SIFAT PEMESINAN KAYU EKALIPTUS
SKRIPSI
Oleh:
Rinaldi Roger
051203005
PROGRAM STUDI KEHUTANAN
FAKULTAS PERTANIAN
LEMBAR PENGESAHAN
Judul : Sifat Pemesinan Kayu Ekaliptus
Nama : Rinaldi Roger
NIM : 051203005
Program Studi : Kehutanan
Disetujui oleh,
Komisi Dosen Pembimbing
Ketua Anggota
(Evalina Herawati, S.Hut, M.Si) (Arif Nuryawan, S.Hut, M.Si)
NIP.197706272003122002 NIP. 197804162003121003
Diketahui
Ketua Program Studi
(Siti Latifah, S.Hut,M.Si, Ph.D)
ABSTRAK
Pemanfaatan kayu ekaliptus (Eucalyptus grandis) merupakan salah satu
upaya untuk mengatasi keterbatasan kayu berkualitas tinggi. Untuk dapat
dimanfaatkan dalam industri pengolahan kayu, diperlukan sifat dasar terutama
kemudahan untuk dikerjakan oleh mesin. Tujuan dari penelitian ini adalah untuk
mengevaluasi sifat-sifat pemesinan kayu ekaliptus. Proses pemesinan yang
dilakukan adalah penyerutan, pembentukan, pengeboran, pengamplasan, pelubang
persegi dan pembubutan. Jenis cacat yang teramati adalah serat terserpih, bulu
halus, tanda serpih dan penyobekan. Berdasarkan hasil penelitian kayu ekaliptus
masuk dalam sifat pemesinan kelas I dengan mutu pemesinan sangat baik.
ABSTRACT
The use of eucalyptus wood (Eucalyptus grandis) is one of effort to overcome
limitated high quality wood. To be used in wood processing industry of wood
processing needed by properties of base especially amenity to be done by
machine. The purpose of this research was to evaluate the properties of eucalyptus
wood machining. Machining processes were planing down, shaping, borring,
sanding, mortising and turning. The physical defects that seen are chip grain,
fuzzy grain, chip mark and raised grain. Based on this research ekaliptus wood
(Eucalyptus grandis) is belong to class I properties of machining.
RIWAYAT HIDUP
Penulis dilahirkan di Duri Riau pada tanggal 13 Oktober 1985 dari ayah B.
Tobing dan ibu S. Simatupang. Penulis merupakan anak kelima dari lima
bersaudara.
Pendidikan formal yang ditempuh selama ini :
1. Pendidikan Dasar di SD Santo Yosef Duri Riau, lulus tahun 1998
2. Pendidikan Lanjutan di SLTP Santo Yosef Duri Riau, lulus tahun 2001
3. Pendidikan Menengah di SMA Santo Yoseph Medan, lulus tahun 2004
4. Tahun 2005 diterima pada Program Studi Teknologi Hasil Hutan Departemen
Kehutanan Universitas Sumatera Utara.
Penulis pernah melakukan Praktik Pengenalan Pengolahan Hutan (P3H)
pada 2 lokasi berbeda yaitu di hutan mangrove Batubara dan hutan pegunungan
Lau Kawar. Selain itu penulis juga pernah melaksanakan Praktik Kerja Lapangan
(PKL) di Perhutani Unit III Jawa Barat dan akhir kuliah penulis melaksanakan
penelitian dengan judul Sifat Pemesinan Kayu Ekaliptus untuk memperoleh
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang
telah memberikan segala berkat dan karuniaNya sehingga hasil penelitian yang
berjudul ” Sifat Pemesinan Kayu Ekaliptus ” berhasil dengan baik dan tepat
waktu.
Terimakasih disampaikan kepada Ibu Evalina Herawati, S. Hut, M. Si
dan Bapak Arif Nuryawan, S. Hut, M. Si selaku komisi pembimbing yang telah
banyak mengarahkan dan memberikan saran kepada penulis dalam menyelesaikan
hasil penelitian ini. Penulis juga mengucapkan terimakasih kepada kedua orangtua
dan saudara-saudara atas dukungan dan doanya kepada penulis serta teman-teman
yang membantu dalam penulisan hasil penelitian ini.
Penulis menyadari bahwa hasil penelitian ini masih jauh dari sempurna,
oleh karena itu penulis menerima kritikan dan saran yang membangun dari
pembaca untuk menyempurnakan dimasa yang akan datang. Semoga karya ilmiah
ini bermanfaat dan memberi kontribusi yang baru khususnya dalam bidang
DAFTAR ISI
Pemanfaatan Kayu Ekaliptus ... 3
Sifat Fisis Kayu Ekaliptus ... 3
Sifat Mekanis Ekaliptus ... 4
Pengerjaan Kayu ... 4
Faktor-Faktor yang Mempengaruhi Pengerjaan Kayu ... 5
Pemesinan Kayu ... 6
Kualitas Pemesinan ... 7
Mesin-Mesin Pengerjaan Kayu ... 10
Cacat-Cacat Pemesinan Kayu ... 10
METODE PENELITIAN Waktu dan Tempat ... 12
Alat dan Bahan ... 12
Prosedur Penelitian ... 12
Pembuatan Contoh Uji ... 13
Pengujian ... 13
Pengerjaan Papan Contoh ... 13
Pengujian Sifat Pemesinan ... 15
HASIL DAN PEMBAHASAN Penyerutan (Planing) ... 17
Pembentukan (Shaping) ... 22
Pengeboran (Boring) ... 24
Pengampelasan (Sanding) ... 26
Pelubang Persegi (Mortising) ... 28
KESIMPULAN DAN SARAN
Kesimpulan ... 31 Saran ... 31
DAFTAR PUSTAKA
DAFTAR TABEL
Halaman
1. Nilai Bebas Cacat dan Klasifikasi Mutu Sifat Pemesinan ... 9
2. Persentase Rata-rata Permukaan Bebas Cacat dan
DAFTAR GAMBAR
Halaman
1. Pola Pemotongan Contoh Uji (ASTM D 1666-1999) ... 16
2. Hasil Penyerutan Kayu Ekaliptus……… 18
3. Cacat Serat Terserpih Hasil Proses Penyerutan
Kayu Ekaliptus ... 19
4. Cacat Tanda serpih Hasil Proses Penyerutan
Kayu Ekaliptus ... 20
5. Cacat Bulu Halus Hasil Proses Penyerutan
Kayu Ekaliptus ... 20 6. Hasil Pembentukan pada Kayu Ekaliptus ... 23
7. Cacat Bulu Halus Hasil Proses Pembentukan
Kayu Ekaliptus ... 23
8. Cacat Serat Terserpih Hasil Proses Pembentukan
Kayu Ekaliptus ... 24 9. Hasil Pengeboran pada Kayu Ekaliptus ... 25
10.Cacat Bulu Halus Hasil Proses Pengeboran
Kayu Ekaliptus ... 25
11.Cacat Penyobekan Hasil Proses Pengeboran
Kayu Ekaliptus ... 26 12.Hasil Pengampelasan pada Kayu Ekaliptus ... 26
13.Cacat Bulu Halus Hasil Proses Pengampelasan
Kayu Ekaliptus ... 27 14.Hasil Pelubang Persegi pada Kayu Ekaliptus ... 28
15.Cacat Bulu Halus Hasil Proses Pelubang Persegi
Kayu Ekaliptus ... 29
16.Cacat Penyobekan Hasil Proses Pelubang Persegi
Kayu Ekaliptus ... 29 17.Hasil Mesin Bubut pada Kayu Ekaliptus ... 30
18.Cacat Bulu Halus Hasil Proses Penyerutan
DAFTAR LAMPIRAN
Halaman
1. Kerapatan dan Kadar Air Contoh Uji Kayu Ekaliptus ... 32
2. Persentase Permukaan Contoh Uji Bebas Cacat
pada Proses Penyerutan Kayu Ekaliptus ... 33
3. Persentase Permukaan Contoh Uji Bebas Cacat
pada Proses Pembentukan Kayu Ekaliptus ... 34
4. Persentase Permukaan Contoh Uji Bebas Cacat
pada Proses Pengeboran Kayu Ekaliptus ... 35
5. Persentase Permukaan Contoh Uji Bebas Cacat
pada Proses Pengampelas Kayu Ekaliptus ... 36
6. Persentase Permukaan Contoh Uji Bebas Cacat
pada Proses Pelubang Persegi Kayu Ekaliptus ... 37
7. Persentase Permukaan Contoh Uji Bebas Cacat
ABSTRAK
Pemanfaatan kayu ekaliptus (Eucalyptus grandis) merupakan salah satu
upaya untuk mengatasi keterbatasan kayu berkualitas tinggi. Untuk dapat
dimanfaatkan dalam industri pengolahan kayu, diperlukan sifat dasar terutama
kemudahan untuk dikerjakan oleh mesin. Tujuan dari penelitian ini adalah untuk
mengevaluasi sifat-sifat pemesinan kayu ekaliptus. Proses pemesinan yang
dilakukan adalah penyerutan, pembentukan, pengeboran, pengamplasan, pelubang
persegi dan pembubutan. Jenis cacat yang teramati adalah serat terserpih, bulu
halus, tanda serpih dan penyobekan. Berdasarkan hasil penelitian kayu ekaliptus
masuk dalam sifat pemesinan kelas I dengan mutu pemesinan sangat baik.
ABSTRACT
The use of eucalyptus wood (Eucalyptus grandis) is one of effort to overcome
limitated high quality wood. To be used in wood processing industry of wood
processing needed by properties of base especially amenity to be done by
machine. The purpose of this research was to evaluate the properties of eucalyptus
wood machining. Machining processes were planing down, shaping, borring,
sanding, mortising and turning. The physical defects that seen are chip grain,
fuzzy grain, chip mark and raised grain. Based on this research ekaliptus wood
(Eucalyptus grandis) is belong to class I properties of machining.
PENDAHULUAN
Latar Belakang
Kayu merupakan hasil hutan dari sumber kekayaan alam, merupakan
bahan mentah yang mudah diproses untuk dijadikan barang sesuai kemajuan
teknologi. Kayu memiliki beberapa sifat sekaligus, yang tidak dapat ditiru oleh
bahan-bahan lain. Pengertian kayu disini ialah sesuatu bahan, yang diperoleh dari
hasil pemungutan pohon-pohon di hutan, yang merupakan bagian dari pohon
tersebut, setelah di perhitungkan bagian-bagian mana yang lebih banyak dapat
dimanfaatkan untuk sesuatu tujuan penggunaan. Baik berbentuk kayu
pertukangan, kayu industri maupun kayu bakar (Dumanauw, 1990).
Menurut Rachman dan Balfas (1985), sampai saat ini masih terdapat
banyak sekali jenis-jenis kayu yang belum dimanfaatkan sebagaimana mestinya.
Hal ini terutama disebabkan karena jenis-jenis kayu tersebut tidak atau belum
dikenal kegunaannya. Untuk mengetahui dan menetapkan kegunaan suatu jenis
kayu secara baik, maka terlebih dahulu diketahui sifat-sifat dasar dari kayu yang
bersangkutan sekaligus dengan sifat pengerjaannya. Salah satu sifat dari
pengerjaan kayu yang perlu diketahui adalah sifat pemesinannya (wood machines
properties).
Menurut Butar-butar dan Tigor (1995) dalam Latifah (2004),
pengembangan Hutan Tanaman Industri (HTI) di PT. Toba Pulp Lestari Provinsi
Sumatera Utara telah dilakukan sejak enam belas tahun yang lalu. Jenis utama
grandis dan Eucalyptus saligna. Selain itu juga terdapat jenis yang lain yaitu
Acacia mangium yang dijadikan sebagai tanaman tepi jalan.
Pemanfaatan ekaliptus masih jarang digunakan sebagai bahan baku
industri meubel. Pemanfaatan ini diharapkan dapat menjadi pengganti keberadaan
kayu-kayu yang selama ini digunakan sebagai bahan baku di industri pengolahan
kayu. Atas dasar pemikiran tersebut, maka dilakukan penelitian untuk mengetahui
sifat pemesinan pada kayu ekaliptus.
Tujuan Penelitian
Tujuan dilakukan penelitian ini untuk mengevaluasi sifat-sifat pemesinan
kayu ekaliptus.
Manfaat Penelitian
Dari penelitian ini diharapkan dapat diperoleh informasi mengenai
sifat-sifat pemesinan kayu ekaliptus sebagai alternatif bagi penyediaan bahan baku
TINJAUAN PUSTAKA
Kayu Ekaliptus
Nama botani dari Eucalyptus grandis adalah Eucalyptus grandis Hill ex
Maiden. Eucalyptus grandis adalah nama lain dari Eucalyptus saligna var.
pallidivalvis Baker et Smith. Di dunia perdagangan sering disebut Flooded gum,
rose gum (Sutisna et al., 1998 dalam Latifah, 2004).
Taksonomi dari ekaliptus sebagai berikut :
Divisi : spermathophyta
Species : Eucalyptus grandis (Ayensu, 1980 dalam Latifah, 2004)
Pemanfaatan Ekaliptus
Kayu ekaliptus digunakan antara lain untuk bangunan di bawah atap,
kusen pintu dan jendela, kayu lapis, bahan pembungkus, korek api, bubur kertas
(pulp), kayu bakar. Daun dan cabang dari beberapa ekaliptus menghasilkan
minyak atsiri yang merupakan produk penting untuk farmasi, misalnya untuk obat
gosok atau obat batuk, parfum, sabun, detergen, disinfektan dan pestisida (Sutisna
et al., 1998 dalam Latifah, 2004).
Sifat Fisis Kayu Ekaliptus
Menurut Acosta (2005), kayu ekaliptus mempunyai kerapatan 0,5 g/cm3
10,4 % dan nilai penyusutan volume 18,9 %. Perbandingan penyusutan tangensial
dan radial pada kayu ekaliptus 1,8 %. Stabilitas kayu ekaliptus cukup bagus.
Porositas pada kayu ekaliptus adalah 62,7 %.
Sifat Mekanis Kayu Ekaliptus
Menurut Acosta (2005), sebelum mengalami perlakuan kayu ekaliptus
memiliki modulus patah sebesar 732 kg/cm2 dan modulus elastisitas sebesar
98,345 kg/cm2. Setelah mengalami tekanan modulus patah sebesar 343 kg/cm2
dan modulus elastisitas sebesar 150,543 kg/cm2. Kayu ekaliptus tidak mudah
dikeringkan, penggergajian kayu ekaliptus ketika kondisi basah mudah dilakukan,
setelah dikeringkan penggergajiannya masih cukup mudah. Untuk perencanaan
kayu ekaliptus termasuk bagus, untuk kayu bentukan kayu ekaliptus mudah
dilakukan. Proses pemakuan, pewarnaan dan perekatan pada kayu ekaliptus
bagus.
Pengerjaan Kayu
Pengerjaan kayu sering disebut sebagai wood working yang bertujuan
untuk mengkonversikan kayu solid maupun panel kayu menjadi produk berdaya
guna, bernilai dan berestetika tinggi lewat serangkaian proses. Proses produksi
industri pengerjaan kayu lebih rumit dari pada industri-industri lainnya. Perlakuan
terhadap kayu secara bertahap mulai dari proses pemotongan, pengeringan,
penggergajian, penyerutan, pembentukan, pelubangan, pembubutan,
pengampelasan hingga pengecatan akhir (Darmawan, 1997 dalam Sucipto, 2009).
Menurut Bakar (2003) dalam Adha (2005) mengemukakan bahwa ruang
lingkup pengerjaan kayu adalah mulai dari perencanaan (planning), pendesainan
(assembling) dan pengkilapan (finishing). Pengerjaan kayu lebih ditekankan pada
bagaimana proses pemotongan dari proses pengerjaan tersebut berlangsung.
Mutu dari suatu jenis kayu ditentukan oleh sifat fisiknya seperti warna,
tekstur, serat, kekerasan, kesan raba, bau dan rasa, nilai dekoratif dan sifat-sifat
pengerjaan seperti sifat pengetaman, pembubutan, pemboran, dan pengampelasan.
Selain itu mutu kayu ditentukan pula oleh cacat pada kayu tersebut yang akan
mempengaruhi sifat kayu, pengerjaan maupun pemakaiannya (Abdurachman dan
Hadjib, 2006).
Faktor-Faktor yang Mempengaruhi Pengerjaan Kayu
Darmawan (1997) dalam Siswanto (2002) menyatakan bahwa secara
umum aspek yang memegang peranan penting dalam industri pengerjaan kayu
adalah penampilan akhir kayu setelah dikerjakan (surface roughness), masa pakai
pisau (tool life) dan konsumsi energi listrik (cutting power consumption). Surface
roughness diukur dengan menggunakan alat texture measuring instrument yang
akan menghasikan gelombang. Permukaan yang halus akan ditunjukan dari variasi
gelombang yang dihasilkan tidak jauh beda, sedangkan permukaan kasar
ditunjukkan dengan gelombang bervariasi. Masa pakai pisau dikatakan baik jika
masa pakainya lama serta tidak mudah tumpul setelah digunakan. Penggunaan
mesin-mesin pengerjaan kayu akan ekonomis jika energi listrik yang digunakan
untuk memotong atau mengerjakan kayu rendah, sehingga akan meningkatkan
efisiensi pengolahan kayu.
Untuk menggunakan kayu lebih efisien dalam pengembangan produk
akhir, karakteristik tertentu atau sifat fisik harus diperhitungkan. Sifat mesin
produk dari berbagai bentuk dan dimensi, dengan permukaan yang berkualitas
baik (Hernandez, 2001).
Menurut American Society for Testing Materials (ASTM) D 1666-1999,
jenis dan bentuk cacat yang timbul dari pengerjaan kayu tidak selamanya sama
tergantung dari cara pemesinan yang dilakukan, dengan perincian sebagai
berikut :
1. Cacat pengetaman, yaitu serat bulu halus (fuzzy grain), serat terangkat (raised
grain) dan tanda bekas serpih (chip mark).
2. Cacat pembentukan, yaitu serat bulu halus, serat terangkat dan tanda bekas
serpih.
3. Cacat pembubutan, yaitu serat bulu halus, serat patah dan permukaan kasar
(roughness).
4. Cacat pengeboran, yaitu serat bulu halus, kelicinan (smothness), bagian yang
tidak hancur (crushing) dan bekas sobekan (tearcut).
5. Cacat lubang persegi, yaitu kelicinan, bekas sobekan dan bagian yang tidak
hancur.
6. Cacat pengampelasan, yaitu serat bulu halus dan bekas garukan (scratching).
Pada penggergajian potongan-potongan kayu yang kecil, masih dapat diperhatikan
arah pengetaman diantaranya adalah mata kayu dan serat miring yang tumbuh
secara alami (Damanauw, 1990).
Pemesinan Kayu
Pemesinan kayu merupakan proses pabrikasi dari produk kayu seperti
kayu gergajian, vinir dan bagian-bagian dari furniture. Tujuan pengerjaan kayu
ketelitian yang akurat dan kualitas permukaan yang baik dengan cara yang paling
hemat (Forest Product Society, 1999).
Pemesinan kayu (wood machining) adalah proses pembentukan atau
pemotongan kayu dengan menggunakan mesin, yang didalamnya terdapat mata
pisau (cutting toll), melalui satu atau kombinasi operasi yaitu penggergajian
(sawing), penyerutan (planning), pembentukan (shaping atau moulding),
pengaluran (routing), pembubutan (turning), pengampelasan (sanding) dan
sebagainya. Karena inti dasar dalam proses pemesinan kayu adalah pemotongan,
maka istilah pemesinan kayu (wood machining) sering diasosiasikan dengan
pemotongan kayu (wood cutting) (Bakar, 2003 dalam Sucipto, 2009).
Proses pengetaman (planning) merupakan proses paling penting, karena
pada akhirnya semua komponen dari produk furniture ini harus diketam untuk
menghasilkan penampilan permukaan dengan kualitas yang baik. Banyak faktor
yang memainkan peranan penting dalam menentukan kualitas hasil pengetaman.
Salah satu dari faktor tersebut berasal dari jenis kayu yang sedang diketam,
sedangkan beberapa faktor lainnya dapat berasal dari mesin ketam yang
dipergunakan. Adapun karakteristik kayu yang sering menyulitkan dalam proses
pengetaman diantaranya adalah adanya mata kayu dan serat miring yang tumbuh
secara alami (Darmawan, 1997 dalam Sucipto, 2009).
Kualitas Pemesinan
Kualitas pemesinan kayu ditentukan oleh tiga faktor utama yaitu kayu,
operator, dan mesin yang digunakan, serta interaksi antara ketiga faktor tersebut.
Interaksi antara faktor kayu dengan faktor mesin adalah orientasi pemotongan
awal (pretreatment) dan interaksi antara faktor operator dengan mesin adalah
penyetelan alat (setting) (Bakar, 1997 dalam Siswanto, 2002).
Sesuai dengan jenis, ada kayu yang bisa dilakukan pemesinan dengan
mudah untuk menghasilkan kualitas pemesinan tertentu. Sebaliknya, ada pula
kayu yang susah untuk dilakukan pemesinan agar dapat menghasilkan kualitas
pemesinan yang sama. Tingkat kemudahan kayu untuk dilakukan pemesinan
inilah yang disebut dengan pemesinan (machinability) kayu. Kayu yang mudah
untuk dilakukan pemesinan dikatakan mempunyai sifat pemesinan tinggi dan
kayu yang susah untuk dilakukan pemesinan dikatakan mempunyai sifat
pemesinan rendah. Jadi ada hubungan antara pemesinan kayu dengan kualitas
pemesinannya (Bakar, 2003 dalam Sucipto, 2003).
Perbedaan kadar air di bawah titik jenuh serat mempengaruhi kualitas hasil
penyerutan, pembentukan dan pengamplasan. Berat jenis kayu juga sangat
mempengaruhi kualitas sifat-sifat pemesinan Koch (1964) dalam Sucipto (2009).
Makin besar berat jenis kayu semakin baik sifat pemesinannya, sebaliknya
semakin besar ukuran pori kayu semakin jelek sifat pemesinan kayu tersebut
(Supriadi dan Rachman, 2002 dalam Sucipto, 2009).
Rachman dan Balfas (1986) dalam Sitinjak (2008) mengemukakan bahwa
kualitas pemesinan suatu jenis kayu secara umum dapat diduga berdasarkan nilai
berat jenis. Semakin besar nilai berat jenis kayu maka semakin baik sifat-sifat
pemesinannya. Lebih lanjut dijelaskan bahwa meskipun demikian, ternyata untuk
sifat pengampelasan hubungan antara berat jenis kayu dengan kualitas
pengampelasan menunjukkan hubungan yang lemah, sehingga sifat
(2003) dalam Sitinjak, (2008), kualitas permukaan hasil serutan tidak
berhubungan langsung dengan kerapatan kayu dan lebih erat hubungannya dengan
orientasi serat.
Selanjutnya dijelaskan oleh Bakar (2003) dalam Sitinjak (2008), bahwa
spesies yang mempunyai kerapatan rendah menghasilkan permukaan potong yang
lebih besar dibandingkan dengan spesies yang berkerapatan lebih tinggi dalam
proses pemotongan tegak lurus (crosscutting). Dijelaskan pula bahwa pada
pemotongan tegak lurus serat (crosscutting), kondisi serat kayu tidak
mempengaruhi kualitas permukan potong. Sebagai contoh kayu Afrika dengan
karakteristik serat terpadu (interlocked grain) yang berpeluang menghasilkan
permukaan hasil serutan yang kasar ternyata dapat menghasilkan permukaan
potong yang halus.
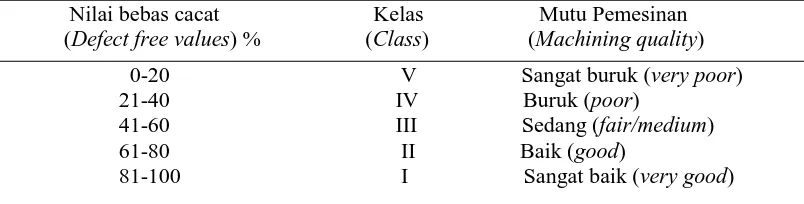
Untuk menentukan kualitas kayu berdasarkan nilai bebas cacat dapat
dimasukkan kedalam kelas mutu pemesinannya yang disajikan pada Tabel 1.
Tabel 1. Nilai Bebas Cacat dan Klasifikasi Mutu Sifat Pemesinan
Nilai bebas cacat Kelas Mutu Pemesinan
Sumber : Ginoga (1995) dalam Sucipto (2009)
Pada kondisi mesin baik, bagian-bagian peralatannya akan berfungsi dan
beroperasi dengan lancar serta memberikan akurasi yang tinggi dibandingkan
dengan mesin yang kurang baik. Apabila semua mesin tersebut tidak terpelihara
dengan baik, maka kecepatan kerja semakin lama semakin menurun. Hal ini
tinggi. Semakin tinggi variasi penggergajian rendemen semakin rendah (Bakar,
2003 dalam Sitinjak, 2008).
Mesin-Mesin Pengerjaan Kayu
Mesin yang umumnya digunakan dalam proses pengerjaan kayu antara
lain mesin potong berfungsi untuk memotong kayu, mesin belah berfungsi untuk
membelah kayu, planer (surface) berfungsi menyerut dan meratakan permukaan
kayu. Shaper berfungsi membentuk profil tertentu pada sisi kayu. Turning
machine berfungsi membubut kayu menjadi berprofil bulat. Proses pembubutan
ini menggunakan pisau bubut berbentuk pahat, contoh yang akan dibubut dapat
berupa balok solid maupun laminasi. Bor berfungsi melobangi contoh uji untuk
titik awal pemotongan jig saw, penuntun arah sekrup/paku, lobang pasak kayu,
tempat kedudukan kepada sekrup/paku. Mortise machine berfungsi membuat
lobang sambung mortise pada contoh uji dengan pisau tersusun dalam rantai
caterpillar atau pisau berbentuk bor. Amplas berfungsi menghaluskan permukaan
potong tahap lanjut, sehingga dihasilkan permukaan contoh uji yang lebih halus
(Darmawan, 1997 dalam Siswanto, 2002).
Cacat-Cacat Pemesinan Kayu
Jenis-jenis cacat pada proses pemesinan menurut Darmawan (1997)
dalam Siswanto (2002) antara lain :
a. Serat terangkat (raised grain)
Kekerasan permukaan papan disebabkan oleh terangkatnya kayu akhir
sehingga lebih tinggi daripada kayu awal. Umumnya terjadi pada kayu dari
Penyebabnya adalah kayu akhir lebih keras daripada kayu awal, serta mata
pisau tumpul.
b. Serat terlepas (loosened grain)
Terpisahkan kayu akhir dari kayu awal tetapi masih ada bagian yang
bersatu. Hal ini yang disebabkan pada bagian raised grain kayu akhir
menyusut lebih besar daripada kayu awal.
c. Serat terserpih (chipped grain)
Terserpih/tercabiknya sekelompok serabut kayu karena proses
penyerutan, sehingga serat kayu terlepas dan terbentuk lekukan pada
permukaan kayu. Hal ini disebabkan oleh mata pisau tumpul, sudut potong
pisau terlalu besar serta serat kayu miring.
d. Serat berbulu (fuzzy grain)
Kekerasan permukan kayu karena adanya sekelompok serabut yang
berdiri (tidak terpotong sempurna). Hal ini disebabkan oleh adanya kayu
reaksi, kekuatan geser rendah serta sudut potong kayu kecil.
e. Tanda serpih (chip mark)
Lekukan dangkal pada permukaan kayu disebabkan oleh adanya kayu
yang menempel pada ujung pisau. Biasa disebabkan juga karena resin kayu
METODE PENELITIAN
Waktu dan Tempat
Penelitian dilaksanakan pada bulan Agustus sampai Desember 2010,
penelitian dilakukan di CV. Pinus Raya Simalingkar B Medan.
Alat dan Bahan
Alat yang digunakan untuk penelitian adalah gergaji bundar (circular
saw), mesin serut (planer), mesin profil (shaper), mesin bor (borer), mesin
amplas (sander), mesin bubut (turner), mesin pelubang persegi (mortiser). Alat
bantu yang digunakan adalah meteran, caliper, alat tulis, kaca pembesar (loupe)
dengan perbesaran sepuluh kali.
Penelitian sifat-sifat pemesinan ini menggunakan bahan baku berupa
papan contoh kayu ekaliptus 120 cm x 12,5 cm x 2 cm sebanyak 20 lembar papan
(ASTM D 1666-1999). Kayu diperoleh dari PT. Toba Pulp Lestari di Sumatera
Utara. Semua papan contoh dalam keadaan kering udara dan kondisi bebas cacat.
Prosedur Penelitian
Metode yang digunakan dalam penelitian ini pada dasarnya sama dengan
metode ASTM D 1666-1999, dengan sedikit modifikasi yang disesuaikan dengan
kondisi bahan dan peralatan yang ada. Perubahan tersebut terutama pada
pembuatan contoh uji dan cara pengujiannya (Abdurrahman dan Kartasudirja
(1982) dalam Sitinjak (2008). Semua papan contoh bebas cacat terlebih dahulu
dikering udarakan hingga kadar air 12-18% selama 2 minggu. Selanjutnya dibuat
contoh uji dan dikerjakan dengan mesin pengerjaan kayu yang terdapat di CV.
Pembuatan Contoh Uji
Menurut ASTM D 1666-1999 papan contoh uji dibuat berukuran 120 cm x
12,5 cm x 2 cm dan bebas cacat. Papan contoh tersebut dibuat menjadi contoh uji
untuk pengujian sifat-sifat pemesinan kayu. Kondisi pemesinan disesuaikan
dengan kondisi yang saat ini diterapkan di industri pengerjaan kayu.
Pengujian
1. Pengerjaan Papan Contoh
Pengujian dilakukan dengan menilai sifat pemesinan pada papan contoh.
Sifat-sifat pemesinan yang dinilai dan cara pengerjaan adalah :
a. Penyerutan (Planning)
Contoh uji penyerutan dibuat berukuran 90 cm x 10 cm x 2 cm
yang selanjutnya diberi nomor contoh uji. Sudut potong pisau diatur
sebesar 200 – 300, laju pengumpanan sebesar 12 m/menit, kecepatan putar
pisau sebesar 16.000 rpm, serta tebal sayatan sebesar 2 mm. Contoh uji
diserut dengan mesin double moulder searah dengan arah serat.
Setiap contoh uji yang keluar dari mesin dengan menunjukkan arah
masuk kayu kedalam mesin diberi tanda. Semua contoh uji yang telah
diserut disimpan dengan teratur dan selanjutnya dinilai sifat
penyerutannya.
b. Pembentukan (Shaping)
Contoh uji yang sudah diserut dikerjakan ke,bali dengan
menggunakan mesin pembentuk (shaper). Pada salah satu sisi contoh uji
tersebut dibentuk alur berbentuk M6 (moulding model 6 ). Pembuatan
16.000 rpm. Selanjutnya dilakukan pengamatan terhadap cacat-cacat
pemesinan yang terjadi pada bidang permukaan hasil pembentukan.
c. Pengeboran (Boring)
Contoh uji yang dibor berukuran 30 cm x 5 cm x 2 cm,dengan
kecepatan putaran mata bor sebesar 3600 rpm. Pada setiap contoh uji
dibuat dua buah lubang bor dengan laju pengeboran diusahakan cukup
lambat agar menghasilkan lubang bor yang baik. Mata bor yang digunakan
berdiameter 12 mm. Pengeboran dilakukan sampai 2 mm permukaan
bawah contoh uji untuk menghindari terjadinya serpih.
d. Pengamplasan (Sanding)
Pada pengujian pengamplasan dipakai contoh uji berukuran 30 cm
x 5 cm x 2 cm dengan menggunakan mesin amplas (sander). Kecepatan
dorong kayu (feed rate) diatur sebesar kurang lebih 360 m/menit dengan
arah pengumpanan searah dengan arah pengumpanan pada saat
penyerutan. Proses ini menggunakan kertas amplas grit 80 dan 120 dengan
tebal pengamplasan sebesar 0,5 mm. Selanjutnya dilakukan pengamatan
cacat-cacat yang timbul.
e. Pelubang Persegi (Mortising)
Contoh uji yang dilubangi berukuran 30 cm x 5 cm x 2 cm,dengan
kecepatan putaran mata bor sebesar 3600 rpm. Pada setiap contoh uji
dibuat dua buah lubang dengan laju 3600 rpm. Mata pahat yang digunakan
berdiameter 13mm. Selanjutnya dilakukan pengamatan cacat-cacat yang
f. Pembubutan (Turning)
Contoh uji pembubutan berukuran 30 cm x 2cm x 2 cm, dengan
kecepatan putar 3200 rpm. Selanjutnya dilakukan pengamatan terhadap
cacat-cacat pemesinan yang terjadi pada bidang permukaan hasil
pembubutan.
2. Pengujian Sifat Pemesinan
Setiap contoh uji yang telah dikerjakan dengan mesin diamati hasilnya
secara visual. Objek yang diamati yaitu cacat yang timbul pada permukaan contoh
uji sebagai akibat dilakukan pemesinan. Loupe dengan derajat pembesaran
sepuluh kali digunakan sebagai alat bantu untuk melihat lebih jelas bentuk cacat.
Bagian-bagian permukaan yang bercacat dijumlahkan luasnya, kemudian dihitung
persentasenya terhadap seluruh luas permukaan contoh uji dan diklarifikasikan
kualitasnya berdasarkan klasifikasi mutu sifat pemesinan pada Tabel 1.
Pengambilan kesimpulan sifat pemesinan kayu dilakukan secara kualitatif
berdasarkan persentase rata-rata permukaan contoh uji yang bebas cacat dan
selanjutnya dikelompokkan ke salah satu kelas sifat pemesinan.
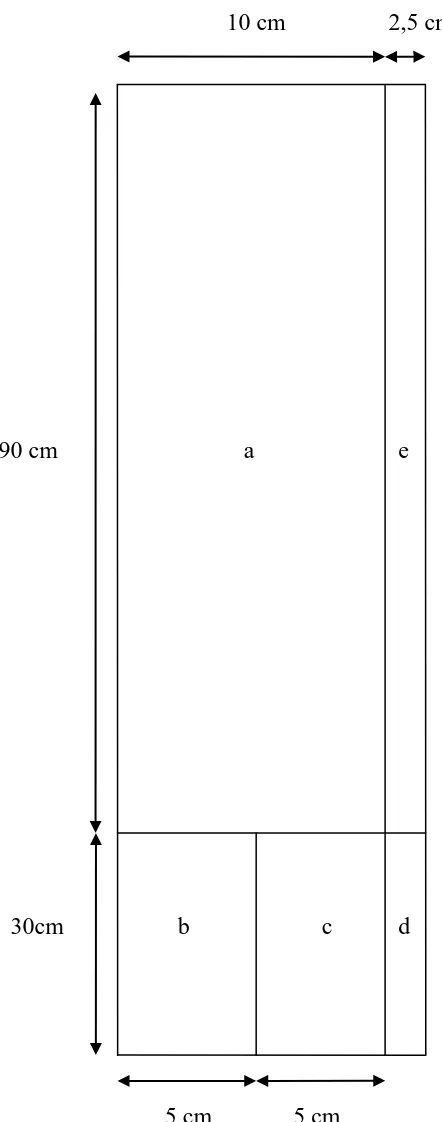
Keterangan :
a = Contoh uji penyerutan dan pembentukan (ukuran 90 cm x 10 cm x 2 cm).
b = Contoh uji pengeboran dan pelubang persegi (ukuran 30 cm x 5 cm x 2 cm).
c = Contoh uji pengamplasan (ukuran 30 cm x 5 cm x 2 cm).
d = Contoh uji pembubutan (ukuran 30 cm x 2,5 cm x 2 cm).
10 cm 2,5 cm
90 cm a e
30cm b c d
5 cm 5 cm
HASIL DAN PEMBAHASAN
Rekapitulasi rata-rata permukaan cacat dan bebas cacat pada kayu
ekaliptus pada seluruh proses pengerjaan disajikan pada Tabel 2.
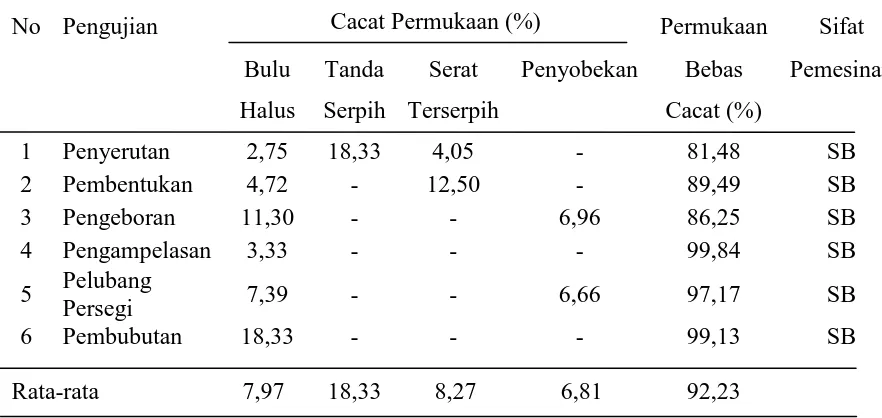
Tabel 2. Persentase Rata-rata Permukaan Cacat dan Bebas cacat pada Kayu
Ekaliptus
No Pengujian Cacat Permukaan (%) Permukaan Sifat
Bulu Tanda Serat Penyobekan Bebas Pemesinan
Halus Serpih Terserpih Cacat (%)
Dari Tabel 2 dapat dilihat bahwa kayu ekaliptus menunjukkan kualitas
sifat pemesinan sangat baik (kelas I).
Penyerutan (Planing)
Penyerutan adalah proses pemesinan yang paling umum nomor dua setelah
penggergajian. Penentuan kualitas permukaan kayu hasil dari proses penyerutan
pada umumnya berdasarkan permukaan bebas cacat Davis (1962) dalam Siswanto
(2002). Berdasarkan proses penyerutan yang telah dilakukan, diperoleh nilai bebas
bahwa kayu ekaliptus menunjukkan kualitas penyerutan mutu sangat baik (kelas
I), dengan persentase permukaan bebas cacat 81,48%.
Luas permukaan bebas cacat pada sampel berkaitan dengan cacat-cacat
pemesinan yang muncul pada proses penyerutan, yaitu cacat bulu halus (fuzzy
grain), serat terserpih (chip grain), serta tanda serpih (chip mark). Pada kayu
ekaliptus, cacat yang terbesar adalah cacat tanda serpih dengan persentase sebesar
18,33% yang diikuti dengan cacat serat terserpih sebesar 4,05%, kemudian cacat
bulu halus dengan persentase cacatnya 2,75%.
Hasil penelitian yang dilakukan oleh Ramawati (2006) cacat-cacat yang
timbul pada proses penyerutan adalah cacat bulu halus, cacat tanda serpih, serat
terserpih. Sedangkan cacat serat terangkat sangat kecil akibat proses penyerutan.
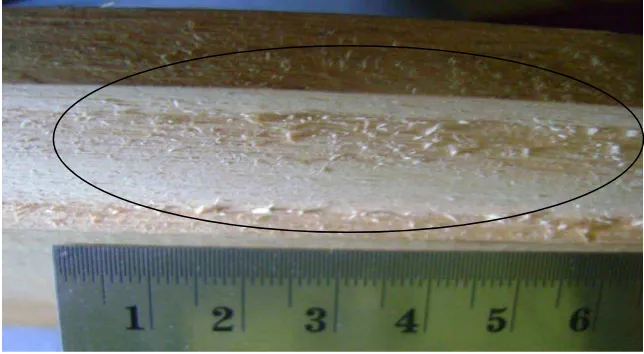
Gambar 2. Hasil Penyerutan Kayu Ekaliptus
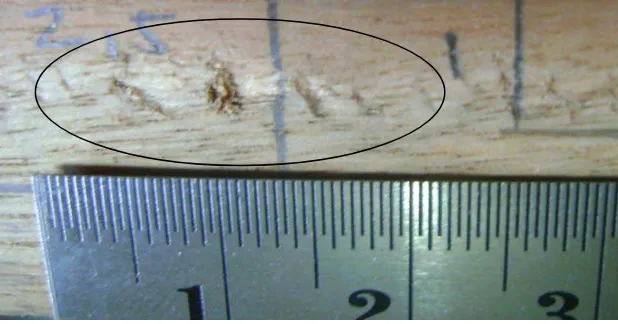
Serat terserpih adalah cacat berupa terserpih/tercabiknya sekelompok
serabut kayu karena proses penyerutan, sehingga serat kayu terlepas dan terbentuk
lekukan pada permukaan kayu. Cacat ini diduga timbul pada permukaan kayu
yang memiliki serat terpadu. Menurut Darmawan (1997) dalam Siswanto (2002)
adanya miring serat dan serat berpadu ini cenderung merangsang timbulnya cacat
Gambar 3. Cacat Serat Terserpih Hasil Proses Penyerutan Kayu Ekaliptus
Menurut Darmawan (1997) dalam Adha (2005), cacat tanda serpih
terbentuk akibat rendahnya kekerasan kayu, sehingga tatal-tatal kayu yang
terbentuk akan sangat mudah dilekukan pada permukaan papan yang telah
diketam oleh pisau-pisau pengetam. Cacat jenis ini dapat dikurangi dengan cara
menyemprotkan permukaan mata pisau dengan suatu larutan pelicin dan juga
disarankan agar pipa penghisap tatal berfungsi dengan sempurna. Dijelaskan oleh
Bakar (2003) dalam Sitinjak (2008), bahwa spesies yang mempunyai kerapatan
rendah menghasilkan permukaan potong yang lebih kasar dibandingkan dengan
spesies yang berkerapatan tinggi. Dari lampiran 1 dapat dilihat bahwa kayu
ekaliptus mempunyai kerapatan sebesar 0,64 gr/cm³.
Menurut SNI 01-500.4-1999 dalam Ruhendi dan Sucipto (2003) bekas
tanda serpih adalah cacat berupa cekungan dangkal pada permukaan kayu yang
disebabkan oleh adanya serpih yang tertinggal, baik pada saat penyerutan maupun
pada saat pembentukan. Tanda serpih kemungkinan terjadi dikarenakan mata
pisau pemotong kayu tidak tajam (tumpul) sehingga pada saat pemotongan kayu
tidak terpotong sempurna. Darmawan (1997) dalam Sitinjak (2008) mengatakan
sehingga ujung pisau menjadi tumpul dan disebabkan oleh resin kayu terlalu
tinggi.
Gambar 4. Cacat Tanda Serpih Hasil Proses Penyerutan Kayu Ekaliptus
Gambar 5. Cacat Bulu Halus Hasil Proses Penyerutan Kayu Ekaliptus
Pada beberapa sampel tidak ditemukan adanya cacat bulu halus seperti
pada Gambar 5, meskipun jumlah persentase yang ditunjukkan pada Tabel 2
menyatakan bahwa cacat bulu halus pada kayu ekaliptus dari hasil penyerutan
sebesar 2,75%. Bulu halus merupakan cacat berupa kekasaran permukaan kayu
karena adanya sekelompok serabut yang berdiri (tidak terpotong sempurna) pada
contoh uji. Cacat ini biasanya ditemukan pada perbatasan kayu gubal dan kayu
teras serta pada pinggir kayu. Timbulnya cacat ini diduga adanya perbedaan kadar
pemotongan yang tidak sempurna pada daerah tersebut dan timbul cacat bulu
halus.
Cacat bulu halus terjadi diduga juga karena mesin ketam yang digunakan
sudah tumpul. Seperti yang dinyatakan oleh Darmawan (1997) dalam Siswanto
(2002), banyak faktor yang memainkan peranan penting dalam menentukan
kualitas hasil pengetaman. Salah satu dari faktor tersebut berasal dari jenis kayu
yang sedang diserut dimana jenis kayu yang bagus menghasilkan serutan yang
bagus pula dan jenis kayu yang kurang bagus menghasilkan serutan yang kurang
bagus pula, sedangkan beberapa faktor lainnya dapat berasal dari mesin ketam
yang dipergunakan. Sehingga dimungkinkan bisa menjadi penyebab serat kayu
tidak terpotong sempurna, sehingga dengan terdapat sekelompok serat bulu halus
yang masih berdiri.
Cacat bulu halus juga sering ditemukan pada permukaan papan gergajian
yang berasal dari kayu reaksi. Diduga karena kayu reaksi memiliki berat jenis
yang lebih tinggi dari pada kayu biasa. Kayu dengan berat jenis yang tinggi akan
sulit dikerjakan meskipun akan menghasilkan kayu gergajian dengan kualitas
pemesinan yang baik tetapi dalam pengerjaannya membutuhkan tenaga yang
berkali-kali lipat dari pengerjaan kayu biasa. Pengerjaan jenis kayu ini membuat
mata pisau yang digunakan menjadi panas sehingga menyulitkan penyelesaian
akhir yang memuaskan. Menurut Siswanto (2002), kayu reaksi sukar untuk
dikerjakan menjadi bentukan lain, susah untuk digergaji, diketam dan hasil
ketamannya berbulu atau berbulu halus.
Menurut Lerch (1987) bahwa untuk meratakan benda kerja, arah serat dan
ketebalaan benda kerja yang diketam dapat ditentukan. Menurut Maloney et al.
(1995) dalam Siswanto (2002), kecepatan pengumpanan, kadar air kayu dan sudut
potong kayu adalah variabel-variabel penting yang diketahui sebagai penduga
kualitas penyerutan. Hasil terbaik pada proses penyerutan akan dicapai pada tebal
serutan akhir tidak kurang dari 1 mm dan tidak lebih dari 2 mm. Kayu ekaliptus
mempunyai kadar air sebesar 17,89%.
Pembentukan (Shaping)
Secara umum kayu ekaliptus memiliki kualitas pembentukan sangat baik
(kelas I), dengan rata-rata persentase bebas cacat sebesar 89,49%. Cacat
permukaan dan nilai bebas dapat dilihat pada tabel 2 .
Cacat-cacat yang timbul akibat proses pembentukan antara lain cacat bulu
halus dan serat terserpih. Persentase cacat permukaan pada kayu ekaliptus untuk
cacat bulu halus sebesar 4,72 dan persentase cacat permukaan serat terserpih
sebesar 12,50.
Hasil penelitian yang dilakukan Mulyono (2000), jenis cacat yang
ditimbulkan pada proses pembentukan didominasi oleh jenis cacat serat bulu.
Seperti halnya pengetaman, bahwa cacat serat berbulu timbul karena adanya
Gambar 6. Hasil Pembentukan pada Kayu Ekaliptus
Gambar 7. Cacat Bulu Halus Hasil Proses Pembentukan Kayu Ekaliptus
Cacat bulu halus diduga timbul karena serat-serat kayu yang berpadu tidak
terpotong sempurna oleh mata pisau sehingga terjadi kerusakan serat-serat kayu
yang mengakibatkan terbentuknya cacat serat berbulu pada bidang pemotongan.
Berdasarkan hasil penelitian Adha (2005), bahwa proses pembentukan
menyebabkan sudut potong pisau dengan arah serat kayu menjadi tegak lurus,
sehingga serat kayu yang tidak terpotong sempurna akan berdiri dan membentuk
bulu-bulu halus. Hal ini dikuatkan dengan adanya bagian kayu dengan arah serat
Gambar 8. Cacat Serat Terserpih Hasil Proses Pembentukan Kayu Ekaliptus
Serat terserpih diduga timbul karena pada saat pemotongan kayu ekaliptus
tidak searah dengan serat, mata pisau yang tumpul serta sudut potong pisau yang
terlalu besar sehingga pisau yang memotong kayu tersebut mengangkat serat
sehingga serat tersebut menjadi seperti serabut yang terlepas. Menurut Darmawan
(1997) dalam Sitinjak (2008), serat terserpih ini disebabkan oleh mata pisau yang
tumpul serta sudut potong pisau yang terlalu besar.
Pengeboran (Boring)
Dari tabel 2 dapat dilihat bahwa kayu ekaliptus menunjukkan kualitas
pengeboran sangat baik (kelas I) dengan persentase permukaan bebas cacat
sebesar 86,25%. Cacat-cacat yang muncul pada hasil uji pengeboran yang
disajikan pada lampiran 4 adalah bulu halus dan serat tersobek. Cacat yang paling
banyak muncul adalah bulu halus sebesar 11,30% , diikuti serat tersobek sebesar
6,96%.
Priyatno (2003) dalam Sitinjak (2008) menambahkan bahwa adanya serat
patah, terjadi karena pada saat pemesinan permukaan papan uji tercabut dengan
paksa. Hal ini terjadi diduga mata bor yang kurang tajam. Pengamatan selama
kestabilan tapak/alat saat mengebor sangat mempengaruhi munculnya cacat
tersebut. Berbeda dengan proses pengetaman dan pengamplasan, kondisi kayu
sebelum dilakukan pengeboran juga sangat mempengaruhi hasil akhir pengeboran.
Hal ini diduga terjadi karena mekanisme dan arah potong pada proses pengeboran
sedikit berbeda dengan kedua proses tersebut. Hasil penelitian yang dilakukan
oleh Rahayu et al., (2005) cacat-cacat yang timbul pada proses pengeboran adalah
cacat serat terangkat, cacat tanda serpih.
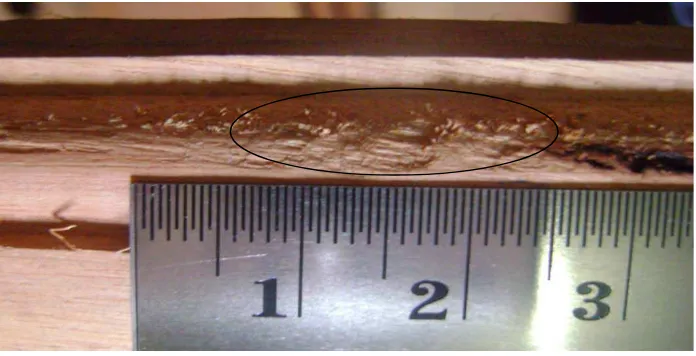
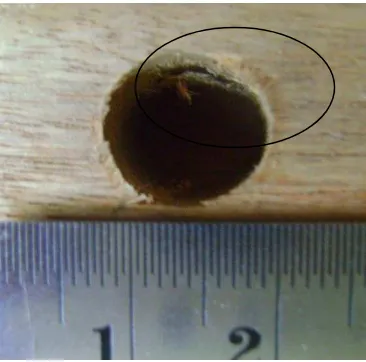
Gambar 9. Hasil Proses Pengeboran Kayu Ekaliptus
Gambar 11. Cacat Penyobekan Hasil Proses Pengeboran Kayu Ekaliptus
Priyatno (2003) dalam Sitinjak (2008) menjelaskan bahwa pada mata bor
terdapat dua sisi tajam yang bekerja, dimana sisi yang satu bekerja untuk
membuat tapak dan melubangi workpiece secara tegak lurus/cross cutting (arah
potong 90-90), sedang sisi lainnya berfungsi untuk mendesak dan memotong
bagian dalam kayu yang dibor hingga terbentuk lubang bor sesuai ukuran mata
bor yang digunakan.
Pengampelasan (Sanding)
Secara umum hasil pengampelasan yang diperoleh untuk kayu ekaliptus
termasuk kedalam kelas sangat baik (kelas I). Dengan cacat teramati adalah bulu
halus sebesar 3,33% seperti pada Tabel 2. Nilai rata-rata persentase bebas cacat
terbesar 99,84%.
Gambar 13. Cacat Bulu Halus Hasil Pengampelasan Kayu Ekaliptus
Berbeda dengan dengan hasil penyerutan, pada pengampelasan cacat bulu
halus seperti pada Gambar 13 lebih merata pada hampir semua contoh uji, yang
ditandai dengan berdirinya serat-serat kayu. Davis (1965) dalam Siswanto (2002)
menyatakan bahwa cacat bulu halus lebih sering muncul pada proses
pengampelasan dari pada penyerutan, karena serat-serat kayu pada saat diampelas
tersobek ke atas sehingga muncul bulu-bulu halus.
Timbulnya cacat bulu halus kadang-kadang dipengaruhi oleh karakteristik
kayu, ukuran grit ampelas yang digunakan serta arah pengumpanan kayu saat
memasukkan kayu pada mesin ampelas. Jika arah pengumpanan berlawanan
dengan arah serat kemungkinan terjadinya cacat bulu halus akan semakin besar,
karena pada saat proses pengampelasan serat tidak terpotong sempurna akan
bangun oleh gesekan ampelas (Koch, 1964 dalam Siswanto, 2002).
Prayitno (2003) dalam Ramawati (2006) menjelaskan bahwa berat jenis
berpengaruh terhadap hasil pengampelasan, dimana berat jenis kayu yang rendah
hasil pengampelasan menunjukkan cendrung luasan cacatnya besar dan
Pelubang Persegi (Mortising)
Secara umum hasil pelubang persegi yang diperoleh pada kayu ekaliptus
termasuk kedalam mutu sangat baik (kelas I). Tabel 2 menyatakan nilai persentase
rata-rata cacat permukaan kayu dan permukan bebas cacat pada kayu ekaliptus
dari hasil pengeboran dengan persentase bebas cacat sebesar 97,17%.
Pada kayu ekaliptus, cacat-cacat yang timbul dari proses pelubang persegi
adalah bulu halus dan serat tersobek, dengan persentase cacat permukaan sebesar
7,02%. Cacat yang paling banyak timbul adalah bulu halus 7,39 %, diikuti serat
tersobek sebesar 6,66 %. Seperti yang dikemukakan pada proses pengeboran
bahwa adanya serat patah, terjadi karena pada saat pemesinan permukaan papan
uji tercabut dengan paksa. Hal ini terjadi diduga mata bor yang kurang tajam.
Pengamatan selama proses pengeboran dilakukan, menunjukkan adanya
kecenderungan bahwa kestabilan tapak/alat saat mengebor sangat mempengaruhi
munculnya cacat tersebut. Hal ini terjadi juga pada proses pelubang persegi.
Gambar 15. Cacat Bulu Halus Hasil Proses Pelubang Persegi Kayu Ekaliptus
Gambar 167. Cacat Penyobekan Hasil Proses Pelubang Persegi Kayu
Ekaliptus.
Pembubutan (Turning)
Berdasarkan proses mesin bubut yang telah dilakukan, diperoleh nilai
bebas cacat dan kelas mutu yang disajikan pada Tabel 1. Dari tabel tersebut dapat
dilihat bahwa kayu ekaliptus menunjukan kualitas mesin bubut mutu sangat baik
(kelas I), dengan persentase permukaan bebas cacat 99,13%.
Cacat-cacat yang muncul pada hasil uji pembubutan yang disajikan pada
lampiran 7 adalah bulu halus sebesar 18,33%. Seperti yang dikemukakan pada
proses pembentukan bahwa cacat bulu halus diduga timbul karena serat-serat kayu
kerusakan serat-serat kayu yang mengakibatkan terbentuknya cacat serat berbulu
pada bidang pemotongan sama halnya terjadi pada proses pembubutan. Cacat bulu
halus yang timbul akibat pembubutan seperti yang terlihat pada gambar 18.
Gambar 17. Hasil Proses Mesin Bubut Kayu Ekaliptus
KESIMPULAN DAN SARAN
Kesimpulan
1. Cacat yang teramati pada proses pemesinan kayu ekaliptus antara lain
serat terserpih, bulu halus, tanda serpih, serat tersobek.
2. Cacat paling banyak ditemukan pada permukaan kayu dari hasil proses
pemesinan adalah serat terserpih dan yang paling sedikit adalah serat
tersobek.
3. Sifat pemesinan kayu ekaliptus termasuk mutu sangat baik (kelas I).
Saran
Perlu diteliti lebih lanjut pengaruh operator dan mesin pada sifat pemesinan kayu
DAFTAR PUSTAKA
Abdurachman dan Hadjib, N. 2006. Pemanfaatan Kayu Hutan Rakyat Untuk Komponen Bangunan. Prosiding Seminar Hasil Litbang Hasil Hutan 2006 : 130-148.
Acosta, M. S, M. Marco, C.J Piter , A.M, Sossazitto, dan L, Carpinetti. 2005 Physical and Mechanical Properties of Wood from Commercially Planted
Eucalyptus grandis in Argentina. IUFRO World Congress. Brisbane
Australia.
Adha, N. I. 2005. Sifat-Sifat Pemesinan Kayu Durian (Durio ziberthinus L). Skripsi. Departemen Kehutanan. Fakultas Pertanian. Universitas Sumatera Utara. Medan.
American Society for Testing and Materials 1999. Standard Method of Conducting Machining Test of Wood and Wood Base Materials. Annual Book of ASTM. Philadelphia.
Dumanauw, J. F. 1990. Mengenal Kayu. Penerbit Kanisius. Yogyakarta.
[FPS] Forest Product Society. 1999.Wood Handbook : Wood as An Engineering Material. Forest Product Society. USA.
Hernandez, Roger. E, Bustos, Cecilia, Fortin, Yves, Beaulieu, Jean. 2001. Wood machining properties of white spruce from plantation forests. Article from Forest Products Journal.
Latifah, S. 2004. Pertumbuhan dan Hasil Tegakan Eucalyptus grandis di Hutan Tanaman Industri. Universitas Sumatera Utara Digital Library. Medan.
Lerch, E. 1987. Pengerjaan Kayu Secara Masinal. Penerbit kasinus. Yogyakarta.
Mulyono, A. 2000. Kajian Sifat Pemesinan Kayu Kelapa Sawit (Elaeis guineensis jacq.) Terkompregnasi Sebagai Bahan Bangunan Dan Perabotan Rumah Tangga. Skripsi Fakultas Kehutanan. Institut Pertanian Bogor.
Rachman, O. dan Balfas. 1986. Sifat Pemesinan 34 Jenis Kayu dari Maluku dan Sulawesi Tengah (Machining Properties of 34 wood species from Maluku
and Central Sulawesi). Jurnal Penelitian Hasil Hutan. Vol. 2, No. 3, (1985)
pp. 27-36.
Rahayu, Y. M, Makrus dan A, Wasaraka. 2005. Machining Properties of Sowang Wood (Xanthostemnon novaguinensis Val.) from Doyo Transad Village,
Jayapura-Papua. Proceeding of the 6TH International Wood Science
Ramawati, K. 2006. Sifat Pemesinan Batang Kelapa (Cocos nicifera L) dan Kayu Nangka (Arthocarpus heterophyllus l). Skripsi Departemen Kehutanan. Universitas Sumatera Utara. Medan.
Ruhendi, S dan Sucipto, T. 2003. Standar Kualitas Kayu Bundar dan Kayu Olahan. Materi Kuliah Pengukuran dan Pengujian. Fakultas Kehutanan. Institut Pertanian Bogor.
Siswanto, N. 2002. Sifat-Sifat Pemesinan Kayu Pilang (Acacia leucophloea Willd) Dibandingkan dengan Kayu Gmelina (Gmelina arborea Roxb) dan Mangium (Acacia mangium Willd). Skripsi Fakultas Kehutanan. Institut Pertanian Bogor. Bogor. Tidak Dipublikasikan.
Sitinjak, H. 2008. Sifat Pemesinan Kayu Kemiri (Aleurites moluccana Willd. Skripsi Departemen Kehutanan. Universitas Sumatera Utara. Medan.
Lampiran 3. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji
pada Proses Pembentukan Kayu Ekaliptus ( Eucalyptus grandis)
Lampiran 4. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada Proses Pengeboran pada Kayu Ekaliptus (Eucalyptus grandis)
No. Kayu Cacat Permukaan Kayu (%) Permukaan Bebas Sifat
Bulu Halus Penyobekan Cacat (%)
Lampiran 5. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada Proses Pengampelasan Kayu Ekaliptus (Eucalyptus grandis)
No. Kayu Cacat Permukaan Kayu (%) Permukaan Bebas Sifat Pemesinan
Lampiran 6. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada Proses Pelubang Persegi pada Kayu Ekaliptus (Eucalyptus grandis)
No. Kayu Cacat Permukaan Kayu (%) Permukaan Bebas Sifat Pemesinan
Bulu Halus Penyobekan Cacat (%)
Lampiran 7. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada Proses Pembubutan pada Kayu Ekaliptus (Eucalyptus grandis)
No. Kayu Cacat Permukaan Kayu (%) Permukaan Bebas Sifat Pemesinan
Lampiran 8. Gambar Mesin
Double Moulder Mesin Pembubutan Mesin Pelubang Persegi
Mesin Penyerutan Mesin Pembentuk
Mesin Ampelas Kertas Ampelas