SIFAT-SIFAT PEMESINAN KAYU MANGGA
(Mangifera indica L)
SKRIPSI
Oleh :
SAP SENOP SURANTA SITEPU
031203003/TEKNOLOGI HASIL HUTAN
DEPARTEMEN KEHUTANAN
FAKULTAS PERTANIAN
UNIVERSITAS SUMATERA UTARA
MEDAN
RIWAYAT HIDUP
Penulis dilahirkan diperdagangan pada tanggal 10 November 1984 dari
Ayah A.K Sitepu dan Ibu S.N Sembiring. Penulis adalah anak ke-6 dari 6
bersaudara.
Pada tahun 1997 penulis lulus SD Negeri 3 Kuala, tahun 2000 lulus dari
SLTP Negeri 2 Kuala, tahun 2003 lulus dari SMU Negeri 1 Kuala dan pada tahun
yang sama penulis lulus seleksi penerimaan mahasisiwa baru (SPMB) di program
studi Teknologi Hasil Hutan Departemen Kehutanan Universitas Sumatera Utara.
Pada masa perkuliahan penulis melaksanakan kegiatan Praktik Pengenalan
dan Pengelolaan Hutan (P3H) di hutan Mangrove Bandar Kalipah Kabupaten
Serdang bedagai dan Taman Hutan Raya Bukit Barisan (TAHURA) Tongkoh
Kabupaten Karo. Selain itu penulis juga melaksanakan Praktik Kerja Lapangan
(PKL) di PT. RAPP kabupaten Pelalawan Pekan Baru, Riau. Penulis juga
merupakan anggota organisasi kemahasiswaan Himpunan Mahasiswa Sylva
(HIMAS) dan organisasi Korps Mahasiswa Pencinta Alam dan Studi Lingkungan
ABSTRACT
Wood was a material raw that very important for human. The utilization of wood by doing of people until now generally limited in wood from the species that has been known and was of high quality. In fact wood availabilities the more decreased and was difficult to be found. To overcome that problem, so the utilization of wood from the species that not all that was known and was of low quality was one of the efforts. Manggo wood as one of the wood was of low quality that could be mede use of as the alternative for the processing industry of wood especially as the furniture raw material. To be able to be made use of in the processing industry of wood was needed by the basic characteristics especially the ease to be done with the machine. The aim of this research was to research the characteristics machining manggo wood.
The percentage surface free the defect in manggo wood for all machining (planer, shaping, boring, routing and sanding) entered the class one with the quality machining very good. The defect kind that was observed in the process machining manggo wood including chipped grain, fuzzy grain, chip mark, raised grain, ripped grain and destructed grain. That influenced the characteristics machining from the characteristics of including the direction and the thickness of wood fibre, the spesific gravity and the wood violence.
ABSTRAK
Kayu merupakan suatu bahan baku yang sangat bermanfaat bagi manusia. Pemanfaatan kayu yang dilakukan oleh masyarakat sampai sekarang pada umumnya sebatas pada kayu dari spesies yang telah dikenal dan berkualitas tinggi. Padahal ketersediaan kayu semakin berkurang dan sulit untuk didapatkan. Untuk mengatasi masalah tersebut maka pemanfaatan kayu dari spesies yang kurang dikenal (lesser known spesies) dan berkualitas rendah merupakan salah satu upaya yang harus dilakukan. Kayu mangga salah satu kayu berkualitas rendah dapat dimanfaatkan sebagai alternatif untuk industri pengolahan kayu terutama sebagai bahan baku meubel. Untuk dapat dimanfaatkan dalam industri pengolahan kayu, diperlukan sifat dasar terutama kemudahan untuk dikerjakan dengan mesin. Tujuan penelitian ini adalah untuk meneliti sifat-sifat pemesinan kayu mangga (Mangifera indica L).
Persentase permukaan bebas cacat pada kayu mangga untuk semua proses pemesinan (penyerutan, pembentukan, pengeboran, pembuatan alur dan pengampelasan) masuk kelas I dengan mutu pemesinan sangat baik. Jenis cacat yang teramati pada proses pemesinan kayu mangga anatra lain serat terserpih, bulu halus, tanda serpih, serat terangkat, tersobek dan terhancur. Yang mempengaruhi sifat pemesinan dari karakteristik kayu antara lain arah dan ketebalan serat kayu, berat jenis dan kekerasan kayu.
KATA PENGANTAR
Puji syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa, karena atas
rahmat dan berkat-Nya, penulis dapat menyelesaikan skripsi ini dengan sebaik
mungkin. Judul yang dipilih dalam penelitian ini adalah ” Sifat-Sifat Pemesinan
Kayu Mangga (Mangifera indica L)”.
Dalam pelaksanaan pembuatan skripsi ini penulis banyak mendapat
bantuan, dukungan, doa dan motivasi dari berbagai pihak, untuk itu penulis
mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ayah A.K Sitepu dan Ibu S.N Sembiring selaku orangtua, serta abangda dan
kakanda sekeluarga yang telah memberikan kasih sayang dan perhatian yang
sangat besar untuk keberhasilan penulis.
2. Bapak Dr. Ir. Edy Batara Mulya Siregar, selaku ketua Departemen Kehutanan
Fakultas Pertanian Universitas Sumatera Utara.
3. Bapak Rudi Hartono S.Hut, M.Si, Ibu Iwan Risnasari S.Hut, M.Si dan
Kurniawansyah Effendi S.Hut selaku dosen pembimbing yang telah banyak
meluangkan waktu untuk mengarahkan dan membimbing penulis.
4. Teman-teman penulis, yaitu Hendra Sitinjak, Sri Ingeten, Yuli, Cut Nataria,
Pamona, Riana, Heri Muda, Kiki Rahmawaty, dan Mestika.
Semoga skripsi ini dapat bermanfaat bagi siapa saja yang membaca dan
pengembangan ilmu pengetahuan di Indonesia.
Medan, April 2007
DAFTAR ISI
Cacat Pemesinan (Machining Devect) ... 14
DAFTAR TABEL
Hal
1. Sifat Mekanis Kayu Mangga ... 6
2. Karakteristik Potongan Orthogonal Cutting dan Peripheral Milling ... 12
3. Nilai Bebas Cacat dan Klasifikasi Mutu Sifat Pemesinan ... 14
DAFTAR GAMBAR
Hal
1. Pola Pemotongan Contoh Uji (ASTM D 1666-99) ... 17
2. Hasil Proses Penyerutan ... 21
3. Cacat Serat Terserpih pada Proses Penyerutan ... 22
4. Cacat Bulu Halus pada Proses Penyerutan ... 24
5. Cacat Tanda Serpih pada Proses Penyerutan ... 25
6. Hasil Proses Pembentukan ... 25
7. Cacat Serat Terangkat pada Proses Pembentukan ... 27
8. Hasil Proses Pengeboran ... 28
9. Cacat Serat Terhancur pada Proses Pengeboran ... 30
10. Cacat Serat Tersobek pada Proses Pengeboran ... 30
11. Hasil Proses Pembuatan Alur ... 31
12. Cacat Serat Terangkat pada Proses Pembuatan Alur ... 32
13. Hasil Proses Pengampelasan ... 33
DAFTAR LAMPIRAN
Hal
1. Kerapatan dan Kadar Air Contoh Uji Kayu Mangga ... 38
2. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada
Proses Penyerutan ... 39
3. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada
Proses Pembentukan ... 40
4. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada
Proses Pengeboran ... 41
5. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada
Proses Pembuatan Alur ... 42
6. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada
ABSTRACT
Wood was a material raw that very important for human. The utilization of wood by doing of people until now generally limited in wood from the species that has been known and was of high quality. In fact wood availabilities the more decreased and was difficult to be found. To overcome that problem, so the utilization of wood from the species that not all that was known and was of low quality was one of the efforts. Manggo wood as one of the wood was of low quality that could be mede use of as the alternative for the processing industry of wood especially as the furniture raw material. To be able to be made use of in the processing industry of wood was needed by the basic characteristics especially the ease to be done with the machine. The aim of this research was to research the characteristics machining manggo wood.
The percentage surface free the defect in manggo wood for all machining (planer, shaping, boring, routing and sanding) entered the class one with the quality machining very good. The defect kind that was observed in the process machining manggo wood including chipped grain, fuzzy grain, chip mark, raised grain, ripped grain and destructed grain. That influenced the characteristics machining from the characteristics of including the direction and the thickness of wood fibre, the spesific gravity and the wood violence.
ABSTRAK
Kayu merupakan suatu bahan baku yang sangat bermanfaat bagi manusia. Pemanfaatan kayu yang dilakukan oleh masyarakat sampai sekarang pada umumnya sebatas pada kayu dari spesies yang telah dikenal dan berkualitas tinggi. Padahal ketersediaan kayu semakin berkurang dan sulit untuk didapatkan. Untuk mengatasi masalah tersebut maka pemanfaatan kayu dari spesies yang kurang dikenal (lesser known spesies) dan berkualitas rendah merupakan salah satu upaya yang harus dilakukan. Kayu mangga salah satu kayu berkualitas rendah dapat dimanfaatkan sebagai alternatif untuk industri pengolahan kayu terutama sebagai bahan baku meubel. Untuk dapat dimanfaatkan dalam industri pengolahan kayu, diperlukan sifat dasar terutama kemudahan untuk dikerjakan dengan mesin. Tujuan penelitian ini adalah untuk meneliti sifat-sifat pemesinan kayu mangga (Mangifera indica L).
Persentase permukaan bebas cacat pada kayu mangga untuk semua proses pemesinan (penyerutan, pembentukan, pengeboran, pembuatan alur dan pengampelasan) masuk kelas I dengan mutu pemesinan sangat baik. Jenis cacat yang teramati pada proses pemesinan kayu mangga anatra lain serat terserpih, bulu halus, tanda serpih, serat terangkat, tersobek dan terhancur. Yang mempengaruhi sifat pemesinan dari karakteristik kayu antara lain arah dan ketebalan serat kayu, berat jenis dan kekerasan kayu.
PENDAHULUAN
Latar Belakang
Kayu merupakan suatu bahan baku yang memiliki manfaat yang sangat
bernilai bagi manusia, diantaranya sebagai bahan konstruksi, meubel, barang
kerajinan, jembatan, alat-alat olah raga, kayu bakar, peralatan rumah tangga dan
lainnya. Mandang dan Pandit (1997), mengemukakan bahwa di Indonesia tumbuh
lebih kurang 4.000 jenis pohon. Pusat Penelitian dan Pengembangan Hasil Hutan
sudah menyimpan contoh kayu kurang lebih 3323 jenis pohon yang mencakup
785 marga dari 106 suku. Pohon yang kayunya dikenal sampai saat ini
diperkirakan 400 jenis, tercakup dalam 198 marga dan 68 suku.
Masalah timbul ketika laju deforestasi terus meningkat, sebagai akibat
peningkatan kebutuhan masyarakat akan kayu, seiring dengan peningkatan jumlah
penduduk yang diikuti dengan pertumbuhan industri perkayuan. Menteri
Kehutanan (2005), mengatakan bahwa terjadi laju pengurangan luas hutan alam di
Pulau Sumatera mencapai 2% per tahun, di Pulau Jawa sebesar 0,42% per tahun,
di Pulau Kalimantan sebesar 0,94% per tahun, di Pulau Sulawesi mencapai 1%
per tahun dan di Irian Jaya pengurangan luas hutan sebesar 0,7% per tahun.
Akibatnya ketersediaan bahan baku terutama kayu bundar yang sudah diketahui
karakteristiknya secara jelas serta sudah umum diperdagangkan dan digunakan
industri pengolahan kayu seperti kayu jati, pinus, mahoni, meranti, kamper, dan
kempas sudah banyak berkurang dan semakin sulit untuk didapatkan.
Beberapa upaya yang dapat dilakukan antara lain pemanfaatan kayu kurang
dikenal (lesser know) dan penggunaan bahan berkayu lainnya yang mempunyai
potensi cukup besar namun belum dimanfaatkan secara optimal.
Kayu buah-buahan dapat dijadikan salah satu upaya atau alternatif untuk
mengatasi kekurangan pasokan atau ketersediaan kayu bundar yang memiliki
kelas awet dan kelas kuat tinggi. Pemanfaatan kayu ini diharapkan dapat menjadi
pengganti keberadaan kayu-kayu yang selama ini digunakan sebagai bahan baku
pembuatan kontruksi dan meubel di industri pengolahan kayu. Salah satu kayu
buah-buahan adalah kayu mangga (Mangifera indica L).
Kayu mangga merupakan kayu buah-buahan yang pada umumnya
masyarakat hanya memanfaatkan hasil buahnya saja, sedangkan pemanfaatan atas
hasil kayunya masih jarang atau sedikit digunakan sebagai bahan baku industri
pengolahan kayu atau meubel. Untuk dapat dimanfaatkan dalam industri
pengolahan kayu, maka diperlukan sifat dasar terutama kemudahan untuk
dikerjakan dengan mesin. Pemanfaatan kayu ini diharapkan sesuai dengan kualitas
kayu yang umumnya digunakan sebagai bahan konstruksi, meubel dan
penggunaan lainnya.
Menurut Balfas (1994) dalam Siswanto (2002) khususnya untuk
karakteristik bahan, berdasarkan teori maupun praktek yang ada telah
menunjukkan bahwa suatu jenis kayu memiliki karakteristik tertentu dalam proses
pengolahan. Salah satu karakteristik yang penting dalam pengolahan kayu adalah
kemudahannya untuk dikerjakan dengan mesin (machinability). Berkaitan dengan
tertentu, yang respon atau prilaku tersebut akan berpengaruh terhadap efisiensi
dan efektifitas pengolahan kayu.
Berdasarkan karakteristik di atas serta dalam upaya pemanfaatan jenis
kayu mangga yang secara tepat dan optimal maka perlu diketahui sifat pemesinan
atau pengerjaan pada papan kayu gergajian tersebut, salah satunya adalah dengan
melakukan penelitian dengan judul ”Sifat-Sifat Pemesinan Kayu Mangga
(Mangifera indica L)”.
Tujuan Penelitian
Tujuan dilakukannya penelitian ini adalah untuk mengetahui sifat-sifat
pemesinan kayu mangga (Mangifera indica L).
Manfaat Penelitian
Dari penelitian ini diharapkan dapat diperoleh informasi mengenai
sifat-sifat pemesinan kayu mangga (Mangifera indica L) sehingga dapat menjadi
alternatif bagi penyediaan bahan baku industri pengolahan kayu yang berkualitas
TINJAUAN PUSTAKA
Botani Kayu Mangga
Tanaman mangga (Mangifera indica L) merupakan salah satu tanaman
buah-buahan yang telah banyak dikenal di Indonesia, dari ujung barat sampai
timur dari utara sampai selatan kita jumpai tanaman mangga dari jenis yang
bermutu rendah sampai bermutu tinggi. Tanaman mangga sebenarnya asalnya dari
luar negeri yaitu dari India. Tanaman mangga menyebar ke Indonesia dan
disekitarnya mungkin karena dibawa orang-orang India pada waktu mengadakan
perdagangan atau pada waktu menyebarkan agama Hindu dan Budha pada abad
keempat atau kelima sebelum Masehi. Mangga mulai ditanam di Kepulauan
Maluku pada tahun 1665 (Pracaya, 1996).
Tanaman mangga pohonnya tegak, bercabang dan warnanya selalu hijau,
tingginya bisa mencapai 10-40 m, tajuknya berbentuk kubah, bulat panjang (oval)
atau memanjang, umurnya bisa mencapai 100 tahun atau lebih. Kulit pohon tebal
dan kasar dengan celah-celah kecil dan sisik-sisik bekas tangkai daun. Warna kulit
yang sudah tua biasanya coklat keabuan, kelabu tua sampai hampir hitam. Pohon
mangga yang berasal dari biji pada umumnya tegak, kuat, dan tinggi, sedangkan
yang berasal dari okulasi dan cangkokan lebih pendek dan cabangnya
membentang atau melebar ke samping (Pracaya, 1996).
Mangga merupakan jenis tanaman yang banyak tumbuh di sekitar
lingkungan masyarakat dan di daerah tropik dengan ketinggian antara 0-1.300 m
dpl dan ketinggian tempat yang optimum untuk mangga adalah 0-500 m dpl,
dataran rendah ataupun tinggi dengan temperatur tinggi atau rendah, sedikit hujan
atau banyak hujan. Untuk mendapat produksi tinggi maka diperlukan temperatur
dan curah hujan yang tertentu. Menurut pengamatan temperatur minimum
tanaman mangga masih dapat hidup yaitu lebih kurang 10o C dan temperatur
pertumbuhan optimum untuk tanaman mangga lebih kurang 24-27o C (Pracaya,
1996).
Menurut Paimin (1999), secara umum mangga akan tumbuh dengan baik
jika mendapatkan curah hujan tahunan antara 750-2.500 mm dengan 2-7 bulan
basah dan kedalaman air tanah tidak lebih dari 2 meter. Menurut Rukmana (2003),
tanaman mangga tumbuh dengan baik di tanah ringan (tanah lempung berpasir)
sampai tanah berat (tanah lempung atau tanah liat). Keadaan tanah yang ideal
untuk tanaman mangga adalah subur, gembur, banyak mengandung bahan
organik, dan pH optimum antara 5,5-6,0.
Ciri Umum, Sifat Anatomis dan Berat Jenis Kayu Mangga
Kayu teras dan gubal pada pohon muda sukar untuk dibedakan, pada
pohon tua warna teras merah sampai kecoklatan, tekstur agak kasar sampai kasar
(Pika, 1995). Kulit pohon tebal dan kasar dengan celah-celah kecil dan sisik-sisik
bekas tangkai daun. Warna kulit yang sudah tua biasanya coklat keabuan, kelabu
tua sampai hampir hitam dan warna kayunya kuning sampai kemerahan bila sudah
kering (Pracaya,1996).
Kayu mangga memiliki pori-pori tata baur dengan diameter > 10 mikron,
batas lingkar tumbuh tidak jelas, memiliki bidang perforasi sederhana. Parenkim
jari-jari 1-3 set, tidak ditemukan tilosis dan serat-serat berdinding tipis sampai
tebal (Mandang, 2005). Menurut Pika (1995), berat jenis kayu mangga adalah
0,67 dan termasuk ke dalam kelas sedang (agak berat), karena berat jenis
0,60-0,75 adalah termasuk ke dalam kelas sedang (agak berat).
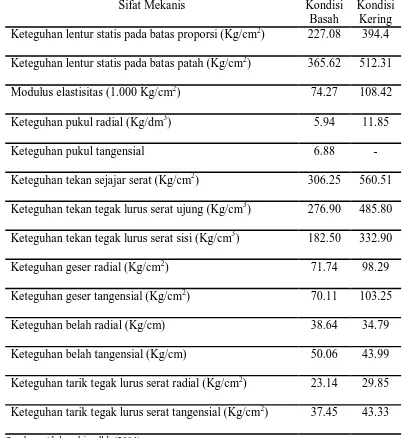
Sifat Mekanis Kayu Mangga
Tabel 1. Sifat Mekanis Kayu Mangga
Sifat Mekanis Kondisi
Basah
Kondisi Kering Keteguhan lentur statis pada batas proporsi (Kg/cm2) 227.08 394.4
Keteguhan lentur statis pada batas patah (Kg/cm2) 365.62 512.31
Modulus elastisitas (1.000 Kg/cm2) 74.27 108.42
Keteguhan pukul radial (Kg/dm3) 5.94 11.85
Keteguhan pukul tangensial 6.88 -
Keteguhan tekan sejajar serat (Kg/cm2) 306.25 560.51
Keteguhan tekan tegak lurus serat ujung (Kg/cm3) 276.90 485.80
Keteguhan tekan tegak lurus serat sisi (Kg/cm3) 182.50 332.90
Keteguhan geser radial (Kg/cm2) 71.74 98.29
Keteguhan geser tangensial (Kg/cm2) 70.11 103.25
Keteguhan belah radial (Kg/cm) 38.64 34.79
Keteguhan belah tangensial (Kg/cm) 50.06 43.99
Keteguhan tarik tegak lurus serat radial (Kg/cm2) 23.14 29.85
Keteguhan tarik tegak lurus serat tangensial (Kg/cm2) 37.45 43.33
Pengerjaan Kayu
Pengerjaan kayu sering disebut sebagai wood working. Tujuan dari proses
pengerjaan yaitu mengkonversi kayu solid maupun panel kayu menjadi produk
berdaya guna, bernilai dan berestetika tinggi lewat serangkaian proses (Bakar,
1998 dalam Siswanto, 2002).
Kualitas barang yang dibuat dari kayu seperti meubel, peralatan rumah
tangga dan barang kerajinan tergantung kepada hasil pengerjaan kayu. Sifat
pengerjaan kayu dinyatakan secara kualitatif seperti mudah, sulit, baik, kusam,
mengkilap dan sebagainya (Martawijaya dkk., 1981).
Hal terpenting adalah hasil permukaan akhir setelah dikerjakan dengan
mesin. Sebagai pertimbangan perlu diketahuinya jenis-jenis cacat akibat kesalahan
dari pemesinan. Hal lainnya adalah pemahaman mengenai struktur anatomi kayu,
yang turut berperan sangat penting dalam menentukan hasil permukaan akhir kayu
(Koch, 1964).
Darmawan (2000) dalam Siswanto (2002) menyatakan bahwa secara
umum selain penampilan akhir kayu setelah dikerjakan (surface roughness), masa
pakai pisau (tool life) dan konsumsi energi listrik (cutting power consumption)
memiliki peranan yang cukup penting. Surface roughness diukur dengan
menggunakan alat texture measuring instrument yang akan menghasilkan
gelombang. Permukaan halus akan ditunjukkan dari variasi gelombang yang
dihasilkan tidak jauh berbeda, sedangkan permukaan kasar ditunjukkan dengan
gelombang yang bervariasi. Masa pakai pisau dikatakan baik, jika masa pakainya
ekonomis jika energi listrik yang digunakan untuk memotong atau mengerjakan
kayu rendah, sehingga akan meningkatkan efisiensi pengolahan kayu.
Selain itu juga perlu diperhatikan sifat-sifat makroskopis kayu yang dapat
mempengaruhi sifat-sifat pemesinan kayu, yaitu :
1. Kayu awal dan kayu akhir
Kedua kayu ini memiliki sifat fisik yang berbeda yaitu kayu awal
memiliki berat jenis yang rendah, lunak dan berwarna terang sedangkan
kayu akhir bewarna gelap dan keras. Perbedaan fisik ini tidak hanya
menjadi masalah awal dalam proses pemesinan tetapi pada saat proses
pengeringan akan terjadi tegangan pada daerah garis antara kayu akhir dan
kayu awal (Koch, 1964).
2. Kayu teras dan kayu gubal
Menurut Koch (1964), adanya pengaruh kadar air terhadap kekuatan dan
sifat pemesinan kayu. Perbedaan yang sangat signifikan antara kayu teras
dan kayu gubal terletak pada kandungan air, kayu gubal memiliki kadar air
lebih tinggi dibanding kayu teras. Pada kayu konifer, kadar air kayu teras
dapat mencapai lebih dari 200 % dari berat keringnya. Haygreen dan
Bowyer (1996) menambahkan pada umumnya kayu keras hanya
mempunyai perbedaan yang kecil dalam kandungan air antara kayu gubal
dengan kayu teras. Hal ini berlawanan sekali dengan kayu lunak, dengan
kandungan air kayu gubal biasanya jauh lebih tinggi daripada kayu teras,
sering dengan suatu faktor tiga sampai empat kalinya.
Haygreen dan Bowyer (1996), menjelaskan bahwa kayu reaksi cenderung
menghasilkan permukaan yang keriting pada penggergajian atau
pengetaman, terutama apabila pengolahannya masih segar. Menurut Koch
(1964), hal ini menyebabkan gergaji menjadi terlalu panas dan
menyulitkan penyelesaian akhir yang memuaskan. Kayu reaksi sukar
untuk dikerjakan menjadi bentukan lain, susah untuk digergaji, diketam
dan hasil ketamannya berbulu atau berbulu halus.
4. Arah serat
Arah sejajar sumbu panjang sebagian besar serat-serat kayu yang panjang
dan meruncing disebut arah serat. Apabila kayu gelondong dengan serat
terpuntir digergaji, maka papan gergajian yang didapat memiliki arah serat
yang tidak sejajar dengan panjang papan. Papan semacam ini mungkin
sukar untuk diketam menjadi papan ketaman berkualitas tinggi (Haygreen
dan Bowyer, 1996).
Serat berombak mempunyai kemiripan yang sama dengan serat berpadu.
Kayu yang digergaji dari batang berserat berombak atau berpadu akan
menghasilkan serat yang melintang. Serat ini akan membuat keteguhan
kayu berkurang. Kelainan arah serat dapat memberikan pola gambaran
pada bidang–bidang kayu gergajian, sehingga merupakan sifat yang
disukai untuk perkakas rumah/perabot (Dumanauw, 1990). Martawijaya
dkk (1981) menambahkan faktor lain yang mempengaruhi sifat pengerjaan
Untuk keperluan bahan bangunan konstruksi, kayu dengan unsur kekuatan
tinggi dan arah serat lurus lebih diutamakan. Pada pekerjaan menggergaji
potongan-potongan kayu yang kecil, masih dapat diperhatikan arah serat,
tetapi pada kayu yang panjang umumnya sulit didapat serat yang lurus
(Dumanauw, 1990).
5. Mata kayu
Mata kayu adalah cacat yang paling umum dijumpai pada suatu papan,
yang mengurangi kekuatan kayu gergajian. Pengaruh suatu mata kayu
dalam banyak hal mungkin dianggap sama dengan pengaruh suatu lubang
yang dibor karena akan terjadi pemuntiran sehingga mengakibatkan
menurunnya kekuatan papan gergajian tersebut (Haygreen dan Bowyer,
1996).
Berdasarkan standart ASTM D 1666-99, jenis dan bentuk cacat yang
ditimbulkan dari pengerjaan kayu tidak selamanya sama tergantung proses
pemesinan yang dilakukan, dengan perincian sebagai berikut :
a. Cacat pengetaman : serat bulu halus, (fuzzy grain), serat terangkat (raised
grain), serat patah (torn grain) dan tanda bekas serpih
(chipmark).
b. Cacat pengampelasan : serat bulu halus (fuzzy grain), dan bekas garukan
(seratching).
c. Cacat pemboran : serat bulu halus (fuzzy grain), kelicinan (smoothness),
bagian yang tidak hancur (crushing) dan bekas
d. Cacat pembentukan : serat bulu halus (fuzzy grain), serat terangkat (raised
grain) dan bekas serpih.
e. Cacat lubang persegi : kelicinan (smoothness), bagian yang tidak hancur
(crushing) dan bekas sobekan (tear cut).
f. Cacat pembubutan : serat bulu halus (fuzzy grain), serat patah (torn grain)
dan permukaan kasar (roughnes).
Pemesinan Kayu (Wood Machining)
Pemesinan kayu (wood machining) adalah proses pembentukan/
pemotongan kayu dengan menggunakan mesin yang di dalamnya terdapat pisau
(cutting tool), melalui satu atau kombinasi operasi yaitu penggergajian (sawing),
penyerutan (planing), pembentukan (shaping atau moulding), pengaluran
(routing), pembubutan (turning) dan pengampelasan (sanding) (Bakar, 2003).
Berdasarkan prinsip kerjanya, pemesinan kayu dibagi ke dalam dua
kategori, meliputi : pemesinan secara ortogonal (ortogonal cutting) dan
pemesinan secara peripheral (peripheral milling). Pemesinan secara ortogonal
yaitu kondisi pemotongan dimana sisi tajam pisau relatif tegak lurus terhadap arah
potong dan permukaan/lintasan potong yang terbentuk relatif sejajar dengan
permukaan awal kayu. Contoh proses pemesinan yang mengunakan prinsip kerja
ortogonal cutting diantaranya penyerutan dengan ketam serut, penyayatan finir
dan pembubutan dengan mesin bubut (lathe). Pemesinan secara peripheral
(peripheral milling) yaitu kondisi pemotongan dimana kayu dipotong menjadi
kecil yang terpadu. Contoh proses pemesinan ini diantaranya penyerutan dengan
mesin serut (planer/ thicknesser), pemotongan dengan mesin pembentuk (shaper),
pembuatan alur dengan router dan pemotongan dengan circular saw, perbedaan
karakteristik antara orthogonal cutting dan peripheral milling disajikan pada
Tabel 2 (Bakar, 2003).
Tabel 2. Karakteristik Potongan Orthogonal Cutting dan Peripheral Milling
Parameter Orthogonal cutting Peripheral milling
Bentuk chip
Berdasarkan tingkat kemudahannya untuk dimesinkan (machinability),
maka kayu dapat dibagi ke dalam dua kelompok besar yaitu kayu yang mudah
untuk dimesinkan, yang dikatakan mempunyai sifat ketermesinan tinggi dan kayu
yang susah untuk dimesinkan yang mempunyai sifat ketermesinan rendah
(Bakar, 2003).
Lerch (1987) menjelaskan dalam proses melakukan pengerjaan kayu
kecepatan dorong perlu diperhatikan terutama dalam melakukan pengetaman
dengan menggunakan kecepatan iris pada suatu jarak dalam meter yang ditempuh
oleh benda kerja yang dikerjakan dalam waktu satu menit melalui alat yang
memperhatikan kecepatan iris. Kecepatan dorong dan jumlah pisau yang dipasang
juga diperhitungkan.
Menurut Lerch (1987), sebelum melakukan pengampelasan terlebih
dahulu diperhatikan bagaimana serat pada sisi bagian bawah yang akan diamplas.
Tebal benda juga kita ukur, agar ketebalan benda kerja yang diamplas dapat
ditentukan dan kecepatan putaran minimal 4.500/menit dan bantalan peluru poros
tidak longgar.
Kualitas Pemesinan
Rachman dan Balfas (1986) dalam Priyatno (2003) mengemukakan bahwa
kualitas pemesinan suatu jenis kayu secara umum dapat diduga berdasarkan nilai
berat jenis. Semakin besar nilai berat jenis kayu maka semakin baik sifat-sifat
pemesinannya. Lebih lanjut dijelaskan bahwa meskipun demikian, ternyata untuk
sifat pengampelasan hubungan antara berat jenis kayu dengan kualitas
pengampelasan menunjukkan hubungan yang lemah, sehingga sifat
pengampelasan tidak dapat diduga berdasarkan berat jenisnya.
Selanjutnya dijelaskan oleh Bakar (2000) dalam Priyatno (2003) bahwa
spesies yang mempunyai kerapatan rendah menghasilkan permukaan potong yang
lebih kasar dibandingkan dengan spesies yang berkerapatan lebih tinggi dalam
proses pemotongan tegak lurus (crosscutting). Dijelaskan pula bahwa pada
pemotongan tegak lurus serat (crosscutting), kondisi serat kayu tidak
mempengaruhi kualitas permukaan potong. Sebagai contoh kayu afrika dengan
permukaan hasil serutan yang kasar ternyata dapat menghasilkan permukaan
potong yang halus.
Pada kondisi mesin yang baik, bagian-bagian peralatannya akan berfungsi
dan beroperasi dengan lancar serta memberikan akurasi yang tinggi dibandingkan
dengan mesin yang kurang baik. Apabila semua mesin tersebut tidak dipelihara
dengan baik, maka ketepatan kerja semakin lama semakin menurun. Hal ini
menyebabkan variasi penggergajian dari mesin tersebut semakin lama semakin
tinggi. Semakin tinggi variasi penggergajian rendemen semakin rendah
(Dephutbun, 1999).
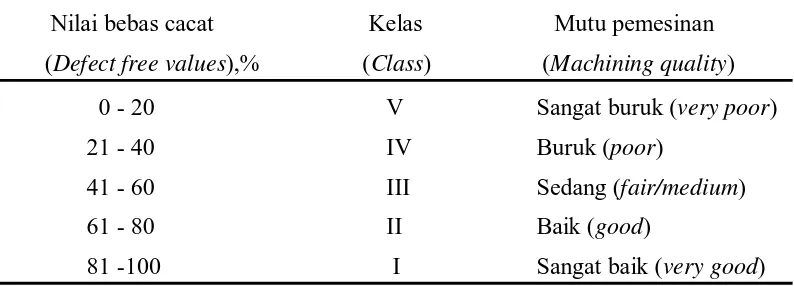
Nilai bebas cacat dan klasifikasi mutu sifat pemesinan disajikan pada Tabel 3.
Tabel 3. Nilai Bebas Cacat dan Klasifikasi Mutu Sifat Pemesinan
Nilai bebas cacat Kelas Mutu pemesinan
(Defect free values),% (Class) (Machining quality)
0 - 20 V Sangat buruk (very poor)
21 - 40 IV Buruk (poor)
41 - 60 III Sedang (fair/medium)
61 - 80 II Baik (good)
81 -100 I Sangat baik (very good)
Sumber : Abdurachman & Karnasudirdja (1982) dalam Abdurrohim dkk (2004).
Cacat-Cacat Pemesinan Kayu
Jenis–jenis cacat pada proses pemesinan menurut Darmawan (1997),
antara lain :
Kekasaran permukaan papan disebabkan oleh terangkatnya kayu akhir
sehingga lebih tinggi daripada kayu awal. Umumnya terjadi pada kayu dari
daerah beriklim sedang dengan perbedaan kayu awal dan akhir yang jelas.
Penyebabnya adalah kayu akhir lebih keras daripada kayu awal, serta mata
pisau tumpul.
b. Serat terlepas (loosened grain)
Terpisahkan kayu akhir dari kayu awal tapi masih ada bagian yang bersatu.
Hal ini disebabkan pada bagian raised grain kayu akhir menyusut lebih besar
daripada kayu awal.
c. Serat tersepih (chipped grain)
Tersepih/tercabiknya sekelompok serabut kayu karena proses penyerutan,
sehingga serat kayu terlepas dan terbentuk lekukan pada permukaan kayu. Hal
ini disebabkan oleh mata pisau tumpul, sudut potong pisau terlalu besar serta
serat kayu miring.
d. Serat berbulu (fuzzy grain)
Kekasaran permukaan kayu karena adanya sekelompok serabut yang berdiri
(tidak terpotong sempurna). Hal ini disebabkan oleh adanya kayu reaksi,
kekuatan geser rendah serta sudut potong kayu kecil.
e. Tanda serpih (chip mark)
Lekukan dangkal pada permukaan kayu disebabkan oleh adanya kayu yang
Panshin and de Zeeuw (1970) mengelompokkan cacat pemesinan menjadi
dua golongan yaitu serat terangkat (raised grain) yang meliputi serat terangkat,
serat terlepas dan serat berbulu. Golongan kedua meliputi tanda bekas serpih dan
serat patah.
Selain serat berbulu (fuzzy grain), serat terangkat (raised grain) dan serat
patah (torn grain), pada proses pemesinan, khususnya pada pemboran, sering
ditemukan cacat ”bari”. Menurut Darmawan (1997), bahwa ”bari” adalah cacat
pemesinan yang berupa serabut-serabut yang tersisa pada pinggir atau ujung
papan yang telah dibor/digergaji, yang disebabkan karena mata bor atau gigi
METODOLOGI PENELITIAN
Waktu dan Tempat
Penelitian dilaksanakan pada tangal 16 Maret sampai 18 April 2007.
Penelitian bertempat di UD. Harapan Jaya beralamat di Jalan Al-Falah No. 7
Medan.
Alat dan Bahan
Alat yang digunakan untuk penelitian adalah gergaji bundar (circular
saw), mesin serut (planer), mesin profil (shaper), mesin pembuat alur (router),
mesin bor (borer) dan mesin amplas (sander). Alat bantu yang digunakan adalah
oven, timbangan, meteran, caliper, alat tulis, kaca pembesar (loupe) dengan
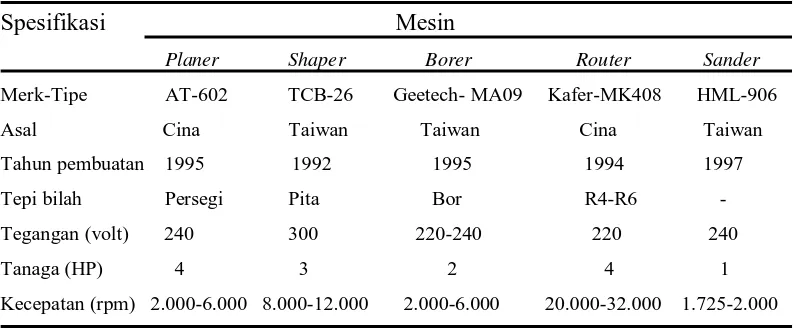
perbesaran sepuluh kali. Spesifikasi mesin yang digunakan dalam proses
pengerjaan disajikan pada Tabel 4.
Tabel 4. Spesifikasi Mesin Pengerjaan Kayu
Spesifikasi Mesin
Planer Shaper Borer Router Sander
Merk-Tipe AT-602 TCB-26 Geetech- MA09 Kafer-MK408 HML-906
Asal Cina Taiwan Taiwan Cina Taiwan
Tahun pembuatan 1995 1992 1995 1994 1997
Tepi bilah Persegi Pita Bor R4-R6 -
Tegangan (volt) 240 300 220-240 220 240
Tanaga (HP) 4 3 2 4 1
Kecepatan (rpm) 2.000-6.000 8.000-12.000 2.000-6.000 20.000-32.000 1.725-2.000
sebanyak 20 lembar papan (ASTM D 1666-99). Semua papan contoh dalam
keadaan kering udara dan kondisi bebas cacat.
Prosedur Penelitian
Metode yang digunakan dalam penelitian ini pada dasarnya sama dengan
metode ASTM D 1666-99, dengan sedikit perubahan yang disesuaikan dengan
kondisi bahan dan peralatan yang ada. Semua papan contoh bebas cacat terlebih
dahulu dikeringudarakan hingga kadar air 12-18%. Selanjutnya dibuat contoh uji
dan dikerjakan dengan mesin pengerjaan kayu yang terdapat di UD. Harapan Jaya.
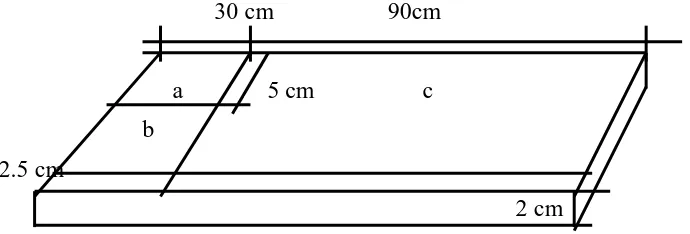
Pembuatan Contoh Uji
Menurut metode ASTM D 1666-99, papan contoh uji dibuat berukuran
120 cm x 12,5 cm x 2 cm dan bebas cacat. Papan contoh tersebut dibuat menjadi
contoh-contoh uji untuk pengujian sifat–sifat pemesinan kayu. Kondisi pemesinan
disesuaikan dengan kondisi yang saat ini diterapkan di industri pengerjaan kayu.
Pola pembuatan contoh uji disajikan pada Gambar 1.
30 cm 90cm
a 5 cm c
b
2.5 cm
2 cm
Keterangan :
a = Contoh uji pengeboran (ukuran 30 cm x 5 cm x 2 cm)
b = Contoh uji pengampelasan (ukuran 30 cm x 5 cm x 2 cm)
c = Contoh uji penyerutan, pembentukan dan pembuatan alur
(ukuran 90 cm x 10 cm x 2 cm)
Pengujian
1. Pengerjaan Papan Contoh
Pengujian dilakukan dengan menilai sifat pemesinan pada papan contoh.
Sifat–sifat pemesinan yang dinilai dan cara pengerjaan adalah :
a. Penyerutan (Planing)
Contoh uji penyerutan dibuat berukuran 90 cm x 10 cm x 2 cm. Sudut potong
pisau diatur sebesar 200–300, laju pengumpanan sebesar 12 m/menit,
kecepatan putar pisau sebesar 5.000 rpm, serta tebal sayatan sebesar 2 mm.
Contoh uji diserut dengan mesin double moulder searah dengan arah serat.
Memberi tanda pada setiap contoh uji begitu keluar dari mesin dengan
menunjukkan arah masuk kayu ke dalam mesin. Semua contoh uji yang telah
diserut disimpan dengan teratur dan selanjutnya dinilai sifat penyerutannya.
b. Pembentukan (Shaping)
Mengerjakan kembali contoh uji yang sudah diserut dengan menggunakan
mesin pembentuk (shaper). Pada salah satu sisi contoh uji tersebut dibentuk
alur berbentuk M6 (moulding model 6). Pembuatan profil ini menggunakan
pengamatan terhadap cacat–cacat pemesinan yang terjadi pada bidang
permukaan hasil pembentukan.
c. Pengeboran (Boring)
Contoh uji yang dibor berukuran 30 cm x 5 cm x 2 cm, dengan kecepatan
putaran mata bor sebesar 3.600 rpm. Pada setiap contoh uji dibuat dua buah
lubang bor dengan laju pengeboran diusahakan cukup lambat agar
menghasilkan lubang bor yang baik. Mata bor yang digunakan berdiameter 16
mm. Pengeboran dilakukan sampai 2 mm melebihi permukaan bawah contoh
uji untuk menghindari terjadinya serpih. Selanjutnya dilakukan pengamatan
cacat–cacat yang timbul.
d. Pembuatan alur (Routing)
Mengerjakan kembali contoh uji yang sudah diserut dengan menggunakan
mesin router. Pisau router yang digunakan berbentuk R6 yang menghasilkan
bentuk “r” pada sisi kayu, sehingga sisi kayu tidak siku. Kecepatan putar pisau
router sebesar 30.000 rpm. Dimensi alur yang dibuat pada permukaan contoh
uji adalah lebar 0,5 cm, tebal 0,5 cm dan panjang 90 cm. Selanjutnya diamati
cacat–cacat pemesinan yang timbul.
e. Pengampelasan (Sanding)
Pada pengujian pengampelasan dipakai contoh uji berukuran 30 cm x 5 cm x 2
cm dengan menggunakan mesin amplas (sander). Kecepatan dorong kayu
(feed rate) diatur sebesar kurang lebih 360 m/menit dengan arah pengumpanan
menggunakan kertas amplas grit 80 dan 120 dengan tebal pengampelasan
sebesar 0,5 mm. Selanjutnya dilakukan pengamatan cacat–cacat yang timbul.
2. Pengujian Sifat Pemesinan
Setiap contoh uji yang telah dikerjakan dengan mesin diamati hasilnya
secara visual. Objek yang diamati yaitu cacat yang timbul pada permukaan contoh
uji sebagai akibat dilakukan pemesinan. Loupe dengan derajat pembesaran
sepuluh kali digunakan sebagai alat bantu untuk melihat lebih jelas bentuk cacat.
Bagian–bagian permukaan yang bercacat dijumlahkan luasnya, kemudian dihitung
persentasenya terhadap seluruh luas permukaan contoh uji dan diklasifikasikan
kualitasnya berdasarkan klasifikasi mutu sifat pemesinan pada Tabel 2.
Pengambilan kesimpulan sifat pemesinan kayu dilakukan secara kualitatif
berdasarkan persentase rata-rata permukaan contoh uji yang bebas cacat dan
selanjutnya dikelompokkan ke salah satu kelas sifat pemesinan.
Analisis Data
Pengolahan data mengenai sifat pemesinan kayu mengacu pada ASTM D
1666-99. Sifat pemesinan kayu didasarkan pada besar kecilnya persentase
permukaan bebas cacat setelah proses pemesinan. Selanjutnya data mengenai jenis
cacat, luas permukaan bebas cacat serta persentase contoh uji dimasukkan ke
dalam kelas pemesinan yang telah ditentukan. Dianalisa secara deskriptif untuk
HASIL DAN PEMBAHASAN
Penyerutan (Planing)
Berdasarkan Tabel 4 berikut ini dapat diketahui bahwa kayu mangga
menunjukkan kualitas penyerutan sangat baik (kelas I) dengan persentase rata-rata
permukaan bebas cacat sebesar 91 %.
Tabel 4. Persentase Rata-rata Permukaan Bebas Cacat pada Proses Penyerutan
Jenis Cacat Permukaan Kayu (%) Permukaan Sifat Pemesinan Kayu Serat Bulu Tanda bebas cacat
terserpi halus serpih (%)
Mangga 6 1 2 91 Sangat baik
Cacat yang teramati pada hasil uji penyerutan yang disajikan pada
Lampiran 2 adalah serat terserpih (chip grain), bulu halus (fuzzy grain), dan tanda
serpih (chip mark). Cacat yang paling banyak muncul adalah serat terserpih yaitu
6 %, diikuti tanda serpih dan bulu halus masing-masing 2 % dan 1 %. Adha
(2005), menyatakan cacat yang teramati akibat uji pembentukan adalah serat
terserpih (chip grain), bulu halus (fuzzy grain), dan tanda serpih (chip mark).
Pada proses penyerutan banyak timbul serat yang terlepas dan bentuk
lekukan-lekukan pada permukaan kayu seperti pada Gambar 3. Khususnya cacat
serat terserpih hampir merata terdapat pada semua permukaan kayu contoh uji
penyerutan, cacat ini terbentuk diduga karena tebalnya serat-serat kayu (tatal)
kayu mangga. Menurut Koch (1964), serat yang tebal kekuatan lenturnya
(bending) lebih tinggi dari tatal tipis. Oleh sebab itu, tatal tebal akan cenderung
terbelah (splitting), sehingga pada permukaan papan akan terbentuk cacat akibat
belahan tadi. Cacat yang terbentuk ini biasanya disebut serat terserpih.
Mandang dan Pandit (1997) menjelaskan bahwa adanya serat terpadu dan
miring serat pada kayu disebabkan kerena arah letak serat longitudinal pada suatu
lapisan kayu berbeda dengan arah sel-sel pada lapisan kayu berikutnya. Kayu
mangga diduga memiliki serat terpadu dan miring serat, dimana serat tepadu dan
miring serat dapat menyebabkan serat pada permukaan kayu saat proses
pengerjaan tidak terpotong dengan sempurna sehingga dapat merangsang
timbulnya cacat yaitu serat terserpih. Menurut Darmawan (1997), adanya serat
berpadu dan miring serat cenderung merangsang timbulnya cacat penyerutan yang
Pada papan contoh uji penyerutan terdapat cacat bulu halus seperti pada
Gambar 4 dengan persentase permukaan bebas cacatnya sebesar 1 %. Cacat bulu
halus banyak ditemukan pada bagian pinggir permukaan kayu dan perbatasan
antara kayu gubal dan kayu teras. Koch (1964) mengemukakan bahwa kayu gubal
dan kayu teras memiliki sifat fisik yang berbeda, yaitu kayu gubal memiliki berat
jenis rendah dan lunak sedangkan kayu teras memliki berat jenis tinggi dan keras,
dimana kayu yang memiliki berat jenis rendah mengandung kadar air yang tinggi
dan sebaliknya kayu yang memiliki berat jenis tinggi akan mengandung kadar air
rendah. Perbedaan kadar air kayu gubal dan kayu teras pada permukaan kayu
mangga diduga menyebabkan timbulnya cacat bulu halus pada saat pengerjaan.
Menurut siswanto (2002), Perbedaan kadar air kayu gubal dan kayu teras
menyebabkan pemotongan serat yang tidak sempurna pada daerah tersebut dan
mengakibatkan timbulnya cacat bulu halus.
Laju pengumpanan dan tebal ketaman yang tidak konsisten serta laju
pengumpanan pada saat pengujian yang terlalu rendah dan tebal penyerutan
terlalu tipis dalam proses penyerutan diduga juga memicu timbulnya serat berbulu
halus. Menurut Darmawan (1997), penyerutan dengan laju penyerutan rendah dan
tebal serutan tipis akan terjadi pergeseran serat-serat kayu oleh pisau penyerutan,
ini berarti serat-serat kayu tersebut tidak terpotong sempurna oleh mata pisau,
melainkan terjadi kerusakan serat-serat kayu sehingga timbul cacat serat berbulu
halus pada permukaan kayu.
Tumpulnya mata pisau pada proses penyerutan juga mempengaruhi hasil
penyerutan menyebabkan hasilnya kurang baik, tetapi setelah dilakukan
penajaman mata pisau hasil penyerutan yang diperoleh menjadi lebih baik.
Gambar 4. Cacat Bulu Halus pada Proses Penyerutan
Pada papan contoh uji penyerutan terdapat cacat tanda serpih seperti pada
Gambar 5 dengan persentase permukaan bebas cacatnya sebesar 2 %. Tanda
serpih merupakan lekukan dangkal pada permukaan kayu yang disebabkan oleh
adanya kayu yang menempel pada ujung pisau. Bisa juga disebabkan karena kadar
resin kayu tinggi. Cacat tanda serpih yang ditemukan pada permukaan kayu
diduga karena kayu mangga termasuk ke dalam kekerasan yang rendah (kayu
lunak) sehingga pisau serut mudah menempel pada kayu. Menurut Darmawan
(1997), cacat tanda serpih terbentuk akibat rendahnya kekerasan kayu, sehingga
serat-serat kayu akan sangat mudah dilekukkan pada permukaan papan yang telah
Gambar 5. Cacat Tanda Serpih pada Proses Penyerutan
Pembentukan (Shaping)
Berdasarkan Tabel 5 berikut ini dapat diketahui bahwa kayu mangga
menunjukkan kualitas pembentukan sangat baik (kelas I) dengan persentase
rata-rata permukaan bebas cacat sebesar 86 %.
Tabel 5. Persentase rata-rata permukaan bebas cacat pada proses Pembentukan
Jenis Cacat Permukaan Kayu (%) Permukaan Sifat Pemesinan Kayu Serat Bulu Tanda bebas cacat
terangkat halus serpih (%)
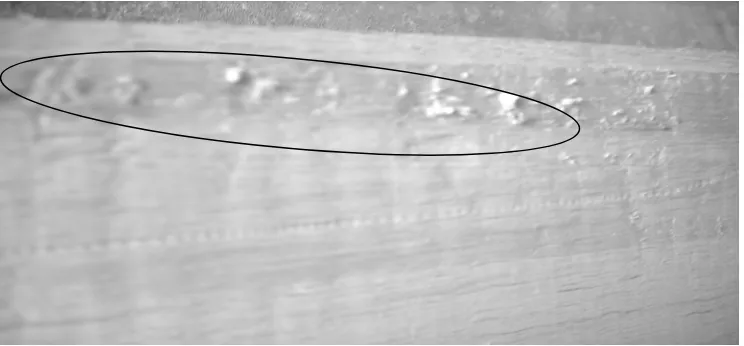
Cacat yang muncul pada hasil uji pembentukan yang disajikan pada
Lampiran 3 adalah serat terangkat, bulu halus dan tanda serpih. Cacat yang paling
banyak muncul adalah serat terangkat yaitu sebesar 8 %, diikuti bulu halus dan
tanda serpih yang besarnya sama 3 %. Adha (2005), menyatakan cacat yang
teramati akibat uji pembentukan adalah serat terangkat, bulu halus dan tanda
serpih.
Cacat serat terangkat banyak muncul diduga karena terangkatnya kayu
akhir sehingga lebih tinggi daripada kayu awal dan kayu akhir lebih keras
daripada kayu awal. Menurut Darmawan (1997), penyebab serat terangkat adalah
kayu akhir lebih keras daripada kayu awal.
Tanda serpih yang muncul pada proses pembentukan ditandai dengan
adanya lekukan dangkal pada kayu. Kayu mangga yang memiliki kandungan
getah diduga membuat mata pisau mudah menempel pada permukaan kayu.
Darmawan (1997) menyatakan bahwa tanda serpih dapat muncul ditentukan oleh
kandungan getah dan resin kayu tinggi dan karakteristik kayu itu sendiri.
Proses pembentukan yang dilakukan pada sisi panjang kayu yang
membentuk sudut 900 atau tegak lurus diduga menyebabkan bulu halus timbul.
Adha (2005), menyatakan bahwa proses pembentukan menyebabkan sudut potong
pisau dengan arah pisau dan arah serat kayu menjadi tegak lurus sehingga
serat-serat kayu yang tidak terpotong dengan sempurna akan berdiri dan membentuk
Gambar 7. Cacat Serat Terangkat pada Proses Pembentukan
Menurut Bakar (2003), proses pembentukan ini merupakan proses
peripheral milling, yakni suatu proses pemotongan dimana bagian bidang kerja
dipotong menjadi tatal-tatal oleh beberapa mata pisau yang berputar
terus-menerus, sehingga akan terbentuk tatal-tatal pendek. Menurut Darmawan (1997),
bahwa tatal-tatal yang pendek memiliki kekuatan lentur yang rendah sehingga
tatal-tatal ini mudah tergeser oleh mata piasu, karena adanya gaya geser yang
bekerja maka serat-serat kayu tidak terpotong sempurna dan terbentuk serat
bebulu halus. Koch (1964) menyatakan bahwa untuk memperoleh hasil
pembentukan yang lebih baik dapat dicapai dengan mengunakan proses down
milling dari pada konvensional up milling. Pada proses down milling arah putar
pisau sejajar dengan arah gerak bidang kerja, sedangkan pada proses up milling
Pengeboran (Boring)
Berdasarkan Tabel 6 berikut ini dapat diketahui bahwa kayu mangga
menunjukkan kualitas pengeboran sangat baik (kelas I) dengan persentase
rata-rata permukaan bebas cacat sebesar 86 %.
Tabel 6. Persentase Rata-rata Permukaan Bebas Cacat pada Proses Pengeboran
Jenis Cacat Permukaan Kayu (%) Permukaan Sifat Pemesinan Kayu Serat Serat Bebas Cacat
Terhancur Tersobek (%)
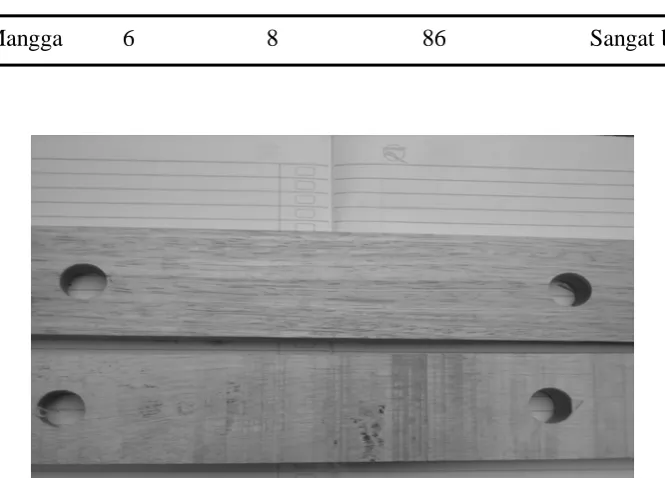
Mangga 6 8 86 Sangat baik
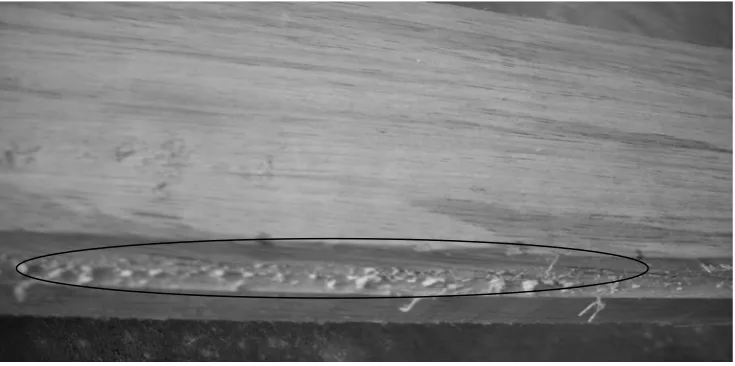
Gambar 8. Hasil Proses Pengeboran Kayu Mangga.
Gambar 8 menunjukkan hasil permukaan kayu mangga setelah dilakukan
pengeboran dimana bagian kayu yang sobek dan hancur akibat proses pengeboran
dapat terlihat dengan jelas. Cacat yang paling banyak muncul pada hasil uji
pengeboran adalah serat tersobek yaitu sebesar 8 %, diikuti serat terhancur sebesar
6 %. Adha (2005), menyatakan cacat yang teramati akibat uji pengeboran adalah
Kecepatan putar bor mempengaruhi hasil yang diperoleh, semakin cepat
putarannya akan memberikan hasil yang lebih baik dibandingkan dengan bor yang
putarannya lebih lambat. Selain itu proses pengeboran yang dilakukan dengan
kecepatan lambat dapat menyebabkan kegiatan pengeboran menjadi lebih sulit
dan lebih mudah menimbulkan cacat pada permukaan lubang bor. Meskipun
kecepatan putar bor cepat, pada contoh uji yang diamati masih terdapat cacat
pemesinan, diantaranya serat terhancur dan serat tersobek. Menurut Davis (1962)
dalam Siswanto (2002), salah satu kriteria dari hasil pengeboran yang bagus yaitu
permukaan yang bersih dan halus dengan sedikit serat terhancur dan serat yang
tersobek.
Berat jenis diduga juga mempengaruhi kualitas hasil pengeboran, dimana
kayu mangga memiliki berat jenis 0.60-0.75 dan termasuk ke dalam kelas sedang.
Semakin tinggi berat jenis kayu maka kekerasan kayu juga tinggi dan kayu yang
memiliki kekerasan tinggi lebih mudah untuk dilakukan pengeboran serta hasilnya
juga bagus dibandingkan dengan berat jenis kayu rendah yang memiliki kekerasan
rendah. Menurut Davis (1962) dalam Siswanto (2002), secara umum kayu yang
memiliki berat jenis sedang sampai tinggi menghasilkan permukaan pengeboran
yang lebih halus dibandingkan dengan kayu yang memiliki berat jenis rendah.
Proses pengerjaan kayu yang kurang sempurna juga mempengaruhi
timbulnya cacat. Adha (2005) menyatakan ketika mata bor ditarik ke atas dari
lubang kayu ada sebagian serat di bagian pingir lubang ikut tertarik sehingga
menyebakan timbulnya serat terhancur atau serat tersobek. Siswanto (2002)
menambahkan bahwa proses pengeboran yang kurang sempurna menyebakan
Gambar 9. Cacat Serat Terhancur pada Proses Pengeboran
Gambar 10. Cacat Serat Tersobek pada Peoses Pengeboran
Pembutan alur (Routing)
Berdasarkan Tabel 7 berikut ini dapat diketahui bahwa kayu mangga
menunjukkan kualitas pembuatan alur sangat baik (kelas I) dengan persentase
Tabel 7. Persentase Rata-rata Permukaan Bebas Cacat pada Proses Pembuatan Alur
Jenis Cacat Permukaan Kayu (%) Permukaan Sifat Pemesinan Kayu Serat Bulu Bebas Cacat (%)
Terangkat Halus
Mangga 6 3 91 Sangat baik
Gambar 11. Hasil Proses Pembuatan Alur
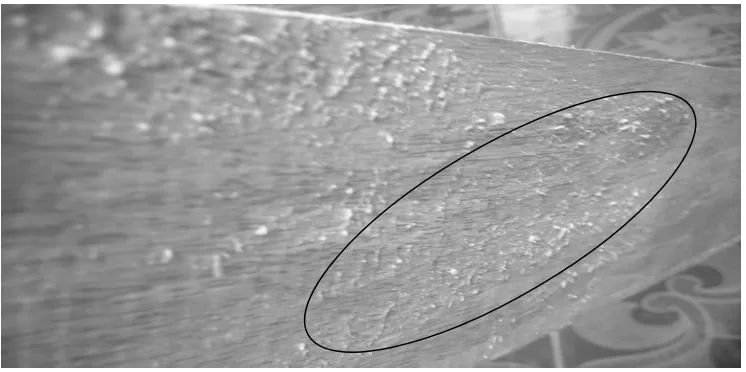
Cacat yang muncul pada hasil uji pembuatan alur yang disajikan pada
lampiran 5 adalah serat terangkat dan bulu halus. Cacat yang paling banyak
muncul adalah serat terangkat sebesar 6 % dan diikuti bulu halus sebesar 3 %.
Adha (2005), menyatakan cacat yang teramati akibat uji pembuatan alur adalah
serat terangkat dan bulu halus. Cacat serat terangkat yang timbul akibat
Gambar 12. Cacat Serat Terangkat pada Proses Pembuatan Alur
Proses pembuatan alur yang dikerjakan secara sejajar dan berlawanan arah
serat dengan mata pisau R6 diduga menyebabkan timbulnya cacat serat terangkat
dan bulu halus. Serat terangkat yang timbul diduga karena adanya serat berpadu
pada permukaan kayu. Hal ini disebabkan karena cacat serat terangkat lebih
banyak ditemukan pada bagian serat berpadu dari dari pada serat lurus. Menurut
Davis (1965) dalam Siswanto (2002) pembuatan alur dengan menggunakan
proses peripheral milling cenderung akan menimbulkan cacat, baik up milling
(arah putar pisau berlawanan arah dengan arah bidang gerak kerja) maupun down
milling (arah putar pisau sejajar dengan arah gerak bidang kerja).
Pengampelasan (sanding)
Berdasarkan Tabel 8 berikut ini dapat diketahui bahwa kayu mangga
menunjukkan kualitas pengampelasan sangat baik (kelas I) dengan persentase
Tabel 8. Persentase Rata-rata Permukaan Bebas Cacat pada Proses Pengampelasan
Jenis Cacat Permukaan Kayu (%) Permukaan Sifat Pemesinan Kayu Bulu Bebas Cacat (%)
Halus
Mangga 12 88 Sangat baik
Gambar 13. Hasil Proses Pengampelasan
Jenis cacat yang teramati pada hasil uji pengampelasan yang disajikan
pada Tabel 8 hanya cacat bulu halus yaitu sebesar 12 %. Adha (2005) menyatakan
cacat yang teramati akibat uji pengampelasan adalah bulu halus. Jenis cacat ini
umum terdapat pada hasil proses pengampelasan dimana cacat ini ditandai dengan
berdirinya serat-serat kayu yang ditemukan hampir pada semua permukaaan kayu
yang tersebar secara tidak merata. Menurut Davis (1965) dalam Siswanto (2002)
cacat bulu halus lebih sering muncul pada proses pengampelasan daripada
penyerutan, karena serat-serat kayu pada saat diampelas tersobek ke atas sehingga
Gambar 14. Cacat Bulu Halus pada Proses Pengampelasan
Bagian kayu yang lunak pada permukaan kayu banyak ditemukan cacat
bulu halus. Koch (1964) menyatakan bahwa jenis kayu yang keras mempunyai
kecenderungan cacat bulu halus lebih sedikit dibandingkan kayu yang lunak pada
proses pengampelasan.
Karakteristik kayu kadang mempengaruhi munculnya cacat bulu halus,
selain itu ukuran grit ampelas yang dipakai dan arah pengumpanan kayu saat
diampelas juga berpengaruh. Apabila arah pengumpanan berlawanan dengan arah
serat kemungkinan terjadinya cacat bulu halus akan semakin besar, karena pada
saat proses pengampelasan serat yang tidak terpotong sempurna akan berdiri oleh
KESIMPULAN DAN SARAN
Kesimpulan
1. Sifat pemesinan kayu mangga untuk semua proses pemesinan yaitu,
penyerutan, pembentukan, pengeboran, pembuatan alur dan pengampelasan
termasuk ke dalam kelas I dengan mutu pemesinan sangat baik, sehingga kayu
mangga dapat dijadikan sebagai alternatif bahan baku industri pengolahan
kayu terutama meubel.
2. Jenis cacat yang terdapat pada kayu mangga dari hasil proses pemesinan
adalah serat tersepih, bulu halus, tanda serpih, serat terangkat, serat tersobek
dan serat terhancur. Cacat yang paling banyak ditemukan pada permukaan
kayu adalah bulu halus dan yang paling sedikit adalah serat terhancur.
Saran
1. Perlu diteliti lebih lanjut hubungan antara berat jenis kayu terhadap sifat-sifat
pemesinan kayu mangga.
2. Perlu diteliti hubungan antara kecepatan putar pisau dan ketajaman pisau yang
DAFTAR PUSTAKA
Abdurrohim, S., Y.I Mandang dan U. Sutisna. (2004) Atlas Kayu Indonesia. Departemen Kehutanan. Badan Penelitaian dan Pengembangan Kehutanan. Pusat Penelitian dan Pengembangan Teknologi Hasil Hutan. Bogor. Jilid III.
Adha, N.I. 2005. Sifat-Sifat Pemesinan Kayu Durian (Durio zibethinus). Skripsi Departemen Kehutanan. Jurusan Teknologi Hasil Hutan. Universitas Sumatera Utara. Medan. Tidak Diterbitkan.
American Society for Testing and Materials. 1999. Standard Method of Conducting Machining Test of Wood and Wood Base Material. Annual Books of ASTM. Philadelphia.
Bakar, E.S. 2003. Sekelumit tetang Pemesinan Kayu. Forum Komunikasi Teknologi dan Industri Kayu. Vol. 1 (1):10-11.
Darmawan, W. 1997. Pengaruh Laju Pengumpanan dan Tebal Ketaman terhadap Kualitas Pengetaman Kayu Pinus, Agatis dan Manii. Jurnal Teknologi Hasil Hutan. Fakultas Pertanian. Institut Pertanian Bogor. Vol. X (1) : 15-21.
Departemen Kehutanan dan Perkebunan Republik Indonesia. 1999. Panduan Kehutanan Indonesia. Jakarta.
Dumanauw, J.F. 1990. Mengenal Kayu. Penerbit Kanisius. Yogyakarta.
Haygreen, J. G. dan Jim L. Bowyer. 1996. Hasil Hutan dan Ilmu Kayu: Suatu pengantar. Diterjemahkan oleh S. A. Hadikusuma. dan Soenardi, P. Gadjah Mada University Press. Yogyakarta.
Koch, P. 1964. Wood Machining Process. The Ronald Press Company. New York.
Lerch, E. 1987. Pengerjaan Kayu Secara Masinal. Penerbit Kansius. Yogyakarta.
Mandang, Y dan. Pandit, I. K. N. 1997. Pedoman Identifikasi Jenis Kayu di Lapangan. Yayasan Prosea Bogor dan Pusat Diklat Pegawai dan Sumber Daya Manusia Kehutanan.
Mandang, Y.I. 2005. Kunci Identifikasi Kayu Asia Tenggara. Versi 2.2. Pusat Penelitian dan Pengembangan Hasil Hutan. Bogor.
Menteri Kehutanan. 2005. Sambutan Menteri Kehutanan Pembangunan Taman Nasional Batang Gadis di Propinsi Sumatera Utara.SKHyOJ:www.dephut.go.id/INFORMASI/TN%20INDO.ENGLISH/
Bt_Gds.htm+deforestasi+hutan&hi=id&ct=clnk&cd=8, hari Sabtu [3 Maret 2007].
Paimin, F. R. 1999. Bertanam Mangga Ala Petani Thailand. Penebar Swadaya. Jakarta.
Panshin, A. J. andDe Zeeuw. 1970. Textbook of Wood Technology. Mc. Graw-Hill Co. New York.
Pika. 1995. Mengenal Sifat-Sifat Kayu Indonesia dan Penggunaannya. Kansius. Yogyakarta
Pracaya. 1996. Bertanam Mangga. Penebar Swadaya. Jakarta.
Priyatno. 2003. Analisis Sifat Pemesinan Kayu Sengon (Paraserianthes falcataria) Terdensifikasi. Skripsi Departemen Teknologi Hasil Hutan. Institut Pertanian Bogor. Bogor. Tidak Diterbitkan.
Rukmana, R. 2003. Budidaya dan Pascapanen Mangga. Kansius, Yogyakarta.
Lampiran 2. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh
Terserpih Bulu Halus Tanda Serpih
Lampiran 4. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada Proses Pengeboran Kayu Mangga
No Kayu
Cacat pemesinan (%) Permukaan bebas
Lampiran 5. Persentase Cacat dan Bebas Cacat pada Permukaan Contoh Uji pada Proses Pembuatan Alur Kayu Mangga
No Kayu
Cacat pemesinan (%) Permukaan bebas
Lampiran 6. Persentase cacat dan bebas cacat pada permukaan contoh uji pada proses pengampelasan kayu mangga
No Kayu
Cacat Pemesinan (%) Permukaan bebas