IV STUDI KASUS DAN PENYELESAIANNYA
Pada bagian ini akan diberikan contoh kasus dengan data hipotetik. PT Riyadi Yoghurt merupakan sebuah perusahaan berskala kecil yang memproduksi yoghurt. PT Riyadi Yoghurt berusaha untuk membuat sebuah penjadwalan produksi yoghurt dalam menggunakan 2 mesin kemas identik paralel sehingga dapat meminimumkan jumlah biaya yang ada.
Studi kasus ini mengambil data dan permasalahan pada produksi yoghurt. PT Riyadi Yoghurt memproduksi 5 jenis yoghurt di mana yoghurt tersebut akan dimasukkan ke dalam 3 grup yoghurt, seperti pada Tabel 1.
Tabel 1 Grup yoghurt dan jenis yoghurt. GRUP YOGHURT
Pm, m=1, 2, 3
JENIS YOGHURT P = 5 YMC+ Yoghurt Manis Coklat (ICK)
Yoghurt Manis Coklat Keju (ICC) YMK Yoghurt Manis Keju (IKJ)
YM- Yoghurt Manis Sarikaya (ISK) Yoghurt Manis Strawberry (IST) Setiap hari PT Riyadi Yoghurt telah
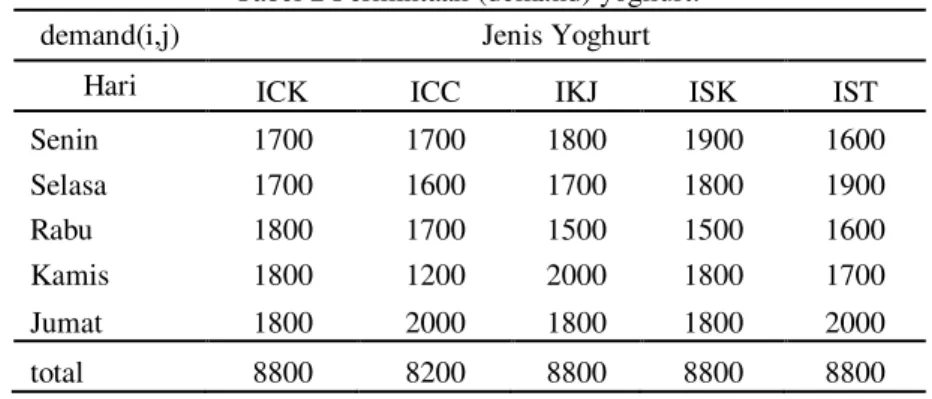
menentukan jumlah permintaan yoghurt yang harus dipenuhi oleh bagian produksi sesuai dengan OTP (On Time Product), yang dijelaskan dalam Tabel 2. PT Riyadi Yoghurt harus memenuhi semua permintaan dalam periode mingguan. Diasumsikan bahwa PT Riyadi Yoghurt memproduksi yoghurt dengan 5 hari kerja tiap minggunya (Senin-Jumat). Mesin kemas identik paralel memiliki kecepatan produksi dalam mengemas yaitu 700 cangkir yoghurt per jamnya dan setiap mesin kemas dalam beroperasi tiap harinya dengan waktu regular (lama jam kerja) yaitu 8
jam serta memiliki waktu kerja maksimum yaitu 16 jam.
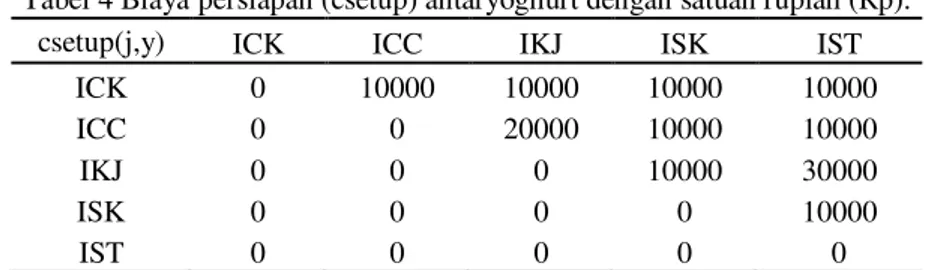
Biaya yang diberikan di sini adalah biaya regular tiap harinya untuk pengoperasian mesin kemas sebesar Rp 100.000 per mesin (machinecost(l)) dan biaya operasional tambahan sebesar Rp 20.000 per jam (overtimecost(l)). Sedangkan biaya penyimpanan pada akhir periode sebesar Rp 500 per produk (storagecost(j)). Selain itu, proses pergantian antara produk adonan yang berbeda jenisnya membutuhkan waktu setup times dan biaya setup. Setup times dan biaya setup tersebut ditampilkan pada Tabel 3 dan 4. Tabel 2 Permintaan (demand) yoghurt.
demand(i,j) Jenis Yoghurt
Hari ICK ICC IKJ ISK IST
Senin 1700 1700 1800 1900 1600 Selasa 1700 1600 1700 1800 1900 Rabu 1800 1700 1500 1500 1600 Kamis 1800 1200 2000 1800 1700 Jumat 1800 2000 1800 1800 2000 total 8800 8200 8800 8800 8800
Tabel 3 Waktu persiapan (tsetup) antaryoghurt dengan satuan jam.
tsetup(j,y) ICK ICC IKJ ISK IST
ICK 0 1 1 1 1
ICC 0 0 2 1 1
IKJ 0 0 0 1 3
ISK 0 0 0 0 1
IST 0 0 0 0 0
Tabel 4 Biaya persiapan (csetup) antaryoghurt dengan satuan rupiah (Rp).
csetup(j,y) ICK ICC IKJ ISK IST
ICK 0 10000 10000 10000 10000
ICC 0 0 20000 10000 10000
IKJ 0 0 0 10000 30000
ISK 0 0 0 0 10000
IST 0 0 0 0 0
PT Riyadi Yoghurt membatasi produksi setiap harinya dengan memproduksi minimal 1000 cangkir yoghurt dan maksimal 2000 cangkir yoghurt setiap satu jenis yoghurt. Sebagai contoh Yoghurt Manis Cokelat (ICK) setiap harinya minimal harus diproduksi sebanyak 1000 cangkir dan maksimal 2000 cangkir. Begitu juga produk yoghurt dalam grup, dalam sehari satu grup yoghurt akan diproduksi minimal 2000 cangkir dan maksimal 10000 cangkir. Sebagai contoh grup yoghurt YMC+ yang di dalamnya berisikan
Yoghurt Manis Cokelat (ICK) dan Yoghurt Manis Cokelat Keju (ICC) setiap harinya minimal harus diproduksi sebanyak 2000 cangkir dan maksimal 10000 cangkir.
PT Riyadi Yoghurt juga memiliki sisa inventori dari periode produksi sebelumnya yaitu sebanyak 1000 cangkir untuk setiap jenis yoghurt. Sisa inventori tersebut digunakan sebagai inventori awal periode (openinv).
Dari studi kasus di atas formulasi model PLI-nya adalah sebagai berikut:
biaya untuk setup antarproduk atau csetup(j,y) dapat dilihat pada Tabel 4.
4.1 Kendala tingkat produksi
1. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh melebihi batas maksimum produksi tiap harinya. Batas maksimum pada PT Riyadi Yoghurt adalah hi(j) = 2000 cangkir.
2. Jika produk j diproduksi pada hari i mesin l maka jumlah produk yang diproduksi tersebut tidak boleh kurang dari batas minimum produksi tiap harinya. Batas minimum pada PT Riyadi Yoghurt adalah lo(j) = 1000 cangkir.
3. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah grup produk yang diproduksi tersebut tidak boleh melebihi batas maksimum grup produksi tiap harinya. Setiap grup produk Pm merupakan himpunan bagian dari produk P yang berbeda. Batas maksimum grup yang harus diproduksi pada PT Riyadi Yoghurt adalah grouphi(j) = 10000 cangkir.
4. Jika produk j merupakan produk grup m dan diproduksi pada hari i mesin l maka jumlah grup produk yang diproduksi tersebut tidak boleh melebihi batas minimum grup produksi tiap harinya. Setiap kelompok produk Pm merupakan himpunan bagian dari produk P yang berbeda. Batas minimum grup yang harus diproduksi pada PT Riyadi Yoghurt adalah grouplo(j) = 2000 cangkir.
4.2 Kendala tingkat penyimpanan produk 5. Berlaku pada hari pertama produksi,
jumlah penyimpanan produk j pada akhir hari harus sama dengan jumlah produk awal ditambah jumlah produk j yang dihasilkan oleh semua mesin pada hari tersebut, kemudian dikurangi dengan jumlah permintaan pada hari itu. Pada kasus ini PT Riyadi Yoghurt memiliki openinv(j) = 1000 cangkir.
untuk permintaan pada hari pertama atau demand(1,j) =
6. Penyimpanan produk untuk hari berikutnya, penyimpanan produk j pada akhir hari akan sama dengan penyimpanan produk hari sebelumnya, ditambah hasil produksi hari tersebut, kemudian dikurangi oleh permintaan hari itu.
untuk permintaan setiap harinya atau demand(i,j) dapat dilihat pada Tabel 2. 7. Penyimpanan hasil produksi pada hari
terakhir produksi harus sama dengan jumlah target produk yang harus disimpan. Kendala ini dapat dihilangkan jika tidak ada target jumlah target produk yang
disimpan. Untuk N = 5 hari dan PT Riyadi Yoghurt menginginkan tidak ada inventori yang sisa maka tarinv(j) = 0.
4.3 Kendala waktu
Waktu awal dan akhir pada setiap harinya untuk setiap produk dalam setiap mesin telah ditetapkan.
8. Waktu awal atau mulai produksi produk pertama dalam urutan diatur dengan memberikan nilai nol.
9. Total waktu penggunaan mesin per hari harus sama dengan waktu penyelesaian produk pada urutan terakhir. Untuk P = 5.
10. Waktu penggunaan mesin per harinya tidak boleh melebihi waktu maksimum kerja mesin. PT Riyadi Yoghurt memiliki maxtime = 16 jam
11. Penghitungan waktu proses produksi bergantung pada banyaknya produk yang diproduksi dan kecepatan mesin.
untuk u(j) = 700 cangkir per jam.
12. Waktu penyelesaian pekerjaan tidak dihitung dari waktu awal kemudian ditambahkan dengan waktu proses produksi, melainkan ada penambahan waktu pergantian yang diperlukan untuk transisi ke produk berikutnya yang akan dihasilkan.
untuk tsetup(j, y) terdapat pada Tabel 3 13. Waktu awal suatu produk harus lebih besar
atau sama dengan waktu penyelesaian produk sebelumnya.
14. Jika waktu kerja mesin melebihi dari jam kerja regular maka dikenakan lembur. Hari ICK ICC IKJ ISK IST
4.4 Kendala variabel biner
15. Untuk memastikan bahwa hanya urutan produk tertentu yang diizinkan untuk diproduksi, sehingga peralihan dari produk j ke y diperbolehkan jika produk y merupakan produk yang akan diproduksi pada urutan berikutnya.
16-19. Kendala- kendala di bawah ini memberikan informasi keterkaitan variabel bin(i, j, l) dan binsetup(i, j, y, l). Pada kendala-kendala tersebut, binsetup(i, j, y, l) akan bernilai satu jika dan hanya jika produk j ke produk y diproduksi dengan kata lain bin(i, j, l) bernilai satu dan bin(i, y, l) juga bernilai satu. Kemudian kendala-kendala ini menyatakan tidak ada penambahan produk di antara urutan produksi.
16. –
17. –
18.
19.
20. Untuk menyatakan bahwa jika barang yang diproduksi, dikurangi jumlah setup harus kurang dari atau sama dengan satu. Hal ini menjelaskan bahwa hasil produksi pada mesin sedikitnya satu produk yang diproduksi setiap harinya. Kendala ini tidak menambahkan informasi baru ke dalam model, tetapi cukup digunakan untuk mempercepat pemecahan masalah optimasi.
Penyelesaian masalah penjadwalan mesin kemas identik paralel PT Riyadi Yoghurt pada karya ilmiah ini dilakukan bantuan software LINGO 8.0 menggunakan metode Branch and Bound. Syntax program dan hasil komputasi dicantumkan pada lampiran. Solusi yang didapat adalah solusi optimal dengan nilai objektifnya atau biaya yang harus dikeluarkan sebesar Rp.16.371.430 didapat pada iterasi 1573981. Waktu yang dibutuhkan untuk mendapatkan solusi tersebut sekitar empat menit dua puluh dua detik dengan menggunakan komputer Intel(R) Core(TM)2 Duo CPU T5550 @1,83 GHz dengan RAM 2048MB. Hasil dari komputasi diberikan pada lampiran. Pada Tabel 5 mewakili hasil penjadwalan produksi yoghurt.
Tabel 5 Hasil penjadwalan (satuan cangkir). Produk
ICK ICC IKJ ISK IST
Hari mesin 1 mesin 2 mesin 1 mesin 2 mesin 1 mesin 2 mesin 1 mesin 2 mesin 1 mesin 2
senin 1000 0 0 1000 2000 0 0 1000 0 1000 selasa 1400 0 0 1300 2000 0 0 1700 0 1500 rabu 1000 1000 1450 1450 0 0 2000 1300 0 1600 kamis 1000 1000 0 0 1800 2000 0 0 2000 0 jumat 1400 0 1000 1000 0 0 0 1800 0 1700 Total 7800 7200 7800 7800 7800
Hasil penjadwalan pengemasan pada Tabel 5 telah mampu memenuhi jumlah permintaan mingguan pada PT Riyadi Yoghurt. Sebagai contoh total permintaan mingguan produk ICK adalah 8800 cangkir. Kemudian PT Riyadi Yogurt memproduksi yoghurt ICK sebanyak 7800 cangkir ditambah 1000 cangkir inventori di awal produksi. Jadi, terpenuhilah jumlah permintaan mingguan tersebut.
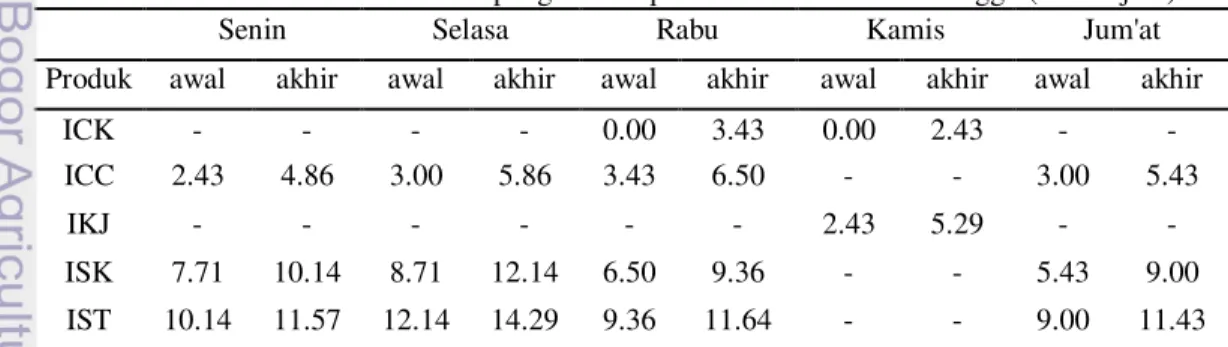
Pada Tabel 6 dan Tabel 7 memberikan informasi mengenai waktu awal dan akhir pengemasan pada kedua mesin, mesin 1 dan mesin 2. Tabel ini menjelaskan jadwal pengemasan yang dilakukan oleh kedua mesin. Pada tabel tersebut juga memberikan informasi adanya changeover dari suatu produk satu ke produk yang lain.
Tabel 6 Waktu awal dan akhir pengemasan pada mesin 1 selama 1 minggu (satuan jam).
Senin Selasa Rabu Kamis Jum'at
Produk awal akhir awal akhir awal akhir awal akhir awal akhir ICK 0.00 2.43 0.00 3.00 0.00 3.43 0.00 2.43 0.00 3.00
ICC - - - - 3.43 6.50 - - 4.00 5.43
IKJ 4.86 7.71 5.86 8.71 - - 2.43 8.00 - -
ISK - - - - 6.50 9.36 - - - -
IST - - - 8.00 10.86 - -
Tabel 7 Waktu awal dan akhir pengemasan pada mesin 2 selama 1 minggu (satuan jam).
Senin Selasa Rabu Kamis Jum'at
Produk awal akhir awal akhir awal akhir awal akhir awal akhir
ICK - - - - 0.00 3.43 0.00 2.43 - -
ICC 2.43 4.86 3.00 5.86 3.43 6.50 - - 3.00 5.43
IKJ - - - 2.43 5.29 - -
ISK 7.71 10.14 8.71 12.14 6.50 9.36 - - 5.43 9.00 IST 10.14 11.57 12.14 14.29 9.36 11.64 - - 9.00 11.43
Adanya changeover dari produk satu ke produk yang lainnya dapat dilihat dengan jelas pada Tabel 6 dan Tabel 7. Sebagai contoh dapat dilihat pada hari Senin mesin 2 ada tiga produk yoghurt yang dikemas yaitu ICC, ISK, dan IST. Hal ini menyebabkan adanya dua kali changeover. Pertama changeover dari produk yoghurt ICC ke produk yoghurt ISK
dan yang berikutnya dari produk yoghurt ISK ke produk yoghurt IST.
Butuh waktu untuk mengembalikan kondisi mesin 2 menjadi seperti semula. Oleh karena itu dibutuhkan waktu setup. Tabel 6 dan Tabel 7 tidak hanya berisikan total waktu produksi setiap satu produk saja tetapi juga berisikan waktu pengemasan ditambah dengan waktu setup jika terjadi changeover.
Sebagai contoh pada hari Senin mesin 2 terjadi changeover dari produk yoghurt ICC ke produk yoghurt ISK. Pada Tabel 6 terlihat bahwa pengemasan produk yoghurt ICC dimulai pada waktu 2.43 dan berakhir 4.86. Hal ini menunjukkan bahwa telah berlangsung proses pengemasan produk yoghurt ICC selama 1.43 jam dan waktu setup untuk mesin 2 selama 1 jam. Waktu setup di sini untuk mengembalikan kondisi mesin 2 menjadi seperti semula dan waktu setup dari produk ICC ke produk ISK adalah 1 jam, kemudian waktu setup yang dimiliki antarproduk berbeda. Hal ini dapat dilihat pada Tabel 3. Lebih jelasnya mengenai waktu pengemasan
dan waktu setup dapat lihat pada Gambar 5a dan 5b. Pada Gambar 5a dan 5b terdapat warna hitam yang menunjukkan waktu setup sedangkan garis putus-putus merupakan waktu akhir pengemasan, dan warna abu-abu menyatakan idle time (waktu menganggur). Dalam model telah dijelaskan bahwa total waktu untuk setiap mesin adalah sama dengan penyelesaian pengemasan terakhir dalam urutan produk yoghurt dan waktu akhir penggunaan mesin tidak hanya waktu prngemasan saja, tetapi ada juga waktu setup dan idle time. Untuk hari berikutnya dapat dilihat pada Lampiran 3.
ICC ISK IST
ICK IKJ
0 1 2 3 4 5 6 7 8 9 10 11 12 Gambar 5b Gantt Chart untuk mesin 2 pada hari Senin
0 1 2 3 4 5 6 7 8 9 10 11 12 Gambar 5a Gantt Chart untuk mesin 1 pada hari Senin