IN VESTIGATION OF PLA DEPOSITION ON PREHEATED ABS OF A FUSED FILAMENT
FABRICATION METHOD
NUR ANIS SYAHIRAH BINTI ASHARI
THESIS SUBMITTED IN PARTIAL FULFILMENT OF THE REQUIREMENT FOR THE DEGREE OF
BACHELOR OF MECHANICAL ENGINEERING
FACULTY OF ENGINEERING UNIVERSITI MALAYSIA SABAH
2022
NAME MATRIC NO.
TITLE
DEGREE VIVA DATE
SUPERVISOR IR. DR. CHUA BIH LII
CERTIFICATE
NUR ANIS SYAHIRAH BINTI ASHARI BK18110257
INVESTIGATION OF PLA DEPOSITION ON PREHEATED ABS OF A FUSED FILAMENT FABRICATION METHOD
DEGREE OF BACHELOR OF MECHANICAL ENGINEERING
25th JUL V 2022
CERTIFIED BY ;
SIGNATURE
ii
i\
\
DECLARATION
I hereby declare that this thesis entitled "Investigation of PLA Deposition on Preheated ABS of A Fused Filament Fabrication Method", submitted to Universiti Malaysia Sabah is an original work under the supervision of Jr. Dr. Chua Bih Lii. This thesis is submitted as a partial fulfillment of the requirement for the degree of Bachelor of Mechanical Engineering, which has not been submitted to any other university for a degree. I also certify that the work described here is entirely mine, except for quotations and summaries of sources which have been duly acknowledged.
1 st August 2022
iii
NUR ANIS SYAHIRAH BINTI ASHARI BK18110257
iv
ACKNOWLEDGEMENT
First and foremost, I would like to convey my thankfulness and praise to Allah for providing me with the opportunity to complete this Final Year Project, titled
‘INVESTIGATION OF PLA DEPOSITION ON PREHEATED ABS OF A FUSED FILAMENT FABRICATION METHOD’. It is always a pleasure to thank everyone at the University Malaysia Sabah (UMS) especially to all our great lecturers for their assistance in helping me improve my mechanical engineering skills. Essentially, this project was presented to utilize what students learned in the Mechanical Engineering programme and to fulfil the requirements for the Bachelor of Mechanical Engineering with Honors degree.
Bearing in mind, I am using this opportunity to express my sincere appreciation to Ir. Dr. Chua Bih Lii for his precious time and guidance. His valuable suggestion and guideline helped me a lot to prepare this thesis and finishing the project.
Finally, I'd like to express my gratitude to my family, classmates, and anybody else who was directly or indirectly involved in providing support and encouragement from the beginning to the end process of completing this report and project respectively.
Thank you.
Nur Anis Syahirah Binti Ashari 1stJuly 2022
v
ABSTRACT
The field of additive manufacturing (AM) is at the forefront of technology of research and has enormous potential for use in the automotive, aerospace, and civil engineering industries. Three-dimensional (3D) printing, one of the most well-known AM technologies, has recently attracted interest in academia as well as several industry sectors for the production and prototype of goods. The most well-known, often used, and quickly developing 3D printing method is called fused filament fabrication (FFF). It has a wide range of uses, from scientific research to home 3D printing and rapid prototyping to large-scale manufacturing. It has been noticed that the FFF technique can indeed be explored with the fabrication of multi-material lamination in order to improve a little bit the mechanical properties of FFF thermoplastic parts. In this thesis, investigation on the process and effects of mixing two well-known 3D printing materials, PLA and ABS have been done. Procedures for the experimental work consists of finding the proper setting of PLA deposited temperature and related process of preheated ABS. Further elaboration regarding the mechanical properties have been identified by conducting the flexural testing to the specimens. From the result, the specimens which consists of ABS-PLA combination both for preheated and non preheated ABS have higher strength and more stiffer than the pure ABS and PLA.
vi
ABSTRAK
KAJIAN TERHADAP DEPOSISI PLA PADA ABS YANG DIPANASKAN DARI KAEDAH PEMBUATAN FILAMEN FUSED
Bidang pembuatan aditif (AM) berada di barisan hadapan dalam teknologi penyelidikan dan mempunyai potensi besar untuk digunakan dalam industri automotif, aeroangkasa dan kejuruteraan awam. Percetakan tiga dimensi (3D), salah satu teknologi pembuatan aditif yang paling terkenal, baru-baru ini telah menarik minat dalam bidang akademik serta beberapa sektor industri untuk pengeluaran dan prototaip barangan. Kaedah pencetakan 3D yang paling terkenal, sering digunakan dan cepat membangunkan dikenali sebagai fabrikasi filamen bersatu (FFF). Ia mempunyai pelbagai kegunaan, daripada penyelidikan saintifik kepada percetakan 3D rumah dan prototaip pantas kepada pembuatan berskala besar. Telah diperhatikan bahawa teknik FFF sememangnya boleh diterokai dengan fabrikasi laminasi pelbagai bahan untuk meningkatkan sedikit sifat mekanikal bahagian termoplastik FFF. Dalam tesis ini, penyiasatan berkaitan proses dan kesan mencampurkan dua bahan cetakan 3D yang terkenal, PLA dan ABS telah dilakukan.
Prosedur untuk kerja eksperimen terdiri daripada mencari tetapan yang betul bagi suhu terdeposit PLA dan proses berkaitan ABS yang dipanaskan. Penghuraian lanjut mengenai sifat mekanikal telah dikenal pasti dengan menjalankan ujian lenturan ke atas spesimen. Daripada hasilnya, spesimen yang terdiri daripada gabungan ABS-PLA untuk ABS yang dipanaskan dan tidak dipanaskan mempunyai kekuatan yang lebih tinggi dan lebih kaku daripada ABS dan PLA tulen.
vii
TABLE OF CONTENTS
TITLE
CERTIFICATE DECLARATION
ACKNOWLEDGEMENT ABSTRACT
ABSTRAK
TABLE OF CONTENTS LIST OF TABLES LIST OF FIGURES LIST OF SYMBOLS
LIST OF ABBREVIATIONS
CHAPTER 1 : INTRODUCTION 1.1 Project Background 1.2 Problem Statement 1.3 Research Objectives 1.4 Scope of Works
1.5 Researched Methodology 1.5.1 Background Study
1.5.2 Preparation Of Preliminary Simulation 1.5.3 Actual Set-Up Experiment
1.5.4 Result Analysis
1.5.5 Project Documentation 1.6 Research Expected Outcomes 1.7 Research Contributions 1.8 Research Commercialization
Page i ii iii iv v vi vii x xi xiii xiv
1 1 2 3 4 4 5 5 5 5 5 6 7 7
CHAPTER 2 : LITERATURE REVIEW 2.1 Introduction
2.2 Fused Filament Fabrication 2.3 Poly Lactic Acid (PLA)
8 8 9 10
viii 2.4 Acrylonitrile Butadiene Styrene (ABS) 2.5 Combination of Material Specimen
2.5.1 Plastic Polymer and Metal 2.5.2 Plastic Polymer and Composite 2.5.3 Plastic Polymer and Plastic Polymer 2.6 Printing Quality Improvement
2.6.1 Temperature Effect in Fused Filament Fabrication Process 2.6.2 Hot Air Dispensing Around The Deposited Filament 2.6.3 Laser Assisted Fused Filament Fabrication Process 2.6.4 Pre and Post-Deposition with Integrated Nozzles 2.7 Summary
11 12 13 14 15 16 16 17 18 19 19
CHAPTER 3 : METHODOLOGY 3.1 Introduction
3.2 Problem Identification & Background Study 3.3 Selection of Printing Filament
3.4 Selection of 3D Printer 3.5 Fabrication of Specimens
3.6 Computational Analysis Using SolidWorks 3.6.1 Assumptions
3.6.2 Objective of Simulation
3.6.3 Design Modelling (PLA Deposition and Preheated ABS) 3.6.4 Simulation Procedures
3.7 Initial Setting of Experiment
3.7.1 Finding Initial Setup of PLA Printing Temperature 3.7.2 Finding Setting for Preheating Part
3.8 Actual Specimens for Flexural Testing 3.9 Flexural Testing of Specimens
3.10 Summary
20 20 20 21 22 24 28 28 28 28 29 30 30 31 33 35 36
CHAPTER 4 : RESULT AND DISCUSSION 4.1 Introduction
4.2 Simulation for Thermal Analysis 4.2.1 Post-Processing Result
37 37 37 37
ix 4.2.2 Data Analysis
4.3 Experiment on Finding Base Printing Temperature 4.4 Experiment on Finding Gap for Preheating Part 4.5 Testing of Specimen
4.5.1 Printed Samples 4.5.2 Testing Part 4.5.3 Fracture Effect 4.6 Summary
39 40 42 43 43 43 48 50
CHAPTER 5 : CONCLUSION AND RECOMMENDATION 5.1 Conclusion
5.2 Recommendation
51 51 52
REFERENCES 53
x
LIST OF TABLES
Page Table 3.1 : Material Specifications for PLA
Table 3.2 : Material specifications for ABS
Table 3.3 : The Specifications of Creality Ender 3D-Pro Table 3.4 : Summarization of Different Temperature Setting Table 3.5 : List of Specimens to Test
Table 4.1 : Estimation Temperature Distribution on The Adhesion of PLA Bead and Preheated ABS Plate
Table 4.2 : Comparison on The Length of Specimens Table 4.3 : Comparison on The Width of Specimens Table 4.4 : Comparison on The Thickness of Specimens Table 4.5 : Flexural Test Data for Four Different Compositions
22 22 24 31 33
39 41 41 42 44
xi
LIST OF FIGURES
Page Figure 1.1 : The Flowchart of Research Methodology
Figure 2.1 : Schematic Diagram of FDM/FFF Process
Figure 2.2 : Schematic Diagram for Printing Process Using The Dispensing of Hot Air System
Figure 3.1 : Creality Ender 3D Printer Pro
Figure 3.2 : Various Parameter Features in Ultimaker Cura Software Figure 3.3 : Pre-Fabricating Steps Involved in Slicing Software (Ultimaker
Cura)
Figure 3.4 : Connection of The Filament from Extruder to Nozzle
Figure 3.5 : Manual Calibration Done Before Start to Print The Specimen Figure 3.6 : Geometry of Model Used for Thermal Analysis
Figure 3.7 : The Overall Parameter Setup for The Thermal Analysis Figure 3.8 : Mesh Configuration for Thermal Analysis
Figure 3.9 : Modified 3D Printer
Figure 3.10 : Highlighting The Supporting Elements Used
Figure 3.11 : Distance Between The Heating Device and The Build Platform of 3D Printer
Figure 3.12 : CAD Model and Example of Actual Model for Flexural Testing Figure 3.13 : The Flexural Testing Setup
Figure 4.1 : Temperature Distribution Plots for 200˚C Printing Temperature of PLA Specimen with 50˚C Preheated Temperature of ABS Plate
Figure 4.2 : Temperature Distribution Plots for 210˚C Printing Temperature of PLA Specimen with 50˚C Preheated Temperature of ABS Plate
Figure 4.3 : Temperature Distribution Plots for 220˚C Printing Temperature of PLA Specimen with 50˚C Preheated Temperature of ABS Plate
6 9
18 23 25
26 27 27 29 29 30 31 32
32 34 35
37
38
38
xii
Figure 4.4 : Temperature Distribution Plots for 230˚C Printing Temperature of PLA Specimen with 50˚C Preheated Temperature of ABS Plate
Figure 4.5 : Specimens with Different Setting of PLA Printing Temperature Figure 4.6 : Overall Specimen to Test
Figure 4.7 : Stress-Strain Curve of Pure ABS Figure 4.8 : Stress-Strain Curve of Pure PLA
Figure 4.9 : Stress-Strain Curve of 50-50 ABS and PLA without Preheated Figure 4.10 : Stress-Strain Curve of 50-50 Preheated ABS and PLA
Figure 4.11 : Average of MOE and MOR for Three-Point Bending Test ; (1) Pure ABS, (2) Pure PLA, (3) 50% ABS 50% PLA and (4) 50%
Preheated ABS 50% PLA
Figure 4.12 : Macro-morphology of Fracture Location : (a) 100% ABS, (b) 100% PLA, (c) 50% ABS and 50% PLA without preheating and (d) 50% preheated ABS and 50% PLA
39 40 43 45 46 46 47
48
49 Figure 4.13 : Close-Up Picture at The Fracture Point of ABS-PLA Mixing
Specimens (a) Without Preheating of ABS and (b) With
Preheating ABS 50
xiii
LIST OF SYMBOLS
˚C - Degree Celcius
MPa - Mega Pascal
GPa - Gega Pascal
% - Percent
Tm - Melting Temperature
Tc - Crystallization Temperature
mm/s - Millimeters Per Second
mm/min - Millimeter Per Minute
mm - Millimeters
mm2 - Square Millimeter
mm3/sec - Cubic Millimeter Per Second
s - Second
W/m2˚C - Watt Per Square Meter Per Degree Celcius g/cm3 - Gram Per Cubic Centimetre
kg - Kilogram
V - Voltage
W - Watt
l/L - Length
b - Width
h - Thickness
T - Temperature
N - Newton
xiv
LIST OF ABBREVIATIONS
ABS - Acrylonitrile Butadiene Styrene
PLA - Poly Lactic Acid
FE - Finite Element
FEM - Finite Element Model
FEA - Finite Element Analysis
FFF - Fused Filament Fabrication
AM - Additive Manufacturing
3D - Three Dimensional
SLS - Selective Laser Sintering
DOD - Drop on Demand
DLP - Digital Light Processing
PF - Plastic Forming
CNC - Computer Numerical Control
FDM - Fused Deposition Modelling STL - Standard Triangular Language
PC - Polycarbonate
PA - Polyamide
PCL - Polycaprolactone
PP - Polypropylene
SUP(s) - Single Use Plastics
ROP - Ring Opening Polymerization
MMAM - Multiple Material Additive Manufacturing
PBF - Powder Bed Fusion
CFRP - Carbon Fibre-Reinforced Plastic
ME - Material Extrusion
HIPS - High Impact Polystyrene UTS - Ultimate Tensile Strength
C4D - Capacitively Coupled Contactless Conductivity Detector
CAD - Computer Aided Design
OBJ - Object
AC - Alternative Current
xv
ISO - International Organization for Standardization
UTM - Universal Testing Machine
MOE - Modulus of Elasticity
MOR - Modulus of Rupture
SEM - Scanning Electron Microscope
CHAPTER 1
INTRODUCTION
1.1 Project Background
Additive Manufacturing (AM) is at the forefront of research having potential applications in polymer composites, printed electronics, customized health and biomedical devices, civil engineering infrastructure, automotive and aerospace sectors (Vidakis et al., 2021). One of the most well known AM technologies is three-dimensional (3D) printing which has recently sparked interest in academics as well as many industrial sectors for the manufacture and prototyping of products.
According to Velu et al. (2019) the most well known of the growing number of 3D printing process include Fused Filament Fabrication (FFF), Stereo-lithography, Selective Laser Sintering (SLS), Binder Jetting, Material Jet Fusion Printing and Drop on Demand (DOD) and Digital Light Processing (DLP).
Fused Filament Fabrication is the most well-known, commonly used and fast evolving 3D printing process with applications ranging from scientific research to home 3D printing and rapid prototyping up to large-scale manufacturing. FFF has rapidly infiltrated a variety of industrial areas and has matured to the point where it can replacing the conventional technologies such as Plastic Forming (PF), Computer Numerical Control (CNC) machining, plastic joining and injection moulding (Vidakiset al., 2021). A thermoplastic polymeric substance is employed as the filament feed-stock in FFF due to relatively low melting temperatures and low cost (Dicksonet al., 2020). The polymer filament is extruded through a nozzle that traces the cross sectional geometry of the part layer by layer in this process. Resistive heaters in the
2
nozzle retain the polymer at a temperature just above its melting point to allow it to flow easily through movable nozzles in the X-Y direction to create a 3D structure via addition of layer by layer.
Polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS) are the two most commonly used materials in the FFF process. PLA is a high performance biocompatible and biodegradable thermoplastic in nature engineering (Vidakiset al., 2021). It is commonly used for a variety of applications including plastic films, bottles, and biodegradable medical equipment such as screws, pins, rods, and plates that are projected to biodegrade in 6-12 months. As stated by Pious and Thomas (2016), ABS is a widely used amorphous co-polymer in industry. Its characteristics can be adjusted by changing the monomer unit ratio. Chemical resistance, ageing resistance, hardness, gloss, and stiffness are all advantages of acrylonitrile. Butadiene has strong melt strength, ductility at low temperatures, and flexibility while styrene gives good processability, gloss and hardness. Some of the most common uses of ABS were computer keyboard keys, power tool housing, the plastic face-guard on wall plugs and LEGO toys.
In this project, significant experimental study have been carried out on understanding and optimizing the thermal environment around a dispensed filament, motivated by the preheating of the material, ABS on which the filament is deposited, PLA. Due to the differences in melting temperatures of dissimilar polymers, thermal analysis is being applied to evaluate the heat distribution over the length of the PLA specimen that is positioned permanently above the previously printed ABS, which requires proper control printing temperature during an FFF process. From the simulation of thermal analysis, the optimize setting of printing temperature for PLA is evaluated further by an experimental work to see the adhesion characteristics between the mixtures of the materials. As a main focus of this project, preheating method being proposed which is used to evaluate product of PLA deposition on preheated ABS. Lastly, final product is carried out further through the specified testing in order to identified the strength between dissimilar materials.
1.2 Problem Statement
In the previous study regarding the numerical investigation of deposition characteristics of PLA on an ABS plate using a material extrusion process which conducted by Chua et al. (2021), finite element analysis of heat transfer has
3
performed in order to enhance the design of process parameters on the suitable deposition characteristics of two common materials ABS and PLA.
To explore the temperature histories during the material extrusion process, a transient heat transfer finite element (FE) model for the deposition process is suggested and calibrated. Finally, using the calibrated FE model, heat transfer finite element analysis (FEAs) were done to determine the optimum plate heating temperature of the ABS for PLA deposition. From the result obtained in that research, it can be said that multi-material is required to improve the flexibility of FFF.
Simulation by the paper shows that it is possible. However, the simulation is not experimentally validated.
The limitation of the research study proposed by Chuaet al. (2021) is that there are no further explanation and investigation regarding the final product obtained such as the material adhesion and mechanical properties testing. Specifically, there is no method to reheat the substrate before deposition of new type of material. In a more challenge situation, ABS which has a higher melting temperature is acting as the substrate. Therefore, this project is to investigate further the proper deposition characteristics for forming a part using two common materials ABS and PLA using the FFF process. Apart from that, the effects of preheating printing temperature on temperature distribution are explored experimentally to estimate the parameters required for the machine use, which is Creality Ender 3D printer that is available at engineering faculty lab, UMS.
1.3 Research Objectives
The main objective of this research is to carry out the production process of PLA deposition on preheated ABS using fused filament fabrication method. This main objective then be divided specifically into sub-objectives which consist of :
I. To develop the thermal analysis to analyze the temperature distribution during PLA deposition process on previously deposited filament
II. To propose the preheating method and install the heating element into 3d printer for allowing the reheat pre-processing of ABS material to be conducted
III. To evaluate the strength of final mixture of product through flexural testing and compare it with specimens of different compositions
4 1.4 Scope of Works
The scope of this project includes the process of finding list references of scientific material related to the case study, analysing the information in order to conduct proper investigations and studies, conduct experiments for more detailed proof and explanation and lastly do report writing to record all important data studies. For the tests and finite element studies of the fused filament fabrication method, a PLA filament is used as the deposited material while an ABS substrate is utilized as the build plate add-on.
This thesis was more focus on the experimental work. To put it another way, fabrication and laboratory testing are required to finish this thesis where there are two major influencing process parameters must be considered which are the printing temperature of deposited filament and the distance between the add-on heating device with previously deposited filament. Analyzing the link between each manipulation process parameter, dimensional accuracy was a critical work that needed to be completed once the FF part fabrication was completed.
Using the proposed FE model, the effects of different printing temperatures are investigated. The estimation of printing temperature range used for PLA filament are from 200˚C to 230˚C. As stated by Lee and Liu (2019) the smooth extrusion of PLA required a print head temperature of 210°C. Higher temperatures may result in an excess of plastic flow and a reduction in printing quality. The initial build platform ABS temperature was assumed to be 20°C where this lower temperature was selected to reduce power usage while maintaining appropriate adhesion to hold the printed item.
Finally, using the calibrated FE model, heat transfer finite element analysis (FEAs) are performed to determine the optimum ABS plate heating temperature for PLA deposition.
1.5 Researched Methodology
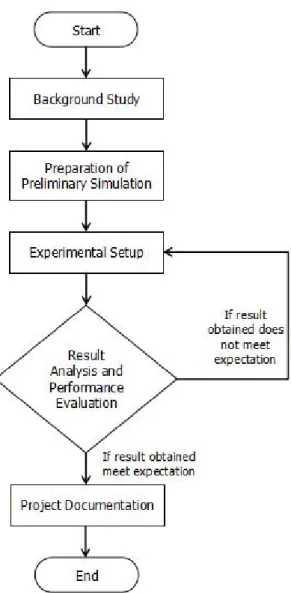
Methodology of the project was divided into five stages which aim to investigate the PLA deposition on preheated ABS using fused filament fabrication method. The five main stages are the background study, preparation of preliminary simulation, experiment set-up, result analysis and lastly project evaluation and documentation.
As to summarize the flow of the methodology, a flowchart is presented as shown in Figure 1.1.
5 1.5.1 Background Study
To begin this project, background study of PLA deposition has to be carried out by reviewing past research papers, scholarly articles, books and any other sources which provides a thorough understanding on the research of PLA deposition process by fused filament fabrication method. Nonetheless, existing issues, areas of fields, the ideas and methodology obtained from past research are viewed as references in this project.
1.5.2 Preparation Of Preliminary Simulation
The numerical investigation will be carried out first using finite element analysis. Both the extrusion of PLA filament and the deposition of PLA on an ABS plate necessitate the use of a finite element model (FEM). The temperature dependent thermal conductivity, specific heat capacity, and densities for PLA and ABS are among the material parameters to be applied in the finite element model. To analyse the temperature distribution during the deposition of PLA material on an ABS substrate, a transient heat transfer finite element model with element activation is required.
1.5.3 Actual Set-Up Experiment
The design and development for the actual set-up experiment of fused filament fabrication process was done by considering all related values obtained from the finite element analysis. It is applied in order to investigate the influence of heating plate on the deposition characteristics of PLA on ABS.
1.5.4 Result Analysis
The validation of FE model used for extrusion process is done after the final production of PLA deposition on preheated ABS using fused filament fabrication method obtained. Some mechanical properties testing for the final product will also be determined.
1.5.5 Project Documentation
All the data including the official information or evidence will be documented and serves as a record for further analysis and optimization. The final findings and all related works would be documented accordingly.
6
Figure 1.1 : The Flowchart of Research Methodology
1.6 Research Expected Outcomes
One of the expected outcomes of this research paper is the interpretation of the link between two dissimilar materials and the effect of that mixing materials after fused filament fabrication process also be discussed. Following that, a thorough set of experimental procedures for determining the actual deposition temperature on the deposit substrate interface should be predicted using the projected temperature at the end of the extruded material. Finally, using the validated FE model, the effect of plate heating temperature and PLA printing temperature on the development of the rubbery zone in the ABS plate during deposition will be examined.
7 1.7 Research Contributions
The findings of this project will encourage society to reassess about the type of material deposition in manufacturing and to gain a better understanding on the effects of mixing dissimilar materials for the final 3D printing product. Plus, this research contributes in broadening the study of fused filament fabrication process of PLA deposition on preheated ABS which is applied in 3-D printing process. This process can be utilized to enhance the mechanical properties of PLA deposition in terms of its strength, healing and adhesion. The use of finite element analysis justifies the need for more effective and time saving experimental approaches in order to determine the required parameters of actual experiment and its expected result.
1.8 Research Commercialization
This study has a potential to be commercialized to additive manufacturing, in which the advance less time consuming of the mixing process to strengthen 3D printing material can be developed. Improved application of finite element models will help to improve the pre and post-processing on the extrusion and deposition design experiment. Selective optimum temperature for the heating process can adopt the findings of this project paper in order to reduce the production time of final deposition material and hence can further increase the efficiency.
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
A literature review can broadly be described as the writing process of summarizing, synthesizing or evaluating relevant material in a certain field of study (Catherine &
Mark, 2016). It shows how knowledge has evolved in the field by showing what has already been done, what is widely recognized, what is new and what the current state of opinion on the research project is. The review of this research literature was focused on the designation and fabrication for mixing material in the 3D printing process which will further elaborate its material properties.
Generally, 3D printing or also known as additive manufacturing technique is a method of creating three-dimensional solid items from a digital file by layering material until the desired shape is achieved (Dicksonet al., 2020). Selecting the right 3D printing process was such a crucial part to do since each 3D printing process has its own benefits and limitations for certain applications. For this project itself, a fused filament fabrication method is used. These literature reviews were carried out by reviewing past research such as from journals, books and articles that were related to this project. The focus was more on its preliminary test by simulation, design, fabrication and product testing.
Several researches were compared to search for relevant literature so that the advantages and disadvantages of each related design experiment for the 3D printing process can be analyzed. Thus, through all the information and details found, it is set
9
as a guideline for running the simulation and constructing this project of investigation the PLA deposition on preheated ABS using fused filament fabrication method.
2.2 Fused Filament Fabrication
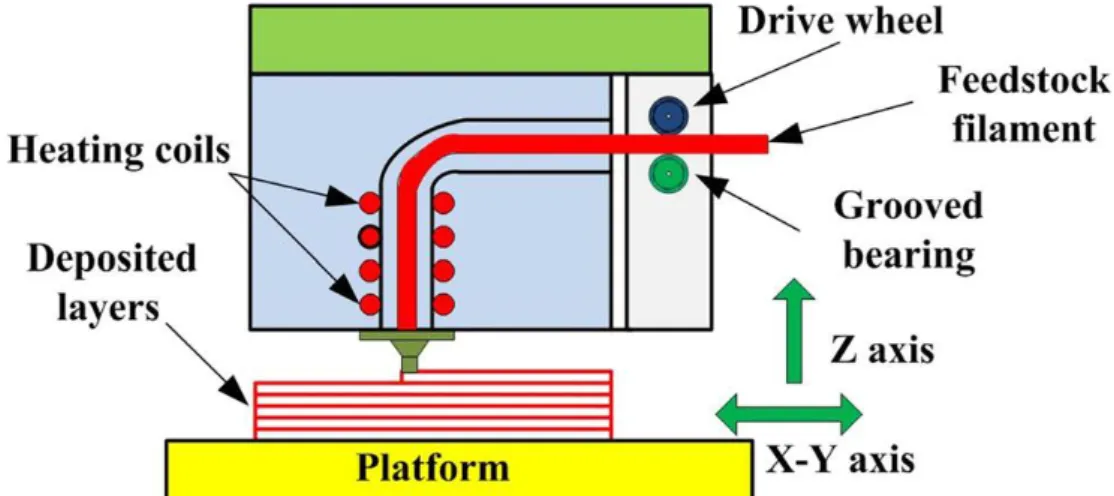
Fused Filament Fabrication (FFF) is one of the most popular polymer extrusion based additive manufacturing techniques since it can create any complex geometry structure in a short amount of time with no added expenditures (Croccolo et al., 2013). FFF technologies or sometimes also called as fused deposition modeling (FDM) as illustrated in Figure 2.1 have become increasingly popular because of their low adoption and material costs, the simplicity with which they may be altered to new shapes, the comparatively low extrusion temperatures and also it large range of materials accessible (Ligonet al., 2017).
Figure 2.1 : Schematic Diagram of FDM/ FFF process Source : Liet al.(2018)
According to Li et al. (2018), process of FFF method were actually starts with a .STL file, which is one of the computer-aided design files. The .STL file is divided into several sheet structures and researchers can control the process's moulding parameters. Finally, the parameters are output for the G-code file, which may be used to control the construction of the specimens on the 3D printer used.The consumptive material is fed onto the extrusion head by the pressure created by a driving wheel and a grooved bearing. Heating coils heat the moulding consumptive