NUSANTARA IV MEDAN
SKRIPSI
NUR CHINTA DEPI TAMBUNAN 050803044
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PEMODELAN PROGRAM LINIER UNTUK MENENTUKAN NILAI OPTIMUM BIAYA PRODUKSI TEH PADA PT.PERKEBUNAN NUSANTARA IV MEDAN
Kategori : SKRIPSI
Nama : NUR CHINTA DEPI TAMBUNAN Nomor Induk Mahasiswa : 050803044
Program Studi : SARJANA (S1) MATEMATIKA Departemen : MATEMATIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM (FMIPA) UNIVERSITAS SUMATERA
UTARA
Medan, Oktober 2009 Komisi Pembimbing :
Pembimbing 2 Pembimbing 1
Drs. Suwarno Ariswoyo, M.Si Drs.Faigiziduhu Bu’ulolo,M.Si NIP 19500321 198003 1 001 NIP 19531218 198003 1 003 Diketahui/Disetujui oleh
Departemen Matematika FMIPA USU Ketua.
PERNYATAAN
PEMODELAN PROGRAM LINIER UNTUK MENENTUKAN NILAI OPTIMUM BIAYA PRODUKSI TEH PADA PT.PERKEBUNAN
NUSANTARA IV MEDAN
SKRIPSI
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Oktober 2009-
PENGHARGAAN
Puji dan syukur Penulis ucapkan kehadirat Allah SWT karena atas berkah dan rahmat-Nya kepada penulis sehingga dapat menyelesaikan Tugas Akhir ini,Dalam kesempatan ini Penulis banyak mendapat bimbingan, saran, bantuan dan arahan dari Bapak/ibu staf pengajar juga rekan-rekan mahasiswa. Untuk itu pada kesempatan ini Penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Drs. Faigiziduhu Bu’ulolo, M.Si, dan Bapak Drs. Suwarno Ariswoyo, M.Si, selaku pembimbing I dan pembimbing II, atas segala sumbangan pikiran, saran dan waktu yang telah diberikan kepada penulis.
2. Bapak Dr.Saib Suwilo, MSc selaku Ketua Jurusan Matematika, Fakultas Matematika Dan ilmu Pengetahuan Alam, Universitas Sumatera Utara.
3. Bapak Prof.DR.Eddy Marlianto, MSc.selaku Dekan Fakultas Matematika Dan ilmu Pengetahuan Alam, Universitas Sumatera Utara.
4. Seluruh Staf Pengajar jurusan Jurusan Matematika, Fakultas Matematika Dan ilmu Pengetahuan Alam, Universitas Sumatera Utara atas bimbingannya selama perkuliahan,
5. Teristimewa kepada Ayahanda H.Bincar Tambunan dan Ibunda Hj.Masliani Rambe beserta keluarga, yang selalu memberikan Do’a dan dukungan baik moril maupun materi.
6. Kepada Bapak H.Wahid Rambe .SH, selaku Kabag Hukum dan Pertanahan PTPN IV Medan yang memberikan bantuan dan bimbingan selama penelitian. 7. Naja yang selalu ada, terima kasih atas pengertian dan kesabarannya. Sahabat-sahabatku Feby, Lia, Nenna, Rima, Yuni, Sundari, Radi, Andika, Santri, semua rekan-rekan angkatan 05 terima kasih atas bantuannya.
ABSTRAK
PT.Perkebunan Nusantara IV SIDAMANIK sering menghadapi suatu permasalahan yaitu keterbatasan jumlah bahan baku yang berkaitan dengan rencana produksi yang dilakukan pada masing-masing mesin yang tersedia. Kondisi ini muncul karena adanya kenyataan bahwa masing-masing mesin yang tersedia mempunyai kapasitas produksi dan ongkos produksi yang tidak sama dalam hal operasinya. Sebagai akibat pengalokasian yang kurang baik, maka akan ada jam operasi mesin yang tersedia yang tidak dipergunakan seluruhnya.
Untuk menyelesaikan persoalan tersebut digunakan model program linier untuk merencanakan pembebanan mesin yang optimal pada tiap-tiap mesin. Dari hasil perhitungan dapat dilihat bahwa nilai optimal konstribusi marginal perminggu adalah Rp. 3.262.874.624, dengan jumlah teh pada grade I : 250 ton, grade II : 87 ton, dan grade III : 24 ton perminggu dengan masing-masing jam kerja pada mesin 1 selama 147 jam, mesin 2 selama 104 jam, mesin 3 selama 44 jam, dan mesin 4 selama 23 jam per minggu
ABSTRACK
PT.Perkebunan Nusantara IV SIDAMANIK often faced a problem that is the
limitations of the number of raw materials. The limitations of the number of raw
materials were linked with the production plan that was carried out in respectively the
machine that was available. This condition emerged because of the existence of the
reality that respectively the machine that was available had the production capacity
and the cost of the production that not be the same in the matter of his operation. As
resulting from the not better allocating, then will be the hour of the machine operation
that was available that was not utilised by all of them.
To resolve this problem was used the linear program model to plan the loading
of the machine that was optimal to each machine. From results of the calculation could
be seen that the optimal value konstribusi marginal perminggu was Rp. 3,262,874,624,
with the amount of tea in grade I: 250 ton, grade Ii: 87 ton, and grade III: 24 ton
perminggu respectively the working hours to the machine 1 for 147 hours, the
machine 2 for 104 hours, the machine 3 for 44 hours, and the machine 4 for 23 hours
DAFTAR ISI
Halaman
PERSETUJUAN ii
PENGHARGAAN iii
PERNYATAAN iv
ABSTRAK v
ABSTRACK vi
DAFTAR ISI vii
DAFTAR TABEL viii
BAB 1 PENDAHULUAN 1.1 Latar Belakang 1 1.2 Identifikasi Masalah 3
1.3 Pembatasan Masalah 3
1.4 Maksud dan tujuan penelitian 4
1.5 Manfaat penelitian 4
1.6 Metodologi Penelitian 4
1.7 Tinjauan Pusataka 6
BAB 2 LANDASAN TEORI 2.1 Pengertian Luas Produksi 7
2.2 Faktor – faktor yang Menentukan Luas Produksi 8
2.3 Diagram Aliran Untuk Pengolahan Teh 9 2.4 Program Linier Secara Umum 10
2.4.4 Metode Simpleks 17 2.5 Formulasi Fungsi Konstribusi Marginal Sebagai Fungsi tujuan 24
BAB 3 HASIL DAN PEMBAHASAN
3.1 Pengumpulan Data 27
3.1.1 Data Kapasitas dan Recovery Rate Mesin Pabrik Kelapa
Sawit 27
3.1.2 Data Biaya Operasi Mesin Per Jam 28 3.1.3 Data Harga Penjualan Dan Bahan Baku 28 3.1.4 Data Jam Kerja Harian PTPN IV Kebun Sidamanik 28
3.2 Pengolahan Data 29
3.2.1 Pendekatan Model 29
3.2.2 Hubungan Antar Variabel 29 3.2.3 Konstribusi Marginal Sebagai Fungsi Tujuan 30
3.2.4 Pembatasan Variabel 31
3.3 Hasil 33
BAB 4 KESIMPULAN DAN SARAN 34
4.1 Kesimpulan 34
4.2 Saran 35
DAFTAR TABEL
Tabel Halaman
2.1. Iterasi Simpleks 27
ABSTRAK
PT.Perkebunan Nusantara IV SIDAMANIK sering menghadapi suatu permasalahan yaitu keterbatasan jumlah bahan baku yang berkaitan dengan rencana produksi yang dilakukan pada masing-masing mesin yang tersedia. Kondisi ini muncul karena adanya kenyataan bahwa masing-masing mesin yang tersedia mempunyai kapasitas produksi dan ongkos produksi yang tidak sama dalam hal operasinya. Sebagai akibat pengalokasian yang kurang baik, maka akan ada jam operasi mesin yang tersedia yang tidak dipergunakan seluruhnya.
Untuk menyelesaikan persoalan tersebut digunakan model program linier untuk merencanakan pembebanan mesin yang optimal pada tiap-tiap mesin. Dari hasil perhitungan dapat dilihat bahwa nilai optimal konstribusi marginal perminggu adalah Rp. 3.262.874.624, dengan jumlah teh pada grade I : 250 ton, grade II : 87 ton, dan grade III : 24 ton perminggu dengan masing-masing jam kerja pada mesin 1 selama 147 jam, mesin 2 selama 104 jam, mesin 3 selama 44 jam, dan mesin 4 selama 23 jam per minggu
ABSTRACK
PT.Perkebunan Nusantara IV SIDAMANIK often faced a problem that is the
limitations of the number of raw materials. The limitations of the number of raw
materials were linked with the production plan that was carried out in respectively the
machine that was available. This condition emerged because of the existence of the
reality that respectively the machine that was available had the production capacity
and the cost of the production that not be the same in the matter of his operation. As
resulting from the not better allocating, then will be the hour of the machine operation
that was available that was not utilised by all of them.
To resolve this problem was used the linear program model to plan the loading
of the machine that was optimal to each machine. From results of the calculation could
be seen that the optimal value konstribusi marginal perminggu was Rp. 3,262,874,624,
with the amount of tea in grade I: 250 ton, grade Ii: 87 ton, and grade III: 24 ton
perminggu respectively the working hours to the machine 1 for 147 hours, the
machine 2 for 104 hours, the machine 3 for 44 hours, and the machine 4 for 23 hours
PENDAHULUAN
1.1. Latar Belakang
PT.Perkebunan Nusantara IV Medan adalah sebuah perusahaan BUMN yang
menjalankan usaha agribisnis perkebunan di bidang perkebunan kelapa sawit ( komoditi utama ) dan teh. Perusahaan yang berlokasi di SIDAMANIK Siantar dan
berkantor pusat di Jln.Letjend Suprapto No.2 Medan menghasilkan produksi CPO dan Teh.
Sebagai suatu perusahaan PT.Perkebunan Nusantara IV Medan mempunyai tujuan umum yang sama dengan perusahaan-perusahaan lain yakni :
1. Survival ( Kelangsungan Hidup Perusahaan ) 2. Growth ( Pertumbuhan Perusahaan )
3. Profit ( Laba Perusahaan )
4. Maksimal Profit ( Laba Maksimal Perusahaan )
Pada umumnya tujuan setiap perusahaan adalah mendapatkan laba sebesar-besarnya agar perusahaan mampu mempertahankan kelangsungan operasinya pada masa yang akan datang. Kenyataan bahwa masih banyak perusahaan yang belum berhasil merealisasikan tujuan yaitu mencapai laba yang maksimal. Ketidakberhasilan itu disebabkan banyak faktor antara lain oleh ketidakmampuan bersaing sehingga omset penjualan menurun terus, pelaksanaan manajemen yang kurang baik terutama manajemen yang menyangkut masalah produksi.
Didalam manajemen produksi banyak faktor yang harus diperhatikan agar perusahaan sampai pada sasaran yang telah ditetapkan misalnya faktor perencanaan jumlah/ luas produksi yang akan dicapai.
mungkin muncul dalam pelaksanaan produksi, sehingga dalam proses produksi perusahaan dapat memperoleh laba optimal dengan biaya minimal. Jadi kapasitas produksi perusahaan perlu mendapat perhatian yang serius dari pimpinan perusahaan agar tidak terjadi kelebihan atau kekurangan produksi.
Produksi yang terlalu besar akan mengakibatkan pemborosan, biaya yang tinggi, biaya penyimpangan mahal, penyusutan/ kerusakan bahkan mungkin juga membutuhkan investasi pada mesin-mesin dan membutuhkan bahan penolong/ pembantu dalam jumlah besar.
Produksi yang terlalu kecil akan mengakibatkan perusahaan tidak sanggup memenuhi kebutuhan konsumen di pasar. Jika perusahaan tidak sanggup memenuhi kebutuhan pasar, ada kecenderungan konsumen akan beralih kepada produksi sejenis lainnya yang dihasilkan oleh perusahaan lain. Atau setidaknya akan membuka peluang bagi perusahaan lain merebut pasar yang telah dikuasai perusahaan yang berakibat perusahaan kehilangan pasar produksinya.
Penentuan jumlah/ luas produksi yang tepat berarti mengupayakan alokasi faktor-faktor produksi secara efisien. Biaya variable, mesin yang digunakan dan faktor produksi lainnya sudah disesuaikan dengan rencana atau target produksi yang akan dicapai. Sehingga dalam proses produksi perusahaan dapat mengantisipasi pemborosan faktor produksi yang digunakan.
Sebagai bahan pertimbangan bagi pimpinan perusahaan didalam mengambil keputusan yang menyangkut kebijaksanaan produksi dapat digunakan pendekatan Program Linier ( Linier Programming ) yaitu suatu pendekatan matematis yang dapat memecahkan masalah maksimasi dan masalah minimasi terutama dalam bidang produksi.
Dari uraian diatas, penulis tertarik melakukan penelitian pada PT.Perkebunan Nusantara IV Medan dengan memilih judul :
1.2. Identifikasi Masalah
Dalam memproduksi CPO dan Teh ini, PT.Perkebunan Nusantara IV Medan menyesuaikan jumlah produksi dengan banyaknya permintaan pasar, dimana permintaan pasar tidak stabil. Karena permintaan pasar yang tidak stabil, menimbulkan masalah bagi perusahaan dalam usaha memaksimalkan jumlah produksi yang ada akhirnya memaksimalkan penjualan.
Dari uraian tersebut dapatlah dirumuskan bahwa yang menjadi masalah dalam penelitian ini adalah “Bagaimana cara penentuan jumlah produksi Teh secara tepat dan efisien dengan memakai pendekatan Program linier sehingga diperoleh keuntungan/ laba yang maksimal, dengan asumsi bahwa semua hasil produksi habis terjual dan dapat memenuhi permintaan pasar
1.3. Pembatasan Masalah
Agar pemecahan masalah tidak menyimpang dari tujuan penelitian, perlu diberikan pembatasan masalah yaitu menyelesaikan persoalan produksi pada beberapa jenis Teh dengan memebentuk model program linier. Dimana mesin 1 adalah Pelayuan, mesin 2 adalah penggulungan + fermentase , mesin 3 adalah pengeringan, dan mesin 4 adalah sortase. Sedangkan mesin 5,6 dan 7 merupakan jenis-jenis teh yang dihasilkan.
Beberapa pembatasan yang perlu diperhatikan adalah sebagai berikut : a. Pengoperasian pabrik berdasarkan pada jam kerja per minggu
b. Tahapan dari mesin ke mesin berikutnya tidak ada masalah, artinya proses dianggap berjalan lancar tidak ada gangguan.
c. Biaya administrasi, pemasaran dan lain-lain dibebankan pada perusahaan.
1.4 Maksud dan Tujuan Penelitian
Maksud penelitian adalah untuk menerapkan Program Linier ( linear Programming )
Tujuan penelitian adalah untuk menentukan jumlah produksi Teh pada PT.Perkebunan Nusantara IV Medan secara tepat dan efisien dengan menggunakan teknik Program Linier agar permintaan pasar terpenuhi dan memperoleh keuntungan / laba yang maksimal.
1.5 Manfaat Penelitian
Sesuai dengan maksud dan tujuan, penelitian ini diharapkan berguna sebagai bahan pertimbangan dan perbandingan bagi PT.Perkebunan Nusantara IV Medan untuk pengambilan keputusan khususnya bagian produksi.
1.6 Metodologi Penelitian
Dalam melakukan penelitian ini, penulis melakukan metode penelitian sebagai berikut 1. Kunjungan langsung ke pabrik, wawancara dengan pihak perusahaan serta
pengumpulan data yang sudah ada.
2. Memformulasikan data yang diperoleh kedalam bentuk model Linear Programming.
Model dasar dari program linier dapat dirumuskan sebagai berikut :
Carilah nilai x1, x2, x3, …,xn yang dapat menghasilkan berbagai kombinasi optimum
( maksimum atau minimum ) dari fungsi tujuan : Z = C1X1 + C2X2 + … + CnXn
Dengan syarat bahwa fungsi tujuan tersebut memenuhi kendala-kendala : a11X1 + a12X2 + … + aijXj + … + a1nXn ≤ atau ≥ b1
a21X2 + a22X2 + … + a2jXj + … + a2nXn ≤ atau ≥ b2 .
. .
keterangan :
Z = Nilai kriteria pengambilan keputusan, suatu fungsi tujuan
C = Parameter yang dijadikan kriteria optimisasi atau koefisien peubah pengambilan keputusan dalam fungsi tujuan
X = Peubah pengambilan keputusan atau kegiatan yang ingin dicari
a = Koefisien teknologi peubah pengambilan keputusan ( kegiatan yang bersangkutan )
b = Sumber daya yang terbatas ( nilai ruas kanan )
3. Menyelesaikan perhitungan-perhitungan dengan algoritma Linear Programming
yaitu menggunakan Metode Simpleks.
4. Membuktikan perhitungan dengan menggunakan program QM
5. Membuat kesimpulan dari hasil perhitungan yang dapat menjadi masukan bagi pihak perusahaan.
1.7 Tinjauan Pustaka
Richard I.Levin, David S.Rubin, Joel p. Stinson, Everette s. Gardener Jr, dalam buku nyang berjudul “Pengambilan Keputusan Secara Kuantitatif”, Edisi ketujuh, Penerbit PT.Raja Grafindo Persada Jakarta, 1995 menguraikan dan menjelaskan secara umum tentang bagaimana Metode Simpleks berkaitan dengan alternative optimal dan persoalan maksimasi dan minimasi, sedangkan Nasendi.BD, Anwar Efendi,
“Program linier dan Variasinya”, Penerbit Gramedia, Jakarta, 1985, menjelaskan
tentang bagaimana cara menyusun dan merumuskan suatu permasalahan ke dalam model program linier kemudian langkah-langkah penyelesaian Program Linier.
Siagian. P, dalam bukunya yang berjudul ”Penelitian Operasional ”, Penerbit Universitas Indonesia ( UI-Press ), 1987, menjelaskan tentang penggunaan Program Linier serta permasalahan yang dapat dipecahkan dengan menggunakan Program Linier. Kemudian J. Supranto, MA, dalam bukunya yang berjudul “Linear
Programming”, Lembaga Penerbit FE-UI, 1987, menjelaskan tentang Linear
BAB 2
LANDASAN TEORI
Dalam bab ini akan diuraikan mengenai metode-metode ilmiah dari teori-teori yang digunakan dalam penyelesaian persoalan untuk menentukan model program linier dalam produksi Teh pada PT.Perkebunan Nusantara IV Medan.
2.1 Pengertian Luas Produksi
Pada umumnya produksi suatu perusahaan ada berbagai jenis. Ada perusahaan yang produksinya hanya sejenis barang dan ada pula yang menghasilkan dua jenis barang atau lebih. Sehingga luas produksi perusahaan perlu direncanakan agar tidak terjadi pemborosan.
Luas produksi adalah suatu ukuran berapa banyak jumlah dan jenis barang yang akan diproduksi oleh suatu perusahaan. Makin banyak barang yang diproduksi termasuk jumlah dan jenisnya, semakin besar luas produksi yang diterapkan. Dengan demikian dapat diambil kesimpulan bahwa luas produksi merupakan standar atau ukuran jumlah barang yang harus diproduksi oleh suatu perusahaan agar laba maksimal sementara pengeluaran atau biaya dapat ditekan atau diminimumkan.
Laba adalah kelebihan total penghasilan atas biaya, sedangkan maksimal diartikan batas yang paling tinggi yang harus dicapai. Biaya merupakan pengeluaran yang dilakukan perusahaan untuk memperoleh faktor-faktor produksi yang digunakan dalam proses produksi. Minimal artinya batas tertinggi dari biaya yang harus dikeluarkan.
2.2 Faktor-faktor yang Menentukan Luas Produksi
inilah yang menentukan jumlah barang yang akan diproduksikan suatu perusahaan dimana jenis dan jumlah sumber daya tersebut sangat terbatas.
Dalam kondisi yang demikian pimpinan perusahaan perlu dan harus mengambil sikap dalam menentukan jenis dan jumlah produk yang akan diproduksi dengan sumber daya yang sangat terbatas agar laba yang diperoleh maksimal.
Lebih lanjut faktor-faktor yang menentukan luas produksi suatu perusahaan antara lain adalah sebagai berikut :
1. Tersedianya bahan dasar
2. Tersedianya kapasitas mesin yang dimiliki 3. Tersedianya tenaga kerja
4. Batasan permintaan
5. Tersedianya faktor-faktor produksi yang lain
Dengan tersedianya kelima factor produksi diatas maka luas produksi dapat ditentukan dengan menggunakan pendekatan program linier.
2.3 Diagram aliran untuk pengolahan teh
X1 Mesin 1 X2 Mesin 2 X4 Mesin 3 X5 Mesin 4
( X6 ) Grade 1
Air ( X3 ) ( X7 )
Grade 2
Keterangan :
Mesin 1 ( X9 ) : Pelayuan
Mesin 2 ( X10) : Penggulungan + Fermentase Mesin 3 ( X11) : pengeringan
Mesin 4 (X12) : Sortase
X6 : Jenis Teh Grade 1 X7 : Jenis Teh Grade 2 X8 : Jenis Teh Grade 3
X1 : Jumlah input bahan yang diolah
X2 : Jumlah recovery yang masuk ke mesin 2
X3 : Jumlah air yang digunakan untuk proses pada mesin 2 X4 : Jumlah recovery yang masuk ke mesin 3
X5 : Jumlah recovery yang masuk ke mesin 4
Dalam gambar 2.3 dapat dilihat urutan proses pengolahan Teh. Daun teh basah merupakan bahan baku ditunjukkan oleh X1, selama proses sebagai bahan pembantu dibutuhkan sejumlah air yang digunakan pada mesin 2.
Input X1 yaitu bahan mentah yang dimodifikasi oleh recovery ratetiap mesin, jadi sejumlah input X1 diproses pada mesin 1. Kemudian masuk mesin 2, yang masuk ke mesin 2 dinyatakan persen dari X1, sisanya ( yang tidak masuk mesin 2 ) dibuang, demikian seterusnya sampai diperoleh produk akhir. Masing-masing mesin mempunyai kapasitas tertentu dan diukur dalam satuan kg.
2.4. Program linier secara umum
Dalam program linier, fungsi-fungsi yang digunakan adalah fungsi linier, sedangkan fungsi-fungsi pembatas digunakan persamaan dan atau ketidaksamaan linier. Variable-variabel yang digunakan juga harus variabel non-negatif.
Pada umumnya program linier dapat digunakan untuk mengoptimisasikan persoalan-persoalan yang memenuhi persyaratan sebagai berikut:
1. Fungsi tujuan dapat didefenisikan dengan jelas 2. Adanya alternative tindakan
3. Fungsi tujuan dan fungsi-fungsi pembatas harus dapat dinyatakan dalam bentuk matematis dan bersifat linier.
4. Variabel-variabel harus saling berhubungan
5. Sumber-sumber harus dalam kondisi terbatas, misalnya kapasitas mesin, jam kerja yang tersedia dan sebagainya.
Tipe-tipe masalah yang dapat dipecahkan dengan mempergunakan program linier adalah sangat banyak, diantaranya dapat disebutkan sebagai berikut :
1. Masalah alokasi produk pada mesin-mesin 2. Masalah distribusi dan pengiriman
3. Masalah penentuan lokasi gudang 4. Masalah perencanaan produksi
5. Masalah pencampuran bahan baku untuk memperoleh pencampuran yang optimal.
Ada dua buah program linier yang banyak dipergunakan, yaitu : 1. Model program linier dengan metode simpleks 2. Model transportasi
Dalam bab ini hanya diuraikan teori program linier dengan metode simpleks, sedangkan model transportasi tidak akan diuraikan lebih lanjut.
2.4.1. Formulasi Matematika Program Linier
ditentukan oleh m buah persamaan atau ketidaksamaan linier tersebut, dan memaksimumkan atau meminimumkan sebuah fungsi tujuan yang linier pula”.
Secara matematik, persoalan program linier ini dapat dinyatakan sebagai berikut 1. Memaksimumkan/meminimumkan fungsi tujuan :
r
2. Dengan fungsi-fungsi pembatas linier :
m
3. Dengan pembatas non-negatif
m
Dapat pula persamaan atau ketidaksamaan linier ini dinyatakan sebagai perkalian matriks A
(
m×r)
dengan matriks kolom X(
r ×l)
yang hasilnya adalahSebelum model program linier ini digunakan, maka satu hal yang perlu diperhatikan adalah masalah kelinieran fungsi-fungsi tujuan dan fungsi pembatas yang digunakan.
Secara umum, kelinieran dapat digolongkan kedalam dua sifat, yaitu : 1. Sifat menambahkan
2. Sifat Mengalikan
Bila untuk membuat 1 buah produk pada mesin A diperlukan waktu 1 jam, maka untuk membuat 10 buah produk diperlukan waktu 10 jam.
Karena model program linier disajikan dalam berbagai variasi, yaitu fungsi tujuan yang dapat berupa maksimisasi atau minimimasi, dan fungsi-fungsi pembatas yang dapat berbentuk = atau ≥ , maka perlu diadakan pengenalan terhadap sifat-sifat dari bentuk-bentuk tersebut untuk memudahkan dalam penyelesaian selanjutnya.
Untuk tujuan ini akan dikemukakan 2 bentuk, yaitu : 1. Bentuk Kanonik
Bentuk ini khususnya digunakan untuk menyelesaikan masalah program linier dengan teori dualitas. Karakteristik bentuk ini adalah :
a. Semua variable adalah non-negatif b. Semua fungsi pembatas bertanda ≤ c. Fungsi tujuan adalah maksimasi
Secara umum model program linier dalam bentuk kanonik dapat dinyatakan sebagai berikut :
r
2. Bentuk Standard
Bentuk ini biasanya digunakan untuk menyelesaikan masalah program linier secara langsung. Karakteristik bentuk ini adalah :
a. Semua variable adalah non-negatif
b. Semua fungsi pembatas berbentuk persamaan, kecuali pembatas non-negatif bertanda ≥ 0
Setiap variasi bentuk persoalan program linier dapat diubah kedalam bentuk kanonik dengan mempergunakan satu atau beberapa transformasi dasar dari 5 buah transformasi dasar yang akan diuraikan dibawah ini :
1. Minimasi suatu fungsi f
( )
x secara sistematis adalah ekivalen dengan maksimisasi daripada negative fungsi tersebut − f( )
x .r
2. Suatu bentuk ketidaksamaan ≤ atau ≥ dapat diubah kedalam bentuk ketidaksamaan dengan arah berlawanan (c) dengan mengalikan -1
b
3. Suatu bentuk persamaan dapat diubah menjadi 2 buah ketidaksamaan dengan arah yang berlawanan.
b
4. Suatu bentuk ketidaksamaan dengan ruas kiri adalah absolut, dapat diubah menjadi 2 buah ketidaksamaan.
5. Suatu variable yang tidak diketahui tandanya ( bias positif, nol atau negative ) adalah ekivalent dengan selisih antara 2 variabel non-negatif.
X
Contoh : tidak diketahui tandanya, maka X dapat dinyatakan sebagai
(
X+.X−)
, dimana 0X+ dan X− adalah ≥ .Didalam penyelesaian persoalan program linier dengan mempergunakan metode simpleks, bentuk dasar yang dipergunakan adalah bentuk standard. Karena itu setiap persoalan program linier yang akan dipecahkan dengan menggunakan metode simpleks harus terlebih dahulu ke dalam bentuk standard. Untuk melakukan perubahan ke dalam bentuk standard, disamping kelima bentuk transformasi dasar yang telah diuraikan terlebih dahulu diperlukan pula pengertian variable ” Slack dan
Surplus ”, dimana variabel-variabel ini berfungsi untuk merubah ketidaksamaan
dengan fungsi pembatas menjadi bentuk persamaan ( bentuk standart ) tanpa mempengaruhi fungsi tujuannya.
2.4.2. Variabel Slack dan Surplus
Constrain dalam bentuk ≤ dapat dirubah ke dalam persamaan dengan menambahkan variable baru non-negatif di ruas kiri pertidaksamaan sedemikian hingga variable baru tersebut secara numerik sama dengan selisih diantara ruas kanan dan ruas kiri pertidaksamaan.
Misalnya diketahui pada persoalan program linier bahwa salah satu fungsi pembatas
ke
∑
dimana memenuhi hubungan r h
r
ini disebut variable
slack karena bh dapat dianggap sebagai batas maksimum daripada sumber yang
tersedia, sedangkan
∑
=
adalah pemakaian yang sebenarnya daripada sumber
. ketidaksamaan pada fungsi pembatas ke h dapat dirubah menjadi bentuk persamaan.
Selanjutnya akan dilihat suatu bentuk ketidaksamaan dengan tanda ≥ . Misalnya diketahui pada suatu persoalan program linier, bahwa salah satu fungsi pembatas ke k adalah
∑
. Kemudian tentukan suatu variabel tertentu
0
variable surplus, karena bk dapat dianggap sebagai salah satu jumlah minimum
produk yang harus dibuat dan
∑
=
adalah jumlah produk yang sebenarnya
dibuat. Perbedaan antara jumlah produk yang sebenarnya dibuat dengan yang seharusnya dibuat adalah surplus, persamaan tersebut dapat ditulis :
∑
= − + =2.4.3. Variabel Artificial
Untuk dapat memecahkan persoalan program linier dengan menggunakan metode simpleks harus ada 1variable-variabel basis dalam fungsi-fungsi pembatas untuk memperoleh solusi basis awal yang feasible. Untuk fungsi-fungsi pembatas dengan tanda ≤, maka variabel basis dapat diperoleh dengan menambah variable slack . Tetapi bila fungsi pembatas mempunyai bentuk ketidaksamaan dengan tanda ≥ , maka variabel slack yang bersangkutan bertanda “ negatif ”.
Misalnya :
Untuk mengatasi kesulitan memperoleh variabel basis tersebut, dapat ditambahkan suatu variabel khayal, yang disebut variable artifical . Variabel artifical
ini mempunyai suatu koefisien fungsi tujuan yang sangat besar. Dimana harga ini dapat positif maupun negatif, tergantung pada sifat fungsi tujuannya maksimisasi atau minimisasi.
Bila dinyatakan dengan notasi, maka koefisien variabel artifical pada fungsi tujuan adalah :
M
Ca =− , untuk maksimisasi
M
Ca =+ , untuk minimisasi
M adalah bilangan positif sangat besar, dan Ca adalah koefisien fungsi tujuan untuk variabel artifical Xb .
2.4.4. Metode Simpleks
Metode simpleks adalah suatu prosedur aljabar ietratif yang dikembangkan oleh George B. Dantizg pada tahun 1947 untuk memecahkan persoalan-persoalan program linier. Dalam menguraikan metode simpleks ini untuk selanjutnya akan dipakai pengertian persoalan maksimasi, karena minimisasi fungsi tujuan adalah sama dengan maksimisasi negative fungsi tujuan tersebut.
Persoalan program linier yang dipecahkan dengan menggunakan metode simpleks haruslah persoalan yang telah diubah kedalam bentuk standard dan mempunyai variabel basis, baik sebagai variabel slack ataupun variabel artifical . Dalam bentuk matematis, persolan program linier ini dapat dinyatakan sebagai berikut
Fungsi Tujuan :
Maksimisasi/minimisasi :
∑
=
= r
j
j jX
C Z
1
Fungsi Pembatas :
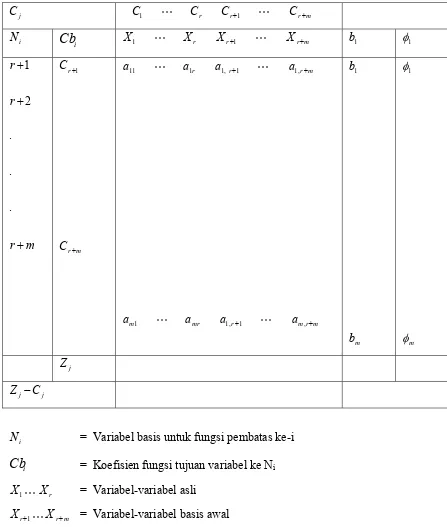
C = Koefisien fungsi tujuan untuk variable ke-j ij
a = Koefisien fungsi tujuan pembatas ke-i untuk variable ke-j
m = Jumlah fungsi pembatas
Table 2.1 Iterasi Simpleks
N = Variabel basis untuk fungsi pembatas ke-i
i
Cb
= Koefisien fungsi tujuan variabel ke Nir
Untuk melakukan iterasi metode simpleks ini, ada 3 langkah yang perlu dilakukan, yaitu :
2. Mencari variabel basis yang lama Xq yang akan diganti
3. Menyusun tabel baru dengan menghitung harga aij dan biyang baru.
Ketiga langkah tersebut akan dijelaskan sebagai berikut :
1. Mencari variabel Xk yang akan menjadi variabel basis yang baru, dengan cara : a. Menghitung harga Zj −Cjuntuk j = 1, 2 , … , r + m
b. Jika ada satu atau lebih harga Zj−Cj≤ 0, maka variabel dengan harga j
j C
Z − negatif terbesar adalah sebagai variabel basis yang terbaru.
c. Bila semua harga Zj−Cj≥ 0, maka iterasi telah mencapai kondisi optimal dan perhitungan dihentikan sampai disini.
d. Bila Zk – Ck adalah negatif terbesar, dan aik ≤ 0 untuk setiap 1 = 1, … , m maka solusi yang diperoleh adalah unbounded. Apabila aik ≥ 0 untuk paling sedikit harga 1, maka iterasi dilanjutkan dengan terlebih dahulu mencari variabel basis lama yang akan digantikan oleh variabel basis baru ( Xk ).
2. Mencari variabel basis lama yang akan digantikan oleh variabel basis baru ( Xk) a. Hitung harga φi =bi/aik,i =1,2,...,m
b. Varibel basis lama yang akan digantikan adalah variabel basis dengan harga
terkecil positif
i
φ ( misalkan φi =1).
3. Menyusun tabel simpleks yang baru dengan Xk adalah variabel basis baru yang menggantikan Xk. Transformasi yang akan dilakukan adalah :
a. Ni=k
b. Cbi =Ck
c. aij=a
Contoh Soal :
1. Minimum Z = 3X1 + 5X2 Kendala : 2X1 = 8
3X2 ≤ 15 6X1 + 5X2 ≥ 30 X1 > 0, X2 ≥ 0
Penyelesaian :
Ubah kedalam bentuk Standar :
Minimum : Z = 3X1 + 5X2 + 0X3 + MX4 + 0X5 + MX6 Kendala 2X1 + X4 = 8
3X2 + X5 = 15
6X1 + 5X2 – X3 + X6 = 30 Xj≥ 0, ( j = 1,2,...6)
Iterasi 0
3 5 0 M 0 M Basis C
X1 X2 X3 X4 X5 X6
B
X4 M 2 0 0 1 0 0 8
X5 0 0 3 0 0 1 0 15
X6 M 6 5 -1 0 0 1 30
Zj - Cj 8M-3 5M-5 -M 0 0 0 38M
8M-3 merupakan positif terbesar, karena Ө minimal {
6 30 , 0 15 , 2 8
};sehingga variabel X4 keluar basis dan X1 masuk basis.
X1 = 1, 0, 0, 2 1
, 0, 0, 4
X5 : 0 - 0 (1) = 0
3 - 0 (0) = 3 0 - 0 (0) = 0
0 - 0 ( 2 1
) = 0
1 - 0 (0) = 1 0 - 0 (0) = 0 15 – 0 (4) = 15
X6 : 6 – 6(1) = 0 5 - 6 (0) = 5 -1 – 6 (0) = -1
0 – 6 ( 2 1
) = -3
Iterasi 1
5M-5 merupakan positif terbesar,karena Ө minimal {
5
}sehingga variabel X6 keluar basis dan X2 masuk basis.
Karena Zj – Cj ≤ 0 ( telah bernilai positif ) maka telah solusi telah optimal, dan perhitungan telah selesai.
2.5. Formulasi Fungsi Konstribusi Marginal Sebagai Fungsi Tujuan
Tujuan yang diharapkan dalam memecahkan masalah mesin ini adalah memaksimumkan keuntungan. Dengan adanya analisis metode simpleks maka terdapat kemungkinan kapasitas mesin yang tidak dipergunakan ( dalam hal ini slack
bernilai positif ). Ditinjau dari segi ongkos, maka hal ini adalah termasuk ongkos yang menganggur, dimana sulit untuk menentukan besarnya ongkos ini karena alokasi sendiri belum dilakukan. Kesulitan lain yang timbul adalah dalam menentukan ongkos persatuan produk apabila dikerjakan pada mesin tertentu. Kesulitan ini juga disebabkan oleh belum ditentukannya jumlah produk yang dibebankan pada mesin tersebut.
Kesulitan-kesulitan tersebut mengakibatkan fungsi ongkos tidaklah merupakan cara pendekatan yang baik. Karena itu diperlukanpendekatan yang lain yang lebih cepat, sehingga dapat menyatakan persoalan yang sebenarnya.
Dengan adanya kemungkinan bahwa jam operasi mesin yang tersedia tidak digunakan seluruhnya, maka tujuan yang diharapkan untuk dicapai, juga dapat diartikan sebagai meminimumkan kerugian yang disebabkan oleh mesin yang menganggur.
Besarnya kerugian yang disebabkan oleh mesin yang menganggur ini dapat juga dinyatakan sebagai pendapatan yang diperoleh dari penjualan suatu produk
dikurangi dengan ongkos variabelnya ( konstribusi marginal ). Karena ongkos tetap
P(Xn) : Keuntungan yang dihasilkan bila dilakukan n buah alokasi produk
Bila keuntungan dipakai sebagai fungsi tujuan maka dapat diformulasikan Maksimasi
( )
∑
( )
Dengan diketahui persamaan-persamaan sebagai berikut : Cj = Fj + Vj
Bila Z = K (Xn) adalah fungsi konstribusi marginal, maka : Z =
( )
∑
Jadi fungsi konstribusi marginal sebagai fungsi tujuan adalah :
Maksimasi :
( )
∑
Dimana : K( Xn) : Konstribusi marginal bila dilakukan n buah alokasi produk Kj : Konstribusi marginal satuan pada alokasi ke j
Xj : Jumlah produk yang dialokasikan pada alokasi ke j
BAB 3
HASIL DAN PEMBAHASAN
3.1. Pengumpulan data
Pada dasarnya untuk menyelesaikan suatu masalah perlu adanya data angka yang berhubungan dengan masalah tersebut, baik data primer maupun data skunder. Data primer yaitu data yang diperoleh langsung dari objek penelitian, sedangkan data skunder adalah data yang diperoleh dari dokumen-dokumen yang telah dilakukan orang lain. Adapun data yang dibutuhkan untuk menyelesaikan masalah penelitian ini adalah sebagai berikut :
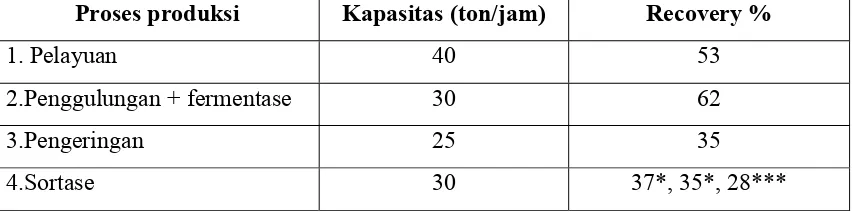
3.1.1. Data Kapasitas dan Recovery Rate Mesin Pabrik Teh
Kapasitas dan recovery rate mesin pabrik Teh yang dilaporkan PTPN IV Sidamanik pada saat ini adalah seperti pada table 3.1. dibawah ini.
Table 3.1. Kapasitas dan recovery rate mesin pabrik teh Proses produksi Kapasitas (ton/jam) Recovery %
1. Pelayuan 40 53
2.Penggulungan + fermentase 30 62
3.Pengeringan 25 35
4.Sortase 30 37*, 35*, 28***
Sumber PTPN IV Sidamanik
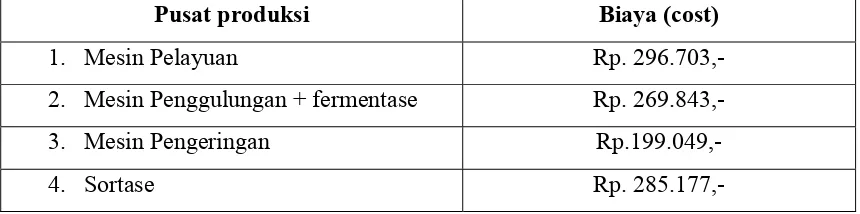
3.1.2. Data Biaya Operasi Mesin Per Jam
Data operasi mesin per jam pada PTPN IV dapat dilihat pada table 3.2.di bawah ini.
Tabel 3.2. Biaya operasi mesin per jam
Pusat produksi Biaya (cost)
1. Mesin Pelayuan Rp. 296.703,-
2. Mesin Penggulungan + fermentase Rp. 269.843,- 3. Mesin Pengeringan Rp.199.049,-
4. Sortase Rp. 285.177,-
3.1.3.Data Harga Penjualan Dan Bahan Baku.
Data penjualan dan bahan baku pembuatan teh pada PTPN IV kebun Sidamanik Siantar dapat dilihat pada table 3.3 dibawah ini.
Tabel 3.3. Harga penjualan dan Bahan Baku
Jenis Harga 1. Jenis teh Grade 1 Rp. 10.000 / Kg
2. Jenis teh Grade 2 Rp. 8.000 / Kg 3. Jenis teh Grade 3 Rp. 6.000 / Kg 4. Air per meter Rp. 340 / meter3
3.1.4. Data Jam Kerja Harian PTPN IV Kebun Sidamanik
Pengaturan jam kerja pada PTPN IV setiap harinya ada tiga shift,yaitu: Shift I : pukul 07.30 – 15.30 WIB
Shift II : pukul 15.30 – 23.30 WIB Shift III : pukul 23.30 – 07.30 WIB Dengan jumlah jam kerja 147 jam per minggu.
3.2. Pengolahan Data
3.2.1. Pendekatan Model
Prodes pengolahan Teh mulai dari daun teh basah sampai menjadi output yaitu bubuk teh grade 1, bubuk teh grade 2, dan bubuk teh grade 3, yang dapat dijelaskan dengan gambar (2.3.) yaitu diagram aliran untuk pembuatan teh.
Dimana urutan proses berikut variabelnya ditampilkan X1 dan X3 untuk melambangkan jumlah input bahan yang akan diolah. Karena ada recovery tiap-tiap mesin, maka X1 dimodifikasikan dengan sederetan variable-variabel X1, X2, X3, X4, X6 menyatakan flow untuk jenis bubuk teh Grade 1, variable-variabel X5, X6 dan X7 adalah flow untuk jenis bubuk teh Grade 2. dan yang terakhir X5 X6 X7 dan X8 adalah flow untuk jenis bubuk teh Grade 3.
3.2.2. Hubungan Antar Variabel
1) Hubungan antar variabel yang menyangkut recovery rate :
a. Recovery Rate hasil pengolahan Teh (X1) di mesin 1 untuk diproses dimesin 2 (X2) adalah 53% maka diperoleh : X2 = 0,53 X1 atau X2 – 0.53 X1 = 0
b. Recovery Rate hasil pengolahan Teh (X2) di mesin 2 untuk diproses dimesin 3 (X4) adalah 35 % maka diperoleh X4 = 0. 35 X2 atau X4 – 0. 35 X2 = 0
c. Recovery Rate hasil pengolahan Teh(X4) dari mesin 2 untuk diproses dimesin 3(X5) adalah 62%, maka diperoleh X5 = 0. 62 X4 atau X5 – 0, 62 X4 = 0
d. Recovery Rate hasil pengolahan Teh (X5) di mesin 3 untuk diproses dimesin 4 (X6) adalah 37 %, maka diperoleh X6 = 0.37 X5 atau X6 - 0.37 X5 = 0
X7 = 0,35 X6 atau X7 -0,35X6 = 0, dan X8 = 0,28 X7 atau X8 – 0.28X7 = 0
2) Hubungan antara variable yang menyangkut tingkat proses tiap jam :
b. Kapasitas mesin 2 sama dengan 30 ton/jam, Input X2 akan diproses selama X2 per 30 jam, jika X9 digunakan sebagai simbol waktu proses pada mesin 2 maka X10 = X2 per 30 jam.
c. Kapasitas mesin 3 sama dengan 25 ton/jam, Input X4 diproses selama X4 per 25 jam, jika X11 digunakan sebagai simbol waktu proses pada mesin 3 maka X11 = X4 per 25 jam.
d. Kapasitas mesin 4 sama dengan 30 ton/jam, Input X5 diproses selama X5 per 30 jam, jika X12 digunakan sebagai simbol waktu proses pada mesin 4 maka X12 = X5 per 30 jam.
3) Variabel yang berhubungan dengan air
Penggunaan air pad pabrik teh sebanyak 24 % dari daun basah maka : X3 = 0.24 X1 atau X3 - 0.24 X1 = 0
4) Variabel yang berhubungan dengan jam kerja
Jam kerja yang tersedia setiap minggunya adalah 147 jam, maka :
X9 ≤ 147 X10 ≤ 147 X11 ≤ 147 X12 ≤ 147
3.2.3. Konstribusi Marginal Sebagai Fungsi Tujuan
Konstrinusi Marginal adalah income penjualan ( sales income ) dikurangi biaya operasi ( Variabel cost ) dan biaya bahan ( material cost ). Income ditandai oleh variabel-variabel X6 , X7 dan X8 sedangkan biaya material dan biaya variable ditandai oleh X3 ,X9 X10 , X11, X12 sehingga dapat diperoleh:
income = Rp. 10.000.000 X6 + Rp. 8.000.000 X7 + Rp. 6.000.000 X8
didapat dengan mengalikan harga penjualan dengan jumlah output yaitu bubuk Teh jadi dalam satuan ton.
Material cost = Rp.340 X3
Variabel Cost = Rp.296.703 X9 + Rp.269.843 X10 + Rp. 199.049 X11
+ Rp.285.177 X12
Biaya operasi tiap mesin diperoleh dari hasil kali biaya operasi per jam dengan waktu proses yang dibutuhkan setiap produk tiap mesin.
3.2.4. Pembatasan Variabel
Batasan-batasan variabel yang menyangkut Recovery rate akan disajikan sebagai Constrain yang mana dibatasi oleh tingkat proses per jam tiap stasiun. Dengan demikian constrain- constrain untuk problem ini dapat dituliskan sebagai berikut :
1. Constrain yang menyangkut recovery rate : X2 – 0.53 X1 = 0
X4 – 0.35 X2 = 0 X5 – 0.62 X4 = 0 X6 – 0.37 X5 = 0 X7 – 0.35 X6 = 0 X8 – 0.28 X7 = 0
2. Constrain menyangkut tingkat proses tiap jam : X1 – 40 X9 = 0
X2 – 30 X10 = 0 X4 – 25 X11 = 0 X5 – 30 X12 = 0
3. Constrain yang menyangkut penggunaan air X3 - 0.24 X1 = 0
4. Conetrain yang menyangkut jam kerja : X9 ≤ 147
Dari uraian diatas maka didapat model matematika yang dituliskan sebagai berikut :
Max Z = - 340 X3 + 10.000.000 X6 + 8.000.000 X7 + 6.000.000 X8 - 296.703 X9 - 269.843 X10 - 199.049 X11 - 285.177 X12
Kendala :
X2 – 0.53 X1 = 0 X4 – 0.35 X2 = 0 X5 – 0.62 X4 = 0 X6 – 0.37 X5 = 0 X7 – 0.35 X6 = 0 X8 – 0.28 X7 = 0 X1 – 40 X9 = 0 X2 – 30 X10 = 0 X4 – 25 X11 = 0 X5 – 30 X12 = 0 X3 - 0.24 X1 = 0 X9 ≤ 147 X10 ≤ 147 X11 ≤ 147 X12 ≤ 147
Xj≥ 0, j = 1, 2, 3, … , 12
3.3. Hasil
Dengan menggunakan Software Quantitatif Manegement, masalah diatas diselesaikan dengan hasil sebagai berikut :
BAB 4
KESIMPULAN DAN SARAN
4.1. Kesimpulan
Berdasarkan hasil perhitungan dan analisis data, dapat dikemukakan beberapa kesimpulan sebagai berikut ;
1. Dari hasil perhitungan dapat dilihat bahwa nilai minimal biaya produksi perminggu adalah Rp. 3.262.874.624.
2. Hasil perhitungan optimum menunjukkan jumlah teh pada grade I : 250 ton, grade II : 87 ton, dan grade III : 24 ton perminggu dengan masing-masing jam kerja pada mesin 1 selama 147 jam, mesin 2 selama 104 jam, mesin 3 selama 44 jam, dan mesin 4 selama 23 jam per minggu.
3. Untuk mendapatkan nilai optimum tersebut, maka telah dibuat model dalam bentuk perhitungan program linier :
Max Z = - 340 X3 + 10.000.000 X6 + 8.000.000 X7 + 6.000.000 X8 - 296.703 X9 - 269.843 X10 - 199.049 X11 - 285.177 X12
Kendala :
X10 ≤ 147 X11 ≤ 147 X12 ≤ 147
Xj ≥ 0, j = 1, 2, 3, … , 12
4.2. Saran
Berdasarkan hasil perhitungan terdahulu, maka dapat digambarkan bahwa untuk mengoptimalkan produktivitas sistem produksi saat ini maka disarankan hal-hal berikut :
1. Agar jam kerja mesin 2,3 dan 4 berimbang dengan jam kerja mesin-mesin sebelumnya, maka harus ditinjau hal lain yang mempengaruhinya, seperti mengurangi karyawan yang bekerja, sehinga pengeluaran ( cost ) dapat berkurang, dan mesin dapat bekerja maksimal selama 147 jam dalam seminggu.
2. Agar perhitungan nilai optimum biaya produksi lebik maksimal, maka harus ditinjau biaya-biaya yang mempengaruhinya, seperti biaya perawatan kebun teh.
DAFTAR PUSTAKA
Bronson, Richard. 1993. ” Teori dan soal-soal Operation Research”. Erlangga : Jakarta.
Mustafa Zainal. Parkhan Ali. 2000 . “Belajar Cepat Linear Programming dengan quantitative systems”. Edisi pertama. Yogyakarta : EKONISIA.
Nasendi. BD. Anwar Efendi. 1985 . “ Program linier dan Variasinya” .Gramedia : Jakarta.
Richard I.Levin, David S.Rubin, Joel p. Stinson, Everette s. Gardener Jr, 1995
“Pengambilan Keputusan Secara Kuantitatif”, Edisi ketujuh, Jakarta :
PT.raja Grafindo Persada.
Siagian. P.1987 .”Penelitian Operasional ”.Penerbit Universitas Indonesia : Jakarta.
Siswanto.2007 .”Operations Research ” Jilid 1.Penerbit Erlangga: Jakarta.