Penulis mengucapkan puji syukur kehadirat Tuhan Yang Maha Esa yang telah melimpahkan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan Kerja Praktek (KP) yang berjudul “ANALISIS PROSES PRODUKSI PENS STANG REM PADA LOKOMOTIF CC 201 PT KAI BALAI YASA YOGYAKARTA". Laporan ini disusun berdasarkan hasil Kerja Praktek yang telah dilaksanakan di PT KAI Balai Yasa Yogyakarta pada tanggal 05 Juli sampai dengan 05 Agustus 2023. Tuhan Yang Maha Esa atas limpahan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan Kerja Praktek ini;
Bapak Tarkono, S.T., M.T selaku pembimbing kerja praktek dan dosen pembimbing akademik atas segala petunjuk, nasehat dan nasehat yang diberikan kepada penulis sampai dengan selesainya laporan Kerja Praktek ini; Annisa Sisi Yani yang membantu dan mendampingi saya selama penyelesaian laporan kerja praktek. Secara umum pelaksanaan Kerja Praktek menunjukkan pengetahuan, keterampilan dan sikap mahasiswa di bidang teknologi/profesional melalui keterlibatan langsung dalam berbagai kegiatan di dunia usaha.
Kerja praktek pada akhirnya adalah membangun keahlian di bidang teknis/vokasi yang mencakup wawasan kognitif, afektif, dan psikomotorik yang dibutuhkan peserta didik. Untuk hasil pengereman terbaik, diperlukan tuas rem yang kokoh sebagai dudukan rem.
PENDAHULUAN
Latar Belakang
Tujuan
Waktu dan Tempat Pelaksanaan
Sistematika Penulisan
PROFIL PERUSAHAAN
Profil Perusahaan
Sejarah Perusahaan
Visi dan Misi Perusahaan
Lokasi Perusahaan
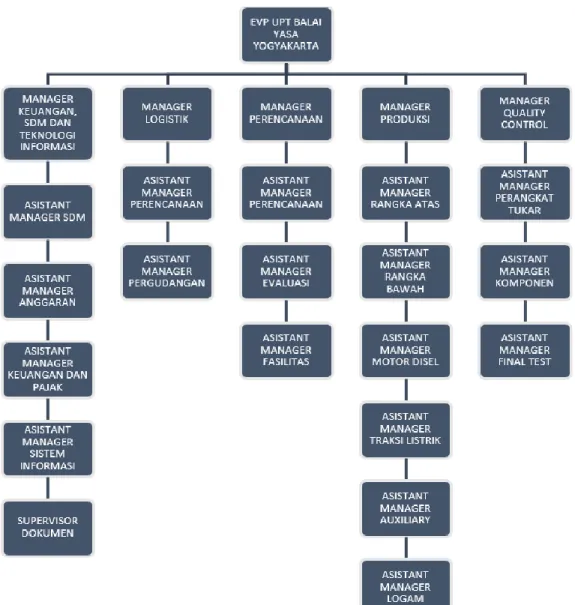
Struktur Perusahaan
TINJAUAN PUSTAKA
Pengertian Lokomotif
- Perencanaan Pemeliharaan Lokomotif
- Macam-macam Komponen Lokomotif
- Jenis Lokomotif berdasarkan Mesinnya
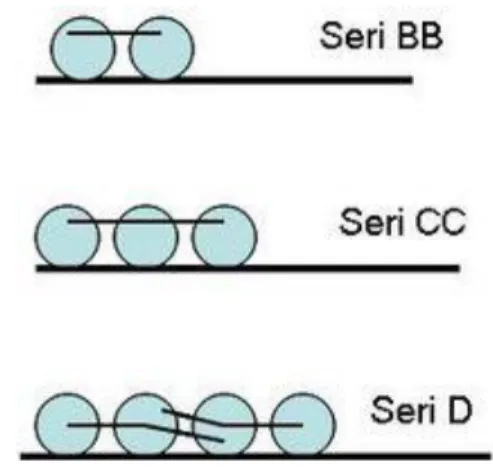
Lokomotif DE menggunakan transmisi listrik (motor traksi) yaitu mesin diesel yang memutar generator utama dan dihubungkan dengan kabel ke motor traksi dan motor traksi memutar roda. Sedangkan lokomotif DH menggunakan traksi hidrolik yaitu mesin diesel yang memutar transmisi yang dihubungkan oleh poros ke roda yang memiliki gigi penggerak halus. Kode B berarti lokomotif dengan 2 roda penggerak atau Bo-Bo. Misalnya lokomotif uap tahun 1898: Seri Bristol B.
Kode C artinya lokomotif dengan 3 roda penggerak atau Co-Co. Misalnya Lokomotif Uap 1905: Seri C Birmingham. Lokomotif ini merupakan lokomotif GE Transportation tersukses di Indonesia mengingat ketersediaan suku cadang yang mencukupi. Satu unit lokomotif versi ekspor ini sebelumnya dioperasikan oleh ICTSI di Filipina dan kemudian dijual ke Australia.
Lokomotif CC206 merupakan lokomotif diesel-listrik yang diproduksi oleh General Electric Transportation, Amerika Serikat, dimiliki dan dioperasikan oleh PT Kereta Api Indonesia (Persero). Lokomotif ini dilengkapi dengan dua bogie dengan konfigurasi C-C (Co'Co'), yaitu tiga roda penggerak pada setiap bogie. Ada perbedaan dengan lokomotif diesel elektrik sejenis buatan GE lainnya, yaitu dilengkapi dengan dua kabin pengemudi depan dan belakang, seperti lokomotif di Eropa pada umumnya.
Undercarriage (truk) berfungsi untuk menopang lokomotif dan mengatur gerak lokomotif pada tikungan, serta sebagai tempat roda penggerak. B). Tenaga yang digunakan untuk menggerakkannya diperoleh dengan membakar bahan bakar di dalam silinder mesin diesel. D). Supercharger turbo dan blower mesin diesel untuk meningkatkan suplai oksigen ke silinder sehingga lebih banyak udara yang masuk. e).
Motor traksi (lokomotif DE) adalah motor DC yang memutar roda penggerak melalui roda gigi traksi motor. Menggunakan mesin diesel sebagai sumber tenaganya yang kemudian disalurkan ke roda melalui transmisi mekanis. Lokomotif ini biasanya bertenaga kecil dan sangat jarang ditemukan karena terbatasnya kemampuan transmisi mekanis dalam menyalurkan tenaga. Lokomotif ini menggunakan tenaga mesin diesel untuk memompa oli kemudian menyalurkannya ke alat hidrolik untuk menggerakkan roda. Lokomotif ini memang belum sepopuler lokomotif diesel listrik karena perawatannya dan potensi permasalahan besar.
Proses Produksi
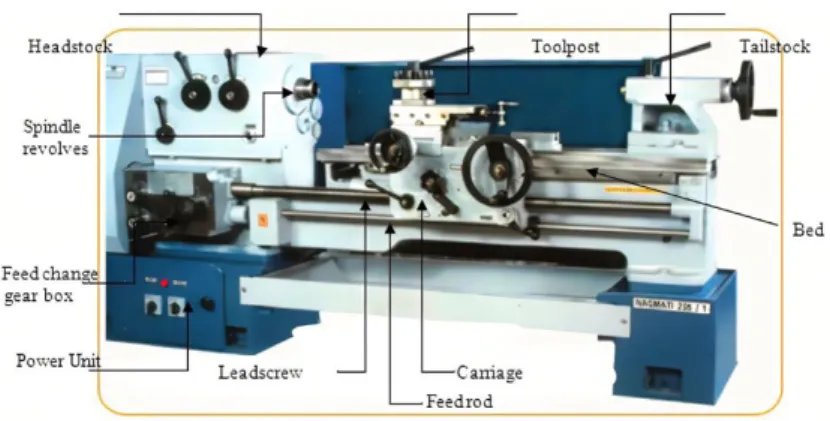
- Bagian-bagian Mesin Bubut
- Jenis-Jenis Mesin Bubut
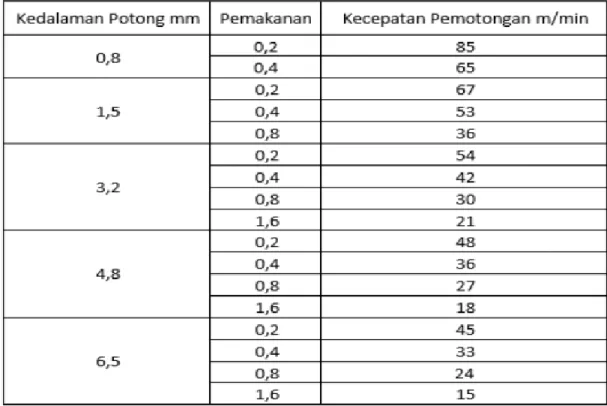
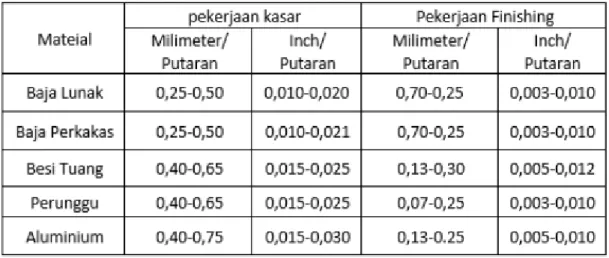
- Jenis Pemakanan Pada Mesin Bubut
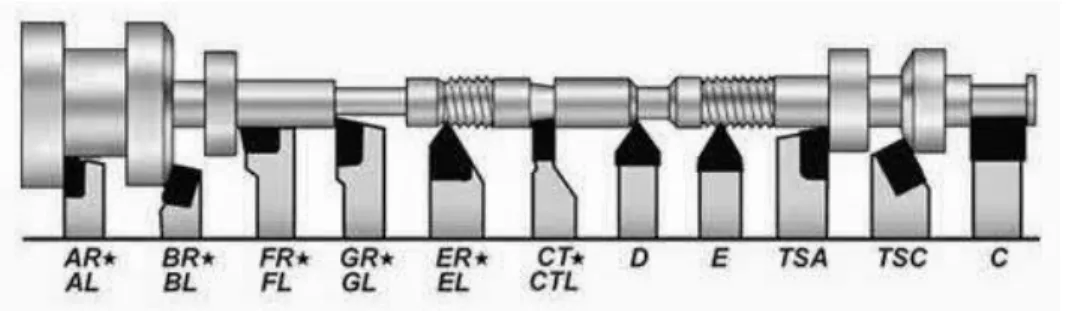
- Jenis-jenis Pahat Pada Mesin Bubut
Jumlah gigi pada setiap gigi ganti bervariasi besarnya mulai dari 15 hingga jumlah gigi maksimal 127. Gigi ganti dengan jumlah 127 ini istimewa karena digunakan untuk konversi dari ulir metrik ke ulir inci. Putarannya disesuaikan dengan sumbu putar benda kerja, mesin bubut yang digunakan untuk memotong suatu benda akan melakukan gerakan translasi sejajar dengan bagian pahat mesin bubut.
Karena ukiran akan mengatur sumbu putaran suatu benda, maka hasil putarannya akan berupa benang pada benda kerja tersebut. Jadi poros spindel akan memutar benda kerja melalui piringan pembawa guna memutar roda gigi pada poros spindel. Ekornya digunakan untuk menahan atau menopang benda kerja pada ujung yang berlawanan dengan chuck pada saat proses pemesinan bubut.
Head merupakan tempat transmisi gerak pada mesin bubut yang mengatur putaran yang diperlukan dalam proses pembubutan. Jika kita melihat cara kerja mesin bubut, dibedakan menjadi dua jenis yaitu mesin bubut manual/mesin bubut konvensional dan mesin bubut matic/mesin bubut CNC otomatis. Mesin bubut manual adalah mesin bubut yang pengoperasian manualnya dilakukan langsung oleh manusia, sedangkan mesin bubut otomatis adalah mesin bubut yang alatnya memotong benda kerja secara otomatis dan kembali lagi setelah proses selesai, dimana semua pergerakannya dilakukan secara otomatis dengan bantuan komputer yang diatur atau diprogram.
Mesin bubut full otomatis dilengkapi dengan kursi perkakas sehingga sejumlah perkakas potong dapat ditempatkan di dalam mesin secara berurutan (Sastal dkk, 2018). Pembubutan muka, yaitu proses pembubutan yang dilakukan pada bagian tepi penampang, sehingga diperoleh permukaan yang halus dan rata.
Pengertian Pen di Lokomotif
Klem biasa digunakan untuk menggantung segitiga/gantungan rem agar seimbang di tengah samping roda untuk menggantung stang rem. Selain itu, wawancara dengan personel pemeliharaan mesin memberikan penjelasan dan pemahaman ekstensif tentang komponen dan proses produksi pembubutan pin. Mesin bubut digunakan untuk membuat peniti, namun sebelumnya benda kerja dipotong dengan gergaji.
Proses pembuatan kaliper rem roda kemudi (mesin siap digunakan, kecepatan diatur dan alat dipasang pada tiang alat). Matikan mesin, putar benda kerja ke sisi yang ditekan dan sekarang dijepit sepanjang 10 mm. Untuk melakukan proses pembubutan pin kemudi rem, harus sangat berhati-hati saat memutar benda uji dengan cara menjepitnya pada chuck empat rahang kemudian dipusatkan menggunakan blok sudut/penunjuk.
Untuk mengetahui kecepatan dan waktu yang diperlukan untuk memutar handle rem, dapat dilakukan perhitungan sebagai berikut. Contoh kerusakan yang terjadi pada brake steering antara lain kegagalan pada proses belok dan keausan. Pada saat proses pembubutan, terjadi kesalahan produksi pada produk kendali rem sehingga mengakibatkan pemasangan menjadi kendor atau kebesaran.
Hal ini kemungkinan besar disebabkan oleh kurangnya kehati-hatian pada saat proses pembubutan dan penggunaan kecepatan potong yang tinggi sehingga menyebabkan proses pembubutan terlalu dalam. Akibat dari ketidaksesuaian proses putaran roda rem yang terlalu kecil pada saat pemasangan, membuat roda rem menjadi kurang stabil. Hal ini dikarenakan kaliper rem sudah habis masa pakainya atau kualitas kalipernya kurang baik.
Penggantian pin kemudi rem biasanya dilakukan setelah pin tersebut aus dalam kurun waktu kurang lebih 2 tahun pemakaian. Setelah kecepatan diatur, lalu dipotong dan hasilnya 13,1 Vc. Berdasarkan hasil perhitungan yang cermat, dibutuhkan waktu 30,41 menit untuk membuat satu batang kendali rem. Pengaruh jenis pahat, kecepatan spindel dan kedalaman penggunaan terhadap tingkat kekerasan dan kekerasan permukaan baja ST.42 pada proses bubut konvensional.
PELAKSANAAN KERJA PRAKTIK
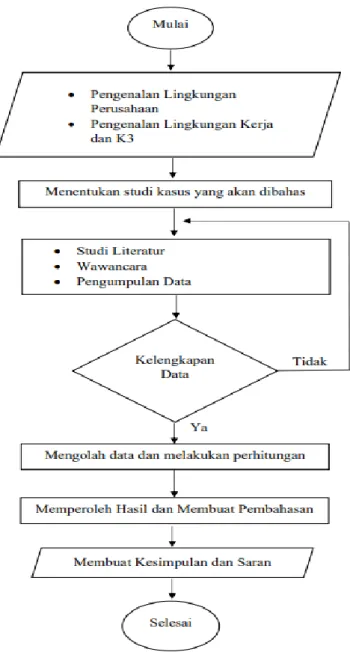
Metode Kerja Praktek
Studi literatur dilakukan dengan mengambil data-data dari pihak perusahaan mengenai objek yang diamati, seperti data spesifik lokomotif berdasarkan buku manual lokomotif CC 201. Data yang digunakan diambil dari data observasi proses langsung di tempat kerja praktek di Peralatan Produksi. bagian PT KAI UPT Balai Yasa Yogyakarta.
Tempat dan Waktu Pelaksanaan Kerja Praktek
Alur Kerja Praktek
HASIL DAN PEMBAHASAN
Data
Analisa Sistem Produksi Pen Stang Rem
- Rumus Perhitungan Pembubutan Pen Stang Rem
- Perhitungan Pembubutan Pen Stang Rem
Untuk menghitung waktu pemesinan pada saat proses pembubutan dapat dihitung dengan menjumlahkan perhitungan di atas ditambah waktu set-up dan waktu berhenti yang diperlukan, diasumsikan 20 menit :.
Kerusakan Pada Pen Stang Rem
- Kegagalan Pada Proses Pembubutan Pen Stang Rem
- Keausan Pada Pen Stang rem
Jika kondisinya masih bagus tidak perlu diganti, namun saat dicek hasilnya (-1mm) sudah terjadi keausan pulpen dan perlu diganti. Keausan pada pena tergantung pada jenis bahan pembuatnya. Untuk analisa umur penggantian pulpen belum bisa dipastikan, tergantung hasil pengecekan. Melakukan perawatan track produksi pada lokomotif tipe CC201 sesuai dengan Operation Manual Book (OMB).
Agar lebih efisien dalam hal perawatan (daya tahan), waktu dan biaya, sebaiknya proses produksi pulpen pada lokomotif tipe CC 201 harus diperhatikan dengan baik apabila menggunakan bahan pembuatan pulpen. Analisis variasi kecepatan potong dan kedalaman potong terhadap nilai kekasaran permukaan dan getaran pada pembubutan silinder material baja ST 60.
PENUTUP
Kesimpulan
Saran