Judul Tesis : Penerapan Metode TBP (Toyota Business Practice) Dalam Upaya Menurunkan Tingkat Cacat MissMacth Pada Produk Camshaft Di PT Upaya Mengurangi Tingkat Cacat Mismatch Produk Camshaft Di PT Ditemukan Tiga Permasalahan Inti Yaitu waktu pemeriksaan botol semak tidak tepat (setiap 3 bulan sekali), stok tidak siap dan standar asupan tidak diukur.
Metode TBP efektif untuk masalah dalam kasus ini, dan kemudian Anda selalu dapat menggunakan metode TBP, yang merupakan langkah rinci dalam siklus PDCA (Plan – Do – Check – Action), untuk pengembangan lebih lanjut mengikuti kondisi produksi. Segala puji dan syukur penulis panjatkan kehadirat Allah SWT yang telah memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan tugas akhir yang berjudul “Implementasi Metode TBP (Toyota Business Practice) dalam Upaya Menurunkan Persentase Cacat MissMacth pada Produk Camshaft di PT XYZ". Bapak Muhammad Kholil dan Ibu Zulfa Fitri selaku ketua program studi teknik industri yang selalu memberikan motivasi dan tujuan yang ingin dicapai.
Teman-teman Teknik Industri Angkatan 27 yang membantu penulis selama belajar dan bermain di Kampus Universitas Mercu Buana. Kami berharap tugas terakhir ini dapat menjadi sumber tambahan wawasan bagi pembaca selanjutnya.
20 DAFTAR TABEL
21 DAFTAR GAMBAR
22 DAFTAR GRAFIK
1 ABSTRAK
ABSTRACT
1 BAB I
2 PENDAHULUAN
- Latar Belakang
- Rumusan Masalah
- Batasan Masalah
- Tujuan Penelitian
- Metode Penelitian
- Sistematika Penulisan
XYZ dimaksudkan untuk mengurangi persentase produk cacat pada setiap divisi pabrik yang bergerak di dunia manufaktur. Misalnya saja Departemen Casting yang berperan dalam pembuatan blok mesin dan camshaft yang berfungsi sebagai komponen penggerak mesin mobil. Pada bulan Maret hingga Mei 2016, persentase cacat pada produk camshaft lebih tinggi dibandingkan Block Enginee. Produk cacat camshaft Miss Match paling tinggi dan menjadi pareto.
Penelitian sebelumnya telah dilakukan, namun saat itu hanya dapat menghilangkan kekurangan Miss Match, seperti terlihat pada ilustrasi di bawah ini. Tingginya angka kegagalan camshaft Miss Match terjadi pada tahun anggaran sebelumnya dan kemudian mengalami penurunan, namun terulang kembali pada tahun anggaran 2015-2016. Pihak perusahaan belum menemukan solusi yang dapat mencegah dan memastikan cacat produk MissMatch tidak terjadi lagi.
Oleh karena itu diperlukan upaya penanggulangan secara menyeluruh yang dapat mencegah dan memastikan tidak terjadi lagi kecacatan produk Miss Match. Mengajukan usulan perbaikan untuk menghilangkan penyebab cacat pada produk camshaft dan kemudian mengevaluasi pelaksanaan usulan perbaikan tersebut.

PENDAHULUAN
TINJAUAN PUSTAKA
METODE PENELITIAN
PENGUMPULAN DATA DAN PENGOLAHAN DATA
KESIMPULAN DAN SARAN
1 BAB II
2 TINJAUAN PUSTAKA
- TBP (Toyota Business Practice)
- Pengendalian Kualitas Statistik
- Cacat Produk MisMatch
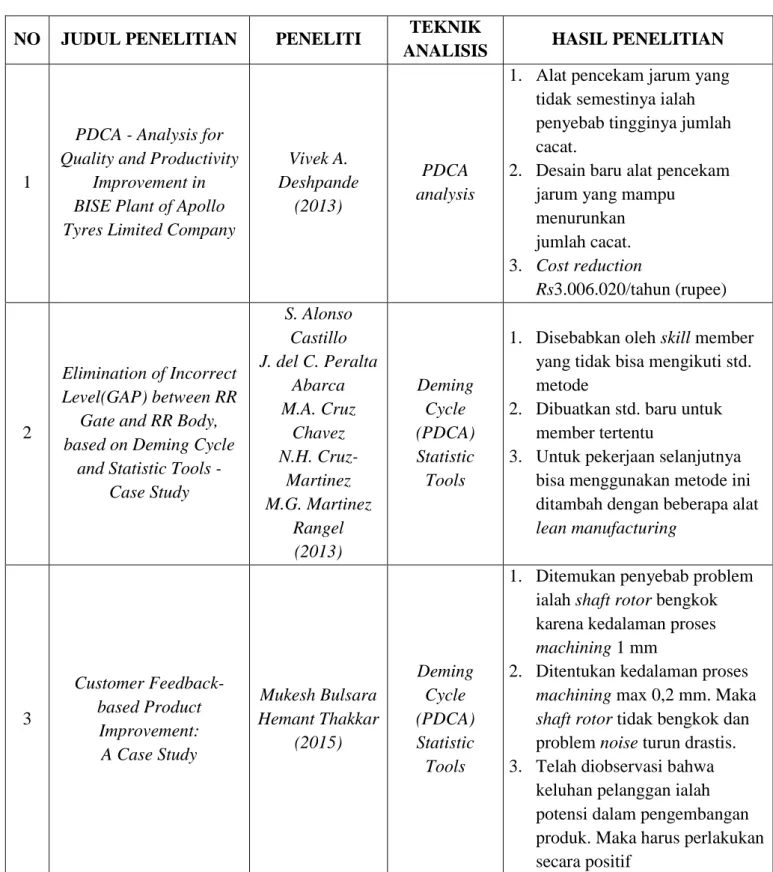
- Penelitian Terdahulu
Hubungan antara Toyota Way, Toyota Business Practices dan Drive and Dedikasi dapat dilihat pada Gambar 2.1. Selain itu, visualisasikan hal-hal yang diperlukan seperti data, rencana, kondisi, opini dan lain sebagainya. Oleh karena itu penyelesaian permasalahan di lingkungan Toyota dilakukan secara sistematis, sehingga pada akhirnya setiap hasil dari suatu proses dapat diikuti dan ditiru.Untuk menjadi perusahaan yang menarik di mata masyarakat, Toyota selalu melanjutkan pengembangannya dengan menerapkan TBP untuk menyelesaikannya. masalah.
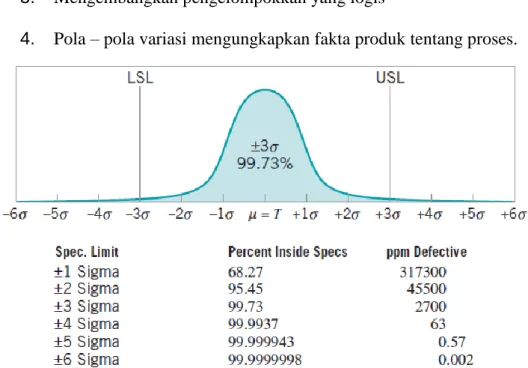
Dalam menjalankan standardisasi ada tiga proses yang harus dilakukan yaitu menetapkan keberhasilan sebagai standar baru (standardisasi), sharingyokoten (sukses) dan memulai keizen berikutnya (perbaikan). Pengendalian mutu statistik dilakukan dengan menggunakan kombinasi alat statistik yang terdapat dalam Pengendalian Mutu Statistik. Sebelum hal-hal serius terjadi dan akan tercapai kesesuaian yang lebih baik antara kemampuan proses dan spesifikasi, sehingga jumlah item yang harus dibuang dapat dikurangi.
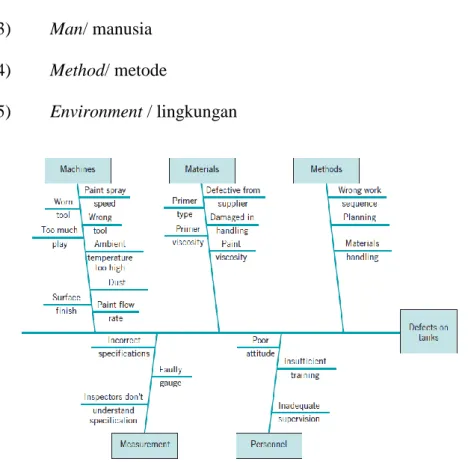
Dalam bisnis saat ini, biaya material seringkali tiga hingga empat kali lipat dari biaya tenaga kerja, sehingga perbaikan yang dilakukan pada biaya tenaga kerja dapat menghemat biaya operasional. -biaya pemeriksaan, karena Statistical Quality Control dilakukan dengan cara pengambilan sampel dan menggunakan teknik sampling, artinya hanya sebagian hasil produksi saja yang perlu diperiksa. Pengendalian Mutu Statistik dengan menggunakan Pengendalian Proses Statis dan Pengendalian Mutu Statistik mempunyai tujuh alat statistik utama yang dapat digunakan sebagai alat untuk mengendalikan kualitas seperti yang disebutkan oleh Heizer dan Render, antara lain lembar kendali, histogram, diagram kendali, diagram pareto, diagram sebab-akibat. , diagram sebar dan diagram proses.
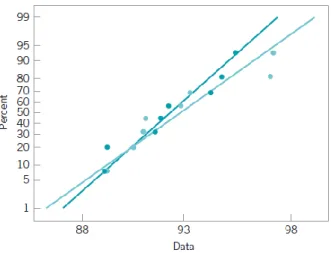
Lembar kendali atau control sheet merupakan alat untuk mengumpulkan dan menganalisis data yang disajikan dalam bentuk tabel berupa data jumlah barang yang diproduksi dan jenis selisih jumlah yang diproduksi. Tujuan penggunaan check sheet adalah untuk mempermudah proses pengumpulan data dan analisis data, serta mengidentifikasi area masalah berdasarkan frekuensi jenis atau penyebabnya dan mengambil keputusan perlu atau tidaknya dilakukan perbaikan. Pada dasarnya diagram sebar merupakan alat penafsiran data yang digunakan untuk menguji seberapa kuat hubungan antara dua variabel dan menentukan jenis hubungan antara kedua variabel yang ditunjukkan dalam diagram sebar, yang dapat dilihat dari kuatnya karakteristik dan faktor yang mempengaruhinya. .
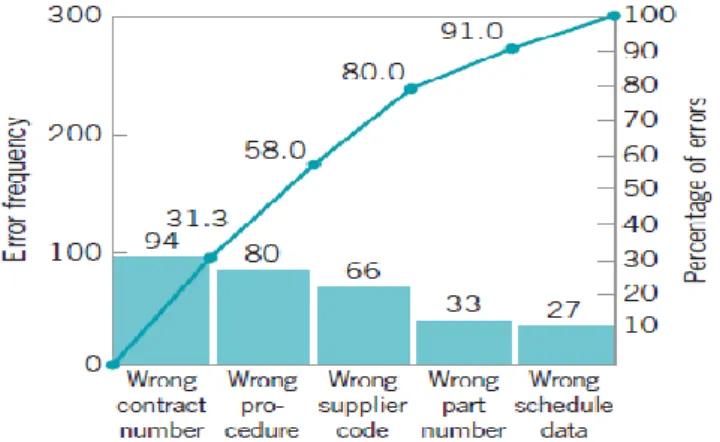
Permasalahan yang paling sering terjadi ditampilkan pada diagram batang pertama yang paling tinggi dan diletakkan di paling kiri, begitu seterusnya hingga mendapatkan permasalahan yang paling sedikit, ditampilkan pada diagram batang terakhir yang paling rendah yang terletak paling kanan. Pada dasarnya diagram Pareto digunakan sebagai alat interpretasi untuk menentukan frekuensi relatif dan urutan pentingnya permasalahan atau penyebab permasalahan yang ada. Pengumpulan data dan implementasi data juga merupakan rangkuman data secara visual sehingga lebih mudah dipahami.
Bagan kendali adalah alat yang digunakan secara grafis untuk memantau dan mengevaluasi aktivitas proses dalam pengendalian kualitas.

1 BAB III
2 METODE PENELITIAN
Tempat dan Waktu Penelitian 1. Tempat Penelitian
Tahapan Penelitian
Setelah rumusan masalah, hal lain yang perlu ditentukan adalah tujuan, batasan dan asumsi dalam penelitian agar dapat melakukan metode dengan benar. Proposal ditujukan untuk penelitian lebih lanjut dengan tujuan agar perusahaan dapat mencapai keuntungan yang lebih besar lagi.
1 BAB IV
2 PENGUMPULAN DAN PENGOLAHAN DATA
Pengumpulan Data
- Pengenalan Produk Camshaft
- Data Jumlah Produksi dan Produk Cacat Camshaft
Data yang dikumpulkan adalah data jumlah produksi dan cacat produk per unit setiap bulannya.

Pengolahan Data
- Klarifikasi Problem
- Breakdown Problem
- Tetapkan Target
Dimana cacat Miss Match pendek yang dominan yaitu sebesar 2,53%, cacat Miss Match pendek sebanyak 2,43% dan cacat Miss Match panjang sebanyak 0,1%. Pada shift pagi dan sore terdapat 2 lot dengan urutan yang sama (3 dan 4) dengan data handicap Miss Match yang dominan. Oleh karena itu, masalah prioritas yang ditemukan adalah cacat pendek Miss Match yang terjadi di seluruh rongga cetakan pada lot ke-3 dan ke-4 pada pagi dan sore hari pada kedua shift.
Dari acuan yang menyatakan bahwa cacat Miss Mach disebabkan oleh pergeseran antara cetakan atas dan bawah, maka daerah pengamatan ditetapkan sebagai Garis Cetakan. Berdasarkan waktu, apabila persentase cacat Miss Match pendek tinggi (lot 3.4 shift pagi dan lot 9.10 shift malam), maka cetakan yang digunakan adalah cetakan dengan Bosfles NG dan karakteristik Bosfles NG identik dengan karakteristik Miss Match pendek. Cacat pertandingan. Berdasarkan hasil observasi dan pengolahan data di atas, maka permasalahan yang ingin dipecahkan adalah cacat Miss Match pendek (terjadi pada seluruh rongga cetakan pada lot pesanan ke 3 dan ke 4 pada pagi dan sore hari pada kedua shift) yang terjadi. dalam proses Visual Check Moulding Line.
Berdasarkan hasil observasi dan pengolahan data di atas serta penggunaan SMART (Specific, Measurable, Acceptable, Reasonable, Time-based), tidak mungkin cacat Miss Match singkat ini bernilai 0,0.

1 BAB V
2 ANALISA HASIL
- Analisa Akar Masalah
- Membuat Rencana Penanggulangan
- Pelaksanaan Penanggulangan Masalah
- Evaluasi Hasil dan Proses
- Standarisasi Proses yang Berhasil
Dalam pelaksanaannya anggota tidak melakukan pemeriksaan sesuai jadwal karena jadwal dibuat terlalu umum yaitu setiap 3 bulan sekali. Jadwal seperti ini berarti anggota cenderung memeriksa gantang di akhir waktu dan terikat dengan pekerjaan lain yang menumpuk sehingga tidak dapat melakukan pengecekan sesuai jadwal. Kemudian anggota juga tidak bisa mengganti bush flask sesuai jadwal karena stok belum siap.
Std shot yang tidak terukur ini berdampak pada jadwal yang tidak jelas, menimbulkan keraguan terhadap aktivitas pengendalian dan kemudian cenderung dilakukan di akhir waktu dan akan terganggu oleh aktivitas lainnya. Dari sisi mesin tidak terjadi pergerakan mesin yang tidak normal sehingga menyebabkan tidak normalnya bushing piston. Pemeriksaan Bush Flask yang sebelumnya dilakukan setiap 3 bulan diubah menjadi mingguan (8-10 Bush Flask) sehingga kelainan Bush Flask dapat terdeteksi lebih dini.
Penggantian Bush Flask yang sebelumnya dilakukan hanya berdasarkan hasil pemeriksaan, juga diubah berdasarkan rekaman sehingga kami dapat memperkirakan waktu penggantian Bush Flask sebelum ditemukan tidak normal. Setelah mengatasi akar masalah dan mengganti Bush Flask NG sebagai tindakan penanggulangan cepat, kesalahan singkat Miss Match menurun drastis, menetap di 0% dari Juli hingga Desember 2016.

1 BAB VI
2 KESIMPULAN DAN SARAN
Kesimpulan
Usulan untuk mengatasi ketiga permasalahan inti tersebut adalah dengan mengatur penggunaan Bush Flask, yaitu dengan melakukan standarisasi waktu pemeriksaan Bush Flask mingguan (8-10 unit/minggu), menimbunnya di gudang sebanyak 10 unit/bulan, dan penggunaan tembakan dapat diselesaikan. sesuai jadwal yang telah ditentukan. Hasil dari kegiatan tersebut adalah dari segi produktifitas kita dapat mendeteksi penyimpangan sebelum timbul masalah, dari segi kualitas masalah short miss match cacat hilang, dan dari segi biaya terjadi perubahan aliran biaya pesanan sebelumnya dari 30 /3 bulan untuk pesanan 10/bulan untuk pasokan Bush Flasks.
Saran
1 DAFTAR PUSTAKA