SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN
PROGRAM KEAHLIAN TEKNIK PENGECORAN
PEMBERSIHAN DAN PEMOTONGAN
PRODUK PENGECORAN
BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN
DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIDIKAN NASIONAL
M4.8A
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN
PROGRAM KEAHLIAN TEKNIK PENGECORAN
PEMBERSIHAN DAN PEMOTONGAAN
PRODUK PENGECORAN
PENYUSUN
TIM FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA
BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN
DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIDIKAN NASIONAL
M4.8A
KATA PENGANTAR
Modul Pembersihan dan Pemotongaan Produk Pengecoran dimaksudkan sebagai bahan belajar mandiri peserta diklat SMK program keahlian Teknik pengecoran. Setiap kegiatan belajar diberikan penjelasan singkat yang mudah difahami dan berhubungan langsung dengan aplikasi dalam pengecoran. Setelah itu dengan lembar kerja yang telah tersedia diharapkan peserta diklat dapat memahami dan mempraktekkan lebih mendalam uraian materi yang dibahas.
Peserta diklat diharapkan aktif belajar sendiri dengan tuntunan modul ini. Peran guru adalah membantu peserta diklat yang kurang dapat memahami uraian materi maupun tugas, sehingga proses belajar berjalan lancar. Peserta diklat diharapkan mempelajari modul ini dari awal hingga akhir, dan mengerjakan semua tugas.
Guru sebagai nara sumber untuk pemelajaran modul ini diharapkan menambah wawasan dengan membaca buku-buku dalam daftar pustaka, dan buku penunjang lainnya. Dengan demikian peserta diklat yang bisa dengan cepat menyelesaikan belajarnya dapat diberikan soal pengayaan.
Tugas yang diberikan pada modul ini telah diusahakan sebagian besar berhubungan langsung dengan bidang keahlian para peserta diklat. Sebagian besar soal diambil dari buku Teknik Pengecoran Logam karangan Ir. Tata Surdia.
Yogyakarta, Desember 2004 Penyusun,
DAFTAR ISI
Halaman
SAMPUL ... i
HALAMAN FRANCIS ... Ii KATA PENGANTAR... iii
DAFTAR ISI ... iv
PETA KEDUDUKAN MODUL... Vii GLOSSARIUM... viii
BAB I PENDAHULUAN ... 1
A. DESKRIPSI... 1
B. PRASYARAT ... 1
C. PETUNJUK PENGGUNAAN MODUL ... 1
1. Bagi Peserta Diklat... 1
2. Peran Guru ... 2
D. TUJUAN AKHIR ... 2
E. KOMPETENSI ... 3
F. CEK KEMAMPUAN ... 5
BAB II PEMELAJARAN... 6
A. RENCANA BELAJAR PESERTA DIKLAT ... 6
B. KEGIATAN BELAJAR... 7
1. Kegiatan Belajar 1 Pemisahan Benda Tuang dari Cetakan ……….. 7
a. Tujuan Kegiatan ... 7
b. Uraian Materi ... 7
c. Rangkuman... 10
d. Tugas... 10
e. Tes Formatif 1... 11
f. Kunci Jawaban Tes Formatif 1... 11
g. Lembar kerja 1... 11
2. Kegiatan Belajar 2 Proses Pembersihan Benda Tuang……….. 14
c. Rangkuman... 18
d. Tugas... 19
e. Tes Formatif ... 19
f. Kunci Jawaban Tes Formatif ... 19
g. Lembar kerja ... 19
3. Kegiatan Belajar 3 Identifikasi dan Pemeriksaan Benda Tuang… 22 a. Tujuan Kegiatan ... 22
b. Uraian Materi ... 22
c. Rangkuman... 24
d. Tugas... 25
e. Tes Formatif ... 25
f. Kunci Jawaban Tes Formatif ... 25
g. Lembar kerja ... 25
4. Kegiatan Belajar 4 Pemilihan Perkakas Mesin/Tangan untuk Pemisahan Logam Sisa………. 28 a. Tujuan Kegiatan ... 28 b. Uraian Materi ... 28 c. Rangkuman... 30 d. Tugas... 31 e. Tes Formatif ... 31
f. Kunci Jawaban Tes Formatif ... 31
g. Lembar kerja ... 31
5. Kegiatan Belajar 5 Pembuangan Sisa Bahan Logam Sesuai Prosedur Operasi ... 34 a. Tujuan Kegiatan ... 34 b. Uraian Materi ... 34 c. Rangkuman... 37 d. Tugas... 37 e. Tes Formatif ... 38
f. Kunci Jawaban Tes Formatif ... 38
BAB III EVALUASI... 41 A. PERTANYAAN... 41 B. KUNCI JAWABAN... 42 C. KRITERIA KELULUSAN ... 45 BAB IV PENUTUP ... 46 DAFTAR PUSTAKA ... 47
M4.1A
M18.2A
M9.1A
M4.18A
M18.1A
M13.3A
M9.2A
M13.4A
M4.4A
M4.12A
M7.5A
M4.2A
M4.3A
M4.6A
M4.8A
M4.11A
M4.9A
M4.7A
PETA KEDUDUKAN MODUL
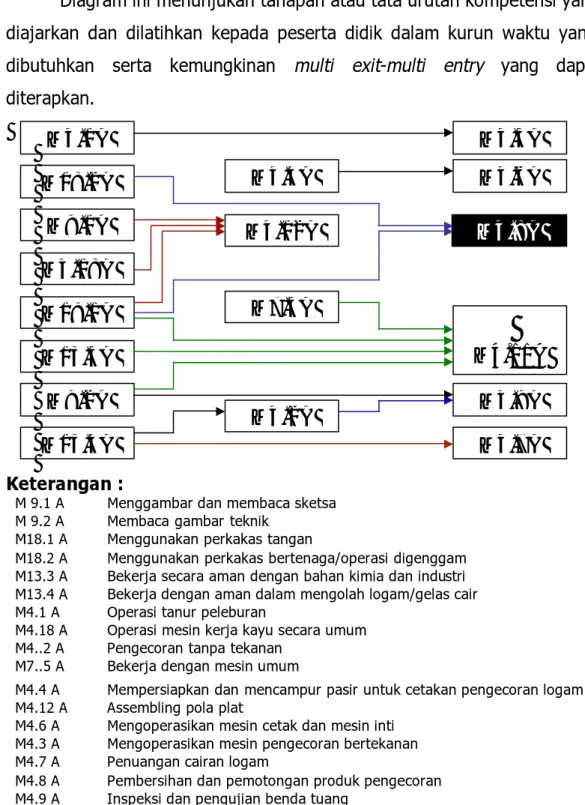
A. Diagram Pencapaian KompetensiDiagram ini menunjukan tahapan atau tata urutan kompetensi yang diajarkan dan dilatihkan kepada peserta didik dalam kurun waktu yang dibutuhkan serta kemungkinan multi exit-multi entry yang dapat diterapkan.
Keterangan :
M 9.1 A Menggambar dan membaca sketsa M 9.2 A Membaca gambar teknik
M18.1 A Menggunakan perkakas tangan
M18.2 A Menggunakan perkakas bertenaga/operasi digenggam M13.3 A Bekerja secara aman dengan bahan kimia dan industri M13.4 A Bekerja dengan aman dalam mengolah logam/gelas cair M4.1 A Operasi tanur peleburan
M4.18 A Operasi mesin kerja kayu secara umum M4..2 A Pengecoran tanpa tekanan
M7..5 A Bekerja dengan mesin umum
M4.4 A Mempersiapkan dan mencampur pasir untuk cetakan pengecoran logam M4.12 A Assembling pola plat
M4.6 A Mengoperasikan mesin cetak dan mesin inti M4.3 A Mengoperasikan mesin pengecoran bertekanan M4.7 A Penuangan cairan logam
M4.8 A Pembersihan dan pemotongan produk pengecoran M4.9 A Inspeksi dan pengujian benda tuang
B. KEDUDUKAN MODUL
Untuk mempelajari modul Pembersihan dan Pemotongan
Produk Pengecoran peserta diklat harus sudah mempelajari Penggunaan Perkakas Bertenaga/Operasi Genggam dan
GLOSSARIUM
Logam cor : Benda dari logam yang dibuat dengan cara di cor pada suatu cetakan tertentu, sehingga memberi
bentuk sesuai yang diharapkan.
Cetakan : Benda yang digunakan untuk mencetak logam cor, biasanya terbuat dari pasir cetak dan bingkai kayu.
Perkakas bertenaga/ operasi genggam : Alat yang menggunakan tenaga listrik dengan cara operasional digenggam tangan, seperti : gerinda listrik, bor listrik genggam, dan sebagainya.
Perkakas tangan : Alat yang dilakukan dengan tenaga tangan
manusia, seperti gergaji tangan, palu, pahat, kikir, dan sebagainya.
BAB I
PENDAHULUAN
A. DESKRIPSI
Pembersihan dan pemotongan produk pengecoran diperlukan
untuk memperoleh benda yang siap diproses lanjut seperti pengerjaan mesin dan finishing.
Modul ini terdiri dari 5 kegiatan belajar, mencakup : (1) Pemisahan benda tuang dari cetakan, (2) Identifikasi dan pemeriksaan benda tuang, (3) Proses pembersihan benda tuang (4) Pemilihan perkakas mesin/ tangan untuk pemisahan logam sisa, (5) Pembuangan sisa bahan logam sesuai prosedur operasi.
Setelah menyelesaikan modul ini, diharapkan peserta diklat mampu melakukan pembersihan dan pengerjaan terhadap hasil pengecoran logam, sehingga mampu mengaplikasikan pada pengecoran logam.
B. PRASYARAT
Untuk mengambil modul Pembersihan dan pemotongan produk
pengecoran diperlukan kemampuan awal menggunakan perkakas
bertenaga/ operasi genggam dan menggunakan perkakas tangan.
C. PETUNJUK PENGGUNAAN MODUL 1. Bagi peserta diklat :
Langkah-langkah yang harus dilakukan untuk mempelajari modul ini : a. Baca tujuan akhir dan tujuan antara dengan seksama.
b. Baca uraian materi pada setiap kegiatan belajar dengan seksama. c. Baca dan pahami langkah kerja pada setiap kegiatan belajar.
f. Jawablah setiap pertanyaan pada lembar latihan untuk masing-masing kegiatan belajar, cocokan dengan kunci jawaban yang telah tersedia pada lembar kunci jawaban.
g. Jawablah pertanyaan pada lembar evaluasi, cocokkan dengan kunci jawaban yang telah tersedia pada lembar jawaban.
h. Kembalikan semua peralatan praktik yang digunakan.
2. Peran Guru :
a. Membantu peserta diklat dalam merencanakan proses belajar
b. Membimbing peserta diklat melalui tugas-tugas pelatihan yang dijelaskan dalam tahap belajar
c. Membantu peserta diklat dalam memahami konsep dan praktik baru dan menjawab pertanyaan peserta diklat mengenai proses belajar peserta diklat
d. Membantu peserta diklat untuk menentukan dan mengakses sumber tambahan lain yang diperlukan untuk belajar
e. Mengorganisasikan kegiatan belajar kelompok jika diperlukan
f. Merencanakan seorang ahli/pendamping guru dari tempat kerja untuk membantu jika diperlukan
g. Merencanakan proses penilaian dan menyiapkan perangkatnya h. Melaksanakan penilaian
D. TUJUAN AKHIR
Setelah menyelesaikan pembelajaran dengan modul ini, peserta diklat diharapkan mampu membersihkan dan melakukan pengerjaan terhadap hasil pengecoran logam dengan metode dan sikap yang benar.
E. KOMPETENSI : Pembersihan dan pemotongan logam cor
MATERI POKOK PEMELAJARAN SUB
KOMPE-TENSI KRITERIA KINERJA LINGKUP BELAJAR SIKAP PENGETAHUAN KETERAMPILAN
1. Mengi-dentifikasi sisa bahan yang harus dibuang
? Pisahkan benda tuang dari cetakan dan/atau bahan pasir dari benda tuang sesuai dengan yang diperlukan.
Dilaksanakan secara mandiri/ kelompok meliputi:
? Mengidentifikasi cetakan yang akan dibongkar.
? Memisahkan benda tuang dari cetakan.
? Melaksanakan pemisah-an benda tuang dari cetakan dan/atau bahan pasir dari benda tuang sesuai prosedur operasi
? Memahami cara memisahkan benda tuang dari cetakan dan/atau bahan pasir dari benda tuang sesuai dengan yang diperlukan.
? Memisahkan benda tuang dari cetakan dan/atau bahan pasir dari benda tuang sesuai dengan yang diperlukan.
? Benda tuang/tempa diperiksa secara visual kesesuaiannya untuk proses selanjutnya dan sisa logam diidentifikasi secara benar menurut prosedur operasi standar.
Dilaksanakan secara mandiri/ kelompok meliputi:
? Mengevaluasi benda tuang secara visual.
? Mengidentifikasi benda tuang. ? Memeriksa bentuk benda
tuang secara visual. ? Memeriksa kelengkapan
sistem saluran dan penambah.
? Mengidentifikasi sisa logam yang akan dibuang dari benda tuang. ? Melakukan pemeriksaan benda tuang/tem-pa secara visual dengan benar menurut prosedur operasi standar.
? Mengetahui cara dan langkahlangkah peme -riksaan benda tuang/ tempa secara visual kesesuaiannya untuk proses selanjutnya dan sisa logam diidentifikasi secara benar menurut prosedur operasi standar.
? Melakukan
pemeriksaan kesesu-aian benda tuang/ tempa secara visual untuk proses selanjutnya dan sisa logam diidentifi-kasi secara benar menurut prosedur operasi standar.
MATERI POKOK PEMELAJARAN SUB
KOMPE-TENSI KRITERIA KINERJA LINGKUP BELAJAR SIKAP PENGETAHUAN KETERAMPILAN
2. Memilih perkakas dan perala-tan yang benar
? Metode pembersihan yang sesuai dipilih. Peralatan rumbling/ shot blast/ sand balst diatur sesuai
spesifikasi dan digunakan menurut prosedur operasi standar sesuai yang dipersyarat-kan
Dilaksanakan secara mandiri/ kelompok meliputi :
Menentukan proses pembersihan tuangan
Menentukan proses pemotongan sisa logam dari benda tuang Memilih perkakas mesin potong yang sesuai untuk pemisahan sisa logam ? Memilih metoda pembersihan yang sesuai ? Memahami metoda pembersihan yang sesuai dipilih. Peralatan rumbling/ shot blast/ sand balst diatur sesuai spesifikasi dan
digunakan menurut prosedur operasi standar sesuai yang dipersyarat-kan
? Memilih metoda pembersihan yang sesuai
? Perkakas tangan yang sesuai dipilih dan digunakan, antara lain: kikir, pahat, palu dll.
Dilaksanakan secara mandiri/ kelompok meliputi:
? Memilih perkakas mesin atau tangan yang sesuai untuk pemisahan logam sisa (sirip) dari benda tuang.
? Memilih peralatan penunjang untuk mencapai proses yang sesuai. ? Memilih dan menggunakan perkakas tangan sesuai prosedur ? Mengetahui cara memilih alat perkakas tangan sesuai
kebutuhan yang sesuai dan digunakan, antara lain: kikir, pahat, palu dll. ? Memilih dan menggunakan perkakas tangan yang sesuai 3. Membuang sisa bahan
? Sisa logam (al: runner, penambah dan sirip) dibuang dengan
menggunakan metoda dan peralatan yang baik menurut prosedur operasi standar
Dilaksanakan secara mandiri/ kelompok meliputi:
? Melakukan pemotongan sisa logam.
? Melakukan proses
pemotongan secara benar. ? Memisahkan sisa-sisa logam
berdasarkan bahan logamnya.
? Membuang sisa logam menurut prosedur operasi standar. ? Memahami penggunaan dan metoda pembuangan sisa logam (al: runner, penambah dan sirip) sesuai peralatan yang baik menurut prosedur operasi standar.
? Membuang sisa logam dengan menggunakan metoda dan peralatan yang baik menurut prosedur operasi standar.
E. CEK KEMAMPUAN
Isilah cek list (V) seperti pada tabel dibawah ini dengan sikap jujur dan dapat dipertanggung jawabkan untuk mengetahui kemampuan awal yang telah anda miliki.
Saya sudah dapat melakukan pekerjaan ini dengan
kompeten
Sub kompetensi Pernyataan
Ya Tidak
Bila Jawaban “Ya” Kerjakan
Mengetahui cara dan dapat memisahkan benda tuang dari cetakan
1. Mengdentifikasi sisa bahan yang harus
dibuang Dapat melakukan pemeriksaan kesesuaian benda tuang/ tempa.
Mengetahui metoda pembersihan yang sesuai spesifikasi.
2. Memilih perkakas dan peralatan yang benar
Mengetahui cara memilih alat perkakas tangan sesuai kebutuhan.
3. Membuang sisa bahan Dapat membuang sisa logam dengan menggu-nakan metoda yang benar.
BAB II
PEMELAJARAN
A. RENCANA BELAJARRencanakanlah setiap kegiatan belajar anda dengan mengisi tabel di bawah ini dan mintalah bukti belajar guru jika telah selesai mempelajari setiap kegiatan belajar.
Jenis kegiatan Tanggal Waktu Tempat belajar perubahan Alasan Td tgn guru
Pemisahan benda tuang dari cetakan. Proses pembersihan benda tuang. Identifikasi dan pemeriksaan benda tuang. Pemilihan perkakas mesin/ tangan untuk pemisahan logam sisa. Pembuangan sisa bahan logam sesuai prosedur operasi
B. KEGIATAN BELAJAR 1. Kegiatan Belajar 1
Pemisahan Benda Tuang dari Cetakan
a. Tujuan Kegiatan Pemelajaran 1
1. Siswa dapat memahami cara memisahkan benda tuang dari cetakan dan/atau bahan pasir dari benda tuang.
2. Siswa dapat memisahkan benda tuang dari cetakan dan/atau bahan pasir dari benda tuang.
b. Uraian Materi 1
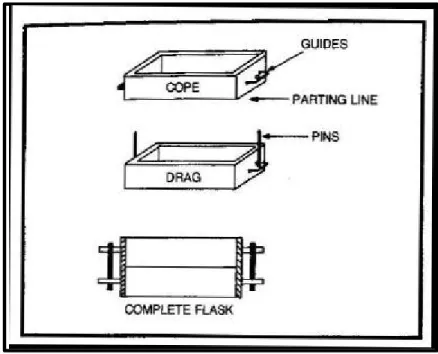
Pasir cetak digunakan pada logam cor dengan dibentuk pada bingkai kayu yang disebut cetakan. Pada aplikasi sering digunakan 2 buah cetakan kayu yang dipakai bersamaan dan diikat dengan pin . Kedua cetakan di pisahkan proses persiapan cetakan dan kemudian diletakkan menjadi kesatuan untuk membentuk logam cor yang sesuai dengan bentuk cetakan yang diharapkan. Cetakan secara umum terdiri dari 2 buah bingkai kayu, dengan bingkai bagian atas disebut cope dan bagian bawah disebut drag (gambar 1). Kedua bingkai di ikat oleh pin. Pin pengikat terdiri dari beberapa tipe antara lain tipe lingkaran (round), half round, double round,vee shaped, dan triple vee shaped.
Pekerjaan pembersihan adalah pengerjaan lanjut dari pengecoran dimana tuangan pada akhirnya harus bebas dari pasir cetakan, sistem penuangan dan penambah, sirip tuangan dan bagian lain yang tidak dikehendaki. Proses pembersihan ini meliputi beberapa pekerjaan antara lain pembongkaran, penyemprotan dan penyelesaian.
Proses pembongkaran merupakan proses pengambilan coran dari pasir cetak dan cetakan. Proses ini tergantung pada macam dan cara pembuatan cetakan, antara lain :
1. Memakai drag dengan rusuk
Tipe pengecoran drag dan cope dengan memakai rusuk banyak digunakan. Rusuk-rusuk di hubungkan membentuk persegi empat atau bujur sangkar dan diikat dengan pin-pin. Tujuan memakai rusuk ini jika pengecoran sudah selesai, pembongkaran lebih mudah dilakukan.
Sebelum dilakukan pembongkaran dan pemisahan coran, antara kup dan drag harus dipisahkan dulu dengan membuka pin pengikat kup dan drag. Kup diangkat, bila coran terangkat bersamaan kup, rusuk-rusuk pada bingkai di lepas dan dibawa ke mesin pembongkar atau dipukul sehingga pasir yang melekat pada coran dan kup terlepas. Bila coran ditinggal didalam drag, kup diangkat dan coran langsung diangkat keluar atau dengan membalik drag atau membuka rusuk-rusuk bingkai drag.
2. Memakai drag tanpa rusuk
Tipe ini digunakan pengecoran benda-benda tertentu. Metode pembongkaran drag dan cope lebih sederhana, namun kemungkinan bingkai menjadi rusak lebih besar dari tipe rusuk. Untuk memisahkan benda coran, tanpa terlebih dahulu memisahkan kup dan drag, cetakan dan coran bisa langsung didorong bersama pasir diatas mesin pembongkar, atau bisa dipisahkan cope dan drag kemudian dipisahkan pasirnya dengan dipukul atau dengan mesin pembongkar.
3. Tidak memakai rangka cetak
Rangka cetak tidak harus dipakai pada proses pengecoran logam. Rangka cetak dapat digantikan bila menggunakan mesin cetak dan mesin inti. Bila pengecoran dilakukan tanpa rangka cetak, penyingkiran pasir dilakukan langsung dengan meletakkan coran dan cetakan diatas mesin pembongkar.
Gambar 1. Dasar pemasangan cetakan logam coran
Pembongkaran adalah pekerjaan pembebasan tuangan dari cetakannya terutama pasir cetak. Alat-alat yang digunakan sebagai pembongkar biasanya tipe penggetar yang dipakai untuk menggantikan cara lama dengan membebaskan tuangan dari pasir cetak dilakukan pemukulan pada rangka cetaknya.
1. Tipe penggetar tempel
Tipe ini alat hanya sekedar ditempel pada rangka cetak kemudian bergetar secaraelektrik maupun hidrolik.
Gambar 2. Penggetar tempel
Karena getaran alat, pasir akan rontok. Penggetar ini hanya digunakan untuk cetakan pasir dengan pengikat bentonit.
2. Tipe meja penggetar
Meja penggetar bekerja lebih praktis dari penggetar tempel, dimana cetakan hanya diletakkan diatasnya dan digetarkan. Pasir akan rontok, menembus lubang pada lantai penggetar dan dengan ban berjalan dikirim kembali kemesin pendaur ulang. Gerak penggetar dihasilkan dari motor listrik.
c. Rangkuman 1
? Cetakan logam coran biasanya memakai bingkai kayu yang terdiri dari bagian atas disebut cope dan bagian bawah disebut drag. ? Sebelum dilakukan pembongkaran dan pemisahan coran, antara
kup dan drag harus dipisahkan dulu dengan membuka pin.
? Pin yang digunakan sebagai pengikat sampai tidak goyah, untuk menghindari rongga-rongga yang menghasilkan kerusakan.
d. Tugas 1
1. Laksanakan pemisahan benda coran dari cetakan sesuai langkah kerja yang telah ditentukan.
2. Amati apakah benda coran perlu dilakukan pembersihan dari pasir cetak setelah proses pemisahan, jelaskan.
e. Tes Formatif 1
1. Sebutkan bagian bagian dari cetakan logam coran dan fungsinya? 2. Jelaskan cara membuka cetakan coran dengan cetakan memakai
cetakan rusuk !
f. Kunci Jawaban Tes Formatif 1
Lihat pada BAB III
g. Lembar Kerja 1
Alat dan Bahan :
Cetakan kup dan drag
benda coran (didalam cetakan) Alat penjepit benda coran
Mesin pembongkar atau alat pemukul.
Kesehatan dan Keselamatan Kerja
1. Gunakan pakaian praktik !
2. Ikuti prosedur percobaan dengan benar, konsultasikan rencana kerja anda pada instruktur !
3. Hindarkan penggunaan alat diluar fungsinya !
4. Tempatkan semua peralatan pada kondisi yang aman !
Langkah Kerja :
1. Siapkan peralatan yang diperlukan !
2. Siapkan benda coran yang masih melekat pada cetakan !
3. Bukalah pin-pin pengikat, kemudian angkatlah cetakan bagian atas (kup) dari pasangannya !
5. Bila coran terangkat pada kup, lepaskan bingkai dan pukul pasir cetak yang mengeras dengan hati-hati ! Pastikan pasir terlepas dari benda coran !
6. Bila coran ditinggal didalam drag, angkat coran langsung atau balikkan drag sampai coran terlepas !
Latihan :
Dari benda coran yang masih berada dalam cetakan lakukan pemisahan benda tuang dari cetakan dan pasir cetak sesuai langkah kerja yang telah ditentukan .
Latihan :
Dari benda coran yang masih berada dalam cetakan lakukan pemisahan benda tuang dari cetakan dan pasir cetak sesuai langkah kerja yang telah ditentukan .
Lembar Kerja Pemisahan benda tuang
Bahan benda tuang : Komposisi bahan : Jenis cetakan :
No Tindakan Alat Cara Penggunaan Alat Hasil
1 2 3 4 5 6
2. Kegiatan Belajar 2
Proses Pembersihan Benda Tuang
a. Tujuan Kegiatan Pemelajaran 2
1. Siswa dapat memahami metoda pembersihan benda coran yang sesuai menurut prosedur operasi standar.
2. Siswa dapat melaksanakan pembersihan benda coran yang sesuai menurut prosedur operasi standar.
b. Uraian Materi 2
Setelah proses pengecoran selesai, pasir harus disingkirkan dari rangka cetakan dan dari coran, kemudian saluran turun, saluran masuk dipisahkan dari coran dan akhirnya sirip-sirip dipangkas serta permukaan coran dibersihkan.
Penyingkiran pasir dan pembersihan permukaan coran dapat dilakukan dengan 3 cara. Cara pertama dengan cara manual memakai sikat baja dan pemukul. Pemakaian dengan menyikat permukaan coran sampai pasir yang menempel pada permukaan hilang. Cara ini sederhana dilakukan namun hasilnya kurang bersih dan untuk skala besar kurang efektif.
Cara kedua dilakukan dengan alat semprotan air. Penyemprot ini dibuat untuk membersihkan tuangan berukuran besar, tekanan air yang disemprotkan antara 60 bar sampai 600 bar. Dengan tekanan air sebesar ini inti yang keras akan mudah disingkirkan.
Prosedur penyemprotan dengan air adalah sbb: (1) coran diletakkan di atas meja putar dalam ruang tertutup atau kabinet, (2) pengaturan dilakukan dari luar kabinet sambil melihat melalui lobang, (3) pasir dibersihkan dengan penyemprotan air, dengan senapan penyemprot. Penyemprot dapat digerakkan secara tegak dan
mendatar sementara tempat operasi bergerak, demikian juga sudut senapan dapat diatur bebas sehingga pasir bagian luar dan dalam dapat disingkirkan. Keuntungan peralatan ini adalah tidak menimbulkan debu. Tetapi sebaliknya memiliki kelemahan yaitu memerlukan peralatan penampungan air kotor dan untuk mengumpulkan pasir kering.
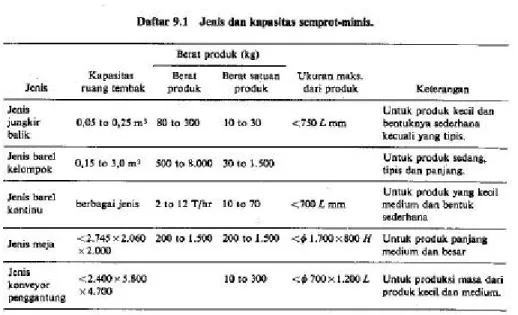
Cara ketiga adalah penyingkiran pasir dan pembersihan permukaan coran dengan penyemprotan mimis dilakukan dengan menembakkan mimis baja pada coran yang telah diletakkan pada meja putar atau dalam kabinet. Dengan mengatur tembakan yang lebih lama maka permukaan coran akan dibersihkan. Kapasitas pembersihan coran dari penyemprot mimis, ditentukan oleh jenis penyemprot mimis, ukuran coran dan sebagainya yang ditunjukkan dalam Tabel 1.
Dari beberapa teknik penyemprotan mimis, selain dengan semburan udara bertekanan juga digunakan roda pelempar untuk menghempaskan mimis pada coran. Dengan roda pelempar dapat dicapai kecepatan mimis 70 m/dt – 85 m/dt. Sedangkan dengan udara bertekanan antara 130 m/dt – 150 m/dt. Karena konstruksi yang lebih sederhana, roda pelempar ini yang lebih banyak dipakai. Prinsip kerja roda berputar dapat dilihat pada gambar 3.
Gambar 3. Roda pelempar mimis
Keterangan :
Mimis (1) keluar melalui roda pembagi (2) dan menembus ring masuk (3) menuju sirip pelempar (4).
Gambar 4. Bentuk logam coran : a) sebelum penyemprotan mimis, b) setelah penyemprotan mimis
Tabel 1. Jenis dan kapasitas semprot mimis
Pada gambar 4 dapat dibandingkan antara coran yang baru dibongkar dari cetakan (gambar a) dan coran setelah penembakan dengan mimis baja.
Menurut besar kecilnya tuangan yang akan disemprot, mesin penyemprot mimis dibagi menjadi beberapa jenis :
1. Mesin semprot berputar (jenis jungkir balik), untuk benda coran kecil.
2. Mesin semprot berayun 1200 (jenis barel kelompok) untuk benda coran berukuran sedang.
3. Mesin ban berputar (jenis barel kontinu), untuk benda coran kecil sampai dengan besar
4. Ruang semprot dengan rel penggantung (jenis konveyor penggantung) ,untuk benda coran ukuran sedang sampai besar
5. Ruang semprot dengan meja berputar (jenis meja), untuk tuangan besar
c. Rangkuman 2
? Metode pembersihan benda coran ada 3 antara lain : cara manual, cara penyemprotan air, dan cara penyemprotan mimis baja.
? Cara penyemprotan dengan air memiliki keuntungan bebas debu dan efektivitas cukup tinggi.
? Cara penyemprotan mimis disesuaikan dengan ukuran dan bentuk produk serta jumlah produksi coran.
d. Tugas 2
Laksanakan proses pembersihan benda coran dari cetakan sesuai langkah kerja yang telah ditentukan, dan amati apakah benda coran sudah bersih.
e. Tes Formatif 2
1. Sebutkan 3 cara untuk penyingkiran pasir dan pembersihan permukaan coran !
2. Untuk jenis produk coran yang kecil dan bentuk sederhana, tentukan jenis semprotan mimis yang sesuai !
f. Kunci Jawaban Tes Formatif 2
Lihat pada BAB III
g. Lembar Kerja 2 Alat dan Bahan :
Sikat baja dan palu
Penyemprot air atau penyemprot mimis (bila ada) Benda coran yang sudah terpisah dari pasir cetak
Kesehatan dan Keselamatan Kerja
1. Gunakan pakaian praktik !
2. Ikuti prosedur percobaan dengan benar, konsultasikan rencana kerja anda pada instruktur !
3. Hindarkan penggunaan alat diluar fungsinya !
4. Tempatkan semua peralatan pada kondisi yang aman !
Langkah Kerja :
3. Bila ada peralatan penyemprot air atau penyemprot mimis, lakukan sesuai prosedur di uraian teori !
4. Bila adanya sikat baja, sikatlah benda coran sampai pasir hilang ! 5. Bila sulit dihilangkan, padukan dengan mencelupkan kedalam air
dan dipukul, kemudian dibersihkan lagi dengan sikat !
6. Kumpulkan pasir sisa dari cetakan, yang nantinya digunakan lagi untuk pembuatan cetakan berikutnya !
Latihan :
Dari benda coran yang sudah dilakukan pemisahan benda tuang dari cetakan dan pasir cetak, lakukan pembersihan benda tuang dengan alat yang tersedia dan langkah kerja yang telah ditentukan .
Lembar Kerja Pembersihan Benda Tuang
Bahan benda tuang : Komposisi bahan : Jenis cetakan :
No Tindakan Alat Cara Penggunaan Alat Hasil
1
2
3
4
3. Kegiatan Belajar 3
Identifikasi dan Pemeriksaan Benda Tuang
a. Tujuan Kegiatan Pemelajaran 3
1. Siswa dapat melakukan pemeriksaan kesesuaian benda tuang secara visual.
2. Siswa dapat mengetahui langkah-langkah pemeriksaan benda tuang menurut prosedur SOP.
b. Uraian Materi 3
Setelah benda coran dipisahkan dari pasir cetak, langkah berikutnya adalah memeriksa hasil coran. Pemeriksaan coran mempunyai tujuan-tujuan sebagai berikut :
1. Memelihara kualitas, kualitas dan baiknya produk coran harus dijamin dengan jalan memisahkan produk yang gagal.
2. Penekanan biaya dengan mengetahui lebih dulu produk yang cacat.
3. Penyempurnaan teknik, menurut data yang didapat dari pemeriksaan dan percobaan,menyisihkan produk yang cacat dapat dilakukan lebih awal dan selanjutnya tingkat kualitas dapat dipelihara dengan memeriksa data tersebut secara kolektif sehingga kualitas dan teknik pembuatan dapat disempurnakan.
Pemeriksaan coran hasil coran biasanya digolongkan dan dilaksanakan sebagai berikut :
1. Pemeriksaan rupa (Visual), dalam pemeriksaan ini yang diteliti adalah: ketidak teraturan, inklusi, retakan dan sebagainya yang terdapat pada permukaan, demikian juga pada setiap produk diteliti produk yang tidak memenuhi ukuran.
2. Pemeriksaan cacat dalam (pemeriksaan tak merusak) seperti : rongga udara, rongga penyusutan, inklusi, retakan, dsb yang ada pada produk coran tanpa mematahkannya.
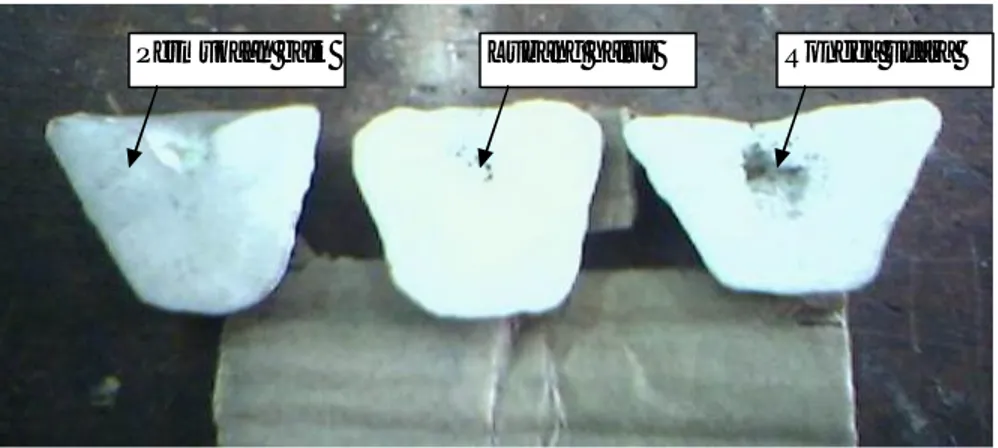
3. Pemeriksaan bahan, pemeriksaan ini meneliti ketidakteraturan bahan. Demikian juga dengan komponen, struktur mikro dan sifat mekanis di periksa sesuai cara pengujian yang telah ditetapkan. 4. Pemeriksaan dengan merusak, dilakukan dengan cara
mematahkan atau memotong produk coran untuk memastikan kualitas produk, hal ini terutama penting sebagai cara pemeriksaan pemeriksaan tak langsung yang dilakukan bersama pemeriksaan 1) sampai 3).
Gambar 5. Pemeriksaan benda tuang dengan pemotongan untuk memastikan kualitas produk
Pada tahapan ini yaitu tahap pemeriksaan terhadap benda coran sebelum dilakukan proses permesinan, hanya dilakukan pemeriksaan rupa/ visual yang dimaksudkan untuk meneliti cacat yang terjadi pada permukaan produk dan pemeriksaan ukuran. Pemeriksaan ini dilakukan dengan penglihatan, tetapi bila perlu diperiksa dengan pukulan palu untuk lebih meyakinkan. Dibawah ini
Lubang halus
dengan demikian jelas bahwa bagian tersebut harus diperiksa dengan teliti.
1. Setelah penuangan, gas dan pecahan cetakan mudah bergerak kearah kup, karena itu rongga udara dan inklusi biasa terjadi disana. Tekanan statis dari logam cair dari permukaan kup lebih kecil dibandingkan dengan tekanan pada permukaan drag, sehingga deformasi dan rongga penyusutan mudah terjadi disana. 2. Dibagian drag, pengaruh penambahan lebih besar dari pada di
bagian kup,oleh karena itu penetrasi logam dan permukaan kasar mudah sekali terjadi disana.
3. Ditempat dimana terjadi perubahan tebal irisan yang menyolok umpamanya dibagian fillet, dibagian saluran masuk, terjadi pemusatan konsentrasi logam cair, oleh karena itu rongga penyusutan terjadi dibagian tersebut. Penetrasi logam mudah terjadi dibagian tersebut. Penetrasi logam mudah terjadi pada bagian fillet, dan tersapunya atau terpotongnya cetakan mudah terjadi disebabkan banyaknya aliran logam cair yang mengalir dibagian saluran masuk.
4. Pada bagian irisan tipis yang mempergunakan penyangga penggabungan logam penyangga mungkin tidak cukup baik sehingga di sekitar penyangga terdapat rongga-rongga.
5. Dalam hal penggunaan inti yang rumit, inti tidak dapat disingkirkan seluruhnya dari dalam coran.
c. Rangkuman 3
? Pemeriksaan hasil coran dimaksudkan untuk menjaga kualitas, kualitas produk coran harus dijamin dengan jalan memisahkan produk yang gagal.
? Pemeriksaan terhadap benda coran sebelum dilakukan proses permesinan, hanya dilakukan pemeriksaan rupa/visual yang dimaksudkan untuk meneliti cacat pada permukaan produk.
? Ada bagian produk dimana cacat-cacat mudah terjadi, maka bagian tersebut harus diperiksa dengan teliti.
d. Tugas 3
Lakukan pemeriksaan visual pada benda cor hasil pemisahan di kegiatan belajar-2. Teliti apakah benda coran terdapat retakan dan inklusi. Ukur dimensi bagian-bagian coran, bandingkan dengan ukuran pada gambar kerja.
e. Tes Formatif 3
1. Sebutkan 3 tujuan dilaksanakan pemeriksaan hasil coran !
2. Pada pemeriksaan rupa/visual, bagaimana prosedur pemeriksaannya dan faktor apa saja yang diperiksa !
3. Sebutkan 4 bagian pada produk coran dimana cacat-cacat mudah terjadi !
f. Kunci Jawaban Tes Formatif 3
Lihat pada BAB III
g. Lembar Kerja 3 Alat dan Bahan :
1. Alat kaca pembesar.
2. Benda coran, sebagai bahan yang diperiksa.
Kesehatan dan Keselamatan Kerja
1. Gunakan pakaian praktik !
3. Hindarkan penggunaan alat diluar fungsinya !
4. Tempatkan semua peralatan pada kondisi yang aman !
Langkah Kerja :
1. Siapkan peralatan yang diperlukan !
2. Siapkan benda coran yang telah dibersihkan dari pasir ! 3. Amati setiap bagian permukaan dari benda coran !
4. Lakukan pemukulan dengan palu secara hati-hati untuk lebih meyakinkan bila terdapat cacat atau retak.
5. Lakukan pengamatan lebih teliti pada daerah-daerah rawan seperti daerah permukaan drag, fillet, saluran masuk, dan daerah irisan tipis !
Latihan :
Dari benda coran yang telah bersih dari pasir cetak, lakukan langkah pemeriksaan secara visual sesuai langkah kerja yang telah ditentukan .
Lembar Kerja Pemeriksaan Benda Tuang
Bahan benda tuang : Komposisi bahan : Jenis cetakan :
No Tindakan Alat Cara Penggunaan Alat Hasil
1
2
3
4
4. Kegiatan Belajar 4
Pemilihan Perkakas Mesin/Tangan untuk Pemisahan Logam Sisa.
a. Tujuan Kegiatan Pemelajaran 4
Setelah kegiatan ini dilaksanakan, siswa dapat memilih dan menggunakan perkakas tangan sesuai kebutuhan dan sesuai prosedur operasi standar.
b. Uraian Materi 4
Untuk mendapatkan hasil yang diinginkan pada benda coran yang dipotong sesuai prosedur kerja, maka siswa harus memiliki pengetahuan dan ketrampilan dalam menggunakan alat perkakas seperti palu pemahat, gerinda, pencukil busur listrik.
Cara-cara dibawah ini dipergunakan untuk memotong dan memisahkan saluran turun dan penambah sesuai ukuran, kualitas dan rencana pengecoran : pematahan, pemotongan dengan gas, pemotongan dengan busur listrik dan pemotongan secara mekanik. Cara pematahan biasa dilakukan pada besi cor, yaitu dengan membenturkan bersamaan dengan penyingkiran pasir. Cara pemotongan dengan busur listrik juga banyak dilakukan pada besi cor. Pemotongan dengan mekanis lebih menjadi pilihan karena tidak mengakibatkan terjadinya panas yang mempengaruhi perubahan bentuk atau mengakibatkan retak, dan memungkinkan lebar pemotongan yang sempit.
Palu pemahat banyak dipakai untuk keperluan memotong bagian dari sirip, saluran turun dan penambah. Akan tetapi alat ini menimbulkan bising dan menyebabkan pekerja cepat letih. Karena itu alat ini kemudian diganti dengan alat lain.
Pekerjaan pertama penyingkiran adalah pemukulan dengan palu. Pemukulan ini dilakukan pada saat tuangan selesai dibongkar (sebelum disemprot) terutama untuk besi tuang kelabu bergrafit serpih dan besi tuang putih. Namun untuk besi tuang kelabu bergrafit bulat, baja tuang dan aluminium tuang pemukulan tidak mungkin dilakukan (karena coran itu liat), sehingga pekerjaan penyingkiran harus dibantu dengan mesin potong ataupun api pemotong otogen.
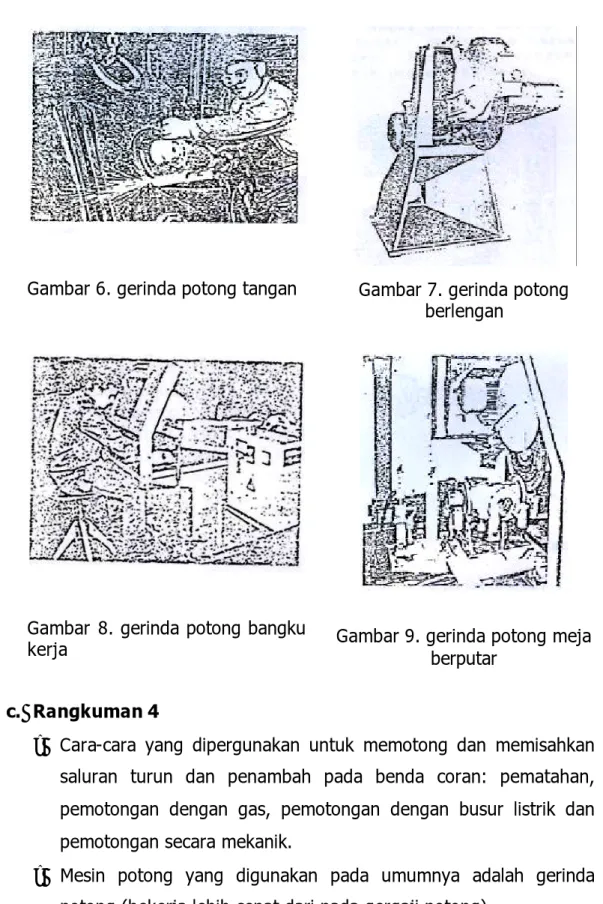
Mesin potong yang digunakan pada umumnya adalah gerinda potong (bekerja lebih cepat dari pada gergaji potong). Berikut ini adalah beberapa gerinda potong yang dirancang untuk pekerjaan penyingkiran antara lain : a) gerinda potong tangan, b) gerinda potong berlengan, c) gerinda potong pada bangku kerja, d) gerinda potong dengan meja berputar.
Pemotongan dengan gerinda potong terbatas pada benda-benda berukuran kecil sampai sedang, sedang ukuran besar pemotongan harus dilakukan dengan bantuan api otogen. Pemotongan dengan api ini terutama dilakukan di pabrik pengecoran baja. Cara pemotongannya tidak berbeda dengan pemotongan las biasa, dimana api gas asetilen dihentikan, tinggal oksigen dengan tekanan tinggi dihembuskan. Pada suhi ini (8500 C) oksigen bereaksi
Gambar 6. gerinda potong tangan Gambar 7. gerinda potong berlengan
Gambar 8. gerinda potong bangku
kerja Gambar 9. gerinda potong meja berputar
c. Rangkuman 4
? Cara-cara yang dipergunakan untuk memotong dan memisahkan saluran turun dan penambah pada benda coran: pematahan, pemotongan dengan gas, pemotongan dengan busur listrik dan pemotongan secara mekanik.
? Mesin potong yang digunakan pada umumnya adalah gerinda potong (bekerja lebih cepat dari pada gergaji potong).
? Pemotongan dengan gerinda potong terbatas pada benda-benda berukuran kecil sampai sedang, sedang ukuran besar pemotongan harus dilakukan dengan bantuan api otogen.
d. Tugas 4
Lakukan pemilihan perkakas tangan untuk pekerjaan pemotongan, sesuaikan dengan pekerjaan yang akan di lakukan.
e. Tes Formatif 4
1) Sebutkan 4 cara yang dipergunakan untuk memotong dan memisahkan saluran turun dan penambah pada benda coran ! 2) Mengapa cara pemotongan dengan mekanis lebih dipilih
dibandingkan cara pemotongan lainnya ?
3) Sebutkan 4 jenis gerinda potong yang dirancang untuk keperluan memotong bagian dari sirip, saluran turun dan penambah !
f. Kunci Jawaban Tes Formatif 4
Lihat pada BAB III
g. Lembar Kerja 4 Alat dan Bahan :
1. Palu pemukul.
2. Gerinda potong, jenis menyesuaikan benda coran. 3. Benda coran, sebagai bahan yang dikerjakan.
Kesehatan dan Keselamatan Kerja
1. Gunakan pakaian praktik !
3. Hindarkan penggunaan alat diluar fungsinya !
4. Tempatkan semua peralatan pada kondisi yang aman !
Langkah Kerja :
1. Siapkan peralatan yang diperlukan !
2. Siapkan benda coran yang akan dilakukan pemotongan ! 3. Jepitkan benda kerja pada tanggem, usahakan tidak merusak
permukaan benda coran !
4. Lakukan pemukulan dengan palu secara hati-hati pada bagian-bagian yang mudah dipatahkan !
5. Lakukan pemotongan terutama daerah sirip-sirip, saluran turun maupun saluran tambah pada bagian pangkal dekat benda coran ! 6. Teliti kembali benda coran, pastikan pemotongan tidak
Latihan :
Dari benda coran yang sudah dilakukan pemeriksaan secara visual, lakukan langkah pemilihan dan penggunaan perkakas tangan untuk memisahkan logam sisa dari benda tuang sesuai langkah kerja yang telah ditentukan !
Lembar Kerja
Pemilihan Perkakas Tangan untuk Pemisahan Logam Sisa
Bahan benda tuang : Komposisi bahan : Jenis cetakan :
No Tindakan Alat Cara Penggunaan Alat Hasil
1 2 3 4 5 6
5. Kegiatan Belajar 5
Pembuangan Sisa Bahan Logam Sesuai Prosedur Operasi
a. Tujuan Kegiatan Pemelajaran 5
Setelah kegiatan ini dilaksanakan, siswa dapat memahami dan menggunakan metoda pembuangan sisa logam sehingga mampu membuang sisa logam menurut prosedur operasi standar.
b. Uraian Materi 5
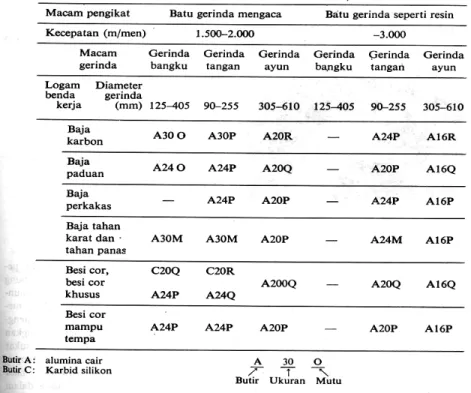
Penggerindaan biasanya dipakai pada coran bagian luar, sirip-sirip, bagian yang tak terpakai dan yang terbakar. Ada beberapa macam gerinda yang dipakai yaitu : gerinda tangan, gerinda ayun, gerinda bangku dan mesin gerinda otomatik. Gerinda-gerinda tersebut dipakai disesuaikan dengan bentuk coran serta jenis dan banyaknya pekerjaan. Batu gerinda dipakai menurut kualitas bahan dari coran dan macam batu gerinda ditunjukkan pada tabel 2.
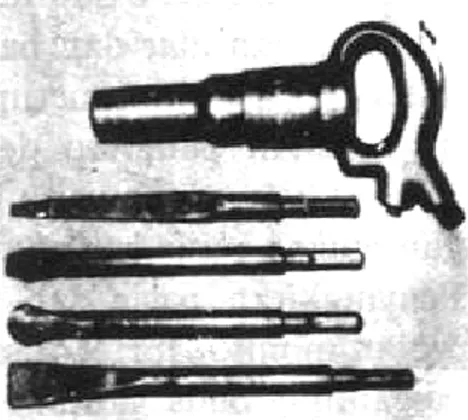
Gerinda tangan kecil digunakan untuk penyingkiran sirip tuang bagian dalam maupun penetrasi pasir/ logam. Umumnya gerinda tangan kecil dipakai untuk tuangan berukuran kecil. Benda tuang yang ukurannya besar dibersihkan dengan palu pemahat bertekanan udara. Palu pemahat ini lebih awet dibandingkan dengan batu gerinda.
Gambar 10. Palu pemahat dan beberapa mata pahat.
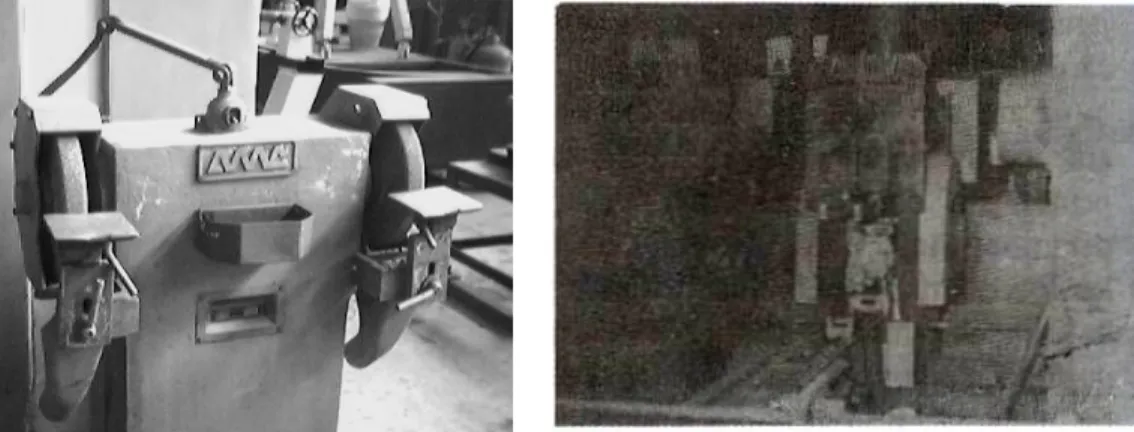
Bagian luar tuangan terutama untuk tuangan besar dibersihkan dengan mesin gerinda tangan jenis radial, maupun vertikal. Jenis lain dari gerinda tangan vertikal adalah mesin ampelas tangan yang digunakan untuk menghaluskan permukaan kasar pada tuangan.
Beberapa mesin gerinda tangan radial jenis lain adalah mesin gerinda ayun yang digunakan untuk membersihkan permukaan luar tuangan berukuran besar dan gerinda bangku untuk membersihkan permukaan luar tuangan berukuran kecil.
Gambar 13. Penyelesaian dengan
gerinda bangku silinder dengan gerinda otomatis Gambar 14. Penyelesaian blok Pada pekerjaan penyelesaian besi cor dipergunakan pencukilan busur listrik atau pencukilan nyala api. Jenis ini adalah jenis yang paling banyak dipakai. Cara kerjanya adalah meniupkan udara pada logam dengan tekanan 5 – 7 kgf/ cm2. Selain udara tekan
dipergunakan juga oksigen untuk meniup, tetapi jenis ini memberikan pengaruh oksidasi yang kuat. Kedua cara tersebut memungkinkan untuk membuang satu lapisan tipis yang tebalnya tetap, dan dekat pada permukaan logam, serta memberi bekas pengerjaan yang halus pada permukaan.
Pencukilan nyala api dapat dipasang pada mesin pemotong gas dan pencungkilan dilakukan dengan memperbesar aliran oksigen pada tekanan yang relatif rendah. Dengan mempergunakan lampu yang mempunyai bentuk tertentu dan dengan mengatur tekanan serta jumlah aliran gas oksigen, memungkinkan untuk bisa membuat alur pada permukaan baja. Lampu pencukil ditunjukkan pada gambar 18.
Gambar 15. Penyelesaian dengan lampu pencukil.
c. Rangkuman 5
1) Penggerindaan biasanya dipakai pada coran bagian luar, macam gerinda yang dipakai yaitu : gerinda tangan, gerinda ayun, gerinda bangku dan mesin gerinda otomatik.
2) Gerinda tangan kecil digunakan untuk penyingkiran sirip tuang untuk tuangan berukuran kecil. Benda tuang yang ukurannya besar dibersihkan dengan palu pemahat bertekanan udara.
3) Pada pekerjaan pencukilan busur listrik atau pencukilan nyala api. memungkinkan untuk membuang satu lapisan tipis yang tebalnya tetap, dan dekat pada permukaan logam, serta memberi bekas pengerjaan yang halus pada permukaan.
d. Tugas 5
1. Lakukan proses pembuangan logam sisa (saluran masuk,saluran bantu, sirip-sirip) dengan perkakas tangan (pahat, gerinda, dsb) dengan pemilihan alat yang sesuai.
2. Telitilah ukuran benda coran setelah dikerjakan perkakas tangan, pastikan masih memenuhi ukuran gambar kerja sebelum proses pengerjaan selanjutnya.
e. Tes Formatif 5
1) Sebutkan 4 macam gerinda yang dipakai pada pengerjaan akhir benda tuang !
2) Bagaimana cara kerja dari alat pencukilan busur listrik atau pencukilan nyala api ?
3) Apa perbedaan mesin gerinda ayun dengan mesin gerinda bangku pada jenis ukuran benda coran ?
f. Kunci Jawaban Tes Formatif 5
Lihat pada BAB III
g. Lembar Kerja 5 Alat dan Bahan :
1. Gerinda untuk pengerjaan akhir, jenis menyesuaikan benda coran. 2. Ampelas
3. Benda coran, sebagai bahan yang diperiksa.
Kesehatan dan Keselamatan Kerja
1. Gunakan pakaian praktik !
2. Ikuti prosedur percobaan dengan benar, konsultasikan rencana kerja anda pada instruktur !
3. Hindarkan penggunaan alat diluar fungsinya !
4. Tempatkan semua peralatan pada kondisi yang aman !
Langkah Kerja :
1. Siapkan peralatan yang diperlukan !
2. Siapkan benda coran yang akan dilakukan haluskan !
3. Jepitkan benda kerja pada tanggem, usahakan tidak merusak permukaan benda coran !
4. Lakukan penggerindaan pada bagian bekas pemotongan terlebih dahulu !
5. Selanjutnya lakukan juga penggerindaan pada daerah yang nantinya tidak mendapat perlakuan permesinan.
6. Pastikan daerah yang tidak mendapat perlakuan permesinan masih memenuhi ukuran yang diharapkan !
7. Amplaslah daerah yang digerinda sehingga permukaan yang dihasilkan lebih halus !
Latihan :
Dari benda coran yang sudah dilakukan pemisahan logam sisa dari benda tuang, lakukan langkah terakhir yaitu pembuangan sisa logam sesuai langkah kerja yang telah ditentukan !
Lembar Kerja Pembuangan Sisa Logam
Bahan benda tuang : Komposisi bahan : Jenis cetakan :
No Tindakan Alat Cara Penggunaan Alat Hasil
1 2 3 4 5 6
BAB III
EVALUASI
A. PERTANYAAN
1. Sebutkan bagian bagian dari cetakan logam coran dan fungsinya? 2. Jelaskan cara membuka cetakan coran dengan cetakan memakai
cetakan rusuk !
3. Sebutkan 3 cara untuk penyingkiran pasir dan pembersihan permukaan coran !
4. Untuk jenis produk coran yang kecil dan bentuk sederhana, tentukan jenis semprotan mimis yang sesuai !
5. Sebutkan 3 tujuan dilaksanakan pemeriksaan hasil coran !
6. Pada pemeriksaan rupa/ visual, bagaimana prosedur pemeriksaannya dan faktor apa saja yang diperiksa !
7. Sebutkan 4 bagian pada produk coran dimana cacat-cacat mudah terjadi !
8. Sebutkan 4 cara yang dipergunakan untuk memotong dan memisahkan saluran turun dan penambah pada benda coran ! 9. Mengapa cara pemotongan dengan mekanis lebih dipilih
dibandingkan cara pemotongan lainnya ?
10. Sebutkan 4 jenis gerinda potong yang dirancang untuk keperluan memotong bagian dari sirip, saluran turun dan penambah !
11. Sebutkan 4 macam gerinda yang dipakai pada pengerjaan akhir benda tuang !
12. Bagaimana cara kerja dari alat pencukilan busur listrik atau pencukilan nyala api ?
13. Apa perbedaan mesin gerinda ayun dengan mesin gerinda bangku pada jenis ukuran benda coran ?
B. KUNCI JAWABAN
1. Bagian-bagian pada cetakan logam coran antara lain :
a. Cope dan drag (cetakan dari kayu) yang bisa terdiri dari rusuk-rusuk yang dapat dilepas, berfungs tempat cetakan yang didalamnya berisi pasir cetak.
b. Pasir cetak yang telah dipadatkan, berfungsi sebagai tempat mencetak logam cor, dimana besi cor cair dituangkan kedalam cetakan pasir ini.
c. Pin pengikat berfungsi mengikat antara cope dan drag agar tidak bergeser, sehingga bentuk coran sesuai dengan yang diharapkan.
2. Cara membuka cetakan coran melalui langkah-langkah sebagai berikut :
a. Sebelum dilakukan pembongkaran dan pemisahan coran, antara kup dan drag harus dipisahkan dulu dengan membuka pin pengikat kub dan drag.
b. Kup diangkat, bila coran terangkat bersamaan kup, rusuk-rusuk pada bingkai di lepas dan dibawa ke mesin pembongkar atau dipukul sehingga pasir yang melekat pada coran dan kup terlepas.
c. Bila coran ditinggal didalam drag, kup diangkat dan coran langsung diangkat keluar atau dengan membalik drag atau membuka rusuk-rusuk bingkai drag.
3. Cara untuk penyingkiran pasir dan pembersihan permukaan coran : ? Cara manual dengan menyikat permukaan coran sampai pasir
hilang dari coran.
? Cara penyemprotan air, dilakukan pada ruang tertutup dengan tekanan air yang tinggi ± 150 kg/ cm2 .
? Cara penyemprotan mimis, dengan mimis baja yang disesuaikan dengan bentuk, ukuran coran dan kapasitas produksi.
4. Untuk jenis produk coran yang kecil dan bentuk sederhana, jenis semprotan mimis yang sesuai ada 2 yaitu : 1) jenis jungkir balik kapasitas ruang maks 0,25 m3, 2) jenis barel kontinue ukuran kecil
atau sedang.
5. Tujuan pemeriksaan hasil coran sebagai berikut :
a. Memelihara kualitas produk coran dengan jalan memisahkan produk yang gagal.
b. Penekanan biaya dengan mengetahui lebih dulu produk cacat. c. Penyempurnaan teknik, dengan menyisihkan produk yang cacat
tingkat kualitas dapat dipelihara sehingga kualitas dan teknik pembuatan dapat disempurnakan.
6. Prosedur pemeriksaan visual sebagai berikut :
Pemeriksaan visual yang dimaksudkan untuk meneliti cacat yang pada permukaan produk. Pemeriksaan ini dilakukan dengan penglihatan, tetapi bila perlu diperiksa dengan pukulan palu untuk lebih meyakinkan. Pada bagian-bagian produk dimana cacat-cacat mudah terjadi, maka bagian tersebut harus diperiksa dengan teliti. Faktor yang diperiksa pada memeriksaan visual antara lain : ketidak teraturan, inklusi, retakan dan sebagainya yang terdapat pada permukaan.
7. Bagian-bagian coran yang mudah terjadi cacat-cacat antara lain: permukaan drag, fillet, saluran masuk, dan daerah irisan tipis.
8. Cara yang dipergunakan untuk memotong dan memisahkan saluran turun dan penambah pada benda coran yaitu : pematahan, pemotongan dengan gas, pemotongan dengan busur listrik dan pemotongan secara mekanik.
9. Pemotongan dengan mekanis lebih menjadi pilihan karena tidak mengakibatkan terjadinya panas yang mempengaruhi perubahan bentuk atau mengakibatkan retak, dan memungkinkan lebar pemotongan yang sempit.
10. Gerinda potong yang dirancang untuk memotong bagian dari sirip, saluran turun dan penambah antara lain : a) gerinda potong tangan, b) gerinda potong berlengan, c) gerinda potong pada bangku kerja, d) gerinda potong dengan meja berputar.
11. Gerinda yang dipakai pada pengerjaan akhir benda tuang yaitu : gerinda tangan, gerinda ayun, gerinda bangku dan mesin gerinda otomatik.
12. Cara kerja pencukilan busur listrik adalah meniupkan udara pada logam dengan tekanan 5 – 7 kgf/ cm2. Selain udara tekan
dipergunakan juga oksigen untuk meniup. Cara tersebut memungkinkan untuk membuang satu lapisan tipis yang tebalnya tetap.
13. Mesin gerinda ayun yang digunakan untuk membersihkan permukaan luar tuangan berukuran besar dan gerinda bangku untuk membersihkan permukaan luar tuangan berukuran kecil.
C. KRITERIA KELULUSAN
TEORI
No Tipe pertanyaan Jumlah soal Skor
1 Uraian singkat 13 100 Jumlah
PRAKTEK
No Uraian Jumlah item Bobot
1 Langkah kerja 40 2 Ketepatan kerja 40
3 Waktu 20
Jumlah 100
Nilai Akhir = 0,3 Nilai Teori + 0,7 Nilai Praktek Syarat Lulus Skor Minimum 70
Kategori Kelulusan :
70 – 79 : Memenuhi kriteria minimal. Dapat bekerja dengan bimbingan. 80 – 89 : Memenuhi kriteria minimal. Dapat bekerja tanpa bimbingan. 90 – 100 : Di atas kriteria minimal. Dapat bekerja tanpa bimbingan.
BAB IV
PENUTUP
Peserta diklat yang telah mencapai syarat kelulusan minimal dapat melanjutkan ke modul selanjutnya. Sebaliknya apabila peserta diklat dinyatakan tidak lulus, maka perserta diklat harus mengulang modul ini dan tidak diperkenankan untuk mengambil modul selanjutnya.
Jika peserta telah menempuh 18 modul yang berhubungan dengan teknik pengecoran, maka peserta diklat berhak memperoleh sertifikat kompetensi teknik pengecoran.
DAFTAR PUSTAKA
Ammen, C.W., 1979. The Complete Handbook of Sand Casting, Tab Books Inc., United States of America.
Amstead, B.H., Ostwald, Phillip F., dan Begeman, Myron L., 1996.
Teknologi Mekanik, terjemahan oleh Sriati Djaprie, Erlangga,
Jakarta.
Surdia, T., Chijiwa, K.,1976, Teknik Pengecoran Logam. PT. Pradnya Paramita, Jakarta.
Widodo, 1995, Teknik Pengecoran Logam. Politeknik Manufaktur, ITB, Bandung.