KARYA AKHIR
PERANCANGAN DAN PEMBUATAN ALAT UJI
TEKAN PADA PROSES PENGOLAHAN MINYAK
KELAPA
HIDAYATULLAH 035202021
KARYA AKHIR YANG DIAJUKAN UNTUK MEMENUHI SALAH SATU SYARAT MEMPEROLEH
IJAZAH SARJANA SAINS TERAPAN
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
PROGRAM DIPLOMA-IV FAKULTAS TEKNIK
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, karena berkat rahmat dan hidayah-NYA sehingga penulis dapat menyelesaikan Laporan Karya Akhir ini dengan judul “PERANCANGAN DAN PEMBUATAN ALAT UJI TEKAN PADA PROSES PENGOLAHAN MINYAK KELAPA.”.
Penyusunan laporan Karya Akhir ini dilakukan guna untuk menyelesaikan Study di Prog. Studi Teknologi Mekanik Industri Universitas Sumatera Utara, sebagai salah satu syarat untuk memperoleh gelar Sarjana Sains Terapan.
Dalam kegiatan penulis untuk menyelesaikan Karya Akhir ini, penulis telah banyak mendapat bantuan berupa bimbingan, arahan dan saran dari berbagai pihak. Untuk itu maka dalam kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Ir. Mulfi Hazwi, Msc, sebagai Dosen Pembimbing penulis
2. Bapak Ir. Alfian Hamsi, Msc, selaku Ketua Program Studi Teknologi Mekanik Industri Program Diploma-IV, FT-USU.
3. Bapak Terang UHSG, ST, MT selaku Koordinator Lab. DIPA USU, yang sudah banyak memberikat kesempatan untuk memakai rungan dan fasilitas Laboraturium
4. Ayah dan Mama’ tercinta yang senantiasa memberikan dukungan semangat dan materi serta mendoakan penulis.
6. Pegawai Departemen Teknik Mesin kak Is, kak Sonta, bang Syawal, bang Izhar Fauzi, bang Yono, bang Rustam dan bang Marlon.
7. Rekan mahasiswa Koko wiradinata,SST (PimPro), Surya,SST, Kelana,SST, Devin,SST, Yudi, Bem2nk, serta rekan-rekan stambuk ’03 yang namanya tidak dapat disebutkan satu-persatu yang sudah banyak membantu.
Penulis menyadari bahwa laporan ini masih belum sempurna adanya, karena masih banyak kekurangan baik dari segi ilmu maupun susunan bahasanya. Oleh karena itu penulis sangat mengharapkan kritik dan saran demi menyempurnakan laporan ini.
Akhir kata bantuan dan budi baik yang telah penulis dapatkan, menghaturkan terima kasih dan hanya Tuhan Yang Maha Esa yang dapat memberikan limpahan berkat yang setimpal. Semoga laporan ini dapat bermanfaat bagi kita semua dan bagi penulis sendiri tentunya.
Medan, Desember 2007 Penulis
DAFTAR ISI
Halaman
KATA PENGANTAR... i
DAFTAR ISI... iii
DAFTAR GAMBAR... vi
DAFTAR TABEL ... viii
DAFTAR NOTASI... ix
BAB I PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Tujuan dan Manfaat ... 3
1.3. Sistematika Penulisan ... 4
1.4. Batasan Masalah ... 5
1.5 Metode Perancangan ... 5
BAB II TINJAUAN PUSTAKA 2.1. Arti Penting Kelapa... 6
2.2 Proses Pembuatan Minyak Kelapa... 7
2.2.1 Proses Pembuatan Minyak Kelapa Dengan Proses Basah (wet process) ... 7
2.2.2 Proses Pembuatan Minyak Kelapa Dengan Proses Kering (dry process) ... 13
2.3 Dasar-dasar Perhitungan Kekuatan Konstruksi ... 17
2.3.1 Perhitungan Akibat Beban Torsi... 17
2.3.2 Perhitungan tebal dinding plat ... 19
2.3.3 Perencanaan Kolom ... 20
2.3.4 Perhitungan Kekuatan Ulir ... 22
2.3.4.1 Mekanika Sekerup Daya ... 22
2.3.4.2 Permilihan Baut dan Mur ... 23
2.3.5. Kekuatan Sambungan Las... 25
2.3.5.1 Sambungan las sudut... 26
2.3.5.2 Tegangan Boleh dan Faktor Keamanan ... 28
2.3.5.3 Efisiensi Sambungan ... 30
BAB III ANALISA PERHITUNGAN DAN KEKUATAN BAHAN 3.1 Analisa Perhitungan dan Kekuatan Pada Ulir ... 31
3.1.1 Ulir Sekerup pada Batang Penekan/Penahan ... 31
3.1.2 Ulir Whitworth Pada Batang Penyangga ... 34
3.1.3 Ulir Whitworth Pada Pelat Penahan/Penekan... 35
3.1.4 Ulir Whitworth Pada dongkrak ... 35
3.2 Analisa Kekuatan Sambungan Las ... 36
3.2.1 Analisa kekuatan las pada pelat penahan... 36
3.2.2 Analisa kekuatan las pada mur sekerup ... 37
3.3 Analisa Kekuatan bahan pada Pelat penahan bagaian atas ... 38 BAB IV ANALISA PROSES PEMBUATAN MINYAK KELAPA
4.3 Proses pembuatan minyak kelapa dengan cara fermentasi ... 48
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 51
5.2 Saran ... 53
DAFTAR PUSTAKA... 55
DAFTAR GAMBAR
Halaman
Gambar 2.1 Butir kelapa sebagai bahan baku pembuatan minyak kelapa .... 1
Gamabar 1.2 Hidraulik screw press ... 2
Gambar 2.1 Sabut kelapa sebagai limbah kelapa yang memiliki nilai ekonomis ... 6
Gambar 2.2 Pengolahan minyak kelapa dengan cara ekstraksi ... 9
Gambar 2.3 Pengolahan minyak kelapa dengan proses lava ... 10
Gambar 2.4 Pengolahan minyak kelapa dengan proses Gonzaga ... 10
Gambar 2.5 Pengolahan minyak kelapa dengan proses Hiller ... 11
Gambar 2.5 Pengolahan minyak kelapa dengan proses NIST ... 11
Gambar 2.6 Pengolahan minyak kelapa dengan proses Kraus-Maffei ... 12
Gambar 2.7 Pengolahan minyak kelapa dengan proses Vibar ... 13
Gambar 2.8 Pengolahan minyak kelapa dengan cara peragian ... 14
Gambar 2.9 Vektor torsi sepanjang sumbu ... 18
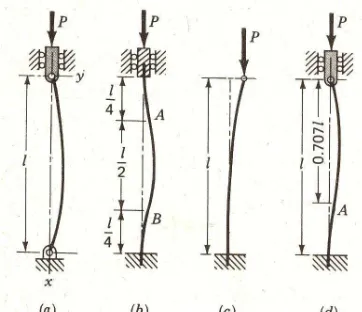
Gambar 2.10 (a) kedua ujung membulat atau bersumbu; (b)kedua ujung mati; (c)Satu ujung bebas, dan ujung yang lain mati; (d)satu ujung bulat dan terarah dan ujung lain mati ... 20
Gambar 2.11 Bagian dari sekerup daya ... 22
Gamabar 2.12 macam-macam kerusakan pada baut ... 24
Gambar 2.13 Jenis-jenis sambungan las sudut... 27
Gambar 2.14 Bentuk dan ukuran las sudut ... 28
Gambar 3.1 Batang sekerup ... 31
Gambar 3.2 Mur sekerup... 32
Gambar 3.3 Pelat penahan... 36 Gambar 3.4 Pelat penahan bagian atas... 39 Gambar 4.1 (a) Daging buah kelapa yang sudah diparut (b) daging buah
kelepa yang sudah dikeringkan ... 41 Gambar 4.2 Minyak kelapa dengan proses kering ... 41 Gambar 4.3 Diagram alir proses pembuatan minyak kelapa dengan proses
kering... 43 Gambar 4.4 Santan kelapa hasil pengepresan ... 44 Gambar 4.5 Minyak kelapa dengan proses basah ... 44 Gambar 4.6 (a) Ketak yang masih bercampur minyak (b) ketak sesudah dipres 45 Gambar 4.7 Diagram alir proses pembuatan minyak kelapa dengan proses
basah... 47 Gambar 4.8 Minyak kelapa dengan proses fermentasi ... 48 Gambar 4.9 Diagram alir proses pembuatan minyak kelapa dengan proses
fermentasi ... 50
DAFTAR TABEL
Halaman Tabel 2.1 Sifat-sifat mekanik lasan (elektroda terbungkus untuk baja)... 26 Tabel 2.2 kekutan tarik sambungan las. ... 28 Tabel 2.3 Beberapa harga tegangan boleh (tidak memperhitungkan kekuatan
fatik)... 29 Tabel 2.4 Efesiensi sambungan las ... 30 Tabel 4.1 Data hasil pembuatan minyak kelapa pada proses kering untuk 5
buah kelapa ... 42 Tabel 4.2 Data hasil pembuatan minyak kelapa pada proses basah untuk 5
buah kelapa ... 46 Tabel 4.3 Data hasil pembuatan minyak kelapa pada proses fermentasi untuk
5 buah kelapa ... 49
DAFTAR NOTASI
Lambang Keterangan Satuan
E Modulus elastisitas N/mm2
I Momem inersia mm4
M Momen lengkung Kg mm
T Torsi Kg mm
τ
TeganganσB
Tegangan tarik Kg/mm2σC
Tegangan tekan Kg/mm2μ Koefesien gesek
e Efisiensi menyeluruh (ulir sekerup)
h Panjang kaki pengelasan mm
η Effisiensi pengelasan
BAB I
PENDAHULUAN
1.1Latar Belakang
Indonesia merupakan negara tropis dengan banyaknya pulau merupakan negara produsen kelapa utama di dunia. Hal ini terjadi karena kelapa umumnya tumbuh dikawasan pantai. Hampir disemua provinsi di Indonesia dapat dijumpai tanaman kelapa yang pengusahaannya berupa perkebunan rakyat.
Pohon kelapa sering disebut pohon kehidupan karena sangat bermanfaat bagi kehidupan manusia diseluruh dunia. Hampir semua bagian tanaman kelapa memberikan manfaat bagi manusia, hanya saja selama ini produk kelapa mendapatkan saingan dari produk kelapa sawit. Namun ditinjau dari ragam produk yang dapat dihasilkan oleh buah kelapa, produk kelapa sawit belum mampu menyainginya. Hal ini merupakan peluang untuk pengembangan kelapa menjadi aneka produk yang bermanfaat antara lain adalah minyak kelapa. Minyak kelapa dapat diperoleh dari daging buah segar atau dari kopra. Proses untuk membuat minyak kelapa dari daging buah kelapa segar dikenal dengan proses basah (wet process), sedangkan pembuatan minyak kelapa dengan bahan baku kopra dikenal dengan proses kering (dry process).
Didalam proses pengolahan kelapa menjadi minyak kelapa baik dilakukan dalam proses basah maupun kering dapat dilihat adanya proses pengepresan. Proses pengepresan disini yaitu untuk memisahkan daging buah kelapa yang sudah diparut dengan santan (pada proses basah) atau daging buah yang sudah diparut dan dikeringkan dengan minyak kelapa (pada proses kering).
Pengepresan dapat dilakukan dengan cara manual ataupun dengan menggunakan alat pengepres seperti roller pres, hidraulik pres dan sebagainya. Tetapi jika menggunakan cara manual maka akan membutuhkan tenaga manusia dalam jumlah yang banyak. Sedangkan jika menggunakan alat pengepres maka memerlukan biaya yang besar tetapi hasil pengepresanya lebih maksimal.
Dengan adanya permasalahan tersebut maka dirancanglah sebuat alat pengeres dengan sistem hidralik screw press, dimana pada alat ini terdapat dua bagian pengepres yaitu dongkrak hidraulik dan screw. Jika dongkrak hidraulik sebagai pengepres maka screw sebagai penahan dan sebaliknya. Dan dalam proses pembuatnya tidak memerlukan biaya yang besar dalam arti dapat dijangkau oleh industri-industri kecil dan menengah.
1.2Tujuan dan Manfaat
Tujuan dari karya akhir ini yang berjudul Perancangan dan Pembuatan
Alat Penguji Tekan (hidraulic screw press) Pada Proses Pengolahan Minyak
Kelapa sesuai dengan perancangan adalah sebagai berikut:
Dengan pembuatan hidraulik screw press ini agar dapat membantu
industri-industri kecil dan menengah untuk meningkatkan effisiensi produk yang dihasilkan serta meningkatkan pendapatan bagi industri-industri kecil dan menengah.
Membantu industri kecil dan menengah dalam memproduksi produk untuk
jumlah yang banyak.
Mampu merancang suatu peralatan / mesin sesuai dengan latar belakang
pendidikan teknik mesin dengan pertimbangan sisi efisiensi alat.
Membuat alat Hidraulik screw press untuk proses pembuatan minyak
kelapa.
Manfaat
Karya Akhir ini diharapkan bermanfaat bagi :
Dalam tugas akhir ini, penulis dapat menambah wawasan tentang proses
pengolahan kelapa dan mengaplikasikan Ilmu yang didapat selama perkuliahan yang digunakan untuk merancang hidraulik screw press
Pemerintah, untuk mendukung pengembangan teknologi tepat guna bagi
para industri kecil dan menegah.
Bagi mahasiswa yang ingin dan tertarik dapat mengembangkan dari alat
hidraulik screw press ini.
1.3 Sistematika Penulisan
Adapun sistematis penulisan karya akhir ini adalah sebagai berikut:
1. Pendahuluan. Pada bab ini akan dibahas mengenai pemanfaatan buah
kelapa untuk mendapatkan minyak kelapa. Tujuan dan Manfaat Pengujian, Sistematis Penulisan, Batasan Masalah dan Metode Perancangan.
II. Tinjauan Pustaka. Pada bab ini akan dibahas mengenai berbagai macam proses pengolahan kelapa misalnya seperti cara Ekstraksi, Lava, Gonzava dan lain-lain. Dasar-dasar perhitungan perancangan, Kekuatan baut, ulir dan kekuatan sambuangan las..
III. Analisa Perhitungan dan Kekuatan Bahan. Bab ini akan dibahas mengenai perhitungan kekuatan ulir , kekuatan sambuangan las, tegangan-tegangan yang terjadi akibat gaya tekan .
IV. Analisa proses Pembuatan minyak kelapa. Bab ini membahas
tentang Proses pembuatan minyak kelapa dengan proses basa, kering dan fermentasi.
V. Kesimpulan. Pada bab ini akan memaparkan kesimpulan dari
perancangan hidraulik screw press.
Daftar Pustaka. Referensi yang mendukung karya akhir ini akan secara lengkap disajikan untuk kemudahan dalam mencari data maupun bahan kajian berikutnya.
Lampiran. Segala data hasil survey, data pendukung rancangan serta
beberapa lampiran yang digunakan dalam penulisan Karya Akhir ini dilampirkan guna memudahkan dalam mencari maupun sebagai bahan kajian berikutnya.
1.4 Batasan Masalah
Dalam penulisan karya akhir ini, pembahasan dibatasi sebagai berikut :
1. Prinsip kerja alat pengujian tekan hidraulik screw press pada proses pembuatan minyak kelapa
2. Perhitungan ukuran ukuran utama alat pengujian tekan hidraulik screw press.
1.5 Metode Perancangan
Metode yang dilakukan dalam perancangan yaitu penetapan sfesifikasi dan penetuan ukuran-ukuran utama serta dalam perencanaan ini, penulis menentukan dan memilih material/bahan berdasarkan syarat-syarat yang harus dipenuhi material tersebut. Perumusan syarat-syarat tersebut ditentukan berdasarkan konstruksi mesin dan fungsi elemennya agar konstruksi itu dapat bekerja dengan baik dan layak
BAB II
TINJAUAN PUSTAKA
2.1 Arti Penting Kelapa
Salah satu upaya yang ditempuh untuk pembangunan perkebunan adalah mendorong petani melakukan upaya diversifikasi produk. Upaya ini dilakukan untuk memanfaatkan sumber daya alam secara optimal. Kelapa merupakan salah satu produk perkebunan yang diupaya kan oleh pemerintah untuk meningkatkan pendapatan petani dan menambah devisa negara.
Banyak sekali produk-produk yang dapat dihasilkan oleh kelapa antara lain santan, gula, air kelapa segar, lidi, janur, dan daging kelapa. Selain itu masih ada lagi produk yang dihasilkan dari tanaman kelapa seperti arang, sabut, dan industri kerajinan tangan. Bahkan limbah pengolahan minyak kelapa pun masih dapat digunakan sebagai pakan ternak.
2.2 Proses Pembuatan Minyak Kelapa
Pembuatan minyak kelapa ada berbagai cara yaitu : A. Berdasarkan atas bahan dan pemakaian bahannya, dibedakan :
Cara basah (wet process) yaitu dengan proses penambahan air terlebih
dahulu, misalnya dengan pembuatan santan lalu direbus dan diuapkan. Cara kering (dry prosess) yaitu dengan bahan baku kopra.
Cara ekstraksi (solvent process) dengan menembahkan suatu zat pelarut,
misalnya heksana, heptana, siklhoeksana dan sebagainya. Tentu saja cara ini membutuhkan peralatan yang relatif mahal dan dengan pengamatan yang cukup teliti.
Cara pengepresan (Press process) yaitu pengolahan minyak dengan
memakai alat penekan.
B. Berdasarkan peralatanya dibedakan :
Pembuatan minyak kelapa tradisional, yaitu pengolahan dengan peralatan
dan teknik sederhana dan mudah didapat. Umumnya dilakukan oleh rakyat atau perusahaan perorangan sebagai industri rumah tangga.
Pembuatan minyak pabrik yaitu pengolahan minyak dengan
peralatan-peralatan dan teknologi yang lebih maju.
2.2.1 Proses Pembuatan Minyak Kelapa Dengan Proses Basah (wet process)
lama diperjalanan, maka daging buah kelapa dikeringkan dengan maksud memperoleh kopra. Menurut Banzon J.A dan Velasco J.R komposisi kimia daging buah kelapa adalah sebagai berikut :
1. Air 50% 2. Minyak 24% 3. Abu 2,.2% 4. Serat 3% 5. Protein 3,5% 6. Karbohidrat 7,3%
Pada waktu daging buah diparut, sel-selnya akan rusak dan isi sel dengan mudah dikeluarkan dalam wujud emulsi berwarna putih yang dikenal dengan santan. Santan sedemikian mengandung minyak sebanyak 50%. Sisa minyak yang lain dapat diperoleh dengan penambahan air dan pemerasan kedua dan ketiga.
Cara-cara proses pembuatan minyak kelapa dengan proses basah ini ada berbagai cara diantaranya :
1. Ekstrasi Minyak
2. Proses menurut lava (Lava process) 3. Proses Gonzava
4. Proses Hiller
5. Proses NIST (National Institute of science and Technology) 6. Proses Kraus-Maffei
buah kelapa parutan dan yang tertinggal pada kethak sebanyak 20-30%. Namun cara ini adalah yang paling banyak disukai konsumen karena aromanya sedap dan menghasilkan rasa yang enak pada makanan yang digoreng dengan minyak ini.
Menurut Banzon J.A dan Velasco J.R, flow diagram beberapa cara pengolahan basah dapat dinyatakan sebagai berikut :
1). Cara ekstraksi
Gambar 2.2 Pengolahan minyak kelapa dengan cara ekstraksi
Daging Buah Kelapa
Diparut
Air Diperas
Ampas Santan
Diuapkan Airnya
Minyak kelapa
Blondha
Di pres
Minyak kelapa
Kethak
2). Proses lava
Gambar 2.3 Pengolahan minyak kelapa dengan proses lava 3). Proses Gonzaga
Gambar 2.4 Pengolahan minyak kelapa dengan proses Gonzaga
Kelapa butiran
Daging Buah kelapa
Ampas Santan
Larutan Protein
Protein padat
Minyak
Diatur pH :4 Centrifuge (kekuatan tinggi) Limbah
Roller Press
Cream kelapa
Centrifuge (kekuatan rendah)
Daging Buah kelapa
Daging buah kelapa parutan
Santan
Roller press + air Ampas
Cream Larutan skim
Cream separator atau dengan pengendapan
Minyak Blotong
Diuapkan sampai 100ºC samapai emulsinya pecah
4). Proses Hiller
Gambar 2.5 Pengolahan minyak kelapa dengan proses Hiller 5). Proses NIST (National Institute of science and Technology)
Gambar 2.5 Pengolahan minyak kelapa dengan proses NIST
Daging buah kelapa dicincang
Vacuum drier 65ºC
Expeller
Minyak
Settling tank Disaring Deodorizer
Minyak
Bungkil
Pengiling
Tepung kelapa
Buah kelapa
Cracker Separator
Tepung
Carbonize Coir fibre
Charcoal Gas Cairan Pyligneous
Sabut Air kelapa Daging buah kelapa
Digiling koloid thindized bed drier
Granula kelapa
Minyak Tepung kelapa
6). Proses Kraus-Maffei
Gambar 2.6 Pengolahan minyak kelapa dengan proses Kraus-Maffei
Kelapa Butiran
Autoclave
Pengupasan
Daging Buah kelapa
Pemotong
Roller Mill
Press hydraulik
Santan
Cake
Ring drier
Cake kering Centrifuge
Cream Larutan skim
Madu kelapa Centrifuge
Minyak
2.2.2 Proses Pembuatan Minyak Kelapa Dengan Proses Kering (dry process)
Cara yang paling sederhana untuk memperoleh minyak dari kopra, adalah membungkus kopra dalam kain, kemudian ditumbuk dengan menggunakan penumbuk dari kayu dan selanjutnya dimasukan kedalam air mendidih. Minyak akan mengapung dipermukaan dan dapat dipisahkan dari air dengan mengambil minyaknya, dengan demikian minyak yang diperolehnya hanya sedikit, untuk meningkatkan perolehan minyak, kopra diberi perlakuan penekanan pada wadah statis, yang selanjutnya berkembang dengan penekan ulir (screw press).
Secara skematis proses kering menggunakanexpeller ini digambarkan oleh Vibra (1954) sebagai berikut :
Gambar 2.7 Pengolahan minyak kelapa dengan proses Vibar
Kopra
Timbangan otomatis
Magnet
Hammer Mill
Drier / cooker
Expeller
Bungkil Minyak kelapa
mentah Saringan Filter press
Minyak kelapa mentah yang bersih
Di Indonesia, hasil minyak yang diperoleh dengan mengepres kopra di dalam expeller satu kali adalah 54-58%, sedangkan apabila dilakukan pengepresan dua kali dapat diperoleh 60% dengan kadar asam lemak bebas berkisar antara 4-6%. Sedangkan minyak tertinggal dalam bungkil 17,76%.
Pada proses kering ini terdapat modifikasi bahan mentah yang di proses, yaitu daging buah kelapa segar tidak dibuat kopra, melainkan diparut dengan menggunakan mesin selanjutnya daging kelapa parutan ini digoreng selama 30 menit dan dalam keadaan panas dimasukan kedalam expeller untuk diperas minyaknya. Hasil yang diperoleh adalah minyak goreng dengan mutu yang baik dan memenuhi standar mutu minyak yang dipersyaratkan didalam Standar Industri Indonesia. Minyak yang diperoleh adalah 12% dari kelapa buturan.
2.2.3 Proses Pembuatan Minyak Kelapa Dengan Cara Peragian
Biasanya untuk bahan fermentasinya adalah berupa ketam sawah (yuyu), adapun skema proses pembuatannya adalah sebagai berikut :
Gambar 2.8 Pengolahan minyak kelapa dengan cara peragian
Kalapa parut
Dicampur dengan yuyu yang telah dihaluskan Fermentasi 12 jam
Dijemur dipanas matahari 3 jam
Diperas / pres
Minyak kelapa
2.2.4 Proses Pembuatan Minyak Kelapa Pada Pabrik Pengolahan Minyak
Garis besar pengolahan minyak di pabrik adalah sebagai berikut : a. Perlakuan Pendahuluan
b. Pemecahan Jaringan c. Pemanasan / Pemasakan d. Pengepresan
e. Penyaringan (filterasi) f. Pemurnian
a. Perlakuan pendahuluan
Perlakuan pendahuluan dimaksudkan :
Untuk mengeringkan kopra yang kadar airnya lebih dari 7%. Sebab
dengan kopra berkadar air tinggi pemecahan jaringan akan sukar dan terjadi hidrolisa, sehingga timbul asam lemak bebas dan hasil minyak menjadi turun.
Untuk menghilangkan berbagai kotoran yang ikut dalam kopra, misalnya
serabut kelapa, percikan tempurung, bagian kopra yang rusak, dan lain-lain.
b. Pemecahan Jaringan
Kopra dipecahkan menjadi bagian yang lebih kecil kedalam suatu alat pemecah jaringan yang disebut disintegrator. Sedang satuan alat pemecah kopra lainya memecah bagian-bagian kecil tersebut menjadi serbuk kopra. Setelah menjadi serbuk kopra, disalurkan ke mesin pemanas.
c. Pemasakan
Pemasakan dimaksud untuk :
Memudahkan keluarnya minyak dari sel
Mematikan aktivitas enzym-enzym dan mikroorganisme tertentu Menguapkan air pada kopra sampai kadar air tertentu
Menaikan keenceran minyak Merupakan sterilisasi pendahuluan
Mengumpalkan protein, sehingga memudahkan pemisahan Mengendapkan fosfatida yang tidak dikehendaki
Dengan pemasakan ini dibutuhkan suhu sekitar 87-88ºC selama 20 menit, dan diharapkan kadar air turun 2-3%.
d. Pengepresan
Maksud pengepresan adalah untuk mengeluarkan minyak semaksimal mungkin dari sel-sel bahan. Peralatan yang digunakan dalam pengepresan, misalnya expeller, rollerpengepres dan hidraulik pres.
e. Penyaringan
Minyak hasil pengepresan keadaanya masih keruh sehingga masih diperlukan suatu alat penyaring, yang disebut filter press. Minyak kasar akan terpisah dari kotoran. Minyak yang keluar ditampung pada bak penampung minyak untuk selanjutnya diproses lanjut.
f. Pemurnian
Minyak hasil penyaringan disebut minyak kasar, yang masih mengandung zat-zat yang terlarut dan perlu dilakukan proses yang disebut pemurnian. Maksud pemurnian adalah :
Menghilangkan asam lemak bebas dan lendir agar minyak menjadi lebih
jernih dan terasa enak.
Menghilangkan zat-zat warna yang terlarut, sehingga jernih. Menghilangkan bau yang tidak dikehendaki.
Sesuai dengan maksud diatas tadi, pemurnian dilakukan dengan 3 tahapan proses, yaitu netralisasi, proses bleaching, dan proses deodorasasi.
2.3 Dasar-dasar Perhitungan Kekuatan Konstruksi.
Didalam pengoperasian alat pengepres , terdapat bagian-bagian yang harus menahan tekanan yang ditimbulkan oleh screw ataupun silinder dongkrak hidrolik yang bertekanan. Bagian-bagian ini harus diamati secara tepat agar dapat menerima beban tekanan cukup kuat.
Kekuatan bahan harus diperhitungkan sesuai dengan kondisi operasi yang akan berlangsung, untuk itu penilaian bahan yang akan digunakan harus benar-benar diteliti untuk memberikan informasi yang akurat serta perangkat peralatan pengaman yang menjamin bahwa alat pengepres tersebut bekerja pada kondisi yang telah diperhitungkan.
2.3.1 Perhitungan Akibat Beban Torsi
Setiap vektor momen yang berhimpitan dengan sumbu suatu bagian mesin disebut vektor torsi, karena momen ini menyebabkan bagian mesin tersebut memuntir terhadap sumbunya. Batang yang menerima momen ini disebut batang torsi.
Gambar 2.9 Vektor torsi sepanjang sumbu
Seperti yang terlihat pada gambar 2.9 torsi T yang bekerja pada sebauh batang dinyatakan dengan menggambarkan sebuah panah pada permukaan bidang untuk menyatakan arahnya, atau dengan menggambarkan vektor torsi sepanjang sumbu putar batang tersebut. Vektor torsi adalah berupa tanda panah kosong pada sumbu X seperti dilihat dalam gambar 2.9.
Sumbu puntir untuk batang bulat adalah
GJ Tl
………(Lit 3 Hal 59) (2.1)
Dimana : T = Torsi (N.m) l = Panjang (m)
G = Modulus kekakuan (N/m2)
J = Momen inersia sudut dari penampang (m4)
Untuk batang bulat yang padat, tegangan geser di titik pusat adalah nol, dan maksimun di permukaan. Distribusi tegangan berbanding lurus dengan radius ρ, maka
J T
………(Lit 3 Hal 69) (2.2)
Dengan menyatakan radius luar sebagai r , didapat
J Tr max
………...(Lit 3 Hal 69) (2.3)
Persamaan (2.3) berlaku hanya untuk penampang yang melingkar. Untuk batang berpenampang bulat padat.
32 4 d
J ………(Lit 3 Hal 70) (2.4)
Dimana d adalah diameter batang. Untuk pemanpang pipa
)
Dimana di adalah diameter dalam dan do adalah diameter luar.
2.3.2 Perhitungan tebal dinding plat
Dimana perhitungan tebal dinding plat dapat ditentukan dari rumus dibawah ini :
Gaya tekan diperoleh dari :
4
Sehingga untuk tebal plat (mm) :
2 di do
t atau
2
4 2
1 2
di di
p F
t
………..(2.8)
2.3.3 Perencanaan Kolom
Suatu batang pendek yang dibebani gaya tekan murni oleh gaya P yang bekerja sepanjang sumbu tengah akan memendek, sesuai dengan hukum Hooke, sampai tegangan mencapai batas elastis dari bahan. Kalau P masih terus dinaikan, bahkan akan menonjol dan terdesak menjadi cakra yang datar atau retak.
Hubungan antara beban kritis (Pcr) dan bahan kolom, dikembangkan
berdasarkan gambar 2.10(a). dimisalkan sbuah batang dengan panjang l dibebani oleh sebuah gaya P yang bekerja sepanjang garis tengah batang yang ujungnya diberi pena atau dimatikan.
Gambar 2.10 (a) kedua ujung membulat atau bersumbu; (b)kedua ujung mati; (c)Satu ujung bebas, dan ujung yang lain mati; (d)satu ujung bulat dan terarah dan
ujung lain mati.
Maka beban kritis untuk kondisi (a) adalah
Persamaan diatas disebut rumus kolom Euler, yang berlaku untuk kolom berujung bulat.
Gambar 2.10(b) menunjukan kolom dengan kedua ujungnya yang mati. Titik infleksi adalah pada A dan B, berjarak l/4 dari masing-masing ujungnya. Dengan memasukan harga l/2 dimasukan kedalam persamaan 2.9 , didapat.
2
Dalam gambar 2.10(c) terlihat sebuah kolom dengan satu ujungnya bebas dan ujung yang lain tetap, sehingga kalau panjang 2l dimasukan kedalam persamaan (2.9), beban kritis menjadi :
2
Persamaan Euler dapat ditulis dalam dua bentuk, sebagai berikut :
2
Dimana A adalah luas dan k adalah jari-jari putaran (Lampiran A-3). Disini faktor C disebut Konstanta kondisi ujung. Harga-harga C dapat dilihat pada Lampiran
A-4. Dalam perencanaanya untuk menentukan diameter kolom adalah sebagai berikut :
Untuk melihat apakah hasilnya adalah benar-benar kolom Euler maka menggunakan persamaan Jhonson untuk menentukan diameter :
2.3.4 Perhitungan Kekuatan Ulir
2.3.4.1 Mekanika Sekerup Daya
Sekerup daya adalah suatu alat yang dipakai dalam permesinam untuk mengubah gerakan sudut menjadi gerakan linear dan biasanya memindahkan daya. Pemakaiannya yang umum termasuk antara lain sekerup penuntun pada mesin bubut dan sekerup untuk ragum, alat penekan dan dongkrak.
Dalam gambar 2.11 sekerup daya berulir bujur sangkar dengan ulir tunggal dengan diameter rata-rata dm, jarak puncak P, sudut maju λ, dan sudut ulir
ψ yang dibebani dengan gaya aksial F.
Gambar 2.11 Bagian dari sekerup daya
Maka daya putar (T) dapat dicari dengan rumus : maksud : melawan gesekan ulir dan menaikan beban. Daya putar yang diperlukan untuk menurunkan beban , dari persamaan (2.15). didapat berupa :
Untuk menghitung effisiensi menyeluruh (e) dapat digunakan rumus berikut:
T
Bila sekerup dibebani secara aksial, bantalan atau penahan harus dipakai antara anggota yang bergerak dengan yang diam untuk menerima komponen aksial, jika diameter penahan rata-rata adalah dc, maka daya pada penahan adalah :
2
2.3.4.2 Permilihan Baut dan Mur
Baut dan mur merupakan alat pengikat atau penggerak yang sangat penting. Dalam gambar 2.12 diperlihatkan macam-macam kerusakan yang dapat terjadi pada baut.
Gamabar 2.12 macam-macam kerusakan pada baut
Untuk menentukan ukuran baut dan mur, berbagai faktor yang harus diperhatikan seperti gaya yang bekerja pada baut, syarat kerja, kekuatan bahan, kelas ketelitian dan lain-lain. Adapun gaya-gaya yang bekerja pada baut dapat berupa :
i) Beban statis aksial murni
ii) Beban aksial, bersama dengan beban puntir iii) Beban geser
iv) Beban tumbukan aksial
Dalam hal ini persamaan yang berlaku adalah :
2 1 4d
F
t
...(2.19)
dimana F (kg) adalah beban tarik atau tekan pada baut, t adalah tegangan tarik
yang terjadi dibagian yang berulir pada diameter inti d1(mm) pada sekrup atau
baut yang mempunyai diameter luar d.umumnya diameter inti d10,8dsehingga
1 2 0,64d d
maka :
izin td F
2
4 0,8
...(2.20)
dari persamaan 2.19 dan 2.20 maka :
faktor keamanannya dapat diambil sebesar 6-8 dan jika difinis biasa besarnya 8-10.
Bila jumlah ulir n dan tinggi mur h maka dapat dihitung dari persamaan berikut :
izin
2.3.5. Kekuatan Sambungan Las
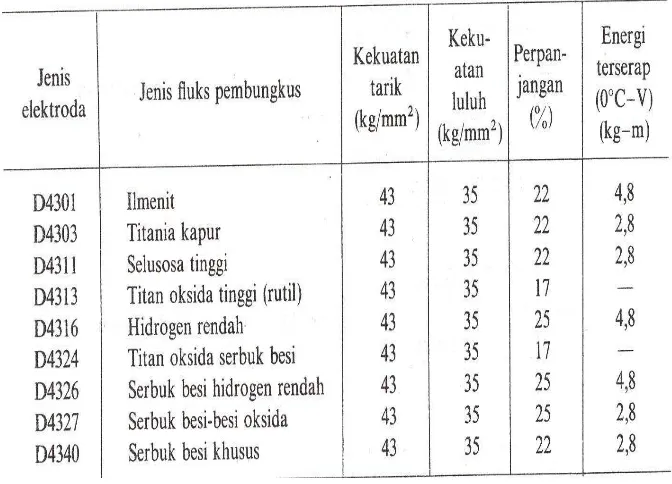
Dalam konstruksi las selalu digunakan logam las yang mempunyai kekuatan dan keuletan yang lebih baik atau paling tidak sama dengan logam induk. Tetapi karena proses pengelasan kekuatan dan keuletan logam dapat berubah. Dalam hal logam las sifat ini dipengaruhi oleh keadaan, cara dan prosedur pengelasan. Di samping itu juga tergantung pada tempat pengambilan batang uji. Karena itu dalam membahas kekutan hasil pengujian, dalam tabel 2.1 di tunjukkan sifat mekanik beberapa jenis elektroda terbungkus.
Tabel 2.1 Sifat-sifat mekanik lasan (elektroda terbungkus untuk baja)
(Lit 1 hal 513)
Dalam Lampiran C-1 didaftar beberapa rumus perhitungan dari Jenning untuk sambungan sederhana yang telah banyak digunakan. Dari beberapa negara telah mulai dipikirkan untuk menstandarkan perhitungan sambungan las dan inipun mendapat dukungan dari IIW (International Institute of Welding dan dari ISO).
2.3.5.1 Sambungan las sudut
Sambungan las sudut dibagi dalam tiga kelompok seperti yang ditunjukkan dalam gambar 2.13 yang didasarkan atas sudut dari arah pengelasan dan arah aliran tegangan.
Gambar 2.13 Jenis-jenis sambungan las sudut
Dalam las sudu, karena bentuknya yang sukar maka analisa aliran tegangannya pun sangat ruwet. Besarnya konsentrasi tegangan yang terjadi didalam las sudut dapat mencapai antara 6 sampai 8 kali pada akar las dan antara 2 sampai 6 kali pada kaki las. Kekuatan tarik dari sambungan las sudut didasarkan atas beban patah dan dihitung dengan menggunakan persamaan (2.24).
Tegangan Patah
n L h
F n
L h
P
t
2
kg/mm2...(2.24)
Di mana :
P = beban tarikan patah (kg)
L = panjang kaki (mm)
n = jumlah sambungan las sudut
ht = tebal leher teoritis(mm)
h = ukuran sudut (mm)
Hubungan ht dan h dapat dilihat lebih jelas dalam gambar 2.14
Gambar 2.14 Bentuk dan ukuran las sudut
Ukuran dari las sudut dinyatakan dengan panjang kaki las dan biasanya panjang dari kedua kaki dianggap sama sehingga tebal leher las teoritis (ht) adalah
cos 45º.
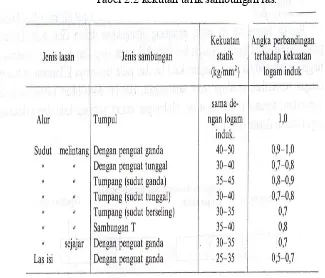
Tabel 2.2 kekutan tarik sambungan las.
(Lit 1 hal 546)
2.3.5.2 Tegangan Boleh dan Faktor Keamanan
Tegangan boleh dalam gas adalah tegangan tertinggi yang boleh terjadi dalam suatu konstruksi las dengantidak membahayakan yang didasarkan atas sifat
mekanik logam induk dan logam las, jenis dari beban serta jenis dari sambungan. Di samping itu besarnya tegangan boleh juga tergantung dari tingkat kepentingan dan kegunaan dari konstruksi biasanya ditentukan antara 0,8 sampai 1,0 kali kekuatan tarik logam induk. Dalam perencanaan besarnya tegangan yang terjadi harus lebih rendah dari pada tegangan boleh.
Faktor keamanan dalam perencanaan konstruksi las didefinisikan sebagai perbandingan antara besarnya tegangan yang direncanakan terhadap besarnya
batas luluh (y) atau terhadap kekuatan patah(p). Dalam pengelasan faktor
keamanan perlu diambil karena adanya ketidak tetapan dalam mutu las. Beberapa dengan tegangan ditunjukkan oleh tabel 2.3.
Tabel 2.3 Beberapa harga tegangan boleh (tidak memperhitungkan kekuatan fatik)
(Lit 1 hal 580)
2.3.5.3 Efisiensi Sambungan
Efisiensi sambungan didefinisikan sebagai faktor penurunan terhadap tegangan boleh dari logam induk yang dirumuskan sebagai berikut :
Efisiensi sambungan
) ( log
) (
b bw
induk am dari
boleh tegangan
sambuingan dari
boleh tegangan
(Lit 1 Hal 559) (2.25)
Besarnya efisiensi sambungan ditentukan berdasarkan bahan las, cara pengelasan, cara pemeriksaan dan keadaan tempat penggunaan sambungan.
Tabel 2.4 Efesiensi sambungan las
(Lit 1 hal 604)
BAB III
ANALISA PERHITUNGAN DAN KEKUATAN BAHAN
3.1 Analisa Perhitungan dan Kekuatan Pada Ulir
3.1.1 Ulir Sekerup pada Batang Penekan/Penahan
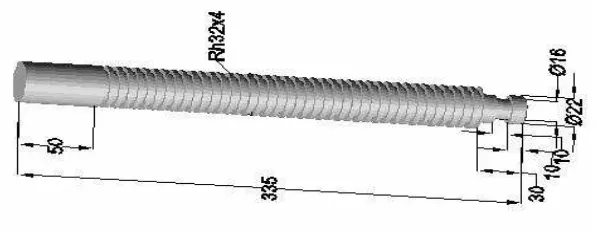
Didalam Perencanaan sekerup ini diasumsikan bahwa sekerup adalah
sebagai penahan dan dongkrak hidrolik adalah sebagai penekan. Sekerup
dirancang, dengan diameter luar 32 mm, ulir tunggal segi empat, panjang sekerup
225 mm, bahan JIS B 1051, faktor keamanan 5.
Kekuatan tarik bahan (σB) untuk jenis bahan JIS B 1051 adalah 60 – 80
kg/mm2. untuk bilangan kekuatan 6,6, 6,8, 6,9 (Lampiran Tabel B-3).
Gambar 3.1 Batang sekerup
14
Maka gaya tekan yang terjadi adalah
izin
Harga di dapat dilihat pada lampiran tabel B-4 untuk diameter luar ulir 32 mm
19 , 4023
F kg
Jadi gaya tekan maksimal yang terjadi adalah 4023,19 kg
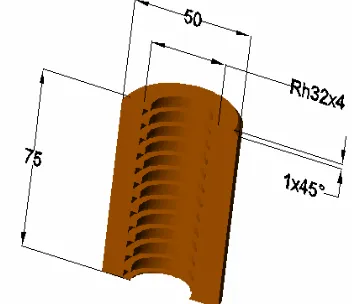
Sedangkan untuk mur direncanakan dari bahan JIS B 1052, dengan panjang
sekerup 75 mm, faktor keamanan 5. Kekuatan tarik bahan (σB) untuk jenis bahan
JIS B 1052 adalah 60 kg/mm2. untuk bilangan kekuatan 6 (Lampiran Tabel B-3).
Gambar 3.2 Mur sekerup
12
Maka gaya tekan yang terjadi adalah
izin
Jadi gaya tekan maksimal yang terjadi adalah 40729,725 kg
Jika sekerup digunakan sebagai penekan maka daya putar yang diperlukan untuk
memutar sekerup adalah
Jika harga gaya tekan adalah 4023,19 kg maka :
T 268510,985 kg.mm
Daya putar untuk menurunkan beban
2
T -124890,23 kg.mm
Tanda minus merupakan tanda putaran berlawanan arah jarum jam
Effisiensi menyeluruh
608
Karena panjang batang sekerup samapai dengan 335 mm maka ada kemungkinan
akan terjadi tekukan, maka untuk itu perlu dihitung beban kritis yang ditimbulkan
2
Jika modulus elastisitas baja (E) = 30 Mpsi = 206700 N/mm2
29
Jika faktor keamanan diambil 5, maka tekanan izin adalah
3.1.2 Ulir Whitworth Pada Batang Penyangga
Ulir pada batang penyangga dirancang dengan ulir Whitworth (W 11/16)
dengan 3 buah batang, panjang ulir 55 mm dan bahan ulir JIS B 1051, faktor
keamanan 5. kekuatan tarik bahan untuk bahan jenis JIS B 1051 40 kg/mm2 untuk
bilangan kekuatan 4,8, 4,6 (Lampiran Tabel B-3).
8
Maka gaya tekan yang terjadi adalah :
izin
Harga di dapat dilihat pada lampiran tabel B-6
)
mur15,56 mm, faktor keamanan 5. Kekuatan tarik bahan (σB) untuk jenis bahan
JIS B 1052 adalah 40 kg/mm2. untuk bilangan kekuatan 4 (Lampiran Tabel B-3).
8
Maka gaya tekan yang terjadi adalah
izin
3.1.3 Ulir Whitworth Pada Pelat Penahan/Penekan
Bila batang sekerup sebagai penekan maka baut pada pelat penekan akan
terjadi tegangan geser. Ulir pada pelat penyangga dirancang dengan ulir
Whitworth (W 3/8), panjang ulir 26 mm dan bahan ulir JIS B 1051.
Maka tegangan geser yang terjadi adalah: 268510,985
89
3.1.4 Ulir Whitworth Pada dongkrak
Batang ulir pada dongkrak dibuat dari bahan JIS B 1051 dengan kekuatan
tarik 50-70 kg/mm2 untuk bilangan kekuatan 5,6 dan 5,8 (Lampiran Tabel B-3),
ulir W ¾, panjang ulir 93,5 mm. Faktor keamanan 5.
14
Maka gaya tekan yang terjadi adalah
izin
Jadi gaya tekan maksimal yang terjadi adalah 1245,45 kg
3.2 Analisa Kekuatan Sambungan Las
3.2.1 Analisa kekuatan las pada pelat penahan
Pelat penahan berbentuk bulat dengan diameter 160 mm dan tebal 7 mm,
bahan baja karbon S30C. Panjang kaki pengelasan (h) 4 mm dan faktor keamanan
5. kekuatan tarik (σB) untuk jenis bahan ini adalah 55 kg/mm2.(Lampiran Tabel
Maka gaya tekan yang terjadi adalah :
izin
Jadi gaya tekan maksimal adalah 5526,4 kg
Gambar 3.3 Pelat penahan
Sedangkan gaya tekan untuk logam induk (Pelat penahan) adalah
Maka effisiensi sambungan (η) adalah
025
3.2.2 Analisa kekuatan las pada mur sekerup
Bahan dari mur sekerup telah diketahui yaitu dari bahan JIS B 1052,
dengan panjang sekerup 75 mm, Faktor keamanan 5, Panjang kaki pengelasan (h)
5 mm.
Maka gaya tekan yang terjadi adalah :
izin
Jadi gaya tekan maksimal adalah 9420 kg
Sedangkan gaya tekan untuk logam induk (mur sekerup) adalah
izin
)
Maka effisiensi sambungan (η) adalah
667
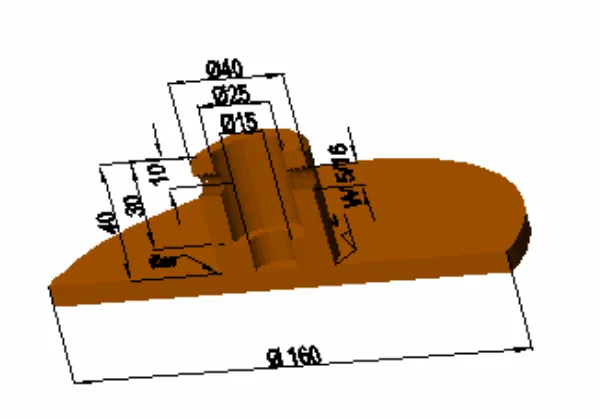
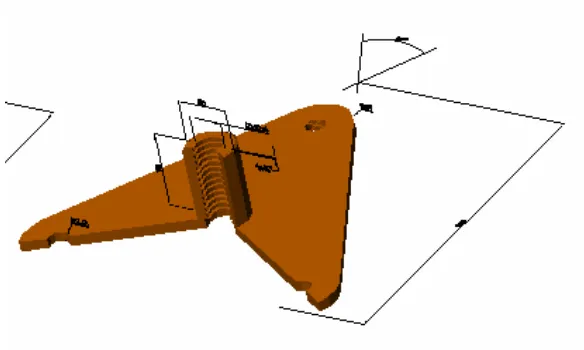
3.3 Analisa Kekuatan bahan pada Pelat penahan bagaian atas
Pelat penahan berbentuk segitiga, apabila batang sekerup sebagai penahan
maka pelat ini akan mendapat gaya tekan, pelat penahan dirancang dengan bahan
S30C, faktor keamanan 5. kekuatan tarik (σB) untuk jenis bahan ini adalah 55
kg/mm2.(Lampiran Tabel B-5).
11
Inersia. Bila gaya tekan adalah gaya tekan terpusat maka :
3
Jadi gaya tekan maksimal 68,96 kg
Gambar 3.4 Pelat penahan bagian atas
BAB IV
ANALISA PROSES PEMBUATAN MINYAK KELAPA
Dalam proses pembuatan minyak kelapa ini akan dilakukan tiga cara
pembuatan yaitu :
1. Cara kering (Dry Process)
2. Cara basah (Wet process)
3. Cara fermentasi
4.1 Proses pembuatan minyak kelapa dengan cara kering (Dry Process)
Dalam proses pembuatan minyak kelapa dibutuhkan 5 buah kelapa yang
sudah diparut. Adapun data-data mengenai kelapa adalah sebagai berikut :
Diameter kelapa : 13 – 14 cm
Tebal daging buah kelapa : 1 – 2 cm
Masa daging buah kelapa
yang sudah diparut
: 2,25 kg
Proses pembuatannya adalah sebagai berikut :
1. Kelapa yang sudah diparut dikeringkan dengan cara digongseng selama
beberapa menit sehingga :
Masa daging buah yang diparut = 2,25 kg
(a) (b)
Gambar 4.1 (a) Daging buah kelapa yang sudah diparut (b) daging buah
kelepa yang sudah dikeringkan
2. Melakukan pengepresan pada daging buah kelapa yang sudah dikeringkan.
Dari hasil pengepresan menghasilkan minyak 400 mL minyak kelapa dengan
masa ampas setelah dipress 1 kg.
Gambar 4.2 Minyak kelapa dengan proses kering
Pada proses kering hanya satu kali melakukan proses pengepresan. Alat
pres ini mampu mengepres dari 1,4 kg dipres menjadi 1 kg yang menghasilkan
400 mL, jadi kemampuan alat pres ini adalah 0,714
4 , 1 1
kg kg
, untuk pengepresan
minyak kelapa. Jika masa 400 mL minyak kelapa adalah 0,35 kg maka didalam 5
buah mengandung : 100% 15,55
25 , 2
35 , 0
buah kelapa adalah 100% 3,11 5
55 , 15
% minyak. Untuk keterangan
selengkapnya dapat dilihat pada tabel 4.1
Tabel 4.1 Data hasil pembuatan minyak kelapa pada proses kering untuk 5 buah
kelapa
Masa daging buah kelapa yang sudah diparut 2,25 kg
Masa sesudah dikeringkan 1,4 kg
Masa sesudah dipres 1 kg
Banyak minyak 400 mL (0,35 kg)
Kandungan minyak dalam kelapa 15,55 %
Rata-rata kandungan minyak untuk tiap buah
kelapa
3,11 %
Kandungan air dalam kelapa 37,77 %
Rata-rata kandungan air untuk tiap buah
kelapa
Diagram alir proses pembuatan minyak kelapa dapat dilihat pada gambar 4.3
Gambar 4.3 Diagram alir proses pembuatan minyak kelapa dengan proses kering Daging kelapa yang
sudah diparut dengan masa 2,25 kg
Pengeringan daging buah yang sudah
diparut. Catat masa sesudah
pengeringan.
Mulai
Pengepresan dengan alat pres pada daging buah yang sudah dikeringkan. Catat masa sesudah dipres dan banyaknya minyak yang dihasilkan
Berhenti
Selesai
4.2 Proses pembuatan minyak kelapa dengan cara basah (Wet Process)
Dalam proses pembuatan minyak kelapa dengan cara basah juga
dibutuhkan 5 buah kelapa yang sudah diparut dengan masa daging buah kelapa
yang sudah diparut sama yaitu 2,25 kg.
Proses pembuatannya adalah sebagai berikut :
1. Kelapa yang sudah diparut kemudian dipres. Dari hasil pengrepresan
menghasilkan 1 Liter santan kelapa dengan masa amapas 1,26 kg
Gambar 4.4 Santan kelapa hasil pengepresan
2. Santan yang sudah dipress kemudian dimasak untuk diuapkan airnya. Minyak
yang dapat dihasilkan ialah 205 mL
Gambar 4.5 Minyak kelapa dengan proses basah
3. Santan yang telah menjadi minyak, memiki sisa yang disebut ketak. Didalam
ketak tersebut masih mengandung minyak dan perlu dilakukan pengepresan.
(a) (b)
Gambar 4.6 (a) Ketak yang masih bercampur minyak (b) ketak sesudah dipres
Pada proses basah terdapat dua kali proses pengepresan yaitu pengepresan
santan kelapa dan pengepresan ketak kelapa. Pada pengepresan santan kelapa alat
pres ini mampu mengepres dari 2,25 kg dipres menjadi 1,26 kg yang
pengepresan minyak kelapa. Jadi minyak yang dihasilkan keseluruhan adalah 205
mL + 35 mL = 240 mL. Jika masa 240 mL minyak kelapa adalah 0,211 kg maka
selengkapnya dapat dilihat pada tabel 4.2
Tabel 4.2 Data hasil pembuatan minyak kelapa pada proses basah untuk 5 buah
kelapa
Masa daging buah kelapa yang sudah diparut 2,25 kg
Masa daging buah sesudah di pres 1,26 kg
Banyak santan 1 Liter
Banyak minyak 275 mL (0,211 kg)
Kandungan minyak dalam kelapa 9,37 %
Rata-rata kandungan minyak untuk tiap buah
kelapa
1,87 %
Kandungan air dalam kelapa 32,22 %
Rata-rata kandungan air untuk tiap buah
kelapa
6,44 %
Diagram alir proses pembuatan minyak kelapa dapat dilihat pada gambar 4.7
Gambar 4.7 Diagram alir proses pembuatan minyak kelapa dengan proses basah Daging kelapa yang
sudah diparut dengan masa 2,25 kg
Pengepresan daging buah yang sudah
diparut. Catat masa sesudah
pengepresan dan banyaknya santan. Mulai
Penguapan pada santan. Catat
banyaknya minyak yang dihasilkan dan masa ketak.
Berhenti
Selesai
Pengepresan pada ketak. Catat
banyaknya minyak yang dihasilkan dan masa ampas.
4.3 Proses pembuatan minyak kelapa dengan cara fermentasi
Dalam proses pembuatan minyak kelapa dengan cara fermentasi juga
dibutuhkan 5 buah kelapa yang sudah diparut dengan masa daging buah kelapa
yang sudah diparut sama yaitu 2,25 kg.
Proses pembuatannya adalah sebagai berikut :
1. Kelapa yang sudah diparut dikeringkan dengan cara fermentasi selama 2
minggu sehingga :
Masa daging buah yang diparut = 2,25 kg
Masa daging buah yang diparut yang difermentasi = 1 kg
2. Melakukan pengepresan pada daging buah kelapa yang sudah
difermentasikan. Dari hasil pengepresan menghasilkan minyak 300 mL
minyak kelapa dengan masa ampas setelah dipress 0,7 kg.
Gambar 4.8 Minyak kelapa dengan proses fermentasi
Pada proses fermentasi hanya satu kali melakukan proses pengepresan.
Alat pres ini mampu mengepres dari 1 kg dipres menjadi 0,7 kg yang
menghasilkan 300 mL, jadi kemampuan alat pres ini adalah 0,7
1 7 , 0
kg
kg
, untuk
maka didalam 5 buah mengandung : 100% 11,33 25
, 2
255 , 0
% minyak, maka
rata-rata untuk satu buah kelapa adalah % 2,26
5 33 ,
11
% minyak. Untuk keterangan
selengkapnya dapat dilihat pada tabel 4.3
Tabel 4.3 Data hasil pembuatan minyak kelapa pada proses fermentasi untuk 5
buah kelapa
Masa daging buah kelapa yang sudah diparut 2,25 kg
Masa sesudah difermentasikan 1 kg
Masa sesudah dipres 0,7 kg
Banyak minyak 300 mL (0,255 kg)
Kandungan minyak dalam kelapa 11,33 %
Rata-rata kandungan minyak untuk tiap buah
kelapa
2,26 %
Kandungan air dalam kelapa 55,55 %
Rata-rata kandungan air untuk tiap buah
kelapa
11,11%
Diagram alir proses pembuatan minyak kelapa dapat dilihat pada gambar 4.9
Gambar 4.9 Diagram alir proses pembuatan minyak kelapa dengan proses
fermentasi Daging kelapa yang sudah diparut dengan masa 2,25 kg
Pengeringan daging buah yang sudah diparut dengan difermentasikan selama 2 minggu Catat masa sesudah pengeringan.
Mulai
Pengepresan dengan alat pres pada daging buah yang sudah difermentasikan. Catat masa sesudah dipres dan banyaknya minyak yang dihasilkan
Berhenti
Selesai
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Setelah dilakukan analisa perhitungan dan kekuatan bahan maka dapat
diambil kesimpulan sebagai berikut :
Pada ulir :
1. Batang penekan (JIS B 1051), gaya tekan maksimal 4023,19 kg
2. Mur sekerup (JIS B 1052), gaya tekan maksimal 40729,725 kg
3. Batang penyangga (JIS B 1051), gaya tekan maksimal 593,80 kg
4. Mur pada batang penyangga (JIS B 1052), gaya tekan maksimal 3821,9 kg
5. Baut pada penahan (JIS B 1051), tegangan geser 268510,985 kg/mm2
6. Ulir pada dongkrak (JIS B 1051), gaya tekan maksimal 1245,45 kg
Pada sambungan las
1. Pelat penahan (S30C), panjang kaki pengelasan 4 mm, gaya tekan
maksimal 5526,4 kg, Effisiensi sambungan 0,025
2. Mur sekerup (JIS B 1052), panjang kaki pengelasan 5 mm, gaya tekan
maksimal, 9420 kg, Effisiensi sambungan 0,667
Setelah dilakukan analisa proses pembuatan minyak kelapa maka dapat
diambil kesimpulan sebagai berikut :
1. Proses kering (Dry process)
Masa daging buah kelapa yang sudah diparut 2,25 kg
Masa sesudah dikeringkan 1,4 kg
Masa sesudah dipres 1 kg
Banyak minyak 400 mL (0,35 kg)
Kandungan minyak dalam kelapa 15,55 %
Rata-rata kandungan minyak untuk tiap buah
kelapa
3,11 %
Kandungan air dalam kelapa 37,77 %
Rata-rata kandungan air untuk tiap buah
kelapa
7,55 %
Warna Kecokelatan
Aroma Beraroma kelapa
2. Proses basah (Wet process)
Masa daging buah kelapa yang sudah diparut 2,25 kg
Masa daging buah sesudah di pres 1,26 kg
Banyak santan 1 Liter
Banyak minyak 275 mL (0,211 kg)
Kandungan minyak dalam kelapa 9,37 %
Rata-rata kandungan minyak untuk tiap buah
kelapa
1,87 %
Rata-rata kandungan air untuk tiap buah
kelapa
6,44 %
Warna
Kecokelatan agak
jernih
Aroma Kurang sedap
3. Proses fermentasi
Masa daging buah kelapa yang sudah diparut 2,25 kg
Masa sesudah difermentasikan 1 kg
Masa sesudah dipres 0,7 kg
Banyak minyak 300 mL (0,255 kg)
Kandungan minyak dalam kelapa 11,33 %
Rata-rata kandungan minyak untuk tiap buah
kelapa
2,26 %
Kandungan air dalam kelapa 55,55 %
Rata-rata kandungan air untuk tiap buah
kelapa
11,11%
Warna Kecokelatan jernih
Aroma Kurang sedap
Dari ketiga proses memiliki keunggulan dan kelemahan, untuk proses kering
warna dari minyak yang dihasilkan kecokelatan (kurang jernih), tetapi hasil
minyaknya lebih banyak dan aromanya enak. Sedangkan untuk proses yang
lainnya hasil minyaknya lebih sedikit dan aromanya juga kurang sedap tetapi
warna minyaknya lebih bagus dibanding dengan proses kering. Jadi untuk ini
proses kering adalah yang bagus dan cepat. Bila untuk dipasarkan maka perlu
5.2 Saran
1. Untuk mendukung kelancaran dan akurasi hasil pengujian sebaiknya
dilakukan pemeriksaan dan kalibrasi terhadap instrumentasi dan alat ukur
setiap kali pengujian akan dilakukan
DAFTAR PUSTAKA
1. Harsano wiryasumarto. Teknologi Pengelasan Logam. PT. Pradya Paramita. Jakarta. 2004
2. Rindengan Berlin, Hengki Novarianto. Pembuatan dan Pemanfaatan Minyak Kelapa Murni. Penebar Swadaya. Jakarta. 2004.
3. Shigley, Joseph E. Perencanaan Teknik Mesin. Edisi ke-4. Erlangga. Jakarta. 1983.
4. Sularso dan Kiyokatsu Suga, Dasar Perencanaan dan Pemilihan
LAMPIRAN
Tabel A-1 Konversi satuan AS yang umum ke satuan SI
Tabel A-4 Konstantan kondisi ujung untuk kolom Euler
Konstanta kondisi-ujung C Kondisi ujung
kolom Harga
teoritis
Harga konservatif
Harga yang disarankan
Mati-bebas ¼ ¼ ¼
Bulat-bulat 1 1 1
Mati-bulat 2 1 1,2
Mati-mati 4 1 1,2
Tabel A-5 Konstantan fisik dan bahan
Tabel A-6 Sifat-sifat mekanis dari baja*
Tabel A-7 Sifat-sifat baja berkekuatan tinggi
Tabel B-1 Dimensi dari baut segi-enem yang selesai (ASA B18.2-1952)
Tabel B-2 Dimensi dari mur segi-enem dan mur penjepit segi enam yang selesai
(ASA B18.2-1952)
Tabel B-3 Bilangan kekuatan baut/sekerup mesin dan mur
Tabel B-4 Ukuran ulir sekerup segi empat
Tabel B-5 Baja karbon JIS G 4051
Tabel B-6 Ukuran ulir Withworth
Tabel C-1 Rumus-rumus sambungan las
11
PAND. ATAS
2
Ø160 Pelat Segitiga Atas
No. 1
Nama bagian
S30C
Bahan Keterangan
Pelat Penahan Press
Pelat Segitiga Bagian Tengah batang Ulir Penahan 2
Mur Batang Ulir Penahan Pelat Segitiga Bagian Bawah Ruang Pres
Pelat Penahan Bawah
Dudukan Pelat Segitiga Bagian Tengah Pelat Penahan Atas Batang Penyangga
Rh32x4 50 1x45°