Oleh :
GUNAWAN
NIM. 080 500 073
PROGRAM STUDI TEKNOLOGI HASIL HUTAN
JURUSAN TEKNOLOGI PERTANIAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA
SAMARINDA
KEBUTUHAN WAKTU BERSIH PEMBUATAN PAPAN LIST
PROFIL KAYU BENGKIRAI (Shorea leavis) DI PERUSAHAAN
ALVA MOULDING SAMARINDA
Oleh :
GUNAWAN
NIM. 080 500 073
Karya Ilmiah Sebagai Salah Satu Syarat Untuk Memperoleh Sebutan Ahli Madya (D III) Kehutanan Pada Program Diploma III
Politeknik Pertanian Negeri Samarinda
PROGRAM STUDI TEKNOLOGI HASIL HUTAN
JURUSAN TEKNOLOGI PERTANIAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA
SAMARINDA
HALAMAN PENGESAHAN
Judul Karya Ilmiah : Kebutuhan Waktu Bersih Pembuatan Papan List Profil Dari Kayu Bengkirai (Shorea leavis) Di Perusahaan Alva Moulding Samarinda
Nama : Gunawan Nim : 080 500 073
Program Studi : Teknologi Hasil Hutan Jurusan : Teknologi Pertanian
Dosen Pembimbing,
Ir. Saini, MP
NIP. 196006261987031003
Dosen Penguji,
M. Fikri Hernandi, S.Hut, MP NIP. 197011271998021001
Menyetujui, Ketua Program Studi Teknologi Hasil Hutan
Ir. Syafi’I, MP NIP. 19686101995121001
Mengesahkan,
Ketua Jurusan Teknologi Pertanian
Heriad Daud Salusu, S. Hut, MP NIP. 197008301997031001
ABSTRAK
Gunawan. Kebutuhan Waktu Bersih Pembuatan Papan List Profil Dari Kayu
Bengkirai (Shorea leavis) Di Perusahaan Alva Moulding Samarinda ( di bawah
bimbingan Ir. Saini. MP).
Penelitian ini bertujuan untuk menentukan kebutuhan waktu bersih komponen
papan list profil yang harus diproduksi.
Metode pengamatan yang dilakukan dalam pembuatan list profil ini adalah
waktu kerja dari berbagai elemen kerja dalam proses pembuatan list profil mulai dari
pengerjaan awal sampai akhir.
Dari hasil penelitian maka waktu yang diperoleh dalam memproduksi list
profil dari kayu Bengkirai dalam tiap-tiap proses dan tiap-tiap komponen adalah
pengetaman balok waktu yang diperoleh yaitu sebanyak 3,233 menit, kelas
penyesuaian termasuk Good +, dengan nilai kelas 75 dan hasil performance rating
1,25000, hasil perhitungan waktu normal adalah 4,041 menit dan waktu baku yang
diperlukan adalah sebanyak 4,166 menit. Proses pembelahan 1 (2 bagian), waktu
siklus yang diperoleh yaitu sebanyak 2,564 menit. Kelas penyesuaian termasuk
Good, dengan nilai kelas 70 dan hasil performance rating 1,16667, hasil perhitungan
waktu normal adalah 2,991 menit, waktu baku yang diperlukan adalah sebanyak
3,087 menit. Proses pembelahan 2 (4 bagian), waktu yang diperoleh yaitu sebanyak
4,221 menit, kelas penyesuaian termasuk Excellent, dengan nilai kelas 80 dan hasil
waktu baku yang diperlukan adalah sebanyak 5,802 menit. Proses pembelahan 3 (8
bagian), waktu yang diperoleh yaitu sebanyak 6,517 menit, kelas penyesuaian
termasuk good -, dengan nilai kelas 65 dan hasil performance rating 1,08333, hasil
perhitungan waktu normal adalah 7,134 menit, waktu baku yang diperlukan adalah
sebanyak 7,355 menit. Proses penyeragaman ukuran sisi, waktu yang diperoleh yaitu
sebanyak 9,105 menit, kelas penyesuaian termasuk Good, dengan nilai kelas 70 dan
hasil performance rating 1,16667, hasil perhitungan waktu normal adalah 10,623
menit, waktu baku yang diperlukan adalah sebanyak 10,952 menit. Proses
pembuatan profil, waktu yang diperoleh yaitu sebanyak 4,219 menit, kelas
penyesuaian termasuk Good + , dengan nilai kelas 75 dan hasil performance rating
1,25000, hasil perhitungan waktu normal adalah 5,205 menit, waktu baku yang
diperlukan adalah sebanyak 5,366 menit.
Adapun kendala dalam proses ini akan dihitung dalam Allowance
(kelonggaran) yakni dihitung dengan jumlah 1,14 menit dalam setiap pembuatan list
RIWAYAT HIDUP
Gunawan, lahir pada tanggal 30 Januari 1989 d i Lenrang, Desa Jampu
Kecamatan Liliriaja, kabupaten Soppeng, Sulawesi Selatan. Merupakan anak kelima
dari lima bersaudara dari pasangan ayah Abu Rais dan ibu Rosnawati.
Pada tahun 1996 memulai pendidikan Sekolah Dasar Negeri 90 Lenrang dan
memperoleh ijazah tahun 2002. Kemudian melanjutkan studi ke MTs DDI Lenrang
dan me mperoleh ijazah pada tahun 2005. Pada tahun 2008 mendapatkan ijazah MAN
1 Watansoppeng.
Tahun 2008 melanjutkan ke jenjang pendidikan Perguruan Tinggi Politeknik
Pertanian Negeri Samarinda dengan mengambil Jurusan Teknologi Pertanian sampai
dengan sekarang. Pada bulan Maret 2011 sampai April 2011 melaksanakan Praktek
Kerja Lapang ( PKL ) di Perusahaan Kerajinan Tempurung BATOK YOGYA
KATA PENGANTAR
Bismillahirrahmaanirrahiim
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah
melimpahkan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan
penulisan karya ilmiah ini dengan mudah dan tepat waktu.
Karya ilmiah ini disusun berdasarkan hasil pengamatan yang telah dilakukan
dan merupakan salah satu persyaratan untuk memperoleh gelar Ahli Madya
Kehutanan di Politeknik Pertanian Negeri Samarinda.
1. Pada kesempatan ini pula penulis mengucapkan terima kasih yang
sebesar-besarnya kepada :
2. Ayah, Ibu, kakak-kakak tercinta, yang telah mengasuh dan telah memberikan
bantuan yang sangat berharga berupa moril dan materil kepada penulis selama
mengikuti pendidikan di Politenik Pertanian Negeri Samarinda, sehingga penulis
dapat menyelesaikan karya ilmiah ini dengan baik.
3. Bapak Ir. Saini, MP, selaku Dosen Pembimbing yang telah banyak meluangkan
waktunya untuk membimbing, membantu dan mengarahkan penulis.
4. Bapak M. Fikri Hernandi, S.Hut, MP, selaku Dosen Penguji Karya Ilmiah
5. Bapak Heriad Daud Salusu, S.Hut, MP selaku Ketua Jurusan Teknologi
Pertanian dan Bapak Ir. Syafi’i, MP selaku Ketua Prodi Teknologi Hasil Hutan
Politeknik Pertanian Negeri Samarinda
7. Segenap mahasiswa yang telah banyak membantu sehingga penulis dapat
menyelesaikan laporan karya ilmiah tepat pada waktunya.
Penulis menyadari bahwa dalam penulisan karya ilmiah ini masih banyak
kekurangan dan jauh dari kesempurnaan. Oleh karena itu penulis mengharapkan
saran dan kritik yang sifatnya membangun untuk menyempurnakan laporan karya
ilmiah ini.
Penulis juga mengucapkan mohon maaf yang sebesar-besarnya apabila
terdapat kesalahan dan kekurangan. Harapan penulis semoga karya ilmiah ini dapat
bermanfaat bagi masyarakat dan rekan-rekan yang lain.
Samarinda, Juli 2011
DAFTAR ISI
Halaman HALAMAN PENGESAHAN ... i ABSTRAK ... ii RIWAYAT HIDUP ... iv KATA PENGANTAR ... vDAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
BAB I. PENDAHULUAN ... 1
BAB II. TINJAUAN PUSTAKA ... 4
A. Gambaran Umum Perusahaan ... 4
B. Pengukuran Waktu Jam Kerja ... 4
C. Melakukan Pengukuran Waktu ... 8
D. Melakukan Penghitungan Waktu ... 8
BAB III. METODE PENELITIAN ... 12
A. Studi Pendahuluan ... 12
B. Tempat, Waktu dan Peralatan Penelitian ... 12
C. Metoda Pengambilan Data ... 13
D. Pengukuran Waktu Dengan Jam Henti ... 13
BAB IV. HASIL DAN PEMBAHASAN ... 15
A. Hasil ... 15
B. Pembahasan ... 17
BAB V. KESIMPULAN DAN SARAN ... 20
A. Kesimpulan ... 20
B. Saran ... 20
LAMPIRAN ... 22
DAFTAR TABEL
Tubuh Utama No. Halaman 1. Penyesuaian Menurut Cara Shumard ... 102. Rincian Waktu Pelaksanaan Kegiatan Penelitian ... 12
3. Hasil Perhitungan Waktu Siklus ... 15
4. Waktu Normal Operator ... 15
5. Kelas Penyesuaian dan Performance Rating ... 16
6. Hasil Perhitungan Waktu Normal ... 16
7. Hasil Perhitungan Allowance ... 16
8. Hasil Perhitungan Waktu Baku ... 17
Lampiran No. Halaman 9. Perhitungan Waktu siklus ... 23
10. Perhitungan Waktu Normal ... 23
11. Perhitungan Waktu Baku ... 24
DAFTAR GAMBAR
Tubuh Utama
No. Halaman
1. Distribusi Kemampuan Pekerja ... 6
I. PENDAHULUAN
Bagian terpenting dari suatu perusahaan atau industri yang menghasilkan
suatu produk atau barang adalah proses produksi. Dimana pada bagian proses
produksi ini diperlukan bahan baku dan bahan penunjang lainnya yang akan
diproses menjadi suatu produk atau barang. Dalam perkembangannya, suatu
industri di tuntut untuk meningkatkan produksinya, memanfaatkan fasilitas
semaksimal mungkin, serta dapat menyelesaikan pekerjaan yang rumit dengan
didukung peranan produksi yang baik dan fleksibel.
Perencanaan bahan baku merupakan salah satu hal yang sangat
mendukung dalam proses produksi, ini dikarenakan agar kelancaran proses
produksi tidak terganggu sekaligus merencanakan dan mengendalikan aliran
komponen yang masuk dan keluar untuk produksi itu sendiri.
Produk permintaan independen merupakan bagian dalam perakitan atau
serangkaian produk yang digunakan secara bersama-sama dan kadangkala
menjadi bagian permintaan produk independen. Biasanya produk-produk jenis
ini diproses menjadi komponen-kompone n, kemudian dirakit menjadi sub-rakitan
yang pada akhirnya menjadi produk akhir. Dalam menentukan jumlah persediaan
produk jenis ini, maka perusahaan menentukan masing- masing kebutuhan bahan
Dengan demikian permintaan dependen diartikan sebagai permintaan
terhadap satu jenis produk berhubungan dengan permintaan untuk produk yang
lain, permintaan satu produk bersifat dependen ketika hubungan dengan produk
yang lain dapat ditentukan. Oleh karena itu, perusahaan dapat menentukan
jumlah kebutuhan setiap produk berdasarkan produk akhir yang akan dibuat.
Untuk merencanakan dan mengendalikan permintaan yang bersifat dependen ini,
maka digunakan alat analisis yang disebut dengan Material Requirement Palnning
(MRP).
Perusahaan ALVA MOULDING merupakan salah satu perusahaan yang
bergerak dalam bidang pembuatan produk moulding, dimana dalam melakukan
aktivitas produksinya perusahaan ini berproduksi berdasarkan pesanan dari
konsumen. Produk-produk yang dihas ilkan perusahaan ini sangatlah beraneka
ragam, namun yang menjadi produk unggulan perusahaan adalah seperti list
profil, lembar siring, balok, list burung. Sebagai perusahaan yang berproduksi
berdasarkan pesanan atau perjanjian kontrak, maka hasil produks inya akan selalu
mengalami perubahan baik jumlah maupun jenisnya. Untuk itu dalam penelitian
ini akan mengkaji tentang perencanaan kebutuhan waktu bersih komponen untuk
pembuatan list profil dari kayu Bengkirai pada Perusahaan ALVA MOULDING,
dengan harapan hasilnya dapat membantu perusahaan dalam merencanakan dan
Adapun tujuan dari penelitian ini yaitu untuk menentukan kebutuhan
waktu bersih komponen profil yang harus diproduksi.
Di harapkan dari hasil penelitian ini nantinya dapat membantu pihak
menajemen perusahaan dalam menentukan besarnya jumlah komponen yang
harus diproduksi, menentukan besarnya kebutuhan dari setiap item komponen dan
dapat mengetahui kapan rencana pelaksanaan harus dilakukan serta dapat juga
menambah pengetahuan bagi penyusun mengenai sistem perencanaan yang di
II. TINJAUAN PUSTAKA
A. Gambaran Umum Perusahaan
Perusahaan ALVA MOULDING didirikan pada tahun 2001. Perusahaan
ini didirikan diatas areal tanah seluas 1 Ha yang terletak di Jalan DI. Penjaitan,
Kelurahan Gunung Lingai, Kecamatan Samarinda Utara, Prop insi Kalimantan
Timur. Pendiri dari Perusahaan ALVA MOULDING adalah Bapak Adin
Sutrisno yang sekaligus sebagai pimpinan di perusahaan tersebut.
Produk-produk yang dihasilkan perusahaan ini sangatlah beraneka ragam,
namun yang menjadi produk unggulan perusahaan adalah seperti list profil,
lembar siring, balok, list burung. Sistem pemasaran perusahaan tersebut
tergolong cukup baik karena sudah memenuhi standart export seperti pemasaran
ke negara Jepang, Hongkong, Singapura, Malaysia dan daerah Timur tengah.
B. Pengukuran Waktu jam Berhenti
Pengukuran waktu ini menggunakan jam henti (stop wacht) sebagai alat
utamanya. Cara ini tampaknya merupakan cara yang paling banyak dikenal.
Salah satu yang menyebabkan adalah kesederhanaan aturan-aturan pengajaran
Menurut Sutalaksana, dkk (1979), ada beberapa aturan pengukuran yang
perlu dijalankan untuk mendapatkan hasil yang lebih baik. Aturan-aturan
tersebut dapat dijelaskan dalam langkah- langkah berikut :
1. Penetapan Tujuan Pengukuran
Sebagaimana halnya dengan berbagai kegiatan lain, tujuan melakukan
kegiatan yang harus diketahui dan ditetapkan adalah untuk apa hasil
pengukuran digunakan, beberapa tingkat ketelitian dan tingkat keyakinan
yang diinginkan dari hasil pengukuran tersebut.
2. Melakukan Penelitian Pendahuluan
Yang dicari dari pengukuran waktu adalah waktu yang pantas diberikan
kepada pekerja untuk menyelesaikan suatu pekerjaan. Tentu suatu kondisi
yang ada dapat dicari waktu yang pantas tersebut, artinya akan didapat juga
waktu yang pantas untuk menyelesaikan pekerjaan dengan kondisi yang
bersangkutan. Suatu perusahaan biasanya menginginkan waktu kerja yang
sesingkat-singkatnya agar dapat meraih keuntungan yang sebesar-besarnya.
Keuntungan demikian untuk akan diperoleh jika kondisi kerja dari pekerjaan
yang ada di perusahaan tersebut tidak menunjang tercapainya hal tadi.
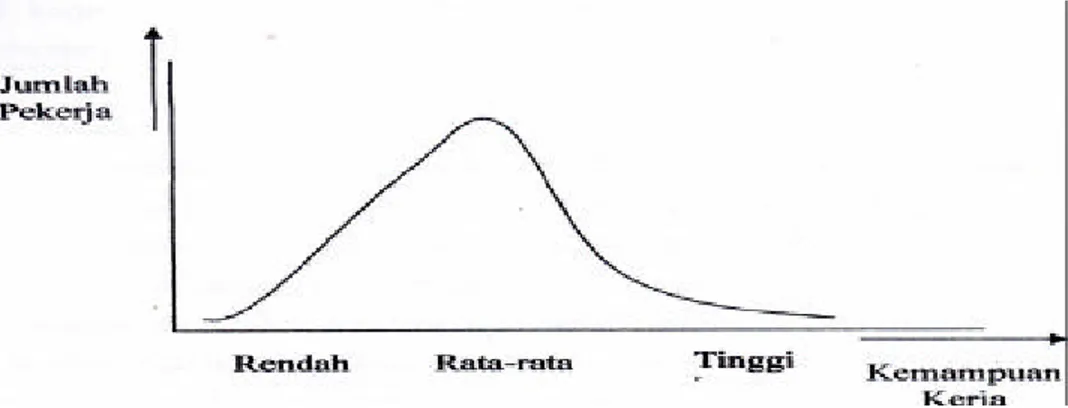
3. Memilih Operator
Operator yang akan melakukan pekerjaan yang diukur bukanlah orang yang
begitu saja diambil dari pabrik. Orang ini harus memenuhi beberapa
hasilnya. Syarat tersebut adalah berkemampuan normal dan dapat diajak
bekerjasama
Gambar 1. Distribusi Kemampuan Pekerja
4. Melatih Operator
Dalam keadaan ini operator harus dilatih terlebih dahulu, karena sebelum
diukur operator harus terbiasa dengan kondisi dan cara kerja yang telah
ditetapkan. Dimana yang dicari adalah waktu penyelesaian pekerjaan yang
didapat dari suatu penyelesaian wajar dan bukan penyelesaian dari orang
yang bekerja kaku dengan berbagai kesalahan.
5. Mengurai Pekerjaan Atas Elemen Pekerjaan
Disini pekerjaan dipecah menjadi elemen pekerjaan, yang merupakan
gerakan bagian dari pekerjaan yang bersangkutan. Elemen inilah yang
diukur waktunya. Waktu siklusnya adalah jumlah dari waktu setiap elemen
ini. Waktu siklus adalah waktu penyelesaian satu satuan produksi sejak
bahan baku mulai diproses di tempat kerja yang bersangkutan.
Ada beberapa alasan yang menyebabkan pentingnya melakukan penguraian
pekerjaan, yaitu :
1) Untuk menjelaskan catatan tentang tata cara kerja yang dibakukan.
2) Untuk memungkinkan melakukan penyesuaian bagi setiap elemen
3) Untuk memudahkan mengamati terjadinya elemn yang tidak baku
yang mungkin saja dilakukan pekerja
4) Untuk memungkinkan dikembangkannya data waktu standar atau
tempat kerja yang bersangkutan
6. Menyiapkan Alat-alat Pengukuran
Alat-alat pengukuran yang perlu disiapkan adalah sebagai berikut :
1) Jam henti (Stop wacht)
2) Lembaran pengamatan
3) Pena/pensil
C. Melakukan pengukuran waktu
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu-waktu kerja
baik setiap elemen maupun siklus dengan menggunakan alat-alat yang telah
disiapkan. Bila operator telah siap didepan mesin, maka pengukuran memilih
posisi tempat ia berdiri mengamati dan mencatat. Posisi hendaknya sedemikian
rupa, sehingga operator tidak terganggu gerakan- gerakannya. Umumnya posisi
agak menyimpang di belakang operator sejauh 1,5 meter merupakan tempat yang
baik.
D. Melakukan Penghitungan Waktu
Jika pengukuran telah selesai, yaitu semua data yang didapat memiliki
keseragaman yang dikehendaki selanjutnya mengolah data tersebut sehingga
memberikan waktu baku dengan cara sebagai berikut :
1. Menghitung waktu siklus rata-rata
Waktu siklus rata-rata dihitung dengan menggunakan rumus
WS = ? X n
Dimana ? x adalah jumlah total waktu yang telah diambil dari hasil
2. Menentukan penyesuaian dan kelonggaran
1). Penyesuaian
a). Maksud melakukan penyesuaian
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran
kerja yang ditunjukkan operator. Ketidak wajaran bisa saja terjadi
saperti bekerja tanpa kesungguhan, kondisi ruangan yang buruk atau
sangat cepat seolah diburu waktu. Hal ini mempengaruhi kecepatan
kerja yang berakibat terlalu singkat atau terlalu panjangnya waktu
penyelesaian. Yang demikian ini jelas tidak diinginkan karena waktu
baku yang dicari adalah waktu yang diperoleh dari kondisi dan cara
kerja yang diselesaikan secara wajar. Andaikata ketidak wajaran itu
ada maka pengukur harus mengetahui dan menilai seberapa jauh hal itu
terjadi, karena berdasarkan inilah penyesuaian dilakukan.
b). Konsep tentang bekerja wajar
Untuk memudahkan pemilihan konsep dasar, seorang pengukur dapat
mempelajari bagaimana bekerjanya seorang operator yang dianggap
normal, yaitu jika operator yang berpengalaman bekerja tanpa
usaha-usaha yang berlebihan, menguasai cara kerja yang ditetapkan dan
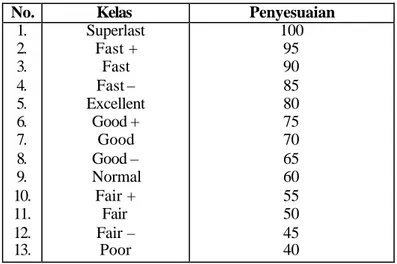
c). Cara menentukan faktor penyesuaian
Untuk mengarahkan penilaian pengukur terhadap kerja operator maka
dilakukan penyesuaian dengan menggunakan cara Shumard.
Tabel 1. Penyesuaian Menurut Cara Shumard
No. Kelas Penyesuaian
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. Superlast Fast + Fast Fast – Excellent Good + Good Good – Normal Fair + Fair Fair – Poor 100 95 90 85 80 75 70 65 60 55 50 45 40
Seorang yang dipandang bekerja normal dinilai 60, bila performance
seorang operator dinilai excellant maka dia dapat nilai 80, maka faktor
penyesuaiannya adalah : P = 80/60 = 1,33
2). Kelonggaran
Kelonggaran diberikan untuk 3 hal yaitu, untuk kebutuhan pribadi,
memberikan rasa fatique, hambatan yang tidak dapat dihindarkan.
3. Waktu Normal
Berikut ini adalah rumus yang digunakan untuk menghitung waktu normal
Dimana
WS : waktu siklus rata-rata, dan p : nilai penyesuaian
4. Waktu Baku
Waktu baku dihitung dengan menggunakan rumus :
Adapun rumus yang digunakan untuk menentukan besarnya Allowance yang
diberikan yaitu :
Allowance = Keperluan pribadi + Rasa fatique + Hambatan tak terhindarkan Jam kerja x 60
III. METODE PENELITIAN
A. Studi Pendahuluan
Untuk sumber informasi didalam studi pendahuluan dilakukan pada 3 hal,
yaitu :
1. Studi kepustakaan
2. Tatap muka dengan Manager dan Operator Perusahaan
3. Berkunjung ke lokasi penelitian
B. Tempat, Waktu dan Peralatan Penelitian
Penelitian dilakukan di Perusahaan ALVA MOULDING dengan alamat
Jalan DI. Penjaitan, Kelurahan Gunung Lingai, Kecamatan Samarinda Utara,
Provinsi Kalimantan Timur dan dilaksanakan selama kurang lebih 3 bulan dengan
rincian kegiatan sebagai berikut :
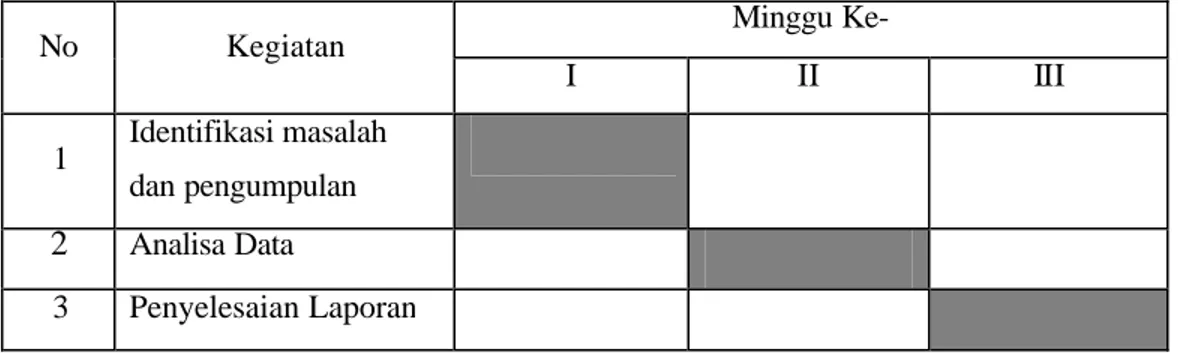
Tabel 2. Rincian Waktu Pelaksanaan Kegiatan Penelitian.
No Kegiatan Minggu
Ke-I II III
1 Identifikasi masalah dan pengumpulan
2 Analisa Data
3 Penyelesaian Laporan
Adapun peralatan yang dipergunakan adalah sebagai berikut :
1. Jam henti (Stop wacht)
3. Pena atau pensil
4. Papan pengamatan
5. kalkulator
C. Metoda Pengambilan Data
1. Data primer, yaitu yang diperoleh langsung dari obyek yang diteliti, yaitu
waktu produksi yang diperlukan dalam produksi pembuatan list profil dari
kayu Bengkirai.
Data-data tersebut diatas diperoleh dengan cara :
a. Wawancara (interview)
b. Pengamatan (Observasi)
2. Data sekunder, yaitu data yang diperoleh dari studi kepustakaan
D. Pengukuran Waktu Dengan Jam Henti
Untuk mendapatkan waktu operasi pembuatan papan list profil, maka diambil
sejumlah data pengamatan dari tiap-tiap tahapan proses produksi pembuatan
papan list profil
1. Waktu siklus
Waktu siklus dihitung dengan rumus sebagai berikut :
WS = X1 + X2 + X3 + …Xn n
2. Performance rating (p)
Performance rating (p) dihitung dengan rumus :
p = Nilai Kelas performance 60
3. Waktu Normal
Waktu normal dihitung dengan rumus :
WN = WS x p
4. Allowance (Kelonggaran)
Allowance dihitung dengan menggunakan 3 faktor yang berupa prosentase
yaitu : keperluan pribadi, menghilangkan rasa fatique dan hambatan tak
terhindarkan. Kemudian ketiga factor tersebut dijumlahkan.
5. Waktu baku
Waktu baku dihitung dengan menggunakan rumus :
IV. HASIL DAN PEMBAHASAN
A. Hasil
Dari hasil penelitian yang dilakukan, diperoleh data perhitungan waktu
siklus, waktu normal operator, kelas penyesuaian dan performance rating,
perhitungan waktu normal dan perhitungan waktu baku. Adapun hasilnya dapat
dilihat pada tabel dibawah ini :
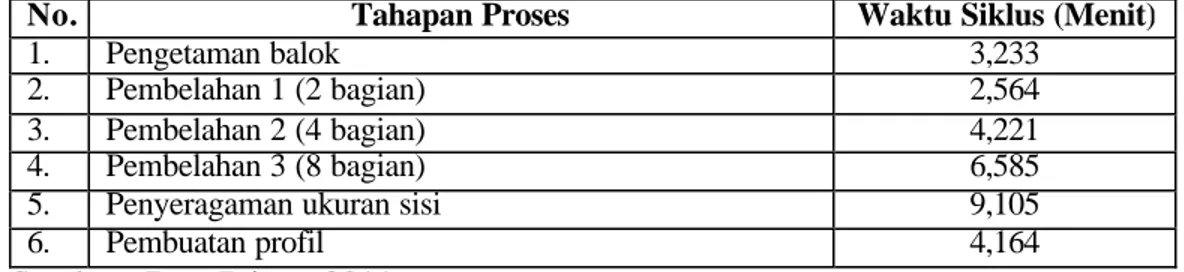
Tabel 3. Hasil Perhitungan Waktu Siklus.
No. Tahapan Proses Waktu Siklus (Menit)
1. Pengetaman balok 3,233
2. Pembelahan 1 (2 bagian) 2,564
3. Pembelahan 2 (4 bagian) 4,221
4. Pembelahan 3 (8 bagian) 6,585
5. Penyeragaman ukuran sisi 9,105
6. Pembuatan profil 4,164
Sumber. Data Primer 2011
Tabel 4. Waktu Normal Operator
No. Tahapan Proses Waktu Proses (Normal)
1. Pengetaman balok 5,175
2. Pembelahan 1 (2 bagian) 4,419
3. Pembelahan 2 (4 bagian) 8,442
4. Pembelahan 3 (8 bagian) 7,528
5. Penyeragaman ukuran sisi 12,14
6. Pembuatan profil 6,662
Sumber. Data Primer 2011
Adapun hasil perhitungan performance Rating dan Kelas Penyesuaian dapat
dilihat pada tabel 4 dan untuk waktu normalnya pada dilihat pada tab el 5 berikut
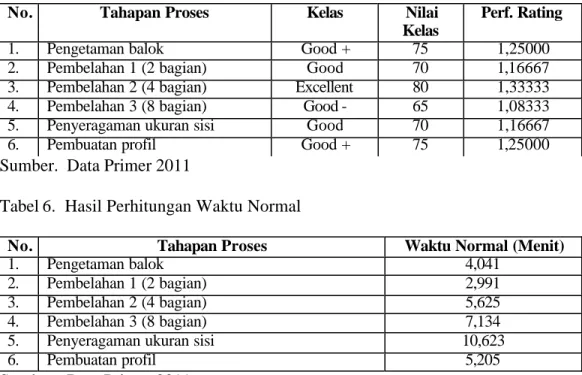
Tabel 5. Kelas Penyesuaian dan Performance Rating
No. Tahapan Proses Kelas Nilai Kelas
Perf. Rating
1. Pengetaman balok Good + 75 1,25000
2. Pembelahan 1 (2 bagian) Good 70 1,16667 3. Pembelahan 2 (4 bagian) Excellent 80 1,33333 4. Pembelahan 3 (8 bagian) Good - 65 1,08333 5. Penyeragaman ukuran sisi Good 70 1,16667
6. Pembuatan profil Good + 75 1,25000
Sumber. Data Primer 2011
Tabel 6. Hasil Perhitungan Waktu Normal
No. Tahapan Proses Waktu Normal (Menit)
1. Pengetaman balok 4,041
2. Pembelahan 1 (2 bagian) 2,991
3. Pembelahan 2 (4 bagian) 5,625
4. Pembelahan 3 (8 bagian) 7,134
5. Penyeragaman ukuran sisi 10,623
6. Pembuatan profil 5,205
Sumber. Data Primer 2011
Untuk hasil perhitungan Allowance dapat dilihat pada tabel 7 dan hasil
perhitungan waktu baku dapat dilihat pada tabel 8 di bawah ini :
Tabel 7. Hasil Perhitungan Allowance
No. Faktor Allowance Waktu (menit) Prosentase (%)
1. 2. 3.
Keperluan pribadi
Menghilangkan rasa fatique Hambatan tak terhindarkan lainnya
0 0.76 0.38 0 2 1 Jumlah 1.14 3
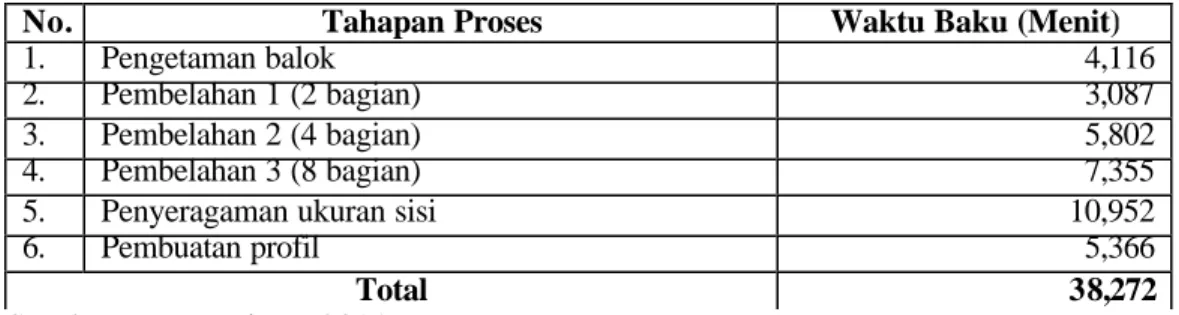
Tabel 8. Hasil Perhitungan Waktu Baku
No. Tahapan Proses Waktu Baku (Menit)
1. Pengetaman balok 4,116
2. Pembelahan 1 (2 bagian) 3,087
3. Pembelahan 2 (4 bagian) 5,802
4. Pembelahan 3 (8 bagian) 7,355
5. Penyeragaman ukuran sisi 10,952
6. Pembuatan profil 5,366
Total 38,272
Sumber. Data Primer 2011
B. Pembahasan
Dari hasil penelitian maka waktu yang diperoleh dalam memproduksi list
profil dari kayu Bengkirai dalam tiap-tiap proses dan tiap-tiap komponen adalah
pengetaman balok waktu yang diperoleh yaitu sebanyak 3,233 menit, kelas
penyesuaian termasuk Good +, dengan nilai kelas 75 dan hasil performance rating
1,25000, hasil perhitungan waktu normal adalah 4,041 menit dan waktu baku
yang diperlukan adalah sebanyak 4,166 menit. Proses pembelahan 1 (2 bagian),
waktu siklus yang diperoleh yaitu sebanyak 2,564 menit. Kelas penyesuaian
termasuk Good, dengan nilai kelas 70 dan hasil performance rating 1,16667, hasil
perhitungan waktu normal adalah 2,991 menit, waktu baku yang diperlukan
adalah sebanyak 3,087 menit. Proses pembelahan 2 (4 bagian), waktu yang
diperoleh yaitu sebanyak 4,221 me nit, kelas penyesuaian termasuk Excellent,
dengan nilai kelas 80 dan hasil performance rating 1,33333, hasil perhitungan
waktu normal adalah 5,628 menit, waktu baku yang diperlukan adalah sebanyak
sebanyak 6,517 menit, kelas penyesuaian termasuk good -, dengan nilai kelas 65
dan hasil performance rating 1,08333, hasil perhitungan waktu normal adalah
7,134 menit, waktu baku yang diperlukan adalah sebanyak 7,355 menit. Proses
penyeragaman ukuran sisi, waktu yang diperoleh yaitu sebanyak 9,105 menit,
kelas penyesuaian termasuk Good, dengan nilai kelas 70 dan hasil performance
rating 1,16667, hasil perhitungan waktu normal adalah 10,623 menit, waktu baku
yang diperlukan adalah sebanyak 10,952 menit. Proses pembuatan profil, waktu
yang diperoleh yaitu sebanyak 4,219 menit, kelas penyesuaian termasuk Good + ,
dengan nilai kelas 75 dan hasil performance rating 1,25000, hasil perhitungan
waktu normal adalah 5,205 menit, waktu baku yang diperlukan adalah sebanyak
5,366 menit.
Waktu yang diperoleh menunjukkan bahwa waktu normal operator lebih
lama dibandingkan dengan waktu kerja dimana operator dapat digolongklan
performa ratingnya diatas normal pada saat proses produksi dalam proses
pembuatan list profil dari kayu Bangkirai. Terlihat pada selisih waktu normal dan
waktu produksi yang diteliti, sehingga total waktu produksi tergolong lebih cepat.
Dari hasil waktu yang dihasilkan dari tiap proses pengerjaan pembuatan
list profil dari kayu bengkirai, maka jumlah total waktu produksi adalah sebanyak
36,728 menit setara dengan 0,612 jam. Dari hasil tersebut menunjukkan bahwa
Adapun kendala dalam proses ini akan dihitung dalam Allowance
(kelonggaran) yakni dihitung dengan jumlah 1,14 menit dalam setiap pembuatan
list profil dari kayu Bengkirai dengan nilai rata-rata 1,031 menit / 1 tahapan
V. KESIMPULAN DAN SARAN
A. Kesimpulan
1. Total waktu pembuatan list profil dari kayu Bengkirai adalah sebanyak 36,728
menit atau setara dengan 0,612 jam dengan melakukan perbagai tahapan
perhitungan waktu mulai dari waktu siklus, performance rating, waktu
normal, allowance dan waktu baku.
2. Perhitungan waktu akan selalu mengalami perubahan signifikan sesuai
dengan kondisi waktu, cuaca, fisik (kesehatan) operator, alat, bahan dan
lain-lain.
B. Saran
1. Berdasarkan hasil penelitian yang telah dilaksanakan maka apabila dimasa
mendatang terjadi pe rgantian pegawai operator atau lain- lain maka harus
dilakukan perhitungan ulang agar lebih baik dari segi waktu yang diperlukan
dalam satu list profil dari kayu Bengkirai.
2. Penelian ini dapat dikembangkan lagi untuk obyek penelitian yang lain, baik
DAFTAR PUSTAKA
Baroto, Teguh., 2002. Perencanaan dan pengendalian Produksi, Cetakan 1, PT. Ghalia Indonesia. Jakarta.
Sutalaksana, IZ., 2005. Teknik Tata Cara Kerja, Hal. 15-22 dan 119-150. Jurusan Teknik Industri. Institut Teknologi Bandung. Bandung
Tahapan Proses Kelompok 1 Kelompok 2 Menit Ulangan 1 (menit) Ulangan 2 (menit) Ulangan 3 (menit) Ulangan 4 (menit) Hasil Dibulatkan Pengetaman balok 3,143 3,025 3,551 3,213 12,932 3,233 Pembelahan 1 (2 bagian) 2,433 2,715 2,577 2,530 10,255 2,564 Pembelahan 2 (4 bagian) 4,120 4,321 3,987 4,455 16,883 4,221 Pembelahan 3 (8 bagian) 6,774 6,833 6,215 6,517 26,339 6,585
Penyeragaman ukuran sisi 8,933 9,187 9,078 9,221 36,419 9,105
Tahapan Proses Waktu Siklus (Menit) Perf. Rating Menit Hasil Dibulatkan Pengetaman balok 3,233 1,25000 4,04125 4,041 Pembelahan 1 (2 bagian) 2,564 1,16667 2,99134 2,991 Pembelahan 2 (4 bagian) 4,221 1,33333 5,62798 5,628 Pembelahan 3 (8 bagian) 6,585 1,08333 7,13373 7,134
Penyeragaman ukuran sisi 9.105 1,16667 10,62253 10,623
Tahapan Proses
Waktu Normal (menit)
Allowance Menit Baku
Dalam Jam Hasil Dibulatkan Pengetaman balok 4,04125 1,031 4,16627 4,166 0,069 Pembelahan 1 (2 bagian) 2,99100 1,031 3,08721 3,087 0,051 Pembelahan 2 (4 bagian) 5,62798 1,031 5,80247 5,802 0,098 Pembelahan 3 (8 bagian) 7,13373 1,031 7,35515 7,355 0,123 Penyeragaman ukuran sisi 10,62253 1,031 10,95231 10,952 0,183 Pembuatan profil 5,205 1,031 5,36636 5,366 0,089
Total Waktu Baku (menit) 36,728
Tabel. 12. Faktor Allowance
No. Faktor Allowance Waktu Yang
Dibutuhkan (Menit)
Persentase (%)
1. Keperluan pribadi 0
2. Menghilangkan rasa fatique 0,76 2
3. Hambatan tak terhindarkan 0,38 1