PEMBUATAN PAPAN PARTIKEL
DARI BUNGKIL JARAK KEPYAR (
Ricinus communis
L
.
)
DENGAN PERLAKUAN PENDAHULUAN
STEAM EXPLOSION
HERDIARTI DESTIKA H.
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Pembuatan Papan Partikel dari Bungkil Jarak Kepyar (Ricinus communis L.) dengan Perlakuan Pendahuluan Steam Explosion adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Desember 2013
Herdiarti Destika H.
ABSTRAK
HERDIARTI DESTIKA H. Pembuatan Papan Partikel dari Bungkil Jarak Kepyar (Ricinus communis L.) dengan Perlakuan Pendahuluan Steam Explosion. Dibimbing oleh IKA AMALIA KARTIKA. 2013.
Pengembangan bungkil jarak kepyar menjadi papan partikel binderless
dilakukan untuk mengatasi keterbatasan jumlah kayu di industri konstruksi dan masalah lingkungan akibat emisi urea formaldehida (UF) dan fenol formaldehida (PF). Denaturasi dengan metode steam explosion terhadap protein bungkil jarak kepyar diharapkan dapat meningkatkan sifat mekanik papan partikel. Pembuatan papan dilakukan dengan proses pengempaan panas dengan suhu dan tekanan yang berbeda-beda. Tujuan penelitian ini adalah untuk mengetahui pengaruh suhu dan tekanan kempa terhadap sifat fisik dan mekanik papan, serta mengetahui suhu dan tekanan kempa optimum pada pembuatan papan partikel dari bungkil jarak kepyar. Sifat fisik dan mekanik papan partikel diuji berdasarkan standar JIS A 5908:2003. Secara umum hanya parameter kerapatan dan kadar air yang memenuhi standar. Analisis statistik menunjukkan parameter suhu berpengaruh terhadap kadar air, daya serap air, dan MOE papan sedangkan parameter tekanan berpengaruh terhadap kadar air dan daya serap air papan. Hasil analisis regresi menunjukkan suhu dan tekanan yang optimum untuk pembuatan papan partikel adalah suhu 160o C dan tekanan 160 kgf/cm2 dengan besar kerapatan sebesar 0.85 g/cm3, kadar air 5.05%, daya serap air 124.54%, pengembangan tebal 20%, MOE 256.65 kgf/cm2 dan MOR 4.73 kgf/cm2.
Kata kunci : papan partikel, sifat fisik dan mekanik, steam explosion
ABSTRACT
HERDIARTI DESTIKA H. Particleboard Production from Castor Cake Meal (Ricinus communis L.) by Steam Explosion Pretreatment. Supervised by IKA AMALIA KARTIKA. 2013.
moisture content, water absorption, and MOE whereas pressing pressure affected only the moisture content and water absorption. The regression analysis showed that the optimum pressing temperature and pressing pressure to produce the particleboard from castor cake meal were respectively 160o C and 160 kgf/cm2 with density of 0.85 g/cm3, moisture content of 5.05%, water absorption of 124.54%, thickness swelling of 20%, MOE 256.65 kgf/cm2 and MOR 4.73 kgf/cm2.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Teknologi Industri Pertanian
PEMBUATAN PAPAN PARTIKEL
DARI BUNGKIL JARAK KEPYAR (
Ricinus communis
L
.
)
DENGAN PERLAKUAN PENDAHULUAN
STEAM EXPLOSION
HERDIARTI DESTIKA H.
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
Judul Skripsi : Pembuatan Papan Partikel dari Bungkil Jarak Kepyar (Ricinus communis L.) dengan Perlakuan Pendahuluan Steam Explosion
Nama : Herdiarti Destika H. NIM : F34090125
Disetujui oleh
Dr Ir Ika Amalia Kartika, MT Pembimbing
Diketahui oleh
Prof Dr Ir Nastiti Siswi Indrasti Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala karunia-Nya sehingga skripsi ini dapat diselesaikan. Tema yang dipilih dalam penelitian ialah papan partikel, dengan judul Pembuatan Papan Partikel dari Bungkil Jarak Kepyar (Ricinus communis L.) dengan Perlakuan Pendahuluan Steam Explosion.
Terima kasih penulis ucapkan kepada Ibu Dr. Ir. Ika Amalia Kartika, MT. selaku pembimbing yang telah memberikan ilmu dan arahan selama penyusunan skripsi, teknisi di seluruh Laboratorium Departemen Teknologi Industri Pertanian dan Laboratorium Biokomposit Departemen Teknologi Hasil Hutan atas kesediaannya dalam membantu penulis selama melaksanakan penelitian serta rekan-rekan TIN 46 atas semangat dan bantuan yang diberikan selama penulis menempuh pendidikan. Ungkapan terima kasih juga disampaikan kepada ayahanda Hermansyah dan ibunda Masnun Wahyuni, serta kakak Herdienna Restari dan Herdiesti Hermansyah, atas segala doa, dukungan, dan kasih sayangnya.
Semoga skripsi ini bermanfaat bagi semua pihak.
Bogor, Desember 2013
DAFTAR ISI
DAFTAR TABEL xii
DAFTAR GAMBAR xii
DAFTAR LAMPIRAN xii
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 2
Ruang Lingkup Penelitian 2
BAHAN DAN METODE 2
Waktu dan Tempat 2
Bahan dan Alat 2
Metode 3
HASIL DAN PEMBAHASAN 6
Karakteristik Bungkil Jarak Kepyar 6
Papan Partikel dengan Karakteristik Sifat Fisik dan Mekaniknya 9
SIMPULAN DAN SARAN 21
Simpulan 21
Saran 21
DAFTAR PUSTAKA 21
LAMPIRAN 24
DAFTAR TABEL
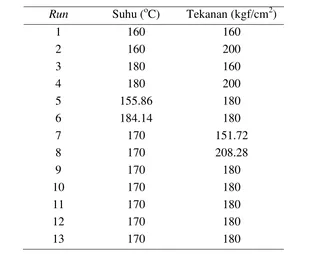
1 Level dan faktor dalam Central Composite Design (CCD) 5
2 Desain matriks percobaan 6
3 Karakteristik bungkil jarak kepyar dengan perlakuan pendahuluan
steam explosion 7
4 Sifat fisik dan mekanik papan partikel 8
5 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap kadar air papan partikel 10
6 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap daya serap air 2 jam papan partikel 11
7 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap daya serap air 24 jam papan partikel 13
8 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan terhadap pengembangan tebal 2 jam papan partikel 15 9 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap pengembangan tebal 24 jam papan partikel 16 10 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap MOE papan partikel 17
11 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap MOR papan partikel 18
12 Perbandingan hasil penelitian terbaik dengan penelitian sebelumnya
(Kautsar 2013) 20
DAFTAR GAMBAR
1 Diagram alir pembuatan papan partikel dari bungkil jarak kepyar 3
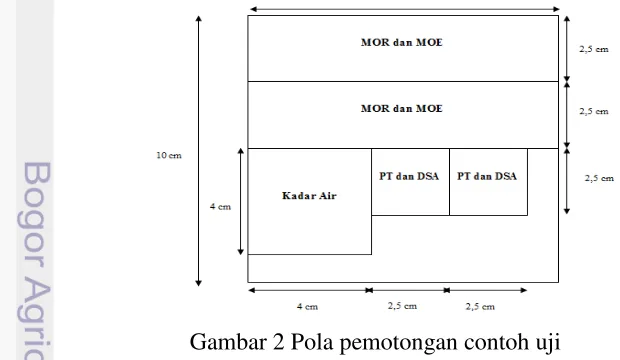
2 Pola pemotongan contoh uji 4
3 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan
pengempaan terhadap kadar air 10
4 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan
pengempaan terhadap daya serap air 2 jam 12
5 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan
pengempaan terhadap daya serap air 24 jam 13
6 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan
pengempaan terhadap MOE 17
DAFTAR LAMPIRAN
1 Prosedur analisis proksimat bahan baku 24
2 Prosedur pengujian sifat fisik dan mekanik papan partikel (ASTM D
PENDAHULUAN
Latar Belakang
Pengembangan papan partikel sebagai produk perekatan kayu dilakukan untuk mengatasi permasalahan pasokan bahan baku di sektor industri konstruksi. Kumar et al. (2002) menyebutkan bahwa industri konstruksi berupaya untuk mengatasi kekurangan kayu melalui pengembangan produk papan panil (panil products). Salah satunya adalah pengembangan papan partikel yang dapat diproduksi dari sumber lignoselulosa non kayu. Melalui pengembangan papan partikel dari sumber lignoselulosa non kayu ini, diharapkan permasalahan dalam industri konstruksi dapat diatasi.
Maloney (1993) menjelaskan bahwa papan partikel merupakan produk panel yang dibuat dari partikel-partikel kayu atau bahan berlignoselulosa lainnya dan diikat dengan menggunakan bahan perekat sintesis atau bahan perekat lainnya dan direkatkan melalui proses kempa panas. Umumnya, pembuatan papan partikel dilakukan dengan menggunakan perekat sintesis seperti urea formaldehida (UF) dan fenol formaldehida (PF). Namun diketahui bahwa penggunaan perekat sintesis ini dapat menimbulkan permasalahan kesehatan bagi pengguna produk papan partikel. Santoso dan Sutigno (2004) menjelaskan bahwa penggunaan kedua jenis perekat ini dapat menyebabkan emisi formaldehida yang berdampak pada pencemaran lingkungan dan gangguan kesehatan. Untuk itulah diperlukan inovasi berupa penggantian perekat sintesis dalam pembuatan papan partikel. Papan partikel tanpa perekat sintesis atau lebih umum disebut sebagai papan partikel binderless dapat diperoleh dengan mengempa bahan yang memiliki sumber adhesif alami dan sumber serat.
Bungkil jarak kepyar (Ricinus communis L.) merupakan jenis bahan yang berpotensi untuk dimanfaatkan sebagai bahan baku papan partikel binderless. Protein dan serat dalam jumlah besar yang terkandung dalam bahan ini dapat dimanfaatkan sebagai bahan baku pembuatan papan partikel. Evon et al. (2010) menyebutkan bahwa sebagai bahan pengikat serat, protein membentuk kompleks yang mampu meningkatkan daya kohesi antar permukaan serat. Dengan kata lain, pembuatan papan partikel dari bungkil jarak kepyar ini dapat dijadikan inovasi untuk mengatasi emisi formaldehida dan keterbatasan jumlah kayu.
2
Tujuan Penelitian
Tujuan dari penelitian ini adalah mengetahui pengaruh suhu dan tekanan kempa terhadap sifat fisik dan mekanik papan partikel dari bungkil jarak kepyar dengan perlakuan pendahuluan steam explosion, serta mengetahui suhu dan tekanan pengempaan optimum dalam pembuatan papan partikel dari bungkil jarak kepyar dengan perlakuan pendahuluan steam explosion.
Ruang Lingkup Penelitian
Ruang lingkup penelitian ini adalah mempelajari pengaruh suhu dan tekanan kempa dan kondisi kempa optimum pada bungkil jarak kepyar berukuran 80 mesh dengan perlakuan pendahuluan steam explosion dalam otoklaf bersuhu 121oC selama 15 menit. Pengempaan dilakukan pada suhu 160-180oC dan tekanan 160-200 kgf/cm2 dengan waktu kempa selama 6 menit. Penelitian dilakukan dengan menggunakan standar pengujian JIS A 5908:2003. Rancangan percobaan yang digunakan adalah Central Composite Design (CCD), analisis data dengan ANOVA pada α = 0.05, dan analisis regresi dengan Response Surface Method
(RSM). Parameter atau respon yang diujikan adalah kerapatan, kadar air, daya serap air, pengembangan tebal, MOE (Modulus of Elasticity)dan MOR (Modulus of Rupture)papan partikel.
BAHAN DAN METODE
Waktu dan Tempat
Penelitian dilaksanakan selama empat bulan sejak 28 Mei 2013 hingga 9 September 2013. Penelitian dilakukan di Laboratorium DIT dan Laboratorium Teknologi Kimia, Fakultas Teknologi Pertanian serta Laboratorium Laboratorium Biokomposit, Laboratorium Teknologi Peningkatan Mutu Kayu dan Laboratorium Rekayasa dan Desain Bangunan Departemen Hasil Hutan, Fakultas Kehutanan Institut Pertanian Bogor.
Bahan dan Alat
3
Metode
Tahapan penelitian yang dilakukan terdiri atas empat tahapan utama, yakni tahap persiapan dan karakterisasi bahan baku, tahap pembuatan papan partikel, tahap pengkondisian papan partikel, dan tahap pengujian papan partikel. Seluruh tahapan penelitian dapat dilihat pada Gambar 1 berikut.
Persiapan dan Karakterisasi Bahan Baku
Persiapan bahan baku meliputi pengecilan ukuran hingga 80 mesh dengan menggunakan vibrating screen dan pengukusan bahan dengan menggunakan otoklaf bersuhu 121oC selama 15 menit. Proses dilanjutkan dengan pengeringan
Bungkil Jarak
Pengecilan ukuran (80 mesh)
Pengukusan (121o C, 15 menit)
Pengeringan bahan (kadar air 12-13%)
Pengujian proksimat
Pembuatan papan partikel (10x10x0.5 cm)
Papan Partikel
Pengkondisian (T=30oC, 14 hari)
4
bahan hingga diperoleh bahan dengan kadar air sekitar 12%. Selanjutnya, dilakukan analisis proksimat berupa pengujian kadar air, kadar abu, kadar protein, kadar lemak, serta kadar serat kasar bahan. Prosedur analisa proksimat dapat dilihat pada Lampiran 1.
Pembuatan Papan
Proses pembuatan papan partikel diawali dengan pembentukan lembaran papan (mat forming) dengan target kerapatan 0.9 g/cm3 di dalam cetakan 10 x 10 x 0.5 cm. Bahan yang dimasukkan ke dalam cetakan harus disebarkan secara merata agar diperoleh papan dengan kerapatan yang sama di setiap bagian. Setelah dibentuk lembaran papan, proses pembuatan papan dilanjutkan dengan pengempaan papan di mesin kempa panas dengan variasi suhu dan tekanan yang berbeda-beda selama 6 menit.
Pengkondisian Papan
Proses pengkodisian (conditioning) papan dilakukan pada inkubator bersuhu 30oC selama 14 hari. Pengkodisian ini dilakukan untuk menghilangkan tegangan-tegangan pada permukaan papan akibat proses pengempaan serta untuk mencapai kesetimbangan kadar air papan.
Pengujian Papan
Setelah melalui proses pengkondisian, papan dipotong-potong dan diuji sesuai dengan standar ASTM D 143-94:2007 dan hasilnya dibandingkan dengan JIS A 5908:2003. Pola pemotongan papan dapat dilihat pada Gambar 2 di bawah ini. Selanjutnya, papan diuji sifat fisik dan mekaniknya sesuai dengan metode pengujian yang diuraikan pada Lampiran 2.
Rancangan Percobaan dan Analisis Data
Rancangan penelitian dan analisis data yang digunakan dalam penelitian ini adalah dengan menggunakan CCD (Central Composite Design), analisis data
5 dengan ANOVA (α = 0.05), dan analisis regresi dengan menggunakan metode
Response Surface Method (RSM). Montgomery (2001) menjelaskan bahwa metode ini merupakan metode hasil penggabungan teknik matematika dengan statistika yang digunakan untuk membuat dan menganalisa suatu respon Y yang dipengaruhi oleh beberapa variabel bebas atau faktor X untuk mengoptimalkan respon tersebut. Langkah pertama dari RSM adalah menemukan hubungan antara respon Y dan faktor X melalui persamaan polinomial orde pertama atau model regresi linear sebagai berikut:
Y = β0 + ∑ β + ε
Untuk model polinomial orde kedua, biasanya terdapat kelengkungan dan digunakan model regresi orde kedua yang fungsinya kuadratik sebagai berikut:
Y =
βij = Koefisien interaksi perlakuan Xi = Kode perlakuan untuk faktor ke-i Xj = Kode perlakuan untuk faktor ke-j
ε = Galat
6
Hasil dari percobaan ini kemudian diolah dengan menggunakan bantuan perangkat lunak Statistical Analysis System (SAS) 9.1. Hasil pengolahan yang diperoleh dari SAS 9.1 adalah kombinasi perlakuan dengan replikasi sebanyak dua kali dan lima central point seperti dapat dilihat pada Tabel 2 berikut.
Analisis data dilanjutkan dengan melakukan analisis stastistik untuk mengetahui pengaruh suhu dan tekanan kempa terhadap masing-masing respon. Selanjutnya dilakukan analisis regresi untuk mengetahui suhu dan tekanan kempa optimum untuk pembuatan papan partikel dengan perlakuan pendahuluan steam explosion.
HASIL DAN PEMBAHASAN
Karakteristik Bungkil Jarak Kepyar
Jarak kepyar (Ricinus communis L.) merupakan tanaman berbentuk semak dan berasal dari famili Euphorbiaceae. Akande et al. (2012) menjelaskan bahwa tanaman ini merupakan jenis tanaman yang toleran terhadap lingkungan yang kering. Widodo dan Sumarsih (2007) menyebutkan bahwa ketahanan jarak kepyar terhadap kondisi kering menyebabkan tanaman ini mampu tumbuh di beberapa wilayah Indonesia yang memiliki curah hujan yang rendah seperti Jawa Tengah, Jawa Timur, Nusa Tenggara Barat, Nusa Tenggara Timur, dan Sulawesi Selatan. Lebih lanjut dijelaskan bahwa jarak kepyar termasuk dalam jenis tanaman semusim atau annual crops. Tanaman ini disebut Ricinus, yang dalam bahasa Latin berarti serangga, karena buahnya yang berbintik-bintik dan menyerupai
7 serangga. Corak khas ini menyebabkan jarak kepyar menjadi mudah dibedakan dengan jenis jarak lainnya misalnya jarak pagar (Jatropha curcas L.) yang lebih umum dimanfaatkan komponen minyaknya.
Perbedaan antara jarak kepyar dan jarak pagar juga terletak pada komponen asam lemak penyusun minyaknya. Gubitz et al. (1999) dalam Rahmanto (2011) menyebutkan bahwa biji jarak pagar mengandung 35-45% minyak yang didominasi oleh asam lemak tidak jenuh yaitu asam oleat (34-45%), asam linoleat (29-44%) dan dalam jumlah kecil asam palmitoleat dan linolenat. Adapun Kirk-Othmer (1993) menjelaskan bahwa jarak kepyar didominasi oleh asam risinoleat (85-89%) dan asam oleat (8.5%). Minyak jarak kepyar (castor oil) ini dapat dimanfaatkan untuk pembuatan berbagai jenis produk, misalnya cat, pelumas, tinta cetak, kosmetik, dan sabun (Ketaren 2008). Adapun bungkil jarak kepyar belum dimanfaatkan dengan lebih baik karena umumnya hanya dimanfaatkan sebagai pupuk.
Bungkil jarak kepyar yang digunakan dalam penelitian ini merupakan hasil samping dari proses ekstraksi minyak jarak di PT. Kimia Farma, Semarang. Setelah melewati pengecilan ukuran hingga 80 mesh, pengukusan dalam otoklaf, dan pengeringan hingga kadar air bahan sekitar 12%, bahan dikarakterisasi dengan analisis proksimat dan hasilnya dapat dilihat pada Tabel 3 berikut.
Hasil karakterisasi menunjukkan bahwa bungkil jarak kepyar memiliki kadar protein dan serat yang tinggi, yakni sebesar 38.22% dan 12.27%. Tingginya kadar protein dan serat dalam bungkil jarak kepyar menunjukkan bahwa bahan ini berpotensi untuk dijadikan bahan baku pembuatan produk komposit berupa papan partikel. Winarto (2009) menjelaskan bahwa komposit merupakan material kombinasi dari dua atau lebih komponen organik atau inorganik. Dalam produk komposit, sebuah material bertindak sebagai matriks dimana material tersebut memegang segalanya bersama, dan material lainnya bertindak sebagai penguat dalam bentuk serat yang dibenamkan ke dalam matriksnya. Dalam produk papan partikel dari bungkil jarak kepyar ini, matriks yang digunakan adalah protein dalam bungkil jarak kepyar sedangkan penguatnya adalah serat yang juga berasal dari bungkil jarak kepyar itu sendiri.
Hasil pengamatan dengan SEM (Scanning Electron Microscope) menunjukkan bahwa protein yang terkandung dalam bungkil jarak kepyar merupakan protein globuler. Winarno (2004) menjelaskan bahwa berdasarkan struktur susunan molekulnya, protein dibedakan menjadi protein fibriler atau skleroprotein dan protein globuler atau slaferoprotein. Protein fibriler merupakan
Parameter Nilai (% bb)
Tabel 3 Karakteristik bungkil jarak kepyar dengan perlakuan pendahuluan
8
protein yang berbentuk serabut dan tidak larut dalam pelarut-pelarut encer, baik dalam larutan garam, asam, basa, ataupun alkohol. Adapun protein globular merupakan protein yang berbentuk bola dan dapat larut dalam larutan garam dan asam. Protein ini juga lebih mudah berubah di bawah pengaruh suhu atau penambahan garam, asam, dan basa bila dibandingkan dengan protein fibriler.
Steam explosion dilakukan untuk mendenaturasi struktur protein dalam bahan. Melalui proses penambahan panas ini, diharapkan dapat diperoleh papan partikel dengan sifat mekanik yang baik. Winarno (2004) menyebutkan bahwa denaturasi merupakan proses modifikasi struktur sekunder, tersier, dan kuartener molekul protein tanpa terjadinya pemecahan ikatan kovalen. Dapat dikatakan bahwa proses ini merupakan proses terpecahnya ikatan hidrogen, interaksi hidrofobik, ikatan garam, dan terbukanya lipatan molekul protein.
Wu dan Inglet (1974) dalam Mo et al. (2001) juga menjelaskan bahwa denaturasi berupa perlakuan panas, penambahan asam atau alkali, pelarut organik, detergen maupun urea mampu meningkatkan perluasan struktur protein dalam bahan. Struktur ini kemudian dapat meningkatkan area kontak dan interaksi dengan substrat yang pada akhirnya dapat meningkatkan daya rekat bahan itu sendiri. Dalam penelitian ini, proses denaturasi terjadi akibat proses penambahan panas pada bahan. Pemanasan bahan dilakukan melalui steam explosion dalam otoklaf bersuhu 121oC selama 15 menit. Tujuan dari pemanasan pada suhu ini adalah untuk mencapai suhu antara suhu denaturasi dan suhu eksotermik. Menurut Zhong et al. (2001), selama berada dalam suhu denaturasi, protein yang berada dalam bahan akan berubah menjadi struktur yang saling bebas dan acak. Struktur inilah yang dapat meningkatkan interaksi antara perekat protein dan serat dalam bahan. Namun apabila suhu pemanasan melebihi suhu eksotermik (di atas 192oC), protein akan mengalami panas berlebih dan akhirnya terdegradasi menjadi pecahan-pecahan protein (Mo et al. 1999). Dengan demikian suhu pengukusan sebesar 121oC ini digunakan sebagai suhu steam explosion.
Perlakuan panas terhadap bahan inilah yang pada akhirnya dapat meningkatkan daya adhesif papan. Perubahan daya adhesif diharapkan mampu meningkatkan sifat mekanik papan terutama Modulus of Rupture (MOR) papan. Selain perlakuan panas, proses pengempaan dengan sistem kempa panas (hot pressing) juga dapat mempengaruhi sifat fisik dan mekanik papan yang dihasilkan. Tabel 4 menunjukkan nilai sifat fisik dan mekanik papan partikel dengan proses pendahuluan steam explosion yang dihasilkan dan perbandingannya dengan (JIS) A 5908:2003.
Pengembangan tebal (%) 10.42-21.74 Maksimal 12% MOR (kgf/cm2) 0.81-4.73 Minimal 81.58 MOE (kgf/cm2) 55.96-567.46 Minimal 20394
9 Hasil pengujian menunjukkan bahwa papan partikel yang dihasilkan belum memenuhi standar JIS A 5908:2003 kecuali kerapatan dan kadar airnya. Menurut Haygreen dan Bowyer (1986), kerapatan merupakan perbandingan antara massa (wet bases) dengan volume papan. Pengujian ini dilakukan setelah papan melewati tahapan pengkondisian selama 14 hari. Nilai kerapatan papan hasil pengujian berkisar antara 0.80-0.89 g/cm3 dan telah sesuai dengan standar JIS A 5908:2003 meskipun belum sesuai dengan target kerapatan yang ingin dicapai yaitu sebesar 0.9 g/cm3.
Berdasarkan kerapatannya, papan partikel yang dihasilkan digolongkan oleh Maloney (2003) sebagai papan partikel berkerapatan tinggi (high density particleboard) karena kerapatannya lebih besar dari 0.8 g/cm3. Kerapatan papan yang tinggi ini menyebabkan kualitas papan partikel makin baik karena seiring dengan peningkatan kerapatan papan partikel maka akan semakin meningkat pula kekuatannya. Hal ini dikarenakan kerapatan berkaitan dengan porositasnya, yaitu proporsi volume rongga kosong. Semakin tinggi kerapatan papan partikel maka akan semakin tinggi pula kekakuan dan kekuatannya (Haygreen dan Bowyer 1986).
Papan Partikel dengan Karakteristik Sifat Fisik dan Mekaniknya
Pengujian karakteristik papan partikel yang dihasilkan dilakukan untuk mengetahui kualitas papan partikel berdasarkan sifat fisik dan mekaniknya. Karakteristik sifat fisik yang diujikan adalah kadar air, daya serap air, dan pengembangan tebal papan partikel. Adapun sifat mekanik yang diujikan adalah
Modulus of Elasticity (MOE) dan Modulus of Rupture (MOR).
Kisaran kadar air papan hasil pengujian yaitu sebesar 4.93-6.79% telah sesuai dengan standar JIS A 5908:2003 (Tabel 4). Kadar air merupakan sifat fisik papan partikel yang dapat diartikan sebagai banyaknya kandungan air dalam kayu atau produk kayu (Bowyer et al. 2007). Pengujian ini dilakukan untuk mengetahui jumlah kandungan air yang terdapat dalam papan partikel karena jumlah air dalam papan partikel ini nantinya dapat mempengaruhi kualitas papan partikel yang dihasilkan.
10
Hasil ANOVA pada α = 0.05 menunjukkan nilai lack of fit modelyang lebih kecil bila dibandingkan dengan nilai α. Artinya model polinomial orde kedua cocok untuk mengoptimasi kadar air. Adapun model yang diperoleh dari hasil analisis regresi adalah sebagai berikut :
KA = -44.86 + 0.120252X1 + 0.42428 X2– 0.000238 X12– 0.000097 X1 X2– 0.00111 X22
(R2 = 66.56%)
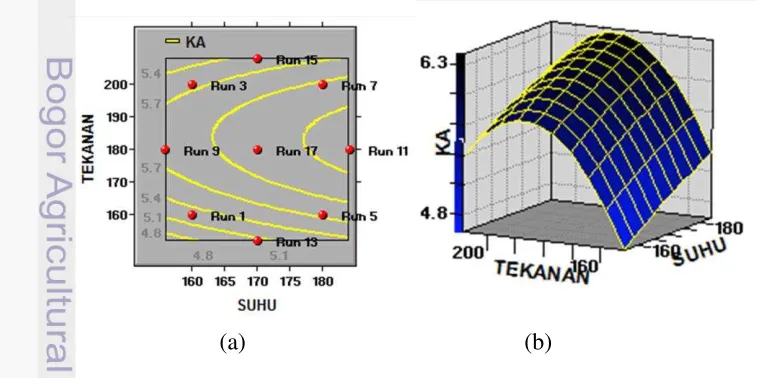
Hasil ANOVA juga menunjukkan bahwa suhu dan tekanan berpengaruh terhadap parameter kadar air papan partikel. Nilai R2 yang diperoleh dari hasil analisis statistik adalah sebesar 66.56%, atau dengan kata lain suhu dan tekanan kempa mempengaruhi kadar air sebesar 66.56%. Hasil analisis juga ditunjukkan dalam plot kontur dan grafik 3D seperti pada Gambar 3. Grafik menunjukkan nilai stasioner maksimum untuk kadar air adalah sebesar 6.65 % dan diperoleh pada
critical value suhu 215.48oC dan tekanan 181.73 kgf/cm2. Dari Gambar 3 juga dapat dilihat bahwa semakin tinggi suhu kempa yang diberikan maka akan semakin besar nilai kadar air yang dihasilkan.
Gambar 3 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan pengempaan terhadap kadar air
Tabel 5 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan terhadap kadar air papan partikel
Source DF SS MS F Pr > F
Model 5 3.445902 0.68918 5.971145 0.003116
X1 1 0.762274 0.762274 6.604433 0.021338*
X2 1 0.435096 0.435096 3.769724 0.071213
X12 1 0.005854 0.005854 0.050717 0.82486 X1 X2 1 0.003011 0.003011 0.026087 0.873844 X22 1 2.034384 2.034384 17.62616 0.000775*
Lack of fit 3 0.991355 0.330452 5.35924 0.014215
*signifikan
11 Kecenderungan yang terjadi pada kadar air papan partikel yang dihasilkan dalam penelitian ini kemungkinan besar dikarenakan suhu yang yang tinggi saat pengempaan dapat mengakibatkan terjeratnya air dalam bahan. Akibatnya, kadar air papan hasil pengempaan juga menjadi tinggi. Kemungkinan lain disebabkan oleh minimnya waktu pengepresan yang dilakukan. Li et al (2009) menjelaskan bahwa pengepresan dalam waktu singkat menyebabkan air dalam bahan tidak teruapkan ke permukaan papan partikel secara sempurna. Air dalam bahan ini saling bergabung dan menggumpal di bagian dalam permukaan papan partikel dan dapat mengakibatkan penurunan sifat fisik dan mekanik papan partikel.
Standar JIS A 5908 : 2003 tidak menetapkan nilai minimum daya serap air papan. Hal ini menyebabkan daya serap air papan yang yaitu sebesar 77.95-128.05% tidak dapat dibandingkan dengan standar yang digunakan. Pengujian daya serap air dilakukan dengan perendaman papan partikel dalam air bersuhu sekitar 20oC selama 2 dan 24 jam. Hasil ANOVA pada α = 0.05 menunjukkan hasil pengujian daya serap air selama 2 jam seperti Tabel 6 di bawah ini.
Nilai lack of fit model yang diperoleh lebih kecil bila dibandingkan dengan nilai α, artinya model polinomial orde kedua cocok digunakan untuk mengoptimasi daya serap air 2 jam papan partikel. Adapun model yang diperoleh dari hasil analisis regresi adalah sebagai berikut :
DSA 2 = -848.077 + 12.1938 X1 – 0.320031 X2– 0.03294 X12– 0.009656 X1 X2 + 0.005452 X22
(R2 = 69.63%)
Hasil ANOVA menunjukkan bahwa faktor suhu berpengaruh secara signifikan terhadap parameter daya serap air 2 jam. Hasil analisis statistik juga menunjukkan nilai R2 sebesar 69.63%, artinya parameter suhu mempengaruhi daya serap air papan hanya sebesar 69.63%. Analisis dalam bentuk plot kontur dan grafik permukaan 3D dapat dilihat seperti pada Gambar 4 di bawah ini.
(a) (b)
Tabel 6 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan terhadap daya serap air 2 jam papan partikel
12
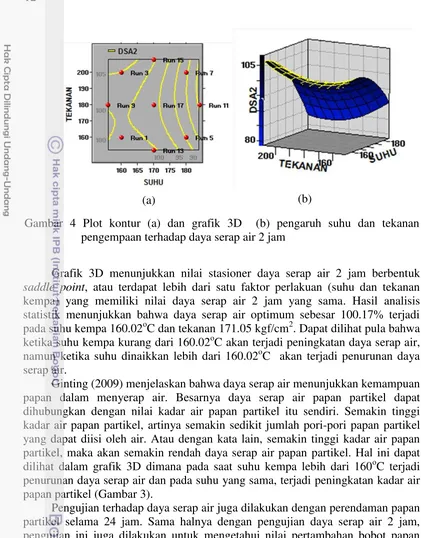
Grafik 3D menunjukkan nilai stasioner daya serap air 2 jam berbentuk
saddle point, atau terdapat lebih dari satu faktor perlakuan (suhu dan tekanan kempa) yang memiliki nilai daya serap air 2 jam yang sama. Hasil analisis statistik menunjukkan bahwa daya serap air optimum sebesar 100.17% terjadi pada suhu kempa 160.02oC dan tekanan 171.05 kgf/cm2. Dapat dilihat pula bahwa ketika suhu kempa kurang dari 160.02oC akan terjadi peningkatan daya serap air, namun ketika suhu dinaikkan lebih dari 160.02oC akan terjadi penurunan daya serap air.
Ginting (2009) menjelaskan bahwa daya serap air menunjukkan kemampuan papan dalam menyerap air. Besarnya daya serap air papan partikel dapat dihubungkan dengan nilai kadar air papan partikel itu sendiri. Semakin tinggi kadar air papan partikel, artinya semakin sedikit jumlah pori-pori papan partikel yang dapat diisi oleh air. Atau dengan kata lain, semakin tinggi kadar air papan partikel, maka akan semakin rendah daya serap air papan partikel. Hal ini dapat dilihat dalam grafik 3D dimana pada saat suhu kempa lebih dari 160oC terjadi penurunan daya serap air dan pada suhu yang sama, terjadi peningkatan kadar air papan partikel (Gambar 3).
Pengujian terhadap daya serap air juga dilakukan dengan perendaman papan partikel selama 24 jam. Sama halnya dengan pengujian daya serap air 2 jam, pengujian ini juga dilakukan untuk mengetahui nilai pertambahan bobot papan partikel setelah mengalami perendaman dengan air. Parameter ini juga dianalisis dengan ANOVA (α = 0.05) untuk mengetahui pengaruh suhu dan tekanan terhadap daya serap air 24 jam (Tabel 7).
Gambar 4 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan pengempaan terhadap daya serap air 2 jam
13
Nilai lack of fit model yang diperoleh lebih besar bila dibandingkan dengan nilai α, artinya model polinomial orde kedua kurang cocok jika digunakan untuk mengoptimasi daya serap air 24 jam papan partikel. Kesesuaian model mungkin terjadi pada model regresi orde pertama. Adapun persamaan polinomial orde keduanya adalah sebagai berikut :
DSA 24 = 2033.641 – 13.18589 X1– 8.220031 X2 + 0.023338 X12 + 0.023544 X1X2 + 0.012325 X22
(R2 = 82.81%)
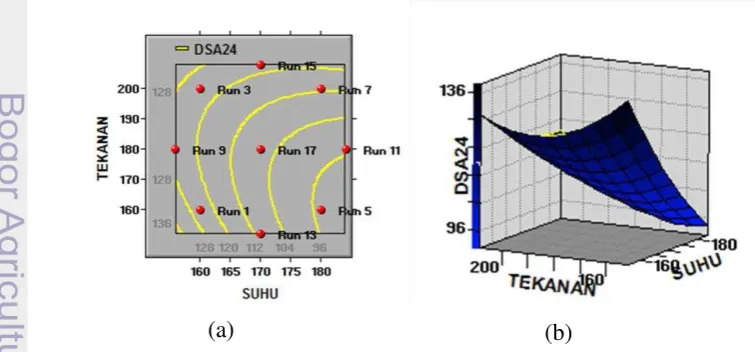
Hasil analisis dengan ANOVA (α = 0.05) menunjukkan kedua faktor yaitu suhu dan tekanan kempa berpengaruh secara signifikan terhadap parameter daya serap air 24 jam. Hasil analisis juga menunjukkan nilai R2 yang diperoleh adalah sebesar 82.81%. Hasil ini menunjukkan bahwa suhu dan tekanan kempa mempengaruhi nilai daya serap air 24 jam sebesar 82.81%. Analisis dalam bentuk plot kontur dan grafik permukaan 3D dapat dilihat seperti pada Gambar 5.
Tabel 7 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan terhadap daya serap air 24 jam papan partikel
Source DF SS MS F Pr > F
Model 5 2383.01 476.6019 14.44987 0.0001
X1 1 1642.61 1642.61 49.80153 0.0001*
X2 1 308.098 308.098 9.341079 0.008*
X12 1 56.22116 56.22116 1.704543 0.211365 X1 X2 1 177.3786 177.3786 5.377859 0.034915* X22 1 250.8889 250.8889 7.606582 0.014648*
Lack of fit 3 52.24205 17.41402 0.472239 0.70728
*signifikan
Gambar 5 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan pengempaan terhadap daya serap air 24 jam
14
Grafik 3D menunjukkan bahwa nilai stasioner daya serap air 24 jam membentuk grafik minimum. Dari grafik 3D juga dapat dilihat bahwa peningkatan suhu kempa dan penurunan tekanan kempa dapat menurunkan daya serap air. Hal ini berkaitan dengan kadar air yang dimiliki papan partikel dimana kadar air meningkat seiring dengan peningkatan suhu kempa. Seperti telah dijelaskan sebelumnya, daya serap air berkaitan dengan jumlah pori-pori papan yang dapat diisi oleh air. Saat suhu kempa ditingkatkan, maka kadar air akan meningkat dan menyebabkan banyaknya pori-pori papan yang terisi oleh air. Akibatnya, terjadi penurunan daya serap air. Hasil analisis statistik menunjukkan nilai optimum daya serap air 24 jam sebesar 74.78% diperoleh pada suhu dan tekanan kempa masing-masing sebesar 220.55oC dan 122.81 kgf/cm2.
Standar JIS A 5908:2003 tidak menetapkan nilai minimum daya serap air papan partikel. Namun pada umumnya hasil yang ingin dicapai adalah nilai daya serap papan partikel yang minimum. Hal ini berkaitan dengan kualitas papan partikel saat digunakan sebagai perlengkapan eksterior. Menurut Lestari dan Kartika (2012), pengujian daya serap air perlu dilakukan untuk mengetahui ketahanan papan partikel terhadap air terutama apabila penggunaannya untuk keperluan eksterior dimana papan mengalami kontak langsung dengan kondisi cuaca (kelembaban dan hujan). Papan partikel dengan kualitas yang baik adalah papan partikel yang memiliki daya serap air yang rendah karena besarnya jumlah air yang diserap dapat mengurangi kekuatan papan partikel saat digunakan.
Li et al. (2009) menjelaskan bahwa daya serap air minimum dapat diperoleh dengan meningkatkan suhu kempa dan menurunkan tekanan kempa. Hal ini dikarenakan penambahan waktu kempa dan suhu kempa dapat meningkatkan ikatan antar molekul protein. Peningkatan ini kemudian akan meningkatkan ketahanan papan partikel terhadap air atau dalam hal ini dapat menurunkan daya serap air papan partikel.
15
Tabel 8 di atas menunjukkan bahwa nilai lack of fit model yang diperoleh lebih kecil bila dibandingkan dengan nilai α, artinya model polinomial orde kedua yang diberikan oleh hasil analisis cocok digunakan untuk mengoptimasi nilai pengembangan tebal 2 jam papan partikel. Adapun model polinomial orde faktor yang berpengaruh secara signifikan terhadap parameter pengembangan tebal 2 jam. Hal ini diperkuat dengan nilai R2 yang diperoleh hanya sebesar 28.84%, artinya dapat dikatakan bahwa terdapat faktor lain yang dapat mempengaruhi pengembangan tebal papan. Meskipun suhu dan tekanan kempa tidak mempengaruhi nilai pengembangan tebal secara signifikan, analisis statistik menunjukkan adanya nilai optimum pengembangan tebal 2 jam papan partikel. Nilai optimum sebesar 17.15% tersebut diperoleh pada suhu dan tekanan kempa masing-masing sebesar 169.43oC dan 160.34 kgf/cm2.
Tidak berpengaruhnya suhu dan tekanan kempa menyebabkan tidak dapat diketahuinya analisis dalam bentuk plot kontur dan grafik 3D. Hal ini disebabkan tidak dapat diketahuinya perubahan pengembangan tebal yang dihasilkan dalam suhu dan tekanan kempa manapun. Meskipun demikian, pengembangan tebal dapat dikaitkan dengan kestabilan dimensi papan. Massijaya et al. (2005) menjelaskan bahwa semakin tinggi pengembangan tebal papan partikel maka akan semakin rendah kestabilan dimensi papan partikel tersebut. Nilai ini dapat digunakan sebagai dasar untuk menentukan penggunaan papan partikel. Papan partikel dengan pengembangan tebal yang tinggi tidak dapat digunakan sebagai bahan baku perlengkapan eksterior karena kestabilannya yang rendah. Rendahnya kestabilan ini mengakibatkan penurunan sifat mekanik papan partikel dalam jangka waktu singkat. Tingginya pengembangan tebal papan partikel dengan perlakuan pendahuluan steam explosion ini menyebabkan papan partikel yang dihasilkan tidak dapat digunakan sebagai bahan baku perlengkapan eksterior.
Tabel 8 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan terhadap pengembangan tebal 2 jam papan partikel
16
Seperti telah dijelaskan sebelumnya, pengujian terhadap pengembangan tebal papan partikel juga dilakukan dengan waktu perendaman selama 24 jam. dibandingkan dengan nilai α, artinya model polinomial orde kedua yang diberikan oleh hasil analisis cocok digunakan untuk mengoptimasi nilai pengembangan tebal 24 jam papan partikel. Persamaan berikut merupakan persamaan polinomial orde keduanya :
PT 24 = -166.033 + 2.630401 X1 – 0.362406 X2– 0.010284 X12 + 0.004444 X1 X2 - 0.00108 X22
(R2 = 33.67%)
Tabel 9 juga menunjukkan tidak adanya faktor baik suhu maupun tekanan kempa yang berpengaruh secara signifikan terhadap parameter pengembangan tebal 24 jam. Hal ini diperkuat dengan nilai R2 yang diperoleh hanya sebesar 33.67%, artinya terdapat faktor lain yang dapat mempengaruhi pengembangan tebal papan partikel. Hasil analisis menunjukkan bahwa pengembangan tebal 24 jam optimum sebesar 19.83%, diperoleh pada suhu dan tekanan kempa masing-masing sebesar 164.95oC dan 171.52 kgf/cm2. Sama halnya dengan parameter pengembangan tebal 2 jam, tidak berpengaruhnya suhu dan tekanan kempa secara signifikan juga menyebabkan tidak dapat diketahuinya analisis dalam bentuk plot kontur dan grafik permukaan 3D. Sebesar apapun suhu dan tekanan kempa yang diberikan tidak mempengaruhi pengembangan tebal papan partikel yang dihasilkan.
MOE (Modulus of Elasticity) merupakan salah satu sifat mekanik papan yang diujikan dalam penelitian ini. Besarnya MOE juga berkaitan dengan kualitas papan partikel yang dihasilkan. Mardikanto et al. (2011) menyebutkan bahwa MOE merupakan perbandingan antara tegangan dan regangan di bawah batas elastis sehingga benda akan kembali pada bentuk semula jika beban dilepaskan. Tabel 9 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan
terhadap pengembangan tebal 24 jam papan partikel
17 Semakin tinggi MOE papan partikel maka kualitas papan partikel tersebut semakin baik. Hasil pengujian terhadap papan partikel dengan perlakuan pendahuluan steam explosion menunjukkan MOE sebesar 55.96-67.46 kgf/cm2 belum memenuhi standar JIS A 5908:2003.
Sama halnya dengan parameter lain, analisis untuk MOE diawali dengan menguji kesesuaian model. Nilai lack of fit model yang diperoleh lebih kecil bila dibandingkan dengan nilai α, artinya model polinomial orde kedua cocok digunakan untuk mengoptimasi MOE papan partikel (Tabel 10). Persamaan polinomial orde keduanya adalah sebagai berikut :
MOE = -12351.7 + 123.6962 X1 + 29.83091 X2 – 0.298698 X12– 0.1663 X1 X2
– 0.002081 X22 (R2 = 31.38%)
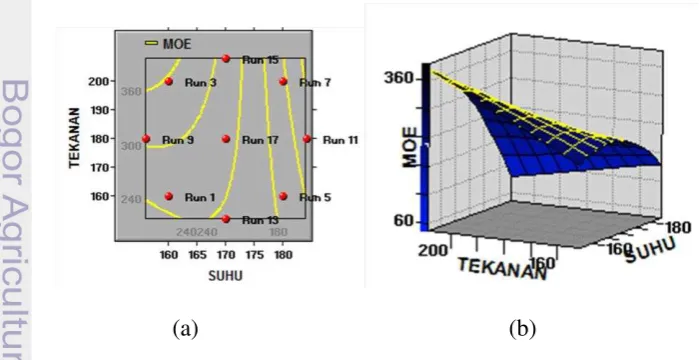
Hasil ANOVA menunjukkan bahwa faktor yang berpengaruh secara signifikan terhadap MOE papan adalah suhu (Tabel 10). Nilai R2 sebesar 31.38% menunjukkan bahwa suhu mempengaruhi nilai MOE papan sebesar 31.38%. Analisis dalam bentuk plot kontur dan grafik permukaan 3D dapat dilihat seperti pada Gambar 6 di bawah ini.
Tabel 10 Analisis varian (α = 0.05) pengaruh suhu dan tekanan pengempaan terhadap MOE papan partikel
Source DF SS MS F Pr > F
Model 5 120617.2 24123.44 1.371983 0.289442
X1 1 97225.23 97225.23 5.529536 0.032783*
X2 1 4205.65 4205.65 0.23919 0.631866
X12 1 9209.852 9209.852 0.523796 0.480362 X1 X2 1 8849.821 8849.821 0.50332 0.488927 X22 1 7.154556 7.154556 0.000407 0.984172
Lack of fit 3 204734.5 68244.85 13.87823 0.000331 *signifikan
Gambar 6 Plot kontur (a) dan grafik 3D (b) pengaruh suhu dan tekanan pengempaan terhadap MOE
18
Grafik 3D menunjukkan nilai stasioner MOE berbentuk saddle point, atau terdapat lebih dari satu faktor perlakuan (suhu dan tekanan kempa) yang memiliki nilai MOE yang sama. Hasil analisis statistik menunjukkan bahwa nilai optimum MOE adalah sebesar 203.02 kgf/cm2 terjadi pada suhu 176.65oC dan tekanan 109.25 kgf/cm2. Dapat dilihat pula bahwa MOE menurun seiring peningkatan suhu kempa dan mencapai nilai optimum pada suhu 176.65oC. Keadaan ini berbeda dengan hasil pengujian yang dilakukan oleh Evon et al. (2010) dimana MOE dari produk komposit yang dihasilkan meningkat seiring dengan peningkatan suhu. Perbedaan ini kemungkinan besar disebabkan oleh terjeratnya air dalam permukaan papan partikel akibat tingginya suhu kempa yang diberikan.
Waktu kempa yang lebih lama menyebabkan sisa-sisa air di dalam permukaan papan partikel teruapkan sempurna dan mendukung interaksi antara polimer protein dan permukaan serat sehingga dihasilkan sifat mekanik yang lebih baik (Li et al. 2009). Namun pada penelitian ini, suhu kempa yang tinggi menyebabkan air terjerat dalam permukaan papan partikel dan tidak dapat menguap ke luar. Akibatnya, sifat mekanik papan partikel termasuk MOE papan partikel menurun dan belum memenuhi standar yang ditetapkan.
Mardikanto et al. (2011) menjelaskan bahwa MOR merupakan nilai yang menggambarkan kekuatan lentur suatu bahan. Kekuatan lentur sendiri dapat diartikan sebagai kapasitas beban maksimum yang dapat diterima oleh bahan tersebut. Sifat mekanik ini yang memegang peranan penting dalam penentuan kualitas papan partikel yang dihasilkan. Pada umumnya, papan partikel yang dihasilkan diharapkan memiliki MOR yang tinggi karena semakin tinggi MOR papan partikel maka akan semakin baik pula kualitas yang dimiliki oleh papan partikel tersebut. Hasil pengujian terhadap papan partikel dengan perlakuan pendahuluan steam explosion menunjukkan nilai MOR sebesar 0.81-4.73 kgf/cm2 yang artinya belum memenuhi standar JIS A 5908:2003.
ANOVA pada α = 0.05 (Tabel 11) menunjukkan nilai lack of fit model yang lebih kecil bila dibandingkan dengan nilai α, artinya model polinomial orde kedua cocok digunakan untuk mengoptimasi MOR papan partikel. Berikut adalah model yang diperoleh dari hasil analisis regresi :
19 MOR = -20.8449 + 0.289445X1 + 0.024725 X2 - 0.001543 X12 + 0.001113 X1 X2
- 0.000614 X22 (R2 = 19.95%)
Tabel 11 juga menunjukkan tidak adanya faktor baik suhu maupun tekanan kempa yang berpengaruh secara signifikan terhadap MOR papan partikel. Hal ini diperkuat dengan nilai R2 yang diperoleh hanya sebesar 19.95%. Artinya terdapat faktor lain yang lebih mempengaruhi MOR papan partikel yang dihasilkan. Kemungkinan besar faktor lain yang mempengaruhi MOR tersebut adalah jenis bahan dan kandungan kadar air bahan yang digunakan.
Hasil analisis menunjukkan MOR papan partikel berada pada titik optimum sebesar 2.80 kgf/cm2. Titik optimum tersebut diperoleh pada suhu dan tekanan kempa masing-masing sebesar 150.06oC dan 156.11 kgf/cm2. Suhu dan tekanan kempa yang tidak berpengaruh secara signifikan menyebabkan tidak dapat diketahuinya analisis dalam bentuk plot kontur dan grafik permukaan 3D. Artinya, sebesar apapun suhu dan tekanan kempa yang diberikan tidak mempengaruhi MOR papan partikel yang dihasilkan.
Tingginya MOR berkaitan erat dengan proses perekatan protein dan serat. Semakin rekat ikatan antara matriks (protein) dan struktur penguat (serat) dalam papan partikel yang dihasilkan maka akan semakin baik pula MOR papan partikel yang dihasilkan. Ciannamea et al. (2010) menjelaskan bahwa proses modifikasi protein, termasuk perlakuan panas dapat memutuskan ikatan hidrogen dalam gulungan molekul protein. Hal ini mengakibatkan gulungan protein terbuka dan membongkar gugus-gugus polar (hydroxyl dan carboxyl) yang dimiliki oleh protein. Gugus-gugus polar inilah yang pada akhirnya berikatan dengan gugus
hydroxyl yang dimiliki oleh serat. Proses ini mengakibatkan protein dan serat saling berikatan dan dimanfaatkan dalam proses pembuatan papan partikel.
Perbandingan Hasil Penelitian Terbaik dengan Penelitian Sebelumnya
20
Tabel 12 menunjukkan papan partikel yang dibuat dari bungkil jarak kepyar dengan perlakuan pendahuluan steam explosion memiliki daya serap air dua kali lebih besar bila dibandingkan dengan papan partikel tanpa perlakuan pendahuluan.
Steam explosion telah menyebabkan papan partikel yang dihasilkan bersifat lebih higroskopis. Perbandingan hasil juga dilakukan terhadap sifat mekanik kedua papan partikel. Hasil perbandingan menunjukkan papan partikel yang dikempa dengan perlakuan pendahuluan steam explosion memiliki MOE enam kali lebih rendah dan MOR dua kali lebih rendah bila dibandingkan dengan papan partikel yang dikempa tanpa perlakuan pendahuluan. Hal ini tidak sesuai dengan target peningkatan sifat mekanik yang diinginkan melalui perlakuan pendahuluan steam explosion.
Evon et al. (2010) menjelaskan bahwa pada kondisi thermo-pressing, struktur protein kemungkinan besar hancur secara ireversibel dan melebur. Pembentukan kembali struktur protein ini memungkinkan peningkatan fleksibilitas dan sifat mekanik bahan dimana pada saat ini pula, serat bertindak sebagai struktur penguat. Namun steam explosion dan pengempaan suhu tinggi yang dilakukan justru menimbulkan dampak negatif berupa peningkatan sifat hidrofilik protein dalam bahan. Akibatnya papan yang dihasilkan bersifat lebih higroskopis dan sifat mekaniknya menurun.
Buruknya sifat mekanik papan partikel yang dihasilkan juga dapat disebabkan oleh minimnya jumlah serat dalam bungkil jarak kepyar yang digunakan bila dibandingkan dengan jumlah protein yang tersedia. Dalam penelitian ini, rasio antara jumlah protein dan serat yang digunakan adalah sebesar 3.11. Rasio ini sangat berbeda bila dibandingkan dengan penelitian yang dilakukan oleh Lestari dan Kartika (2012) dengan rasio antara jumlah protein dan serat yang digunakan adalah sebesar 1.84. Rendahnya jumlah serat sebagai penguat bila dibandingkan dengan jumlah protein sebagai matriks dalam papan partikel pada akhirnya menyebabkan berkurangnya kekuatan ikatan papan partikel yang dihasilkan. Peningkatan sifat mekanik dapat dilakukan dengan penambahan bahan lain yang memiliki kandungan serat lebih tinggi misalnya bagas tebu atau jerami yang memiliki selulosa masing-masing sebesar 33.4% dan 32.1% (Howard
et al. 2003).
21
SIMPULAN DAN SARAN
Simpulan
Suhu maupun tekanan berpengaruh secara signifikan terhadap sifat fisik dan mekanik papan partikel yang dihasilkan. Suhu berpengaruh terhadap kadar air, daya serap air, dan MOE papan partikel sedangkan tekanan berpengaruh terhadap kadar air dan daya serap air papan partikel. Suhu dan tekanan kempa optimum dalam pembuatan papan partikel dengan perlakuan pendahuluan steam explosion
ini masing-masing sebesar 160oC dan 160 kgf/cm2. Papan partikel yang dihasilkan dalam kondisi pengempaan ini belum menunjukkan sifat fisik dan mekanik yang lebih baik bila dibandingkan dengan papan partikel yang dikempa tanpa perlakuan pendahuluan pada kondisi pengempaan yang sama.
Saran
Tidak diperlukan perlakuan pendahuluan berupa proses steam explosion
terhadap bungkil jarak kepyar. Upaya peningkatan sifat mekanik (MOE dan MOR) dapat dilakukan dengan penambahan sumber perekat nabati (misalnya sagu) dan sumber serat lainnya (misalnya jerami dan bagas tebu). Adapun tingginya daya serap air dan pengembangan tebal dapat diminimumkan dengan penambahan parafin dalam bungkil jarak kepyar yang akan dikempa.
DAFTAR PUSTAKA
Akande TO, Odunsi AA, Olabude OS dan Ojediran TK. 2012. Physical and nutrient characterization of raw and processed castor (Ricinus communis
L.) seeds in Nigeria. World Journal of Agricultural Science. 8(1):89-95. [AOAC] Association of Official Analytical Chemistry. 1995. Official Method of
Analysis of the Association of Official Analytical Chemistry. Washington DC (USA): AOAC.
[ASTM] American Standard Testing and Material Internasional. 2007. Standard Test Methods for Small Clear Specimens of Timber. USA : ASTM.
Bowyer JL, Shmulsky R, Haygreen JG. 2007. Forest Product and Wood Science
5th ed. United States of America: Blackwell Publishing.
Ciannamea EM, Stefani PM, Ruseckaite RA. 2010. Medium-density particleboards from modified rice husks and soybean protein concentrate-based adhesieves. Biosource Technology. 101:818-825.
Evon P, Vanderboossche V, Pontailer P, Rigal L. 2010. Thermo-mechanical behavior of raffinate resulting from aqueous extraction of sunflower whole plant in twin-screw extruder : manufacturing of biodegradable agromaterials by thermo-pressing. Advance Material Research.112:63-72.
22
Haygreen JG dan Bowyer JL. 1986. Hasil Hutan Ilmu Kayu, Suatu Pengantar. Hadikusumo SA, penerjemah. Yogyakarta : UGM Press. Terjemahan dari: Forest Products and Wood Science, an Introduction.
Howard RL, Abotsi E, Rensburg JV, dan Howard S. 2003. Lignocellulose biotechnology, issues of bioconversion and enzyme production. African Journal of Biotechnology. 2(12):602-619.
[JIS A] Japanese Standard Association. 2003. Particleboard. Japan : JIS.
Kautsar IQ. 2013.Pembuatan binderless papan partikel dari bungkil jarak kepyar (Ricinus communis L.) [skripsi]. Bogor : Institut Pertanian Bogor.
Ketaren S. 2008. Pengantar Teknologi Minyak dan Lemak Pangan. Jakarta : UI Press.
Kirk-Othmer. 1993. Encyclopedia of Chemical Technology. USA : J Willey. Kumar R, Choudhary V, Mishra S, Varma IK, Mattiason B. 2002. Adhesives and
plastic based on soy protein products. Industrial Crops and Products. 16 (3):155-172.
Lambuth AL. 1977. Soybean glues. In : Keist, I.S. (Eds), Handbook of Adhesieves, 2nd edition. New York (USA): Van Nostrand Reinhold.
Lestari S, Kartika IA. 2012. Pembuatan papan partikel dari ampas biji jarak pagar pada berbagai kondisi proses. JAII. 1(1):11-17.
Li X, Li Y, Zhong Z, Wang D, Ratto JA, Sheng K, Sun XS. 2009. Mechanical and water soaking properties of medium density fiberboard with wood fiber and soybean protein adhesives. Bioresource Technology. 100(14):3556-3562. Massijaya MY, Yusuf SH, dan Marsiah H. 2005. Pemanfaatan limbah kayu dan
karton sebagai bahan baku papan komposit. Laporan Lembaga Penelitian dan Pemberdayaan Masyarakat.
Maloney TM. 1993. Modern Particle Board and Dry Process Fiberboard. San Fransisco : Miller Freeman.
Mardikanto TR, Karlinasari L, dan Bahtiar ET. 2011. Sifat Mekanis Kayu. Bogor : IPB Press.
Mo X, Sun XS, Wang Y. 1999. Effect of molding temperature and pressure on properties of soy protein polymers. Application of Polymer Science. 73(13): 2595-2602.
Mo X, Hu J, Sun XS, Ratto JA. 2001. Compression and tensile strength of low-density straw-protein particleboard. Industrial Crops and Products. 14 (1):1-9.
Montgomery DC. 2001. Introduction to Statistical Quality Control. 5th ed. Canada : J Wiley.
Rahmanto A. 2011. Pemanfaatan minyak jarak pagar (Jatropha curcas, Linn.) sebagai komponen sediaan dalam formulasi produk hand and body cream
[tesis]. Bogor : Departemen Teknologi Industri Pertanian, Institut Pertanian Bogor.
Santoso A dan Sutigno P. 2004. Pengaruh fumigasi ammonium hidroksida terhadap emisi formaldehid kayu lapis dan papan partikel. Jurnal Penelitian Hasil Hutan. 22:9-16.
Setiawan B. 2008. Papan partikel dari sekam padi [skripsi]. Bogor : Departemen Hasil Hutan, Fakultas Kehutanan, Institut Pertanian Bogor.
23 Winarno FG. 2004. Kimia Pangan dan Gizi. Jakarta : Gramedia Pustaka Utama. Winarto DA. 2009. Komposit dalam Pesawat Terbang dan Pesawat Luar Angkasa.
Sentra Polimer tahun VIII Nomor 29. Tangerang : Sentra TeknologiPolimer. Wu YV dan Inglet GE. 1974. Denaturation of plant protein related to functionality
and food applications. A review : Food Science. 39(2):218-225.
Xu J, Sugawara R, Widyorini R, Han G, Kawai S. 2004. Manufacture and properties of low-density binderless particle board from kenaf core. Wood Science. 50(1):62-67.
24
Lampiran 1 Prosedur analisis proksimat bahan baku 1. Kadar Air (AOAC 1995)
Pengujian kadar air bahan diawali dengan menimbang 2-10 gram sampel di dalam cawan yang telah kering dan diketahui bobotnya. Proses dilanjutkan dengan mengeringkan sampel di dalam oven 105 oC selama 2 jam atau hingga mencapai bobot konstan. Sebelum kembali menimbang bobot cawan, cawan yang telah dikeluarkan dari oven dimasukan ke dalam desikator untuk didinginkan hingga mecapai bobot konstan. Kadar air dapat dihitung berdasarkan kehilangan berat, yaitu selisih antara bobot awal sampel dan bobot akhir sampel, dengan menggunakan rumus sebagai berikut:
=
Keterangan:
a = Bobot awal sampel (gram) b = Bobot akhir sampel (gram) 2. Kadar Abu (AOAC 1995)
Pengujian diawali dengan menimbang 2-10 gram sampel di dalam cawan porselen yang telah diketahui bobotnya. Proses dilanjutkan dengan membakar sampel sampai tidak berasap dan mengabukannya dalam tanur pada suhu 600oC selama 5 jam. Selanjutnya bahan ditimbang hingga diperoleh bobot yang konstan. Kadar abu dihitung dengan rumus:
=
3. Kadar Lemak (AOAC 1995)
Pengujian dilakukan dengan cara mengekstraksi minyak dalam sampel dari analisa kadar air (sampel bebas air) dengan pelarut organik heksana dalam alat soxhlet selama 6 jam. Pengujian dilanjutkan dengan memisahkan lemak dan pelarut di dalam oven selama kurang dari satu menit hingga pelarut telah menguap sempurna sebelum sampel lemak dimasukkan ke dalam desikator. Selanjutnya sampel ditimbang hingga diperoleh bobot yang konstan. Kadar lemak dihitung dengan menggunakan rumus berikut:
=
4. Serat Kasar (AOAC 1995)
Pengujian serat kasar dilakukan dengan memasukkan 1 gram sampel ke dalam labu erlenmeyer 300 ml dan menambahkan 100 ml H2SO4 0.325 N ke
25 Kemudian proses dilanjutkan dengan menyaring sampel menggunakan kertas saring yang telah dikeringkan dan diketahui bobotnya. Setelah itu kertas saring dicuci berturut-turut dengan menggunakan air panas, 25 ml H2SO4 0.325 N, air
panas lagi kemudian 25 ml alkohol. Residu dan kertas saring dikeringkan dalam oven bersuhu 110°C selama 1-2 jam. Kadar serat kasar dapat dihitung dengan menggunakan rumus berikut ini:
=
Keterangan:
a = Bobot kertas saring akhir (gram) b = Bobot kertas saring awal (gram) c = Bobot sampel (gram)
5. Kadar Protein
Pengujian kadar protein diawali dengan menimbang 0.1 gram sampel di dalam labu Kjeldhal dan menambahkan 1 gram katalis serta 2.5 ml H2SO4 ke
dalam labu Kjeldahl. Proses dilanjutkan dengan mendestruksi sampel hingga diperoleh cairan berwarna hijau jernih. Setelah sampel didinginkan hingga mencapai suhu ruang, proses dilanjutkan dengan memasukkan sampel ke dalam alat destilasi dan menambahkan 15 ml NaOH 50% (sampai larutan menjadi basa). Hasil destilasi ditampung ke dalam erlenmeyer 200 ml yang berisi HCl 0,02 N sampai tertampung tidak kurang dari 50 ml destilat. Selanjutnya, sampel dititrasi dengan H2SO4 0,02 N disertai penambahan
indikator mensel (campuran metil red dan metil blue) 3-4 tetes. Perlakuan tersebut juga dilakukan terhadap blanko. Kadar protein dapat dihitung dengan menggunakan rumus berikut ini:
=
Keterangan:
26
Lampiran 2 Prosedur pengujian sifat fisik dan mekanik papan partikel (ASTM D 143-94:2007)
1. Kerapatan
Pengujian dilakukan dengan mengukur bobot dan dimensi sampel dalam kondisi kering. Pengukuran dimensi yang dilakukan meliputi pengukuran panjang, lebar, dan tebal untuk mengetahui volume sampel. Kerapatan papan dapat dihitung dengan menggunakan rumus:
=
2. Kadar Air
Pengujian dilakukan dengan menimbang sampel berukuran 4 x 4 cm atau 4 – 7 gram di dalam cawan yang telah kering dan diketahui bobotnya, proses dilanjutkan dengan mengeringkan sampel di dalam oven 105 oC selama 2 jam atau hingga diperoleh bobot konstan. Sebelum kembali menimbang cawan yang telah dikeluarkan dari oven, cawan terlebih dahulu dimasukan ke dalam desikator untuk didinginkan sampai mencapai bobot konstan. Kadar air dapat dihitung berdasarkan kehilangan berat, yaitu selisih antara bobot awal sampel dan bobot akhir sampel, dengan menggunakan rumus sebagai berikut:
=
Keterangan:
a = Bobot awal sampel (gram) b = Bobot akhir sampel (gram) 3. Daya Serap Air (DSA)
Pengujian daya serap air dilakukan dengan menimbang bobot awal sampel daya serap air yang berukuran 2.5 x 2.5 cm. Kemudian proses dilanjutkan dengan merendam sampel di dalam air selama 2 dan 24 jam. Pengujian diakhiri dengan menimbang bobot akhir sampel setelah direndam selama 2 dan 24 jam. Daya serap air dapat diukur menggunakan rumus berikut:
=
Keterangan:
a = Bobot awal sampel (gram) b = Bobot akhir sampel (gram) 4. Pengembangan Tebal (PT)
27 ketebalan akhir sampel setelah direndam selama 2 dan 24 jam. Pengembangan tebal dapat diukur menggunakan rumus berikut:
=
Keterangan:
a = Tebal awal sampel (cm) b = Tebal akhir sampel (cm) 5. Modulus of Elasticity (MOE)
Pengujian diawali dengan menyiapkan sampel berukuran 2.5 x 10 cm dalam kondisi kering. Uji MOE ini dilakukan dengan menggunakan alat
Universal Testing Macine (UTM). Nilai MOE papan partikel dapat dihitung menggunakan rumus:
=
Keterangan:
∆P = Perubahan beban yang digunakan (kgf) L = Panjang bentang (cm)
∆y = Perubahan defleksi setiap perubahan beban (cm) b = Lebar sampel (cm)
h = Tebal sampel (cm) 6. Modulus of Rupture (MOR)
Pengujian diawali dengan menyiapkan sampel berukuran 2.5 x 10 cm dalam kondisi kering. Uji MOR ini dilakukan dengan menggunakan alat
Universal Testing Macine (UTM). Nilai MOR papan partikel dapat dihitung menggunakan rumus:
=
Keterangan:
28
RIWAYAT HIDUP
Penulis dilahirkan di Bandar Lampung pada tanggal 29 Desember 1991 dari pasangan Hermansyah dan Masnun Wahyuni. Penulis merupakan anak keempat dari empat bersaudara. Tahun 2009 penulis lulus dari SMA Negeri 2 Bandar Lampung dan di tahun yang sama penulis lulus seleksi masuk Institut Pertanian Bogor (IPB) melalui jalur Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN) dan diterima di Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian.