OPTIMASI PARAMETER PROSES TERHADAP KEKUATAN IMPAK PADA 3D PRINTING FDM MENGGUNAKAN
FILAMEN ABS
PROYEK AKHIR
Laporan akhir ini dibuat dan diajukan untuk memenuhi salah satu syarat kelulusan Sarjana Terapan/Diploma IV Politeknik Manufaktur Bangka Belitung
Disusun Oleh :
Rully Febriansyah NIM : 1041855POLITEKNIK MANUFAKTUR NEGERI BANGKA BELITUNG
TAHUN 2022
i LEMBAR PENGESAHAN
OPTIMASI PARAMETER PROSES TERHADAP KEKUATAN IMPAK PADA 3D PRINTING FDM MENGGUNAKAN FILAMEN ABS
Oleh:
Rully Febriansyah/1041855
Laporan akhir ini telah disetujui dan disahkan sebagai salah satu syarat kelulusan Program Sarjana Terapan Politeknik Manufaktur Negeri Bangka Belitung
Menyetujui,
Pembimbing 1 Pembimbing 2
Pristiansyah, S.S.T., M.Eng Adhe Anggry, S.S.T., M.T
Penguji 1 Penguji 2
Nanda Pranandita, S.S.T, M.T Zaldy Sirwansyah Suzen, S.S.T, M.T
ii PERNYATAAN BUKAN PLAGIAT
Yang bertanda tangan di bawah ini :
Nama : Rully Febriansyah NIM : 1041855
Dengan Judul : Optimasi Parameter Proses Terhadap Kekuatan Impak pada 3D Printing FDM Menggunakan Filamen ABS
Menyatakan bahwa laporan akhir ini adalah hasil kerja saya sendiri dan bukan merupakan plagiat. Pernyataan ini kami buat dengan sebenarnya dan bila ternyata dikemudian hari ternyata melanggar pernyataan ini, saya bersedia menerima sanksi yang berlaku.
Sungailiat, … Februari 2022
Rully Febriansyah
iii ABSTRAK
Teknologi 3D Printing ini menggunakan material plastik atau thermoplastic disebut dengan nama filamen, dengan cara kerjanya filamen dipanaskan/dilelehkan dan dicetak membentuk objek 3 dimensi. Salah satu produk yang akan diteliti yaitu dashboard mobil untuk seberapa kuat ketahanan material plastik ini terhadap beban kejut atau beban tarik yang diberikan kepada filamen tersebut. Dashboard mobil jenis plastik ABS memiliki kekuatan impak sebesar 13,48 KJ/𝑚𝑚2. Penelitian ini bertujuan untuk mengetahui kekuatan Impak dan parameter yang paling berpengaruh dari filamen ABS. Rancangan eksperimen dan optimasi menggunakan metode taguchi. Rancangan percobaan pada penelitian ini menggunakan matriks ortoghonal 𝐿27 dengan 3 level, parameter yang digunakan pada penelitian ini yaitu Infill Layer Thickness (mm), Printing Speed(mm/s), Wall Thickness(mm), Print Temperature (℃), Bed Temperature (℃), fan speed, wall printing speed(mm/s), Infill overlap. Mesin 3D printer yang digunakan adalah Creality Ender-3 dengan volume xyz printing 235mmx235mmx250mm. Hasil dari penelitian yang telah dilakukan adalah nilai optimasi yang didapat yaitu infill layer thickness(0,3 mm), print temperature (240°C), wall printing speed (35 mm/s), infill overlap (40%), wall thickness (1,5 mm), printing speed (55 mm/s), fan speed (60%), bed temperature (100°C). Parameter yang paling berpengaruh terhadap uji impak berdasarkan persen kontribusi secara berturut-turut yaitu infill layer thickness (40%), wall printing speed (3%), Printing temperature (4%), wall thickness (1%), fan speed (0 %), Printing speed (3%), infill overlap (2%), Bed temperature (2%).
Kata kunci : 3D printing FDM, ABS, impak, Taguchi
iv ABSTRACT
This 3D printing technology uses plastic or thermoplastic materials called filaments, by the way filaments are heated / melted and printed to form 3- dimensional objects. One of the products that will be studied is the car dashboard for how strong the resistance of this plastic material to shock loads or tensile loads given to the filament. Abs plastic car dashboard has an impact power of 13.
KJ/𝑚𝑚2. The study aims to find out the impact force and the most influential parameters of ABS filaments. Experimental design and optimization using the taguchi method. The experimental design of this study used orthoghonal matrix L_27 with 3 levels, the parameters used in this study are Infill Layer Thickness (mm), Printing Speed (mm/s), Wall Thickness(mm), Print Temperature (°C), Bed Temperature (°C), fan speed, wall printing speed(mm/s), Infill overlap. The 3D printer machine used is Creality Ender-3 with xyz printing volume of 235mmx235mmx250mm. The results of the research that has been done are the optimization value obtained, namely infill layer thickness (0.3 mm), print temperature (240 ° C), wall printing speed (35 mm / s), infill overlap (40%), wall thickness (1.5 mm), printing speed (55 mm / s), fan speed (60%), bed temperature (100 ° C). The parameters that most affect the impact test based on consecutive contribution percent are infill layer thickness (40%), wall printing speed (3%), Printing temperature (4%), wall thickness (1%), fan speed (0%), Printing speed (3%), infill overlap (2%), Bed temperature (2%).
Keyword : 3D printing FDM, ABS, Impact, Taguchi
v KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT yang telah melimpahkan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan tugas akhir dengan judul “optimasi parameter proses terhadap kekuatan impak pada 3d printing fdm menggunakan filamen abs”. Tugas akhir ini dilakukan untuk memenuhi salah satu syarat kelulusan Diploma IV di Jurusan Teknik Mesin Politeknik Manufaktur Negeri Bangka Belitung.
Dalam penulisan tugas akhir ini, penulis sadar bahwa tanpa bantuan dari berbagai pihak, penulis tidak akan bisa menyelesaikan tugas akhir ini. Penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Kedua Orang Tua, dan keluarga penulis yang selalu memberikan doa dan dukungannya selama penulis melaksanakan tugas akhir ini.
2. Bapak I Made Andik Setiawan, M.Eng., Ph.D., selaku Direktur Politeknik Manufaktur Negeri Bangka Belitung.
3. Bapak Pristiansyah, S.S.T., M.Eng selaku Kepala Jurusan Teknik Mesin serta pembimbing utama penulis yang telah menentukan, menyetujui serta telah banyak memberikan konsep pemikiran tentang pelaksanaan tugas akhir ini.
4. Ibu Adhe Anggry, S.S.T., M.T, selaku pembimbing kedua yang telah memberikan masukan-masukan pada proyek akhir ini.
5. Bapak Boy Rolastin, S.Tr., M.T, selaku Kepala Program Studi D4 Teknik Mesin dan Manufaktur.
6. Seluruh Dosen dan Staf Jurusan Teknik Mesin yang telah membantu dalam pelaksanaan tugas akhir ini.
7. Komisi Proyek Akhir yang telah mengizinkan untuk melakukan sidang susulan 8. Rekan -rekan Kelas B Teknik Mesin dan Manufaktur Angkatan 25 yang selalu
mendukung dan membantu dalam pelaksanaan tugas akhir ini.
vi Akhir kata penulis berharap Tuhan membalas kebaikan semua pihak yang telah membantu menyelesaikan proyek akhir ini. Semoga proyek akhir ini dapat bermanfaat bagi peneliti di Politeknik Manufaktur Negeri Bangka Belitung pada masa yang akan datang.
Sungailiat, … Januari 2022
Rully Febriansyah
vii DAFTAR ISI
LEMBAR PENGESAHAN ... i
PERNYATAAN BUKAN PLAGIAT ... ii
ABSTRAK ... iii
ABSTRACT ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR GAMBAR ... ix
DAFTAR TABEL ... x
DAFTAR LAMPIRAN ... xi
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 3
BAB II DASAR TEORI ... 4
2.1 3D Printing ... 4
2.1.1 Parameter 3D printing ... 4
2.1.2 Mekanisme Proses Pada 3D Printing ... 9
2.2 Filamen ABS ... 9
2.3 Dashboard Mobil ... 10
2.4 Uji Impak ... 10
2.4.1 Uji Impak Charpy ... 10
2.4.2 Skema Pengujian Impak ... 11
2.5 Metode Taguchi ... 13
2.5.1 Tahap Perencanaan... 14
2.5.2 Tahap Pelaksanaan Eksperimen ... 16
2.6 Analysis of Variance (ANAVA) ... 17
2.7 Uji Konfirmasi ... 20
2.8 Penelitian Sebelumnya ... 20
viii
BAB III METODE PENELITIAN... 22
3.1 Tahap Pelaksanaan ... 22
3.2 Rincian pelaksanaan ... 23
3.2.1 Identifikasi masalah ... 23
3.2.2 Studi Literatur ... 23
3.2.3 Menentukan Parameter dan Level ... 23
3.2.4 Membuat Desain Taguchi L27 ... 24
3.2.5 Pemilihan Matrik Orthogonal ... 25
3.2.6 Persiapan Alat dan Bahan ... 26
3.2.7 Membuat Desain Spesimen ... 28
3.2.8 Proses Pencetakan Spesimen... 29
3.2.7 Pengujian Impak pada Spesimen ... 29
3.2.8 Pengambilan data dan Analisa Data ... 30
3.2.9 Kesimpulan dan saran ... 30
BAB IV PEMBAHASAN ... 31
4.1 Hasil Penelitian ... 31
4.2 Proses Pencetakan Spesimen pada Mesin 3D Printing FDM ... 31
4.3 Pengambilan Data uji impak ... 35
4.4 Pengolahan Data Hasil uji impak ... 38
4.4.1 Penentuan Kombinasi Faktor Untuk Respon Optimum ... 39
4.4.2 Analisis Varians Respon ... 40
4.4.3 Prediksi Nilai harga impak dan Interval Keyakinan ... 43
4.4.4 Perhitungan Nilai S/N Ratio dari Respon ... 44
4.4.5 Analisis Varians Respon S/N Ratio ... 47
4.4.6 Analis Data ... 51
4.4.7 Uji Konfirmasi ... 52
BAB V KESIMPULAN DAN SARAN ... 54
5.1 Kesimpulan ... 54
5.2 Saran ... 54
DAFTAR PUSTAKA ... 55
Daftar Lampiran ... 58
ix DAFTAR GAMBAR
Gambar Halaman
Gambar 2.1 Pola Grid ... 5
Gambar 2.2 Pola Concentric ... 5
Gambar 2.3 Pola Cross ... 6
Gambar 2.4 Pola Cross 3D... 6
Gambar 2.5 Pola Cubic Subdivision ... 6
Gambar 2.6 Pola cubic ... 6
Gambar 2.7 Pola Gyorid ... 7
Gambar 2.8 Pola Lightning ... 7
Gambar 2.9 Pola Line ... 7
Gambar 2.10 Pola Octet ... 7
Gambar 2.11 Pola Quartet Cubic ... 8
Gambar 2.12 Pola Tri Hexagon ... 8
Gambar 2.13 Pola Triangle ... 8
Gambar 2.15 Spesimen uji ASTM E23 05 ... 11
Gambar 2.16 Ilustrasi Skema pengujian Impak. ... 12
Gambar 3.1 Flowcart Tahapan Penelitian ... 22
Gambar 3.2 Mesin 3D Printer FDM ... 26
Gambar 3.3 Alat uji impak Charpy ... 27
Gambar 3.4 Filamen ABS ... 28
Gambar 3.5 Desain Spesimen pada Autodesk Fusion ... 28
Gambar 3.7 Setting parameter dan slicing di software cura ... 29
Gambar 4.1 Tombol ON ... 31
Gambar 4.2 masukan Filamen ke 3D printer ... 32
Gambar 4.3 Kartu memori ... 32
Gambar 4.4 Auto Home ... 33
Gambar 4.5 Proses Kalibrasi ... 33
Gambar 4.6 pemilihan G-code ... 34
Gambar 4.7 Proses pencetakan ... 34
Gambar 4.8 Hasil cetak ... 35
Gambar 4.9 Proses pengujian impak ... 35
Gambar 4.10 Diagram rata-rata Hasil harga impak ... 37
x DAFTAR TABEL
Tabel Halaman
Tabel 3.1 Nilai Parameter dan level ... 24
Tabel 3.2 Desain Taguchi L27 OA ... 24
Tabel 3.2 Spesifikasi alat uji impak ... 27
Tabel 4.2 Data Harga impak... 36
Tabel 4.3 Mean Plot Harga Impak ... 38
Tabel 4.5 Analisis Varians Mean Harga Impak ... 42
Tabel 4.6 Persentase Kontribusi Harga impak ... 42
Tabel 4.8 Perhitungan S/N Ratio Harga impak ... 46
Tabel 4.9 Analisis Varians S/N Ratio Harga impak ... 48
Tabel 4.10 Persentase Kontribusi Harga impak ... 49
Tabel 4.11 ANAVA Harga impak ... 51
Tabel 4.12 Keputusan Uji harga impak... 51
Tabel 4.13 Hasil Uji Konfirmasi Harga impak ... 52
Tabel 4.14 S/N Ratio Pada Kombinasi Awal dan Kombinasi Optimum ... 52
xi DAFTAR LAMPIRAN
Lampiran 1 : Curriculum Vitae Lampiran 2 : Perhitungan S/N Ratio
Lampiran 3 : Spesimen sebelum diuji impak Lampiran 4 : Spesimen setelah di uji impak Lampiran 5 : Data hasil uji impak
Lampiran 6 : Form Bimbingan Lampiran 7 : Form Monitoring
1 BAB I
PENDAHULUAN
1.1 Latar Belakang
Material plastik saat ini menjadi bahan material yang banyak diminati, karena material plastik mudah untuk dibuat dalam berbagai bentuk produk sehingga material tersebut banyak dilakukan penelitian dan salah satunya adalah teknologi 3D printing. Teknologi 3D Printing ini menggunakan material plastik atau thermoplastic disebut dengan nama filamen, dengan cara kerjanya filamen dipanaskan/dilelehkan dan dicetak membentuk objek 3 dimensi. Salah satu produk yang akan diteliti yaitu dashboard mobil untuk seberapa kuat ketahanan material plastik ini terhadap beban kejut atau beban tarik yang diberikan kepada filamen tersebut. Dashboard mobil jenis plastik ABS memiliki kekuatan impak sebesar 13,48 KJ/mm2 (Herwandi & Napitupulu, 2016).
Penelitian (Irfany, et al., 2021) hasil pengujian impak menggunakan spesimen PLA dengan standar ASTM E23 05, didapatkan nilai uji impak tertinggi pada eksperimen cubic subdivision ke 6 sebesar 0,00935 Joule/𝑚𝑚2 dengan printing speed 40, flowrate 80, dan cooling 40. Nilai uji impak terendah terdapat pada eksperimen ke 24 croos sebesar 0,00066 Joule/𝑚𝑚2 dengan printing speed 50, flowrate 90, dan cooling speed 50.
Penelitian yang dilakukan oleh (Pristiansyah, et al., 2019) nilai parameter proses optimal untuk mendapatkan keakuratan dimensi X adalah flowrate 110 %, layer thickness 0,10 mm, nozzle temperature 210 °C, print speed 40 mm/s, overlap 75 %, dan fan speed 50%. Dimensi Y adalah flowrate 120 %, layer thickness 0,20 mm, nozzle temperature 230° C, print speed 30 mm/s, overlap 75 %, dan fan speed 100%. Serta dimensi Z adalah flowrate 120 %, layer thickness 0,30 mm, nozzle temperature 210 °C, print speed 30 mm/s, overlap 50 %, dan fan speed 100%.
(Hasdiansah, et al., 2020) dalam penelitiannya menyebutkan bahwa hasil dari optimasi parameter proses terhadap akurasi dimensi PLA food grade yang memiliki
2 parameter terbaik pada suhu nozzle (190 °C), suhu bed (55 °C), dan tebal layer (0,2) mm.
(Vishwas.M, 2017) melakukan penelitian mengenai optimasi parameter printer FDM dengan filamen ABS bahwa optimasi terbaik menggunakan parameter layer thickness (0,3 mm), orientation angel (30°), dan shell thickness (0,8 mm).
Pada penelitiannya (Ferdiansyah, et al., 2021), bahwa nilai parameter proses yang optimal untuk kekuatan tarik filament ABS CCTRE yaitu suhu meja (92 °C), suhu nozel (237 °C), tebal layer (0,22 mm) dan kecepatan Print (42 mm/s).
Sedangkan penelitian yang dilakukan (Herwandi & Napitupulu, 2016) nilai maksimum tegangan impak sebesar 55,81 KJ/mm2 (pada ukuran panjang serat rekel 20mm dan presentase volume serat 25 %), sedangkan untuk kekuatan impak dari dashboard mobil yang memiliki jenis plastik ABS sebesar 13,48 KJ/mm2, sehingga dari hasil penelitian yang telah dilakukan dari segi uji impak dapat memenuhi standar dashboard mobil.
Berdasarkan penelitian di atas, maka perlu dilakukan penelitian lebih lanjut yang bertujuan untuk menentukan kombinasi optimum parameter terhadap uji impak cetakan proses 3D printing menggunakan filamen ABS yang akan berfokus pada 8 (delapan) parameter yaitu Infill Layer Thickness (mm), Printing Speed(mm/s), Wall Thickness(mm), Print Temperature (℃), Bed Temperature (℃), fan speed, wall printing speed(mm/s), Infill overlap dengan menggunakan metode Taguchi.
1.2 Rumusan Masalah
Berdasarkan pembahasan pada latar belakang, maka perumusan masalah pada proyek akhir ini adalah :
1. Bagaimana pengaturan nilai dari parameter-parameter proses 3D printer FDM sehingga dihasilkan respon kekuatan impak yang optimal?
2. Parameter-parameter proses tersebut, manakah parameter yang paling berpengaruh terhadap kekuatan impak pada 3D printer FDM?
3 1.3 Batasan Masalah
Agar pembahasan masalah yang dilakukan dapat terarah dengan baik dan tidak menyimpang dari rumusan permasalahan, maka batasan masalah pada proyek akhir ini adalah sebagai berikut :
1. Proses pembuatan spesimen menggunakan mesin 3D printer Creality ender- 3 dan menggunakan software Ultimaker Cura 4.10;
2. Desain eksperimen menggunakan Metode Taguchi;
3. Alat uji impak GOTECH metode charpy dengan kapasitas 150kg/cm;
4. Perhitungan HI menggunakan nilai yang sama pada luas peanampang;
1.4 Tujuan Penelitian
Tujuan proyek akhir ini berdasarkan rumusan masalah adalah :
1. Mendapatkan nilai optimal dari parameter proses terhadap kekuatan impak pada 3D printing FDM.
2. Mendapatkan parameter yang paling berpengaruh dengan parameter proses terhadap kekuatan impak pada 3D printing FDM.
4 BAB II
DASAR TEORI
2.1 3D Printing
3D printing adalah sebuah teknologi untuk memproses objek 3 dimensi dengan berbagai bentuk dari model/desain yang ada, printer dengan teknologi khusus yang mampu mencetak benda, yang sama persis dengan desain soft filenya, yang berbentuk 3 dimensi dan tidak lagi mencetak diatas kertas saja.3d printer membutuhkan bahan untuk mencetak benda 3d seperti gantungan kunci, yang biasanya berbahan dasar plastik yang juga biasanya disebut sebagai filamen (Putra, 2019).
Fused Filament Fabrication (FFF) merupakan salah satu teknologi atau metode yang terkenal dan terjangkau, teknologi Fused Filamnet Fabrication ini juga memiliki sebutan lain yaitu Fused Deposition Modelling (FDM), memiliki prinsip kerja yaitu dengan cara mengektruksi bahan thermoplastic melalui nozzle yang panas pada titik melting temperature, dan selanjutnya dicetak dengan cara lapisan per lapisan. Salah satu jenis material yang sering digunakan yaitu ABS(Acrylonitrele Butadiene styrene) (Hasdiansah & Herianto, 2018), karena material/filamen ABS dikenal memiliki ketahanan, dan kekuatan yang tinggi, dan harga yang relative cukup murah. FIlamen ABS dapat dicetak pada suhu nozzle sekitar 210°-240°C dan suhu pada bedplate sekitar 80°C atau lebih (Kuning, 2017).
2.1.1 Parameter 3D printing
Parameter adalah suatu dasar yang digunakan sebagai acuan nilai pada 3D printing pada saat akan melakukan proses printing, parameter 3D printing diinput melalui slicing software dan dapat menghasilkan program dengan format G-code, dan format tersebut yang akan dibaca oleh mesin 3D printing sebagai perintah. Berikut adalah beberapa contoh parameter yang ada pada setting 3D printing:
1. Nozzle temperature adalah tinggi temperatur nozzle saat mengekstrusi filamen.
5 2. Temperature bed plate adalah temperatur suhu pada bed plate dimana objek
yang akan dicetak.
3. Layer thickness adalah ketebalan setiap lapisan saat proses pencetakan dilakaukan.
4. Print speed adalah kecepatan gerak mesin saat melakukan pencetakan 5. Infill density adalah kerapatan pada bagian inti dari benda yang dicetak
biasanya berkisar antara 0%-100%.
6. Perimeter adalah jumlah minimum shell vertical (dinding) yang akan dilakukan proses pencetakan.
7. Fed rate adalah parameter untuk mengubah konfigurasi kecepatan keseluruhan pencetakan.
8. Infill pattern adalah pola pengisian inti dari objek/benda yang dicetak.
Infill pattern memiliki berbagai macam bentuk atau pola pengisian yaitu:
- Grid
Gambar 2.1 Pola Grid (Sumber : Dokumen Pribadi) - Concentric
Gambar 2.2 Pola Concentric (Sumber : Dokumen Pribadi)
6 - Cross
Gambar 2.3 Pola Cross (Sumber : Dokumen Pribadi)
- Cross 3D
Gambar 2.4 Pola Cross 3D (Sumber : Dokumen Pribadi) - Cubic Subdivision
Gambar 2.5 Pola Cubic Subdivision (Sumber : Dokumen Pribadi) - Cubic
Gambar 2.6 Pola cubic (Sumber : Dokumen Pribadi)
7 - Gyorid
Gambar 2.7 Pola Gyorid (Sumber : Dokumen Pribadi) - Lightning
Gambar 2.8 Pola Lightning (Sumber : Dokumen Pribadi) - Line
Gambar 2.9 Pola Line (Sumber : Dokumen Pribadi) - Octet
Gambar 2.10 Pola Octet (Sumber : Dokumen Pribadi)
8 - Quartet Cubic
Gambar 2.11 Pola Quartet Cubic (Sumber : Dokumen Pribadi) - Tri Hexagon
Gambar 2.12 Pola Tri Hexagon (Sumber : Dokumen Pribadi)
- Triangle
Gambar 2.13 Pola Triangle (Sumber : Dokumen Pribadi) - Zig-zag
Gambar 2.14 Pola Zig-zag (Sumber : Dokumen Pribadi)
9 2.1.2 Mekanisme Proses Pada 3D Printing
Menurut (Putra, 2019), Terdapat Mekanisme pada pada 3D printing, yaitu : 1. Desain objek 3D
Desain objek 3D dapat dibuat dengan menggunakan software khusus untuk membuat desain 3D yang di dukung oleh 3D printernya contohnya yaitu : Solidwork, Autodesk Fusion, Autocad, Delcam, dan Catia.
2. Proses printing
Jika desainnya sudah selesai dibuat pada software desain, bisa langsung, diprint di printernya, kemudian lama proses pencetakan juga tergantung dari besar dan ukuran desainnya. Proses pencetakan menggunakan prinsip Additive Layer dengan proses membaca program rangkain 3D dan mulai menyusun lapisan per lapisan untuk membentuk susunan yang lengkap dan utuh.
3. Finishing
Pada tahap penyelesaian ini dapat dilakukan dengan menyempurnakan pada bagian- bagian yang kompleks atau rumit, kemungkinan karena disebabkan oleh oversized atau ukuran yang berbeda dari yang di desain atau diinginkan, teknik penyempurnaan ini dapat menggunakan teknik multiple material atau kombinasi warna.
2.2 Filamen ABS
ABS (Acrylonitrile Butadiene Styrene) adalah polimer berbasis minyak bumi.
Bahan ini bersifat termoplastik, artinya bahan tersebut akan melunak dan mudah dibentuk bila dipanaskan sampai suhu tertentu, tetapi akan mengeras bila didinginkan. Jenis material ini sangat tahan terhadap suhu dan cuaca tinggi, sehingga membuatnya populer sebagai komponen pembentuk benda/benda nyata di dunia nyata.
Sifat mekanik ABS yang paling penting adalah daya tahan dan Ketangguhan dampak. Berbagai modifikasi dapat dilakukan untuk meningkatkan Tahan benturan, ketangguhan dan tahan panas. Ketahanan benturan dapat berupa Dengan
10 meningkatkan polibutadiena relatif terhadap Styrene dan acrylonitrile, meskipun hal ini dapat menyebabkan perubahan kinerja lainnya. (Putra, 2019).
2.3 Dashboard Mobil
Dashboard mobil secara umum menjadi pemisah antara tempat duduk pengemudi dan juga bagian depan mobil. Dashboard memiliki peranan yang sangat penting dalam mobil, karena tanpa memiliki dashboard performa mobil akan bermasalah. Jika sebuah mobil tidak memiliki dashboard, pengemudi tentu akan merasa tidak nyaman. Di dalam dashboard terdapat banyak komponen yang saling berhubungan dan mendukung satu sama lain. Orang yang ingin belajar mengendarai mobil, harus mengetahui fungsi dari setiap komponen yang terdapat pada mobil, agar pengendara tidak bingung pada saat ingin menggunakan setiap bagian dashboard dengan benar (Suzuki, n.d.)
2.4 Uji Impak
Uji impak merupakan salah satu metode pengujian yang sering dipakai untuk mencari tahu kekuatan , kekerasan, dan keuletan suatu material, dan oleh karena itu pengujian impak banyak di pakai saat akan menguji sifat mekanik yang dimiliki pada material. Untuk mengetahui nilai suatu material terhadap patah getas perlu dilakukan pengujian dan memperhitungkan faktor-faktor dinamis yang dapat mempengatuhi patah getasnya suatu material seperti kecepatan regang, takik, tebal benda kerja, dan lainnya, kekuatan impak adalah kemampuan ketahanan suatu material terhadap beban kejut, perbedaannya dengan uji tarik ialah dimana uji tarik dilakukan dengan pemberian beban secara perlahan-lahan, ini juga bertujuan agar mensimulasikan pada saat kondisi operasi, material dapat menerima baban kejut dan tidak selamanya terjadi secara perlahan-lahan. (Handoyo, 2013).
2.4.1 Uji Impak Charpy
Pengujian impak Charpy merupakan sebuah standar pengujian regangan tinggi yang menentukan jumlah energi yang diserap oleh bahan selama terjadi proses patahan. Energi yang diserap ialah ukuran ketangguhan bahan dan sebagai alat
11 untuk belajar bergantung pada suhu transisi ulet getas, metode ini juga banyak digunakan di industri dengan keselamatan yang kritis, karena pengujian ini mudah untuk dipersiapkan dan dilakukan, dan hasil yang uji dapat diperoleh dengan cepat dan murah.
Pengujian ini dikembangkan oleh ilmuwan Perancis yaitu Georges Charpy pada tahun 1905, pengujian ini penting untuk dilakaukan dalam memahami masalah patahan pada kepal selam Pada saat perang dunia ke II, Penelitian ini sekarang banyak digunakan di banyak industry untuk pengujian yang akan digunakan pada pembangunan jembatan, kapal, dan menentukan bagaimana keadaan alam seperti badai, gempa bumi, dan lain-lain. Tujuan dari pengujian impak ini adalah untuk mengetahui tingkat kegetasan atau keuletan suatu bahan (spesimen) yang akan di uji dengan cara memberikan beban kejut secara tiba-tiba terhadap benda yang akan diuji secara statik. Dimana benda uji dibuat terlebih dahulu sesuai dengan standar ASTM E23 05 yang ditunjukan oleh gambar 2.1.
Gambar 2.15 Spesimen uji ASTM E23 05 (sumber : http://metalurgi-ilmu-logam.blogspot.com)
Standar ASTM (American Standard Testing and Material) E23 menggambarkan tes Charpy dan tes Izod, yang merupakan salah satu tes impak yang menentukan energi yang diserap oleh bahan logam selama kerusakan. Energi yang diserap adalah ukuran dari ketangguhan material dan digunakan untuk menentukan perubahan energi yang diserap dalam faktor pada berbagai suhu (Eurolab, n.d.).
2.4.2 Skema Pengujian Impak
Skema pengujian impak ditunjukan pada gambar 2.16 dibawah ini :
12 Gambar 2.16 Ilustrasi Skema pengujian Impak
(sumber : http://metalurgi-ilmu-logam.blogspot.com)
Besarnya energy impak (joule) dapat dilihat pada skala meisn penguji. Sedangkan besarnya energi impak dapat dihitung dengan persamaan sebagai berikut (Irfany, et al., 2021) :
E = Ep – Em ... (2.1) E = m.g. (h1 - h2) ... (2.2) E = m.g. 𝝀 ( cos β – cos α) ... (2.3) Dimana :
Ep = Energi potensial Em = Energi mekanik g = gravitasi (9,81 𝑚/𝑠2) m = massa (kg)
𝝀 = Jarak lengan pengayun (m) Cosβ = Sudut posisi akhir pendulum Cosα = Sudut posisi awal pendulum
A = p x l ... (2.4) Untuk mengetahui kekuatan impak/Impact strength (IS) maka energi impak tersebut harus dibagi dengan luas penampang efektif spesimen (A) sehingga : IS = E : A ... (2.5)
13 Dimana :
E = Energy Serap (joule)
A = Luas Penampang dibawah takik (𝑚𝑚2) p = Panjang spesimen (m)
l = Lebar spesimen (m)
2.5 Metode Taguchi
Taguchi adalah suatu metode yang memiliki prinsip pada peningkatan mutu dengan cara meminimalkan pengaruh dari penyebab-penyebab perubahan tanpa membuat hilang penyebab itu sendiri. Penyebab variasi itu dalam metode taguchi dikenal sebagai factor derau(noise) (Harahap, et al., 2018).
Genichi Taguchi memberikan tiga konsep yeng memilki tujuan mempernaiki kualitas produk dan proses, yaitu ketangguhan mutu(quality robustness), fungsi kerugian mutu dan mutu berorientasi sasaran(target-oriented quality). Pengertian Metode Taguchi yang dicetuskan oleh Seorang ahli mesin pada tahun 1949 saat mendapatkan tugas untuk memperbaiki system telekomunikasi di Jepang.
Penjelasan tiga konsep sederhana yang dikemukakan oleh Genichi Taguchi menurut penelitian (Harahap, et al., 2018) yaitu :
1. Quality Robustness Kualitas sebaiknya dirancang kedalam prosuk dan tidak diinpeksikan kedalam produk tersebut, produk sebaiknya juga dirancang untuk kebal terhadap factor-faktor lingkungan yang tidak dapat dikendalikan.
2. Target Oriented Quality Kualitas diperoleh dengan meminimalkan penyimpangan dari sebuah target.
3. Quality Loss Function adlah Biaya kualitas sebaiknya diukur sebagai fungsi penyimpangan dari suatu nilai standard an pengukuran terhadap kerugian sebaiknya meliputi keseluruhan system yang ada.
Metode taguchi didasarkan pada sebuah pendekatan dengan perbedaan yang sama sekali berasal dari praktisi teknik kualitas. Metodologinya menekankan pada desain kualitas dalam produk dan proses. Dimana biasanya peneliti yakin pada pemeriksaan. Dalam perbaikan kualitasnya, taguchi pada dasarnya mmanfaatkan perangkat statistik biasa, tetapi secara sederhana mereka mendefinisikan sebuah
14 himpunan garis yang berpedoman keras untuk menampilkan eksperimen dan analisa kesimpulan/keputusan. Taguchi melakukan pendekatan ekstrim yang efektif apabila dilakukan untuk memperbaiki kualitas produk dijepang (Fitria, 2009).
Desain eksperimen yaitu pengujian untuk mengendalikan beberapa faktor untuk mendapatkan hasil percobaan yang terukur. Desain ini juga merupakan proses mengevaluasi 2 atau lebih faktor secara bersamaan terhadap kemampuan untuk mempengaruhi variabilitas hasil gabungan dari karakteristik produk atau proses tertentu. Demi memperoleh secara efisien, level dibentuk beragam dan nilai dari kumpulan percobaan khusus dilihat, kemudian kumpulan hasil lengkapnya dapat dianalisis. Hasil analisis ini kemudian digunakan untuk menentukan faktor yang berpengaruh dan juga tindakan untuk membuat perbaikan lebih lanjut.
Pada umumnya desain eksperimen taguchi ini memiliki beberapa tahap utama yang mencakup semua pendekatan eksperimen, tahapan tersebut yaitu:
2.5.1 Tahap Perencanaan
Tahapan ini merupakan tahapan terpenting pada saat melakukan penelitian karena peneliti diwajibkan untuk mencari dan mempelajari mengenai penelitian sebelumnya. Adapun langkah-langkah yang diusulkan untuk melakukan eksperimen secara sistematis yaitu:
1.1 Menyatakan permasalahan atau Perumusan permasalahan
Seorang peneliti bisa menjelaskan permasalahan yang akan dilakukan kemudian melakukan usaha untuk perbaikan kualitas.
1.2 Tujuan Penelitian
Mengidentifikasi karakteristik kualitas dan tingkat performa dari penelitian.
1.3 Menentukan Metode
Menentukan faktor apa yang akan digunakan serta faktor apa yang ingin diteliti kemudian bagaimana cara mengukurnya dan alat ukur apa saja yang akan digunakan untuk pengukuran.
1.4 Mengidentifikasi Variabel Tidak Bebas
15 Variabel respon memiliki nilai ketergantungan pada faktor lain yang sehingga disebut variabel bebas. Pada saat merencanakan eksperimen variable, respon yang akan diselidiki harus dipilih dan diidentifikasi dengan jelas.
1.5 Identifikasi Faktor (Variabel Bebas)
Variabel bebas adalah variabel yang perubahannya tidak bergantung pada variabel lain. Pada tahap ini faktor-faktor yang dipelajari berpengaruh terhadap respon yang berkaitan. Dalam satu percobaan, tidak semua faktor yang dianggap mempengaruhi respon harus diselidiki. Berkat ini, eksperimen dapat terlaksana secara efektif dan efisien.
1.6 Pemisahan Faktor Kendali dan Faktor Gangguan
Faktor yang diteliti dapat dibagi menjadi faktor terkendali dan faktor pengganggu.
Dalam eksperimen Taguchi, kedua faktor ini harus didefinisikan dengan jelas karena efek antara kedua faktor tersebut berbeda. Pada faktor kendali, nilai eksperimen dapat dikendalikan sedangkan faktor gangguan nilai pada faktor ini tidak bisa dikendalikan.
1.7 Penentuan Jumlah dan nilai faktor
Untuk menentukan jumlah level yang mempengaruhi ketelitian hasil dan biaya pelaksanaan eksperimen, semakin banyak level yang diteliti maka hasil eksperimen yang diperoleh akan semakin akurat, tetapi biaya yang harus dikeluarkan akan semakin besar.
1.8 Perhitungan Derajat Kebebasan
Derajat kebebasan adalah sebuah rangkaian untuk merencanakan seberapa besar percobaan yang akan dilakukan dan seberapa banyak informasi yang dapat diberikan oleh percobaan tersebut. Derajat kebebasan dari faktor dan level (𝜐fl) dapat ditentukan oleh menggunakan persamaan berikut ini:
𝜐fl = jumlah faktor – 1 ... (2.6) 1.9 Menentukan Matrik Ortogonal
Menentukan matrik ortogonal adalah memilih jumlah derajat kebebasan pada faktor dan jumlah level eksperimen. Matrik ortogonal memiliki kemampuan untuk mengevaluasi sejumlah faktor dengan jumlah eksperimen yang minimum.
16 2.5.2 Tahap Pelaksanaan Eksperimen
Pada tahapan pelaksanaan eksperimen dapat dibagi menjadi dua tahapan yaitu, tahapan menentukan jumlah replikasi dan tahapan randomisasi pelaksanaan eksperimen.
2.1 Jumlah Replikasi
Replikasi yaitu pengulangan kembali dengan perlakuan sama persis dan pada posisi, kondisi yang sama dalam sebuah eksperimen untuk mendapatkan ketelitian yang lebih baik, serta mengurangi tingkat kesalahan yang terjadi.
2.2 Randomisasi
Pada tahap ini. tujuan dilakukan Randomisasi adalah untuk menyebarkan pengaruh dari faktor-faktor yang tidak dapat dikendalikan pada semua unit eksperimen, serta memberikan kesempatan yang sama pada semua unit eksperimen untuk menerima suatu perlakuan, sehingga adat kehomogenan dari setiap perlakuan yang sama.
2.3 Tahap Analisis
Pada tahap ini pengambilan data dan pengolahan data yang akan dianalisis meliputi tahap pengumpulan data, pengaturan data, perhitungan serta penyajian data dalam suatu tampilan tertentu sesuai dengan rancangan yang digunakan.
S/N ratio (Signal to Noise ratio) merupakan salah satu tahapan analisis. S/N ratio dalam metode Taguchi digunakan untuk mengetahui nilai level faktor yang berpengaruh dan optimal terhadap karakteristik kualitas dari hasil eksperimen.
Adapun karakteristik kualitas pada S/N ratio terdiri dari:
1.3.1 Smaller is Better
Smaller is better atau semakin kecil semakin baik merupakan karakteristik kualitas dengan batas nilai nol dan non-negatif, yang dimana jika nilai yang mendekati nol merupakan nilai yang diinginkan, dan untuk penulisan rumus S/N ratio smaller is better bisa dilihat pada rumus di bawah:
S N⁄ = −10 log [1
𝑛∑𝑛𝑖=1𝑦𝑖2] ... (2.7) Dimana:
n = jumlah pengulangan y = data dari percobaan
17 1.3.2 Nominal is Best
Nominal is best atau tertuju pada nilai tertentu merupakan karakteristik kualitas dengan nilai tidak nol dan terbatas, dimana suatu nilai yang mendekati nilai yang telah ditentukan adalah yang terbaik, untuk penulisan rumus S/N ratio nominal is best bisa dilihat pada rumus di bawah:
𝑆 𝑁⁄ = −10 log [1
𝑛∑ (𝑦1−𝑦̅)2
𝑛
𝑛𝑖=1 ] ... (2.8)
Dimana:
n = jumlah pengulangan y = data dari percobaan 1.3.3 Larger is Better
Larger is better atau semakin besar semakin baik merupakan karakteristik kualitas dengan rentang nilai yang tak terbatas dan non-negatif, dimana nilai semakin besar merupakan nilai yang diinginkan, untuk penulisan rumus S/N ratio larger is better bisa dilihat pada rumus di bawah:
𝑆 𝑁⁄ = −10 log [1
𝑛∑ (1 𝑦⁄ 12)
𝑛
𝑛𝑖=1 ] ... (2.9)
Dimana
n = jumlah pengulangan y = data dari percobaan
2.6 Analysis of Variance (ANAVA)
Analysis of variance atau ANAVA adalah uji yang digunakan untuk menganalisis perbedaan dua kelompok atau lebih yang independen, yang memiliki tujuan untuk membandingkan dua atau lebih dari rata-rata dan berguna untuk menguji kemampuan generalisasi, yang berarti data sampel dapat dianggap mewakili sebuah populasi. (Rahmawati & Erina, 2020)
18 ANAVA Merupakan salah satu teknik atau metode yang digunakan untuk menguji perbedaan pengaruh parameter yang diambil sebagai sampel. ANAVA juga digunakan untuk mencari seberapa besar pengaruh suatu faktor terhadap respon.
Persamaan-persamaan untuk menghitung sum square, mean square, degree of freedom, dan nilai F sebagai berikut : (Soejanto, 2009)
1. Sum of square (jumlah kuadrat) 𝑆𝑆𝐴 = [∑ 𝐴𝑖2
𝑛𝐴𝑖 𝑘𝐴
𝑖=1 ] −𝑇2
𝑁 ... (2.10) Dimana :
SSA = sum square faktor A 𝐴𝑖 = Nilai pada Faktor A
𝑛𝐴𝑖 = Jumlah Pengamatan Total Faktor A T = Jumlah Keseluruhan
N = Jumlah total data keseluruhan 2. Degree of freedom (derajat kebebasan)
VA = Level faktor – 1 ... (2.11) Vt = Total level faktor – 1 ... (2.12) Ve = Vt – (VA+VB+VC+…….+Vn) ... (2.13) Dimana :
VA = Derajat kebebasan faktor A Vt = Total derajat kebebasan Ve = Derajat kebebasan eror
3. Mean of Square (Rata-rata Kuadrat) 𝑀𝑆𝐴 = 𝑆𝑆𝐴
𝑉𝐴 ... (2.14) 4. Jumlah Kuadrat Total
𝑆𝑆𝑇 = Ʃ𝑌2 ... (2.15) Dimana :
Y = Nilai data
5. Jumlah kuadrat berdasarkan rata-rata
𝑆𝑆𝑚 = 𝑛 × 𝑌2 ... (2.16) Dimana :
19 n = Banyak nya data
6. Jumlah Kuadrat Eror
𝑆𝑆𝑒 = 𝑆𝑆𝑇− 𝑆𝑆𝑚− 𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟 ... (2.17) Dimana :
𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟 = 𝑆𝑆𝐴 + 𝑆𝑆𝐵 + 𝑆𝑆𝐶 … … … + 𝑆𝑆𝑛 ... (2.18) 7. Rata-rata Kuadrat Eror
𝑀𝑆𝑒 =𝑆𝑆𝑒
𝑉𝑒 ... (2.19) 8. F Nilai
Pengaruh dari masing-masing faktor terhadap respon dapat dihitung menggunakan F hitung dengan cara membandingkan nilai F dengan F tabel. Jika nilai Ftabel <
Fhitung maka faktor tersebut memiliki pengaruh yang signifikan terhadap respon, akan tetapi jika sebaliknya Ftabel > Fhitung maka faktor tersebut tidak memiliki pengaruh yang signifikan terhadap harga impak. Nilai Fhitung didapat dari : 𝐹𝐴 =𝑀𝑆𝐴
𝑀𝑆𝑒... (2.20) 9. Persentase Kontribusi
Persentase kontribusi ini adalah cara untuk melihat pengaruh faktor secara serentak dalam bentuk persen. Jika persentase tidak mencapai 15% maka tidak ada parameter yang terabaikan dan sebaliknya jika melebihi 15% maka ada parameter yang terabaikan yang menyebabkan eror yang besar. Dalam eror disarankan tidak melebihi derajat kebebasan total (Soejanto, 2009) Interprestasi yang digunakan dalam metode Taguchi adalah sebagai berikut :
𝜌 =𝑆𝑆′𝑓𝑎𝑘𝑡𝑜𝑟
𝑆𝑆𝑇 × 100% ... (2.21) 𝑆𝑆′𝑓𝑎𝑘𝑡𝑜𝑟 = 𝑆𝑆𝐴 − 𝑀𝑆𝑒(𝑉𝐴) ... (2.22) Dimana :
SS’faktor = Jumlah kuadrat dari variabel yang dihitung kontribusi nya Interval keyakinan ((1 − 𝛼)100% untuk hasil optimasi berikut : 𝑛𝑒𝑓𝑓 = 𝑗𝑢𝑚𝑙𝑎ℎ 𝑡𝑜𝑡𝑎𝑙 𝑒𝑘𝑠𝑝𝑒𝑟𝑖𝑚𝑒𝑛
1+𝑗𝑢𝑚𝑙𝑎ℎ 𝑑𝑒𝑟𝑎𝑗𝑎𝑡 𝑘𝑒𝑏𝑒𝑏𝑎𝑠𝑎𝑛 𝑓𝑎𝑘𝑡𝑜𝑟 𝑦𝑎𝑛𝑔 𝑡𝑒𝑟𝑑𝑢𝑔𝑎 ... (2.23) 𝐶𝐼𝑜𝑝𝑡𝑖𝑚𝑎𝑠𝑖 = ± √𝐹 × 𝑉𝑒 ×𝑛1
𝑒𝑓𝑓 ... (2.24)
20 𝑢𝑝𝑟𝑒𝑑𝑖𝑘𝑠𝑖 = 𝐴1+ 𝐵1+ ⋯ + 𝐼2+ 2 × 𝑌 ... (2.25) 𝑢𝑝𝑟𝑒𝑑𝑖𝑘𝑠𝑖 = dugaan rata-rata pada kondisi optimum
𝑛𝑒𝑓𝑓 = banyaknya pengamatan
2.7 Uji Konfirmasi
Uji konfirmasi adalah pengujian yang dilakukan untuk memverifikasi kesimpulan yang telah didapatkan. Validasi ini dilakukan dengan percobaan menggunakan kombinasi faktor dengan tingkat hasil yang optimal dari tinjauan sebelumnya.
Tujuan uji validasi adalah untuk mengonfirmasikan kesimpulan yang diperoleh selama tahap analisis.
2.8 Penelitian Sebelumnya
Penelitian yang dilakukan oleh (Winarto, 2015) bahwa dari pengujian impact izod maka diperoleh hasil rata-rata dari suhu bottom plate 100°C tidak memiliki harga impak dikarenakan pada saat pembuatan spesimen tidak sempurna dan tidak bisa dilakukan pengujian impak, dan pada suhu 110°C mempunyai harga impact rata- rata 0,00186 J/𝑚𝑚2, sedangkan untuk suhu 120°C mempunyai harga impact rata- rata 0,00206 J/𝑚𝑚2, pada spesimen yang dibakar denga suhu 150-260°C memiliki harga rata-rata 0,000472 J/mm2.
(Chirstiiana, et al., 2021) dalam penelitiannya menyebutkan bahwa nilai parameter proses optimal untuk akurasi dimensi tinggi spesimen yaitu nozzle temperature (185 °C), layer thickness (0,20 mm), print speed (40 mm/s), infill rate (8 %), dan temperature based plate (40 °C).
Penelitian yang dilakukan oleh (Hasdiansah, et al., 2021) bahwa produk 3D Printing FDM dapat digunakan sebagai penggerak perahu nelayan sungai dalam menggerakkan perahu atau sampan yang memiliki ukuran panjang 4 meter, dan produk dapat menggunakan mesin dengan kapasitas 3.3 HP hingga 9 HP disesuaikan dengan kebutuhan dan bobot perahu. Kapasitas engine penggerak 3,3 HP mampu memutar baling-baling berdiameter 8 cm.
21 Penelitian yang dilakukan oleh (Pristiansyah & Herianto, 2018) bahwa nilai tingkat transparansi produk hasil cetak mesin 3D Printing FDM dengan fillament PETG tertinggi adalah 36,667 lux, dan nilai tingkat transparansi terendah adalah 117,667 lux. Hasil dari penelitian ini dapat digunakan oleh para penggiat 3D Printing untuk membantu para pengguna objek 3D transparant dalam menyelesaikan pekerjaannya.
22 BAB III
METODE PENELITIAN
3.1 Tahap Pelaksanaan
Metode dan langkah yang digunakan dalam penyelesaian proyek akhir ini ditunjukan pda gambar 3.1.
Start
Alat dan bahan Membuat desain taguchi L27
Proses pencetakan spesimen uji
Selesai Identifikasi masalah
Sudy literatur
Menentukan faktor kontrol dan level penelitian
Pembuatan Desain Spesimen
Pengujian impact
Pengambilan data
Analisa data
Hasil
Validasi Spesimen ASTM E23 05
Tidak
Ya
Gambar 3.1 Flowcart Tahapan Penelitian
23 3.2 Rincian pelaksanaan
Berikut adalah Rincian pelaksanaan yang akan dilakukan pada penelitian ini:
3.2.1 Identifikasi masalah
Tahapan pertama ini dilakukan dalam proses penelitian ini akan mengidentifikasikan masalah yang didapatkan dari beberapa jurnal yang sudah dibaca dan penelitian yang pernah dilakukan mengenai optimasi parameter proses terhadap uji bentur pada 3D printing FDM dengan menggunakan filamen ABS.
3.2.2 Studi Literatur
Studi Literatur adalah mengumpulkan dan mempelajari beberapa sumber penelitian seperti jurnal, tesis, buku, internet, dll, yang berkaitan dengan optimasi parameter proses terhadap uji bentur pada 3D printing FDM dengan menggunakan filamen ABS.
3.2.3 Menentukan Parameter dan Level
Menentukan parameter proses yang akan digunakan untuk proses pencetakan spesimen uji, parameter yang akan digunakan pada penelitian ini yaitu :
- Infill Layer Thickness (mm) - Printing Speed(mm/s) - Wall Thickness(mm) - Print Temperature (℃) - Bed Temperature (℃) - Fan Speed
- Wall Printing Speed (mm/s) - Infill Overlap
Setelah menentukan parameter yang digunakan, seanjutnya akan menentukan nilai- nilai dari parameter, penentuan nilai parameter menggunakan pencarian menggunakan jurnal, buku, dan internet. Nilai dari parameter dan level yang di tentukan terdapat pada tabel 3.1.
24 Tabel 3.1 Nilai Parameter dan level
kode Parameter LEVEL
1 2 3
A Infill Layer Thickness (mm) 0.2 0.25 0.3
B Printing Speed(mm/s) 55 60 65
C Wall Thickness(mm) 1,5 mm 2 mm 2,5 mm
D Print Temperature (℃) 240 245 250
E Bed Temperature (℃) 95 100 105
F Fan Speed 50% 55% 60%
G Wall Printing Speed (mm/s) 25 30 35
H Infill Overlap 30% 35% 40%
Pada parameter menggunakan kode A untuk infill layer thickness, B untuk printing speed, dan seterusnya sampai H untuk infill overlap.
3.2.4 Membuat Desain Taguchi L27
Pada penelitian ini parameter pencetakan spesimen menggunakan metode Taguchi rancangan L27 dengan 8 faktor dan 3 level yang ditunjukkan pada Tabel 3.2.
Tabel 3.2 Desain Taguchi L27 OA
A B C D E F G H
0,2 55 1,5 240 95 50 25 30
0,2 55 1,5 240 100 55 30 35
0,2 55 1,5 240 105 60 35 40
0,2 60 2 245 95 50 25 35
0,2 60 2 245 100 55 30 40
0,2 60 2 245 105 60 35 30
0,2 65 2,5 250 95 50 25 40
0,2 65 2,5 250 100 55 30 30
0,2 65 2,5 250 105 60 35 35
0,25 55 2 250 95 55 35 30
0,25 55 2 250 100 60 25 35
0,25 55 2 250 105 50 30 40
0,25 60 2,5 240 95 55 35 35
0,25 60 2,5 240 100 60 25 40
0,25 60 2,5 240 105 50 30 30
0,25 65 1,5 245 95 55 35 40
0,25 65 1,5 245 100 60 25 30
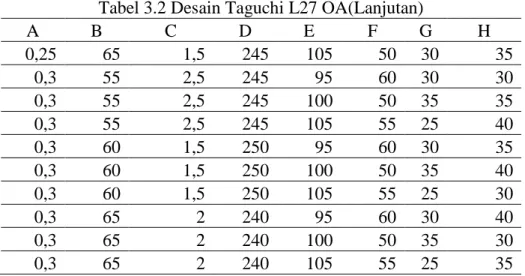
25 Tabel 3.2 Desain Taguchi L27 OA(Lanjutan)
A B C D E F G H
0,25 65 1,5 245 105 50 30 35
0,3 55 2,5 245 95 60 30 30
0,3 55 2,5 245 100 50 35 35
0,3 55 2,5 245 105 55 25 40
0,3 60 1,5 250 95 60 30 35
0,3 60 1,5 250 100 50 35 40
0,3 60 1,5 250 105 55 25 30
0,3 65 2 240 95 60 30 40
0,3 65 2 240 100 50 35 30
0,3 65 2 240 105 55 25 35
Dari Tabel 3.2 bahwa untuk pencetakan spesimen sebanyak 27 eksperimen dengan 2 kali replikasi sehingga total spesimen yang dicetak sebanyak 81 spesimen.
3.2.5 Pemilihan Matrik Orthogonal
Matriks ortogonal yang akan dilakukan harus mempunyai derajat kebebasan yang sama atau lebih besar dari pada total derajat kebebasan parameter dan level faktor yang telah ditetapkan dan ditunjukkan pada Tabel 3.3.
Table 3.3 Total Derajat Kebebasan Faktor dan Level Parameter Jumlah Level (L) 𝝊𝐟𝐥 = (𝐋 − 𝟏)
A 3 2
B 3 2
C 3 2
D 3 2
E 3 2
F 3 2
G 3 2
H 3 2
Total derajat kebebasan 16
26 Berdasarkan Tabel 3.3 diketahui bahwa total derajat kebebasan dari parameter proses dan level faktor yang digunakan adalah 16 dof. Oleh karena itu berdasarkan pilihan yang tersedia untuk matrik ortoghonal dengan derajat kebebasan 26 adalah L27(38) yang memenuhi syarat untuk dijadikan rancangan percobaan. Rancangan percobaan matrik orthogonal L27 memiliki 8 faktor, 3 level, dan 27 baris.
3.2.6 Persiapan Alat dan Bahan
Setelah mendapatkan parameter yang akan digunakan penulis akan mempersiapkan alat dan bahan untuk membantu proses pengambilan data yang akan diuji, agar mempermudah proses pengambilan data. Berikut adalah Alat dan bahan yang akan digunakan pada pelaksanaan penelitian ini adalah :
1. Alat
a. Mesin 3D printer FDM
Mesin 3D printer FDM yang digunakan pada penelitian ini adalah tipe Creality ender-3 dengan volume xyz printing 235mmx235mmx250mm, mesin 3D printer FDM dapat dilihat pada gambar 3.2
Gambar 3.2 Mesin 3D Printer FDM (Sumber : Dokumen Pribadi)
27 b. Laptop yang digunakan untuk mendesain spesimen uji
Laptop Lenovo V330-14ARR c. Alat uji Impak Charpy
Gambar 3.3 Alat uji impak Charpy (Sunber : Dokumen Pribadi) Tabel 3.2 Spesifikasi alat uji impak
Spesifikasi Alat Uji impak GOTECH Model GT-7045
Berat Pendulum 2.5 Kg
Jarak lengan pengayun 0.4m
Sudut posisi awal pendulum 150°
d. Software
Software yang digunakan untuk mendesain dan proses slicing pada spesimen yaitu:
- Autodesk Fusion - Ultimaker Cura 2. Bahan
Bahan yang akan digunakan pada penelitian ini adalah:
28 a. Filamen ABS (Acrylonitrile Butadiene Styrene) berwarna biru dengan diameter sebesar 1,75 mm, memiliki berat 1kg, dan memiliki temperature printing yaitu 230°C - 250°C yang ditunjukan oleh gambar 3.4.
Gambar 3.4 Filamen ABS (Sumber : Dokumen Pribadi) 3.2.7 Membuat Desain Spesimen
Proses pembuatan deasin spesimen yang akan dicetak dan akan diuji menggunakan software Autodesk Fusion, desain yang dibuat dengan menggunakan standar ASTM E23 05, desain yang telah dibuat terlihat pada gambar 3.5.
Gambar 3.5 Desain Spesimen pada Autodesk Fusion (Sumber : Dokumen Pribadi)
29 3.2.8 Proses Pencetakan Spesimen
Proses pencetakan spesimen yaitu setelah alat, bahan dan desain sudah siap, peneliti melakukan proses pencetakan spesimen, langkah-langkah proses pencetakan adalah sebagai berikut :
1. Membuat desain spesimen pada autodesk fusion kemudian di export ke dalam format STL, proses pembuatan desain spesimen dengan standard ASTM E23 05 terdapat pada gambar 3.5 dan gambar 3.6 .
2. Setelah selesai, file dengan format STL tersebut diinputkan kedalam software slicer cura untuk dilakukan penyetingan parameter dan yang ditentukan, yang kemudian di slicing agar mendapat kan G-code yang digunakan oleh 3D printer untuk mencetak.
Gambar 3.7 Setting parameter dan slicing di software cura (Sumber : Dokumen Pribadi)
3. Selanjutnya setelah G-code didapatkan, proses selanjutnya dilakukan pencetakan spesimen menggunakan filamen ABS dan berdasarkan parameter yang telah ditentukan.
3.2.7 Pengujian Impak pada Spesimen
30 Peneliti melakukan pengujian impak pada spesimen yang telah dicetak pada 3D Printer. Pengujian dilakukan di Politeknik Manufaktur Negeri Bangka Belitung, lebih tepatnya di ruangan Quality Control(QC).
3.2.8 Pengambilan data dan Analisa Data
Pengambilan data dilakukan di Politeknik Manufaktur Negeri Bangka Belitung, lebih tepatnya di ruangan Quality Control(QC). Pengambilan data dilakukan dengan cara mengumpulkan data dari hasil pengujian impak, dan data hasil pengujian impak tersebut dicatat untuk dilakukan proses pengolahan data .
Setelah pengambilan data hasil proses pengujian impak, selanjutnya yaitu memasukkan data tersebut kedalam software analisis untuk diolah. Pengolahan data ini dilakukan untuk mendapatkan parameter proses yang optimal.
3.2.9 Kesimpulan dan saran
Jika parameter proses sudah mendapatkan nilai yang optimal dari pengujian impak dengan menggunakan filamen ABS, maka akan di tarik kesimpulan.
31 BAB IV
PEMBAHASAN
4.1 Hasil Penelitian
Penelitian ini dilakukan untuk mengetahui nilai optimal dari parameter proses terhadap kekuatan impak pada 3D printing FDM dan parameter yang paling berpengaruh dengan parameter proses terhadap kekuatan impak pada 3D printing FDM. Menggunakan mesin 3D printing FDM Creality Ender 3 volume xyz printing 235mm x 235mm x 250mm dan diuji di lab Quality Control Polman Babel dengan mesin uji impak GOTECH Model GT-7045 kapasitas 150kg untuk mengetahui kekuatan impak dari hasil cetakan 3D Printingnya. Sehingga data yang diperoleh akan diolah dan ditarik kesimpulannya
4.2 Proses Pencetakan Spesimen pada Mesin 3D Printing FDM
Langkah-langkah proses yang akan dilakukan pada saat akan mencetak spesimen pada mesin 3D printer adalah :
1. Tekan tombol ON pada mesin untuk menyalakan mesin 3D printer dan pastikan kabel tersambung ke power supply, dapat dilihat pada gambar 4.1.
Gambar 4.1 Tombol ON (Sumber : Dokumen Pribadi)
2. Lakukan pemasangan filamen ke extruder yang ada di 3D printer, ditunjukan pada gambar 4.2.
32 Gambar 4.2 masukan Filamen ke 3D printer
(Sumber : Dokumen Pribadi)
3. Masukan file G-code yang telah di buat di slicing software ultimaker cura, lalu masukan ke slot kartu memori yang ada pada 3D printer, dapat ditunjukan pada gambar 4.3.
Gambar 4.3 Kartu memori (Sumber : Dokumen Pribadi)
33 4. Lalu pergi ke control panel untuk mengatur posisi extruder ke posisi awal atau
home, dapat ditunjukan pada gambar 4.4.
Gambar 4.4 Auto Home (Sumber : Dokumen Pribadi)
5. Sebelum melakukan proses pencetakan spesimen baiknya dilakukan kalibrasi pada meja 3D printer, ini dilakukan agar meja menjadi sejajar dan jarak antara meja dan extruder tidak terlalu jauh maupun dekat, karena akan mempengaruhi hasil pencetakan, dapat ditunjukan pada gambar 4.5.
Gambar 4.5 Proses Kalibrasi (Sumber : Dokumen Pribadi)
34 6. Jika proses kalibrasi telah selesai, lalu kita kembali ke control panel untuk memulai proses pencetakan, yaitu dengan memilih file G-code yang ada pada kartu memori, dapat ditunjukan pada gambar 4.6.
Gambar 4.6 pemilihan G-code (Sumber : Dokumen Pribadi)
7. Selanjutnya melakukkan proses pencetakan, proses pencetakan ini dilakukan secara berturut-turut sesuai dengan urutan eksperimen, setiap eksperimen mencetak dua replikasi spesimen, dapat ditunjukkan pada Gambar 4.7.
Gambar 4.7 Proses pencetakan (Sumber : Dokumen Pribadi)
8. Setelah semua hasil spesimen dicetak, langkah selanjutnya yaitu melakukan pengujian kekuatan impak, hasil pencetakan dapat ditunjukkan pada Gambar 4.8.
35 Gambar 4.8 Hasil cetak
(Sumber : Dokumen Pribadi) 4.3 Pengambilan Data uji impak
Spesimen yang telah selesai dicetak kemudian akan dilakukan proses pengujian impak menggunakan alat uji impak GOTECH Model GT-7045 metode charpy untuk mengetahui hasil sudut posisi akhir pendulum (cos β) dari material ABS seperti yang dilakukan pada Gambar 4.9.
Gambar 4.9 Proses pengujian impak (Sumber : Dokumen Pribadi)
36 Setelah mendapatkan hasil dari sudut posisi akhir pendulum (cos β) maka dilakukan proses pengolahan data dengan menggunakan rumus harga impak untuk mengetahui nilai tertinggi dan terendah Harga Impak dari parameter yang sudah ditentukan, contoh perhitungan eksperimen berdasarkan persamaan 2.3, 2.4, dan 2,5 yaitu :
𝑬 = 𝒎.𝒈. 𝝀. (𝒄𝒐𝒔 𝜷 – 𝒄𝒐𝒔 𝜶)
E = 2,5 kg x 9,81 m/𝑠2 x 0,4 m (cos 135° - cos150° ) E = 9,81 kg. 𝑚2 /𝑠2 (0.1589)
E = 1,549 kg. 𝑚2 /𝑠2 = 1,549 Joule
A = p x l
A = 55 mm x 10 mm A = 550 𝑚𝑚2
HI = E : A
HI = 1,549 Joule : 550 𝑚𝑚2 HI = 0,00285 Joule/𝑚𝑚2
Harga impak untuk eksperimen 1 data awal adalah sebesar 0,00285 Joule/𝑚𝑚2 untuk perhitungan harga impak lainnya dan rata-rata dapat diihat pada Tabel 4.2.
Tabel 4.2 Data Harga impak Experimen Data
Awal
Replikasi 1
Replikasi 2
Rata-rata
1 0,00285 0,00420 0,00285 0,00330
2 0,00397 0,00321 0,00624 0,00447
3 0,00495 0,00338 0,00550 0,00461
4 0,00420 0,00285 0,00321 0,00342
5 0,00420 0,00285 0,00321 0,00342
6 0,00338 0,00321 0,00321 0,00327
7 0,00397 0,00321 0,00321 0,00346
8 0,00445 0,00375 0,00303 0,00374
9 0,00375 0,00338 0,00338 0,00350
37 Tabel 4.2 Data Harga Impak (lanjutan)
Experimen Data Awal
Replikasi 1
Replikasi 2
Rata-rata
11 0,00338 0,00321 0,00303 0,00321
12 0,00303 0,00303 0,00495 0,00367
13 0,00321 0,00303 0,00321 0,00315
14 0,00321 0,00397 0,00321 0,00346
15 0,00321 0,00303 0,00303 0,00309
16 0,00397 0,00321 0,00375 0,00364
17 0,00321 0,00321 0,00321 0,00321
18 0,00321 0,00338 0,00303 0,00321
19 0,00321 0,00624 0,00338 0,00428
20 0,00420 0,00338 0,00375 0,00378
21 0,00303 0,00338 0,00652 0,00431
22 0,00338 0,00420 0,00445 0,00401
23 0,00397 0,00397 0,00338 0,00377
24 0,00652 0,00321 0,00375 0,00449
25 0,00338 0,00420 0,00445 0,00401
26 0,00420 0,00397 0,00375 0,00397
27 0,00285 0,00420 0,00285 0,00330
Dari data Tabel 4.2 dibuatlah grafik rata-rata yang ditunjukan Gambar 4.10
Gambar 4.10 Diagram rata-rata Hasil harga impak (Sumber : Dokumen Pribadi)
0,00000 0,00050 0,00100 0,00150 0,00200 0,00250 0,00300 0,00350 0,00400 0,00450 0,00500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
Rata-rata harga impak
38 Berdasarkan Gambar 4.10 didapatlah bahwa rata - rata harga impak tertinggi yaitu pada experimen ke 3 dengan nilai 0,00461 Joule/𝑚𝑚2 dan nilai rata-rata harga impak terendah terdapat pada eksperimen ke 15 dengan nilai 0,00309 Joule/𝑚𝑚2. 4.4 Pengolahan Data Hasil uji impak
Pengolahan data hasil pengujian impak dilakukan untuk memperoleh nilai harga impak yang optimal dan parameter mana yang paling berpengaruh dengan menggunakan metode Taguchi. Pengaruh level pada parameter terhadap harga impak perhitungan mean harga impak objek cetak dengan kombinasi level dari masing-masing faktor control dibawah ini.
Pengaruh level dari faktor terhadap rata-rata harga impak. Selanjutnya dilakukan perhitungan untuk rata-rata respon setiap faktor, yaitu :
A1= 1/8 (0,00330 + 0,00447 + 0,00461 + 0,00342 + 0,00342 + 0,00327 + 0,00346 + 0,00374 + 0,00350) = 0.003689
Tabel 4.3 Mean Plot Harga Impak
Faktor Level Delta Rank
1 2 3
A 0,003689 0,003337 0,004014 0,000677 1 B 0,003801 0,003545 0,003694 0,000256 6 C 0,003837 0,003650 0,003552 0,000285 4 D 0,003840 0,003525 0,003674 0,000316 3 E 0,003716 0,003701 0,003622 0,000094 8 F 0,003550 0,003674 0,003816 0,000266 5 G 0,003479 0,003854 0,003707 0,000374 2 H 0,003562 0,003669 0,003809 0,000246 7
39 Gambar 4.11 Grafik Mean plot harga impak
(Sumber : Dokumen Pribadi)
Berdasarkan Tabel 4.4 parameter yang paling berpengaruh terhadap mean harga impak adalah infill layer thickness (0.3 mm), wall printing speed (30 mm/s), Printing temperature (240°C), wall thickness (1.5 mm), fan speed (60 %), Printing speed (55 mm/s), infill overlap (40%), Bed temperature (95°C).
4.4.1 Penentuan Kombinasi Faktor Untuk Respon Optimum
Berdasarkan Tabel 4.3 nilai rata-rata harga impak maka didapat nilai-nilai kombinasi dari parameter yang memiliki nilai yang optimal dapat dilihat pada Tabel 4.4.
Tabel 4.4 Kombinasi Parameter Parameter Level Nilai
A 3 0.3
B 1 55
C 1 1.5
D 1 240
E 1 95
F 3 60
G 2 30
H 3 40
40 4.4.2 Analisis Varians Respon
Faktor yang berpengaruh terhadap nilai rata-rata harga impak, maka untuk mengetahui faktor mana yang signifikan terhadap nilai S/N Ratio juga dapat dilakukan dengan perhitungan model analisi dua arah. Perhitungan analisis varian terdiri dari perhitungan derajat kebebasan, jumlah kuadrat, rata-rata, jumlah kuadrat, dan F rasio.
Perhitungan jumlah kuadrat sum of square untuk faktor A harga impak berdasarkan persamaan 2.10 adalah sebagai berikut :
𝑆𝑆𝐴 = [∑ 𝐴12 𝑛𝐴1 𝑘𝐴 𝑖=1
] −𝑇2 𝑁
𝑆𝑆𝐴 = [0,03320 9
2
+0,030032
9 +0,0036132
9 ] −0,099362 27
SSA = 0,0000021
Perhitungan derajat kebebasan berdasarkan persamaan 2.11 adalah sebagai berikut:
𝑉𝐴 = 3 − 1 = 2
Perhitungan derajat kebebasan berdasarkan persamaan 2.12 adalah sebagai berikut:
𝑉𝑡 = 8 − 1 = 7
Perhitungan derajat kebebasan berdasarkan persamaan 2.13 adalah sebagai berikut:
𝑉𝑒 = 26 − 16 = 10
Perhitungan rata-rata kuadrat mean square berdasarkan persamaan 2.14 adalah sebagai berikut:
𝑀𝑆𝐴 =𝑆𝑆𝐴
𝑉𝐴 =0,0000021
2 =0.00000105
Perhitungan jumlah kuadrat total berdasarkan persamaan 2.15 adalah sebagai berikut :
𝑆𝑆𝑇 = Ʃ𝑌2
= (0,003302) + (0,004472) + (0,004612) … … … + (0,003972)
41 = 0,00371
Perhitungan jumlah kuadrat rata-rata berdasarkan persamaan 2.16 adalah sebagai berikut :
𝑆𝑆𝑚 = 𝑛 × 𝑌2
𝑆𝑆𝑚 = 27 × 0,00368
𝑆𝑆𝑚 = 0,000366
Perhitungan jumlah kuadrat error berdasarkan persamaan 2.18 berikut : 𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟 = 𝑆𝑆𝐴 + 𝑆𝑆𝐵 + 𝑆𝑆𝐶 … … … + 𝑆𝑆𝐻
𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟 = 0,0000021 +0,0000003+0,0000004+ ⋯ +0,0000003
𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟 =0,000004
Perhitungan Residual eror berdasarkan persamaan 2.17 sebagai berikut : 𝑆𝑆𝑒 = 𝑆𝑆𝑇− 𝑆𝑆𝑚− 𝑆𝑆𝑓𝑎𝑘𝑡𝑜𝑟
𝑆𝑆𝑒 = 0,00371 − 0,000366 − 0,000004
𝑆𝑆
𝑒=
0,000001Perhitungan rata-rata kuadrat Residual eror berdasarkan persamaan 2.19 adalah sebagai berikut:
𝑀𝑆𝑒 = 𝑆𝑆𝑒
𝑉𝑒 =0,000001
10 = 0,0000001
Perhitungan F rasio untuk faktor A harga impak berdasarkan persamaan 2.20 adalah sebagai berikut:
𝐹𝑟𝑎𝑠𝑖𝑜 = 𝑀𝑆𝐴
𝑀𝑆𝑒 = 0,000001
0,0000001 = 13,65149
Perhitungan sum square semua faktor harga impak adalah sebagai berikut : 𝑆𝑆𝑡𝑜𝑡𝑎𝑙 = 𝑆𝑆𝐴 + 𝑆𝑆𝐵 + 𝑆𝑆𝐶 … … … + 𝑆𝑆𝐻 + 𝑆𝑆𝑒