ANALISA PENJADWALAN PRODUKSI FLOW SHOP PADA SINTETIC STORE MALANG
SKRIPSI
Diajukan untuk memenuhi persyaratan memperoleh gelar Sarjana Teknik Industri
Disusun oleh :
Nama : Desi Amalia Sawitri NIM : 2113012
PROGRAM STUDI TEKNIK INDUSTRI S-1 FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI NASIONAL MALANG
2025
BAB I PENDAHULUAN 1.1 Latar Belakang
Dalam industri konveksi, sistem produksi yang efisien merupakan faktor kunci untuk menjaga daya saing dan mempertahankan kepuasan pelanggan.
Sistem produksi dalam industri manufaktur mencakup berbagai aktivitas, seperti penjadwalan, proses produksi, pengendalian kualitas (Quality Control), hingga pemeliharaan peralatan. Diantara aktivitas tersebut, penjadwalan produksi memegang peranan penting dalam optimalisasi penggunaan sumber daya dan pemenuhan tenggat waktu pesanan pelanggan. Penjadwalan yang terstruktur dan tepat waktu diharapkan dapat mendukung kelancaran proses produksi sehingga target dapat tercapai. Salah satu pendekatan yang sering diterapkan dalam induksi konveksi adalah sistem produksi flow shop, yang memungkinkan aliran proses produksi berlangsung secara berurutan dan sistematis. Sistem produksi flow shop sering digunakan untuk mengelola aliran produksi secara berurutan, sering kali menjadi pilihan dalam bisnis konveksi karena kemampuannya dalam menghasilkan produk secara massal dengan standar yang konsisten (Nurprihatin et al., 2020).
Salah satu hal penting dalam penjadwalan produksi adalah makespan, yaitu total waktu yang dibutuhkan sejak proses produksi dimulai hingga seluruh pesanan selesai dikerjakan. Makespan menjadi indikator utama dalam menentukan seberapa optimal suatu penjadwalan dalam memanfaatkan waktu produksi yang tersedia (Handayani & Fahmi, 2019). Dalam konteks industri konveksi, nilai makespan yang lebih kecil memungkinkan penyelesaian pesanan dalam waktu yang lebih cepat. Dalam sistem produksi flow shop, makespan digunakan untuk mengevaluasi seberapa tepat urutan kerja yang diterapkan.
Karena proses berlangsung secara berurutan di beberapa stasiun kerja, maka urutan pengerjaan yang tidak sesuai dapat menyebabkan waktu tunggu antar proses yang panjang, dan berujung pada keterlambatan penyelesaian pesanan (Wijayanti et al. 2022). Penjadwalan dengan mempertimbangkan nilai makespan menjadi strategi yang umum diterapkan dalam berbagai penelitian untuk mengatasi permasalahan waktu penyelesaian produksi (Rakhmat et al., 2021)
Sintetic Store Malang merupakan salah satu usaha bidang manufaktur yang berfokus pada produksi pakaian secara massal. Produk utama yang di produksi Sintetic Store Malang adalah kaos 16s, kaos 20s, kaos 24s, PDH, PDH Panjang, Workshirt, Katelpak. Sintetic store berlokasi di Ruko Taman Niaga TC B.26, Jl.
Soekarnoe Hatta No.27, Tulusrejo, Lowokwaru, Kota Malang, Jawa Timur.
Dalam menjalankan operasional produksinya Sintetic Store berusaha memenuhi target produksinya dengan tepat waktu. Saat ini Sintetic Store menggunakan pendekatan penjadwalan sederhana seperti First Come, First Serve (FCFS) dimana siapa yang pertama memesan maka itu yang pertama dilayani namun metode ini tidak mempertimbangkan waktu pengerjaan setiap pesanan. Hal ini berujung pada tingginya risiko keterlambatan penyelesaian pesanan sehingga perusahaan harus menanggung biaya keterlambatan pesanan. Data tanggal pesanan dan due date dapat dilihat pada tabel 1.1.
Tabel 1. 1 Data pesanan dan batas waktu penyelesaian bulan Oktober 2024
No
. Jenis Produk Jumlah
(Pcs) Tanggal
Pesanan Batas Waktu
Selesai Keterlam batan (hari) 1 Kaos 16s label
heavy weight Abu gelap
84 20 Oktober 4 Desember 0
2 Kaos 16s label heavy weight white
72 20 Oktober 4 Desember 1
3 Kaos 20s label ultra cotton Blue denim
96 20 Oktober 4 Desember 1
4 Kaos 20s label ultra cotton Abu tua
43 20 Oktober 4 Desember 1
5 Kaos 24s label putih Hitam
102 20 Oktober 4 Desember 1
6 Kaos 24s label putih magenta
102 20 Oktober 5 Desember 2
7 PDH 152 18 Oktober 5 Desember 2
8 PDH Panjang 348 18 Oktober 6 Desember 3
9 Workshirt 61 20 Oktober 7 Desember 4
10 Katelpak 55 18 Oktober 7 Desember 4
Sumber : Data Pesanan Sintetic Store Malang
Dari tabel 1.1 dapat dilihat bahwa dalam kurun waktu bulan Oktober, Sintetic Store menerima sepuluh pesanan dengan total ribuan produk yang harus diselesaikan dengan tenggat waktu yang berdekatan, yaitu antara tanggal 4 hingga 7 Desember. Berdasarkan data pada tabel, hanya 1 dari sepuluh pesanan yang berhasil diselesaikan dengan tepat waktu, sementara sisanya mengalami keterlambatan antara 1 hingga 4 hari sehingga perusahaan harus mengeluarkan biaya keterlambatan pesanan. Sebagai contoh, produk PDH Panjang dengan pesanan tertinggi 348 pcs, mengalami keterlambatan hingga 3 hari. Begitu pula produk kaos 24s label putih magenta sebanyak 102 pcs terlambat 2 hari.
Tingginya jumlah pesanan dan beragamnya jenis produk membutuhkan strategi penjadwalan yang tepat. Data biaya keterlambatan pesanan yang harus dikeluarkan perusahaan dapat dilihat pada tabel 1.2
Tabel 1. 2 Data pesanan dan biaya keterlambatan pesanan bulan Oktober 2024
No .
Jenis Produk Jumlah (Pcs)
Keterlam batan (hari)
Biaya keterlamb
atan Per Hari Per Pcs(Rp)
Total biaya keterlambat an (Rp)
1 Kaos 16s label heavy weight Abu gelap
84 0 Rp 500 0
2 Kaos 16s label heavy weight white
72 1 Rp 500 Rp 36.000
3 Kaos 20s label ultra cotton Blue denim
96 1 Rp 500 Rp 48.000
4 Kaos 20s label ultra cotton Abu tua
43 1 Rp 500 Rp 21.500
5 Kaos 24s label 102 1 Rp 500 Rp 51.000
putih Hitam 6 Kaos 24s label
putih magenta
102 2 Rp 500 Rp 102.000
7 PDH 152 2 Rp 1.000 Rp 304.000
8 PDH Panjang 348 3 Rp 1.000 Rp 1.044.000
9 Workshirt 61 4 Rp 1.000 Rp 244.000
10 Katelpak 55 4 Rp 1.000 Rp 220.000
Total Biaya Keterlambatan Rp 2.070.500 Sumber : Data Biaya Keterlambatan Sintetic Store Malang
Berdasarkan tabel 1.2 dapat dilihat bahwa total biaya keterlambatan yang harus ditanggung oleh Sintetic Store mencapai Rp 2.070.500. Biaya ini dihitung berdasarkan jumlah keterlambatan hari, jumlah produk, serta tarif keterlambatan per hari per pcs yang dibedakan antara produk standar (Rp 500), produk standar yaitu produk dengan harga dibawah Rp 80.000 dan produk khusus seperti PDH dan seragam kerja (Rp 1.000), produk khusus adalah produk dengan harga diatas Rp 80.000. Dari data pada tabel 1.2 menunjukkan bahwa keterlambatan penyelesaian pesanan menyebabkan kerugian finansial pada perusahaan dimana jika keterlambatan semakin lama maka kerugian yang harus dibayar perusahaan semakin besar. Pendekatan penjadwalan sederhana yaitu First Come, First Serve (FCFS) yang digunakan Sintetic Store tidak mempertimbangkan waktu pengerjaan. Permasalahan ini menyebabkan keterlambatan pada pesanan yang diterima.
Maka untuk menyelesaikan permasalahan pada sintetic store dalam penelitian ini akan digunakan tiga metode penjadwalan produksi yang telah terbukti mampu meminimalkan makespan (waktu pengerjaan). Beberapa metode heuristik yang sering digunakan untuk meminimalkan nilai makespan antara lain adalah Campbell Dudek Smith (CDS), Palmer, dan Dannenbring. Menurut Putra
& Astuti (2023), penerapan metode CDS mampu menurunkan nilai makespan secara signifikan dibandingkan pendekatan FCFS. Selain itu, metode Palmer juga dianggap efektif dalam menyusun urutan kerja berdasarkan indeks prioritas, sehingga waktu penyelesaian dapat ditekan (Lestari & Supriyanto, 2020).
Sementara itu, metode Dannenbring dinilai mampu menangani variasi waktu proses antar stasiun kerja, sehingga cocok diterapkan dalam lingkungan produksi yang memiliki karakteristik pekerjaan beragam (Nugroho & Fitriani,
2024). Oleh karena itu, dalam penelitian ini akan diterapkan ketiga metode tersebut untuk mengevaluasi penjadwalan produksi di Sintetic Store guna memperoleh urutan produksi yang lebih teratur dan mengurangi potensi keterlambatan.
1.2 Identifikasi masalah
Sesuai uraian pada latar belakang diketahui identifikasi masalahnya adalah penjadwalan produksi masih menggunakan metode FCFS yang tidak mempertimbangkan waktu pengerjaan menyebabkan keterlambatan pada pesanan.
1.3 Rumusan Masalah
Berdasarkan identifikasi masalah maka rumusan masalah pada penelitian ini adalah “Bagaimana menjadwalkan produksi pada Sintetic Store Malang untuk mengurangi risiko keterlambatan pesanan menggunakan metode Campbell dudek Smith (CDS), Palmer, dan Dannenbring, serta bagaimana perbandingan hasil ketiga metode tersebut?”
1.4 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah membuat penjadwalan produksi untuk mengurangi risiko keterlambatan pesanan pada Sintetic Store Malang dengan menggunakan tiga metode penjadwalan yang berbeda yaitu Campbell Dudek Smith (CDS), Palmer, dan Dannenbring, serta membandingkan hasil perhitungan dan memilih hasil yang paling kecil.
1.5 Batasan Penelitian
Untuk memudahkan penelitian ini , diperlukan batasan penelitian agar tujuan penelitian dapat tercapai yaitu sebagai berikut :
1. Faktor seperti jam kerja lembur dan perubahan desain produk tidak dibahas dalam penelitian ini.
2. Faktor lain seperti keterlambatan bahan baku dan kerusakan mesin tidak menjadi fokus pada penelitian ini.
3. Aspek teknis seperti perawatan mesin dan waktu set up antar proses tidak menjadi fokus pada penelitian ini.
1.6 Kerangka Berpikir
Penggunaan metode FCFS yang tidak mempertimbangkan waktu pengerjaan pesanan, sehingga menyebabkan keterlambatan pesanan.
Melakukan perhitungan dengan metode :
1. Metode Campbell Dudek Smith 2. Metode Palmer 3. Metode Dannenbring
Gambar 1. 1 Kerangka berpikir Sumber : Hasil Pengamatan
1.7 Manfaat Penelitian
Hasil dari penelitian diharapkan dapat memberikan manfaat kepada pihak – pihak terkait. Adapun manfaat-manfaat yang akan diperoleh adalah sebgaia berikut :
1. Peneliti
Penelitian ini akan menambah pengetahuan penulis dalam metode penjadwalan produksi khususnya dalam mengaplikasikan CDS, Palmer, dan Dannenbring di lingkungan produksi flowshop.
2. Kampus
Penelitian ini diharapkan dapat memberikan kontribusi ilmiah dalam bidang teknik industri, khususnya dalam penjadwalan produksi. Hasil penelitian ini dapat menjadi referensi bagi mahasiswa dan dosen untuk memahami penerapan metode penjadwalan dalam konteks industri nyata.
3. Sintetic Store Malang
Dapat menggunakan hasil penelitian untuk memilih metode penjadwalan yang paling efektif dalam meningkatkan efisiensi produksi, mengurangi waktu tunggu, dan mempercepat penyelesaian pesanan.
Memberikan usulan penjadwalan terbaik dengan memilih makespan
terkecil
BAB II
TINJAUAN PUSTAKA 2.1 Landasan Teori
2.1.1 Definisi penjadwalan produksi
Penjadwalan adalah pengaturan waktu dari suatu kegiatan operasi yang mencakup kegiatan mengalokasikan fasilitas, peralatan maupun tenaga kerja dan menentukan urutan pelaksanaan bagi suatu kegiatan operasi. Menurut Ginting (2007) dalam Nanang Nazarudin dan Tegar putramas (2022) penjadwalan adalah pengurutan pembuatan atau pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin.
Terdapat beberapa kriteria dalam optimasi penjadwalan produksi yang dilakukan (Baker et al. dalam Adelia Leony Tanuwijaya & Herri Christian Palit, 2021) yaitu :
a. Makespan (Cmax) : jumlah waktu yang dibutuhkan untuk menyelesaikan order.
b. Lateness (Lj) : waktu selisih antara waktu penyelesaian (Cj) dan due date (Dj). Nilai Lj yang bernilai negative menunjukkann pesanan yang diselesaikan lebih cepat dari due date, begitu juga sebaliknya.
c. Completion time (Cj) : waktu yang dibutuhkan untuk menyelesaikan tiap pesanan.
d. Tardiness (Tj) : maksimal waktu keterlambatan order. Nilai ini tidak dapat bernilai negatif. Apabila terdapat pesanan yang diselesaikan lebih cepat, maka akan bernilai nol.
e. Number of tardy jobs : jumlah pesanan yang terlambat
f. Slack time (Sj) : waktu selisih antara waktu proses dan due date g. Unit penalty of job (Uj) : merupakan nilai unit dari pekerjaan yang
terlambat. Apabila Cj > Dj maka akan bernilai satu sedangkan Cj < D
j akan bernilai nol.
h. Total weighted completion time (∑Wj Cj) : total dari waktu penyelesaian dengan memeperhatikan prioritas atau bobot dari setiap pesanan.
i. Total Weighted lateness (∑Wj Tj) : total dari waktu keterlambatan pesanan dengan memperhatikan prioritas atau bobot dari setiap pesanan.
j. Weighted number of tardy jobs (∑Wj Uj) : total dari jumlah pekerjaan yang telat dan memperhatikan bobot tiap pekerjaan.
k. Earliness (Ej) : selisih waktu dari due date dan waktu penyelesaian pesanan. Apabila bernilai positif, maka pesanan diselesaikan terlambat sehingga bernilai nol. Jika bernilai negatif, berarti pesanan diselesaikan lebih cepat.
2.1.2 Tujuan penjadwalan produksi
Adapun tujuan utama penjadwalan produksi adalah :
1. Meminimasi makespan : mengurangi total waktu penyelesaian seluruh pekerjaan.
2. Efisiensi penggunaan sumber daya : memaksimalkan pemanfaatan tenaga kerja dan mesin.
3. Pengurangan penundaan : meminimalkan waktu tunggu pada jalur produksi ( Nugraheni & abednego, 2016)
2.1.3 Parameter dalam penjadwalan produksi
Dalam menentukan kualitas suatu jadwal produksi, beberapa parameter sering digunakan sebagai ukuran efektivitas dan keandalannya.
1. Makespan
Menurut Handayani & Fahmi (2019), makespan adalah waktu total yang dibutuhkan dari awal produksi hingga seluruh pekerjaan terakhir selesai. Makespan digunakan untuk mengetahui seberapa cepat seluruh pesanan dapat diselesaikan, dan menjadi parameter utama untuk mengevaluasi kinerja jadwal produksi secara keseluruhan.
2. Tardiness
Tardiness merujuk pada jumlah keterlambatan setiap pekerjaan dari due date-nya. Prasetyo dan Uyun (2020) menjelaskan bahwa total tardiness adalah akumulasi keterlambatan dari semua pekerjaan yang selesai melewati batas waktu penyelesaian. Minimnya tardiness berarti sistem penjadwalan mampu memenuhi tenggat waktu yang telah ditentukan.
3. Lateness
Menurut Sutopo dan Rahardja (2015), lateness adalah selisih antara waktu penyelesaian aktual dan waktu jatuh tempo suatu pekerjaan. Lateness dapat bernilai positif (terlambat) atau negatif (lebih awal). Berbeda dengan tardiness yang hanya menghitung keterlambatan, lateness memberikan gambaran lengkap tentang deviasi waktu penyelesaian.
4. Jumlah Pekerjaan Terlambat (Number of Tardy Jobs)
Menurut Supriyanto & Lestari (2020), parameter ini mencerminkan jumlah pekerjaan yang tidak selesai sebelum due date . Pengukuran ini penting untuk menilai keandalan sistem dalam memenuhi komitmen waktu yang dijanjikan kepada pelanggan.
5. Flow Time
Flow time adalah total waktu yang dihabiskan oleh suatu pekerjaan sejak masuk sistem hingga selesai diproses. Sari dan Simanjuntak (2022) menyebutkan bahwa pengurangan flow time berdampak langsung terhadap peningkatan kecepatan layanan dan respons terhadap kebutuhan pelanggan.
2.1.4 Permasalahan umum dalam penjadwalan produksi
Dalam penjadwalan produksi, terdapat berbagai tantangan yang sering dihadapi oleh perusahaan manufaktur maupun usaha kecil menengah. Permasalahan tersebut umumnya berdampak langsung terhadap efisiensi dan efektivitas operasional produksi. Beberapa permasalahan utama yang sering muncul dalam penjadwalan produksi antara lain :
1. Waktu tunggu yang panjang (waiting time)
Waktu tunggu merupakan selisih waktu antara suatu pekerjaan selesai di satu mesin dan menunggu giliran untuk di proses di mesin berikutnya. Waktu tunggu yang panjang dapat menyebabkan ketidakefisienan sumber daya, menambah waktu penyelesaian keseluruhan, serta menurunkan produktivitas.
2. Keterlambatan Produksi (Tardiness)
Keterlambatan terjadi ketika suatu pekerjaan tidak selesai tepat wakt sesuai dengan due date yang telah ditentukan. Hal ini dapat
mengakibatkan ketidakpuasan pelanggan, penurunan reputasi perusahaan, serta potensi biaya tambahan karena penalti atau pengiriman cepat.
3. Penjadwalan ulang (Rescheduling)
Penjadwalan ulang sering kali diperlukan ketika terjadi perubahan permintaan produksi, gangguan pada mesin, keterlambatan pasokan bahan baku, atau perubahan prioritas pesanan. Penjadwalan ulang yang tidak efisien dapat menyebabkan ketidakseimbangan beban kerja dan menurunkan kinerja keseluruhan sistem produksi.
Menurut Prasetyo dan Uyun (2020), ketiga permasalahan tersebut merupakan hambatan umum dalam sistem penjadwalan, terutama pada sistem flow shop, dimana urutan proses bersifat tetap. Oleh karena itu, pemilihan metode penjadwalan yang tepat sangat diperlukan guna mengurangi dampak negatif dari permasalahan tersebut dan meningkatkan kinerja produksi secara menyeluruh.
2.1.5 Jenis-jenis penjadwalan produksi
1. Penjadwalan Flow Shop merupakan suatu pergerakan unit – unit yang terus menerus melalui suatu rangkaian stasiun – stasiun kerja yang disusun berdasarkan produk. Susunan suatu proses produksi jenis flow shop dapat diterapkan dengan tepat untuk produk- produk dengan desain yang stabil dan di produksi secara banyak (volume produk), sehingga investasi dengan tujuan khusus ( special purspose ) yang dapat secepatnya kembali.
2. Penjadwalan job shop adalah istilah yang digunakan untuk mendeskripsikan keadaan ketika produk-produk yang diproduksi oleh sebuah perusahaan yang dapat memiliki rute pemrosesan yang berbeda- beda. Tujuan dari metode ini adalah untuk menyusun jadwal pekerjaan yang meminimalkan kriteria tertentu seperti makespan, keterlambatan maksimum, keterlambatan tertimbang total, jumlah tertimbang pekerjaaan terlambat, dan total waktu penyelesaian tertimbang dengan mempertimbangkan beberapa limitasi.
2.1.6 Flow shop scheduling
Penjadwalan Flow Shop merupakan suatu pergerakan unit – unit yang terus menerus melalui suatu rangkaian stasiun – stasiun kerja yang disusun berdasarkan produk. Susunan suatu proses produksi jenis flow shop dapat diterapkan dengan tepat untuk produk- produk dengan desain yang stabil dan di produksi secara banyak (volume produk), sehingga investasi dengan tujuan khusus ( special purspose ) yang dapat secepatnya kembali.
2.1.7 Karakteristik flow shop
Pada penjadwalan flowshop, pola aliran proses yang dilalui oleh setiap jenis produk memiliki urutan tertentu. Flowshop dapat dibagi menjadi pure flow shop, dan general flowhop. Dalam pure flowshop berbagai job akan mengalir pada jalur produksi yang sama, dan tidak ada kemungkinan variasi. Sedangkan pada general flowshop berbagai job akan mengalir pada jalur produksi yang berbeda dan tidak semua operasi dilalui oleh sebuah job seperti pada pure flowshop. Masalah pada penjadwalan flowshop adalah untuk menjadwalkan proses produksi setiap job yang memiliki urutan proses produksi dan melalui mesin yang sama.
2.1.8 Tantangan penjadwalan dalam sistem flow shop
Sistem produksi flow shop memiliki karakteristik dimana pekerjaan mengikuti urutan proses yang sama di seluruh stasiun kerja. Meskipun sistem ini mendukung aliran produksi yang terstruktut dan berurutan, tetap terdapat berbagai tantangan dalam hal penjadwalan. Tantangan utama dalam penjadwalan flow shop adalah bagaimana menyusun urutan pekerjaan secara optimal agar dapat meminimalkan makespan, yaitu total waktu yang dibutuhkan untuk menyelesaikan seluruh pekerjaan. Selain itu, penting pula untuk meminimalkan keterlambatan (Tardiness) agar pekerjaan dapat diselesaikan sesuai tenggat waktu yang telh ditentukan.
Apabila penjadwalan tidak efisien, maka dapat terjadi penumpukan pekerjaan di stasiun tertentu yang disebut bottleneck, yang berdampak pada melambatnya keseluruhan proses produksi ( Supriyanto & Lestari, 2020).
Permasalah bottleneck menjadi sangat krusial dalam flow shop karena aliran kerja yang terhambat di satu titik akan menganggu keseluruhan
proses. Oleh karena itu, strategi penjadwalan yang cermat, termasuk pemilihan metode heuristik yang sesuai, sangat diperlukan untuk mengatasi tantangan – tantangan tersebut dan menjaga stabilitas aliran produksi.
2.1.9 Work Study
Metode sistematis yang dikenal sebagai “Study of Work” atau bisa dengan Work Study digunakan untuk mengevaluasi cara kerja dengan tujuan meningkatkan produktivitas dan efisiensi dengan mengurangi jumlah waktu dan gerakan yang tidak diperlukan. Work Study berusaha untuk mengidentifikasi kegiatan yang tidak efisien atau tidak perlu, lalu merancang ulang proses untuk memaksimalkan penggunaan waktu dan sumber daya. Work Study terdiri dari dua elemen utama:
Time Study (Studi Waktu): teknik yang digunakan untuk menentukan waktu standar dalam menyelesaikan suatu pekerjaan.
Tujuan Time Study yaitu untuk membantu memilih alternatif pelaksanaan pekerjaan yang sama, memabntu dalam mengambil keputusan tenaga kerja yng dibutuhkan, dan memandu dalam pengadaan pabrik dan mesin (Prakash et al., 2020). Pengukuran waktu membantu perusahaan memperkirakan efisiensi operasional dan menentukan waktu yang diperlukan untuk menyelesaikan tugas.
Motion Study (Studi Gerakan): merupakan pengetahuan dasar untuk memahami dan mengurangi gerakan-gerakan yang tidak efektif dengan cara memilih-milah suatu pekerjaan menjadi elemen-elemen kerja, sehingga pekerjaan diharapkan selesai dengan cepat dan mudah (Zadry, at al., 2015). Motion Study bertujuan untuk mengidentifikasi gerakan yang tidak perlu selama proses kerja, sehingga dapat mengurangi beban kerja fisik dan meningkatkan efisiensi. Studi ini melibatkan pengamatan langsung dan analisis pergerakan pekerja untuk menemukan cara yang lebih efektif dalam menyelesaikan tugas.
Tujuan utama Work Study adalah untuk meningkatkan produktivitas dan efisiensi operasional dengan mengurangi pemborosan waktu dan energi dalam proses produksi. Menurut Stevenson (2014), Work Study
bertujuan untuk memperbaiki metode kerja dengan mengurangi atau menghilangkan aktivitas yang tidak bernilai tambah, menetapkan waktu standar yang realistis untuk setiap proses produksi, sehingga dapat menjadi dasar perencanaan dan pengendalian tenaga kerja, serta meningkatkan efisiensi kerja baik bagi pekerja individu maupun keseluruhan proses produksi. Pada penelitian kali ini, metode yang penulis ambil adalah time study. Time study membantu dalam menetapkan waktu standar untuk proses.
1. Uji keseragaman data
Data yang diambil berupa data yang berdistribusi normal sehingga tingkat kepercayaannya adalah 95% dengan nilai k=2 dan nilai derajat ketelitiannya 5%. Apabila data berada dalam Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) maka data dapat dikatakan seragam.
Hitung rata-rata X = ∑ x
n ...(2.1) Keterangan :
X : Rata - rata
∑ x : Jumlah seluruh data n: Jumlah data
Standar deviasi
S =
√
∑(Nxi−−1X)2...(2.2) Keterangan :S : Standar deviasi x : Data ke i x : Rata - rata
N : Jumlah total data BKA dan BKB
BKA = X+kS...(2.3) BKB = X−kS...(2.4) Keterangan :
BKA : Batas kontrol atas
BKB : Batas kontrol bawah X : Rata - rata
S: Standar deviasi 2. Uji kecukupan data
Uji kecukupan daya digunakan untuk menentukan apakah data yang dikumpulkan cukup untuk membuat kesimpulan yang akurat. Ini dapat dihitung menggunakan rumus berikut ((Putri rahmawati, 2025):
n’ ≥
[
tSe]
2 ... (2.5) N’ ≥[
Zσe]
2... (2.6) Keterangan :t : koefisien distribusi normal ( untuk 95%, t = 2) σ ; S : standar deviasi untuk populasi/sampel
e : batas toleransi, misalnya 5% dari rata- rata (e = 0.05 x X) n/N : jumlah pengamatan
3. Penentuan waktu siklus, waktu normal, waktu standar dan waktu proses mesin.
- Waktu siklus merupakan durasi rata – rata yang diperlukan untuk menyelesaikan 1 siklus penuh dari proses produksi ( Nurul Afrilia, 2024). Berikut rumus untuk perhitungan waktu siklus:
Ws = ∑ x
n ...(2.7) Keterangan :
Ws : Waktu siklus
∑ x: Jumlah rata – rata seluruh data
n : Data yang diambil menggunakan subgroup - Waktu normal
Menurut Yunita Widyawati (2018) adalah waktu yang diperlukan untuk melaksanakan pekerjaaan dalam kondisi dan tempo normal. Berikut rumus untuk menentukan waktu normal:
Waktu Normal (Wn) = Ws x P ...(2.8) Keterangan :
Ws : Waktu siklus
P : Performance Rating - Waktu standar/waktu baku
Waktu baku merupakan waktu kerja yang wajar untuk menyelesaikan suatu pekerjaan (Yunita Widyawati, 2018).
Berikut rumus untuk menentukan waktu baku : Waktu baku (Wb) = Wn x 100 %
100 %−allowance...(2.9) Keterangan :
Wb : waktu baku Wn : waktu normal Allowance : 15% = 0,15 - Waktu proses mesin
Menurut Wignjosoebroto dalam pradana dan pulansari, 2021 dalam Aldo Buyung Setya Pratama & Yustina Ngatilah, 2021 rumus perhitungan waktu proses mesin adalah sebagai berikut:
Total waktu proses = Wbx jumlah permintaan
jumlah mesin ...(2.10) Keterangan :
Wb : Waktu baku/standar - Faktor penyesuaian
Penyesuaian adalah faktor yang diberikan kepada pekerja sesuai dengan kemampuan performa yang dimiliki pekerja, tetapi harus sesuai dengan konsep wajar. (Yanto dan Ngaliman dalam Dinda, Yuri dan Denny 2021)
Tabel 2. 1 Nilai Faktor Penyesuaian
Sumber : Dinda Amelia W, Yurin Delano R.M, dan Denny Siregar (2021)
- Faktor Kelonggaran
1. Kelonggaran untuk kebutuhan pribadi (Personal Allowance) Kelonggaran ini diperlukan untuk mengakomodasi aktivitas- aktivitas yang bersifat alamiah tetapi mutlak dibutuhkan oleh pekerja. Aktivitas – aktivitas ini termasuk dalam kebutuhan personal allowance antara lain peregangan tubuh, mengobrol keci – kecil untuk menghilangkan kejenuhan, minum, dan lain – lain.
2. Kelonggaran untuk menghilangkan kelelahan (Fatique Allowance)
Kelonggaran ini diperlukan untuk pertimbangan dari aktivitas yang dikerjakan oleh pekerja untuk menghilangkan rasa lelah.
Contoh faktor ini adalah memberikan nilai pada tenaga yang diperlukan apabila posisi kerja berdiri, sikap kerja, gerakan kerja, kelelahan mata, keadaan temperatur tempat kerja, keadaan atmosfer, dan keadaan lingkungan baik.
3. Kelonggaran untuk hal- hal yang tidak dapat dihindari (Delay Allowance )
Delay Allowance adalah kelonggaran yang diberikan kepada pekerja untuk hambatan – hambatan yang tidak dapat dihindari dan terjadi diluar kendali pekerja.
2.1.10 Metode Campbell, Dudek and smith (CDS)
Metode campbell dudek and smith adalah suatu teknik penjadwalan pekerjaan minimal yang melibatkan n pekerjaan dan m mesin, meskipun terdapat kesan seolah – olah terdapat dua mesin untuk setiap n pekerjaan.
Metode ini secara khusus digunakan untuk menjadwalkan produksi tiep fl ow shop dengan tujuan meminimalkan total waktu prosuksi (makespan).
Untuk langkah pertama dalam penentuan urutan Campbell dudek and smith menggambarkan bahwa:
1. Waktu yang dibutuhkan untuk memproses pekerjaan ke – i di mesin pertama dihitung menggunakan persamaan :
tki,1 = ti,1 ...(2.11) 2. Waktu yang dibutuhkan untuk memproses pekerjaan ke – i di mesin
kedua pada iterasi pertama dihitung menggunakan persamaan :
tki,1 = ti,m ... (2.12) kemudian untuk urutan kedua dirumuskan sebagai berikut :
1. Waktu yang dibutuhkan untuk memproses pekerjaan ke-i di mesin pertam apada iterasi kedua dihitung menggunakan persamaan :
tki,1 = ti,1 + ti,2 ... (2.13) 2. Waktu yang dibutuhkan untuk memproses pekerjaan ke – i di mesin
kedua pada iterasi kedua dihitung menggunakan persamaan :
tki,1 = ti,m + ti,m-1 ...(2.14) Sementara untuk urutan ke – k dirumuskan sebagai berikut :
3. Waktu yang dibutuhkan untuk memproses pekerjaan ke – i di mesin pertama pada iterai ke- k menggunakan persamaan :
tki,1
∑
j k
¿ m + 1 – k ti,j ...(2.15) 4. Waktu yang dibutuhkan untuk memproses pekerjaan ke – i di mesin
kedua pada iterasi ke – k dihitung menggunakan persamaan : tki,2
∑
j k
¿ m + 1 – k ti,j ...(2.16) keterangan :
i = pekerjaan j = mesin
m = jumlah mesin
k = (1,2,3,...,(m-1) (Antari,2021 dalam M. Taufiq 2023)
2.1.11 Metode Palmer
Metode palmer atau D. S Palmer merupakan teknik penjadwalan yang dikembangkan berdasarkan slope index yang diurutkan secara menurun. Metode palmer mempunyai prinsip bahwa prioritas pada job yang terkuat cenderung memajukan dari waktu terpendek sampai dengan waktu terpanjang dalam pengurutan operasi.
Si = -
∑
j=1 m
(m−(2j−1))tij...(2.17) Dimana : i = 1,2,3,...,n dan j = 1,2,3,…m
Keterangan :
Si = nilai slop index
m = jumlah mesin yang dipakai
j = mesin yang digunakan untuk proses job i I = job yang diproses
tij = waktu proses suatu job ke – i dan mesin ke -j 2.1.12 Metode Dannenbring
Ginting (2009) dalam Mazda (2018) menjelaskan metode ini dikembangkan oleh D.G Dannenbring dengan prosedur yang disebut rapid access yang pada prinsipnya mengkombinasi metode CDS dan konsep slope index yang dikembangkan oleh palmer. Langkah – langkah pada dannenbring adalah sebagai berikut :
1. Menghitung waktu proses untuk mesin pertama
Pi1 = ∑(-j + 1).tij...(2.18) 2. Menghitung waktu proses seolah – olah untuk mesin kedua
Pi2 = ∑(j).tij... (2.19) Untuk i = 1,2,...,n
Dimana Pi1 = waktu proses job ke-i dalam mesin ke -1 Pi2 = waktu proses job ke- i dalam mesin ke -2 i = job yang diproses (i = 1,2,3…,n)
j = mesin yang digunakan untuk proses job i 3. Mengitung total waktu penyelesaian job
2.1.13Operation Process Chart (OPC)
Operation process chart (OPC), juga dikenal peta operasi proses operasi menunjukkan langkah – langkah dalam rantai proses yang mengubah suatu produk dari bahan mentah menjadi produk setengah jadi dan jadi (Wijayanti et al., 2021). Peta proses operasi ini menggunakan lambang – lambang sebagai berikut :
1. Operasi
Suatu kegiatan operasi apabila sebuah obyek (benda kerja) mengalami perubahan sifat, baik fisik maupun kimiawi, mengalami informasi pada suatu keadaan juga termasuk operasi. Operasi merupakan kegiatan yang paling banyak terjadi dalam suatu stasiun kerja. Dalam prakteknya, lambang ini juga
biasa dipakai untuk menyatakan administrasi, misalnya : aktivitas perencanaan atau perhitungan.
2. Pemeriksaan
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan untuk segi kualitas maupun kuantitas. Lambang ini digunakan jika kita melakukan pemeriksaan terhadap suatu obyek atau membandingkan obyek tertentu dengan suatu standart.
2. Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja atau perlengkapan mengalami perpindahan tempat yang merupakan bagian dari transportasi.
Bilamana gerakan perpindahan tersebut merupakan bagian dari operasi atau inspeksi seperti halnya dengan loading atau unloading material, maka hal tersebut bukan termasuk kegiatan transportasi.
3. Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja, atau perlengkapan tidak melakukan kegiatan apa-apa selain menunggu (biasanya sebentar).
Kejadian ini menunjukkan suatu obyek ditinggalkan untuk sementara sampai suatu saat dikerjakan atau diperlukan kembali.
4. Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya memerlukan suatu prosedur atau perijinan tertentu.
5. Aktivitas Gabungan
Kegiatan ini terjadi apabila antar aktivitas operasi dan pemeriksaan dilakukan bersama pada suatu tempat kerja.
2.2 Penelitian Terdahulu
Pada tahap ini akan dilakukan ringkasan yang telah dilakukan dari penelitian terdahulu guna menjadi referensi dalam penyelesaian skripsi penulis.
1. Handoko Wibisono et al. (2022)
Penelitian yang berjudul ”Usulan penjadwalan produksi menggunakan metode campbell dudek smith (CDS), Dannenbring, dan Palmer untuk meminimasi waktu produksi di PT Sakura Pratama Indonesia” penelitian ini menerapkan 3 metode heuristik yang bertujuan untuk meminimasi makespan yang terjadi pada perusahaan serta dapat meminimasi keterlambatan yang terjadi.
2. Nil Edwin Maitimu dan Marcy Lolita Pattiapon (2024)
Penelitian yang berjudul ” Optimasi Penjadwalan Produksi Menggunakan Metode Campbell Dudek Smith Dan Palmer” penelitian ini menggunakan metode CDS dan Palmer dimana sperusahaan menggunakan pendekatan FCFS dalam penjadwalan produksinya dengan makespan 95,74 menit. Hasil dari penelitian menunjukkan dengan menggunkaan metode CDS makespan menjadi sebesar 18,68 menit dan dengan menggunakan metode Palmer makespan menjadi 38,93 menit.
3. Muhammad Fauzan Firdaus et al. (2024)
Penelitian yang berjudul ” Penjadwalan produksi label menggunakan metode palmer untuk meminimasi makespan di CV. PQR” pada penelitian ini metode palmer menghasilkan makespan 248740 detik atau 69,0944 jam dimana selisih dengan penjadwalan produksi kondisi awal perusahaan dengan penjadwalan produksi menggunakan metode palmer yaitu 13160 detik atau 3,6556 jam. Sehingga metode palmer dapat meminimasi keterlambatan pengiriman.
4. Septian Dwi Pamungkas (2019)
Penelitian yang berjudul “ Analisis Penjadwalan Produksi Menggunakan Metode Dannenbring Di Pt. Sinar Sosro” Dalam penelitian ini dilakukan perhitungan makespan dengan menggunakan metode dannenbring. Dari
hasil peritungan didapatkan nilai makespan pada penjadwalan di PT. Sinar sosro sebesar 1.403,0 jam. Dari perhitungan yang telah didapatkan penjadwalan produksi dengan nilai makespan terkecil menggunakan metode dannenbring sebesar 1.327,9 jam. Perhitungan selisih antara metode perusahaan dengan metode usulan sebesar 75,1 jam.
5. Muhammad Irsyad Nuriza dan Teguh Oktiarso (2020)
Penelitian yang berjudul “ Penjadwalan produksi dengan algoritma dannenbring dan branch and bround pada produksi atap galvalume di PT NS Bluescope Lysaght Indonesia” dalam penelitian ini telah membuktikan bahwa dengan metode dannenbring dihasilkan selisih makespan Dimana sebelumnya makespan sebesar 677,740 detik menjadi 42,260 detik.
Penelitian-penelitian terdahulu memberikan kontribusi yang signifikan terhadap penelitian ini, khususnya dalam penerapan metode Campbell Dudek Smith (CDS), Palmer, dan Dannenbring dalam penjadwalan produksi. Penelitian oleh Handoko Wibisono et al. (2022) memberikan kontribusi melalui penggunaan rumus pengurutan job dari metode CDS, Dannenbring, dan Palmer yang kemudian dibandingkan dengan nilai makespan aktual perusahaan. Hal ini menjadi acuan dalam membandingkan hasil penjadwalan pada penelitian ini dengan kondisi aktual di usaha konveksi. Selanjutnya, penelitian yang dilakukan oleh Nil Edwin Maitimu dan Marcy Lolita Pattiapon (2024) menyajikan perhitungan gradien indeks prioritas pada metode Palmer, yang dijadikan referensi dalam proses penentuan prioritas urutan job pada penelitian ini.
Penelitian oleh Muhammad Fauzan Firdaus et al. (2024) memberikan kontribusi berupa penerapan metode Palmer dalam penjadwalan produksi label serta penyusunan urutan job berdasarkan skor Palmer, di mana rumus perhitungan dalam penelitian tersebut digunakan sebagai referensi perhitungan dalam penelitian ini. Penelitian yang dilakukan oleh Septian Dwi Pamungkas (2019) menggunakan metode Dannenbring dengan pendekatan nilai total flow time antar mesin, serta menyediakan rumus yang dijadikan acuan dalam proses perhitungan makespan pada penelitian ini. Terakhir, penelitian oleh Muhammad Irsyad Nuriza dan Teguh Oktiarso (2020) memberikan kontribusi melalui penerapan metode Dannenbring dan algoritma Branch and Bound, dengan
menyajikan tabel urutan dan tahapan perhitungan metode yang digunakan sebagai referensi dalam penyusunan penjadwalan produksi pada penelitian ini.
BAB III
METODOLOGI PENELITIAN 3.1 Jenis Penelitian
Penelitian ini menggunakan pendekatan kuantitatif dengan metode deskriptif. Peneliti menganalisis proses penjadwalan produksi clothingan di sintetic store malang menggunakan metode campbell dudek smith, dannenbring dan palmer.
3.2 Tempat dan Waktu Penelitian
Penelitian di lakukan di Sintetic Store Malang yang berlokasi di Ruko Taman Niaga TC B.26, Jl. Soekarno Hatta No.27, Tulusrejo, Lowokwaru, Kota Malang, Jawa Timur. Penelitian ini akan dilakukan pada bulan Maret 2025 – April 2025.
3.3 Objek Penelitian
Objek yang diteliti pada penelitian ini adalah proses produksi clothingan di sintetic store malang. Dimana objeknya adalah produk Kaos 16s Label Weight White, Kaos Polo Hitam, Kaos 24s label putih hitam, Kaos Polo Navy.
3.4 Populasi dan Sampel
Populasi dalam penelitian ini adalah seluruh data proses produksi dari proses awal hingga produk jadi. Dalam proses pembuatan pola karyawan yang terlibat ada 2 orang, pada proses pemotongan sesuai pola karyawan yang terlibat ada 2 orang, karyawan pada proses penjahitan dan terakhir proses pemeriksaan ada 2 orang. Total jumlah karyawan yang juga termasuk populasi berjumlah 10 orang.
Karena jumlahnya dibawah 30 orang dimana untuk sampel masuk dalam kategori sampling jenuh maka penelitian ini menggunakan semua populasi sebagai sampel ( Nur Fadilan et al. 2023).
3.5 Instrumen Penelitian
Instrument yang digunakan dalam penelitian ini meliputi :
Lembar observasi untuk mencatat waktu proses produksi, urutan proses, dan data aliran produk di lantai produksi.
Software pengolah data, seperti Microsoft Excel untuk proses perhitungan makespan setiap metode.
Stopwatch atau data waktu standar, untuk menghitung waktu proses.
Alat tulis, Handphone, dan Laptop
Media ini dimanfaatkan peneliti untuk mempermudah dalam melakukan pencatatan, merekam jawaban dan mendokumentasikan proses selama penelitian ini berlangsung.
3.6 Teknik Pengumpulan Data
Teknik pengumpulan data yang digunakan adalah : 1. Observasi Langsung
Melakukan pengamatan terhadap alur proses produksi guna memahami urutan kerja, waktu proses, dan jenis produk yang di produksi.
2. Dokumentasi
Mengumpulkan data berupa biaya keterlambatan, data demand. catatan produksi, proses tiap mesin produksi, dan jumlah job/order.
3.7 Langkah Penelitian 1. Survey awal
Survey dilakukan melalui observasi langsung dan wawancara informal dengan pihak terkait untuk mengetahui permasalahan yang dialami perusahaan.
2. Studi Lapangan dan Studi Literatur
Studi lapangan, untuk mengumpulkan data nyata terkait alur produksi, waktu proses pada setiap mesin, dan data permintaan. Studi literatur dilakukan untuk memperoleh dasar teori terkait penjadwalan produksi flow shop dan metode heuristik (CDS, Dannenbring, dan Palmer) dari buku, jurnal, dan artikel ilmiah.
3. Identifikasi Masalah Dan Perumusan Masalah
Mengidentifikasi permasalahan dalam sistem penjadwalan yang sedang berjalan, merumuskan masalah penelitian secara jelas dan terarah agar dapat dicari solusinya.
4. Penetapan Tujuan Penelitian
Menetapkan tujuan dari penelitian, yaitu untuk membuat penjadwalan produksi di Sintetic Store dengan menggunakan tiga metode penjadwalan yang berbeda yaitu Campbell Dudek Smith (CDS), Dannenbring, dan Palmer, serta membandingkan hasil perhitungan dan memilih hasil yang paling kecil.
5. Pengumpulan Data
Data yang dikumpulkan antara lain :
Waktu proses produksi
Waktu proses di tiap mesin
Data demand
Biaya keterlambatan
Jenis produk yang di produksi 6. Pengolahan Data
Data yang dikumpulkan diolah dengan metode :
Campbell Dudek Smith (CDS)
Palmer
Dannenbring 7. Analisis Data
Hasil pengolahan dari ketiga metode dibandingkan untuk mengetahui metode mana yang menghasilkan makespan terkecil.
8. Kesimpulan Dan Saran
Menyimpulkan dan memberikan saran terkait metode berdasarkan makespan terkecil.
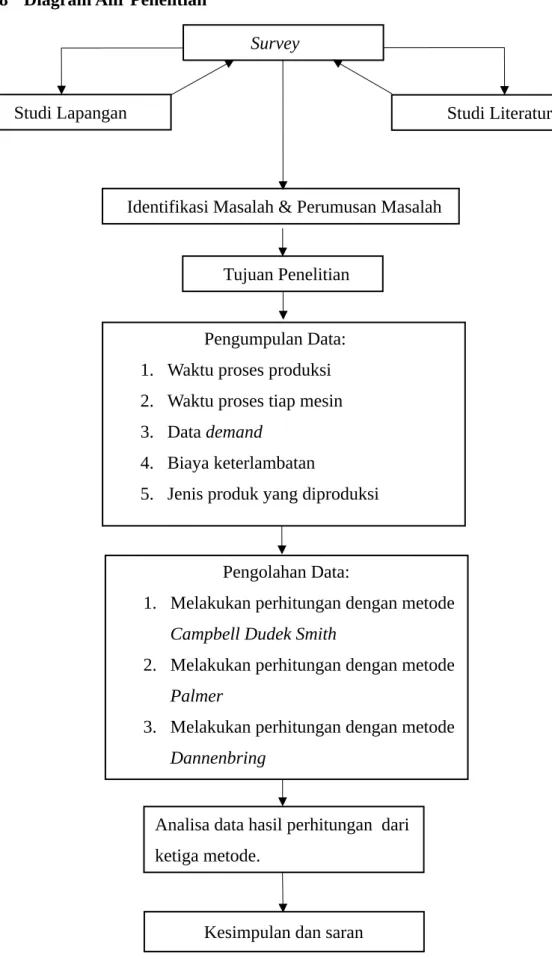
3.8 Diagram Alir Penelitian
Gambar 3. 1 Diagram Alir Penelitian
Survey
Studi Literatur Studi Lapangan
Identifikasi Masalah & Perumusan Masalah
Tujuan Penelitian
Pengumpulan Data:
1. Waktu proses produksi 2. Waktu proses tiap mesin 3. Data demand
4. Biaya keterlambatan
5. Jenis produk yang diproduksi
Analisa data hasil perhitungan dari ketiga metode.
Pengolahan Data:
1. Melakukan perhitungan dengan metode Campbell Dudek Smith
2. Melakukan perhitungan dengan metode Palmer
3. Melakukan perhitungan dengan metode Dannenbring
Kesimpulan dan saran
BAB IV
HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data
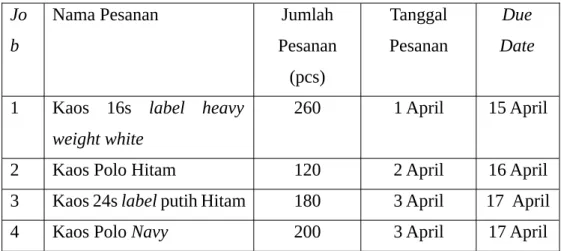
4.1.1 Data Demand
Data demand yang digunakan adalah data demand bulan April 2025 dapat dilihat pada tabel 4.1
Tabel 4. 1 Data Demand Bulan April 2025 Jo
b
Nama Pesanan Jumlah
Pesanan (pcs)
Tanggal Pesanan
Due Date
1 Kaos 16s label heavy weight white
260 1 April 15 April
2 Kaos Polo Hitam 120 2 April 16 April
3 Kaos 24s label putih Hitam 180 3 April 17 April
4 Kaos Polo Navy 200 3 April 17 April
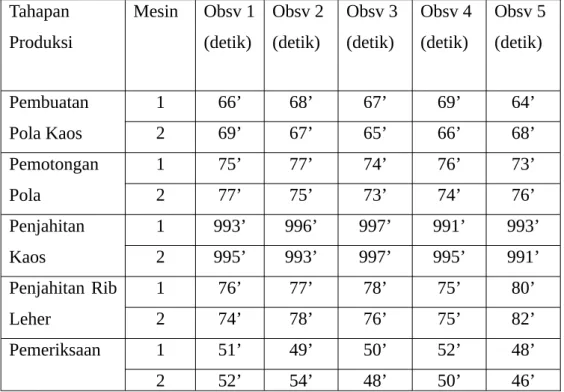
Sumber : Data Pesanan Sintetic Store 4.1.2 Waktu Proses Tiap Mesin
Pada tahap ini dilakukan perhitungan waktu standar terlebih dahulu.
Pengukuran waktu standar dilakukan dengan pengamatan langsung (stopwatch time study) dengan 5 kali pengukuran sebanyak 10 pekerja untuk tiap aktivitas di 2 jalur produksi. Waktu yang diambil dalam satuan detik merupakan waktu per pakaian. Berikut data waktu untuk setiap proses produksi.
Tabel 4. 2 Data waktu proses produksi Job 1 Tahapan
Produksi
Mesin Obsv 1 (detik)
Obsv 2 (detik)
Obsv 3 (detik)
Obsv 4 (detik)
Obsv 5 (detik) Pembuatan
Pola Kaos
1 52’ 54’ 50’ 53’ 51’
2 55’ 52’ 55’ 54’ 50’
Pemotongan Pola
1 67’ 68’ 66’ 65’ 68’
2 70’ 71’ 67’ 65’ 69’
Penjahitan Kaos
1 840’ 842’ 843’ 841’ 845’
2 845’ 843’ 844’ 842’ 846
Penjahitan Rib 1 41’ 42’ 42’ 43’ 41’
2 43’ 44’ 42’ 45’ 43’
Pemeriksaan 1 49’ 50’ 48’ 51’ 49’
2 47’ 52’ 50’ 49’ 47’
Sumber : Data Pengamatan
Tabel 4. 3 Data waktu proses produksi Job 2 Tahapan
Produksi
Mesin Obsv 1 (detik)
Obsv 2 (detik)
Obsv 3 (detik)
Obsv 4 (detik)
Obsv 5 (detik) Pembuatan
Pola Kaos
1 66’ 68’ 67’ 69’ 64’
2 69’ 67’ 65’ 66’ 68’
Pemotongan Pola
1 75’ 77’ 74’ 76’ 73’
2 77’ 75’ 73’ 74’ 76’
Penjahitan Kaos
1 993’ 996’ 997’ 991’ 993’
2 995’ 993’ 997’ 995’ 991’
Penjahitan Rib Leher
1 76’ 77’ 78’ 75’ 80’
2 74’ 78’ 76’ 75’ 82’
Pemeriksaan 1 51’ 49’ 50’ 52’ 48’
2 52’ 54’ 48’ 50’ 46’
Sumber : Data Pengamatan
Tabel 4. 4 Data waktu proses produksi Job 3 Tahapan
Produksi
Mesin Obsv 1 (detik)
Obsv 2 (detik)
Obsv 3 (detik)
Obsv 4 (detik)
Obsv 5 (detik) Pembuatan
Pola Kaos
1 55’ 53’ 50’ 52’ 54’
2 58’ 50’ 52’ 55’ 57’
Pemotongan Pola
1 69’ 70’ 68’ 69’ 67’
2 66’ 72’ 65’ 67’ 70’
Penjahitan Kaos
1 843’ 842’ 841’ 841’ 844’
2 845’ 840’ 838’ 843’ 847’
Penjahitan Rib Leher
1 43’ 42’ 44’ 43’ 45’
2 41’ 46’ 42’ 47’ 44’
Pemeriksaan 1 51’ 50’ 49’ 51’ 53’
2 53’ 46’ 52’ 48’ 56’
Sumber : Data Pengamatan
Tabel 4. 5 Data waktu proses produksi Job 4
Tahapan Produksi
Mesin Obsv 1 (detik)
Obsv 2 (detik)
Obsv 3 (detik)
Obsv 4 (detik)
Obsv 5 (detik) Pembuatan
Pola Kaos
1 65’ 67’ 66’ 68’ 65’
2 63’ 65’ 70’ 66’ 68’
Pemotongan Pola
1 74’ 76’ 73’ 75’ 71’
2 78’ 73’ 70’ 76’ 75’
Penjahitan Kaos
1 997’ 995’ 998’ 1002’ 996’
2 1000’ 994’ 1001’ 999’ 993’
Penjahitan Rib Leher
1 78’ 80’ 79’ 81’ 78’
2 75’ 82’ 76’ 79’ 80’
Pemeriksaan 1 49’ 50’ 48’ 51’ 49’
2 47’ 52’ 53’ 49’ 48’
Sumber : Data Pengamatan 4.1.3 Biaya Keterlambatan
Biaya keterlambatan untuk pesanan telah ditetapkan oleh perusahaan. Biaya tersebut dikeluarkan oleh perusahaan apabila terjadi keterlambatan pesanan dimana untuk produk dengan harga diatas Rp 80.000 maka biaya keterlambatan per pcs per hari adalah Rp 1.000 sedangkan untuk produk dengan harga dibawah Rp. 80.000 maka biaya keterlambatan per pcs per hari adalah Rp 500. Namun tidak ada keterlambatan pesanan yang dialami.
4.2 Pengolahan Data Dengan Menggunakan Metode Campbell Dudek Smith, Palmer dan Dannenbring
4.2.1 Uji Keseragaman Data
Uji keseragaman data memastikan bahwa data yang dikumpulkan memiliki pola yang konsisten. Untuk menguji keseragaman data, perlu dilakukan perhitungan rata – rata waktu, standar deviasi, BKA, dan BKB dari semua data yang sudah dikumpulkan.
1. Uji keseragaman data pada job 1
a. Uji keseragaman data proses pembuatan pola kaos 1. Nilai rata – rata
X = ∑ x
n = 52+54+50+53+51+55+52+55+54+50
10 =52,6
detik ...(2.1) 2. Standar Deviasi
S=
√
∑(Nxi−−1X)2 ...(2.2)=
√
(52−52,6)2+(54−52,6)2+(50−52❑ ,6)2+(53−52,6)2+(51−52,6)2√
(55−52,6)2+(52−52,6)2+(5510−52−1,6)2+(54−52,6)2+(50−52,6)2= 1,89
3. BKA dan BKB
BKA = X+kS = 52,6 + 2(1,89) = 56,38...(2.3 BKB = X−k S = 52,6 - 2(1,89) = 48,82...(2.4)
Gambar 4. 1 Uji Keseragaman Data Waktu Pengukuran Kaos Job 1 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.5 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pembuatan pola job 1 dinyatakan seragam.
b. Uji keseragaman data proses pemotongan pola 1. Nilai rata – rata
X = ∑ x
n = 67+68+66+65+68+70+71+67+65+69
10 =67,6
detik... (2.1) 2. Standar Deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(67−67,8)2+(68−67,8)2+(66−67❑ ,8)2+(65−67,8)2+(68−67,8)2√
(70−67,8)2+(71−67,8)2+(6710−67−1,8)2+(65−67,8)2+(69−67,8)2= 2,01 3. BKA dan BKB
BKA = X+kS = 67,6 + 2(2,01) = 71,62 ...(2.3) BKB = X−kSσ = 67,6 - 2(2,01) = 63,58 ...(2.4)
Gambar 4. 2 Uji Keseragaman Data Waktu Pemotongan Pola Job 1 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.6 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pemotongan pola job 1 dinyatakan seragam.
c. Uji keseragaman data proses penjahitan kaos
1. Nilai rata – rata
X = ∑ x
n =
840+842+843+841+845+845+843+844+842+846
10 ...(2.1)
¿843,1 detik 2. Standar Deviasi
S =
√
∑(Nxi−−1X)2...(2.2)=
√
(842,2−843,1)2+(842,2−843,1)2+(842,2−❑843,1)2+(842,2−843,1)2+(842,2−843,1)2√
(845−843,1)2+(843−843,1)2+(84410−843−1,1)2+(842−843,1)2+(846−843,1)2= 1,91
3. BKA dan BKB
BKA = X+kS = 843,1 + 2(1,91) = 846,92 ...(2.3) BKB = X−kS = 843,1 - 2(1,91) = 839,28 ...(2.4)
Gambar 4. 3 Uji Keseragaman Waktu Penjahitan Kaos Job 1 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.7 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu penjahitan kaos job 1 dinyatakan seragam.
d. Uji keseragaman data proses penjahitan rib leher 1. Nilai rata – rata
X = ∑ x
n = 41+42+42+43+41+43+44+42+45+43
10 =¿ 42,6
detik...(2.1) 2. Standar Deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(41−42,6)2+(42−42,6)2+(42−42❑ ,6)2+(43−42,6)2+(41−42,6)2√
(43−42,6)2+(44−42,6)2+(42−4210−1,6)2+(45−42,6)2+(43−42,6)2= 1,26
3. BKA dan BKB
BKA = X + kS = 42,6 + 2(1,26) = 45,13...(2.3 BKB = X − kS = 42,6 - 2(1,26) = 40,07...(2.4)
Gambar 4. 4 Uji Keseragaman Data Waktu Penjahitan Rib Leher Job1 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.8 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu penjahitan rib leher job 1 dinyatakan seragam.
e. Uji keseragaman data proses pemeriksaan 1. Nilai rata – rata
X = ∑ x
n = 49+50+48+51+49+47+52+50+49+47
10 =¿ 45,4
detik... (2.1) 2. Standar deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(49−45,4)2+(50−45,4)2+(48−❑45,4)2+(51−45,4)2+(49−45,4)2√
(47−45,4)2+(52−45,4)2+(50−4510−1,4)2+(49−45,4)2+(47−45,4)2= 1,6
3. BKA dan BKB
BKA = X+kS = 45,4 + 2(1,6) = 52,58...(2.3) BKB = X−kS = 45,4 - 2(1,6) = 45,96...(2.4
Gambar 4. 5 Uji Keseragaman Data Waktu Pemeriksaan Job 1 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.9 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pemeriksaan j ob 1 dinyatakan seragam.
2. Uji keseragaman data pada job 2
a. Uji keseragaman data proses pembuatan pola kaos 1. Nilai rata – rata
X = ∑ x
n = 66+68+67+69+64+69+67+65+66+68
10 =¿ 66,9
detik ...(2.1) 2. Standar deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(66−66,9)2+(68−66,9)2+(67−❑66,9)2+(69−66,9)2+(64−66,9)2√
(69−66,9)2+(67−66,9)2+(65−6610−1,9)2+(66−66,9)2+(68−66,9)2= 1,66
3. BKA dan BKB
BKA = X+ kS = 66,9 + 2(1,66) = 70,23...(2.3) BKB = X − kS = 66,9 - 2(1,66) = 63,57...(2.4)
Gambar 4. 6 Uji Keseragaman Data Waktu Pembuatan Pola Job 2 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.10 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pembuatan pola job 2 dinyatakan seragam.
b. Uji keseragaman data proses pemotongan pola 1. Nilai rata – rata
X = ∑ x
n = 75+77+74+76+73+77+75+73+74+76
10 =¿ 75 detik
(2.1)
2. Standar deviasi
S =
√
∑(Nxi−−1X)2...(2.2) =√
(75−75)2+(77−75)2+(74−❑75)2+(76−75)2+(73−75)2
√
(77−75)2+(75−75)2+(7310−−751)2+(74−75)2+(76−75)2= 1,49 3. BKA dan BKB
BKA = X+ kS = 75 + 2(1,49) = 77,98...(2.3) BKB = X − kS = 75 - 2(1,49) = 72,02...(2.4)
Gambar 4. 7 Uji Keseragaman Data Waktu Pemotongan Pola Job 2 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.11 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pembuatan pola job 2 dinyatakan seragam.
c. Uji keseragaman data proses penjahitan kaos 1. Nilai rata -rata
X = ∑ x
n =
993+996+997+991+993+995+993+997+995+991
10 ...(2.1)
¿994,1 detik 2. Standar deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(993−994,1)2+(996−994,1)2+(997−994❑ ,1)2+(991−994,1)2+(993−994,1)2√
(995−994,1)2+(993−994,1)2+(997−99410−1,1)2+(995−994,1)2+(991−994,1)2= 2,23 3. BKA dan BKB
BKA = X + kS = 994,1 + 2(2,23) = 998,57...(2.3) BKB = X − kS = 994,1 - 2(2,23) = 989,63...(2.4)
Gambar 4. 8 Uji Keseragaman Data Waktu Penjahitan Kaos Job2 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.12 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu penjahitan kaos job 2 dinyatakan seragam.
d. Uji keseragaman data proses penjahitan rib leher 1. Nilai rata – rata
X = ∑ x
n = 76+77+78+75+80+74+78+76+75+82
10 =77,1
detik...(2.1) 2. Standar deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(76−77,1)2+(77−77,1)2+(78−❑77,1)2+(75−77,1)2+(80−77,1)2√
(74−77,1)2+(78−77,1)2+(76−7710−1,1)2+(75−77,1)2+(82−77,1)2= 2,47
3. BKA dan BKB
BKA = X+kS = 77,1 + 2(2,47) = 82,04...(2.3) BKB = X−kS = 77,1 - 2(2,47) = 72,16...(2.4)
Gambar 4. 9 Uji Keseragaman Data Waktu Penjahitan Rib Leher Job2 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.13 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu penjahitan rib leher job 2 dinyatakan seragam.
e. Uji keseragaman data proses pemeriksaan 1. Nilai rata – rata
X = ∑ x
n = 51+49+50+52+48+52+54+48+50+46
10 =50 detik
...(2.1) 2. Standar deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(51−50)2+(49−50)2+(50−50❑ )2+(52−50)2+(48−50)2
√
(52−50)2+(54−50)2+(48−5010−1)2+(50−50)2+(46−50)2= 2,35
3. BKA dan BKB
BKA = X+kS = 50+ 2(2,35) = 54,71...(2.3) BKB = X−kS = 50 - 2(2,35) = 45,29...(2.4)
Gambar 4. 10 Uji Keseragaman Data Waktu Pemeriksaan Job 2 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.14 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pemeriksaan j ob 2 dinyatakan seragam.
3. Uji keseragaman data pada job 3
a. Uji keseragaman data proses pembuatan pola kaos 1. Nilai rata – rata
X = ∑ x
n = 55+53+50+52+54+58+56+54+55+59
10 =¿ 54,6
detik...(2.1) 2. Standar deviasi
S =
√
∑(Nxi−−1X)2 ...(2.2)=
√
(55−54,6)2+(53−54,6)2+(50−❑54,6)2+(52−54,6)2+(54−54,6)2√
(58−54,6)2+(56−54,6)2+(5410−54−1,6)2+(55−54,6)2+(59−54,6)2= 2,67
3. BKA dan BKB
BKA = X+kS = 54,6 + 2(2,67) = 59,95...(2.3)
BKB = X−kS = 54,6 - 2(2,67) = 49,25...(2.4)
Gambar 4. 11 Uji Keseragaman Data Waktu Pembuatan Pola Job 3 Sumber : Hasil Pengolahan Data
Berdasarkan grafik pada gambar 4.15 terlihat bahwa tidak ada data yang melebihi batas control atas maupun bawah. Sehingga, data waktu pembuatan pola job 3 dinyatakan seragam.
b. Uji keseragaman data proses pemotongan pola 1. Nilai rata – rata
X = ∑ x
n = 69+70+68+69+67+73+72+71+73+69
10 =¿ 70,1
detik...(2.1) 2. Stand