PERANCANGAN MESIN PENCAMPUR KELAPA PARUT
DAN AIR PADA ALAT PEMERAS SANTAN KELAPA
DRAFT TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh:
BAGINDA AMIN SAGALA NIM: 090423023
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa yang
senantiasa memberikan rahmat dan karunia-Nya kepada penulis sehingga dapat
menyelesaikan laporan Tugas Sarjana ini dengan baik.
Kegiatan penelitian dilakukan di CV. Cendana Baru yang beralamat di
Jalan Cendana Baru No.5 Kecamatan Batang Kuis Kabupaten Deli Serdang.
CV. Cendana Baru ini merupakan suatu tempat yang menyediakan sarana bagi
mahasiswa yang ingin melakukan kegiatan rancang bangun.
Tugas Sarjana ini berjudul “PERANCANGAN MESIN PENCAMPUR
KELAPA PARUT DAN AIR PADA ALAT PEMERAS SANTAN
KELAPA”. Tugas sarjana ini bertujuan memenuhi persyaratan akademis
penyelesaian program Sarjana Teknik, Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini dan
penulis berharap agar laporan ini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Januari 2013
UCAPAN TERIMA KASIH
Puji dan Syukur kepada Tuhan Yang Maha Esa yang tiada hentinya
terucap atas selesainya Tugas Sarjana ini. Banyak pihak yang telah membantu
penulis baik berupa bimbingan dan bantuan moril serta materi sehingga Tugas
Sarjana ini dapat diselesaikan. Oleh karena itu, pada kesempatan ini penulis
mengucapkan terima kasih terutama kepada:
1. Ibu Ir. Khawarita Siregar, M.T. selaku Ketua Departemen Teknik Industri
Fakultas Teknik Universitas Sumatera Utara sekaligus selaku dosen wali
penulis yang telah memberikan izin pelaksanaan Tugas Sarjana ini, dukungan
dan motivasi serta perhatian yang diberikan kepada penulis dalam menjalani
kegiatan akademis.
2. Ibu Ir. Rosnani Ginting, M.T. selaku Koordinator Tugas Sarjana yang telah
memberikan dukungan dan motivasi kepada penulis dalam penyelesaian
Tugas Sarjana ini.
3. Bapak Ir. Mangara M. Tambunan, M.Sc. selaku Koordinator Tugas Sarjana
sekaligus Dosen Pembimbing I atas bimbingan, pengarahan, dan masukan
serta ilmu yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Nazlina, M.T. selaku Dosen Pembimbing II dan keluarga atas
kesediaannya meluangkan waktu untuk membimbing, memberikan arahan dan
masukan serta ilmu yang diberikan kepada penulis dalam penyelesaian Tugas
5. Bapak Ir. Ukurta Tarigan, M.T. selaku Dosen Pembanding I dan Ibu
Ir. Anizar, M.Kes. selaku Dosen Pembanding II yang telah memberikan
pengarahan dan masukan kepada penulis dalam penyelesaian Tugas Sarjana
ini.
6. Ibunda Esmeide Saragih dan Ayahanda Alm. Ir. Mangadi Sagala yang selalu
ada dan selalu memberikan semangat dalam bentuk apapun kepada penulis
dan selalu memberikan dukungan sepenuhnya dan doa untuk kelancaran
dalam penulisan Tugas Sarjana ini.
7. Abangnda Deddy J.F. Sagala, S.E. beserta keluarga, Kakanda Santhy H
Sagala, Amd. beserta keluarga, teristimewa buat Kakanda Elvina Winda
Sagala, S.H. dan keluarga, Kakanda Agape F.Y. Sagala, Amd. dan keluarga
yang tak pernah letih membantu penulis dalam menyelesaikan penulisan
Tugas Sarjana ini.
8. Bapak Tut Wuri Handayani, S.T Direktur CV. Cendana Baru serta karyawan
yang telah memberikan izin untuk mengadakan penelitian.
9. Om Andi yang selalu bersedia mengajari penulis dalam penyelesaian hasil
perancangan pada Tugas Sarjana ini.
10.Bapak Ir. A. Jabbar Rambe, M.Eng. selaku koordinator bidang Ergonomi dan
Dasar Perancangan.
11.Adinda tersayang Asti R Nainggolan yang selalu ada dan bersedia untuk
membantu penulis dalam menyelesaikan Tugas Sarjana ini baik doa,
12.Seluruh staff dan pegawai Departemen Teknik Industri Bang Tumijo, Bang
Nurmansyah, Bang Ridho dan Kak Dina atas bantuan dan tenaga yang telah
diberikan dalam memperlancar penyelesaian Tugas Sarjana ini
13.Sahabat-sahabat penulis Imam Ghazali, S.T. Jubel Hutagalung, S.T.
Nedi Abdillah, S.T. Deddy Nuela Sitepu, S.T. Dedi Susilo, S.T. Afriza
Sembiring, S.T. Wahyu Prasetyo Tarigan, Ridho Hurairah Tanjung, Dejoi
Situngkir, Doli Sinaga, Jevlen Simarmata yang tak bosan-bosannya memberi
dukungan dan semangat kepada penulis dalam penyelesaian Tugas Sarjana ini.
14.Herry Mayer Tambunan, Ventus Manurung, S.T. Okdi Sitepu, Adventinus
Telaumbanua, Deny Panggabean, Evalina Hutahaean, Mely Sitorus, S.T.
Gio F Tarigan, Lambok Tambunan, Ronny Nababan, Ahmad Yudi Arfan,
Liber Sibarani, S.T. Nita Silvya, S.T. Joni Nababan, Erinaldo Gultom, S.T.
dan seluruh teman-teman Ekstensi Stambuk 2009 yang namanya tidak dapat
disebutkan satu persatu.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Januari 2013
DAFTAR ISI
BAB Halaman
LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... v
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan dan Sasaran Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Batasan Masalah ... I-4
1.6. Asumsi yang Digunakan ... I-4
DAFTAR ISI (LANJUTAN)
BAB Halaman
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen ... II-1
2.3.1. Struktur Organisasi Perusahaan ... II-1
2.3.2. Tenaga Kerja dan Jam Kerja ... II-2
2.3.3. Sistem Pengupahan dan Fasilitas ... II-3
2.4. Proses Produksi ... II-3
2.4.1. Bahan Baku ... II-4
2.4.2. Bahan Penolong ... II-4
2.4.3. Bahan Tambahan ... II-5
2.5. Mesin dan Peralatan ... II-6
2.5.1. Mesin Produksi ... II-6
2.5.2. Peralatan ... II-9
III TINJAUAN PUSTAKA
3.1. Tanaman Kelapa ... III-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
3.2. Standard Nordic Questionnaire (SNQ) ... III-5 3.3. RULA (Rapid Upper Limb Assessment) ... III-6 3.4. Antropometri...III-11
3.4.1. Tiga Prinsip dalam Penggunaan Data Antropometri...III-12
3.4.2. Aplikasi Distribusi Normal dalam Penetapan
Data Antropometri...III-14
3.5. Viskositas...III-16
IV METODOLOGI PENELITIAN ... IV-1
4.1.Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-2
4.4.1. Defenisi Operasional ... IV-2
4.5. Instrumen Penelitian... IV-4
4.6. Pelaksanaan Penelitian ... IV-5
4.7. Pengumpulan Data ... IV-5
4.7.1. Data Primer ... IV-5
DAFTAR ISI (LANJUTAN)
BAB Halaman
4.8. Pengolahan Data... IV-6
4.9. Analisis Pemecahan Masalah ... IV-6
4.10. Kesimpulan dan Saran ... IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Elemen Kegiatan pada Kondisi Aktual Pencampuran ... V-1
5.1.2. Data Keluhan Musculoskeletal ... V-3
5.1.3. Data Antropometri... V-9
5.1.4. Data Kuantitas Santan dan Viskositas Santan ... V-12
5.2. Pengolahan Data... V-13
5.2.1. Penilaian Postur Kerja dengan Metode RULA ... V-13
5.2.2. Data Antropometri... V-17
5.2.1.1. Perhitungan Rata-rata, Standar Deviasi
Nilai Maksimum dan Nilai Minimum ... V-17
5.2.3. Perancangan Produk ... V-27
5.2.4. Proses Pencampuran Kelapa Parut dan Air Hangat
Menggunakan Mesin Pencampur Usulan ... V-30
DAFTAR ISI (LANJUTAN)
BAB Halaman
5.2.6. Waktu Siklus ... V-36
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Tingkat Keluhan Muskuloskeletal ... VI-1
6.2. Analisis Postur Kerja Usulan Menggunakan Metode RULA ... VI-3
6.3. Analisis Data Antropometri ... VI-6
6.4. Analisis Perbandingan Kuantitas Santan dan Viskositas Santan ... VI-6
6.5. Perbandingan Metode Kerja Aktual dan Metode Kerja Usulan... VI-8
6.6. Perancangan Standard Operating Procedure (SOP) ... VI-10
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel Halaman
2.1. Jumlah Tenaga Kerja... II-3
3.1. Komposisi Buah Kelapa ... III-2
3.2. Kandungan Nutrisi Santan Kelapa untuk Penyajian 107gr ... III-4
3.3. Skor Lengan Atas RULA ... III-8
3.4. Skor Lengan Bawah RULA ... III-8
3.5. Skor Pergelangan Tangan RULA ... III-9
3.6. Skor Leher RULA ... III-9
3.7. Skor Punggung RULA ... III-10
3.8. Skor Kaki RULA ... III-10
3.9. Kategori Tindakan RULA ... III-11
3.10. Macam Percentile dan Cara Perhitungan dalam Distribusi Normal ... III-15 5.1. Data Standard Nordic Questionniare (SNQ) Operator ... V-5
5.2. Rekapitulasi Hasil SNQ ... V-8
5.3. Data Antropometri Operator ... V-11
5.4. Kuantitas Santan dan Viskositas Santan dengan Pencampuran
Menggunakan Tangan dan Pemerasan Menggunakan Alat Peras
Aktual ... V-13
5.5. Kuantitas Santan dan Viskositas Santan dengan Pencampuran
5.6. Skor Lengan Atas RULA ... V-15
5.7. Rekapitulasi Postur Kerja Grup A RULA ... V-16
5.8. Skor Berat dan Otot RULA ... V-16
5.9. Total Skor Grup A ... V-16
5.10. Skor Leher RULA ... V-17
5.11. Rekapitulasi Postur Kerja Grup B RULA ... V-18
5.12. Skor Berat dan Otot RULA ... V-18
5.13. Total Skor Grup B ... V-18
5.14. Rekapitulasi Grup A dan Grup B RULA ... V-18
5.15. Kategori Tindakan RULA ... V-19
5.16. Hasil Pengukuran dengan X,σ,Xmin dan Xmax………..…….
5.17. Uji Keseragaman Data Dimensi Tubuh Tinggi Siku Berdiri (TSB) ... V-22
V-21
5.18. Uji Keseragaman Data Dimensi Tubuh Tinggi Siku Berdiri (TSB)
Revisi I ... V-25
5.19. Rekapitulasi Uji Keseragaman Data ... V-27
5.20. Rekapitulasi Uji Kecukupan Data ... V-27
5.21. Uji Chi-Square ... V-29 5.22. Kuantitas Santan dan Viskositas Santan dengan Menggunakan Mesin
Pencampuran Usulan ... V-34
5.23. Metode Kerja Pencampur Aktual ... V-35
5.24. Metode Kerja Pencampur Usulan ... V-35
6.1. Skor Lengan Atas RULA ... VI-3
6.2. Rekapitulasi Postur Kerja Usulan Grup A RULA ... VI-4
6.3. Skor Leher RULA ... VI-5
6.4. Rekapitulasi Postur Kerja Usulan Grup B RULA ... VI-5
6.5. Rekapitulasi Postur Kerja Usulan Grup A dan Grup B RULA ... VI-5
6.6. Kategori Tindakan RULA Usulan ... VI-6
6.7. Kuantitas Santan dan Viskositas Santan dengan Pencampuran
Menggunakan Tangan dan Pemerasan Menggunakan Alat Peras
Aktual ... VI-7
6.8. Kuantitas Santan dan Viskositas Santan dengan Pencampuran
dan Pemerasan Menggunakan Menggunakan Tangan ... VI-7
6.9. Kuantitas Santan dan Viskositas Santan dengan Menggunakan Mesin
Pencampuran Usulan ... VI-8
6.10. Metode Kerja Aktual ... VI-8
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi CV. Cendana Baru ………II-2
3.1. Buah Kelapa ... III-2
3.2. Standard Nordic Questionnaire ... III-6 3.3. Postur Lengan Atas RULA ... III-7
3.4. Postur Lengan Bawah RULA... III-8
3.5. Postur Pergelangan Tangan RULA ... III-8
3.6. Postur Leher RULA ... III-9
3.7. Postur Punggung RULA ... III-10
3.8. Kurva Distribusi Normal dengan Persentil 95-th ... III-15
3.9. House of Quality ... III-30
4.1. Kerangka Konseptual Penelitian……….IV-2
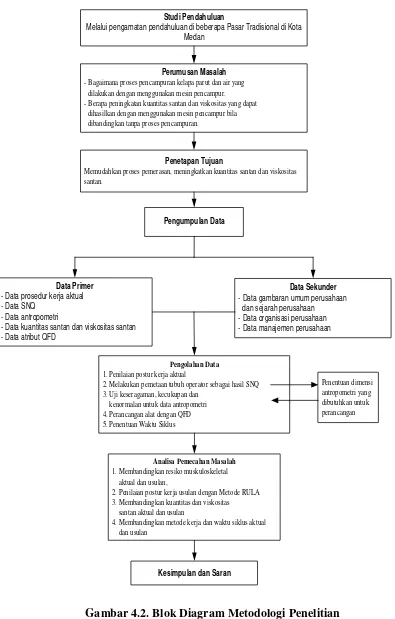
4.2. Blok Diagram Metodologi Penelitian ... IV-7
5.1. Mengaduk Kelapa Parut Sebelum Dicampur Air... V-1
5.2. Menuang Air ke Dalam Ember yang Berisi Kelapa Parut ... V-2
5.3. Mencampur Kelapa Parut yang Telah Ditambahkan Air ... V-2
5.4. Meremas Campuran Sebelum Proses Pemerasan ... V-3
5.5. Hasil Penyebaran SNQ Pekerja ... V-7
5.6. Postur Tubuh Operator Mengaduk Kelapa Parut ... V-14
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
5.8. Postur Tubuh Operator Mencampur Kelapa Parut ... V-16
5.9. Penilaian Leher RULA ... V-16
5.10. Kurva Tinggi Siku Berdiri (TSB) ... V-22
5.11. Kurva Tinggi Siku Berdiri (TSB) Revisi I ... V-25
5.12. Mesin Pencampur Kelapa Parut dan Air Usulan 3 Dimensi ... V-29
5.13. Dimensi Mesin Pencampur Kelapa Parut dan Air Usulan ... V-29
5.14. Mesin Pencampur Kelapa Parut dan Air Usulan... V-30
5.15. Proses Memasukan Kelapa Parut ke Dalam Wadah Pencampur ... V-31
5.16. Proses Memasukan Air Hangat ke Dalam Wadah Pencampur ... V-31
5.17. Proses Meletakan Wadah Pencampur ... V-32
5.18. Proses Pencampuran... V-32
5.19. Proses Mengeluarkan Wadah Pencampur ... V-33
5.20. Proses Mengeluarkan Hasil Pencampuran ... V-33
6.1. Hasil Penilaian SNQ Menggunakan Mesin Pencampur Usulan………….VI-1
6.2. Postur Tubuh Operator Pada Proses Pencampuran
Menggunakan Mesin Pencampur Usulan………...………….VI-3
6.3. Penilaian Lengan Atas RULA ... VI-3
DAFTAR LAMPIRAN
Lampiran Halaman
1. Standard Nordic Questionnaire ... L-1 2. Postur Kerja Aktual Menggunakan Metode RULA ... L-2
3. Postur Kerja Usulan Menggunakan Metode RULA ... L-11
4. Peta Kontrol Dimensi Tubuh Antropometri ... L-16
5. Tabel Distribusi Normal ... L-17
ABSTRAK
Santan merupakan cairan yang berwarna putih dan kental, yang diperoleh dengan cara memeras daging kelapa segar yang telah diparut atau dihancurkan dengan penambahan air. Dalam industri makanan di Indonesia, peran santan sangat penting baik sebagai penambah aroma, cita rasa dan perbaikan tekstur bahan pangan hasil olahan. Pemanfaatan santan pada umumnya adalah untuk bahan campuran masakan baik di rumah tangga, restoran maupun industri rumahan, seperti pembuatan panganan seperti kue. Dalam proses pencampuran daging kelapa parut dan air untuk menghasilkan santan kelapa, kebanyakan masih menggunakan cara tradisonal dengan cara meremas-remas kelapa parut dengan tujuan agar santan yang dapat dihasilkan menjadi lebih banyak dan selanjutnya dilakukan proses pemerasan dengan menggunakan tangan ataupun menggunakan alat pemeras untuk menghasilkan santan yang diinginkan. Cara tersebut meyebabkan beberapa keluhan anggota tubuh yang dialami oleh pedagang santan yang ada di pasar ketika melakukan proses pencampuran.
Salah satu upaya untuk mengatasi hal tersebut adalah merancang mesin pencampur kelapa parut dan air hangat guna menghilangkan keluhan yang dialami pedagang santan dan dapat meningkatkan kuantitas santan dan viskositas santan.
Sebelum usulan perancangan mesin pencampur kelapa parut dan air hangat dibuat, tahapan yang dilakukan yaitu penilaian keluhan yang dialami operator pemeras santan dengan melakukan penyebaran kuisioner SNQ, melakukan penilaian level tindakan dengan metode RULA, selanjutnya dilakukan penentuan dimensi antropometri yang sesuai untuk perancangan mesin pencampur dan perhitungan waktu siklus.
Setelah perancangan mesin pencampur dibuat, dilakukan pengujian terhadap mesin pencampur dan diperoleh kenaikan kuantitas santan yang terjadi selama proses pencampuran sebanyak 20% dengan putaran mesin pencampur 1000 rpm dan kenaikan sebanyak 30% dengan putaran mesin pencampur 1500 rpm. Kenaikan juga terjadi pada tingkat viskositas santan melalui proses pencampuran sebelum dilakukan proses pemerasan kelapa parut.
ABSTRAK
Santan merupakan cairan yang berwarna putih dan kental, yang diperoleh dengan cara memeras daging kelapa segar yang telah diparut atau dihancurkan dengan penambahan air. Dalam industri makanan di Indonesia, peran santan sangat penting baik sebagai penambah aroma, cita rasa dan perbaikan tekstur bahan pangan hasil olahan. Pemanfaatan santan pada umumnya adalah untuk bahan campuran masakan baik di rumah tangga, restoran maupun industri rumahan, seperti pembuatan panganan seperti kue. Dalam proses pencampuran daging kelapa parut dan air untuk menghasilkan santan kelapa, kebanyakan masih menggunakan cara tradisonal dengan cara meremas-remas kelapa parut dengan tujuan agar santan yang dapat dihasilkan menjadi lebih banyak dan selanjutnya dilakukan proses pemerasan dengan menggunakan tangan ataupun menggunakan alat pemeras untuk menghasilkan santan yang diinginkan. Cara tersebut meyebabkan beberapa keluhan anggota tubuh yang dialami oleh pedagang santan yang ada di pasar ketika melakukan proses pencampuran.
Salah satu upaya untuk mengatasi hal tersebut adalah merancang mesin pencampur kelapa parut dan air hangat guna menghilangkan keluhan yang dialami pedagang santan dan dapat meningkatkan kuantitas santan dan viskositas santan.
Sebelum usulan perancangan mesin pencampur kelapa parut dan air hangat dibuat, tahapan yang dilakukan yaitu penilaian keluhan yang dialami operator pemeras santan dengan melakukan penyebaran kuisioner SNQ, melakukan penilaian level tindakan dengan metode RULA, selanjutnya dilakukan penentuan dimensi antropometri yang sesuai untuk perancangan mesin pencampur dan perhitungan waktu siklus.
Setelah perancangan mesin pencampur dibuat, dilakukan pengujian terhadap mesin pencampur dan diperoleh kenaikan kuantitas santan yang terjadi selama proses pencampuran sebanyak 20% dengan putaran mesin pencampur 1000 rpm dan kenaikan sebanyak 30% dengan putaran mesin pencampur 1500 rpm. Kenaikan juga terjadi pada tingkat viskositas santan melalui proses pencampuran sebelum dilakukan proses pemerasan kelapa parut.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Tanaman kelapa merupakan salah satu tanaman serbaguna yang memiliki
nilai ekonomis yang tinggi. Seluruh bagian pohon kelapa dapat dimanfaatkan
untuk kepentingan manusia. Buah dari tanaman kelapa ini dapat diolah menjadi
berbagai macam produk, salah satunya adalah santan. Santan merupakan cairan
yang berwarna putih dan kental, yang diperoleh dengan cara memeras daging
kelapa tua segar yang telah diparut atau dihancurkan dengan atau tanpa
penambahan air. Dalam industri makanan di Indonesia, peran santan sangat
penting baik sebagai penambah aroma, cita rasa dan perbaikan tekstur bahan
pangan hasil olahan. Pemanfaatan santan pada umumnya adalah untuk bahan
campuran masakan baik di rumah tangga, restoran maupun industri rumahan,
seperti pembuatan panganan seperti kue.
Dalam proses pemerasan daging kelapa parut untuk menghasilkan santan
kelapa, kebanyakan masih menggunakan cara tradisonal (skala industri rumah
tangga) sehingga santan yang diperoleh dalam jumlah yang sedikit. Cara
tradisional yang dimaksud adalah selama melakukan proses pencampuran kelapa
dengan air masih menggunakan tangan. Tetapi proses tersebut dapat
mengakibatkan santan yang akan dihasilkan akan cepat basi dikarenakan
terkontaminasi oleh tangan selama proses pencampuran. Berdasarkan hasil
pedagang kelapa yang berada di Pasar Pringgan, dalam sehari pedagang tersebut
mampu memeras kelapa lebih kurang 500 buah. Sebelum pemerasan dilakukan,
pedagang melakukan pencampuran kelapa parut dan air dengan menggunakan
tangan. Selama proses pencampuran pedagang sering mengalami keluhan pada
bagian tangan, lengan dan bahu. Hal tersebut dikarenakan adanya kontraksi otot
selama melakukan proses tersebut. Otot-otot akan menegang dan pembuluh darah
akan mengecil dan menimbulkan Musculoskeletal Disorders (MSDs) atau cedera
pada sistem musculoskeletal. Keluhan ini berupa rasa nyeri pada bagian-bagian otot skeletal yang mendapat pembebanan yang melebihi batas kemampuan
pekerja.
Untuk memperbaiki hasil pencampuran kelapa parut dan air, maka peneliti
melakukan suatu terobosan. Terobosan tersebut adalah merancang mesin
pencampuran kelapa parut dan air. Diharapkan dengan adanya mesin pencampur
ini dapat meminimalisir keluhan yang dialami pekerja, meningkatkan kualitas
santan, kuantitas santan dan meningkatkan kekentalan santan
1.2. Rumusan Permasalahan
Berdasarkan latar belakang yang sudah diuraikan di atas, maka dapat
dirumuskan permasalahannya yaitu:
1. Bagaimana proses pencampuran kelapa parut dan air yang dilakukan
dengan menggunakan mesin pencampur, sehingga kuantitas santan yang
2. Berapa peningkatan kuantitas santan dan viskositas yang dapat dihasilkan
dengan menggunakan mesin pencampur jika dibandingkan tanpa proses
pencampuran terlebih dahulu?
1.3. Tujuan dan Sasaran Penelitian
Tujuan dari penelitian ini adalah perancangan mesin pencampur kelapa
parut dan air agar dapat memudahkan waktu proses pemerasan, meningkatkan
kuantitas santan dan viskositas santan.
Untuk mencapai tujuan dari penelitian, maka sasaran penelitian ini adalah:
1. Menentukan jumlah air dan jumlah kelapa parut.
2. Mengetahui peningkatan kualitas santan, kuantitas santan dan mengetahui
nilai viskositasnya.
1.4. Manfaat Penelitian
Adapun manfaat yang ingin diperoleh dari penelitian ini adalah:
1. Dapat memberikan informasi tentang proses pencampuran kelapa parut
dan air sebelum dilakukan proses pemerasan untuk menghasilkan santan.
2. Meningkatkan pendapatan bagi pedagang santan tanpa merugikan
konsumen yang akan mempergunakan santan tersebut.
3. Diharapkan dapat menjadi referensi dan sumber bacaan baik untuk
kepentingan pribadi maupun untuk kepentingan kajian pembelajaran dan
1.5. Batasan Masalah
Pada penelitian ini, batasan masalah yang dilakukan untuk mencapai
tujuan dari penelitian adalah:
1. Dalam penelitian ini, kekuatan pengelasan, dan proses manufaktur yang
digunakan untuk membuat mesin ini tidak dibahas.
2. Dalam penelitian ini, tidak dibahas mengenai jenis-jenis dari kelapa yang
digunakan sebagai bahan penelitian.
3. Air yang digunakan untuk pencampuran adalah air hangat.
1.6. Asumsi yang Digunakan
Asumsi-asumsi yang dapat digunakan dalam membahas permasalahan
tersebut antara lain:
1. Alat pencampur kelapa parut dan air yang digunakan bekerja dalam
keadaan baik.
2. Umur kelapa parut yang digunakan selama penelitian dianggap sama.
3. Halus dan kasarnya daging kelapa yang diparut selama penelitian dianggap
1.7. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan tugas sarjana ini disusun sebagai berikut:
BAB I PENDAHULUAN. Pada bab ini akan diuraikan mengenai latar belakang
permasalahan, rumusan permasalahan, tujuan penelitian, manfaat penelitian,
batasan dan asumsi yang digunakan, serta sistematika penulisan tugas sarjana.
BAB II GAMBARAN UMUM PERUSAHAAN. Pada bab ini akan diuraikan
sejarah dan gambaran umum perusahaan, organisasi dan manajemen.
BAB III LANDASAN TEORI. Pada bab ini diuraikan mengenai
tinjauan-tinjauan kepustakaan yang berisi teori-teori yang digunakan dalam analisis
pemecahan masalah.
BAB IV METODOLOGI PENELITIAN. Pada bab ini berisi tahapan-tahapan
penelitian mulai dari persiapan hingga penyusunan laporan tugas sarjana.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA. Pada bab ini
memuat data-data hasil penelitian yang diperoleh dari hasil pengamatan dan
pengukuran yang dilakukan di lapangan sebagai bahan untuk melakukan
pengolahan data yang digunakan sebagai dasar pada pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH. Pada bab ini akan dianalisis
hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN. Bab ini berisikan kesimpulan yang
dapat diambil oleh penulis dari hasil penelitian ini serta rekomendasi saran-saran
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Cendana Baru merupakan usaha yang bergerak dibidang perancangan
alat yang didirikan oleh Bapak Tut Wuri Handayani, S.T sejak tahun 1990.
CV. Cendana Baru berlokasi di Jalan Cendana Baru No.5 Kecamatan Batang
Kuis, Kabupaten Deli Serdang.
2.2. Ruang Lingkup Bidang Usaha
CV. Cendana Baru merupakan salah satu usaha yang tergolong dalam
Usaha Kecil Menengah (UKM) yang bergerak dalam bidang industri pengelasan.
CV. Cendana Baru membuat beberapa macam produk antara lain alat pemeras
kelapa, mesin pengaduk nira, mesin pencacah sampah, dan mesin-mesin alat
pertanian lainnya. Produk ini diproduksi untuk dijual dengan ukuran yang sudah
ada dan juga dapat membuat produk yang berdasarkan permintaan konsumen.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi adalah bagian yang menggambarkan hubungan kerja
sama antara dua orang atau lebih dengan tugas yang saling berkaitan untuk
jawab serta hubungan satu sama lain dapat digambarkan pada suatu struktur
organisasi, sehinga para pegawai dan karyawan mengetahui dengan jelas apa
tugas yang harus dilakukan, dari siapa perintah diterima dan kepada siapa harus
bertanggung jawab.
CV. Cendana Baru memiliki struktur organisasi yang berbentuk lini.
Bentuk lini atau hubungan garis ditunjukkan dengan hubungan pimpinan (pemilik
usaha) kepada operator masing-masing stasiun kerja yang dibawahnya, mereka
hanya betanggung jawab kepada satu pimpinan. Struktur organisasi di
CV. Cendana Baru dapat dilihat pada Gambar 2.1.
DIREKTUR UTAMA
DIREKTUR TEKNIK DIREKTUR KEUANGAN
MANAGER PEMASARAN WORKSHOP ENGINEER
SITE MANAGER
SAFETY OFFICER SUPERVISOR
WORKERS WORKERS
Sumber: CV. Cendana Baru
2.3.2. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja di CV. Cendana Baru pada saat ini berjumlah 15
orang. Dengan uraian jumlah operator setiap bagiannya seperti pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja
Jenis Pekerjaan Jumlah (Orang)
Direktur Utama 1
Direktur Teknik 1
Direktur Keuangan 1
Site Manager 1
Safety Officer 1
Supervisor 1
Workers 9
Total 15
Sumber : CV. Cendana Baru
Hari kerja di CV. Cendana Baru sebanyak 6 (enam) hari kerja dari hari
Senin sampai hari Sabtu. Jam kerja setiap hari dimulai pukul 08.00 WIB sampai
pukul 17.00 WIB dengan waktu istirahat selama 1 (satu) jam dimulai pukul 12.00
WIB sampai pukul 13.00 WIB.
2.3.3. Sistem Pengupahan dan Fasilitas
Sistem pengupahan di CV. Cendana Baru tergantung pada posisi kerja
operator. Untuk operator bagian pengelasan dibayar secara harian, untuk operator
bagian pemotongan dibayar secara mingguan. Operator tidak diberikan fasilitas
2.4. Proses Produksi
Proses produksi merupakan suatu proses transformasi (mengalami
perubahan bentuk secara fisik dan kimia) yang mengubah input yang berupa bahan baku, mesin, peralatan, modal, energi, tenaga kerja menjadi output
sehingga memiliki nilai tambah.
CV. Cendana Baru merupakan perusahaan pembuat mesin-mesin
pertanian. Seperti mesin pengaduk nira, mesin pemeras santan, alat pencetak
briket, serta mesin- mesin lain sesuai dengan pesanan pelanggan. Proses
pengerjaan dilakukan dengan menggunakan mesin semi otomatis dan peralatan
manual.
2.4.1. Bahan Baku
Bahan baku adalah bahan utama atau bahan dasar yang digunakan dalam
suatu proses produksi, dimana sifat dan bentuknya akan mengalami perubahan
fisik maupun kimia yang langsung ikut dalam proses produksi sampai
dihasilkannya barang jadi.
Bahan baku yang digunakan dalam pembuatan berbagai produk adalah plat
besi.
2.4.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
yang sifatnya hanya membantu atau mendukung kelangsungan produksi untuk
secara tidak langsung mempengaruhi kualitas dan fungsi produk. Bahan penolong
yang digunakan pada proses produksi, yaitu:
a. Thinner.
Thinner digunakan untuk membantu mempercepat proses pengeringan cat dan
juga membersihkan plat yang terkena cairan yang tidak di inginkan.
b. Argon.
Argon digunakan untuk melakukan proses pengelasan dengan metode GTAW
(Gas tungsten Arc Welding) sebagai las permulaan atau las akar.
c. Oksigen.
Oksigen digunakan untuk proses pemotongan plat yang ukurannya tebal dari 3
mm sampai 22 mm.
d. Air
Air digunakan untuk cairan pendingin pada saat proses pengeboran
berlangsung sehingga mata bor tidak mengalami keausan dan juga digunakan
untuk pendiginan pada saat pengelasan.
2.4.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada produk akhir yang
berfungsi sebagai pelengkap dan memberikan citra pada produk akhir. Adapun
a. Elektroda
Elektroda digunakan pada proses pengelasan atau pada saat penggabungan
antara plat/ besi yang satu dengan yang lainnya.
b. Cat
Cat yang digunakan berupa cat kaleng khusus untuk besi. Dimana cat ini
digunakan untuk selain sebagai pelapis untuk rangka juga untuk penanda
komponen yang sedang dikerjakan.
2.5. Mesin dan Peralatan
2.5.1. Mesin Produksi
Mesin produksi yang digunakan untuk mendukung pelaksanaan produksi
pada CV. Cendana Baru adalah sebagai berikut:
1. Mesin Potong Manual
Mesin potong manual adalah mesin yang digunakan untuk memotong plat paja
yang tebal. Ukuran ketebalan yang dipotong untuk mesin potong manual ini
adalah 3 mm sampai 22 mm.. Berikut ini adalah spesifikasi mesin potong
manual yaitu :
Merek : Stako
2. Mesin Gerinda Tangan
Gerinda tangan adalah mesin yang berfungsi sebagai penghalus permukaan plat
dan sambungan las. Mesin gerinda ini digerakkan dengan motor listrik. Berikut
ini adalah spesifkasi mesin gerinda tangan yaitu :
Merek : Techno
Putaran : 1420 rpm
Daya : 1,2 Kw
Arus : 22 A
Tegangan : 380 V
Buatan : Jepang
Jumlah : 5 Unit
3. Mesin Gerinda Berdiri
Mesin gerinda berdiri adalah mesin yang berfungsi menajamkan dan
membentuk mata pahat. Mesin gerinda berdiri memiliki penggerak motor
listrik. Mata gerinda terdiri dari duah unit yang terletak dikanan dan kiri
Berikut ini adalah spesifikasi mesin gerinda berdiri yaitu:
Merek : Chuang
Putaran : 1440 rpm
Tegangan : 380 V
Cos φ : 0,85
Buatan : China
Jumlah : 2 Unit
4. Mesin Rolling
Mesin Rolling motor adalah mesin yang berfungsi untuk membulatkan plat baja. Ketebalan lembaran plat baja yang biasa dibulatkan ialah 22 mm. Mesin
ini memiliki tiga pasang roller dimana penggeraknya adalah motor listrik. Berikut ini adalah spesifikasi mesin Rolling yaitu:
Model : RM-3 ( 1 unit)
Putaran : 1450 rpm
Daya : 1,2 Kw
Merek : Perfekt
Buatan : Rusia
5. Mesin Las Listrik
Mesin las listrik berfungsi sebagai pembawa arus listrik ke tangkai elektroda.
Model : WM (10 unit)
Daya : 5,5 KW
Tegangan : 380 V
Buatan : Jepang
Jumlah : 5 Unit
6. Mesin Bor
Mesin bor adalah mesin melubangi drum shell.. Berikut ini adalah spesifikasi
dari mesin bor yaitu :
Model : DM (2 unit)
Type : VR 82
Kecepatan : 3 HP
Tegangan : 220 V
Buatan : Rusia
7. Mesin Potong Pipa
Mesin ini berfungsi untuk memotong pipa header yang berdiameter besar.
Berikut ini adalah spesifikasi mesin potong yaitu :
Merek : Webber
Daya : 0,6
Arus : 3,6 A
Frekuensi : 50 Hz
Kecepatan : 6 HP
Buatan : Belgia
8. Mesin kompresor (5 Unit)
Tegangan : 380 V
Arus : 3 A
Frekuensi : 50 Hz
Putaran : 750 rpm
9. Mesin Bubut horizontal
Merek : Weipert
Tegangan : 380 V
Arus : 3 A
Frekuensi : 50 Hz
Putaran : 750 rpm
2.5.2. Peralatan
Peralatan yang mendukung kelancaran proses produksi pada perusahaan
CV. Cendana Baru adalah :
1. Kereta sorong
Kereta sorong digunakan sebagai peralatan untuk memindahkan barang dengan
jarak yang dekat dan jumlah yang sedikit.
2. Timbangan
Timbangan berfungsi untuk multicyclon yang akan bawa dari pemasok. Timbangan yang digunakan adalah timbangan ukuran 1 ton sebanyak 1 unit.
3. Alat angkut Forklift
Forklift digunakan untuk memindahkan barang-barang yang banyak dan dengan jumlah yang besar. Forklift biasa digunakan dalam hal memindahkan
produk dari ruang produksi ke gudang produk jadi, dan memindahkan produk
BAB III
TINJAUAN PUSTAKA
3.1. Tanaman Kelapa
Kelapa (Cocos Nucifera L) merupakan komoditas strategis yang memiliki
peran sosial, budaya, dan ekonomi dalam kehidupan masyarakat Indonesia.
Manfaat tanaman kelapa tidak saja terletak pada daging buahnya yang dapat
diolah menjadi santan, kopra, dan minyak kelapa, tetapi seluruh bagian tanaman
kelapa mempunyai manfaat yang besar. Demikian besar manfaat tanaman kelapa
sehingga ada yang menamakannya sebagai pohon kehidupan (the tree of life) atau
pohon surga (a heaven tree) (Asnawi dan Darwis 1985). Kelapa selain dijuluki sebagai pohon kehidupan, juga menamakannya sebagai pohon surga. Kelapa
merupakan tanaman tropis yang telah lama dikenal masyarakat Indonesia. Salah
satu bagian kelapa yang mempunyai banyak manfaat adalah daging buah
(Palungkung, 2004). Banyak sekali produk-produk yang dapat dihasilkan oleh
kelapa antara lain santan, gula, air kelapa segar, lidi, janur, dan daging kelapa.
Selain itu masih ada lagi produk yang dihasilkan dari tanaman kelapa seperti
arang, sabut, dan industri kerajinan tangan. Bahkan limbah pengolahan minyak
kelapa juga masih dapat digunakan sebagai pakan ternak.
Buah kelapa berbentuk bulat memanjang dengan ukuran kurang lebih
sebesar kepala manusia. Buah kelapa berdasarkan umurnya dibagi tiga golongan,
yaitu kelapa muda, kelapa setengah tua dan kelapa tua. Buah kelapa muda
berumur 11-13 bulan (Nainggolan dan Sitinjak, 1977). Komposisi buah kelapa tua
terdiri dari 35 persen sabut, 12 persen tempurung, 28 persen daging buah dan 25
[image:39.595.201.389.202.332.2]persen air buah (Djatmiko et. al., 1981).
Gambar 3.1. Buah kelapa
Daging buah kelapa kaya akan lemak dan karbohidrat, serta protein dalam
jumlah sedang. Daging buah kelapa adalah bagian yang paling banyak digunakan
untuk produk pangan. Daging buah kelapa merupakan salah satu sumber minyak
dan protein yang penting. Daging buah kelapa dapat diolah menjadi kopra,
minyak dan santan. Komposisi kimia daging buah kelapa bervariasi menurut
tingkat kematangan dan varietas buah kelapa. Kadar lemak tertinggi terdapat pada
daging buah kelapa tua. Protein daging buah kelapa mempunyai nilai yang tinggi
karena mengandung beberapa asam amino esensial. Adapun komposisi buah
kelapa terdapat pada Tabel 3.1. berikut.
Tabel 3.1. Komposisi Buah Kelapa
Kandungan Buah Kelapa Kelapa Muda Kelapa Setengah Tua Kelapa Tua
Kalori (kal) 68 180 359
Air (gr) 83,3 70 46,9
Protein (gr) 1 4 3,4
Lemak (gr) 0,9 15 34,7
Tabel 3.1. Komposisi Buah Kelapa (lanjutan)
Kandungan Buah Kelapa Kelapa Muda Kelapa Setengah Tua Kelapa Tua
Kalsium (mg) 7 8 21
Fosfor (mg) 30 55 98
Besi (mg) 1 1,3 2
Vitamin A (SI) 0 10 0
Vitamin B1 (mg) 0,06 0,05 0,1
Vitamin C (mg) 4 4 2
Sumber: Direktorat Gizi 1981
Supadi dan Nurmanaf (2006) menjelaskan bahwa kelapa merupakan
tanaman perkebunan dengan areal terluas di Indonesia, lebih luas dibanding karet
dan kelapa sawit, dan menempati urutan teratas untuk tanaman budi daya setelah
padi. Kelapa menempati areal seluas 3,70 juta ha atau 26% dari 14,20 juta ha
total areal perkebunan. Sekitar 96,60% pertanaman kelapa dikelola oleh petani
dengan rata-rata pemilikan 1 ha/KK (Allorerung dan Mahmud 2003), dan
sebagian besar diusahakan secara monokultur (97%), kebun campuran atau
sebagai tanaman pekarangan.
3.1.1. Santan Kelapa
Santan kelapa merupakan cairan putih kental hasil ekstraksi dari kelapa
yang dihasilkan dari daging kelapa yang diparut dan kemudian diperas dengan
penambahan air. Santan mempunyai rasa lemak dan digunakan sebagai perasa
yang menyedapkan masakan menjadi gurih. Santan juga mudah rusak jika
dipanaskan pada suhu yang relatif tinggi. Hal ini biasanya tidak diinginkan, untuk
mengatasi masalah ini biasanya santan terus diaduk selama pemanasan ketika
santan mulai mendidih. Pemarutan merupakan tahap pendahuluan dalam
memperoleh santan. Pemarutan bertujuan untuk menghancurkan daging buah dan
jaringan tersebut. Pemerasan dengan menggunakan tangan untuk memberikan
tekanan pada hasil parutan dan memaksa santan keluar dari jaringan.
Santan kelapa mengandung tiga nutrisi utama, yaitu lemak sebesar 88,3%,
protein sebesar 6,1% dan karbohidrat sebesar 5,6%. Kandungan nutrisi santan
kelapa dengan penyajian 107 gram (200 kalori) berdasarkan % daily value dapat dilihat pada Tabel 3.2. berikut.
Tabel 3.2. Kandungan Nutrisi Santan Kelapa untuk Penyajian 107gr
Kandungan Berat % daily value
Total lemak Lemak jenuh Lemak trans
Lemak polyunsaturated Lemak monounsaturated Kalori dari lemak
17,41 g 12,44 g 0 g
0 g 0 g 149,27 kalori
26,8 62,2
Kolesterol 0 mg 0
Natrium 18,66 mg 0
Total Karbohidrat Total serat diet Total gula 2,49 g 0 g 0,62 g 0 0
Protein 2,49 g 0
Vitamin A 0 IU 0,7
Vitamin C 0 mg 0,8
Kalsium 0 mg 0
Besi 0,9 mg 0
Energi = 781.22 KJ
(Sumber: Seminar Rekayasa Kimia dan Proses, 4-5 Agustus 2010 ISSN : 1411-4216)
Ada tiga jenis santan kelapa instan yang beredar di pasaran, yaitu santan
kelapa cair, santan kelapa pasta dan santan kelapa bubuk. Santan kelapa pasta
merupakan produk instan yang langsung digunakan atau dilarutkan dengan air
mempunyai masa simpan selama enam bulan dan setelah dibuka, santan kelapa
harus disimpan dalam lemari es untuk digunakan sewaktu-waktu. Selain santan
kelapa pasta, ada juga santan kelapa bubuk. Santan kelapa bubuk sudah banyak
digunakan untuk menggantikan santan kelapa segar untuk bahan pangan atau
minuman di skala rumah tangga dan industri pangan dengan melarutkannya dalam
air. Saat ini juga banyak dijual santan instan atau siap saji dengan cara
pemakaiannya hanya menambahkan air lalu dimasak. Penggunaan santan di
Indonesia sangat luas, diantaranya digunakan dalam pembuatan makanan seperti
rendang, opor, dodol, agar-agar, dan lain sebagainya.
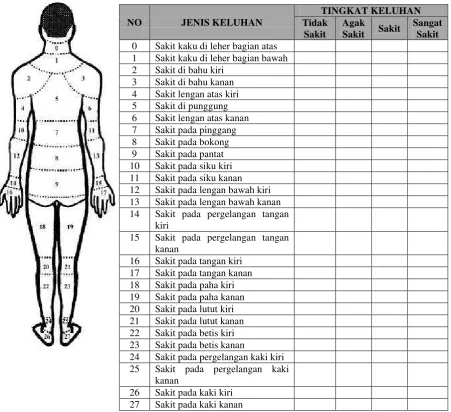
3.2. Standard Nordic Questionnaire (SNQ)
Ada beberapa cara dalam melakukan evaluasi ergonomi untuk mengetahui
hubungan antara tekanan fisik dengan resiko keluhan otot skeletal. Salah satunya
adalah melalui Standard Nordic Questionnaire (SNQ). Melalui kuesioner ini dapat diketahui bagian otot yang mengalami keluhan dengan tingkat keluhan
mulai dari Tidak Sakit (TS), Agak Sakit (AS), Sakit (S) dan Sangat Sakit (SS).
Dengan melihat dan menganalisis peta tubuh seperti pada Gambar 3.1. maka
dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh
(Sumber: Gempur Santoso, Ergonomi : Manusia, Peralatan dan Lingkungan)
Gambar 3.2. Standard Nordic Questionnaire
3.3. RULA (Rapid Upper Limb Assessment)
RULA (Rapid Upper Limb Assessment) merupakan suatu metode
penelitian untuk menginvestigasi gangguan pada anggota badan bagian atas.
Setiap pergerakan diberi dengan skor yang telah ditetapkan. RULA dikembangkan
NO JENIS KELUHAN
TINGKAT KELUHAN Tidak
Sakit
Agak
Sakit Sakit
Sangat Sakit 0 Sakit kaku di leher bagian atas
1 Sakit kaku di leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan 12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan
kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri 17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri 25 Sakit pada pergelangan kaki
kanan
[image:43.595.93.545.147.559.2]sebagai suatu metode untuk mendeteksi postur kerja yang merupakan faktor
resiko (risk factors). Metode ini didisain untuk menilai para pekerja dan
mengetahui beban musculoskeletal yang kemungkinan dapat menimbulkan gangguan pada anggota badan atas.
Metode ini menggunakan diagram dari postur tubuh dan 3 tabel skor
dalam menetapkan evaluasi faktor resiko. Faktor resiko yang telah diinvestigasi
dijelaskan oleh Mc. Phee sebagai faktor beban eksternal yaitu jumlah pergerakan,
kerja otot statik, tenaga, penentuan postur kerja oleh peralatan, waktu kerja tanpa
istirahat.
Dalam mempermudah penilaiannya maka tubuh dibagi atas 2 segmen
yaitu grup A terdiri atas lengan atas (upper arm), lengan bawah (lower arm), dan pergelangan tangan (wrist). Sedangkan grup B terdiri dari leher (neck), punggung
(trunk), dan kaki (legs). Berikut ini adalah penilaian postur kerja berdasarkan metode RULA.
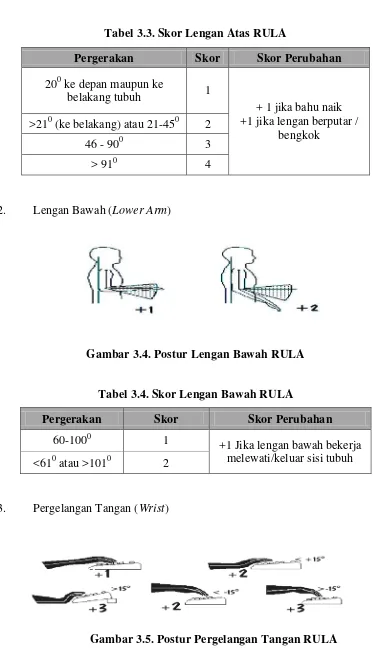
1. Lengan Atas (Upper Arm)
Tabel 3.3. Skor Lengan Atas RULA
Pergerakan Skor Skor Perubahan
200
1 ke depan maupun ke
belakang tubuh
+ 1 jika bahu naik +1 jika lengan berputar /
bengkok >210 (ke belakang) atau 21-450 2
46 - 900 3
> 910 4
2. Lengan Bawah (Lower Arm)
[image:45.595.116.489.87.735.2]Gambar 3.4. Postur Lengan Bawah RULA
Tabel 3.4. Skor Lengan Bawah RULA
Pergerakan Skor Skor Perubahan
60-1000 1 +1 Jika lengan bawah bekerja
melewati/keluar sisi tubuh <610 atau >1010 2
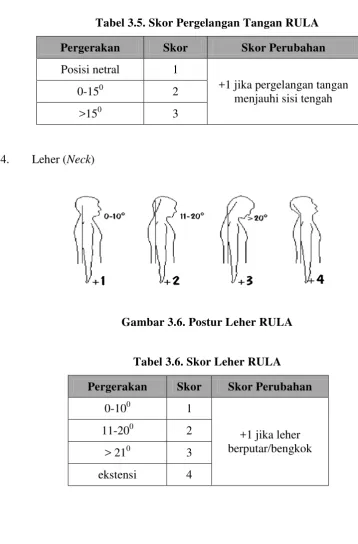
3. Pergelangan Tangan (Wrist)
Tabel 3.5. Skor Pergelangan Tangan RULA
Pergerakan Skor Skor Perubahan
Posisi netral 1
+1 jika pergelangan tangan menjauhi sisi tengah
0-150 2
>150 3
4. Leher (Neck)
Gambar 3.6. Postur Leher RULA
Tabel 3.6. Skor Leher RULA
Pergerakan Skor Skor Perubahan
0-100 1
+1 jika leher berputar/bengkok
11-200 2
> 210 3
5. Punggung (Trunk)
[image:47.595.110.471.90.606.2]Gambar 3.7. Postur Punggung RULA
Tabel 3.7. Skor Punggung RULA
Pergerakan Skor Skor Perubahan
Posisi normal 1
+1 jika leher berputar/bengkok +1 jika batang tubuh
bungkuk
0-200 2
21-600 3
> 610 4
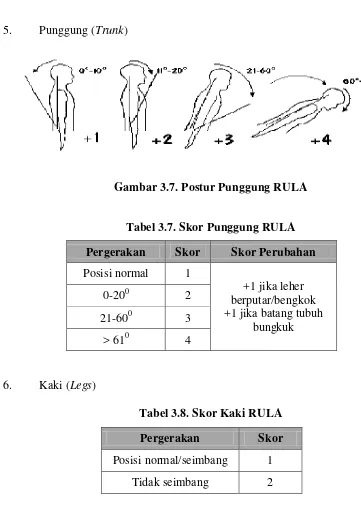
6. Kaki (Legs)
Tabel 3.8. Skor Kaki RULA
Pergerakan Skor
Posisi normal/seimbang 1
Tidak seimbang 2
Skor dari hasil kombinasi postur kerja diklasifikasikan dalam kategori level
Tabel 3.9. Kategori Level RULA
Kategori Tindakan Level Tindakan
1-2 Minimum Aman
3-4 Kecil Diperlukan beberapa waktu ke depan
5-6 Sedang Tindakan dalam waktu dekat
7 Tinggi Tindakan sekarang juga
3.4. Antropometri 1
Menurut Sritomo Wignjosoebroto dalam bukunya, istilah antropometri
berasal dari " anthro " yang berarti manusia dan " metri " yang berarti ukuran.
Secara definitif antropometri dapat dinyatakan sebagai satu studi yang berkaitan
dengan pengukuran dimensi tubuh manusia. Manusia pada dasarnya akan
memiliki bentuk, ukuran (tinggi, lebar, berat) yang berbeda satu dengan yang
lainnya. Antropometri secara luas akan digunakan sebagai
pertimbangan-pertimbangan ergonomis dalam proses perancangan (desain) produk maupun
sistem kerja yang akan memerlukan interaksi manusia. Data antropometri yang
berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal :
1. Perancangan areal kerja (work station, interior mobil).
2. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools) dan sebagainya.
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer.
4. Perancangan lingkungan kerja fisik.
1
Istilah antropometri biasanya digunakan oleh para ahli ergonomi dalam
suatu sistem rancangan (design). Rancangan yang digunakan oleh manusia
(design for use by people) meminta para perancang untuk memperhatikan ukuran tubuh manusia dalam pembentukan ruang lingkup dan produk-produk. Penelitian
ini membahas tentang dasar-dasar yang diperlukan dalam mengambil keputusan
ketika merancang suatu produk, dimana ukuran-ukuran antropometri memegang
peranan yang penting dalam suatu kasus perancangan mulai dari pengumpulan
data sampai penggunaan data yang sesuai (starting and finishing).
Terdapat beberapa faktor yang mempengaruhi munculnya perbedaan
karakteristik atau antropometri manusia diantaranya umur, jenis kelamin, suku
bangsa, pekerjaan, kehamilan (pregnancy), cacat tubuh, posisi tubuh.
3.4.1. Tiga Prinsip dalam Penggunaan Data Antropometri
Data antropometri yang menyajikan data ukuran dari berbagai macam
anggota tubuh manusia dalam percentile tertentu akan sangat besar manfaatnya
pada saat suatu rancangan produk ataupun fasilitas kerja akan dibuat. Agar
rancangan suatu produk nantinya bisa sesuai dengan ukuran tubuh manusia yang
akan mengoperasikannya, maka prinsip-prinsip yang harus diambil didalam
aplikasi data antropometri tersebut harus ditetapkan terlebih dahulu seperti
diuraikan berikut ini :
1. Perancangan fasilitas berdasarkan individu yang ekstrim.
Prinsip ini digunakan apabila kita mengharapkan agar fasilitas yang
dirancang tersebut dapat dipakai dengan enak dan nyaman oleh sebagian besar
Dalam perancangan ini rancangan produk dibuat agar bisa memenuhi dua sasaran
produk yaitu :
a. Biasa sesuai dengan untuk ukuran tubuh manusia yang mengikuti klasifikasi
ekstrim dalam arti terlalu besar atau terlalu kecil bila dibandingkan dengan
rata-ratanya.
b. Tetap bisa digunakan untuk memnuhi ukuran tubuh yang lain (mayoritas dari
populasi yang ada).
Secara umum aplikasi data antropometri untuk perancangan produk ataupun
fasilitas kerja akan menetapkan nilai 5-th percentile untuk dimensi maksimum
dan 95-th untuk dimensi minimumnya.
2. Perancangan fasilitas yang bisa disesuaikan.
Prinsip ini digunakan untuk merancang suatu fasilitas agar fasilitas
tersebut bisa menampung atau bisa dipakai dengan enak dan nyaman oleh semua
orang yang mungkin memerlukannya. Disini rancangan bisa dirubah-rubah
ukurannya sehingga cukup fleksibel dioperasikan oleh setiap orang yang memiliki
berbagai macam ukuran tubuh.
3. Perancangan fasilitas berdasarkan harga rata-rata para pemakainya.
Prinsip ini digunakan apabila perancang berdasarkan harga ekstrim tidak
mungkin dilaksanakan dan tidak layak jika kita menggunakan prinsip
perancangan fasilitas yang bisa disesuaikan. Prinsip berdasarkan harga ekstrim
tidak mungkin dilaksanakan bila lebih banyak rugi daripada untungnya artinya
hanya sebagian kecil dari orang-orang yang merasa enak dan nyaman ketika
tehadap rata-rata ukuran manusia.Problem pokok yang dihadapkan dalam hal ini
justru sedikit sekali yang berbeda dalam ukuran rata-rata.
3.4.2. Aplikasi Distribusi Normal dalam Penetapan Data Antropometri
Data antropometri jelas diperlukan agar rancangan suatu produk bisa sesuai
dengan orang yang mengoperasikannya. Ukuran tubuh yang diperlukan pada
hakikatnya tidak sulit diperoleh dari pengukuran secara individual, seperti halnya
yang dijumpai untuk produk yang dibuat berdasarkan pesanan (job order). Situasi
menjadi berubah manakala lebih banyak lagi produk standar yang harus dibuat untuk
dioperasikan oleh banyak orang. Mengingat ukuran individu akan bervariasi satu
dengan populasi yang menjadi target sasaran produk. Masalah adanya variasi ukuran
sebenarnya akan lebih mudah diatasi jika kita mampu merancang produk yang
memiliki fleksibilitas dan sifat mampu suai dengan suatu rentang ukuran tertentu.
Untuk penetapan data antropometri ini, pemakaian distribusi normal akan
umum diterapkan. Dalam statistik, distribusi normal dapat diformulasikan
berdasarkan harga rata-rata (mean/X ) dan simpangan standarnya (standard
deviation, σx) dari data yang ada. Dari nilai yang ada tersebut, maka percentile dapat diterapkan sesuai dengan table probalitas distribusi normal. Dengan percentile, maka
yang dimaksudkan disini adalah suatu nilai yang menunjukkan presentase tertentu
dari orang memiliki ukuran pada atau di bawah nilai tersebut. Sebagai contoh 95-th
percentile akan menunjukkan 95% populasi akan berada pada atau di bawah tersebut, sedangkan 5-th percentiles akan menunjukkan 5% populasi akan berada pada atau berada di bawah ukuran itu. Dalam antropometri, angka 95-th akan menggambarkan
menunjukkan ukuran “terkecil”. Bilamana diharapkan ukuran yang mampu
mengakomodasikan 95% dari populasi yang ada, maka disini diambil rentang 2,5-th
dan 97,5-thpercentile sebagai batasnya seperti yang ditunjukkan dalam Gambar 3.8. berikut.
Gambar 3.8. Kurva Distribusi Normal dengan Persentil 95-th
Pemakaian nilai-nilai percentile yang umum diaplikasikan dalam
perhitungan data antropometri pada Tabel 3.10. berikut.
Tabel 3.10. Macam Percentile dan Cara Perhitungan
dalam Distribusi Normal
Persentil Perhitungan
1-st X - 2.325
2.5-th X - 1.96
5-th X - 1.645
10-th X - 1.28
50-th X
90-th X + 1.28
95-th X + 1.645
97.5-th X + 1.96
99-th X + 2.325
3.4.3. Teknik Sampling
Simple Random Sampling merupakan sampel yang diambil secara random,
yaitu setiap anggota populasi mempunyai kesempatan yang sama untuk dipilih
menjadi anggota sampel. Cara yang umum dipakai adalah dengan
mempergunakan tabel random atau dapat juga dipergunakan cara undian.
3.4.4. Ukuran Sampel
Yang perlu diperhatikan bahwa pengambilan sampel harus melebihi
banyaknya variabel yang akan diukur pada populasi tersebut. Ada beberapa cara
untuk mengetahui ukuran sampel yang diambil sebagai perwakilan dari suatu
populasi.
- Pendapat Slovin
Menurut Slovin, jumlah sampel yang dapat diambil adalah:
n =
dengan n adalah ukuran sampel, N ukuran populasi dan e adalah persen
kelonggaran ketidaktelitian karena kesalahan pengambilan sampel yang masih
dapat ditolerir, biasanya 0,02.
3.5. Viskositas
Pengertian viskositas fluida (zat cair) adalah gesekan yang ditimbulkan
oleh fluida yang bergerak, atau benda padat yang bergerak didalam fluida.
Besarnya gesekan ini biasa juga disebut sebagai derajat kekentalan zat cair. Jadi
semakin besar viskositas zat cair, maka semakin susah benda padat bergerak
kohesi antar partikel zat cair. Viskositas dapat dinyatakan sebagai tahanan aliaran
fluida yang merupakan gesekan antara molekul – molekul cairan satu dengan
yang lain. Suatu jenis cairan yang mudah mengalir, dapat dikatakan memiliki
viskositas yang rendah, dan sebaliknya bahan-bahan yang sulit mengalir dikatakan
memiliki viskositas yang tinggi (Anonim, 2009). Viskositas suatu fluida adalah
sifat yang menunjukkan besar dan kecilnya tahanan dalam fluida terhadap
gesekan. Fluida yang mempunyai viskositas rendah, misalnya air mempunyai
tahanan dalam terhadap gesekan yang lebih kecil dibandingkan dengan fluida
yang mempunyai viskositas yang lebih besar (Anonim, 2010). Gejala ini dapat
dianalisis dengan mengintrodusir suatu besaran yang disebut kekentalan atau
viskositas (viscosity). Oleh karena itu, viskositas berkaitan dengan gerak relatif antar bagian-bagian fluida, maka besaran ini dapat dipandang sebagai ukuran
tingkat kesulitan aliran fluida tersebut. Makin besar kekentalan suatu fluida makin
sulit fluida itu mengalir (Anonim, 2010).
Viskositas suatu cairan murni atau larutan merupakan indeks hambatan
alir cairan. Viskositas dapat diukur dengan mengukur laju aliran cairan yang
melalui tabung berbentuk silinder. Cara ini merupakan salah satu cara yang paling
mudah dan dapat digunakan baik untuk cairan maupun gas (Bird, 1987: 57).
Aliran cairan dapat dikelompokkan ke dalam dua tipe. Yang pertama adalah aliran
laminar atau aliran kental, yang secara umum menggambarkan laju aliran kecil
melalui sebuah pipa dengan garis tengah kecil. Aliran yang lain adalah aliran
turbulen, yang menggambarkan laju aliran yang besar melalui pipa dengan
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Perancangan mesin dilakukan di workshop yang beralamat di Jalan
Cendana Baru No. 5 Kecamatan Batang Kuis, Kabupaten Deli Serdang. Workshop ini merupakan suatu tempat yang menyediakan sarana bagi mahasiswa yang akan
melakukan kegiatan rancang bangun. Dan penelitian ini juga dilakukan di 3 pasar
yang berada di Kota Medan yaitu pedagang santan yang berjualan di Pasar
Pringgan, Pasar Sore Setia Budi dan Pasar Melati. Penelitian terhadap
perancangan mesin ini mulai dilakukan pada tanggal 19 Desember 2011.
4.2. Jenis Penelitian
Jenis penelitian ini termasuk dalam metode penelitian deskriptif
(Descriptive Research), yaitu suatu metode dalam meneliti status kelompok
manusia, suatu objek, suatu kondisi, suatu sistem pemikiran ataupun suatu kelas
peristiwa pada masa sekarang. Penelitian deskriptif sering juga disebut sebagai
penelitian survei karena data yang digunakan dikumpulkan dengan teknik
wawancara yang didukung oleh questionnaire ataupun interview guide.
4.3. Objek Penelitian
Objek yang diteliti pada penelitian ini adalah pencampuran kelapa parut
kuantitas santan yang dihasilkan dan viskositas santan dengan memperbandingkan
jumlah kelapa parut dan air serta waktu pencampuran.
4.4. Variabel Penelitian
Dalam penelitian ini, peneliti ingin menentukan perbandingan campuran
kelapa parut dan air serta waktu pencampuran, untuk meningkatkan kuantitas
santan dan viskositas santan yang dapat dipergunakan untuk berbagai jenis
makanan.
Adapun kerangka konseptual yang digunakan dapat dilihat pada Gambar
4.1. berikut.
Perbandingan Air dan Kelapa Parut Jumlah Air yang Telah Dimasak
Jumlah Kelapa Parut
VARIABEL BEBAS VARIABEL TERIKAT
Kuantitas Santan dan Viskositas Santan
Waktu Proses Kecepatan Mesin Putar
INDIKATOR
Gambar 4.1. Kerangka Konseptual Penelitian
4.4.1. Defenisi Operasional
Menurut Masri Singarimbun dan Sofian Effendi (1982:32), bahwa salah
satu unsur yang sangat membantu komunikasi antara peneliti adalah definisi
operasional yang merupakan petunjuk tentang bagaimana variabel diukur. Dengan
mengetahui pengukuran suatu variabel sehingga ia dapat mengetahui baik
buruknya pengetahuan tersebut.
Oleh karena itu suatu penelitian harus mempunyai batas pengertian yang
jelas dan mudah diukur, sehingga perlu dijelaskan arti setiap variabel tersebut
dalam suatu definisi operasional.
a. Jumlah air yang telah dimasak
Dalam proses pencampuran daging kelapa parut yang akan diperas untuk
menghasilkan santan, ada baiknya dicampur dengan air yang telah dimasak
dan dalam kondisi hangat, hal ini dapat membuat santan menjadi tahan lama.
Hal tersebut dikarenakan air yang telah dimasak dapat mencegah pertumbuhan
mikroba dalam santan.
b. Jumlah kelapa parut
Dalam penelitian ini, jumlah kelapa parut yang akan dicampur dengan air akan
mempengaruhi perubahan nilai viskositas.
c. Waktu proses
Waktu proses ini akan mempengaruhi banyaknya santan yang akan dihasilkan,
hal ini dikarenakan pemerataan campuran antara kelapa parut dan jumlah air
yang digunakan.
d. Perbandingan air dan kelapa parut
Jumlah air dan jumlah kelapa parut harus mengikuti perbandingan yang telah
e. Kecepatan mesin putar
Kecepatan putar untuk proses pencampuran kelapa parut dan air akan
membantu proses pemerataan yang dihasilkan.
4.5. Instrumen Penelitian
Penelitian ini menggunakan beberapa instrumen untuk membantu dalam
pengumpulan data. Instrumen yang digunakan yaitu :
1. Viscometer
Digunakan untuk mengukur tingkat kekentalan santan yang dihasilkan
berdasarkan campuran kelapa parut dan air setelah diperas.
2. Timbangan
Digunakan untuk menimbang kelapa parut yang akan dicampur dengan air.
3. Standart Nordic Questionnaire (SNQ)
Digunakan untuk mengetahui keluhan yang dialami operator pada saat
mencampur kelapa parut dan air dengan menggunakan tangan.
4. Stopwatch
Digunakan untuk mengukur waktu pencampuran kelapa parut dan air dan
perhitungan waktu siklus.
5. Mesin Bor
Digunakan sebagai mesin pencampur kelapa parut dan air yang telah
dimodifikasi sesuai dengan kegunaan pencampuran.
6. Kuesioner
7. Drum Kaleng
Digunakan sebagai wadah pencampuran kelapa parut dan air.
4.6. Pelaksanaan Penelitian
Pelaksanaan penelitian dilakukan terlebih dahulu dengan mengadakan
survey pendahuluan di beberapa pasar yang terdapat di Kota Medan, khususnya
ke pedagang santan kelapa yang melakukan pencampuran kelapa parut dan air
dengan menggunakan tangan sebelum proses pemerasan dilakukan. Selanjutnya
dilakukan pengumpulan data yang diperlukan dalam penelitian ini.
4.7. Pengumpulan Data
4.7.1. Data Primer
Data primer adalah data yang diperoleh dari pengamatan dan pengukuran
langsung terhadap objek penelitian di lapangan. Data yang dikumpulkan dengan
cara ini adalah prosedur kerja aktual, data SNQ, postur kerja aktual, data
antropometri operator, data viskositas santan berdasarkan campuran air dan kelapa
parut dan data atribut QFD.
4.7.2. Data Sekunder
Selain menggunakan data primer, penelitian ini juga menggunakan data
sekunder yaitu, data mengenai gambaran umum dan sejarah perusahaan serta
4.8. Pengolahan Data
Pada tahap ini, data yang diperoleh berdasarkan hasil pengamatan diolah
sesuai dengan teknik pengolahan data yang digunakan pada penelitian ini.
4.9. Analisis Pemecahan Masalah
Analisis dilakukan terhadap hasil kriteria usulan proses pencampuran
dengan menggunakan alat pencampur berdasarkan peningkatan kuantitas santan
yang dihasilkan dan nilai viskositas dan membandingkannya dengan keadaan
yang ada di lapangan.
4.10. Kesimpulan dan Saran
Kesimpulan merupakan perumusan dari tahap analisa yang dilakukan yang
menghasilkan perubahan dalam memperoleh santan pada pedagang santan.
Dengan demikian dapat diberikan saran-saran dan masukan kepada pedagang
santan dalam memperoleh santan. Blok diagram metodologi penelitian dapat
Studi Pendahuluan
Melalui pengamatan pendahuluan di beberapa Pasar Tradisional di Kota Medan
Perumusan Masalah
- Bagaimana proses pencampuran kelapa parut dan air yang dilakukan dengan menggunakan mesin pencampur.
- Berapa peningkatan kuantitas santan dan viskositas yang dapat dihasilkan dengan menggunakan mesin pencampur bila dibandingkan tanpa proses pencampuran.
Penetapan Tujuan
Memudahkan proses pemerasan, meningkatkan kuantitas santan dan viskositas santan.
Pengumpulan Data
Data Sekunder - Data gambaran umum perusahaan dan sejarah perusahaan - Data organisasi perusahaan - Data manajemen perusahaan
Kesimpulan dan Saran Data Primer
- Data prosedur kerja aktual - Data SNQ
- Data antropometri
- Data kuantitas santan dan viskositas santan - Data atribut QFD
Pengolahan Data 1. Penilaian postur kerja aktual
2. Melakukan pemetaan tubuh operator sebagai hasil SNQ 3. Uji keseragaman, kecukupan dan
kenormalan untuk data antropometri 4. Perancangan alat dengan QFD 5. Penentuan Waktu Siklus
Analisa Pemecahan Masalah 1. Membandingkan resiko muskuloskeletal aktual dan usulan,
2. Penilaian postur kerja usulan dengan Metode RULA 3. Membandingkan kuantitas dan viskositas santan aktual dan usulan
4. Membandingkan metode kerja dan waktu siklus aktual dan usulan
[image:61.595.117.512.105.724.2]Penentuan dimensi antropometri yang dibutuhkan untuk perancangan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Elemen Kegiatan pada Kondisi Aktual Pencampuran
Proses pencampuran yang dilakukan selama ini merupakan elemen
kegiatan yang akan dikerjakan operator pemeras santan sebelum pemerasan
dilakukan. Gambar elemen kegiatan pada kondisi aktual dapat dilihat pada
Gambar 5.1 sampai Gambar 5.4.
[image:62.595.235.402.402.627.2]1. Mengaduk kelapa parut sebelum dicampur air dengan menggunakan tangan.
2. Menuang air ke dalam ember yang berisi kelapa parut.
Gambar 5.2. Menuang Air Ke Dalam Ember yang Berisi Kelapa Parut
3. Mencampur kelapa parut yang telah ditambahkan air dengan menggunakan
tangan.
[image:63.595.237.403.488.714.2]4. Meremas campuran sebelum proses pemerasan.
Gambar 5.4. Meremas Campuran Sebelum Proses Pemerasan
Setelah penjabaran dari elemen kegiatan aktual di atas, maka dapat dilihat
bahwa proses pencampuran kelapa parut dan air dilakukan secara manual dengan
menggunakan tangan dan menyebabkan munculnya resiko kerja yang dialami
oleh operator. Untuk membuktikan adanya resiko kerja, maka dilakukan penilaian
postur kerja dengan menggunakan metode RULA. Penilaian postur kerja
bertujuan untuk mengetahui elemen gerakan atau kegiatan yang dapat
menyebabkan munculnya resiko akibat kerja.
5.1.2. Data Keluhan Musculoskeletal
Data keluhan musculoskeletal merupakan data primer yang didapatkan melalui pengisian SNQ. Data tersebut direkapitulasi dengan melakukan
pembobotan untuk mengetahui tingkat keluhan musculoskeletal pada tiap bagian
tubuh mana yang paling sering merasakan sakit. Untuk mengetahui keluhan
musculoskeletal yang dialami operator dapat diketahui melalui penyebaran
kuisioner SNQ. Penilaian berdasarkan kuisioner SNQ untuk pembobotan
masing-masing kategori berikut :
Tidak sakit : bobot 0
Agak sakit : bobot 1
Sakit : bobot 2
Sangat sakit : bobot 3
Kategori yang dirasakan saat bekerja adalah sebagai berikut:
1. Tidak sakit, artinya bahwa operator tidak terasa nyeri sedikitpun pada bagian
tubuh karena kontraksi otot yang terjadi berjalan normal.
2. Agak sakit, artinya bahwa operator mulai terasa nyeri, namun rasa nyeri yang
timbul tidak membuat operator jenuh atau cepat lelah.
3. Sakit artinya bahwa operator merasakan nyeri yang cukup hebat dan keadaan
ini membuat operator mulai jenuh dan cepat lelah.
4. Sangat sakit artinya bahwa operator merasakan nyeri yang sangat luar biasa
disertasi dengan ketegangan (kontraksi otot yang sangat hebat) sehingga
membuat operator merasakan jenuh dan kelelahan yang cukup besar.
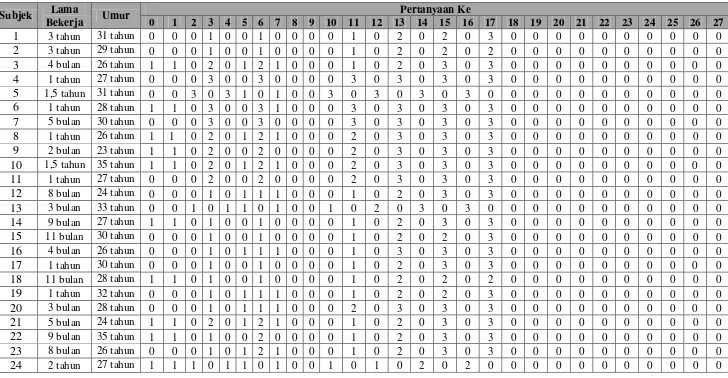
Berikut data SNQ dari operator penjual santan di 3 pasar Kota Medan yang
Tabel 5.1. Data Standard Nordic Questionairre Operator
Subjek Lama
Bekerja Umur
Pertanyaan Ke
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
Tabel 5.1. Data Standard Nordic Questionnaire Operator (lanjutan)
Subjek Lama
Bekerja Umur
Pertanyaan Ke
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
25 1 tahun 33 tahun 0 0 0 1 0 1 1 1 0 0 0 1 0 2 0 3 0 3 0 0 0 0 0 0 0 0 0 0 26 7 bulan 30 tahun 0 0 0 2 0 1 2 1 0 0 0 1 0 2 0 3 0 3 0 0 0 0 0 0 0 0 0 0 27 1,5 tahun 33 tahun 2 2 0 3 0 1 3 1 0 0 0 3 0 3 0 3 0 3 0 0 0 0 0 0 0 0 0 0 28 3 bulan 24 tahun 1 1 0 3 0 1 2 1 0 0 0 3 0 3 0 3 0 3 0 0 0 0 0 0 0 0 0 0 29 2 tahun 27 tahun 1 1 0 2 0 1 3 1 0 0 0 3 0 3 0 3 0 3 0 0 0 0 0 0 0 0 0 0 30 1 tahun 35 tahun 1 1 2 1 2 0 3 0 0 0 2 3 2 3 1 3 1 3 0 0 0 0 0 0 0 0 0 0 31 1,5 tahun 29 tahun 1 1 0 2 0 0 2 1 1 1 0 2 0 2 0 3 0 3 0 0 0 0 0 0 0 0 0 0 32 1 tahun 37 tahun 2 2 0 2 0 0 1 0 0 0 0 2 0 3 0 3 0 3 0 0 0 0 0 0 0 0 0 0 33 2 tahun 28 tahun 1 1 0 2 0 1 2 1 0 0 0 2 0 3 0 3 0 3 0 0 0 0 0 0 0 0 0 0
Sumber : Pengumpulan data
Keterangan No. Dimensi Tubuh:
0 : Leher Bagian Atas 16 : Tangan Kiri
1 : Leher Bagian Bawah 17 : Tangan Kanan
2 : Bahu Kiri 18 : Paha Kiri
3 : Bahu Kanan 19 : Paha Kanan
4 : Lengan Atas Kiri 20 : Lutut Kiri
5 : Pinggang 21 : Lutut Kanan
6 : Lengan Atas Kanan 22 : Betis Kiri
7 : Punggung 23 : Betis Kanan
8 : Bokong 24 : Pergelangan Kaki Kiri
9 : Pantat 25 : Pergelangan Kaki Kanan
10 : Siku