1 BAB 1 PENDAHULUAN 1.1 Latar Belakang
Pada industri, produk yang dihasilkan sangat dipengaruhi oleh pengendalian mutu dan proses produksi. Mutu yang baik tidak saja bergantung pada kualitas bahannya, tetapi juga sangat bergantung pada proses produksi. Proses Produksi yang baik juga sangat ditentukan oleh kontrol kualitas dimensi produk. Sedangkan kualitas dimensi produk ditentukan oleh penggunaan alat ukur yang Persisi dan teliti dan cara pengukurannya harus benar. Alat ukur yang presisi (tepat) dan teliti (akurat) merupakan suatu yang harus dipenuhi guna menghasilkan pengukuran yang benar. Untuk mendapatkan pengukuran yang benar perlu adanya kalibrasi terhadap suatu alat ukur.
Kalibrasi terhadap suatu alat ukur adalah proses pengujian kebenaran penunjukkan hasil pengukuran suatu alat ukur yang bertujuan untuk menentukan kelayakan suatu alat ukur untuk dapat digunakan. Dalam proses ini semua bagian alat ukur yang dapat mempengaruhi hasil pengukuran harus diperiksa apakah masih dapat berfungsi dengan baik atau tidak, sehingga dapat ditentukan kelayakan dari alat ukur.
1.2 Tujuan Praktikum
Adapun tujuan dari pelaksanaan praktikum penggunaan dan kalibrasi mistar ingsut yaitu sebagai berikut:
1. Dapat menggunakan mistar ingsut (vernier caliper) berbagai jenis dengan baik dan benar.
2. Dapat mengkalibrasi mistar ingsut.
1.3 Manfaat Praktikum
Adapun manfaat dari pelaksanaan praktikum kalibrasi dan pengguaan mistar ingsut adalah sebagai berikut :
1. Praktikan dapat menggunakan berbagai mistar ingsut dengan baik dan benar.
2
2. Praktikan dapat mengkalibrasi mistar ingsut.
1.4 Sistematika Penulisan
Adapun sistematika dari penulisan laporan akhir kalibrasi dan pengguaan mistar ingsut yaitu sebagai berikut:
BAB I PENDAHULUAN
Berisikan tentang latar belakang, tujuan praktikum, manfaat dan sistematika penulisan.
BAB II TEORI DASAR
Berisikan tentang landasan – landasan teori dari praktikum yang dilaksanakan
BAB III METODOLOGI
Berisikan mengenai prosedur praktikum teoritis, prosedur pratikum aktual serta alat dan bahan.
BAB IV DATA PENGAMATAN
Berisikan data berbentuk gambar dan berbentuk tabel.
BAB V ANALISA DATA
Berisikan tentang perhitugan dan analisa data.
BAB VI PENUTUP
Berisikan tentang kesimpulan dan saran dari pelaksanaan praktikum.
DAFTAR PUSTAKA LAMPIRAN
3 BAB II TEORI DASAR 2.1 Pengertian
Mistar ingsut adalah alat ukur linear langsung sama seperti mistar ukur, terdapat skala linear pada bagian mistar ingsut, sedangkan perbedaannya terletak pada cara pengukuran objek ukur. Mistar ingsut memiliki banyak nama lain seperti sigmat, jangka sorong, vernier caliper maupun jangaka geser. Dari penampilan tersebut biasanya akan timbul karena kebiasaan dari sebuah wilayah atau daerah.
Kalibrasi terhadap suatu alat ukur adalah proses pengujian dari kebenaran penunjukkan hasil pengukuran suatu alat ukur untuk dapat menentukan kelayakan yang dapat dipergunakan pada pengukuran suatu benda ukur. Pada mistar ingsut dibuat rahang ukur tetap dan juga rahang ukur gerak yang berfungsi sebagai sensor untuk menjepit benda ukur sewaktu melakukan pengukuran. Pada ujung mistar ingsut ini ada dua rahang yaitu rahang atas dan rahang bawah. Rahang atas untuk mengukur celah dari sebuah bidang dimensi. Rahang bawah berfungsi untuk mengukur panjang sebuah dimensi dan juga mengukur panjang sebuah dimensi dan juga mengukur diameter luar dari sebuah benda yang silindris. Rahang tetap adalah rahang yang tergabung dengan batang dari mistar ingsut. Sedangkan rahang geser merupakan rahang yang bagiannya terpisah dengan batang ukur, dan juga pada rahang geser ini terleta skala nonius dari jangka sorong.
Pengukuran dilakukan dengan menjepit benda ukur dengan menggunakan rahang sensor yang ada pada mistar insut ini. Jika pengukuran ketinggian yang dimungkinkan akan menggunakan ekor dari jangka sorong dan dengan permukaan yang sedang diukur.
Pada saat proses melakukan pengukuran kita akan dapat mengalami yang namanya kesulitan dalam membaca saat skaka yang ditunjukkan , kita bisa mengunci rahang geser dengan cara memutar pengunci dan mengunci pergerakan dirahang geser pada benda ukur. Jika sudah dirasakan sensor menyentuh dari bagian yang sedang ingin diukur, maka kita daoat menggunakan fitur pengunci dari mistar ingsut ini. Setelah itu kita bisa membawanya ke tempat yang mudah untuk dilakukan pembacaan pada benda yang sedang diukur.
4
Mistar ingsut digunakan untuk mengukur dimensi pada benda bagian dalam dan luar suatu benda ukur. Sebuah benda ukur ada kalanya kita dituntut untuk membaca ukuran di kedalaman sebuah benda kerja. Misalnya untuk mengukur kedalaman sebuah lubang dari poros dan menghitung lubang pulley. Agar spy yang dibuat tidak kepanjangan dan tidak mengganggu poros lain maka ukuran dari spy yang dibuat harus sesuai.
Penggunaan alat ini sangatlah sensitif, jika terjadi benturan pada rahang dan rahang akan mengalami kecacatan sehingga hasilnya dalam pengukuran menjadi kurang akurat karena pada jangka sorong memiliki ketilitian hingga 0,02 mm, penggunaan alat janga sorong hanya memiliki sifat lunak pasti akan mengalami perubahn bentuk saat dilakukan penekanan dengan rahang atau sensor dari jangka sorong. Pengukuran yang dapat dilakukan jga hanya melakukan pengukuran pada benda yang terlihat jelas. Jika benda tidak dapat disentuh oleh sensor atau rahang mistar ingsut pengukuran yang dilakukan tidak akurat.
Gambar 2. 1 Mistar Ingsut (Sumarno, 2018)
Sedangkan pengertian kalibrasi adalah proses pengujian kebenaran hasil pengukuran yang di bandingkan dengan alat ukur yang berguna dan berpengaruh dalam pengukuran harus diperiksa. Guna memastikan apakah masih layak di gunakan atau tidak alat ukur tesebut.
Jadi kalibrasi mistar ingsut adalah proses pengujian kebenaran penunjukan hasil pengukuran dengan mistar ingsut. Maka hasil yang terbaca pada mistar ingsut di tentukan apakah masih layak di dalam batas toleransi yang telah di berikan. Jika tidak
5
masuk dalam toleransi maka dinyatakan alat ukur tersebut tidak layak di gunakan atau
kasarnya di sebut rusak. Pada mistar ingsut digital dan mistar ingsut jam ukur tidak berlakuhal seperti ini karena dapat di kembalikan ke titik nol.
Adapun hal-hal yang harus diperhatikan suvaton mingsmakon millar ingsut yaitu sebagai berikut:
1. Rahang ukur gerak (peluncur) harus dapat meluncur pada batang ukur dengan baik tanpa adanya goyangan.
2. Periksa kedudukan nol serta kesejajaran dan permukaan kedua rahang.
3. Benda ukur sedapat mungkin jangan diukur hanya dengan ujung dari rahang ukur (harus agak kedalam).
4. Tahanan pengukuran jangan terlalu kuat, yang dapat memungkinkan pembengkokan rahang ukur atau lidah ukur kedalaman. Kecermatan pengukuran tergantung atas penggunaan tekanan yang cukup dan tetap. Hal ini memerlukan latihan tersendiri,sehingga ujung jari yang menggerakan peluncur dapat merasakan tekanan pengukuran yang baik, kalau ada gunakan mur penggerak halus.
5. Pembacaan skala nonius dapat dilakukan setelah mistar ingsut diangkat dan objek ukur secara hati-hati, setelah peluncur dimatikan. Miringkan mistar ingsut ini, sehingga bidang skala nonius hampir sejajar dengan bidang pandangan, dengan demikian akan mempermudah penentuan gans nonius yang menjadi segaris dengan skala utama.
6. Jangan disalahgunakan, misalnya untuk menggaris, memukul atau mengukur poros yang berputar pada mesin bubut.
2.2 Jenis-Jenis Mistar Ingsut
Mistar ingsut merupakan alat ukur yang praktis dan umum digunakan dan ketelitiannya mencapai 0.01 mm. kecamatan setinggi ini dalam sebuah pengukuran yang memasuki toleransinya sangat dibolehkan untuk menggunakan ukuran ini.
Karena kesederhanaan konstruksinya maka banyak sekali jenis-jenis dan mistar ingsur tergantung pada fungsi dan penggunaanya. Mistar ingsut ini terbuat dari
6
bahan atau material yang kokoh dan kuat Pada beberapa jenis alat, kekuatan dari alat tersebut kurang menjanjikan. Sehingga pada alat tersebut mudah aus dan berakibat hasil tidak sesuai. Mistar ingsut ini dikhawatirkan kekurangan fitur yang berguna untuk mengukur dan berbagai bentuk objek ukur. Maka dari itu ada berbagai macam jenis mistar ingsut berdasarkan fungsi dan bentuknya.
2.2.1 Mistar Ingsut Tak Sebidang
Mistar ingsut merupakan merupakan jenis sangat banyak digunakan dan seringditemukan. Alasan banyak pengguaannya alat ukur ini adalah harganya yang murah dan penggunaanya yang mudah. Fungsi dari jangka sorong ini juga bisa dibilang komplit karena dalam satu alat bisa digunakan untuk mengukur diameter luar, diameter dalam, kedalaman serta dipengukuran ketinggian dari celah maupun dimensi lainnya. Mistar ingsut jenis ini dapat mengukur dua permukaan yang bertingkat.
Gambar 2. 2 Mistar Ingsut Tak Sebidang (Rochim, 2006)
Jangka sorong merupakan alat ukur yang sangat banyak dipakai dalam berbagai bidang industry, baik industry kecil atau dalam industry besar. Dengan menggunakan jangka sorong kita akan bisa mendapatkan control ukuran dan dimensi yang presisi serta akurat karena alat ukue ini ketelitiannya dapat mencapai seperseratus millimeter. Jangka sorong merupakan alat ukur linier serupa dengan alat ukur mistar ukur.
7 2.2.2 Mistar Ingsut Jarak Senter
Mistar ingsut ini digunakan untuk mengukur jarak antara dua senter dan poros.
Penggunaannya berbeda ketinggian dan dua poros senter tersebut.
Gambar 2. 3 Mistar Ingsut Jarak Senter (Rochim, 2006)
2.2.3 Mistar Ingsut diameter Dalam
Mistar ingsut jenis ini digunakan untuk mengukur diameter dalam dan sebuah benda silindris.
Gambar 2. 4 Mistar Ingsut Diameter Dalam (Rochim, 2006)
8 2.2.4 Mistar Ingsut Pipa
Mistar ingsut jenis ini digunakan untuk mengukur lebar dinding dari sebuah pipa dalam dan tebal dari plat yang melengkung. Mistar ingsut jenis ini sangat penting pada sistem perpipaan.
Gambar 2. 5 Mistar Ingsut Pipa (Rochim, 2006)
2.2.5 Mistar Ingsut Posisi dan Lebar Alur
Pada mistar ingsut jenis ini digunakan untuk mengukur dan posisi dan lebar alur dari sebuah benda kerja.
Gambar 2. 6 Mistar Ingsut Posisi dan Lebar Alur (Rochim, 2006)
2.2.6 Mistar Ingsut Tekanan Ringan
Mistar ingsut ini di gunakan untuk mengukur benda ukur yang memiliki tekstur lubak atau tidak terlalu keras.
9
Gambar 2. 7 Mistar Ingsut Tekanan Ringan (Rochim, 2006)
2.2.7 Mistar Ingsut Putar
Mistar ingsut jenis ini untuk mengukur jarak dua permukaan yang sejajar tapi tidak sebidang (sulit untuk mengukur dengan mistar ingsut sebidang).
Gambar 2. 8 Mistar Ingsut Putar (Rochim, 2006)
2.2.8 Mistar Ingsut Serba Guna
Mistar ingsut jenis ini memiliki fungsi yang sangat banyak sehingga di sebut dengan mistar ingsut serbaguna. Terdapat penggores dan pembagi jarak, pengukuran kedalaman, pengukuan ketinggian serta pengukuran sudut.
10
Gambar 2. 9 Mistar Ingsut Serba Guna (Rochim, 2006)
2.2.9 Mistar Ingsut Kedalaman
Mistar ingsut jenis ini di gunakan untuk mengukur kedalamn dari sebuah lubang, pengukuran lebar serta pengukuran posisi alur terhadap tepi atau alur lainnya.
Gambar 2. 10 Mistar Ingsut Kedalaman (Rochim, 2006)
2.2.10 Mistar Ingsut Penggores
Jenis jangka sorong ini di gunakan untuk mengukur diameter luar, ketinggian benda ukur. Tapi tidak hanya berfungsi sebagai itu saja jangka sorong jenis ini memiliki penggores yang berguna untuk menandai benda kerja atau pada pembuatan gambar-gambar garis.
11
Gambar 2. 11 Mistar Ingsut Penggores (Rochim, 2006)
2.4 Bagian-Bagian Mistar Ingsut
Mistar ingsut adalah jenis alat ukur yang mempunyai tingkat kecermatan pengukuran yang lebih baik dari mistar ukur, yaitu lebih kecil dari 0,05 mm. Jangka sorong dikatakan lebih cermat dikarenakan dilegkapi dengan skala nonius da nada pula yang dilengkapi dengan jam ukur. Mistar ingsut tersusun dari beberapa komponen yang bersatu menjadi mistar ingsut. Masing-masing bagian memiliki fungus yang berbeda-beda. Berkut ini adalah komponen atau bagian-bagian yang ada pada mistar ingsut. Berikut ini adalah gambar dari bagian-bagian mistar ingsut yang umumnya banyak digunakan.
Gambar 2. 12 Bagian-bagian Mistar Ingsut (Sumarno, 2018)
12 1. Rahang Dalam
Terdiri dari rahang tetap dan rahang geser. Rahang berfungsi untuk mengukur dimensi luar atau bagian luar dari benda. Sebagai contoh untuk mengukur tebal dan diameter luar benda.
2. Rahang Luar
Rahang luar berfungsi untuk mengukur diameter atau bagian dalam sebuah benda seperti untuk mengukur diameter pengeboran.
3. Pengukur Kedalaman
Pengukur kedalaman berfungsi untuk mengukur kedalaman sebuah benda.
4. Skala Utama (satuan cm)
Skala utama dalam satuan cm berfungsi untuk menyatakan ukuran utama dalam satuan sentimeter (cm).
5. Skala Nonius (satuan inci)
Skala utama dalam satuan inchi berfungsi untuk menyatakan ukuran utama dalam satuan inchi.
6. Skala Nonius (dalam mm)
Skala nonius dalam satuan milimeter (mm) berfungsi sebagai skala fraksi dalam satuan milimeter (mm).
7. Skala nonius (dalam inci)
Skala nonius inchi menyatakan skala fraksi dalam inchi.
8. Pengunci
Pada dasarnya pengunci ini akan memberikan hasil pengukuran yang pasti.
Pengunci berfungsi sebagai pengunci raḥang geser ketika melakukan pengukuran agar akurat dan tidak merubah hasil ukur.
2.5 Perkembangan Mistar Ingsut
Pertama kali munculnya jangka sorong yaitu jenis nonius. Dimana cara pembacaannya sangat sederhana. Seiring perkembangan zaman maka alat ukur ini juga mengalami perubahan yang bertujuan untuk mempermudah pekerjaan manusia. Jangka sorong awal mulanya ditemukan di Italia. Pada mulanya semua kemajuan teknologi yang terjadi adalah untuk mempermudah segala pekerjaan manusia yang bertujuan untuk mempermudah manusia sehingga mistar ingsut
13
diciptakan. Mistar ingsut digunakan untuk keperluan dalam hal mengukur dari dimensi luar, diameter dalam dan juga untuk mengukur kedalaman dan benda ular yang diukur. Jenis-jenis mistar ingsut seiring barkambangnya zaman dimulai dari mistar ingsut nonius, mistar ingsut jam ukur dan mistar ingsut digital.
2.5.1 Mistar Ingsut Nonius
Mistar ingsut nonius memiliki dua macam bentuk yallu yang hanya mempunyai rahang ukur bawah dan yang lain mempunyai rahang ukur bawah dan atas. Mistar ingsut yang hanya memiliki rahang bawah saja digunakan untuk mengukur dimensi luar dan dimensi dalam saja. Sedangkan mistar ingsut yang memiliki rahang atas bawah dapat digunakan untuk mengukur dimensi luar, dimensi dalam, kedalaman dan ketinggian alur bertingkat. Untuk skala pembacaan dengan sistem metrik, mistar ingsut ada yang panjang skala utamanya dan 150 mm, 200 mm. 250 mm, dan 300 mm.Bahkan ada juga yang sampai 1000 mm.
14 BAB III METODOLOGI 3.1 Prosedur Praktikum Teoritis
Adapun prosedur praktikum Penggunaan dan Kalibrasi mistar ingsut secara teoritis adalah sebagai berikut :
1. Pemeriksaan kebenaran skala utama dilakukan dengan menggunakan balok ukur dengan kenaikan tebal balok ukur sebesar 5 mm (mulai skala nol sampai dengan akhir skala utama).
Hal ini dilakukan untuk ketiga macam sensor sebagai berikut:
o : pengukuran luar dengan balok ukur sebagai standar
i : pengukuran dalam dengan menggunakan balok ukur yang dilengkapi dengan pemegang balok ukur.
d : pengukuran kedalaman dengan menggunakan balok ukur, pengukuran dilakukan diatas meja rata.
2. Pemeriksaan kelurusan sensor, dilakukan dengan menempelkan pisau lurus pada sensor ukur, kemudian dengan latar belakang cahaya terang (lampu) dilakukan dapat dilihat apakah ada celah atau tidak. Buatlah sket hasil pengamatan.
3.2 Prosedur Praktikum Aktual
Adapun prosedur penggunaan dan kalibrasi mistar ingsut adalah sebagai berikut :
1. Pemeriksaan kelurusan sensor, dilakukan dengan menempelkan pisau lurus pada sensor ukur, kemudian dengan latar belakang cahaya terang (lampu) dilakukan dapat dilihat apakah ada celah atau tidak. Buatlah sket hasil pengamatan.
2. Masing-masing benda uji digambar pada kertas hvs sebagai acuan dalam pengukuran.
15
Gambar 3. 1 Benda Uji Digambar pada HVS
3. Pengunci Rahang dilonggarkan dengan memutar berlawanan arah jarum jam.
Gambar 3. 2 Pengunci Rahang Dilonggarkan 4. Rahang dibuka dengan menggeser peluncur.
Gambar 3. 3 Rahang Dibuka
16
5. Letakkan bagian yang ingin diukur pada benda ukur diantara sensor pada rahang mistar ingsut.
Gambar 3. 4 Letakkan Sensor pada Benda Ukur 6. Peluncur dikunci dengan cara memutar pengunci searah jarum jam.
Gambar 3. 5 Peluncur Dikunci
7. Skala utama pada batang utama dibuka dan diamati untuk menentukan nilai ukur utama benda ukur yang ditinjau.
17
Gambar 3. 6 Skala Utama Diamati
8. Skala nonius pada mistar ingsut dibaca dan diamati untuk menentukan nilai ketelitian benda ukur yang ditinjau.
Gambar 3. 7 Skala Nonius Diamati
9. Langkah-langkah tersebut dilakukan pada saat benda ukur dengan mistar ingsut skala jam ukur, yang membedakan dengan mistar ingsut nonius yaitu pada skala nonius dimana mistar ingsut ini menggunakan skala nonius jam ukur.
18
Gambar 3. 8 Mistar Ingsut Jam Ukur
10. Hal yang sama dilakukan pada mistar ingsut digital. Dimana pada mistar ingsut ini nilai ukur yang dihasilkan dapat dibaca langsung pada LCD Dislay.
Gambar 3. 9 Mistar Ingsut Skala Digital 3.3 Alat dan Bahan
Adapun alat dan bahan yang digunakan dalam praktikum ini adalah sebagai berikut :
3.3.1 Alat
Adapun alat yang digunakan pada praktikum ini adalah sebagai berikut : 1. Mistar Ingsut Skala Nonius (0,002 mm)
19
Gambar 3. 10 Mistar Ingsut Skala Nonius 2. Mistar Ingsut Jam Ukur (0,05 mm)
Gambar 3. 11 Mistar Ingsut Jam Ukur 3. Mistar Ingsut digital (0,01 mm)
Gambar 3. 12 Mistar Ingsut Digital
20 3.3.2 Bahan
Adapun Bahan yang digunakan pada praktikum ini adalah sebagai berikut:
1. Meja Bertingkat
Gambar 3. 13 Meja Bertingkat 2. V-Block
Gambar 3. 14 V-Block
21 BAB IV
DATA PENGAMATAN 4.1 Data Pengamatan
Adapun data pengamatan yang diperoleh dari praktikum ini adalah sebagai berikut :
4.1.1 Meja Bertingkat
Adapun data pengamatan dalam bentuk gambar adalah sebagai berikut :
Gambar 4. 1 Meja Bertingkat
Adapun data pengamatan dalam bentuk tabel adalah sebagai berikut :
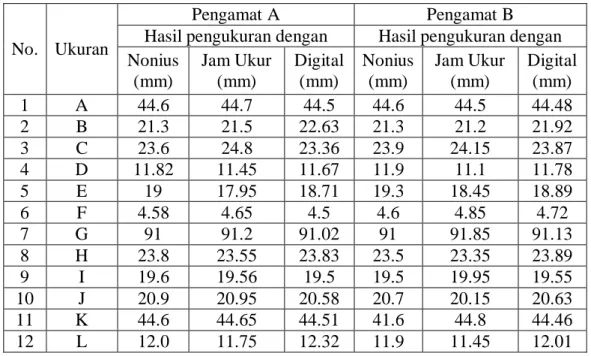
Tabel 4.1 Hasil Pengukuran Meja Bertingkat
No. Ukuran
Pengamat A Pengamat B
Hasil pengukuran dengan Hasil pengukuran dengan Nonius
(mm)
Jam Ukur (mm)
Digital (mm)
Nonius (mm)
Jam Ukur (mm)
Digital (mm)
1 A 44.6 44.7 44.5 44.6 44.5 44.48
2 B 21.3 21.5 22.63 21.3 21.2 21.92
3 C 23.6 24.8 23.36 23.9 24.15 23.87
4 D 11.82 11.45 11.67 11.9 11.1 11.78
5 E 19 17.95 18.71 19.3 18.45 18.89
6 F 4.58 4.65 4.5 4.6 4.85 4.72
7 G 91 91.2 91.02 91 91.85 91.13
8 H 23.8 23.55 23.83 23.5 23.35 23.89
9 I 19.6 19.56 19.5 19.5 19.95 19.55
10 J 20.9 20.95 20.58 20.7 20.15 20.63
11 K 44.6 44.65 44.51 41.6 44.8 44.46
12 L 12.0 11.75 12.32 11.9 11.45 12.01
22
13 M 5.94 6.25 6.16 5.9 6.15 6.21
14 N 17.8 17.8 17.69 17.7 17.95 17.63
15 O 6 6.1 5.92 6 6.1 6.01
16 P 12.4 13.4 12.28 12.4 12.5 13.43
17 Q 11 10.9 10.59 11.2 11.06 11.66
18 R 22.4 22 23.9 23 23 23.22
19 S 131 132.5 132.42 132 132.55 132.45
20 T 54.6 54.9 54.13 54.4 54.2 55.04
4.1.2 V-Block
Adapun data pengamatan dalam bentuk gambar adalah sebagai berikut :
Gambar 4. 2 V-Block
Adapun data pengamatan dalam bentuk tabel adalah sebagai berikut :
Tabel 4.2 Hasil Pengukuran V-Block
No. Ukuran
Pengamat A Pengamat B
Hasil pengukuran dengan Hasil pengukuran dengan Nonius
(mm)
Jam Ukur (mm)
Digital (mm)
Nonius (mm)
Jam Ukur (mm)
Digital (mm)
1 A 11.24 11.45 11.47 11.72 11.75 11.75
2 B 5.4 5.3 5.19 4.84 5 5.15
3 C 5.2 5.15 5.14 5 5 5
4 D 5.24 5.15 5.16 5.44 5.2 5.68
5 E 11.7 11.75 11.48 11.5 11.55 11.2
6 F 14.8 14.35 14.53 14.9 14.8 14.88
7 G 5.92 5.5 5.39 5.12 5 5.8
8 H 15.2 15.2 15.15 15 15 15.11
23
9 I 6.58 6.15 6.6 6.54 6.7 6.42
10 J 12.4 12 11.82 11.9 12.75 12.75
11 K 5.16 5.15 4.94 5.1 5.15 4.96
12 L 2.38 2.5 2.31 2.32 2.2 2.13
13 M 12.2 12.24 12.17 12.2 12.5 12.35
14 N 6.38 6.35 6.21 6.08 6.2 6
15 O 14.9 14.95 14.98 14.9 14.85 14.75
16 P 6.12 5.35 5.3 5.4 5.3 5.39
17 Q 15.3 14.05 15.16 15.4 15.5 15.2
18 R 35 33.15 35.22 35.1 35.1 35.22
19 S 70.7 70.4 70.33 70.2 70.15 70.11
20 T 35 35.65 35 35.2 35 35.07
24 BAB V ANALISA DATA 5.1 Perhitungan
5.1.1 Meja Bertingkat
1. Pengamat A % Error Skala Nonius VS Skala Digital
% Error = |Skala Nonius−Skala Digital
Skala Digital | x 100%
A. % Error = | 44,64 mm−44,5 mm
44,5 mm | x 100% =0,31%
B. % Error = | 21,3 mm−22,63 mm
22,63mm | x 100% =5,88%
C. % Error = | 23,6 mm−23,36 mm
23,36 mm | x 100% =1,03%
D. % Error = | 11,82 mm−11,67 mm
11,67 mm | x 100% =1,29%
E. % Error = | 19 mm−18,71 mm
18,71 mm | x 100% =1,55%
F. % Error = | 4,58 mm−4,5 mm
4,5 mm | x 100% =1,78%
G. % Error = | 91 mm−91,02 mm
91,02 mm | x 100% =0,02%
H. % Error = | 23,82 mm−23,83 mm
23,83 mm | x 100% =0,04%
I. % Error = | 19,62 mm−19,5 mm
19,5 mm | x 100% =0,62%
J. % Error = | 20,92 mm−20,58 mm
20,58 mm | x 100% =1,65%
K. % Error = | 44,64 mm−44,65 mm
44,65 mm | x 100% =0,29%
L. % Error = | 12,02 mm−12,32 mm
12,32 mm | x 100% =2,44%
M. % Error = | 5,94 mm− 6,16mm
6,16 mm | x 100% =3,57%
N. % Error = | 17,8 mm− 17,8 mm
17,8 mm | x 100% =0,62%
O. % Error = | 6 mm−5,92 mm
5,92 mm | x 100% =1,35%
P. % Error = | 12,4 mm−13,4 mm
13,4 mm | x 100% =0,98%
Q. % Error = | 11 mm−10,59 mm
10,59 mm | x 100% =3,87%
R. % Error = | 22,4 mm−23,9 mm
23,9 mm | x 100% =6,28%
25 S. % Error = | 131,5 mm−132,42 mm
132,42 mm | x 100% =0,69%
T. % Error = | 54,6 mm−54,13 mm
54,13 mm | x 100% =0,87%
2. Pengamat A % Error Skala Jam Ukur VS Skala Digital % Error = |Skala Jam Ukur−Skala Digital
Skala Digital | x 100%
A. % Error = | 44,7 mm−44,5 mm
44,5 mm | x 100% =0,,45%
B. % Error = | 21,5 mm−22,63 mm
22,63 mm | x 100% =4,99%
C. % Error = | 24,8 mm−23,36 mm
23,36 mm | x 100% =6,16%
D. % Error = | 11,45 mm−11,67 mm
11,67 mm | x 100% =1,89%
E. % Error = | 17,95 mm−18,71 mm
18,71 mm | x 100% =4,06%
F. % Error = | 4,65 mm−4,6 mm
4,6 mm | x 100% =3,33%
G. % Error = | 91,2 mm−91,02 mm
91,02 mm | x 100% =0,2%
H. % Error = | 23,55 mm−23,83 mm
23,83 mm | x 100% =1,17%
I. % Error = | 19,56 mm−19,5 mm
19,5 mm | x 100% =0,31%
J. % Error = | 20,95 mm−20,58 mm
20,58 mm | x 100% =1,80%
K. % Error = | 44,65 mm−44,51 mm
44,51 mm | x 100% =0,31%
L. % Error = | 11,75 mm−12,32 mm
12,32 mm | x 100% =4,63%
M. % Error = | 6,25 mm−6,16 mm
6,16 mm | x 100% =1,46%
N. % Error = | 17,8 mm−17,69 mm
17,69 mm | x 100% =0,62%
O. % Error = | 6,1 mm−5,92 mm
5,92 mm | x 100% =3,04%
P. % Error = | 13,4 mm−12,28 mm
12,28 mm | x 100% =9,12%
Q. % Error = | 10,9 mm−10,59 mm
10,59 mm | x 100% =2,93%
R. % Error = | 22 mm−23,9 mm
23,9 mm | x 100% =7,95%
26 S. % Error = | 132,5 mm−132,42 mm
132,42 mm | x 100% =0,06%
T. % Error = | 54,9 mm−54,13 mm
54,13 mm | x 100% =1,42%
3. Pengamat B % Error Skala Nonius VS Skala Digital % Error = |Skala Nonius−Skala Digital
Skala Digital | x 100%
A. % Error = | 44,64 mm−44,48 mm
44,48 mm | x 100% =0,36%
B. % Error = | 21,3 mm−21,92mm
21,92 mm | x 100% =2,83%
C. % Error = | 23,9 mm−23,87 mm
23,87 mm | x 100% =0,13%
D. % Error = | 11,9 mm−11,78 mm
11,78 mm | x 100% =1,02%
E. % Error = | 19,3 mm−18,89 mm
18,89 mm | x 100% =2,17%
F. % Error = | 4,6 mm−4,72 mm
4,72 mm | x 100% =2,54%
G. % Error = | 91 mm−91,13 mm
91,13 mm | x 100% =0,14%
H. % Error = | 23,54 mm−23,89 mm
23,89 mm | x 100% =1,47%
I. % Error = | 19,56 mm−19,55 mm
19,55 mm | x 100% =0,05%
J. % Error = | 20,7 mm−20,63 mm
20,63 mm | x 100% =0,34%
K. % Error = | 41,6 mm−44,46 mm
44,46 mm | x 100% =6,43%
L. % Error = | 11,9 mm−12,01 mm
12,01 mm | x 100% =0,92%
M. % Error = | 5,9 mm−6,21 mm
6,21 mm | x 100% =4,99%
N. % Error = | 17,7 mm−17,63 mm
17,63 mm | x 100% =0,40%
O. % Error = | 6 mm−6,01 mm
6,01 mm | x 100% =0,17%
P. % Error = | 12,4 mm−13,43 mm
13,43 mm | x 100% =7,67%
Q. % Error = | 11,28 mm−11,66 mm
11,66 mm | x 100% =3,26%
R. % Error = | 23 mm−23,22 mm
23,22 mm | x 100% =0,95%
27 S. % Error = | 132,6 mm−132,45 mm
132,45 mm | x 100% =0,16%
T. % Error = | 54,4 mm−55,04 mm
55,04 mm | x 100% =1,16%
4. Pengamat B % Error Skala Jam Ukur VS Skala Digital
% Error = |Skala Jam Ukur−Skala Digital
Skala Digital | x 100%
A. % Error = | 44,5 mm−44,48 mm
44,8 mm | x 100% =0,04%
B. % Error = | 21,2 mm−21.92 mm
21,92 mm | x 100% =3,28%
C. % Error = | 24,15 mm−23,87 mm
23,87 mm | x 100% =1,17%
D. % Error = | 11,1 mm−11,78 mm
11,78 mm | x 100% =5,77%
E. % Error = | 18,45 mm−18,89 mm
18,89 mm | x 100% =2,33%
F. % Error = | 4,85 mm−4,72 mm
4,72 mm | x 100% =2,75%
G. % Error = | 91,85 mm−91,13 mm
91,13 mm | x 100% =0,79%
H. % Error = | 23,35 mm−23,89 mm
23,89 mm | x 100% =2,26%
I. % Error = | 19,95 mm−19,55 mm
19,55 mm | x 100% =2,05%
J. % Error = | 20,15 mm−20,63 mm
20,63 mm | x 100% =2,33%
K. % Error = | 44,8 mm−44,46 mm
44,46 mm | x 100% =0,76%
L. % Error = | 11,45 mm−12,01 mm
12,01 mm | x 100% =4,66%
M. % Error = | 6,15 mm−6,21 mm
6,21 mm | x 100% =0,97%
N. % Error = | 17,95 mm−17,63 mm
17,63 mm | x 100% =1,82%
O. % Error = | 6,1 mm−6,01 mm
6,01 mm | x 100% =1,50%
P. % Error = | 12,5 mm−13,43 mm
13,43 mm | x 100% =6,92%
Q. % Error = | 11.06 mm−11,66 mm
11,66 mm | x 100% =5,15%
R. % Error = | 23 mm−23,22 mm
23,22 mm | x 100% =0,95%
28 S. % Error = | 132,55 mm−132,45 mm
132,45 mm | x 100% =0,08%
T. % Error = | 54,2 mm−55,04 mm
55,04 mm | x 100% =1,53%
Tabel 5.1 Hasil Pengolahan Data Meja Bertingkat
No. Ukuran
Pengamat A Pengamat B
%Error (%) %Error (%)
Nonius vs Digital
Jam Ukur vs Digital
Nonius vs Digital
Jam Ukur vs Digital
1 A 0.31 0.45 0.36 0.04
2 B 5.88 4.99 2.83 3.28
3 C 1.03 6.16 0.13 1.17
4 D 1.29 1.89 1.02 5.77
5 E 1.55 4.06 2.17 2.33
6 F 1.78 3.33 2.54 2.75
7 G 0.02 0.20 0.14 0.79
8 H 0.04 1.17 1.47 2.26
9 I 0.62 0.31 0.05 2.05
10 J 1.65 1.80 0.34 2.33
11 K 0.29 0.31 6.43 0.76
12 L 2.44 4.63 0.92 4.66
13 M 3.57 1.46 4.99 0.97
14 N 0.62 0.62 0.40 1.82
15 O 1.35 3.04 0.17 1.50
16 P 0.98 9.12 7.67 6.92
17 Q 3.87 2.93 3.26 5.15
18 R 6.28 7.95 0.95 0.95
19 S 0.69 0.06 0.16 0.08
20 T 0.87 1.42 1.16 1.53
5.1.2 V-Block
1. Pengamat A % Error Skala Nonius VS Skala Digital
% Error = |Skala Nonius−Skala Digital
Skala Digital | x 100%
A. % Error = | 11,24 mm−11,47 mm
11,47 mm | x 100% =2,01%
B. % Error = | 5,4 mm−5,19 mm
5,19 mm | x 100% =4,05%
29 C. % Error = | 5,2 mm−5,14 mm
5,14 mm | x 100% = 1,17%
D. % Error = | 5,24 mm−5,16 mm
5,16 mm | x 100% =1,55%
E. % Error = | 11,74 mm−11,48 mm
11,48 mm | x 100% =2,26%
F. % Error = | 14,84 mm−14,53 mm
14,53 mm | x 100% =2,13%
G. % Error = | 5,92 mm−5,39 mm
5,39 mm | x 100% =9,83%
H. % Error = | 15,2 mm−15,15 mm
15,15,mm | x 100% =0,33%
I. % Error = | 6,58 mm−6,6 mm
6,6 mm | x 100% =0,30%
J. % Error = | 12,4 mm−11,82 mm
11,82 mm | x 100% =4,91%
K. % Error = | 5,16 mm−4,94 mm
4,94 mm | x 100% =4,45%
L. % Error = | 2.38 mm−2,31 mm
2,31 mm | x 100% =3,03%
M. % Error = | 12,26 mm−12,17 mm
12,17 mm | x 100% =0,74%
N. % Error = | 6,38 mm−6,21 mm
6,21 mm | x 100% =2,74%
O. % Error = | 14,96 mm−14,95 mm
14,95 mm | x 100% =0,13%
P. % Error = | 6,12 mm−5,3 mm
5,3 mm | x 100% =15,47%
Q. % Error = | 15,3 mm−15,16 mm
15,16 mm | x 100% =0,92%
R. % Error = | 35 mm−35,22 mm
35,22 mm | x 100% =0,62%
S. % Error = | 70,75 mm−70,33 mm
70,33 mm | x 100% =0,60%
T. % Error = | 35 mm−35 mm
35 mm | x 100% =0%
2. Pengamat A % Error Skala Jam Ukur VS Skala Digital % Error = |Jam Ukur−Skala Digital
Skala Digital | x 100%
A. % Error = | 11,45 mm−11,47 mm
11,47 mm | x 100% =0,17%
B. % Error = | 5,3 mm−5,19 mm
5,19 mm | x 100% =2,12%
30 C. % Error = | 5,15 mm−5,14 mm
5,14 mm | x 100% =0,19%
D. % Error = | 5,15 mm−5,16 mm
5,16 mm | x 100% =0,19%
E. % Error = | 11,75 mm−11,48 mm
11,48 mm | x 100% =2,35%
F. % Error = | 14,35 mm−14,53 mm
14,53 mm | x 100% =1,24%
G. % Error = | 5,5 mm−5,39 mm
5,39 mm | x 100% =2,04%
H. % Error = | 15,2 mm−15,15 mm
15,15 mm | x 100% =0,33%
I. % Error = | 6,15 mm−6,6 mm
6,6 mm | x 100% =6,82%
J. % Error = | 12 mm−11,82 mm
11,82 mm | x 100% =1,52%
K. % Error = | 5,15 mm−4,94 mm
4,94 mm | x 100% =4,25%
L. % Error = | 2,5 mm−2,31 mm
2,31 mm | x 100% =8,23%
M. % Error = | 12,24 mm−12,17 mm
12,17 mm | x 100% =0,58%
N. % Error = | 6,35 mm−6,21 mm
6,21 mm | x 100% =2,25%
O. % Error = | 14,95 mm−14,98 mm
14,98 mm | x 100% =0,20%
P. % Error = | 5,35 mm−5,3 mm
5,3 mm | x 100% =0,94%
Q. % Error = | 14,05 mm−15,16 mm
15,16 mm | x 100% =7,32%
R. % Error = | 33,15 mm−35,22 mm
35,22 mm | x 100% =5,88%
S. % Error = | 70,4 mm−70,33 mm
70,33 mm | x 100% =0,10%
T. % Error = | 35,65 mm−35 mm
35 mm | x 100% =1,86%
3. Pengamat B % Error Skala Nonius VS Skala Digital % Error = |Skala Nonius−Skala Digital
Skala Digital | x 100%
A. % Error = | 11,72 mm−11,75 mm
11,75 mm | x 100% =0,26%
B. % Error = | 4,84 mm−5 mm
5 mm | x 100% =6,02%
31 C. % Error = | 5 mm−5 mm
5 mm | x 100% =0%
D. % Error = | 5,44 mm−5,68 mm
5,68 mm | x 100% =4,23%
E. % Error = | 11,58 mm−11,2 mm
11,2 mm | x 100% =3,39%
F. % Error = | 14,98 mm−14,8 mm
mm | x 100% =0,67%
G. % Error = | 5,12 mm−5,8 mm
5,8 mm | x 100% =11,72%
H. % Error = | 15 mm−15,11 mm
15,11 mm | x 100% =0,73%
I. % Error = | 6,54 mm−6,42 mm
6,42 mm | x 100% =1,87%
J. % Error = | 11,94 mm−12,75 mm
12,75 mm | x 100% =6,35%
K. % Error = | 5,1 mm−4,96 mm
4,96 mm | x 100% =2,82%
L. % Error = | 2,32 mm−2,13 mm
2,13 mm | x 100% =8,92%
M. % Error = | 12.26 mm−12,35 mm
12,35 mm | x 100% =0,73%
N. % Error = | 6,08 mm−6 mm
6 mm | x 100% =1,33%
O. % Error = | 14,94 mm−14,75 mm
14,75 mm | x 100% =1,29%
P. % Error = | 5,4 mm−5,39 mm
5,39 mm | x 100% =0,19%
Q. % Error = | 15,4 mm−15,2 mm
15,2 mm | x 100% =1,32%
R. % Error = | 35,1 mm−35,22 mm
35,22 mm | x 100% =0,34%
S. % Error = | 70,26 mm−70,11 mm
70,11 mm | x 100% =0,21%
T. % Error = | 35,22 mm−35,07 mm
35,07 mm | x 100% =0,43%
4. Pengamat B % Error Skala Jam Ukur VS Skala Digital
% Error = |Jam Ukur−Skala Digital
Skala Digital | x 100%
A. % Error = | 11,75 mm−11,75 mm
11,75 mm | x 100% =0%
B. % Error = | 5 mm−5,15 mm
5,15 mm | x 100% =2,91%
32 C. % Error = | 5 mm−5 mm
5 mm | x 100% =0%
D. % Error = | 5,2 mm−5,68 mm
5,68 mm | x 100% =8,45%
E. % Error = | 11,55 mm−11,2 mm
11,2 mm | x 100% =3,13%
F. % Error = | 14,80 mm−14,88 mm
14,88 mm | x 100% =0,54%
G. % Error = | 5 mm−5,8 mm
5,8 mm | x 100% =13,79%
H. % Error = | 15 mm−15,11 mm
15,11 mm | x 100% =0,73%
I. % Error = | 6,7 mm−6,42 mm
6,42 mm | x 100% =4,36%
J. % Error = | 12,75 mm−12,75 mm
12,75 mm | x 100% =0%
K. % Error = | 5,15 mm−4,96 mm
4,96 mm | x 100% =3,83%
L. % Error = | 2,2 mm−2,13 mm
2,13 mm | x 100% =3,29%
M. % Error = | 12,5 mm−12,35 mm
12,35 mm | x 100% =1,21%
N. % Error = | 6,2 mm−6 mm
6 mm | x 100% =3,33%
O. % Error = | 14,85 mm−14,75 mm
14,75 mm | x 100% =0,68%
P. % Error = | 5,3 mm−5,39 mm
5,39 mm | x 100% =1,67%
Q. % Error = | 15,5 mm−15,2 mm
15,2 mm | x 100% =1,97%
R. % Error = | 35,1 mm−35,22 mm
35,22 mm | x 100% =0,34%
S. % Error = | 70,15 mm−70,11 mm
70,11 mm | x 100% =0,06%
T. % Error = | 35 mm−35,07 mm
35,07 mm | x 100% =0,20%
33
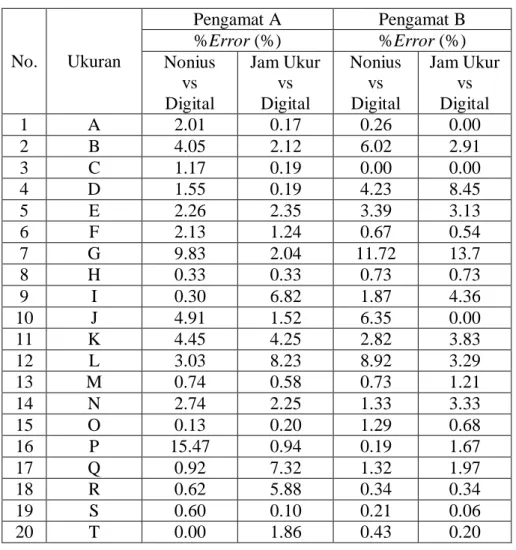
Tabel 5. 1 Hasil Pengolahan Data V-Block
No. Ukuran
Pengamat A Pengamat B
%Error (%) %Error (%)
Nonius vs Digital
Jam Ukur vs Digital
Nonius vs Digital
Jam Ukur vs Digital
1 A 2.01 0.17 0.26 0.00
2 B 4.05 2.12 6.02 2.91
3 C 1.17 0.19 0.00 0.00
4 D 1.55 0.19 4.23 8.45
5 E 2.26 2.35 3.39 3.13
6 F 2.13 1.24 0.67 0.54
7 G 9.83 2.04 11.72 13.7
8 H 0.33 0.33 0.73 0.73
9 I 0.30 6.82 1.87 4.36
10 J 4.91 1.52 6.35 0.00
11 K 4.45 4.25 2.82 3.83
12 L 3.03 8.23 8.92 3.29
13 M 0.74 0.58 0.73 1.21
14 N 2.74 2.25 1.33 3.33
15 O 0.13 0.20 1.29 0.68
16 P 15.47 0.94 0.19 1.67
17 Q 0.92 7.32 1.32 1.97
18 R 0.62 5.88 0.34 0.34
19 S 0.60 0.10 0.21 0.06
20 T 0.00 1.86 0.43 0.20
34 5.2 Analisa Data
Gambar 5. 1 % Error Meja Bertingkat Pengamat A
Pada grafik diatas dapat dilihat bahwa presentase error yang dihasilkan nilainya berbeda, baik itu antara skala nonius vs skala digital ataupun skala jam ukur vs digital. Dimana pada skala nonius vs digital titik tertinggi terletak pada titik P dengan nilai 7,67% sedangkan titik terendah terletak pada titik I dengan nilai 0,05%. Pada skala jam ukur vs skala digital titik tertinggi terletak pada titik P dengan nilai 6,92%, sedangkan titik terendahnya terletak pada titik A dengan nilai 0,04.
Gambar 5. 2 % Error Meja Bertingkat Pengamat B
Pada grafik diatas dapat dilihat bahwa presentase error yang dihasilkan nilainya berbeda, baik itu antara skala nonius vs skala digital ataupun skala jam ukur vs digital. Dimana pada skala nonius vs digital titik tertinggi terletak pada titik P dengan niali 7,67% sedangkan titik terendah terletak pada titik I dengan nilai
35
0,05%. Pada skala jam ukur vs skala digital titik tertinggi terletak pada titik P dengan nilai 6,92%, sedangkan titik terendahnya terletak pada titik S dengan nilai 0,04%.
Gambar 5. 3 % Error V-Block Pengamat A
Pada grafik diatas diperoleh presentase error yang bevariasi , baik itu antara skala nonius vs skala digital ataupun skala jam ukur vs skala digital. Pada skala nonius vs skala digital titik tertinggi pada titik P denga nilai 15,47% sedangkan titik terendah terletak pada titik T dengan nilai 0%. Pada skala jam ukur vsa digital titik tertinggi terletak pada titik L nilai 8,23% titik terendah terletak dititik S dengan nilai 0,10%.
Gambar 5. 4 % Error V-Block Pengamat B
Pada grafik diatas dapat dilihat bahwa presentasi error tiap perbandingan menghasilkan nilai yang berbeda. Dimana pada perbandingan antara skala nonius
36
vs skala digital nilai tertinggi mencapai 11,72% sedamgkan pada perbandingan antara skala jam ukur vs skala digital nilai tertinggi mencapai 13,79%. Hal ini menunjukkan bahwa presentase error cukup tinggi hal ini mungkin disebabkan kurang teliti dalam pembacaan alat.
37 BAB VI PENUTUP 6.1 Kesimpulan
Adapun kesimpulan yang dapat diambil dari praktikum ini adalah :
1. Praktikum ini menggunakan tiga jenis alat ukur mistar ingsut yaitu mmistar ingsut nonius, jam ukur dan digital.
2. Pada saat melakukan kalibrasi pada ketiga jenis mistar ingsut dilakukan dengan cara yang berbeda beda. Pada mistar ingsut jenis nonius pastikan skala utama dan skala nonius sejajar, sedangkan pada mistar ingsut jam ukur pastikan jarum tepat di angka nol dan pada mistar ingsut digital cukup tekan tombol reset.
6.2 Saran
Adapun saran yang dapat diber pada praktikum ini adalah :
1. Praktikan diharapkan berhati-hati pada saat menggunakan alat ukur mistar ingsut.
2. Praktikan diharapkan memeriksa kondisi alat ukut dan benda ukur apakah dalam kondisi baik atau tidak.
3. Praktikan juga diharapakan paham bagaimana cara pembacaan dan kalibrasi mistar ingsut.
38 BAB I PENDAHULUAN 1.1 Latar Belakang
Dalam dunia industri, Pengukuran merupakan sebuah kegiatan yang bertujuan untuk menentukan suatu nilai besaran yang dapat dihitung secara kuantitatif (berbentuk angka dan satuan). Cara yang bisa dilakukan adalah dengan membandingkan menggunakan alat ukur. konsep dasar. Pengukuran yang sebuah metode yang perlu diperhatikan dalam melakukan setiap proses pengukuran tanpa memperhatikan proses atau konsep dalam pengukuran, produk yang dihasilkan tidak akan sesuai dengan spesifikasi.
Salah satu alat yang digunakan adalah mikrometer. Mikrometer memang dirancang untuk pemakaian praktis. Seiring dimanfaatkan oleh operator mesin perkakas dalam rangka pembuatan beragam komponen yang dibuat berdasarkan acuan toleransi geometrik dengan tingkat kualitas menengah sampai dengan tinggi.
Alat mikrometer merupakan alat ukur yang biasanya digunakan untuk mengukur benda-benda berukuran kecil, tipis atau benda yang berbentuk plat.
1.2 Tujuan Praktikum
Adapun tujuan dari praktikum penggunaan dan juga kalibrasi mikrometer adalah sebagai berikut:
1. Pemakaian atau penggunaan mikrometer untuk suatu pengukuran.
2. Dapat mengkalibrasi sebuah mikrometer luar.
1.3 Manfaat Praktikum
Adapun manfaat dari praktikum ini adalah sebagai berikut:
1. Praktikan dapat memakai dan menggunakan mikrometer pada suatu pengukuran.
2. Praktikan dapat mengkalibrasi sebuah mikrometer luar.
1.4 Sistematika Penulisan
Adapun sistematika penulisan laporan ini adalah :
39 BAB I PENDAHULUAN
Bab ini berisi tentang latar belakang, tujuan praktikum, manfaat praktikum serta sistematika penulisan laporan.
BAB II TEORI DASAR
Berisi tentang landasan teori dari praktikum yang akan di laksanakan.
BAB III METODOLOGI
Berisi mengenai prosedur praktikum teoritis , prosedur praktikum aktual, serta alat dan bahan.
BAB IV DATA PENGAMATAN
Berisikan data berbentuk gambar dan data berbentuk tabel BAB V ANALISA DATA
Berisikan tentang perhitungan data dan analisa data.
BAB VI PENUTUP
Berisi mengenai kesimpulan serta saran.
DAFTAR PUSTAKA LAMPIRAN
40 BAB II TEORI DASAR 2.1 Pengertian Mikrometer
Kata mikrometer berasal dari kata neoklasik yang berarti micros dari Yunani, artinya kecil dan metron artinya ukuran. Mikrometer dalam bahasa Inggris diserap dari bahasa Perancis dan kemunculannya pertama kali diketahui dalam tulisan berbahasa Inggris pada tahun 1670. Baik meter, mikrometer (μm) dan mikrometer (perangkat/alat) seperti yang kita kenal sekarang, tidak ada pada waktu itu. Akan tetapi, orang-orang pada masa itu mempunyai keinginan dan ketertarikan kuat pada kemampuan untuk mengukur objek-objek berukuran kecil. Kata itu tidak diragukan lagi diciptakan sehubungan dengan usaha tersebut.
Mikrometer merupakan alat yang digunakan untuk mengukur benda-benda berukuran kecil/tipis atau yang berbentuk pelat dengan tingkat presisi yang cukup tingor. Mikrometer sekrup memiliki ketelitian hingga 0.01 mm. Alat ini dilengkapi Sekrup terkalibrasi yang banyak digunakan untuk mengukur komponen secara akurat. Mikrometer juga digunakan di dalam teleskop dan mikroskop yang masing- masing kegunaannya ialah mengukur diameter semu benda langırdan diameter benda mikroskopis. Mikrometer yang digunakan dengan teleskop ditemukan sekitar tahun 1430 oleh William Gascoigne, seorang astronom Inggris.
Proses pengukuran dengan memakai mikrometer yang dilakukan oleh operator yang belum ahli atau yang dilakukan dibagian produksi biasanya akan menghasilkan penyimpangan lebih dari 0.01 mm. Sehingga hasil pengukuran yang diulang-ulang akan menghasilkan ukuran yang berbeda.Akibatnya ketepatan proses pengukuran akon relatif rendah. Dengan demikian, kecermatan pembagian skala sampai dengan sam mikrometer menjadi tidak berarti. Pengukuran yang menghendaki kecermatan sampai satu mikrometer atau lebih memerlukan alat ukur yang lebih cermat seperti Johanster Microcator atau alat ukur pembanding (komparator) yang lain dan perlu dilaksanakan dengan lebih seksama.
Komponen terpenting dan mikrometer adalah alat ukur utama. Dengan memutar silinder putar satu kali, poros ukur akan bergerak linier sepanjang satu kisar sesuai dengan pitch ulir utama (biasanya 0.5 mm) meskipun ulir utama,
41
kesalahan atau penyimpangan akan selalu ada. Untuk sepanjang ulir utama kesalahan kisar satu mur silinder berputar pada suatu tempat akan berbeda dengan kesalahan kisar ditempat lain. Apabila proses ukur digerakkan mulai dan nol sampai akhir, maka kesalahan kisar akan terkumpul dan terakumulasi sehingga menimbulkan penyimpangan yang sering disebut kesalahan kumulatif.
Fungsi mikrometer sebenarnya memiliki kesamaan dengan alat ukur mistar ingsut. Mikrometer dapat menghitung panjang, tebal dan diameter sebuah benda kerja. Ketelitian mikrometer 10 kali lipat lebih tinggi dan mistar ingsut, Jika dibandingkan tingkat ketelitian jangka sorong sebesar 0.1 mm sedangkan mikrometer bisa mencapai 0.01 mm. Sehingga dapat dikatakan mikrometer merupakan alat ukur yang sangat akurat untuk menghitung benda dengan ukuran sangat kecil. Secara umum fungsi mikrometer adalah:
1. Mengukur diameter luar suatu benda yang kecil seperti kabel, kawat dan lainnya.
2. Mengukur garis tengah lubang benda berukuran yang kecil.
3. Mengukur kedalaman suatu lubang yang kecil.
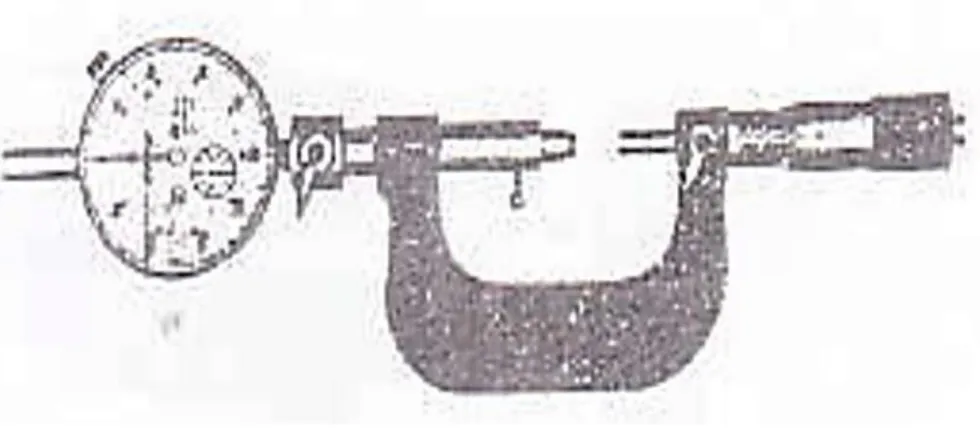
Gambar 2.1 Mikrometer (Minan,2019)
2.2 Prinsip Kerja Mirometer
Pada dasarnya mikrometer mungsunakan cara kerja mekanik yang berdasarkan prinsip kinematika yang meneruskan serta mengubah isyarat sensor yang biasanya. berupa scrakan translasi menjadi gerakan rotasi yang relatif lebih mudah untuk diproses atau diubah secara teoritik. Prinsip kinematik mudah dirancang tetapi secara praktis akan sulit diterapkan akibat kendala dalam proses
42 pembuatan dan perakitan.
Karena keuntungan mekanis yang disebabkan oleh laras halus pada ulir sekrup yang menggerakkan bidal dan batang pengukur, membuat sekrup mudah diputar dan dapat menutupi objek yang diukur secara tepat. Sehingga akan membuat objek yang diukur menjadi lebih akurat dan presisi. Secara umum mikrometer memiliki dua jenis skala. Skala pertama tertera pada gagang utama mikrometer yang merupakan skala tetap. Skala jenis kedua adalah skala putar yang terletak pada silinder yang dapat diputar. Hasil pengukuran dapat dan langsung diketahui dengan menggabungkan pembacaan skala tetap dan skala putar.
Pada dasarnya mikrometer memiliki prinsip kerja yang hampir sama/mirip dengan baut dan mur. Sama halnya ketika baut diputar satu putaran, maka baut itu akan bergerak seulir. Ketika ulir bergerak 1 (satu) mm, maka baut itu akan bergerak 2 (dua) mm dan seterusnya. Pada mikrometer baut diumpamakan sebagai poros geser (spindel). Sedangkan mur diumpamakan sebagai inner sleeve. Poros panjang/poros geser yang dapat bergerak maju mundur untuk menjepit benda ukur yang diukur, itulah yang disebut dengan spindel. Spindel dapat bergerak dengan cara memutarkan roda bergigi (thimble). Ketika thimble digerakkan ke kanan maka Spindle akan bergerak maju ke depan mendekan poros tetap (anvil) ketika Spindle telah menjepit benda yang akan diukur dan cukup terdengar satu kali krek, maka setelah itu spindle dikunci dengan lock clamp agar spindle tidak dapat bergerak maju mundur dan pengukuran benda dapat efektif. Pada dasarnya ulir utama dibuat sedemikian rupa sehingga satu putaran ulir utama dapat menggerakan sepanjang satu kisaran tergantung dan jarak kisar ulir. Berarti dapat diartikan gerak rotasi diubah menjadi gerak translasi.
2.3 Bagian-Bagian Mikrometer
Mikrometer merupakan alat ukur linier yang mempunyai kecermatan yang lebih baik dan pada mistar ingsut, yaitu pada umumnya mempunyai kecermatan 0.01 mm, ada pula yang 0.005 mm, 0.002 mm, 0.001 mm dan bahkan hingga 0.0005 mm (dibantu dengan skala nonius). Sebetulnya alat ini tidak dapat untuk mengukur sampai kecermatan satu mikrometer meskipun alat ini disebut dengan mikrometer.
Meskipun demikian, karena keterbatasan dan ketelitian pembuatan ulir yang
43
merupakan komponen utama dari sistem pengubah mikrometer ini, maka derajat kepercayaan atas hasil pengukuran akan turun apabila mikrometer tentu mempunyai kecermatan yang lebih kecil dan 0.005 mm. Jika menghendaki suatu kecermatan sampai satu mikron atau lebih, diperlukan alat ukur yang lebih peka seperti alat ukur pembanding (comparator).
Untuk menggunakan sebuah mikrometer dalam melakukan pengukuran, maka perlu untuk mengetahui bagian-bagian dan mikrometer.
Gambar 2.2 Bagian-Bagian Mikrometer (Rochim,2006)
Adapun bagian-bagian dari micrometer adalah:
1. Landasan (Anvil)
Anvil merupakan penumpu tetap atau poros tetap benda kerja yang akan diukur sebelum spindle ditempelkan kemudian dengan memutar thimble.
Pada dasarnya anvil memiliki fungsi penahan sebuah benda diukur.
2. Poros Geser(Spindle)
Poros geser merupakan salah satu bagian dan mikrometer yang berfungsi sebagai sebuah poros yang bisa digerakan menuju poros tetap untuk menekan suatu benda yang akan diukur. Poros geser tersebut dapat digerakan kekanan dan kekiri untuk menyesuaikan benda yang diukur.
3. Pengunci
Pengunci merupakan salah satu bagian dan mikrometer yang memiliki fungsi sebagai pengunci poros geser agar tidak bergerak ketika sedang menghitung hasil pengukuran.
44 4. Slevee
Sleeve merupakan poros berulir yang berlubang tempat thimble dan poros geser bergerak maju atau mundur, sleeve terdiri dari inner sleeve dan outer sleeve. Inner sleeve merupakan bagian dalam dari sleeve yang dipasangkan dengan ulir poros geser. Outer sleeve merupakan bagian luar sleeve yang terdapat skala pengukuran, skala atas dan skala bawah.
5. Thimble
Thimble digunakan untuk memutar maju poros geser ketika masih belum berdekatan dengan benda yang akan diukur atau memutar mundur untuk mempaskan dari benda kerja yang diukur.
6. Skala Pengukuran
Terdiri dari skala utama dan skala nonius. Skala utama merupakan bagian alat ukur mikrometer sebagai tempat letak selubung dalam skala utama berfungsi menunjukkan angka dalam satuan milimeterPemutar atau Batang Penyetel
Pemutar merupakan salah satu bagian dan mikrometer yang berfungsi sebagai gerakan ke kiri atau kanan suatu poros geser. Ketika memutar terdengar suara klık maka berhenti melakukan pemutaran.
7. Batang Kalibrasi
Batang kalibrasi digunakan untuk melakukan kalibrasi panjang batang kalibrasi adalah sesuai dengan jarak minimal.
8. Rachet Stopper
Ratchet stopper digunakan untuk memutar poros geser ketika ujung poros mendekati benda kerja yang akan diukur dan kemudian untuk mengencangkan sehingga terdengar bunyi klik.
9. Bingkai
Bingkai merupakan salah satu dari bagian mikrometer yang berbentuk huruf C. Bingkai terbuat dan logam panas serta memiliki bentuk yang kuat dan tebal. Hal ini bertujuan untuk meminimalkan terjadinya peregangan dan pengenduran atau dapat disebut terjadinya pemuaian karena dapat
mengganggu proses pengukuran.
45 2.4 Jenis-Jenis Mikrometer
Jenis-jenis micrometer ada 2 yaitu berdasarkan dari skalanya dan berdasarkan dari jenis fungsinya.
2.4.1 Mikrometer Berdasarkan Skalanya
Adapun jeni-jenis alat ukur micrometer berdasarkan skalanya adalah sebagai berikut:
1. Mikrometer manual
Mikrometer manual merupakan salah satu jenis mikrometer yang skala hasil dan pengukuran dibaca secara manual. Hasil pengukuran dapat dibaca dengan mengamati skala utama dan skala nonius. Dalam Penggunaan mikrometer ini perlu ketelitian yang baik dalam membaca hasil pengukuran yang dilakukan.
Gambar 2.3 Mikrometer Manual (Minan,2019)
2. Mikrometer Digital
Mikrometer digital memiliki keunggulan dimana hasil dari pengukuran dapat dibaca secara langsung tanpa melalui proses perhitungan. Umumnya memiliki LCD Display.
46
Gambar 2.4 Mikrometer Digital (Minan,2019)
2.4.2 Mikrometer BerdasarkanJenis Fungsinya
Adapun mikrometer berdasarkan jenis Fungsinya, yaitu sebagai berikut:
1. Mikrometer Luar Dengan Landasan
Mikrometer luar yaitu mikrometer untuk mengukur dimensi luar dengan cara membaca jarak antara dua muka ukur yang sejajar dan berhadapan.
Gambar 2.5 Mikrometer Luar (PPPTK,2018)
2. Mikrometer Luar dengan Jam Ukur
Mikrometer ini merupakan gabungan antara mikrometer luar dengan jam ukur yang digunakan untuk mengukur dimensi-dimensi produk dalam jumlah yang banyak.
47
Gambar 2.6 Mikrometer Jam Ukur (Madhusa,1992)
3. Mikrometer Batas
Mikrometer batas ini digunakan sebagai kaliber batas, digunakan untuk benda kerja yang mempunyai ukuran dasar tertentu dengan daerah toleransi yang agak besar.
Gambar 2.7 Mikrometer Batas (Madhusa,1992)
4. Mikrometer Bangku
Mikrometer bangku digunakan sebagai mikrometer Iuar, dapat juga sebagai untuk mengukur benda produksi massal.
48
Gambar 2.8 Mikrometer Bangku (Madhusa,1992)
2.5 Kalibrasi Mikrometer
Kalibrasi merupakan bagian dari kegiatan metrologi kegiatan untuk menentukan kebenaran konvensional nilai penunjukkan alat ukur dan bahan atau benda kerja. Kalibrasi adalah memastikan hubungan antara harga-harga yang ditunjukkan oleh suatu alat ukur atau sistem pengukuran, atau harga- harga yang diabadikan pada suatu bahan ukur dengan harga yang sebenarnya dari besaran yang diukur. Hal - hal yang perlu diperhatikan dalam mengkalibrasi mikrometer adalah:
1. Gerakan silinder putar atau poros ukur harus dapat berputar dengan baik dan tidak terjadi goyangan karena ausnya ulir utama.
2. Kedudukan nol. Apabila mulut ukur dirapatkan maka garis referensi harus menunjukan nol.
3. Kerataan dan kesejajaran muka ukur ( permukaan sensor ).
4. Kebenaran dari hasil Pengukuran, hasil pengukuran dibandingkan dengan standar yang benar.
5. Bagian - bagian seperti gigi gelincir & pengunci poros ukur harus berfungsi dengan baik.
2.6 Cara Menggunakan Mikrometer
Mikrometer merupakan alat ukur yang presisi oleh karena itu, dalam hal menggunakannya harus dengan metode yang betul dan dengan cara yang hati-hati.
Dengan demikian, kecermatan alat ukur dan kesalahan pengukuran dapat dikontrol.
Untuk itu ada beberapa hal yang harus diperhatikan jika akan melakukan
49
pengukuran dengan menggunakan mikrometer. Adapun cara dalam menggunakan mikrometer yaitu sebagai berikut:
1. Pastikan pengunci (lock nut) dalam keadaan terbuka
Gambar 2.9 Pengunci Dalam Keadaan Terbuka (Rochim,2006)
2. Bukalah rahang dengan cara memutar kekiri pada skala putar sehingga benda dapat dimasukkan ke rahang.
Gambar 2.10 Silinder Diputar Untuk Membuka Rahang (Rochim,2006)
3. Masukkanlah benda yang akan diukur pada rahang dan putar kembali skala putar sampai tepat hingga bunyi klik.
50
Gambar 2.11 Spesimen Diletakkan Di Antara Rahang (Rochim, 2006)
4. Putarlah Pengunci hingga skala putar tidak dapat digerakkan
Gambar 2.12 Pengunci Diputar (Rochim, 2006)
5. Jika sudah pengukuran, keluarkan benda dan baca hasil pengukuran
51 BAB III METODOLOGI 3.1 Prosedur Praktikum Teoritis
Adapun prosedur kalibrasi mikrometer pada praktikum ini ialah sebagai berikut :
1. Periksa kedudukan nol (rapatkan sensor), bila kedudukan tidak nol, mintalah bantuan asisten untuk menyetelnya.
2. Periksalah kedataran kedua permukaan sensor (muka ukur), dengan memakai optical flat dan sumber cahaya monokromatis. Hati hati dalam menggunakan optical flat, jangan sampai permukaanya tergores.
3. Periksalah kesejajaran kedua permukaan sensor dengan memakai optical parallel dan sumber cahaya monokromatis. Hati hati dalam menggunakan optical parallel jaga permukaan agar tidak tergores.
4. Priksa kebenaran skala mikrometer dengan menggunakan bantuan blok ukur. Set blok ukur yang di pakai ( satuan mm ).
27,5 34,8 42,6 50,0 29,9 37,4 45,1
32,3 40,1 47,7
Hati hati dalam menyusun blok ukur untuk mendapatkan angka angka di atas ( muka ukur harus bersih dan jangan di pegang ).
Buatlah grafik kesalahan kisar kumulatif.
3.2 Prosedur Praktikum Aktual
Adapun prosedur praktikum yang digunakan secara aktual adalah sebagai berikut:
1. Siapkan alat dan bahan yang ingin digunakan berupa:
a. Mikrometer luar 0-25 mm
52
Gambar 3.1 Mikrometer luar 0-25 mm b. Mikrometer luar 25-50 mm
Gambar 3.2 Mikrometer luar 25-50 mm c. V-Block
Gambar 3.3 V-Block d. Poros Bertingkat
53
Gambar 3.4 Poros Bertingkat e. Poros Bertingkat Berulir
Gambar 3.5 Poros Bertingkat Berulir
2. Kebenaran dari alat ukur micrometer diperiksa terlebih dahulu dengan memeriksa kedudukan nol dengan cara merapatkan kedua sensor. Pada saat sensor dirapatkan lihat pada skala apakah menunjukkan angka nol. Jika tidak nol,lakukan pengkalibrasian micrometer dengan memeriksa keduddukan nol menggunakan blok ukur.
54
Gambar 3.6 Pengakalibrasian Mikrometer 3. Letakkan spesimen uji pada V-Block
Gambar 3.7 Peletakan Spesimen Pada V-Block
4. Bagi menjadi 2 kelompok yaitu pengamat A dan pengamat B, kemudian lakukan pengukuran pada sisi benda kerja yang akan diukur.
5. Catat hasil pengukuran.
Gambar 3.8 Mencatat Data
6. Hasil antara pengamat A dan Pengamat B dibandingkan.
7. Setelah pengukuran selesai alat ukur dibersihkan dan di simpan pada tempatnya.
55
8. Terakhir, lakukan analisa dari data yang didapat.
3.3 Alat dan bahan
Adapun alat dan bahan yang digunakan pada prakikum ini adalah sebagai berikut
3.3.1 Alat
Adapun alat yang digunakan pada praktikum adalah : 1. Mikrometer Luar 0-25 mm
Mikrometer ini berfungsi mengukur poros bagian luar dengan skala ukuran.
Gambar 3.9 Mikrometer Luar 0-25 mm 2. Mikrometer Luar 25-50 mm
Mikrometer ini berfungsi mengukur poros bagian luar dengan ukuran terjangkau 25-50 mm.
Gambar 3.10 Mikrometer Luar 25-50 mm
56 3. V-Block
V-Block Berfungsi untuk tempat meletakkan benda uji yang akan diukur.
Gambar 3.11 V-Block 4. Mistar
Mistar berfungsi sebagai alat bantu ketika melakukan suatu pengukuran.
Gambar 3.12 Mistar 3.3.2 Bahan
Adapun bahan yang digunakan pada pengujian adalah:
1. Poros Bertingkat
Poros bertingkat digunakan sebagai benda yang akan diukur.
57
Gambar 3.13 Benda Kerja Poros Bertingkat 2. Poros Bertingkat Berulir
Poros bertingkat berulir juga digunakan sebagai benda yang akan diukur.
Gambar 3.14 Benda Kerja Poros Bertingkat Berulir
58 BAB IV
DATA PENGAMATAN
4.1 Data Berbentuk Gambar
Adapun data berbentuk gambar untuk poros bertingkat dan poros berulir sebagai berikut:
4.1.1 Data Gambar Poros Bertingkat
Gambar 4.1 Poros Bertingkat
4.1.2 Data Gambar Poros Bertingkat Berulir
Gambar 4.2 Poros Bertingkat Berulir
59 4.2 Data Berbentuk Tabel
4.1 Data Tabel Pengamatan Poros Bertingkat
Tabel 4.1 Data Pengamatan Poros Bertingkat A
NO BIDANG KODE
TOLERANSI PENGAMAT A
MAX MIN
TITIK
RATA RATA
1 2
1 A 24s6 24,048 24,035 24,45 24,46 24,455 2 B 24r6 24,04 24,028 24,45 24,45 24,45 3 C 24p6 24,035 24,022 24,46 24,46 24,46 4 D 24n6 24,028 24,015 24,48 24,48 24,48
5 E 9s6 9,032 9,023 9,31 9,31 9,31
6 F 9r6 9,028 9,019 9,32 9,32 9,32
7 G 9p6 9,024 9,015 9,34 9,34 9,34
Tabel 4.2 Data Pengamatan Poros Bertingkat B
NO BIDANG KODE
TOLERANSI PENGAMAT B
MAX MIN
TITIK
RATA RATA
1 2
1 A 23n6 23,028 23,015 23,43 23,44 23,435 2 B 23p6 23,035 23,022 23,43 23,43 23,43 3 C 23r6 23,041 23,028 23,44 23,43 23,435 4 D 23s6 23,048 23,035 23,44 23,44 23,44
5 E 9p6 9,024 9,015 9,27 9,27 9,27
6 F 9r6 9,034 9,023 9,29 9,28 9,285
7 G 9s6 9,039 9,028 9,31 9,30 9,305
4.2 Data Tabel Pengamatan Poros Bertingkat Berulir
Tabel 4.3 Data Pengamatan Poros Bertingkat Berulir A