LAPORAN PRAKTIKUM PROSES MANUFAKTUR
Dosen Pengampu: Gunawan Budi Susilo, M.eng
PEMBUATAN PLAKAT BERLOGO UIN
Disusun oleh:
Kelompok 5
Khairunnisa Naziro 21106060046 Syida Elin Nashikha 21106060061
Dwian Adi Purnama 21106060062
Inezita Fardan Ayuningsih 21106060072
Arin Mardeani 21106060075
FAKULTAS SAINS DAN TEKNOLOGI PROGRAM STUDI TEKNIK INDUSTRI
UNIVERSITAS ISLAM NEGERI SUNAN KALIJAGA YOGYAKARTA
2022
ii | L a p o r a n P r a k t i k u m M o d u l 1 ABSTRAK
Proses Manufaktur merupakan salah satu ilmu yang meliputi proses terhadap suatu material dalam pembuatan komponen dengan ukuran serta bentuk tertentu dan merakit komponen-komponen untuk membuat alat atau mesin yang diinginkan. pengaplikasian dari mesin 3D Printing sebagai media untuk membuat karya sekaligus bagian dari proses manufaktur. Mesin 3D Printing atau yang dikenal sebagai sebuah teknologi printer terbaru ini mampu mencetak objek tiga dimensi (3D) dengan proses pembuatan benda padat tiga dimensi dari suatu desain digital. Mesin printing tersebut memiliki kecanggihan khusus, yakni mampu mencetak benda, yang sama persis dengan gambar softfile-nya dalam bentuk 3D. Hasil dari 3D printing ini digunakan dalam prototyping (model) maupun industri secara luas seperti dalam arsitektur, otomotif, militer, industri medis, fashion, sistem informasi geografis sampai biotech (penggantian jaringan tubuh manusia). dalam segi material yang digunakan, 3D Printing mengalami perkembangan yang bisa didukung oleh material seperti plastik, logam, resin, kayu cetakan 3D, keramik. laporan ini merupakan deskripsi pembuatan produk berlogo UIN yang dibuat menggunakan bahan dasar filamen, serta didukung oleh software solidwork dalam pembuatan desain yang dimulai dengan pembuatan beberapa part sampai dengan penyatuan dengan fitur assembly. Laporan ini bertujuan untuk mengetahui alat 3D Printing beserta dengan fungsinya, dan juga mengetahui dan menerapkan alur proses dalam pembuatan dan pencetakan desain produk tersebut menggunakan 3D printing.
kata kunci : Proses Manufaktur, 3D printing, material
iii | L a p o r a n P r a k t i k u m M o d u l 1 DAFTAR ISI
ABSTRAK ... ii
DAFTAR ISI ... iii
DAFTAR GAMBAR ... v
DAFTAR TABEL ... vi
BAB 1 PENDAHULUAN ... 1
1.1 Latar Belakang ... 2
1.2 Rumusan Masalah ... 2
1.3 Tujuan ... 2
1.4 Manfaat ... 2
1.5 Batas Masalah dan Asumsi ... 2
BAB II LANDASAN TEORI ... 4
2.1 3D Printer Creator Pro ... 4
2.2 Software Flashprint ... 5
2.3 Software Solidworks ... 6
2.4 Material Polylactic Acid (PLA) dan Acrylonitrile Butadiene Styrene (ABS) ... 8
2.5 Route Sheet ... 10
2.6 Flow Process Chart (FPC) ... 13
2.7 Operation Process Chart (OPC) ... 14
2.8 Uji Material ... 15
BAB III PROSES PRODUKSI ... 16
3.1 Desain Awal ... 16
3.2 Alur Pengerjaan ... 16
3.2.1 Alat & Bahan ... 16
3.2.2. Langkah Kerja ... 17
3.3 Komponen dan Fungsi Alat Permesinan ... 19
3.4 Cara Penggunaan Alat Permesinan... 20
3.5 Kendala Pengerjaan ... 20
BAB IV PENINJAUAN PRODUK ... 21
4.1 Route Sheet ... 22
4.2 Material ... 22
4.2.1 Deskripsi Material ... 22
4.2.2 Karakteristik ... 22
4.2.3 Uji Material ... 23
iv | L a p o r a n P r a k t i k u m M o d u l 1
4.3 Peta Kerja ... 23
4.3.1 Flow Process Chart ... 24
4.3.2 Operation Process Chart ... 25
4.4 Gambar Produk ... 28
BAB V PENUTUP ... 29
5. 1 Kesimpulan ... 29
5. 2 Saran ... 29
DAFTAR PUSTAKA ... 30
LAMPIRAN ... 31
v | L a p o r a n P r a k t i k u m M o d u l 1 DAFTAR GAMBAR
Gambar 2.1 Mesin cetak Flashforge Creator Pro 3D ... 5
Gambar 2.2 Tampilan Software Flashprint... 6
Gambar 2.3 Tampilan Tiga Area Kerja Utama pada SolidWorks 2017 ... 7
Gambar 2.4 Struktur Kimia Polylactic Acid (PLA) ... 8
Gambar 2.5 Struktur Kimia Acrylonitrile Butadiene Styrene (ABS) ... 9
Gambar 2.6 Contoh Route Sheet ... 10
Gambar 2.7 Contoh Flow Process Chart (FPC) ... 12
Gambar 2.8 Contoh Operation Process Chart (OPC) ... 13
Gambar 3.1 Desain Awal Produk ... 16
Gambar 3.2 Mesin 3D Printing... 16
Gambar 3.3 Laptop ... 16
Gambar 3.4 Filamen ... 17
Gambar 3.5 Cutter ... 17
Gambar 3.6 Obeng ... 17
Gambar 3.6 Kertas ... 17
Gambar 3.7 Komponen Mesin 3D Printing ... 19
Gambar 4.1 Route Sheet Produk Plakat Berlogo UIN ... 22
Gambar 4.2 Uji Material ... 23
Gambar 4.3 Flow Process Chart (FPC) Produk Plakat Berlogo UIN ... 24
Gambar 4.4 Operation Process Chart (OPC) pada software Solidworks ... 25
Gambar 4.5 Operation Process Chart (OPC) pada Aplikasi Flashprint ... 26
Gambar 4.6 Operation Process Chart (OPC) pada mesin 3D Printer Creator Pro ... 27
Gambar 4.7 Plakat Berlogo UIN ... 28
vi | L a p o r a n P r a k t i k u m M o d u l 1 DAFTAR TABEL
Tabel 2. 1 Simbol dalam Flow Process Chart ... 11 Tabel 3. 1 Komponen dan Fungsi Permesinan Mesin 3D Printing ... 20
1 | L a p o r a n P r a k t i k u m M o d u l 1 BAB I PENDAHULUAN
1.1 Latar Belakang
Pada saat ini perkembangan teknologi berkembang sangat pesat. Manusia membutuhkan teknologi untuk mempermudah setiap aktivitasnya. Singkatnya, teknologi adalah alat efisiensi dan efektivitas bagi manusia. Mesin merupakan salah satu dari sekian banyak teknologi yang terlahir kembali dari mesin-mesin yang ada seiring dengan perkembangan zaman. Salah satu alat yang digunakan adalah 3D printing, teknologi yang pertama kali dikembangkan oleh Chuck Hull di 3d Systems Corp pada tahun 1980-an. Sejak itu, pencetakan 3D terus berkembang dan digunakan secara luas di berbagai negara. 3D Printing merupakan evolusi dari teknologi cetak, yaitu mampu menghasilkan atau memproduksi dan merancang struktur yang canggih dalam satu kesatuan. Hal ini sangat memberikan banyak manfaat seperti mempercepat pekerjaan, ukuran yang dihasilkan lebih tepat dan produk yang dihasilkan lebih terlihat nyata.
Dalam dunia industri, 3D Printing sangat digemari karena untuk pembuatan prototipe yang biasanya membutuhkan waktu yang lama dapat dibuat dalam waktu yang lebih singkat. Hal tersebut sangat berpengaruh terhadap biaya yang keluarkan dalam menghasilkan produk yang berkualitas. Sebelum produk dibuat secara massal terlebih dahulu dibuat prototipe produk untuk mengetahui bentuk, dimensi, dan ergonominya agar dapat dilakukan evaluasi. Pengaplikasian proses manufaktur pada praktikum ini adalah pembuatan produk berlogo UIN. Dalam pembuatan desain produk berlogo UIN ini menggunakan software Solidwork dan aplikasi flashprint serta mesin 3D Printer Creator Pro. 3D Printing adalah salah satu proses Fabrikasi Fused Deposition Modelling (FDM) yaitu teknologi Additive Manufacturing (AM) yang sistem kerjanya pembentukan benda dengan penambahan bahan lapis demi lapis. Rapid prototyping seperti 3D Printer merupakan alat yang efektif dalam pengembangan produk.
Sebagai mahasiswa Teknik Industri, setelah melaksanakan praktikum proses manufaktur ini diharapkan dapat memahami dan menguasai segala konsep dasar proses manufaktur dan dapat mengerti proses produksi dari awal hingga akhir agar dapat membuat rencana estimasi mengenai waktu dan biaya yang dibutuhkan serta meramalkan produk yang berkualitas tinggi. Oleh karena itu, mahasiswa tidak hanya memahami materi-materi teori saja namun juga perlu adanya pemahaman lebih setelah melalui praktikum proses manufaktur ini.
2 | L a p o r a n P r a k t i k u m M o d u l 1 1.2 Rumusan Masalah
Adapun rumusan masalah dalam praktikum proses manufaktur ini adalah sebagai berikut.
a. Apa yang dimaksud dengan 3D Printing?
b. Apa yang dimaksud dengan Software Solidworks dan Flashprint?
c. Material jenis apa yang dipakai dalam mencetak model 3D dengan 3D Printing?
d. Apa saja komponen dan bagaimana fungsinya yang ada pada mesin 3D Printing?
1.3 Tujuan
Adapun tujuan yang hendak dicapai dalam praktikum proses manufaktur ini adalah sebagai berikut.
a. Praktikan dapat mengetahui alat 3D printing.
b. Praktikan dapat mengetahui Software Solidworks dan Flashprint.
c. Praktikan dapat mengetahui jenis material yang dipakai dalam mencetak model 3D dengan 3D Printing.
d. Praktikan dapat mengetahui komponen dan fungsi dari mesin 3D Printing
1.4 Manfaat
Adapun manfaat yang hendak didapat dalam praktikum proses manufaktur ini adalah sebagai berikut.
a. Dapat mengetahui alat 3D printing.
b. Dapat mengetahui Software Solidworks dan Flashprint
c. Dapat mengetahui mengetahui jenis material yang dipakai dalam mencetak model 3D dengan 3D Printing.
d. Dapat mengetahui komponen dan fungsi dari mesin 3D Printing
1.5 Batasan Masalah dan Asumsi
a. Adapun Batasan masalah yang ditemukan dalam praktikum proses manufaktur ini adalah sebagai berikut:
• Software yang digunakan untuk mendesain produk adalah solidwork
• Mesin yang digunakan untuk proses pembuatan produk adalah 3D Printing
• Material yang kami pilih yaitu Acrylonitrile Butadiene Styrene (ABS) daripada Polylactic Acid (PLA).
3 | L a p o r a n P r a k t i k u m M o d u l 1 b. Adapun asumsi yang ditemukan dalam praktikum proses manufaktur ini adalah
sebagai berikut:
Polylactic Acid (PLA) saat dilakukan uji percobaan, pada material Acrylonitrile Butadiene Styrene (ABS) lebih kuat untuk pengaruh suhu heater nozzle terhadap kekuatan bending hasil 3D printer. dan terbukti bahwa kekuatan ABS lebih bagus dibanding dengan PLA dalam kekuatan menahan beban.
4 | L a p o r a n P r a k t i k u m M o d u l 1 BAB II LANDASAN TEORI
2.1 3D Printer Creator Pro
3D Printer merupakan teknologi yang pertama kali diciptakan pada tahun 1980- an oleh Chuck Hull dari 3D Systems Corp. 3D Printer merupakan salah satu alat manufaktur komputer desktop atau manufaktur aditif yang digunakan dalam proses pembuatan prototipe untuk menghasilkan objek nyata dari desain 3D. Selama tiga dekade terakhir, berbagai teknologi pencetakan 3D telah berkembang yang telah mengubah gagasan pencetakan langsung suku cadang untuk berbagai aplikasi. 3D printing merupakan salah satu teknologi mencetak menggunakan mesin printing khusus sehingga hasil yang didapatkan berbentuk 3D. Teknik yang biasa digunakan pada printer 3D adalah Selective Laser Sintering (SLS) dan Fused Deposition Modeling (FDM) (Al-Maliki, 2015).
3D Printer merupakan bentuk bukti bahwa teknologi merambah semua aspek tidak hanya gadget, gaya hidup, dan pekerjaan saja. 3D Printer menggunakan teknologi prototype cepat yang merupakan teknologi data perangkat lunak desain seperti Solidworks, Autocad, Inventor, dan printer serupa yang kemudian memproduksi produk dengan lapisan bahan dasar. Namun, 3D Printer saat ini tidak memungkinkan analisis terperinci tentang kekuatan bingkai dan efektivitas produk yang dihasilkan.
Terdapat beberapa model cetak 3D saat ini tersedia yaitu Cartesian, Delta, dan Corexy.
Model Corexy adalah model yang paling banyak digunakan di industri untuk meletakkan daerah persegi panjang dalam dua dimensi.
Flashforge Creator Pro adalah mesin cetak 3D yang dapat mencetak objek dari berbagai jenis bahan. Mesin ini dilengkapi dengan dua nozzle dan alas aluminium berpemanas. Perangkat ini juga dilengkapi panel LCD yang dimiringkan pada 45°, sehingga memudahkan pengguna untuk melihat panel LCD. Hasil dari 3D Printing digunakan dalam prototyping (model) maupun industri secara luas, seperti dalam arsitektur, otomotif, militer, industri medis, fashion, sistem informasi geografis sampai biotech (pengganti jaringan tubuh manusia). Adapun kegunaan 3D Printer di dunia industri adalah sebagai berikut :
a. Industri Kesehatan
3D Printer ini sudah banyak digunakan dalam dunia medis. Fungsinya dapat digunakan sebagai alat pembuat replika organ dalam manusia atau organ tubuh lainnya seperti tangan, kaki, dan lainnya yang nantinya bisa digunakan sebagai pengganti organ yang
5 | L a p o r a n P r a k t i k u m M o d u l 1 sudah rusak. Dengan demikian, akan sangat menolong nyawa manusia lebih cepat tanpa harus menunggu lama untuk datangnya pendonor yang juga tidak selalu bisa diandalkan.
b. Industri Otomotif
Mesin 3D Printer ini sering digunakan dalam dunia otomotif yang biasanya dimanfaatkan untuk mencetak onderdil yang mana ukurannya harus presisi sehingga tidak mengganggu fungsi kendaraan bermotor saat sudah dipasang. Selain itu, juga dapat digunakan untuk membuat body kendaraan yang rusak sehingga bisa sama persis sesuai aslinya.
Gambar 2.1 Mesin cetak Flashforge Creator Pro 3D
(Sumber: https://3dprintersuperstore.com.au/products/flashforge-creator-pro)
Mesin printing ini memiliki keunggulan tersendiri yaitu dapat mencetak benda, yang sama persis dengan gambar soft file-nya dalam bentuk 3D, prosesnya sangat detail hingga ukuran terbesar dan paling kecil sekalipun, estimasi waktu yang dapat dilihat, dan mampu memperbanyak produk dengan keidentikan yang sama. Sedangkan untuk kekurangan 3D printer ini adalah kekuatan material yang masih rendah terutama plastik, tidak cocok untuk miniatur besar, resolusi dan ketelitian lebih rendah dibandingkan mesin CNC.
2.2 Aplikasi Flashprint
Flashprint merupakan salah satu aplikasi sederhana untuk pemula atau pengguna tingkat lanjut. Aplikasi ini adalah aplikasi standar dari pabrikan printer 3D Flashforge yang digunakan untuk menyesuaikan model desain untuk pencetakan pada printer 3D.
Aplikasi ini sudah menyediakan fungsionalitas yang digunakan oleh untuk mengatur model desain pada mesin. Aplikasi ini tidak berfungsi sebagai aplikasi desain seperti Solidworks, Autocad, Fusion 360, Autodesk Inventor, dan aplikasi desain 3D lainnya.
Sebelum memasuki aplikasi ini, model 3D yang dihasilkan harus disimpan dalam salah
6 | L a p o r a n P r a k t i k u m M o d u l 1 satu dari ekstensi/format file yang didukung oleh aplikasi Flashprint yaitu .x3g. Ada 3 bagian tampilan flashprint yaitu menu bar, Top Button Icon Instruction, dan Left Button Icon Instruction.
Gambar 2.2 Tampilan Software Flashprint
2.3 Software Solidworks
SolidWorks merupakan salah satu software atau aplikasi CAD (Computer Aided Design), CAM (Computer Aided Manufacture), serta CAE (Computer Aided Engineering) yang dikembangkan oleh perusahaan Dassault Systemes. Software SolidWorks ini tentunya sudah tidak asing lagi dalam dunia teknik. SolidWorks diperkenalkan pada tahun 1995 sebagai pesaing untuk program CAD seperti Pro/ENGINEER, NX Siemens, I-Deas, Unigraphics, Autodesk Inventor, Autodesk AutoCAD, dan CATIA dengan harga yang lebih terjangkau. SolidWorks Corporation didirikan pada tahun 1993 oleh Jon Hirschtick dengan merekrut tim insinyur profesional untuk membangun sebuah perusahaan yang mengembangkan perangkat lunak CAD 3D dengan kantor pusatnya di Concord, Massachusetts (Sungkono, dkk, 2019).
Software SolidWorks ini sering digunakan untuk merancang part permesinan atau susunan part permesinan yang berupa assembling dengan tampilan 3D untuk mempresentasikan part sebelum real partnya diproduksi dan dengan software ini dapat membuat tampilan produk 2D sebagai acuan gambar saat proses permesinan. Software ini dapat dijalankan di atas platform sistem operasi Microsoft ataupun windows.
SolidWorks memiliki tiga area kerja yaitu, Parts, Assembly, dan Drawing yang saling berhubungan satu sama lain. Adapun penjelasan dari tiga kerja area dalam software SolidWorks adalah sebagai berikut:
1. Part merupakan sebuah objek 3D yang terbentuk dari feature-feature. Future sendiri adalah bentukan dan operasi-operasi yang membentuk part tersebut. Dari sebuah part dapat menjadikan sebuah komponen atau produk dengan menyatukannya pada proses
7 | L a p o r a n P r a k t i k u m M o d u l 1 assembly dan juga dapat digambarkan dalam bentuk 2D pada proses drawing. Extension file untuk part SolidWorks adalah .SLDPRT.
2. Assembly merupakan sebuah komponen hasil gabungan dari beberapa parts yang disatukan bersama. Extension file untuk SolidWorks Assembly adalah .SLDASM.
3. Drawing merupakan template yang digunakan untuk membuat gambar kerja 2D dari single component atau dari sebuah part maupun assembly dari beberapa part. Extension file untuk SolidWorks Drawing adalah .SLDDRW.
Adapun tampilan pada software Solidworks adalah sebagai berikut:
Gambar 2.3 Tampilan Tiga Area Kerja Utama pada SolidWorks 2017
Kelebihan lain dari software Solidworks ini juga mempu membuat animasi pergerakan dari design dan mampu secara akurat menghitung nilai tekanan pada material, baik material pada design, volume, dan MoldFlow cetakan. Sehingga memperkecil kemungkinan cacat pada proses produksi produk. Diantara 3 software CAD manufacturer yaitu, Inventor, Solid Edge, dan SolidWorks ternyata SolidWorks yang terbaik sampai saat ini dan mudah untuk digunakan. Solidworks memiliki keunggulan sendiri dibandingkan dengan software yang biasa digunakan (Sinaga, 2019:4).
Dari penjelasan diatas dapat kita simpulkan banyak sekali kelebihan dari software SolidWorks yang membuat software ini sering digunakan oleh para engineer untuk merancang dan mendesain sebuah produk serta menganalisis kekuatan yang ada pada produk yang dibuat baik dari sisi tekanan, benturan, panas, aliran udara, dan masih banyak lagi. Menu toolbar pada software SolidWorks sangat banyak sekali dan mempunyai fungsi yang berbeda-beda sebagaimana telah dijelaskan dalam modul buku praktikum menggambar teknik.
8 | L a p o r a n P r a k t i k u m M o d u l 1 2.3 Material
● Polylactic Acid (PLA)
Polylactic Acid (PLA) adalah termoplastik biodegradable yang berasal dari sumber daya terbarukan. Misalnya tepung maizena atau tepung tapioka. Jenis ini menjadikan PLA solusi paling ramah lingkungan di bidang pencetakan 3D, dibandingkan dengan berbagai plastik berbasis petrokimia seperti ABS dan PVA.
Keunggulan lain dari PLA adalah biaya rendah, daya tahan dan kemudahan
pencetakan, serta penyusutan yang rendah. Dalam pembuatan produk cetak 3D, suhu yang digunakan saat mencetak dengan filamen PLA adalah 180°C hingga 210°C.
(Grabowik et al., 2017)
Polylactic acid (PLA) adalah polimer biodegradable dan termasuk dalam poliester alifatik. Hal ini karena bahan ini dapat terdegradasi dan terdegradasi di dalam tanah. PLA adalah bahan multiguna yang berasal dari asam laktat yang terbuat dari 100% bahan baku yang dapat didaur ulang seperti gula, jagung, gandum, singkong dan bahan lain yang tinggi pati (Koesnandar, 2004). Karena PLA adalah polimer kristalin dengan sifat rapuh, plasticizer diperlukan untuk menambahkan sifat mekanik dalam proses pembuatan. Asam polilaktat (PLA) memiliki struktur kimia seperti gambar dibawah ini.
Gambar 2.4 Struktur Kimia Polylactic Acid (PLA)
(Sumber : https://www.researchgate.net/figure/Chemical-structure-of-poly-lactic-acid- PLA_fig4_51832364)
Menurut (Botelho, et al., 2004), PLA memiliki beberapa keunggulan:
a. Biokompatibilitas yang berarti bahwa plastik PLA dapat menerima sel jaringan dalam kondisi normal.
b. Terbuat dari bahan terbarukan, termasuk limbah industri, bukan dari minyak bumi.
c. Dapat didaur ulang (recyclable).
d. Tidak ada pelarut organik beracun yang digunakan dalam proses pembuatan.
e. Pembakaran sempurna menghasilkan gas CO2 dan air (H2O).
Saat ini PLA banyak digunakan dalam berbagai aplikasi, salah satunya adalah
9 | L a p o r a n P r a k t i k u m M o d u l 1 PLA sebagai bahan dalam mencetak produk cetak 3D yang menggunakan Filamen dengan suhu pencetakan 200-230 °C.
● Acrylonitrile Butadiene Styrene (ABS)
Bahan ABS adalah salah satu plastik pertama yang digunakan dengan printer 3D industri. ABS (Acrylonitrile Butadiene Styrene) dikenal karena ketangguhan dan sifat materialnya yang tahan benturan. Suku cadang ABS tahan suhu sebelum berubah bentuk, dan biasanya digunakan dalam berbagai barang sehari-hari yang digunakan seperti permainan LEGO, mainan, perkakas, casing, keyboard, dll. ABS dalam pencetakan 3D sangat disarankan, tetapi memerlukan sedikit lebih banyak penyesuaian desain, kontrol suhu, dan penyesuaian strategis untuk membuat bagian dicetak dengan baik. ABS umumnya dipolimerisasi melalui proses emulsi akrilonitril, butadiena dan stirena. ABS juga dapat dibuat dengan proses yang telah dipatenkan, dikenal sebagai proses continuous mass polymerization. Adapun Karakteristik dari Plastik Acrylonitrile Butadiene Styrene (ABS), yaitu :
1. Tingkat kekakuan yang tinggi
2. Ketahanan benturan yang baik, bahkan pada suhu rendah
3. Sifat isolasi yang baik
4. Ketahanan abrasi dan regangan yang baik
5. Stabilitas dimensi yang tinggi (kuat secara mekanis dan awet)
6. Kecerahan permukaan tinggi dan aspek permukaan luar biasa
7. Ketahanan yang sangat baik terhadap zat asam dan alkali
8. Resistensi sedang terhadap hidrokarbon alifatik
Proses struktur pembuatan plastik ABS terdiri dari Akrilonitril yaitu Monomer sintetis yang dihasilkan dari propilen dan amonia, Butadiena yang diproduksi sebagai produk sampingan dari produksi etilen dari steam cracker.
Gambar 2.5 Struktur Kimia Acrylonitrile Butadiene Styrene (ABS)
(Sumber : https://www.mufasaspecialties.biz/jual-acrylonitrile-butadiene-styrene-abs- resin/)
10 | L a p o r a n P r a k t i k u m M o d u l 1 2.4 Route Sheet
Route sheet berguna untuk menghitung jumlah mesin yang dibutuhkan dan untuk menghitung jumlah part yang harus disiapkan untuk memperoleh sejumlah produk yang diinginkan. Tujuan dari mempelajari routing sheet ini adalah untuk mengetahui proses produksi atau aliran material dari bahan mentah hingga produk jadi. Hal inilah yang akan dijadikan dasar dalam perencanaan tata letak fasilitas yang baik dan efisien, menentukan jumlah mesin optimum yang dibutuhkan dalam produksi meja belajar. Data yang diperlukan untuk membuat route sheet ini antara lain:
a. Operation Process Chart (OPC )
b. Kapasitas mesin (waktu standar operasi) c. Persentase scrap
d. Efisiensi mesin
e. Kapasitas Produksi Terpasang (KPT)
Perumusan masalah dari untuk membuat route sheet ini dengan bagaimana aliran atau urutan proses produksi dimana menjelaskan tahap-tahap yang dilalui bahan hingga produk jadi dan bagaimana menghitung jumlah mesin yang dibutuhkan dilantai produksi.
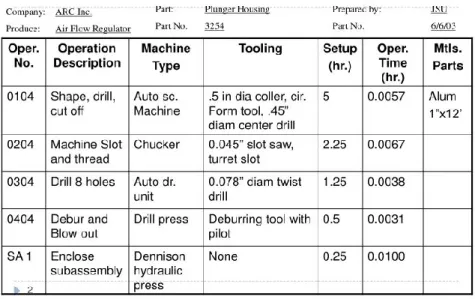
Berikut adalah contoh Route Sheet.
Gambar 2.6 Contoh Route Sheet
(Sumber : https://www.slideserve.com/donat/backward-analysis-route-sheet-mppc) Dengan dibuatnya route sheet ini diharapkan akan mampu memberikan informasi mengenai jumlah mesin sehingga berguna untuk menghitung jumlah luas area lantai produksi.
Selain itu akan dapat terhindar dari kekurangan jumlah output produksi atau kelebihan produksi.
11 | L a p o r a n P r a k t i k u m M o d u l 1 2.6 Flow Process Chart (FPC)
Flow Process Chart (FPC) atau yang sering disebut peta aliran proses merupakan peta yang menggambarkan seluruh aktivitas, baik aktivitas produktif (operasi dan inspeksi) maupun non produktif (transportasi, pemeliharaan, dan penyimpanan) yang terlibat dalam proses perakitan produk secara detail dari awal sampai akhir proses produksi. FPC ini menampilkan semua langkah atau proses yang dilakukan selama perakitan produk. Jumlah dari tahapan proses yang harus dilalui akan bergantung pada kompleks tidaknya desain yang sedang dibuat. Keuntungan yang dapat diperoleh dari pembuatan FPC antara lain (Wignjosoebroto, 2009, pp. 104, 105):
1. Meminimalkan operasi-operasi yang tidak perlu atau dapat mengkombinasikannya dengan operasi lain.
2. Meminimalkan aktivitas handling yang tidak efisien.
3. Mengurangi jarak perpindahan material dari satu operasi ke operasi yang lain.
4. Mengurangi waktu yang terbuang sia-sia karena kegiatan yang tidak produktif, seperti menunggu atau transportasi.
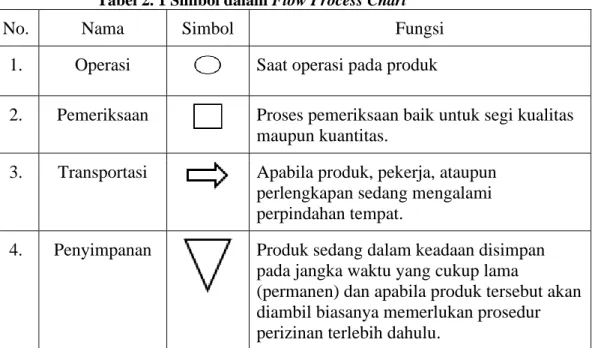
Flow Process Chart akan memberikan informasi mengenai langkah-langkah dalam proses perakitan. Untuk menunjukkan langkah-langkah dalam proses perakitan sebuah produk, maka Flow Process Chart harus dibuat oleh orang-orang yang bekerja dalam sistem. adapun simbol-simbol yang biasanya digunakan dalam pembuatan Flow Process Chart adalah sebagai berikut:
Tabel 2. 1 Simbol dalam Flow Process Chart
No. Nama Simbol Fungsi
1. Operasi Saat operasi pada produk
2. Pemeriksaan Proses pemeriksaan baik untuk segi kualitas maupun kuantitas.
3. Transportasi Apabila produk, pekerja, ataupun perlengkapan sedang mengalami perpindahan tempat.
4. Penyimpanan Produk sedang dalam keadaan disimpan pada jangka waktu yang cukup lama
(permanen) dan apabila produk tersebut akan diambil biasanya memerlukan prosedur perizinan terlebih dahulu.
12 | L a p o r a n P r a k t i k u m M o d u l 1 5. Menunggu Produk, pekerja, maupun perlengkapan tidak
mengalami kegiatan selain menunggu yang tidak memerlukan waktu lama (sementara).
6. Penggabungan Produk sedang berada dalam aktivitas gabungan. biasanya terjadi antara aktivitas operasi dan pemeriksaan dilakukan secara bersamaan atau di tempat kerja yang sama.
7. Connecting Line
Menyambungkan simbol yang satu dengan yang lain, menuju proses selanjutnya (Sumber: https://busyairi.wordpress.com/2009/06/26/flow-process-chart/ )
Adapun contoh Flow Process Chart adalah sebagai berikut
Gambar 2.7 Contoh Flow Process Chart
(Sumber : https://www.academia.edu/30461567/FLOW_PROCESS_and_
OPPERATION_PROCESS_CHART_SARI_BUAH_APEL )
13 | L a p o r a n P r a k t i k u m M o d u l 1 2.7 Operation Process Chart (OPC)
Operation Process Chart merupakan suatu diagram yang memuat informasi- informasi yang diperlukan untuk analisis seperti waktu yang dihabiskan, material yang digunakan, dan tempat atau mesin yang dipakai dalam proses perakitan produk. Peta proses operasi menggambarkan langkah-langkah operasi dan pemeriksaan yang dialami bahan dalam urutan-urutannya sejak awal sampai menjadi produk utuh maupun sebagai bahan setengah jadi yang memiliki beberapa kegunaan antara lain (Sutalaksana, 1979) :
1. Guna mengetahui kebutuhan akan mesin dan penganggarannya.
2. Bisa memperkirakan kebutuhan akan bahan baku (dengan menghitung efisiensi disetiap operasi/pemeriksaan).
3. Sebagai alat guna menentukan tata letak pabrik.
4. Sebagai alat guna menentukan perbaikan cara kerja yang sedang dipakai.
5. Sebagai alat latihan kerja.
Berikut adalah contoh Operation Process Chart.
Gambar 2.8 Contoh Operation Process Chart
14 | L a p o r a n P r a k t i k u m M o d u l 1 (Sumber : https://blog.ub.ac.id/silvie/2012/10/30/opc-fpc-pembuatan-sari-buah-
apel-ukm-brosem) 2.8 Uji Material
Uji material digunakan untuk menentukan kualitas seperti sifat mekanik material. Secara umum pengujian bahan ini harus dilakukan untuk mengetahui kualitas bahan dan layak tidaknya untuk digunakan. Diharapkan dengan dilakukannya uji material dapat memudahkan untuk menentukan bahan mana yang cocok untuk desain alat atau properti apa yang akan digunakan. Uji material tidak hanya dilakukan di lembaga penelitian, tetapi juga membantu perusahaan memperoleh pengetahuan yang berharga untuk pengembangan produk baru dan meningkatkan produk yang sudah ada.
Dalam dunia manufaktur, konsistensi, dan keseragaman standar kualitas menjadi salah satu target yang paling penting. Oleh karena itu, pengujian bahan material dilakukan untuk memberikan banyak informasi mengenai bahan yang sedang diuji, prototipe, atau sampel produk. Uji material dibagi menjadi dua jenis, yaitu
a. Uji Material Destructive Test (Merusak)
Pengujian destruktif dilakukan sampai kinerja material terganggu atau mengalami kerusakan untuk menguji kinerja bahan. Salah satu caranya adalah dengan menerapkan gaya yang bervariasi pada material. Tes destruktif umumnya lebih mudah dilakukan. Uji material Destructive dapat dilakukan dengan cara sebagai berikut:
● Uji kekerasan : harus dilakukan sesuai dengan metode dan prosedur pengujian yang bertujuan agar hasilnya dapat diterima dan dapat digunakan sebagai acuan pemilihan bahan atau sebagai pedoman perubahan sebelum atau sesudah proses perlakuan panas.
● Uji tarik : untuk menunjukkan perilaku material selama proses pemuatan.
● Uji impact : dilakukan untuk menentukan kekuatan material. Ada dua tes dampak di industri: Dampak Charpy dan Izod. Perbedaan saat tumbukan tajam berada pada posisi takik di belakang bandul dan izd menghadap bandul
● Uji struktur : untuk menguji struktur material dalam bentuk logamnya. Untuk tujuan pengujian, bahan dipotong kecil-kecil, ditempatkan di bawahnya dan dikerok dengan pengikis yang sesuai.
● Uji kelelahan : untuk menentukan sifat mekanik bahan, yaitu kelelahan.
Dimana pengujian dilakukan dengan (berulang kali) secara dinamis memuat spesimen sedemikian rupa sehingga material gagal sebelum titik luluh.
15 | L a p o r a n P r a k t i k u m M o d u l 1 b. Uji Material Non-Destructive (Tanpa Merusak)
Uji Material Non-Destructive adalah metode pemeriksaan untuk menemukan goresan, retak, atau cacat lain pada bahan tanpa merusak benda yang diperiksa.
Tujuannya adalah untuk mengetahui apakah bahan yang digunakan masih aman atau apakah toleransi kerusakan belum terlampaui. Uji Material Non-Destructive dapat dilakukan dengan berbagai cara, yaitu :
● Uji Visual : langkah pertama dalam pengujian non-destruktif yang bertujuan untuk menggunakan inspeksi visual untuk menemukan cacat permukaan, retakan dan korosi. Dengan cara ini, retakan yang terjadi pada permukaan material dapat dideteksi.
● Uji Super Eutectoid : untuk mengidentifikasi cacat pada permukaan atas dan bawah bagian yang terbuat dari bahan feromagnetik. Tes ini didasarkan pada prinsip magnetisasi. Ini berarti bahwa bahan yang diuji diisi terlebih dahulu.
● Uji Penetrasi Cairan : dengan cara menuangkan cairan berwarna cerah ke benda uji. Tujuannya untuk mencari kerusakan atau retakan pada material.
● Uji Ultrasonik : menggunakan prinsip perambatan gelombang suara pada benda uji dari sinyal yang dihasilkan diinterpretasikan atau diamati.
16 | L a p o r a n P r a k t i k u m M o d u l 1 BAB III PROSES PRODUKSI
3.1 Desain Awal
Adapun desain awal produk plaket berlogo UIN adalah sebagai berikut
Gambar 3.1 Desain Awal Produk
3.2 Alur Pengerjaan 3.2.1 Alat & Bahan
Adapun alat dan bahan yang digunakan dalam pembuatan plat berlogo UIN ini adalah sebagai berikut.
Tabel 3.1 Alat dan Bahan Pembuatan Produk Plakat Berlogo Uin
No Alat dan Bahan
Gambar Fungsi
1 3D Printing
Gambar 3.2 Mesin 3D Printing
untuk mencetak desain
2 Laptop
Gambar 3.3 Laptop
untuk membuat desain
17 | L a p o r a n P r a k t i k u m M o d u l 1 3 Filamen
Gambar 3.4 Filamen
sebagai bahan pembuatan produk
4 Cutter
Gambar 3.5 Cutter
untuk memudahkan dalam pengambilan produk setelah pencetakan
5 Obeng
Gambar 3.6 Obeng
untuk membersihkan sisa-sisa filamen yang tertinggal saat pencetakan
6 Kertas
Gambar 3.6 Kertas
untuk mengatur jarak antara antara build plan
18 | L a p o r a n P r a k t i k u m M o d u l 1 7 SD Card
Gambar 3.6 SD Card
menyimpan file desain
3.2.2 Langkah Kerja
Adapun langkah kerja dalam membuat produk plakat berlogo UIN adalah sebagai berikut.
1. Modeling Objek
Model 3D didesain menggunakan software CAD (Computer Aided Design) dengan software SolidWorks. diciptakan menggunakan software khusus desain 3D. Software tersebut juga harus didukung oleh printer yang akan digunakan. untuk mendapatkan file CDA, pencetak atau pengguna harus menggunakan scanner 3D.
a. Buat lah desain yang akan dicetak menggunakan software Solidworks b. Setelah desain jadi file disimpan dengan format STL.
c. Diteruskan dengan membuka aplikasi Flashprint
d. Setelah aplikasi Flashprint terbuka pilih load dan pulih desain dengan format STL yang diinginkan lalu import.
e. Setelah Desain terimport atur rotasi, scale, dan tempalkan pada plan.
f. Setelah itu pilih Extruder kanan atau kiri untuk mengeprint desain.
g. Setelah itu pilih Print lalu pastikan Machine Type Flashforge Creator Pro, Material Right/Left PLA, pastikan Supports dan Raft di posisi Enable, dan Resolution Standard.
h. Setelah itu Save Configuration lalu OK.
i. Setelah itu tunggu sampai Desain STL/FPP berubah menjadi x3g.
j. Setelah File desain x3g jadi pindahkan ke SD Card untuk di teruskan ke mesin 3D Printing.
2. Proses pencetakan
Setelah file desain 3D siap, selanjutnya proses mencetak menggunakan mesin 3D Printer Creator Pro. Lamanya waktu pencetakan dapat tergantung
19 | L a p o r a n P r a k t i k u m M o d u l 1 pada dimensi model. Tahapan yang dilakukan diantaranya adalah sebagi berikut.
a. Nyalakan Mesin 3D Printer Creator Pro
b. Memastikan kerataan Build Plate dengan mendekatkan plate ke Extruder lalu atur dengan menyetel Leveling Knop sampai didapat kerataan yang diinginkan.
c. Setelah itu Pasang Filament ke Extruder dengan cara memanaskan Extruder sampai 200 derajat lalu masukan Filamen
d. Setelah telah filament terpasang akan muncul sedikit filament yang membelah ke nozzle lalu bersihkan lelehan Filamen tersebut.
e. Setelah itu Masukan SD Card ke mesin 3D Printing.
f. Setelah itu pilih “Print from SD” pada LCD panel g. Setelah itu pilih “Ok”,
h. Lalu pilih “Plate Leveling.x3g” dan tekan tombol OK
i. Kemudian build plate dan nozzle mulai bergerak, setelah ditangguhkan, kita perlu menyesuaikan kenop dibawah build plate satu per satu
j. Lalu tunggu sampai desain tercetak sempurna
k. Kemudian apabila pencetakan selesai mesin pun turun sendiri menandakan sudah selesainya pencetakan.
l. Jika produk sudah tercetak secara sempurna, selanjutnya lepas produk menggunakan alat bantu cutter atau obeng
m. Bersihkan area support produk dan sisa-sisa filamen pada mesin 3D Printer Creator Pro
3. Proses Finishing
Proses finishing ini dapat dilakukan dengan menyempurnakan bagian-bagian yang dianggap kompleks yang mungkin mengalami perbedaan (oversized) dengan membersihkan dan merapikan menggunakan alat bantur cutter, obeng, ataupun yang lainnya.
3.3 Komponen dan Fungsi Alat Permesinan
Mesin 3D printing memiliki beberapa komponen dan fungsi alat permesinan yang mempermudah proses pengerjaan pencetakan desain. Adapun komponen dan fungsi alat permesinan 3D Printing sebagai berikut :
20 | L a p o r a n P r a k t i k u m M o d u l 1 Gambar 3.7 Komponen Mesin 3D Printing
Adapun keterangan nama komponen dan fungsinya sesuai nomor gambar diatas adalah sebagai berikut.
Tabel 3. 1 Komponen dan Fungsi Permesinan Mesin 3D Printing
No Nama Komponen Fungsi
1 Z1-axis guide rod Sebagai batang pemandu sumbu-Z 2 Extruder cable bunch sebagai Pembungkus kabel ekstruder
3 Slot Sebagai pengunci tutup
4 Y-axis guide rod Sebagai batang pemandu sumbu-Y
5 Build plate Permukaan tempat Creator Pro membuat
objek
6 Build platform Penyangga build plate
7 Leveling knob Knop di bawah platform build yang digunakan untuk mengatur jarak antara nozzle dan
buildplate
8 SD card slot Tempat meletakan SD card
9 LCD panel Tampilan informasi dari 3D printer
10 Buttons Tombol menu 3D printer
11 Cooling fan Untuk mendinginkan rakitan luar
ekstruder danmotor roda gigi 12 Spring presser Penghubung cooling fan dengan turbofan
13 Turbofan Penggerak kipas cooling fan
14 Turbofan baffle Sebagai penyekat turbofan
15 Left nozzle Jalur keluar filament bagian kiri
16 Right nozzle Jalur keluar filament bagian kanan
17 X-axis guide rod Batang pemandu sumbu-X
21 | L a p o r a n P r a k t i k u m M o d u l 1 18 Filament guide tube buckle Jalur filament
19 Spool holder Untuk menggantung filament roll
20 Power input Tempat masuk aliran listrik
21 Power switch Tombol on/off
22 Reset button Tombol untuk mereset
23 USB input Tempat penghubung USB
24 Spool holder slot Untuk meletakan spool holder
(Sumber : Modul Praktikum)
3.4 Cara Penggunaan Alat Permesinan
Adapun cara menggunakan alat 3D Printer Creator Pro adalah sebagai berikut:
1. Nyalakan mesin dengan menekan tombol power on.
2. Lakukan pemanasan mesin dengan menggunakan menu preheat
3. Setelah dilakukan pemanasan, pilih menu jog mode untuk meratakan build plate 4. Lakukan pengecekan dengan selembar kertas pada build plate dengan nozzle 5. Jika dirasa terlalu banyak gesekan pada mata nozzle dan build plate, lakukan
perataan dengan memutar leveling knop. Ulangi langkah 4
6. Setelah melakukan pengecekan build plate masukkan kartu SD ke dalam slot yang ada di mesin
7. Pilih menu print from SD, pilih file yang akan di cetak dengan format file .x3g lalu klik ok
8. Tunggu hingga produk selesai dicetak, jika sudah selesai lepas produk menggunakan alat bantu cutter atau obeng.
4 Kendala Pengerjaan
Adapun kendala pengerjaan dalam pembuatan produk plat berlogo UIN ini adalah sebagai berikut.
1. Kurangnya alat yang tersedia
2. Kurangnya waktu yang tersedia dalam pembuatan barang 3. Kurangnya waktu dalam pembuatan makalah
22 | L a p o r a n P r a k t i k u m M o d u l 1 BAB IV PENINJAUAN PRODUK
4.1 Route Sheet
Adapun route sheet dalam pembuatan plaket berlogo UIN adalah sebagai berikut.
Gambar 4.1 Route Sheet Produk Plakat Berlogo UIN
4.2 Material
4.2.1 Deskripsi Material
Pada praktikum kali ini kelompok 5 menggunakan ABS adalah jenis termoplastik, yaitu plastik yang meleleh ketika dipanaskan dan mengeras pada suhu yang lebih dingin. Kekuatannya membuatnya cocok untuk aplikasi struktural yang membutuhkan stabilitas dimensi serta ketahanan terhadap benturan. Hasil cetak dengan printer 3D menggunakan ABS juga menunjukkan keunggulan dibandingkan material yang lebih murah seperti PLA. selain itu ABS dapat tahan hingga 100 derajat celcius untuk memastikan benda yang dicetak menempel dengan kuat ke platform.
4.2.2 Karakteristik
Material Acrylonitrile Butadiene Styrene (ABS) memiliki karakteristik yaitu ;
a. Tingkat kekuatan yang tinggi Route Sheet
Produk
Plakat UIN
Nama Part
Plakat
full Date 03/11/2022
Nama Mesin
Deskripsi Operasi
Setup Time
Waktu Proses
Kapasitas mesin
Efisiensi
Mesin Bahan
Penggunaan Bahan
3D Printing
Mencetak desain 3D menjadi bentuk fisik
44 Menit
41
Menit 1,46 90% PLA 2.0379m
23 | L a p o r a n P r a k t i k u m M o d u l 1 b. ketahanan benturan yang baik, bahkan pada suhu
c. sifat isolasi yang baik
d. ketahanan abrasi yang regangan yang baik
e. stabilitas dimensi yang tinggi (kuat secara mekanis dan awet) f. kecerahan permukaan tinggi dan aspek permukaan luar biasa g. ketahanan yang sangat baik terhadap zat asam dan alkali h. bersistensi sedang terhadap hidrokarbon
4.2.3 Uji Material
Gambar 4.2 Uji Material
Material yang kami pilih yaitu Acrylonitrile Butadiene Styrene (ABS) dari pada Polylactic Acid (PLA) karena saat dilakukan uji percobaan, pada material ABS lebih kuat untuk pengaruh suhu heater nozzle terhadap kekuatan bending hasil 3D printer. dan terbukti bahwa kekuatan ABS lebih bagus dibanding dengan PLA dalam kekuatan menahan beban. Uji ini menggunakan beban 50N/m2 atau 5 Kg/m2.
4.3 Peta Kerja
4.3.1 Flow Process Chart
Adapun Flow Process Chart (FPC) produk plaket berlogo UIN adalah sebagai berikut.
24 | L a p o r a n P r a k t i k u m M o d u l 1 Gambar 4.3 Flow Process Chart (FPC) Produk Plakat Berlogo UIN
25 | L a p o r a n P r a k t i k u m M o d u l 1 4.3.2 Operation Process Chart
Adapun Operation Process Chart (OPC) produk Plakat Berlogo UIN adalah sebagai berikut.
Gambar 4.4 Operation Process Chart (OPC) pada software Solidworks
26 | L a p o r a n P r a k t i k u m M o d u l 1 Gambar 4.5 Operation Process Chart (OPC) pada Aplikasi Flashprint
27 | L a p o r a n P r a k t i k u m M o d u l 1 Gambar 4.6 Operation Process Chart (OPC) pada mesin 3D Printer Creator Pro
28 | L a p o r a n P r a k t i k u m M o d u l 1 4.4 Gambar Produk
Adapun gambar produk hasil produksi menggunakan mesin 3D Printer Creator Pro adalah sebagai berikut.
Gambar 4.7 Plakat Berlogo UIN
29 | L a p o r a n P r a k t i k u m M o d u l 1 BAB V PENUTUP
5.1 Kesimpulan
Dari makalah ini dapat kita simpulkan bahwa printer 3D merupakan salah satu trend Teknologi Informasi dan Komunikasi Masa kini. Hal ini dapat dilihat dari kebutuhan manusia yang semakin lama semakin mutakhir. Dalam printer 3D ini terdapat 2 cara kerja printing dan finishing. Printer 3D mempunyai kelebihan seperti Mampu mengerjakan sekaligus 2 pekerjaan yaitu: membuat benda dan langsung bisa mewarnai benda tersebut. Apabila ada kesalahan gambar pada scanning bisa langsung diubah sesuai keinginan. Bisa membuat objek dengan kerumitan yang tinggi. Lebih mudah digunakan daripada teknologi rapid manufaktur lainnya. Dan di balik kelebihannya tersebut terdapat kekurangan seperti Mengurangi ketenagakerjaan para ahli pengrajin.
Mengurangi daya kreatifitas free hand. Hal ini bisa menyebabkan kemalasan pada masa mendatang. Dan di masa depan printer 3D akan dipakai oleh NASA untuk mereplikasi alat-alat yang tidak sengaja menghilang di angkasa.
5.2 Saran
Kendala yang dirasakan dalam pembuatan tugas Proses Manufaktur pembuatan produk plat logo UIN ini yaitu pada waktu yang terbatas, sehingga proses pembuatan desain produk kurang maksimal dan tidak mengeksplorasi fitur-fitur secara maksimal.
Kemudian keterbatasan penyediaan alat yang ada pada laboratorium terbatas jumlahnya, hingga pada akhirnya ketika mengalami error pada proses produksi tidak ada kesempatan kembali untuk mencobanya. semoga kedepannya untuk waktu bisa lebih diperpanjang setiap modulnya, dan juga alat produksi bisa lebih banyak jumlahnya.
30 | L a p o r a n P r a k t i k u m M o d u l 1 DAFTAR PUSTAKA
Al-Maliki, J. Q. (2015). The Processes and Technologies of 3D Printing. International Journal of Advances in Computer Science and Technology, Vol.4, No. 10.
Abby, R.S. 2021. “Mengenal 3D Printing”. Journalism and Website Division Staff - Humas Elektro ITK
Zamzam, F.R. et al 2019 “Pemanfaatan Teknologi Print Tiga Dimensi Sebagai Usaha
Manufaktur Pendukung Pariwisata Lokal Daerah”. F Saintek Unira Malang. Vol. 3 No 1.
Hafiz, M.A., Junaidi, A., Sundan, E. (2022). “Analisis Kekerasan Molding Berbasis Additive Manufacturing Material Polylactic Acid”. Teknik Mesin Politeknik Negeri Sriwijaya.
Vol. 3 No. 3.
Syahbuddin. Saputro. T. A. (2021) “Komposit Porous Material Berbahan Polylactic Acid”
Jurnal Syntax Admiration. Universitas Pancasila Jakarta, Indonesia. Vol. 2 No. 10 Rifky Ardiansyah. (2021) “Pengaruh Kekuatan Tarik Filamen Polylactic Acid (PLA)
Terhadap Orientasi Sudut Pencetakan Vertikal Sebesar 90”. Politeknik Manufaktur Negeri Bangka Belitung.
Progress, 3D Printing. (2021). https://www.3dprintingprogress.com/articles/17864/a-unique- method-of-fabricating-3d-porous-structures.
Jacob Saragih. (2018). “Rancang Bangun Sistem Indormasi Produksi Core Metal dengan Menggunakan PHP 5.3.1 dan MYSQL 5.1.41 pada PT Toyo Seal Indonesia” Jurnal Teknologi dan Manajemen Vol. 16 No. 1
Nadea Fauzia. (2016). “Analisis Work Standard dengan Menggunakan Metode Flow Process Chart dalam Keguatan Optimalisasi Pelayanan Jasa Penumpang Pesawat Udara (PJP2U) di PT Angkasa Pura li Kantor Cabang Husein Sastranegara”. Universitas Islam Bandung.
Satankar, R, K. (2017). “Investigating the process parameters of 3D printer extruder of Fused Deposistion Modeling- A review. Journal of Emerging Technologies and Innovative Research”. Journal of Natural Fibers, 4 (10), 1–9.
31 | L a p o r a n P r a k t i k u m M o d u l 1 LAMPIRAN
1. JOBDESK
No NAMA JOBDESK
1 Khoirunnisa Naziro Opc, Saran, Manfaat, Komponen Alat dan Fungsi, Absatrak, Landasan Teori
2 Syida Elin Nashikha Mengukur sketsa produk, Cetak desain, Route Sheet, Cara Penggunaan Alat Permesinan
3 Dwian Adi Purnama Pembuatan Sketsa, Cetak model 3D, Desain Awal, Rendering, Uji material
4 Inezita Fardan Ayuningsih FPC, Daftar isi, Daftar gambar, Daftar Tabel,
Batasan Masalah, Rumusan Masalah, Landasan Teori 5 Arin Mardeani Latar Belakang, Lampiran, Kesimpulan, Asumsi,
Tujuan, Alur Pengerjaan, Kendala Pengerjaan, Landasan teori
6 Ragni Sandiko _
2. DOKUMENTASI
3. ETIKET
32 | L a p o r a n P r a k t i k u m M o d u l 1