugal Regenerative turbine Special effect
Pompa dibagi menjadi dua tipe fundamental berdasarkan cara transmisi energi pada media yang dipompa yaitu perpindahan kinetik dan perpindahan positif. Pada perpindahan kinetik, gaya sentrifugal yang dihasilkan oleh elemen berputar yang disebut impeller memberikan energi kinetik pada fluida, menggerakkan fluida dari bagian hisap ke bagian buang. Sedangkan perpindahan positif menggunakan gerak bolak-balik dari satu atau beberapa piston atau aksi penekanan dari beberapa roda gigi yang berhubungan atau benda bergerak lainnya untuk memindahkan suatu media dari satu tempat ke tempat yang lain (misalnya: menggerakkan material dari bagian hisap menuju bagian buang). Media pemompaan umumnya berwujud cair, akan tetapi beberapa desain pompa bisa menangani bentuk-bentuk suspensi padat, bubur kayu, lumpur, ter dan substansi eksotik lainnya yang wujudnya hampir tidak menyerupai wujud cair. Meskipun demikian seluruh tabiat cairan harus ada pada jenis media yang dipompa.
Hydraulic Institute menggolongkan pompa berdasarkan jenis, tidak berdasarkan aplikasi. Tetapi kenyataannya pemakai pada akhirnya berhadapan dengan masalah aplikasi spesifik. Dengan demikian sering kali unsur pengalaman merupakan dasar dalam memilih jenis pompa, bahkan hal ini diterapkan juga di industri.
2.1.1 Material Komponen Pompa
Material yang umum digunakan untuk volute casing dan impeller pompa untuk air tawar (air hujan, air sungai, air danau), air minum, air limbah dan air laut pada temperatur normal diperlihatkan pada tabel 2.1.
Material dalam kelompok A dipakai untuk volute casing yang beratnya hampir setengah berat keseluruhan pompa dan dibuat dari besi cor. Pompa-pompa biasa pada umumnya termasuk dalam kelompok A. Kelompok B memakai baja cor untuk volute casing. Material ini dipakai bila dikehendaki ketahanan yang tinggi terhadap keausan dan korosi atau jika diperlukan head yang tinggi. Material yang terdapat dalam kelompok C dan D dipakai bila ketahanan terhadap korosi sangat diperlukan, misalnya pada pompa yang digunakan untuk air laut atau di industri kimia. Pompa-pompa dengan konstruksi baja pada kelompok E adalah pompa berukuran besar.
Tabel 2.1 Material yang umum dipakai untuk pompa [2]
Nomor Frekuensi Volute casing Impeller Pemakaian kelompok
A-1 O FC FC Air tawar, air minum
A-2 FC FCD Air tawar, air minum
A-3 O FC SC Air tawar, air minum
A-4 O FC BC Air tawar, air minum
Air laut
A-5 O FC PBC Air tawar, air limbah
Air laut
A-6 O FC ABC Air tawar, air limbah
Air laut
A-7 O FC SCS2 Air tawar, air minum
Air limbah A-8 O FC SCS12 or SCS13 Air distilasi, air laut A-9 FC berlapis karet SCS12 or SCS13 Air limbah, air laut
B-1 O SC SC Air tawar, air laut
B-2 SC ABC Air tawar, air minum
Air laut
B-3 O SC SCS2 Air tawar, air minum
Air limbah B-4 SC SCS12 or SCS13 Air limbah, air laut
B-5 SC SCS14 or SCS15 Air laut
C-1 O BC BC Air distilasi, air laut
C-2 BC PBC Air laut
C-3 ABC ABC Air laut
D-1 SCS2 SCS2 Air limbah, air laut
D-2 SCS2 SCS12 or SCS13 Air limbah, air laut
D-3 SCS2 SCS14 or SCS15 Air laut
D-4 O SCS12 or SCS13 SCS12 or SCS13 Air laut
D-5 SCS12 or SCS13 SCS14 or SCS15 Air laut
D-6 SCS12 or SCS13 Worthite Air laut
E-1 O SS SC Air tawar
E-2 O SS SCS2 Air tawar, air minum
E-3 SUS27 SCS13 Air tawar, air minum
Air laut
1. Frekuensi dengan tanda "O" berarti material sering digunakan. 2. FC (besi cor) menyatakan FC15,FC20, FC25, dan FC25 Ma. 3. BC (perunggu cor) menyatakan BC2 dan BC3.
4. SC berarti baja karbon cor. 5. ABC berarti perunggu aluminium cor.
6. Nomor kelompok besar berarti material dengan mutu lebih tinggi.
2.1.2 Pompa Sentrifugal
Pompa sentrifugal dikenal sebagai pompa pembangkit tekanan. Pompa sentrifugal memiliki elemen berputar yang memberikan energi kepada fluida. Volute casing mengarahkan fluida ke sisi buang. Pompa sentrifugal memiliki konstruksi sedemikian rupa sehingga aliran fluida yang keluar dari impeller akan melalui sebuah bidang tegak lurus poros pompa.
2.1.3 Prinsip Kerja Pompa Sentrifugal
Pompa sentrifugal, seperti diperlihatkan dalam gambar 2.2, mempunyai sebuah impeller untuk mengangkat fluida dari tempat yang lebih rendah ke tempat yang lebih tinggi.
Gambar 2.2 Bagan aliran f1uida di dalam pompa sentrifugal [2]
Daya dari luar diberikan kepada poros pompa untuk memutar impeller, maka fluida yang ada di dalam impeller, oleh dorongan sudu-sudu ikut berputar. Karena timbul gaya sentrifugal maka fluida mengalir dari tengah impeller ke luar melalui saluran di antara sudu-sudu. Dengan demikian head tekanan fluida meningkat. Demikian pula head kecepatannya bertambah besar karena fluida mengalami percepatan. Fluida yang keluar dari impeller ditampung oleh saluran berbentuk volut (spiral) di sekeliling impeller dan disalurkan ke luar pompa melalui nosel. Di dalam nosel ini sebagian head kecepatan aliran diubah menjadi head tekanan. Jadi impeller pompa berfungsi memberikan kerja kepada fluida sehingga energi yang dikandungnya menjadi bertambah besar.
Dari uraian di atas jelas bahwa pompa sentrifugal dapat mengubah energi mekanik dalam bentuk kerja poros menjadi energi fluida. Energi inilah yang mengakibatkan pertambahan head tekanan, head kecepatan, dan head potensial pada fluida yang mengalir secara kontinyu.
2.2 Pengecoran Logam
Pengecoran logam merupakan teknologi pembentukan logam yang sudah digunakan manusia selama ribuan tahun. Berbagai produk dihasilkan dengan metode ini. Sebagian besar peralatan atau komponen mesin di industri berupa benda cor.
Prinsip dasar pengecoran logam adalah mencairkan atau melebur logam lalu menuangkannya ke dalam rongga cetak pada cetakan, sehingga dihasilkan bentuk yang sesuai dengan rongga cetak.
2.2.1 Jenis Pengecoran Logam
Pengecoran digolongkan menjadi beberapa jenis tergantung pada jenis cetakan yang digunakan dan bagaimana cara memasukkan cairan logam ke dalam cetakan tersebut.
2.2.1.1 Sand casting
Sand casting merupakan proses pengecoran logam yang menggunakan cetakan dari pasir. Cetakan pasir dibentuk dengan memadatkan pasir yang melingkupi pola pada rangka cetak. Kemudian pola dikeluarkan dari cetakan pasir, sehingga menghasilkan rongga cetak yang akan dituang logam cair.
2 3 4
6 7 8
1
5
Proses sand casting ditunjukkan oleh gambar 2.3, yaitu:
Langkah 1, pasir cetak diisikan ke dalam rangka cetak yang berisi pola belahan bawah.
Langkah 2, pasir cetak dipadatkan, selanjutnya cetakan bagian bawah yang telah padat dibalik dengan posisi permukaan belahan menghadap ke atas.
Langkah 3, rangka cetak dan pola belahan atas ditempatkan di atas cetakan bagian bawah.
Langkah 4, pasir cetak diisikan ke dalam rangka cetak yang berisi pola belahan atas kemudian dipadatkan.
Langkah 5, pola belahan atas dilepas dari rangka cetak bagian atas sehingga dihasilkan rongga.
Langkah 6, pola belahan bawah dilepas dari rangka cetak bagian bawah sehingga dihasilkan rongga.
Langkah 7, rangka cetak bagian bawah dan atas disatukan. Langkah 8, logam cair dituang ke dalam rongga cetakan.
2.2.1.2 Invesment casting
Invesment casting merupakan proses pengecoran khusus menggunakan cetakan dari keramik, yang terbentuk melalui pencelupan pola lilin dan pola lilin tersebut dikeluarkan dengan proses pemanasan, sehingga menghasilkan rongga yang akan dituang logam cair.
1 2 3
4 5 6
Proses investment casting ditunjukkan oleh gambar 2.4, yaitu: Langkah 1, pola lilin dicelupkan ke dalam bubur keramik.
Langkah 2, pola lilin dengan lapisan bubur keramik ditaburi pasir kuarsa.
Langkah 3, lapisan bubur keramik dan pasir kuarsa didiamkan hingga membentuk cetakan keramik.
Langkah 4, pola lilin dikeluarkan dari cetakan keramik dengan pemanasan. Langkah 5, logam cair dituangkan ke dalam cetakan keramik.
Langkah 6, coran dipisahkan dari cetakan keramik dengan cara menghancurkan cetakan keramik.
Coran dengan bentuk yang sulit dapat dilakukan dengan proses ini dan dapat digunakan untuk benda yang tipis. Cara ini cocok sekali diterapkan untuk coran dengan berat ≤ 5 kg, walaupun akhir-akhir ini telah dikembangkan untuk membuat coran dengan berat hingga 50 kg.
2.2.1.3 Centrifugal casting
Centrifugal casting merupakan salah satu proses pengecoran yang menghasilkan produk cor berbentuk silinder atau benda kerja yang simetris pada cetakan yang berputar, dengan cara memutar cetakan pada sumbunya.
Gambar 2.5 Proses centrifugal casting [4]
Proses ini dapat dilakukan secara vertikal atau horizontal tanpa menggunakan inti. Rongga dan dinding coran terbentuk karena gaya sentrifugal ketika cetakan diputar.
2.2.1.4 Die casting
Die casting merupakan proses pengecoran yang menggunakan hidrolik sebagai sumber energi untuk memberikan tekanan yang tinggi kepada logam cair untuk mengisi rongga cetakan logam.
Keuntungan proses ini adalah waktu operasi yang singkat, permukaan yang baik dan kepresisian yang tinggi, bagian yang tipis dan berlubang dapat dibuat dan hemat pengerjaan lanjut. Kekurangannya adalah harga cetakan dan mesin yang mahal dan dimensi benda yang dapat dikerjakan terbatas.
Gambar 2.6 Proses die casting [3]
2.2.2 Proses Pengecoran Logam
Pengecoran logam terdiri atas rangkaian proses yang saling berkaitan antara satu dengan yang lain. Prinsip dasarnya yaitu mengolah logam dengan cara mencairkan logam, kemudian menuangkannya ke dalam rongga cetakan, sehingga menghasilkan bentuk yang sesuai dengan rongga cetakan.
Sebelum proses pembuatan benda coran, diperlukan perancangan pola dan coran, yang bertujuan untuk menghasilkan benda tanpa cacat tuang, disamping itu perancangan juga akan memberikan kemudahan dan keseragaman dalam pembuatan benda coran.
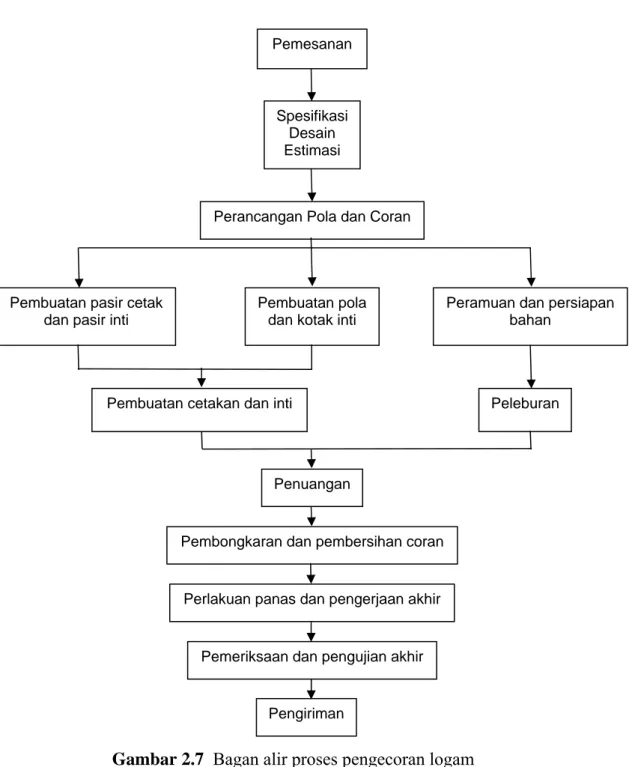
Proses pengecoran dengan cetakan pasir terdiri atas beberapa tahap, dimulai dari perancangan pola, perancangan coran, pembuatan pola, pembuatan cetakan, pembuatan pasir cetak dan inti, peramuan dan persiapan bahan, pembuatan inti, proses penuangan, proses pembongkaran, proses perlakuan panas, pemeriksaan dan pengujian. Diagram alir proses pengecoran logam dengan pasir cetak dapat dilihat pada gambar 2.7.
Pemesanan
Spesifikasi Desain Estimasi
Perancangan Pola dan Coran
Pembuatan pola dan kotak inti Pembuatan pasir cetak
dan pasir inti
Peramuan dan persiapan bahan
Penuangan
Pembongkaran dan pembersihan coran
Perlakuan panas dan pengerjaan akhir
Pemeriksaan dan pengujian akhir
Pembuatan cetakan dan inti Peleburan
Pengiriman
Gambar 2.7 Bagan alir proses pengecoran logam
2.2.3 Cetakan Pasir
Cetakan pasir pada umumnya menggunakan pasir kuarsa yang diikat dengan sejenis lempung (bentonit). Kepadatannya dicapai dengan cara penumbukan menggunakan alat tangan atau dengan menggunakan mesin.
2.2.3.1 Pasir cetak
Pasir cetak pada umumnya terdiri atas bahan dasar berupa pasir. Pasir bisa berupa pasir pantai, pasir sungai atau pasir silika yang disediakan alam. Bahan pengikat yang digunakan bisa berupa lempung, bahan sintesis ataupun semen. Disamping itu masih ditambahkan bahan-bahan lain untuk memperbaiki mutu pasir cetak seperti debu arang, serbuk gergaji, dan tepung.
Pasir cetak harus memenuhi persyaratan sebagai berikut :
Mempunyai sifat keterbentukan (formability) sehingga mudah dalam pembuatan cetakan dengan kekuatan yang cocok. Cetakan yang dihasilkan harus kuat sehingga tidak rusak karena dipindah-pindah dan dapat menahan logam cair pada waktu dituang ke dalamnya.
Permeabilitas yang cocok. Diharapkan udara atau gas dapat keluar dari cetakan melalui rongga-rongga di antara butir-butir pasir.
Distribusi besar butir yang cocok. Permukaan coran akan halus kalau coran dibuat di dalam cetakan yang berbutir halus. Namun bila butir pasir terlalu halus, gas akan susah untuk keluar dari cetakan.
Tahan terhadap temperatur logam yang dituang. Dapat didaur ulang.
Harganya murah.
2.2.3.2 Pasir cetak berpengikat resin pengeras cepat
Komposisi pasir cetak jenis ini adalah :
Pasir daur ulang : 90%
Pasir baru : 10%
Komponen 1 (resin phenol) : 0,8% Komponen 2 (Polysocyanat) : 0,8 %
Katalisator : 0,5 – 1,8%
2.2.3.3 Pembuatan cetakan
Pembuatan cetakan dilakukan menggunakan tangan dan dibantu dengan peralatan sederhana, seperti : alat pemadat pasir, sendok potong, pencabut pola dan lain sebagainya.
Pembuatan cetakan dengan tangan dilakukan karena faktor-faktor : Bentuk benda coran yang sulit
Jumlah pembuatan sedikit Ukuran benda yang besar
Jumlah belahan pola atau inti yang banyak Faktor harga atau biaya
2.2.4 Inti
Inti adalah suatu bentuk dari pasir yang dipasang pada rongga cetakan untuk mencegah pengisian logam pada bagian yang seharusnya berbentuk lubang atau berbentuk rongga dalam suatu coran. Jenis inti ada beberapa macam, yaitu inti kulit, inti CO2 process, dan sebagainya. Nama-nama itu ditentukan menurut
pengikat atau macam proses pembuatan inti.
Hal-hal yang perlu diperhatikan dalam pembuatan inti dengan tangan adalah: Kepadatan pasir inti di dalam kotak inti harus merata.
Untuk bentuk inti yang rumit diperlukan penguat inti dari dalam. Diberikan saluran pembuangan gas.
Perlakuan terhadap inti yang telah selesai dibuat perlu hati-hati agar tidak menyebabkan deformasi atau patah.
Pasir inti berpengikat air kaca (CO2 process)
Pasir CO2 adalah pasir dengan berpengikat air kaca (water glass) yang
dikeraskan dengan hembusan gas CO2, dan komposisi dari pasir ini adalah :
Pasir daur ulang : 50-80% Pasir baru : 20-50%
Air kaca : 2-5 %
Bahan tambah : 1 % (serbuk aspal, gula tetes)
Gas CO2 : Dihembuskan
2.2.5 Peleburan
Peleburan adalah proses pencairan logam sampai suhu tertentu, sehingga logam layak untuk dituang ke dalam rongga cetak.
Peleburan menggunakan tanur induksi pada industri sekarang ini menjadi meluas, disebabkan:
Mudah mengkontrol komposisi dan temperatur
Slag (kotoran) yang terjadi sedikit, sehingga logam cair yang terbuang lebih sedikit
Mengurangi jumlah pekerja
Proses peleburan yang dilakukan terdiri atas: Pemuatan
Pengaktifan tanur induksi Penahanan (holding time) Tapping
Penuangan
2.2.6 Penuangan
Besi yang dialirkan dari tanur pelebur diterima oleh ladel dan kemudian dituangkan ke dalam cetakan. Jenis ladel terdiri atas ladel jenis gayung, ladel dengan jepitan pembawa, ladel yang dapat dimiringkan dengan tuas tangan (kapasitasnya 10 sampai 2.000 kg), ladel yang dapat dimiringkan menggunakan pasangan roda gigi, dan ladel tuang dasar dengan sumbat (kapasitas 200 sampai 10.000 kg). Ladel biasanya berbentuk kerucut atau silinder.
2.2.7 Pengerjaan Akhir
Pengerjaan akhir merupakan tahap akhir dalam proses pengecoran logam. Pengerjaan akhir meliputi: pembongkaran, pembersihan, pemotongan dan
penggerindaan.
2.2.7.1 Pembongkaran
Cetakan diletakkan di atas meja getar yang mempunyai ayakan. Getaran diteruskan ke pasir dan coran melalui rangka cetak sehingga pasir terpecah-pecah dan jatuh melalui ayakan. Pasir yang jatuh dikumpulkan oleh konveyor ban sehingga hanya coran saja yang tinggal di atas meja getar.
2.2.7.2 Pembersihan
Di permukaan produk cor yang telah dikeluarkan dari cetakan pasir pada umumnya masih ada pasir cetak yang menempel. Pasir cetak yang menempel pada permukaan produk cor ini dibersihkan dengan cara disemprot menggunakan mimis baja atau air sehingga dihasilkan produk cor dengan permukaan yang bersih dari pasir cetak.
2.2.7.3 Pemotongan dan penggerindaan
Produk cor yang sudah dibersihkan harus dipisahkan dari sistem saluran dan penambah. Proses memisahkan sistem saluran dan penambah inilah yang disebut dengan pemotongan. Pemotongan sistem saluran dan penambah dilakukan menggunakan gerinda potong atau las potong.
Produk cor yang sudah dibersihkan dari sistem saluran dan penambah kemungkinan masih terdapat sirip akibat permukaan pisah pada cetakan. Sirip ini dibersihkan dengan cara digerinda sehingga dihasilkan produk cor sesuai dengan bentuk yang diinginkan.
2.3 Pola dan Kotak Inti
Pola adalah suatu alat bantu yang digunakan untuk membentuk rongga cetak dan rongga cetak tersebut akan diisi dengan coran logam. Pada umumnya bentuk pola menyerupai benda cor, sedangkan bentuk lubang atau rongga dalam coran dibentuk oleh inti.
2.3.1 Pola
Sebelum proses pembuatan pola, diperlukan perancangan pola yang bertujuan agar dihasilkan pola yang layak untuk dicetak di bengkel pengecoran logam. Faktor penting untuk menetapkan jenis pola adalah:
Metode cetakan yang akan diterapkan
Pertimbangan ekonomis yang sesuai dengan jumlah benda yang akan dibuat
Letak belahan
2.3.2 Kotak Inti
Kotak inti merupakan alat bantu atau kotak yang dibuat untuk membuat suatu inti. Kotak inti harus memenuhi 4 syarat:
1. Kotak inti harus kokoh
2. Dapat dilepas dari inti tanpa merusak kotak inti maupun inti 3. Memiliki kepresisian ukuran yang baik dan tahan lama 4. Cocok dengan bahan inti dan metoda pembuatan inti
2.3.3 Jenis Pola
Beberapa jenis pola yang ada, diantaranya :
a. Pola Pejal
Pola pejal adalah pola yang bentuknya hampir serupa dengan bentuk coran. Pola jenis ini dapat berupa pola tunggal atau pola belahan.
Gambar 2.8 Pola pejal [3]
b. Pola Sablon
Pola Sablon digunakan untuk pembuatan cetakan coran yang berbentuk silinder atau berbentuk benda putar.
c. Pola Rusuk
Konstruksi pola rusuk berupa rangka. Pola rusuk digunakan untuk membuat cetakan yang memiliki dimensi besar.
Gambar 2.10 Pola rusuk [3]
d. Pola Hilang
Pola hilang adalah pola yang dibuat dari polystirol. Pola jenis ini hanya digunakan sekali. Pola hilang tidak dikeluarkan dari cetakan pasir. Besi cair langsung dituangkan ke pola berbahan polystirol yang masih berada dalam cetakan, sehingga pola menguap. Bentuk pola pada cetakan digantikan oleh besi cair yang akan membeku menjadi coran.
e. Pola Pelat Berpasangan
Pola pelat berpasangan merupakan sepasang pelat di mana kedua belahnya ditempelkan pola, sistem saluran dan penambah. Pola ini digunakan untuk produksi massal.
Gambar 2.11 Pola pelat berpasangan [5]
2.3.4 Bahan Pola
Pola dapat dibuat dari kayu, kayu lapis, logam, atau bahan sintesis seperti resin. Pertimbangan penggunaan bahan-bahan tersebut adalah dari metode cetakan, bentuk benda, dimensi benda, serta jumlah coran yang akan dibuat.
Bahan-bahan yang digunakan untuk pola ialah kayu, resin atau logam. Dalam hal khusus digunakan "plaster" atau lilin sebagai bahan pola.
2.3.4.1 Kayu
Kayu yang dipakai untuk pola adalah kayu saru, kayu aras, kayu pinus, kayu mahoni, kayu jati dan lain-lain. Pemilihan kayu berdasarkan macam dan ukuran pola, jumlah produksi, dan lamanya dipakai. Kayu yang kadar airnya lebih dari 14% tidak dapat digunakan, karena kayu belum stabil. Kayu akan terus mengalami perubahan bentuk hingga kadar airnya mencapai 14%. Kadangkala suhu udara luar harus diperhitungkan, tergantung pada daerah mana pola itu digunakan.
2.3.4.2 Resin sintetis
Dari berbagai macam resin sintetis, hanya resin epoksi yang banyak dipakai. Resin epoksi mempunyai sifat-sifat: penyusutan yang kecil pada waktu mengeras, tahan aus yang tinggi. Resin epoksi dapat diberi zat aditif untuk meningkatkan sifat mekaniknya. Sebagai contoh, kekerasan meningkat dengan mencampurkan bubuk besi atau aluminium ke dalam resin epoksi. Ketahanan bentur akan meningkat dengan menumpukkan serat gelas dalam bentuk lapisan.
2.4 Perancangan Pola dan Kotak Inti
Perancangan pola diwujudkan dalam bentuk gambar konstruksi pola. Gambar konstruksi pola merupakan gambar kerja pemesinan yang diberi simbol-simbol tertentu. Simbol-simbol-simbol tersebut menunjukkan: permukaan pisah pola, kemiringan pola, penyusutan pola, radius coran dan tambahan pengerjaan.
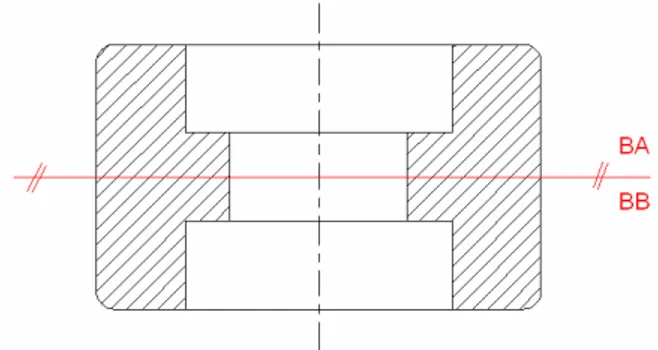
2.4.1 Permukaan Pisah Pola
Permukaan pisah pola merupakan batas antara cetakan atas dan cetakan bawah. Penentuan permukaan pisah cetakan atas dan cetakan bawah adalah penting untuk mendapatkan coran yang baik. Permukaan pisah dirancang sesuai
dengan kebutuhan cetakan. Dengan adanya permukaan pisah yang benar, maka diharapkan pola dapat dicetak dan mudah dicabut dari cetakan.
Gambar 2.12 Permukaan pisah pola
2.4.2 Kemiringan Pola
Kemiringan pada sisi-sisi pola dibutuhkan agar pola dapat dengan mudah diangkat dan dikeluarkan dari cetakan. Prinsip pemakaian kemiringan adalah sebesar mungkin agar pola mudah dikeluarkan dan sekecil mungkin agar dimensi coran tidak berubah sehingga tidak mengganggu fungsi dari coran. Besarnya kemiringan yang diberikan dipengaruhi oleh beberapa hal, yaitu:
1. Fungsi benda cor
2. Metode pengerjaan cetakan (cetakan mesin atau tangan) 3. Bahan pola (misalnya logam atau kayu)
4. Tinggi benda cor, semakin tinggi benda cor maka kemiringan semakin kecil agar penyimpangan ukuran tidak terlalu besar.
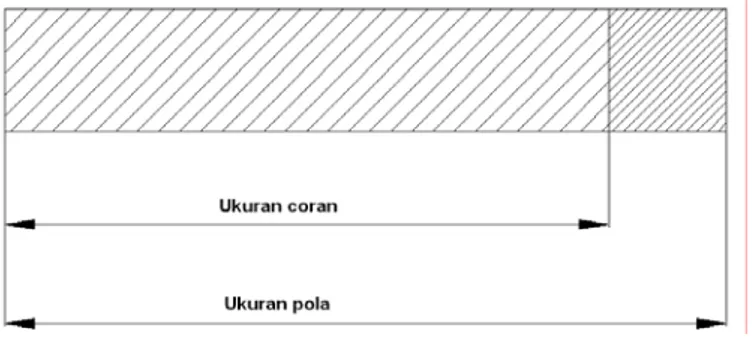
2.4.3 Penyusutan Pola
Pada waktu pembekuan dan pendinginan, coran mengalami penyusutan. Dengan demikian pola yang dibuat harus lebih besar dari dimensi coran. Besarnya penyusutan tergantung dari jenis material yang akan dicor.
Gambar 2.14 Penyusutan pola
2.4.4 Radius Coran
Pemberian radius coran untuk menghindari bentuk yang tajam. Radius coran diberikan dengan tujuan: menghindari efek panas akibat sudut pasir, menghindari cacat tuang akibat sudut benda yang tajam dan mengantisipasi sudut yang tajam pada cetakan.
2.4.5 Tambahan Pengerjaan
Tambahan pengerjaan adalah penambahan ukuran pola agar coran dapat dikerjakan pada proses pemesinan.
2.5 Proses Pembuatan Pola dan Kotak inti 2.5.1 Metode Pembuatan Pola dan Kotak Inti
Secara garis besar metode pembuatan pola dan kotak inti digolongkan menjadi dua, yaitu metode pejal dan metode rakitan.
2.5.1.1 Metode pejal
Pada metode pejal, pembentukan pola dilakukan dengan cara pemesinan atau membentuk secara manual satu bongkahan bahan sehingga diperoleh bentuk pola sesuai dengan gambar kerja.
Gambar 2.16 Pola yang dibuat dengan metode pejal [3]
Pola yang dibuat dengan metode pejal membutuhkan material dengan ukuran lebih besar dari ukuran polanya. Pada pembuatan pola dengan metode pejal secara manual, diperlukan keahlian yang cukup baik.
2.5.1.2 Metode rakitan
Pada metode rakitan, pembentukan pola dilakukan dengan cara melakukan pembentukan secara parsial, kemudian komponen-komponen yang sudah dibentuk disatukan atau dirakit menjadi satu bentuk pola.
2.5.2 Alat Ukur
Alat ukur dalam pembuatan pola digolongkan menjadi dua, yaitu alat ukur untuk pengukuran langsung dan alat ukur untuk pengukuran tak langsung.
Gambar 2.18 Alat ukur untuk pengukuran langsung [3]
Gambar 2.19 Alat ukur untuk pengukuran tak langsung [3]
2.5.3 Alat Gores
Alat gores digunakan untuk menandai atau menggores material sebelum material tersebut (kayu) dibentuk sesuai dengan gambar kerja.
2.5.4 Kerja Bangku
Kerja bangku adalah kerja proses pembuatan pola yang dilakukan secara manual. Pada kerja bangku keahlian seorang pembuat pola sangat dibutuhkan. Adapun peralatan kerja bangku meliputi: bangku kerja, ragum kayu, klem, palu, tang, obeng, ketam kayu, gergaji kayu, pahat kayu dan kikir kayu.
2.5.5 Kerja Mesin
Kerja mesin adalah kerja proses pembuatan pola yang dilakukan dengan menggunakan mesin. Pada kerja mesin, keahlian seorang pembuat pola dalam bidang pemesinan sangat dibutuhkan. Proses pembuatan pola pada umumnya merupakan kombinasi antara kerja mesin dan kerja bangku. Mesin-mesin untuk pembuatan pola digolongkan menjadi 4, yaitu :
1. Mesin persiapan material, yang meliputi: radial arm saw, circular saw, thickness planer dan surface planer.
2. Mesin kerja bangku, yang meliputi: drilling machine, band saw, disc sander, belt sander dan oscillating spindle sander.
3. Mesin pembentuk beraturan, yaitu meliputi : wood turning lathe dan wood milling.
4. Mesin tangan (handmachine), yang meliputi : hand drilling machine, jig saw, router, hand belt sander, hand circular saw dan hand planer.
2.5.6 Kerja Resin
Kerja resin adalah kerja proses pembuatan pola dengan menggunakan bahan resin. Bahan resin berwujud cair sebelum dicampur katalis dan akan menjadi padat setelah dicampur dengan katalis.
Gambar 2.21 Kerja resin metode cor [6]
Kerja resin digolongkan menjadi dua, yaitu: kerja resin metode cor dan kerja resin metode laminasi. Metode cor banyak digunakan untuk pembuatan pola pejal yang dipasang pada plat pola. Metode laminasi banyak digunakan untuk pembuatan kotak inti atau pola yang berfungsi sebagai cetakan pada pembuatan pola pejal yang menggunakan material resin.
Resin yang digunakan dalam metode cor adalah resin yang berwujud cair dengan waktu pemadatan relatif cepat. Pada metode laminasi, resin yang digunakan adalah resin berwujud pasta dengan waktu pemadatan relatif lebih lama.
Gambar 2.22 Kerja resin
metode laminasi [6]
Pada metode cor, resin dalam bentuk cair dituangkan pada pola awal yang berfungsi sebagai master hingga menutupi seluruh permukaan pola awal. Setelah resin cair menjadi padat, pola awal dipisahkan dari resin yang sudah memadat.
Pada metode laminasi, resin berwujud pasta dilapiskan pada permukaan pola awal. Dalam keadaan mendekati wujud padat, serat fiber yang sudah dilapisi resin cair dilapiskan di atas lapisan resin berwujud pasta yang hampir memadat. Setelah resin memadat sempurna, pola awal dipisahkan dari resin tersebut.
![Gambar 2.1 Klasifikasi Pompa [1]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/1.892.302.699.537.1062/gambar-klasifikasi-pompa.webp)
![Tabel 2.1 Material yang umum dipakai untuk pompa [2]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/3.892.235.701.182.807/tabel-material-umum-dipakai-untuk-pompa.webp)
![Gambar 2.2 Bagan aliran f1uida di dalam pompa sentrifugal [2]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/4.892.377.719.296.575/gambar-bagan-aliran-uida-di-dalam-pompa-sentrifugal.webp)
![Gambar 2.3 Proses sand casting [3]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/5.892.173.751.724.997/gambar-proses-sand-casting.webp)
![Gambar 2.6 Proses die casting [3]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/8.892.353.653.422.584/gambar-proses-die-casting.webp)
![Gambar 2.9 Pola sablon [3]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/14.892.391.582.892.1031/gambar-pola-sablon.webp)
![Gambar 2.10 Pola rusuk [3]](https://thumb-ap.123doks.com/thumbv2/123dok/2368807.2199790/15.892.337.625.251.354/gambar-pola-rusuk.webp)