PENENTUAN KAPASITAS OPTIMAL
PRODUKSI CPO (
Crude Palm Oil
)
DI PABRIK KELAPA SAWIT PT. ANDIRA AGRO
DENGAN MENGGUNAKAN GOAL PROGRAMMING
Oleh :
RIO ARMINDO F34101076
2006
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
PENENTUAN KAPASITAS OPTIMAL PRODUKSI CPO (Crude Palm Oil)
DI PABRIK KELAPA SAWIT PT. ANDIRA AGRO DENGAN MENGGUNAKAN GOAL PROGRAMMING
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN Pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
RIO ARMINDO F34101076
Dilahirkan pada tanggal 10 Maret 1983
di Palembang
Tanggal lulus : 16 Januari 2006
Disetujui,
Bogor, Januari 2006
As wise as droplet in dry
As humble as ray in darkness
As value as smile in emptiness
I thank you to get me here
and be there...
to Walk with me tomorrow
Rio Armindo. F34101076. Determination of Optimal Capacity for CPO (Crude Palm Oil) Production in PT. Andira Agro Using Goal Programming Technique.
Supervised bySukardi. 2006
SUMMARY
Demand for the Crude Palm Oil (CPO) in Indonesia has been increasing over several years. The parties involved in CPO production need certain efforts to maintain good processing and management to fulfill the demand. The use of optimal capital and goods can improve factory’s operational effectiveness and efficiency as well as supporting quality of product. Production planning is one of the efforts that can be taken to achieve the requirement. The planning can formulated by a mathematic model of linear goal programming.
This research, which conducted in PT. Andira Agro, was aimed to identify the production factors involved in the production planning, and attain the optimum production capacity by using the linear goal programming.
The scope of the research was limited to the affecting condition of attaining the optimal capacity of CPO production, especially the activity on the field to produce the Fresh Fruit Bunch (FFB) as the main raw material of CPO product and the activity in the factory in producing the CPO.
Optimizing the production capacity was conducted by using goal programming solved byLinear Interactive Discrete Optimizer (LINDO). In the modeling technique, all the variables, constraints and goal functions were identified. The constraints are functional constraints (the constraints in the production process) and goal constraints (the constraints limiting a certain goal). The model consists of four decision variables, four functional constraints and seven goal constraints. The four decision variables are the amount of CPO production (X1), the amount of FFB from main field (X2), the amount of FFB from the plasma field (X3) and the number of transportation unit needed (X4). The four functional constraints are the availability of factory labor, availability of field labor, availability of time for CPO production and the availability of transportation unit on field. Functional constraints are the constraints that support the production process but not directly affect the goal. The seven goal constraints are (1) the production cost, (2) FFB production cost on the main field, (3) FFB production cost from the plasma field, (4) CPO production target, (5) availability of FFB from the main field, (6) availability of FFB from the plasma field, (7) the FFB processing.
Goal function was defined based on the goals set by PT. Andira Agro, which are fulfillment of CPO production target, cost minimization, fulfillment of FFB processing based on the established yield, and anticipation of FFB over production.
Rio Armindo. F34101076. Penentuan Kapasitas Optimal Produksi CPO (Crude Palm Oil) Di Pabrik Kelapa Sawit PT. Andira Agro Dengan Menggunakan Goal Programming. Di bawah bimbingan :Sukardi.2006
RINGKASAN
Permintaan minyak kelapa sawit kasar (CPO) di Indonesia semakin meningkat dari tahun ke tahun. Pihak-pihak yang berkaitan dalam produksi CPO memerlukan suatu usaha tertentu agar proses produksi berjalan baik dan sesuai dengan sumberdaya yang tersedia di pabrik guna mencukupi permintaan konsumen. Penggunaan barang dan modal yang optimal dapat meningkatkan efisiensi dan efektivitas operasional pabrik dan juga mendukung mutu produk. Salah satu usaha yang dapat dilakukan adalah dengan perencanaan produksi CPO yang baik. Perencanaan dapat dilakukan dengan metode matematik program sasaran linier (linear goal programming).
Penelitian di PT. Andira Agro bertujuan untuk (1) mengetahui faktor-faktor produksi yang terlibat dalam perencanaan produksi CPO, (2) mendapatkan tingkat kapasitas produksi yang optimal dengan menggunakan program sasaran linier.
Ruang lingkup yang dikaji dalam penelitian ini terbatas pada keadaan yang berpengaruh pada pencapaian optimasi produksi CPO, khususnya kegiatan di kebun untuk menghasilkan Tandan Buah Segar (TBS), yang merupakan bahan baku utama CPO, dan kegiatan di pabrik untuk menghasilkan CPO.
Optimasi produksi dilakukan dengan menggunakan program sasaran (goal programming) dan penyelesaian model dilakukan dengan bantuan programLinear Interactive Discrete Optimizer (LINDO). Dalam teknik pemodelannya, dilakukan identifikasi terhadap variabel keputusan (nilai peubah) yang akan dicari, kendala-kendala yang ada dan fungsi tujuan yang ingin dicapai. Kendala-kendalanya adalah kendala fungsional (kendala yang ada dalam proses kerja/produksi) dan kendala sasaran (kendala yang membatasi suatu sasaran). Model program sasaran dalam penelitian ini memiliki 4 variabel keputusan, 4 kendala fungsional dan 7 kendala sasaran. Variabel keputusan yang digunakan adalah jumlah produksi CPO (X1), jumlah TBS dari kebun inti (X2), jumlah TBS dari kebun plasma (X3) dan jumlah alat angkut (X4). Kendala fungsional yang diperhitungkan adalah ketersediaan tenaga kerja pabrik, ketersediaan tenaga kerja pengangkutan di kebun, ketersediaan waktu pengolahan CPO dan ketersediaan alat transportasi yang digunakan. Kendala fungsional merupakan kendala yang mendukung proses produksi tetapi tidak secara langsung mengarah pada sasaran. Kendala sasarannya adalah (1) biaya produksi CPO, (2) biaya produksi TBS dari kebun inti, (3) biaya pembelian TBS dari kebun plasma, (4) target produksi CPO, (5) ketersediaan TBS kebun inti, (6) ketersediaan TBS kebun plasma dan (7) pengolahan TBS.
Fungsi tujuan dibuat berdasarkan sasaran-sasaran yang ingin dicapai oleh PT. Andira Agro yaitu pemenuhan target produksi CPO, minimasi biaya-biaya, pemenuhan target pengolahan TBS sesuai dengan ketetapan persentase rendemen dan antisipasi over produksi TBS.
SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi yang berjudul
“Penentuan Kapasitas Optimal Produksi CPO (Crude Palm Oil) di Pabrik Kelapa Sawit PT. Andira Agro Dengan Menggunakan Goal Programming“ merupakan hasil karya asli saya sendiri, dengan arahan dosen pembimbing
akademik, kecuali yang dengan jelas ditunjukkan rujukannya.
Bogor, Januari 2006
Yang Membuat Pernyataan
RIWAYAT HIDUP
Penulis dilahirkan di Belitang, pada tanggal 10 Maret
1983, merupakan putra ketiga dari empat bersaudara dari
pasangan Bapak Ali Bakri dan Ibu Rosmala Dewi (Alm.).
Pendidikan dasar penulis diselesaikan di SD Xaverius 15
Belitang pada tahun 1995. Pendidikan lanjutan pertama penulis
diselesaikan pada tahun 1998 di SLTP Negeri 1 Belitang.
Tahun 2001, penulis lulus dari SMU Negeri 1 Belitang dan pada tahun yang sama
diterima di IPB melalui jalur Undangan Seleksi Masuk IPB (USMI) pada
Departemen Teknologi industri Pertanian.
Selama kuliah penulis aktif dalam berbagai kegiatan kepanitiaan,
keolahragaan dan kegiatan organisasi, baik tingkat departemen maupun institut,
diantaranya sebagai pengurus HIMALOGIN (Himpunan Mahasiswa Teknologi
Industri), staf kementerian Departemen Pertanian Badan Eksekutif Mahasiswa
IPB, sebagai anggota Forum Komunikasi Industri dan anggota dalam IPB
Debating Community. Penulis juga pernah menjadi asisten praktikum mata kuliah
Menggambar Teknik dan Sistem Informasi Manajemen di Departemen Teknologi
Industri Pertanian, IPB. Prestasi penulis semasa kuliah adalah menjuarai lomba
karya tulis bahasa Inggris tingkat nasional bersama tim (2005) dengan judul paper
“Halal Assurance System as Tool for Three Zero Concept in Food Industrial
Practices”, juara 1 basket pada SPORTIN, menghasilkan VCD profil Departemen
Teknologi Industri Pertanian dan Fakultas Teknologi Pertanian, IPB.
Penulis melaksanakan Praktek Lapangan di PT. Indolakto, Cicurug dengan
judul laporan Perencanaan dan Pengendalian Persediaan Bahan Baku untuk
Produk Susu UHT di PT. Indolakto, Cicurug, Sukabumi. Sebagai salah satu syarat
untuk memperoleh gelar sarjana, penulis menyusun skripsi yang berjudul
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT yang telah
melimpahkan berkah, rahmah dan karunia-Nya sehingga penulis dapat
menyelesaikan skripsi ini.
Skripsi dengan judul “Penentuan Kapasitas Optimal Produksi CPO (Crude
Palm Oil) Di Pabrik Kelapa Sawit Andira Agro dengan menggunakan Goal
Programming” merupakan salah satu syarat untuk memperoleh gelar Sarjana
Teknologi Pertanian pada Departemen Teknologi Industri Pertanian, Fakultas
Teknologi Pertanian, Institut Pertanian Bogor.
Pada kesempatan yang bahagia ini penulis ingin menyampaikan ucapan
terima kasih dan penghargaan yang sebesar-besarnya kepada :
1. Dr. Ir. Sukardi, MM. selaku dosen pembimbing akademik atas bimbingan,
pengarahan, kerjasama, semangat, nasehat serta kesabaran yang telah
diberikan kepada penulis selama menyelesaikan skripsi ini.
2. Dr. Ir. Aji Hermawan, MM dan Elisa Anggraeni, STP, MSc. selaku dosen
penguji yang bersedia memberikan berbagai masukan yang sangat bermanfaat
bagi perbaikan tulisan ini.
3. Bapak Ir. Hardo Wisudo selaku direktur PT. Andira Agro atas kesempatan
kerjasama dan bantuan yang telah diberikan selama penyusunan skripsi ini,
4. Mbak Rahma, yang banyak membantu memberikan informasi yang
dibutuhkan dan memberikan semangat selama penulis menyelesaikan skripsi,
5. Alm. MAMA, PAPA, Ta’ci, Ta’ni dan Bibie tercinta atas do’a, dukungan dan
kasih sayangnya yang selalu menyertai penulis,
6. R. Winny Gunantiani Dewi atas perhatian, kasih sayang, motivasi, dorongan,
semangat, dukungan do’a yang selalu menemani penulis selama penyusunan
skripsi ini,
7. Keluarga Alm. Dr. Ir. Rd. Wisnu Gunarso, MSc khususnya Ibu, Onya dan
Baby yang juga memberikan doa dan semangat kepada penulis,
8. Teman-teman Al-Afkar, Mas Jam, Mas Kamto, Antolin, Suhe, Budi, Asep,
Bendot, Edoy, Nuno dan Lendi yang banyak memberikan semangat kepada
9. Teman-teman TIN 38, Ferry, Linda, Citra, Dhani dan warga Sakinah, Rizka,
Djauhar, Nisa serta pihak-pihak yang tidak dapat disebutkan satu persatu atas
dukungannya sehingga skripsi ini bisa selesai.
Penulis berharap agar tulisan ini bermanfaat bagi penulis dan bagi
pembaca secara umum. Penulis sangat menghargai saran dan kritik yang
membangun demi perbaikan tulisan selanjutnya.
Bogor, Januari 2006
DAFTAR ISI
Halaman
KATA PENGANTAR………...……… i
DAFTAR ISI………...……….. iii
DAFTAR TABEL………...….………. iv
DAFTAR GAMBAR………...….………. v
DAFTAR LAMPIRAN………..………....vi
I. PENDAHULUAN……… 1
A. Latar Belakang ………... 1
B. Tujuan ……… 3
C. Ruang Lingkup ………...……..…... 3
II. TINJAUAN PUSTAKA……….. ……….…………....…... 5
A. Proses produksi CPO (Crude Palm Oil) ……… 5
B. Perencanaan Kapasitas Produksi..…….…...…………. 8
C. Teknik Optimasi .. ………... 11
D. Linear Goal Programming………....………... 14
E. LINDO... 18
III.METODOLOGI PENELITIAN... ……….…...……. 20
A. Kerangka Pemikiran...……….... 20
B. Pendekatan Berencana...……….…...…………... 21
C. Tata Laksana... 26
D. Langkah Pemodelan... 27
IV. PENERAPAN MODEL...32
A. Pengembangan Model...……….... 32
1. Identifikasi Peubah Keputusan………..……….. 32
2. Pemodelan Kendala-kendala……….………. 33
3. Formulasi Fungsi Tujuan……….……… 36
B. Penyusunan Model...…...………... 39
1. Pemodelan Kendala Sasaran... 39
2. Pemodelan Fungsi Tujuan...48
C. Verifikasi dan Validasi Model...…...……...……...51
V. HASIL DAN PEMBAHASAN...55
A. Faktor Produksi...………..………….... 55
B. Solusi Model...………..…………....56
C. Analisis Sensitivitas...………....………..…………...62
VI. KESIMPULAN DAN SARAN...65
A. Kesimpulan...65
B. Saran...66
DAFTAR PUSTAKA... 67
DAFTAR TABEL
Halaman
Tabel 1 Jenis-jenis kendala tujuan... 18
Tabel 2. Syarat mutu CPO... 25
Tabel 3. Variabel keputusan yang dicari... 32
Tabel 4. Bobot dan prioritas kendala sasaran... 50
Tabel 5. Nilai variabel keputusan yang optimal berdasarkan hasil pengolahan LINDO... 57
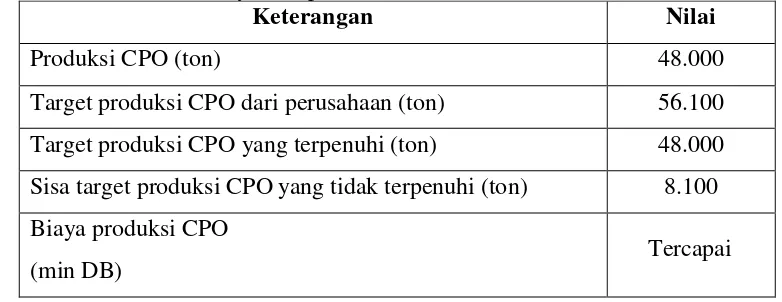
Tabel 6. Keputusan optimal yang dihubungkan dengan sasaran target produksi CPO dan biaya dari perusahaan... 58
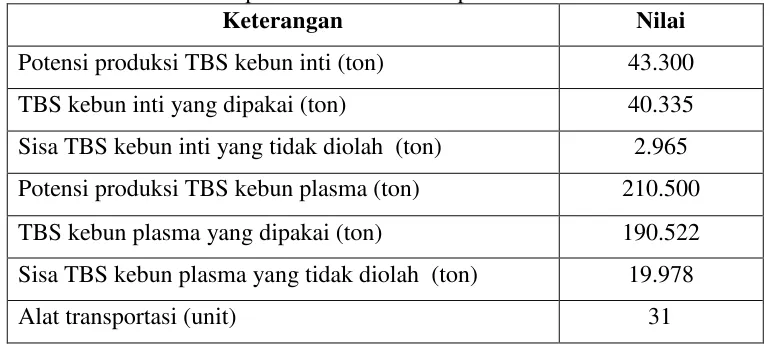
Tabel 7. Hubungan keputusan optimal dengan potensi ketersediaan TBS di kebun inti dan plasma... 59
Tabel 8. Hubungan keputusan optimal, potensi ketersediaan TBS, sasaran mengantisipasi over produksi serta biaya produksi di kebun inti.. 60
DAFTAR GAMBAR
Halaman
Gambar 1. Sistem Produksi... 23
Gambar 2. Diagram alir penentuan tingkat prioritas... 29
Gambar 3. Formulir pengisian pembobotan sasaran berdasarkan
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Jumlah permintaan dan proyeksi permintaan CPO
di Indonesia ... 71
Lampiran 2. Perkembangan luas areal dan produksi
minyak kelapa sawit... 72
Lampiran 3. Diagram Alir Proses Produksi CPO
di PT. Andira Agro ... 73
Lampiran 4. Tahap Kerja Pendekatan Berencana... 74
Lampiran 5. Tahapan tata laksana penelitian... 75
Lampiran 6. Tabulasi pendapat responden terpilih terhadap pemilihan prioritas sasaran... 76
Lampiran 7. Model persamaan matematik yang dapat dirumuskan... 77
Lampiran 8. Hasil dari model persamaan yang diolah
I. PENDAHULUAN
A. Latar Belakang
Industri pengolahan kelapa sawit merupakan salah satu industri berbasis
pertanian yang menempati posisi strategis untuk berkembang di Indonesia.
Hal ini disebabkan oleh jumlah permintaan nasional terhadap minyak kelapa
sawit kasar atauCrude Palm Oil (CPO) selalu meningkat dari tahun ke tahun.
Permintaan CPO pada tahun 1994 mencapai 2 juta ton dan tahun 2003
meningkat menjadi 5 juta ton (Lampiran 1). Alasan lainnya adalah karena
potensi pengembangan industri kelapa sawit yang sangat terbuka dengan
sumber daya lahan dan bahan baku yang melimpah. Saat ini industri
pengolahan kelapa sawit didominasi oleh industri CPO dan industri minyak
makan. Disamping itu, selain berperan dalam industri hilir yang
menghasilkan produk-produk pangan (margarin, margarinlow-fat, cokelat dan
edible oil), minyak kelapa sawit dapat pula digunakan sebagai bahan baku
penolong industri yang lain seperti cat, tinta, sabun kecantikan, sampo,lotion,
krim dan biodiesel.
Upaya pemanfaatan kelapa sawit menjadi CPO dan produk turunannya
dengan nilai tambah yang tinggi merupakan suatu upaya strategis. Secara
khusus, pemerintah telah menempatkan pengembangan industri pengolahan
kelapa sawit menjadi salah satu prioritas pembangunan nasional. Sebagai
negara penghasil kelapa sawit terbesar kedua di dunia dan diproyeksikan akan
menjadi negara penghasil kelapa sawit utama di dunia pada tahun 2010,
Indonesia mempunyai kepentingan strategis untuk memaksimalkan
pengembangan industri kelapa sawit. Luas areal perkebunan kelapa sawit di
Indonesia hingga tahun 2003 adalah 5 juta hektar dengan produksi CPO pada
tahun yang sama adalah sebesar 9 juta ton (Lampiran 2.).
Posisi strategis kelapa sawit dalam perekonomian dapat diketahui dari data
perdagangan internasional dalam periode 2003-2007. Kontribusi perdagangan
dunia untuk CPO pada periode tersebut adalah 30,1 persen dan dalam periode
2007-2012 akan naik tipis menjadi sebesar 30,8 persen dari total produksi
konsumsi dunia, CPO diperkirakan akan memiliki daya serap terbesar bila
dibandingkan dengan minyak nabati lainnya. Dari total konsumsi 118 juta ton
(2003-2007), pangsa pasar CPO mencapai 21,4 persen. Sedangkan pada
periode 2007-2012 total konsumsi dunia diproyeksikan menjadi 132 juta ton
dengan pangsa pasar CPO meningkat menjadi 22,5 persen (Basyar, 2000).
Tahun 2010 pangsa pasar CPO Indonesia diperkirakan akan mencapai 40,03
persen dari pangsa pasar perdagangan dunia, sementara Malaysia akan berada
pada posisi kedua dengan pangsa pasar 38,68 persen.
Dengan meningkatnya permintaan terhadap CPO, diperlukan suatu usaha
agar proses produksi berjalan lancar sesuai dengan sumber daya yang tersedia
serta menguntungkan. Begitu pula yang dilakukan oleh beberapa pihak swasta
yang mulai membangun perkebunan kelapa sawit beserta pabrik
pengolahannya. Salah satunya adalah PT. Andira Agro, yang akan mulai
ambil bagian dalam memenuhi permintaan CPO ini.
Dalam pelaksanaan pabrikasinya, PT. Andira Agro memerlukan
perencanaan kapasitas produksi yang baik, agar pabrik beroperasi secara
efisien dan efektif. Untuk itu, penggunaan barang dan modal perlu diusahakan
seoptimal mungkin dan dapat menghasilkan produk yang bermutu. Hal ini
dilakukan agar dapat memaksimumkan produksi sehingga dapat memenuhi
permintaan pasar yang pada akhirnya menjadi lebih menguntungkan
perusahaan.
Salah satu metode yang dapat digunakan dalam merencanakan kapasitas
produksi CPO adalah metode matematiklinear programming. Metode linear
programming yang digunakan dalam penelitian ini adalah metode goal
programming. Metode ini merupakan metode perluasan dari linear
programming sehingga seluruh asumsi, notasi, formulasi model matematik
dan prosedur perumusan model tidak berbeda darilinear programming.
Keunggulan metode goal programming yaitu dapat menangani masalah
alokasi optimal atau kombinasi optimum dari beberapa masalah yang bertolak
belakang. Dengan demikian, keputusan yang diambil merupakan hasil yang
memuaskan dari beberapa alternatif yang ditawarkan. Langkah ini sangat
Metode ini memerlukan berbagai masukan (input) dari sistem produksi
yang ada di pabrik untuk mendukung keputusan yang akan dihasilkan.
Menurut Buffa (1989), sistem produksi adalah proses yang digunakan dalam
mengubah masukan-masukan sumber daya untuk menghasilkan barang dan
jasa yang bermanfaat. Dalam industri manufaktur, masukan-masukan tersebut
dapat berupa bahan baku, energi, tenaga kerja, mesin sarana fisik, teknologi
dan informasi.
Penelitian Luthfiyanti (2003) menyebutkan bahwa optimasi produksi CPO
(Crude Palm Oil) di pabrik kelapa sawit Kertajaya sangat diperlukan.
Optimasi produksi CPO dapat mengefektifkan dan mengefisienkan sumber
daya yang terbatas dalam memproduksi CPO. Optimasi produksi
melaksanakan operasi manufakturing serta mengalokasikan sumber daya guna
menghasilkan produk dalam jumlah dan kualitas yang diharapkan dengan
biaya sehemat mungkin. Perencanaan produksi merupakan langkah utama
yang penting dalam keseluruhan proses manajemen agar faktor-faktor
produksi yang terbatas dapat diarahkan secara maksimal untuk mencapai
tujuan yang telah ditetapkan.
B. Tujuan
Penelitian ini dilakukan dengan tujuan :
1. Mengetahui faktor-faktor produksi yang terlibat dalam perencanaan
kapasitas produksi CPO.
2. Mendapatkan tingkat kapasitas produksi yang optimal dengan
menggunakan program sasaran linier (linear goal programming).
C. Ruang Lingkup
Penelitian ini memiliki ruang lingkup pada keadaan yang berpengaruh
dalam pencapaian optimasi kapasitas produksi CPO di pabrik PT. Andira
Agro. Pencapaian optimasi kapasitas produksi CPO mengarah pada maksimasi
produksi dan minimisasi biaya produksi pabrik. Aspek optimasi kapasitas di
pabrik dipengaruhi oleh faktor-faktor produksi yang berpengaruh dalam
memperhatikan seluruh kegiatan yang terjadi dalam proses produksi CPO.
Kegiatan-kegiatan tersebut meliputi kegiatan di perkebunan dan kegiatan di
pabrik pengolahan bahan baku Tandan Buah Segar (TBS) menjadi minyak
II. TINJAUAN PUSTAKA
A. PROSES PRODUKSI CPO (Crude Palm Oil)
Kelapa sawit adalah tumbuhan yang termasuk keluarga palma, seperti
kelapa, aren (enau), pinang, korma dan sebagainya. Kelapa sawit biasanya
tumbuh di daerah tropis atau iklim panas. Tanaman kelapa sawit memerlukan
beberapa persyaratan tertentu untuk tanah dan iklim bagi pertumbuhannya,
antara lain letak tinggi tempat diusahakan pada daerah dengan ketinggian 400
m diatas permukaan laut, keadaan tanah yang subur, topografi, drainase dan
iklim yang sesuai (Anonim, 1997).
Proses pengolahan tandan kelapa sawit menjadi minyak sawit dapat
dilakukan dengan cara yang sederhana. Selain itu, proses pengolahannya dapat
pula menggunakan teknologi tinggi yang biasa digunakan
perkebunan-perkebunan besar untuk menghasilkan minyak sawit mentah (CPO) dengan
kualitas ekspor. Menurut Lubis (1992), tujuan pengolahan kelapa sawit adalah
untuk menghasilkan minyak sawit dan inti sawit dengan mutu yang baik dan
rendemen yang optimum. Proses produksi CPO secara umum terdiri dari
proses penerimaan TBS, proses perebusan, penebahan, pengadukan,
pengolahan minyak, pengolahan biji sampai proses penyimpanannya. Diagram
alir proses produksi pengolahan kelapa sawit secara rinci dapat dilihat pada
Lampiran 3.
1. Penerimaan Tandan Buah Segar (TBS)
Tempat penerimaan tandan buah segar disebut transfer ramp, dimana
sebelumnya truk pengangkut telah melalui jembatan timbang sehingga
dapat diketahui berapa berat bersih tandan buah segar yang masuk ke
pabrik. Setelah ditimbang, tandan buah segar dipindahkan keloading ramp
sebagai tempat penimbunan sementara sebelum tandan buah dimasukkan
ke dalam lori rebusan. Lantai pada loading ramp dibuat berkisi-kisi
sehingga pasir dan kotorannya jatuh (lolos) melalui kisi-kisi tersebut
Pada bagianloading ramp(tempat penimbunaan sementara tandan buah
segar), dilakukan sortasi terhadap kurang lebih lima persen dari jumlah
keseluruhan truk pengangkut tandan buah segar yang masuk ke pabrik.
Proses ini diperlukan untuk menilai mutu tandan buah segar. Penilaian
terhadap mutu tandan buah segar ini dilakukan sesuai dengan ketentuan
yang telah ditetapkan oleh bagian pengendalian mutu.
2. Perebusan (Sterilisasi)
Setelah proses penerimaan, kemudian dilakukan perebusan dalam
tangki dengan tujuan untuk memudahkan perontokan buah dari tandannya
dan melunakkan daging buah sehingga memudahkan pengempaan. Tujuan
lain dari proses perebusan ini adalah menonaktifkan enzim lipase agar
kenaikan asam lemak bebas dapat diperlambat dan sebagai pengolahan
pendahuluan terhadap biji sehingga biji mudah dipecahkan. Ketaren (1986)
menyebutkan bahwa perebusan juga bertujuan untuk mengumpulkan
protein dalam buah sawit, membunuh mikroba, untuk pengawetan serta
mempermudah perontokan buah.
Perebusan tandan buah segar dilakukan dengan menggunakan uap
panas (steam). Uap panas tersebut berasal dari ketel uap sebagai media
penghantar panas dengan suhu, waktu dan tekanan tertentu.
3. Penebahan Buah
Proses penebahan bertujuan untuk melepaskan dan memisahkan buah
kelapa sawit dari tandannya. Alat penebahan buah yang umum digunakan
adalah thresser hopper yang berbentuk silinder. Pada sekeliling silinder
dipasang besi kanal yang bertindak sebagai saringan dan besi siku yang
berfungsi sebagai sudut-sudut dalam sangkar. Buah lepas akan masuk
melalui kisi-kisi dan ditampung discrew conveyor, kemudian oleh elevator
dibawa ke distributing conveyor untuk didistribusikan ke tiap-tiap unit
digester. Tandan buah kosong hasil perontokan yang tidak mengandung
buah diangkut ke tempat pembakaran dan digunakan sebagai bahan bakar
4. Pengadukan
Tujuan pengadukan adalah untuk memutuskan ikatan struktur jaringan
buah dan membuka sel-sel yang mengandung minyak serta melepaskan
dinding buah dari bijinya sehingga pengempaan serabut menjadi lebih
mudah. Pengadukan buah dilakukan dalam digester dengan mengalirkan
uap panas melalui mantel, bertujuan untuk memanaskan buah yang sedang
diproses. Menurut Lubis (1992), untuk menghasilkan pengadukan yang
baik, suhu pencampuran di dalam digester harus selalu dijaga pada suhu
85-95 °C agar minyak yang dihasilkan tidak menjadi kental.
5. Pengempaan (Pressing)
Proses pengempaan bertujuan untuk mengeluarkan minyak dan cairan
dari kelapa sawit. Alat yang digunakan adalah alat press berulir ganda
(double screw press). Hasil yang diperoleh dari pengempaan kemudian
diproses lebih lanjut menjadi CPO. Ampas kempa diolah lebih lanjut untuk
mendapatkan inti sawit (kernel). Proses pengempaan biji kelapa sawit dapat
berupa ekstraksi yang bertujuan mengambil minyak dari massa adukan.
6. Pemurnian dan Penjernihan CPO
Stasiun terakhir dalam tahapan proses pengolahan minyak kelapa sawit
kasar adalah unit penjernihan minyak, dimana pada unit ini terjadi proses
pemisahan minyak dengan air dan kotoran yang dilakukan dengan sistem
pengendapan, sentrifugal dan penguapan.
Menurut Ketaren (1986), minyak kasar dialirkan dari tangki
penjernihan kemudian disaring di dalam penyaring sentrifugal. Dari
penyaring sentrifugal, minyak yang telah dijernihkan dipompakan kedalam
tangki penimbunan, sedangkan air dan kotoran dikembalikan ke dalam
tangki pengendapan.
7. Penyimpanan CPO
Sebelum CPO didistribusikan ke konsumen, CPO disimpan distorage
diproduksi. Penyimpanan minyak sawit kasar dilakukan dengan cara
pendinginan minyak (oil cooler) untuk menurunkan suhu minyak dan
mempertahankannya sekitar 40-45 °C agar tidak terjadi pembekuan minyak
dan oksidasi minyak yang mengakibatkan kenaikan asam lemak bebas
(ALB).
B. PERENCANAAN KAPASITAS PRODUKSI
Perencanaan adalah fungsi dari manajemen yang menentukan usaha-usaha
atau tindakan yang perlu diambil oleh pimpinan dengan mempertimbangkan
masalah-masalah yang mungkin timbul pada saat produksi ataupun di masa
yang akan datang. Perencanaan produksi meliputi perencanaan dan
pengorganisasian orang-orang, bahan-bahan, mesin-mesin, peralatan serta
modal yang diperlukan untuk melakukan proses produksi (Machfud, 1999).
Perencanaan dan pengendalian produksi mempunyai peranan sentral
dalam peningkatan produktifitas, karena melalui perencanaan dan
pengendalian produksi yang baik akan dicapai penghematan dalam biaya
bahan, pemanfaatan sumber daya baik fasilitas produksi (mesin), tenaga kerja
serta waktu yang optimal (tidak boros dan tidak banyak terhambat dalam
proses produksi yang dapat merugikan waktu produksi) (Machfud, 1999).
Menurut Gitosudarmono (1998), perencanaan merupakan langkah utama
yang penting dalam keseluruhan proses manajemen agar faktor produksi yang
biasanya terbatas dapat diarahkan secara maksimal untuk mencapai tujuan
yang telah ditetapkan. Dalam hal ini perencanaan mengandung pengertian
sebagai berikut :
1. Penentuan tujuan tentang keadaan masa depan yang diinginkan
2. Pemilihan dan penentuan cara yang akan ditempuh (dari semua alternatif
yang mungkin), dan
3. Usaha mencapai tujuan tersebut
Perencanaan produksi yaitu proses penentuan sumber-sumber yang
diperlukan untuk melaksanakan operasi manufakturing serta
mengalokasikannya sehingga menghasilkan produk dalam jumlah dan kualitas
Perencanaan produksi dipengaruhi oleh faktor-faktor internal dan eksternal
perusahaan. Faktor eksternal perusahaan dapat berupa kebijakan pemerintah,
inflasi dan bencana alam. Faktor internal perusahaan didominasi oleh
faktor-faktor yang berada dalam kekuasaan pimpinan, seperti kapasitas mesin,
produktivitas tenaga kerja, kemampuan pengadaan dan penyediaan bahan.
Kapasitas adalah kemampuan pembatas dari unit produksi untuk
berproduksi dalam waktu tertentu, dan biasanya dinyatakan dalam bentuk
keluaran (output) per satuan waktu (Buffa, 1989). Proses perencanaan
kapasitas suatu industri meliputi kegiatan peramalan permintaan di masa
mendatang, termasuk kemungkinan dampak teknologi, persaingan yang
timbul serta kejadian-kejadian lain yang berpengaruh.
Kapasitas produksi suatu industri menentukan sejauh mana industri
tersebut mendapatkan keuntungan. Perencanaan kapasitas industri baru,
mempengaruhi cepat lambatnya industri tersebut mendapatkan laba dari
produk yang dihasilkan, oleh sebab itu perencanaan kapasitas produksi
terpasang industri yang baru berdiri sangatlah penting. Perencanaan kapasitas
dapat dilihat dari teknologi yang dipakai, struktur biaya serta bahan baku yang
tersedia.
Selanjutnya, menurut Buffa (1989) perencanaan kapasitas produksi dapat
diringkaskan sebagai berikut :
1. Memperkirakan permintaan di masa depan, termasuk dampak dari
teknologi, persaingan dan lain sebagainya.
2. Menjabarkan perkiraan itu dalam kebutuhan fisik.
3. Menyusun pilihan rencana kapasitas yang berhubungan dengan kebutuhan
itu.
4. Menganalisis pengaruh ekonomi pada pilihan rencana.
5. Meninjau resiko dan pengaruh strategi pada pilihan rencana.
6. Memutuskan rencana pelaksanaan.
Perencanaan kapasitas normal suatu industri memerlukan informasi
mengenai kapasitas maksimal suatu mesin. Kapasitas maksimal merupakan
jumlah produksi yang layak secara teknis, berhubungan dengan kapasitas
nominal dapat memberikan masukan kepada pengguna untuk mendapatkan
angka output maksimal, kerja lembur, dan bisa menentukan suku cadang yang
dibutuhkan.
Menurut Assauri (1998), tujuan dari perencanaan produksi adalah :
1. Untuk mencapai tingkat atau level keuntungan (profit) yang tertentu.
Misalnya berapa hasil (output) yang diproduksi supaya dapat mencapai
tingkat atau level profit yang diinginkan dan tingkat persentase tertentu
dari keuntungan setahun terhadap penjualan (sales) yang diinginkan.
2. Dapat menguasai pasar sehingga output perusahaan ini tetap mempunyai
pangsa pasar (market share) tertentu.
3. Mengusahakan agar perusahaan ini dapat bekerja pada tingkat efisiensi
tertentu.
4. Mengusahakan dan mempertahankan supaya pekerjaan dan kesempatan
kerja yang sudah ada tetap pada tingkatannya dan berkembang.
5. Menggunakan sebaik-baiknya (efisien) fasilitas yang sudah ada pada
perusahaan yang bersangkutan.
Prakiraan permintaan sangat dibutuhkan oleh pihak manajemen dalam
menentukan perencanaan strategis produk di masa datang, kapasitas produksi
dan pengembangan industri. Menurut Suad (1987) terdapat beberapa metode
pengukuran permintaan produk masa lalu dan masa sekarang. Metode ini bisa
digunakan untuk pengukuran permintaan produk yang masih baru maupun
yang sudah mapan. Metode yang relevan adalah penggunaan data ekspor,
impor dan produksi dalam negeri dengan formulasi :
PE = P + ( I – E ) + ∆ C
Keterangan :
PE = Permintaan efektif yang dicari
P = Produksi dalam negeri selama masa yang bersangkutan
I = Impor yang dilakukan
E = Ekspor yang dilakukan
Menurut Buffa (1989), model-model deret berkala dapat diterapkan untuk
ramalan-ramalan operasi jangka pendek. Metode kausal paling sesuai untuk
peramalan jangka pendek hingga menengah. Salah satu metode kausal adalah
peramalan yang didasarkan pada metode-metode regresi, yaitu dengan
menetapkan suatu fungsi peramal yang disebut persamaan regresi. Persamaan
regresi ini menyatakan hubungan antara deret yang diramalkan dengan suatu
deret lain yang diduga mengendalikan atau menyebabkan naik atau turunnya
penjualan.
Metode regresi diukur menurut waktu dengan bentuk fungsional
dinamakan regresi deret berkala (time series regretion). Teknik regresi
umumnya membahas pendekatan sebab akibat atau bersifat menjelaskan
faktor-faktor yang mempengaruhi keadaan atau kejadian yang diramalkan.
Teknik ini mencoba memperkirakan keadaan dimasa akan datang dengan
menemukan dan mengukur variabel-variabel bebas yang penting beserta
pengaruh mereka terhadap variabel tidak bebas yang diramalkan (Makridakis,
et al., 1999).
Setiap strategi memiliki biaya sendiri. Kombinasi strategi tunggal atau
murni biasanya menghasilkan perencanaan yang paling ekonomis. Dengan
metoda matematika yang ada, kombinasi strategi dapat menghasilkan biaya
yang minimum (Chery, 1988)
Dari uraian tersebut dapat ditarik kesimpulan bahwa tujuan perencanaan
kapasitas produksi adalah untuk memproduksi barang-barang (output) pada
masa yang akan datang dengan kualitas dan kuantitas yang dikehendaki.
Selain itu perencanaan tidak boleh mengabaikan tiga golongan terbesar yang
ada di masyarakat yaitu konsumen, pengusaha dan pekerja.
C. TEKNIK OPTIMASI
Optimasi adalah suatu pendekatan normatif untuk mengidentifikasikan
penyelesaian terbaik dalam pengambilan keputusan dari suatu permasalahan.
Penyelesaian permasalahan dalam teknik optimasi diarahkan untuk
mendapatkan titik maksimum atau titik minimum dari fungsi yang
Dalam optimasi, permasalahan akan diselesaikan untuk mendapatkan hasil
terbaik sesuai dengan batasan yang diberikan. Jika permasalahan
diformulasikan dengan tepat, maka nilai peubah keputusan yang diperoleh
akan optimum. Setelah pemecahan optimum diperoleh, permasalahan sering
dievaluasi kembali pada kondisi yang berbeda untuk memperoleh
penyelesaian yang baru (Cleland dan Kacaogln, 1980 ; Maarif,et al.,1989).
Selanjutnya Maarif,et al.(1989), menjelaskan bahwa tujuan dari optimasi
adalah untuk meminimumkan usaha yang diperlukan atau biaya operasional
dan memaksimumkan hasil yang diinginkan. Jika usaha yang diperlukan atau
hasil yang diharapkan dapat dinyatakan sebagai fungsi dari peubah keputusan,
maka optimasi dapat didefinisikan sebagai proses pencapaian kondisi
maksimum atau minimum dari fungsi tersebut.
Komponen penting dari permasalahan optimasi adalah fungsi tujuan, yang
dalam beberapa hal sangat tergantung pada peubah. Dalam penelitian
operasional, optimasi sering diartikan sebagai maksimasi atau minimasi
pemecahan suatu masalah (Kristiadi, 1994).
Teknik optimasi dapat digunakan untuk fungsi yang berkendala dan fungsi
tidak berkendala. Penyelesaian permasalahan dapat berbentuk persamaan dan
pertidaksamaan. Unsur penting dalam masalah optimasi adalah fungsi tujuan,
yang sangat bergantung pada sejumlah berhingga peubah masukan.
Peubah-peubah ini dapat tidak saling bergantung atau saling bergantung melalui satu
atau lebih kendala (Bronson, 1982).
Cleland dan Kacaogln (1980), menjelaskan bahwa penyelesaian masalah
optimasi dengan program matematika dapat dilakukan melalui program linear,
program tak linear, program integer dan program dinamik.
Fungsi tujuan secara umum merupakan langkah minimisasi biaya atau
penggunaan bahan-bahan baku, maksimasi hasil atau efisiensi pemanfaatan
bahan-bahan produksi atau proses, dan sebagainya. Penentuan fungsi tujuan
dikaitkan dengan permasalahan yang dihadapi (Maarif,et al.,1989).
Metode penentuan kondisi optimum dikenal sebagai pemrograman teknik
matematik. Nasendi dan Anwar (1985), menyebutkan bahwa tujuan dan
fungsi-
fungsi matematika dan hubungan fungsional (hubungan keterkaitan).
Hubungan keterkaitan tersebut dapat diartikan sebagai hubungan yang saling
mempengaruhi, hubungan interaksi, interdependensi, timbal-balik, dan saling
menunjang.
Program matematik ini dapat berbentuk :
Optimumkan : Z= , untuk j= 1, 2,...,n
sehingga memenuhi kendala
, untuk i= 1,2,...,m
dan Xj> 0
Untuk :
Cj = Parameter yang dijadikan kriteria optimisasi, atau koefisien peubah
pengambilan keputusan dalam fungsi tujuan
Xj = Peubah pengambilan keputusan atau kegiatan ( yang ingin dicari; yang
tidak diketahui).
aij = Koefisien teknologi peubah pengambilan keputusan (kegiatan yang
bersangkutan) dalam kendala ke-i.
bi = Sumber daya yang terbatas, yang membatasi kegiatan atau usaha yang
bersangkutan; disebut pula konstanta atau "nilai sebelah kanan" (Right
Hand Side/ RHS) dari kendala ke-i.
Z = Nilai skalar kriteria pengambilan keputusan; suatu fungsi tujuan
Masalah yang dinyatakan dalam program matematik merupakan masalah
maksimasi atau minimasi dari suatu fungsi tujuan f(CjXj) dengan memilih
vektor aijXj sehingga nilainya memenuhi fungsi tujuan.
Teknik optimasi dalam penelitian operasional merupakan pendekatan
ilmiah dalam memecahkan masalah-masalah operasi pengolahan. Penerapan
teknik ini menyangkut pembentukan deskripsi matematis atau pembentukan
model keputusan. Analisa kepekaan teknik ini dapat menganalisa hubungan
yang menyatakan akibat-akibat yang mungkin terjadi di masa mendatang
D.LINEAR GOAL PROGRAMMING
Linear Goal Programming adalah suatu metodologi matematis dalam
penelitian operasional yang dapat menyelesaikan permasalahan dengan tujuan
tunggal maupun tujuan berganda. Tujuan-tujuan tersebut diberi urutan
prioritas dan dianalisa secara simultan dengan pengurutan (Ignizio, 1983).
Menurut Moskowitz dan Wright (1979), dengan menggunakan program
sasaran linear, pengambil keputusan dapat memasukkan tujuan atau sasaran
yang tidak dapat direduksi ke dalam suatu dimensi dalam formulasi masalah.
Teknik ini tidak memerlukan translasi ukuran sasaran yang tidak dapat
dibandingkan (incommensurable) menjadi ukuran keuntungan atau utilitas
yang telah umum melalui pembentukan fungsi tujuan berdimensi ganda.
Fleksibilitas program sasaran linear juga ditunjukan dengan kemampuan
teknik ini mengatasi permasalahan dengan tujuan-tujuan yang saling
bertentangan secara efektif dan masih dapat memberikan pemecahan yang
optimal berdasarkan urutan prioritas sasaran manajemen.
Program linear merupakan suatu teknik perencanaan yang bersifat analitis
yang analisis-analisisnya memakai model matematika, dengan tujuan
menemukan beberapa kombinasi alternatif pemecahan masalah, kemudian
dipilih mana yang terbaik diantaranya dalam rangka menyusun strategi dan
langkah-langkah kebijakan lebih lanjut tentang alokasi sumber daya dan dana
yang terbatas guna mencapai tujuan atau sasaran yang diinginkan secara
optimal (Nasendi dan Anwar, 1985).
Penekanan disini adalah pada alokasi optimal atau kombinasi optimum,
artinya suatu langkah kebijakan yang pertimbangannya telah dipertimbangkan
dari segala segi untung dan rugi secara baik, seimbang dan serasi. Alokasi
optimal tersebut tidak lain adalah memaksimumkan dan meminimumkan
fungsi tujuan yang memenuhi persyaratan-persyaratan yang dikehendaki oleh
syarat ikatan (kendala) dalam bentuk pertidaksamaan linier.
Nasendi dan Anwar (1985) mengemukakan empat asumsi dasar yang
harus dipenuhi agar program linear dapat digunakan sebagai sarana penunjang
dalam pemecahan suatu masalah. Keempat asumsi tersebut dapat dijelaskan
1. Proporsional (Proportionality)
Asumsi ini menyatakan bahwa jika peubah pengambil keputusan, Xj
berubah maka dampak perubahannya akan menyebar dalam proporsi yang
sama terhadap fungsi tujuan, CjXj, dan juga pada kendalanya, aijXj.
Misalnya, jika kita naikkan nilai Xj dua kali, maka secara proporsional
(seimbang dan serasi) nilai-nilai aijXj-nya juga akan menjadi dua kali lipat.
2. Penambahan (Additivity)
Asumsi ini dipakai untuk mencegah terjadinya "cross-product terms"
karena adanya interaksi diantara beberapa aktivitas, yang akan mengubah
pengukuran total efektifitas dan penggunaan total beberapa sumber daya.
Berdasarkan asumsi ini bahwa nilai parameter suatu kriteria optimisasi
(koefisien peubah pengambil keputusan dalam fungsi tujuan) merupakan
jumlah dari nilai individu-individu Cj dalam model program linear
tersebut. Dampak total terhadap kendala ke-i merupakan jumlah dampak
individu terhadap peubah pengambil keputusan Xj.
3. Pembagian (Divisibility)
Asumsi ini menyatakan bahwa peubah-peubah pengambil keputusan Xj,
jika diperlukan dapat dibagi ke dalam pecahan-pecahan, yaitu bahwa
nilai-nilai Xj tidak perlu integer (hanya 0 dan 1 atau bilangan bulat), tapi boleh
noninteger (misalnya 5; 0.58; 38.987, dan sebagainya).
4. Deterministik (Deterministic)
Asumsi ini menghendaki agar semua parameter dalam model program
linier, yaitu Cj, aij, dan bi tetap dan diketahui atau ditentukan secara pasti
(konstanta).
Asumsi dasar dalam program sasaran linear menurut Moskowitz dan
Wright (1979) dan Ignizio (1983), adalah pengambil keputusan harus dapat
Berdasarkan falsafah pemuas (satisfying) yang menjadi karakter program
sasaran linear, maka optimalisasi diwujudkan sedekat mungkin dengan
sasaran-sasaran yang terpenuhi melalui pengurutan ordinal.
Secara ringkas Hillier dan Lieberman (1994), menyatakan bahwa program
linear adalah suatu teknik untuk mendapatkan hasil yang optimal dari suatu
masalah alokasi sumber daya yang terbatas dengan berbagai aktifitas. Masalah
alokasi timbul jika seseorang harus memilih tingkat aktifitas tertentu dengan
sumber daya yang langka untuk memenuhi aktifitas tersebut.
Menurut Nasendi dan Anwar (1985), model umum untuk program sasaran
adalah :
Xj : Peubah pengambil keputusan atau kegiatan yang kini dinamakan
sebagai sub tujuan.
Ck : Jumlah sumber daya k yang tersedia
aij : Koefisien teknologi fungsi kendala tujuan, yaitu yang
berhubungan dengan tujuan peubah pengambil keputusan (Xi)
bi : Tujuan atau target yang ingin dicapai
di-, di+ : Deviasi plus dan minus dari tujuan atau target ke-i
Py,Ps : Faktor prioritas
Wi,y+ : Timbangan relatif dari di+dalam urutan (ranking) ke-y
Wi,s- : Timbangan relatif dari di-dalam urutan (ranking) ke-s
Berdasarkan perumusan model di atas, pencapaian tingkat sasaran
dilakukan dengan cara meminimumkan peubah deviasi. Pencapaian sasaran
dari penyelesaian model program sasaran linier ditunjukkan dengan kedua
atau salah satu peubah deviasinya bernilai nol. Oleh karena itu harus berlaku
hubungan :
Ada dua tipe program sasaran, yaitu program sasaran yang setiap
sasarannya memiliki tingkat kepentingan yang sama dan program sasaran
yang mengurutkan sasarannya menurut tingkat kepentingan dari sasaran.
Untuk sasaran yang diurutkan tingkat kepentingannya diberi faktor pembobot.
Faktor pembobot adalah suatu nilai numerik yang tidak berdimensi dan
digunakan untuk menunjukkan tingkat kepentingan relatif dari suatu sasaran.
Besar kecilnya nilai faktor pembobot dari setiap sasaran diperoleh dari hasil
manipulasi pendapat para ahli atau pengambil keputusan (Masud dan
Ravindran, 2001).
Jika faktor pembobot fungsi sasaran ke-i dilambangkan dengan Wi, maka
secara matematik dapat bersifat :
0 < Wi < 1 , dan
Apabila ada pernyataan Wb lebih besar dari Wy menunjukkan bahwa sasaran
ke-b lebih penting dari pada sasaran ke-y dan jika Wb sama dengan Wy maka
sasaran ke-b dan sasaran ke-y sama penting.
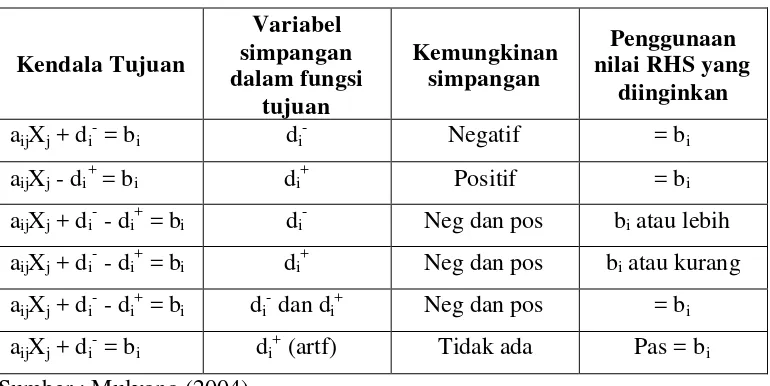
Ada enam jenis kendala tujuan yang berlainan. Maksud setiap jenis
kendala ditentukan oleh hubungannya dengan fungsi tujuan. Keenam jenis
Tabel 1.Jenis-jenis kendala tujuan
Sumber : Mulyono (2004)
E. LINDO
LINDO kependekan dari Linear Intearctive Diskret Optimizer, merupakan
program komputer yang digunakan untuk aplikasi linear programming.
Aplikasi linear programming yaitu suatu permodelan matematik yang
digunakan untuk mengoptimalkan suatu tujuan dengan berbagai kendala yang
ada. Linear programming merupakan bagian dari management science atau
penelitian operasional. Program LINDO ini diciptakan oleh profesor Linus
Scrage dari Graduate School of Business, Chicago (Siswanto, 1990).
LINDO adalah sebuah perangkat lunak yang digunakan untuk
menyelesaikan masalah pemrograman linier, non-linier dan integer. LINDO
digunakan oleh perusahaan-perusahaan untuk memaksimalkan keuntungan
dan meminimumkan biaya. Selain itu, LINDO juga digunakan dalam
pengambilan keputusan untuk perencanaan produksi, transportasi, keuangan,
alokasi saham, pangaturan modal, penjadwalan, inventarisasi, alokasi sumber
daya dan lain-lain.
LINDO telah menjadi software optimasi selama lebih dari 21 tahun.
Sistem LINDO telah menjadi pilihan utama dalam penyelesaian yang cepat
dan mudah, terutama untuk optimasi persamaan matematika. Selain itu
struktur bahasa yang digunakan dalam memformulasikan masalahnya
LINDO antara lain adalah program sasaran linier yang berupa multi kriteria,
analisis data, pengukuran efisiensi, metode komprehensif untuk pengukuran
efisiensi organisasi (Anonim, 2005a).
Untuk mendayagunakan LINDO ada beberapa tahapan yang perlu
dilakukan, yaitu :
1. Merumuskan masalah dalam kerangka program linier.
2. Menuliskan dalam persamaan matematik.
3. Merumuskan rumusan ke dalam LINDO dan mengeksekusinya.
4. Interpretasi keluaran LINDO.
Instruksi input LINDO adalah langsung, membutuhkan fungsi tujuan dan
kendala yang dimasukkan dalam terminal pengolahan sama seperti dalam
formulasi permodelan yang dibuat. Program LINDO selalu
mempertimbangkan fungsi tujuan sebagai fungsi utama dan kendala yang
pertama dijadikan sebagai model fungsi yang kedua. Dengan demikian semua
kendala diberi penomoran secara sekuensial, dimulai pada kendala pertama
yang akan diidentifikasikan sebagai fungsi nomor dua dan selanjutnya
(Siswanto, 1990).
Dari sudut pandang teori sistem, program ini menghendaki masukan
model matematik pemrograman linier dengan format standar. Masukan
tersebut akan diolah dengan proses tertentu agar menghasilkan keluaran. Hasil
olahan program sebagai keluaran sistem, dapat ditampilkan dalam dua macam
format yaitu format LINDO dan format simpleks. Format simpleks merupakan
hasil olahan program yang masih mentah dan masih merupakan keluaran
langsung dari program yang perlu dikembangkan lagi agar lebih bermanfaat
dalam proses pembuatan keputusan manajerial. Menurut Siswanto (1990),
selama variabel-variabel dalam model program sasaran linier juga mengikuti
III. METODOLOGI PENELITIAN
A. KERANGKA PEMIKIRAN
Perusahaan pada umumnya berusaha untuk dapat menghasilkan produk
secara efektif dan efisien. Salah satu faktor yang berperan dalam
menghasilkan produk secara efektif dan efisien adalah dengan melakukan
suatu perencanaan produksi yang baik.
Dalam industri berbasis sawit, perencanaan merupakan hasil dari optimasi
sumber-sumber daya yang terbatas agar mendapatkan hasil yang maksimum
dengan biaya yang minimum. Sumber-sumber daya yang ada tersebut akan
dilihat dan diuji terlebih dahulu untuk menentukan variabel-variabel yang
paling kritis dalam model penentuan kapasitas produksi CPO. Apabila telah
ditentukan variabel-variabel kritisnya maka akan diolah lebih lanjut dengan
menggunakan teknik optimasi sehingga kita dapat melakukan suatu
perencanaan produksi.
Untuk menghasilkan keuntungan yang memuaskan maka dalam penelitian
ini sumber daya perusahaan terutama yang berasal dari bagian pabrik harus
digunakan secara optimal. Pengoptimalan penggunaan sumber daya ini juga
berpengaruh dari kebijakan pengambil keputusan. Dalam penelitian ini, peran
pengambil keputusan sangat penting terutama untuk menentukan prioritas
kebijakan yang diambil untuk memenuhi tujuan-tujuan perusahaan dalam
berproduksi.
Pada pengkajian di bagian produksi akan dilihat komponen-komponen apa
saja yang merupakan variabel yang sangat kritis untuk produksi CPO sehingga
menghasilkan CPO dengan rendemen tinggi serta proses berjalan secara
efektif dan efisien. Dengan demikian, apabila telah didapatkan
variabel-variabel kritisnya maka langkah selanjutnya adalah memfomulasikan
permasalahan menggunakan model matematika. Model yang telah disusun
kemudian diolah lebih lanjut agar menghasilkan suatu hasil yang optimal
sehingga keputusan yang diambil akan tepat sesuai dengan tujuan yang
Analisis yang akan digunakan adalah dengan metodegoal programming.
Alasan penggunaan metode goal programming karena pada kondisi-kondisi
tertentu keputusan yang harus diambil oleh pengambil keputusan di
perusahaan tidak hanya terpaku pada satu kategori saja. Hal ini disebabkan
oleh banyaknya tujuan atau sasaran yang ingin dicapai oleh perusahaan dan
biasanya tujuan-tujuan tersebut saling bertentangan. Oleh karena itu, dalam
penelitian ini, analisis optimasi produksi CPO pada PT. Andira Agro
dilakukan dengan menggunakan metodegoal programmingsebagai salah satu
langkah perencanaan produksi.
B. PENDEKATAN BERENCANA
Menurut Thierauf dan Klekamp (1983), pendekatan berencana (Planned
Approach) dapat digunakan untuk menguraikan permasalahan seperti
pertentangan-pertentangan secara objektif, kebijaksanaan-kebijaksanaan dan
alternatif-alternatif yang mempunyai tujuan utama untuk mengembangkan dan
menerapkan model-model kuantitatif untuk memecahkan masalah yang
spesifik.
Penelitian ini menggunakan model kuantitatif, oleh karena itu pendekatan
yang digunakan adalah pendekatan berencana. Faktor-faktor yang
dipertimbangkan adalah persediaan bahan baku, komponen proses produksi,
transportasi, komponen-komponen biaya produksi, sifat target produksi CPO
dan lain-lain. Skema tahapan pendekatan berencana dapat dilihat pada
Lampiran 4.
Tahapan-tahapan dalam pendekatan berencana yang akan dilakukan,
diuraikan dalam langkah-langkah berikut :
1. Observasi lapang dilakukan untuk mengetahui permasalahan secara
nyata. Pada tahap ini dilakukan pendataan umum terhadap fakta-fakta
yang dapat membantu pengembangan pemahaman terhadap masalah.
Selain pendataan dilakukan wawancara terhadap pengambilan
keputusan yang terdapat di pabrik dengan cara mengajukan beberapa
2. Perumusan masalah yang sebenarnya dalam perencanaan produksi.
Pada tahap ini ditentukan variabel keputusan yang akan digunakan.
Tujuan dan sasaran yang akan dicapai serta kendala-kendala apa saja
yang dijadikan pembatas-pembatas terhadap setiap tindakan yang
tersedia.
3. Pengembangan alternatif penyelesaian berdasarkan faktor-faktor yang
mempengaruhi permasalahan melalui :
a. Analisa data untuk mendapatkan model matematik yang
menunjukan faktor-faktor yang berpengaruh dengan tujuan yang
hendak dicapai
b. Pengembangan alternatif model berdasarkan pada peubah-peubah
keputusan dan kendala yang ada.
4. Pemilihan penyelesaian optimum melalui tahap analisa
alternatif-altematif dengan bantuan komputer.
5. Pembuktian penyelesaian optimum melalui tahap implementasi.
6. Pembuatan kendali-kendali yang tepat untuk mendeteksi
perubahan-perubahan yang mungkin terjadi dan mempengaruhi penyelesian
model. Maksud tahapan ini adalah agar forrnulasi permasalahan
menjadi lebih tepat karena adanya umpan balik terhadap observasi
awal.
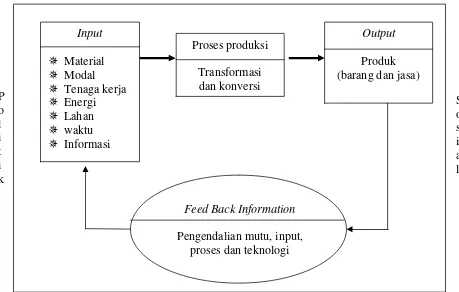
Menurut Handoko (2000) kegiatan yang berlangsung di pabrik merupakan
serangkaian aktivitas yang berjalan secara sistematis. Sistem produksi di
pabrik adalah proses pengubahan masukan-masukan sumber daya menjadi
barang-barang dan jasa-jasa yang lebih berguna, seperti digambarkan pada
Gambar 1. Proses produksi terkait langsung dengan kapasitas produksinya.
Kapasitas produksi dipengaruhi oleh berbagai faktor input seperti material
(bahan baku), tenaga kerja, modal dan biaya, energi, lahan, waktu, alat
transportasi, informasi, proses pengerjaan dan juga faktor outputyaitu berapa
Gambar 1. Sistem Produksi (Handoko, 2000)
Untuk memudahkan proses penghitungan dalam penyelesaian model
digunakan Software Linear Interactive Diskret Optimizer(LINDO). Software
ini menggunakan teknik pemodelan matematik program sasaran linier, yang
terdiri dari :
1. pemodelan kendala termasuk kendala sasaran yang digunakan, yaitu:
o Sasaran penggunaan biaya, meminimumkan penyimpangan atas
terhadap sasaran biaya yang telah ditargetkan :
o Sasaran memproduksi CPO berdasarkan target produksi yang
ditetapkan oleh pihak perusahaan. Dalam hal ini akan dilakukan
peminimuman penyimpangan bawah terhadap sasaran yang ditetapkan.
o Sasaran pemenuhan target pengolahan TBS sesuai dengan ketetapan
persentase rendemen, yang akan diminimumkan adalah penyimpangan
bawah persamaan kendala sasaran. Tujuan peminimuman
penyimpangan bawah adalah agar TBS terolah seluruhnya sesuai
ketentuan rendemen yang berlaku.
o Sasaran untuk mengantisipasi terjadinya over produksi TBS dari setiap
kebun (kebun inti dan kebun plasma). Penyimpangan terhadap sasaran
di luar batas toleransi tidak dikehendaki, oleh karena itu penyimpangan
yang akan diminimumkan adalah penyimpangan atas dan bawah
terhadap sasaran ketersediaan bahan baku.
o Kendala ketersediaan tenaga kerja pabrik
o Kendala ketersediaan tenaga panen dan pengangkutan o Kendala waktu pengolahan
2. Pemodelan fungsi tujuan, yaitu:
o Maksimalkan produksi CPO
o Minimumkan terjadinya over produksi TBS
o Minimumkan penyimpangan kelebihan biaya-biaya o Minimumkan penyimpangan pada fungsi sasaran lainnya
Tahapan Pendekatan Berencana
1. Pengamatan Kegiatan Produksi CPO
Kegiatan produksi yang ada di pabrik kelapa sawit Andira Agro terdiri
dari dua kegiatan utama yaitu kegiatan produksi di pabrik dan kegiatan di
kebun. Kegiatan produksi CPO diharapkan menghasilkan produk yang
berkualitas tinggi. Produk CPO yang berkualitas memiliki kadar asam
lemak bebas kurang dari 5 persen b/b dan kadar air kurang dari 0,05
persen b/b. Syarat mutu CPO yang baik menurut SNI 01-2901-1992 dapat
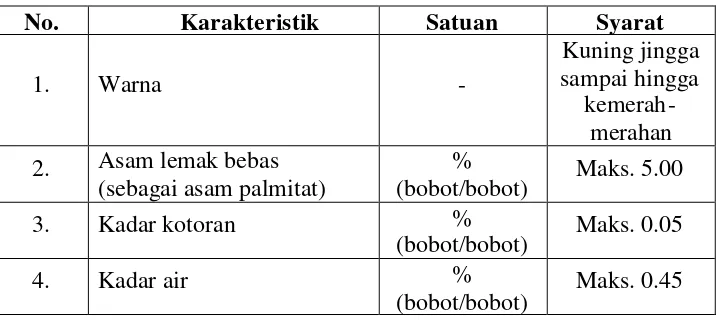
dilihat pada Tabel 2. Kegiatan produksi CPO dipengaruhi oleh beberapa
faktor, yaitu ketersediaan bahan baku berupa TBS kelapa sawit, waktu
pengolahan, tenaga kerja di pabrik pengolahan, alat transportasi dan proses
Ketersediaan bahan baku yang merupakan unsur penting dari suatu
pengolahan CPO berasal dari kebun inti dan kebun plasma. TBS yang
berasal dari kebun inti dan plasma dikelola oleh manajemen yang sama
dengan tujuan hasil produksi kebun relatif sama. Dalam usaha produksi
TBS kelapa sawit diperlukan biaya untuk menunjang aktivitas tersebut,
yaitu berupa biaya panen dan pengumpulan hasil yang meliputi biaya
tenaga kerja panen dan pengangkutan, pengangkutan TBS ke pabrik,
pemeliharaan jalan, pemupukan, pemberantasan hama dan penyakit serta
biaya-biaya lain yang menunjang terhadap hasil produksi.
Tabel 2.Syarat mutu CPO berdasarkan Standar Nasional Indonesia
No. Karakteristik Satuan Syarat
1. Warna
-Kuning jingga sampai hingga
kemerah-merahan
2. Asam lemak bebas (sebagai asam palmitat)
%
(bobot/bobot) Maks. 5.00
3. Kadar kotoran %
(bobot/bobot) Maks. 0.05
4. Kadar air %
(bobot/bobot) Maks. 0.45 Sumber : SNI 01-2901-1992
2. Identifikasi Permasalahan
Dari hasil pengamatan kegiatan produksi CPO di pabrik maka
selanjutnya dilakukan identifikasi dari beberapa permasalahan yang ada,
diantaranya adalah :
a. Upaya untuk memproduksi CPO sesuai dengan sasaran yang ditetapkan.
b. Upaya untuk mengantisipasi over produksi TBS, sehingga TBS yang
merupakan bahan baku utama CPO dapat diolah seluruhnya dan tidak
juga terjadiidle capacity(pengangguran kapasitas).
c. Ketersediaan biaya yang terbatas.
d. Upaya untuk memenuhi target produksi yang ditetapkan oleh
C. TATA LAKSANA 1. Pengambilan Data
Penelitian ini dilakukan di lingkungan Pabrik Kelapa Sawit PT. Andira
Agro. Pengambilan data dilakukan dengan pengamatan langsung dan
pengumpulan data di lingkungan Pabrik Kelapa Sawit PT. Andira Agro.
PT. Andira Agro saat ini memiliki lahan perkebunan kelapa sawit
seluas 1.800 Ha dan melakukan kerja sama dengan para petani setempat
sehingga mendapatkan tambahan lahan sebanyak 7.500 Ha. PT. Andira
Agro ingin mendirikan pabrik pengolahan kelapa sawit menjadi CPO.
Perusahaan ini telah merencanakan bahwa kegiatan produksinya nanti
berlangsung selama 312 hari dalam satu tahun dan 20 jam satu harinya.
Data dikumpulkan melalui pencatatan hasil wawancara dan diskusi
dengan para pengambil keputusan berupa tingkat kepentingan (prioritas)
masing-masing sasaran untuk mendapatkan tingkat pembobotan, data
dana yang tersedia, jumlah areal lahan, tenaga kerja yang dipakai, waktu
kerja, rendemen produksi berdasarkan uji coba dilapangan, target produksi
dari perusahaan. Data yang digunakan adalah dalam satuan per tahun.
Selain itu, data permintaan CPO dan perkembangan areal lahan
perkebunan kelapa sawit serta produksi CPO di Indonesia didapat dari
Badan Pusat Statistik dan Departemen Pertanian.
2. Pengolahan Data
Pada penelitian ini pengolahan data dilakukan dengan menggunakan
bantuansoftwareprogram sasaran linier (Linear Goal Pragramming) yang
bernama LINDO. Tahapan tata laksana penelitian ini dapat dilihat pada
Lampiran 5. Data yang diperoleh kemudian diolah secara manual untuk
mendapatkan nilai-nilai yang dibutuhkan sebagai parameter model. Setelah
itu, data disusun menurut kegiatannya dan dimasukkan ke dalam model
linier. Kegiatan-kegiatan tersebut kemudian disusun menjadi suatu
persamaan fungsi tujuan dan pertidaksamaan sebagai fungsi kendala sesuai
D. Langkah Pemodelan
Penetapan masukan proses dan keluaran proses merupakan masalah yang
dihadapi dalam suatu proses produksi yang menyangkut pengolahan bahan
baku. Proses yang karakteristik produknya terdiri dari bermacam-macam
spesifikasi yang harus dipenuhi dapat menggunakan model program linier
untuk menyelesaikannya. Model program linier tidak dapat digunakan lagi
jika diantara karakteristik tersebut terjadi pertentangan (konflik) atau setiap
karakteristik mempunyai tingkat kepentingan yang tidak sama atau
mempunyai susunan prioritas.
Program sasaran linier adalah salah satu teknik program matematik dalam
penelitian operasional untuk memecahkan permasalahan-permasalahan yang
berkenaan dengan keputusan kriteria jamak dan diantara sasarannya terdapat
kondisi yang bertentangan. Unsur subyektifitas yang terlibat dalam teknik ini
dinyatakan dengan susunan prioritas dan pembobotan.
Dalam pengembangan model program sasaran linier diperlukan tujuh
langkah yang harus dilakukan menurut Saepuloh (1987) :
1. Penentuan Variabel Keputusan
Langkah ini merupakan dasar utama dari kegiatan selanjutnya
dalam pengembangan model keputusan. Variabel keputusan adalah
variabel yang dapat dikendalikan oleh pengambil keputusan. Sebagai
standarisasi, variabel keputusan dilambangkan dengan X.
2. Formulasi Fungsi Sasaran
Dalam model keputusan yang dikaji, sasaran-sasaran yang akan
diperhatikan merupakan hasil dari keinginan pengambil keputusan dan
keterbatasan sumber daya. Dalam perumusan berikutnya jumlah fungsi
sasaran diusahakan sesedikit mungkin, sehingga fungsi sasaran yang
dianggap kurang penting tidak perlu dilibatkan dalam pemodelan.
Penyederhanaan model tersebut didasarkan atas bertentangan atau
tidaknya antara fungsi sasaran satu dengan fungsi sasaran lainnya. Suatu
jika untuk meningkatkan kepuasan fungsi sasaran tertentu dapat
menurunkan kepuasan fungsi sasaran yang lain. Kondisi ini dapat dilihat
dari nilai variabel keputusan pada saat suatu fungsi sasaran mencapai
kondisi optimum.
3. Tujuan Absolut
Dalam pembentukan model program sasaran linier, sering kali
ditemukan adanya tujuan absolut yang harus dipenuhi. Tujuan absolut ini
merupakan tujuan yang paling utama dan selalu dimasukkan pada prioritas
kesatu, sehingga tujuan ini akan diperhatikan lebih dahulu sebelum tujuan
yang terdapat pada prioritas yang lebih rendah dipenuhi.
4. Pemilihan Tingkat Prioritas
Seperti yang telah dijelaskan di atas, bahwa tujuan yang absolut
dimasukkan pada prioritas yang pertama. Sementara tujuan yang lainnya
dikelompokkan ke dalam prioritas yang lebih rendah sesuai dengan tingkat
kepentingannya. Pengelompokkan fungsi tujuan terhadap prioritasnya
ditentukan oleh pengambil keputusan.pada pengkajian masalah ini
penentuan tingkat prioritas sesuai dengan diagram alir pada Gambar 2.
5. Pembentukan Fungsi Pencapaian
Fungsi pencapaian merupakan peminimuman deviasi dari
sasaran-sasaran yang ditetapkan. Langkah berikutnya setiap fungsi pencapaian
harus dihubungkan dengan tingkat prioritas yang telah ditentukan. Bentuk
persamaan yang diperoleh sebagai berikut :
Minimumkan :
Z = {P1(W1(di-,di+)),..., Pk(Wk(dk-,dk+))}
Untuk i = 1, 2, 3, ...., m
Keterangan :
Pk : Faktor prioritas
Wk : Fungsi linier dari variabel deviasi pada prioritas ke-k
M ulai
P enetapan tujuan-tujuan atau sasaran-sasaran
P engam bil keputusan atau ahli
P enetapan prioritas
P rogram sasaran
S esuai
S usunan prioritas sasaran
S elesai Y a T idak
Gambar 2. Diagram alir penentuan tingkat prioritas
6. Formulasi Program Sasaran Linier
Berdasarkan pengkajian permasalahan, yaitu menentukan masukan
proses secara optimum, diperlukan suatu model keputusan yang sesuai
untuk memecahkan masalah ini dengan syarat fungsi sasaran harus linier.
Bentuk formulasi program sasaran linier dapat dinyatakan sebagai
Tentukan Xj
agar meminimumkan :
Z = {P1(W1(di-,di+)),..., Pk(Wk(dk-,dk+))}
dan memenuhi :
a
ijXj + di-- di+= bigijXj < = > Ck
Xj, di-, di+ > 0
untuk i : 1, 2, 3, ...., m
j : 1, 2, 3, ...., n
k : 1, 2, 3, ...., o
Keterangan :
Z : fungsi pencapaian
Wk : fungsi linier dari variabel deviasi pada prioritas ke-k
d- : variabel deviasi negatif
d+ : variabel deviasi positif
Xj : variabel keputusan ke-j
a
ij : parameter kendala sasaran baris ke-i kolom-jgij : parameter kendala fungsional baris ke-i kolom-j
Ck : Jumlah sumber daya ke-k yang tersedia
7. Menghitung Penyelesaian Persoalan
Setelah proses operasi diformulasikan ke dalam model program
sasaran linier, langkah selanjutnya mencari penyelesaian model. Untuk
memperoleh penyelesaian model program sasaran linier, proses
perhitungan dilakukan dengan bantuan perangkat komputer agar diperoleh
penyelesaian yang cepat dan ketelitian yang tinggi. Software yang
digunakan bernama LINDO.
8. Analisis sensitivitas
Analisis sensitivitas dilakukan untuk mengetahui seberapa jauh
perubahan-perubahan parameter model. Analisis sensitivitas sangat
penting, karena dalam kenyataannya lingkungan proses sering mengalami
perubahan. Dengan berubahnya lingkungan proses, selanjutnya akan
mempengaruhi parameter-parameter model yang telah diformulasikan,
sehingga kondisi optimal model awal akan berubah. Analisis sensitivitas
IV. PENERAPAN MODEL
A. PENGEMBANGAN MODEL 1. Identifikasi Peubah Keputusan
Pabrik kelapa sawit PT. Andira Agro akan memproduksi CPO dari
TBS yang berasal dari dua sumber yaitu dari hasil penanaman di kebun
inti dan dari hasil pembelian. Untuk memenuhi kebutuhan bahan baku
pabrik kelapa sawit PT. Andira Agro juga membeli dari kebun plasma.
Kebun plasma merupakan kebun rakyat yang bekerjasama dengan pihak
perusahaan. Analisis dilakukan dalam periode waktu satu tahunan, karena
dari perkebunannya sendiri memiliki karakter tanah gambut yang banyak
mengandung air dan dilengkapi dengan sistem tersier yang siap digunakan
apabila terjadi musim kemarau. Setelah diadakan penelitian mengenai
pertumbuhan tanaman dan produksi tandan buah segarnya, didapat bahwa
produksi perbulannya relatif sama karena kebutuhan airnya selalu
tercukupi dari tersier yang bersumber dari sungai di dekat areal tersebut.
Variabel keputusan yang dipilih merupakan variabel yang berasal
dari kegiatan-kegiatan produksi yang ada di pabrik kelapa sawit PT.
Andira Agro. Kegiatan- kegiatan yang dimaksud adalah kegiatan yang
terkait langsung dengan kapasitas produksi yaitu keluaran (output) produk
CPO di pabrik, jumlah bahan baku dan alat angkut yang diperlukan.
Berdasarkan uraian di atas dapat disampaikan bahwa variabel keputusan
dalam modelgoal programmingtersaji dalam Tabel 3.
Tabel 3.Variabel keputusan yang dicari
Kegiatan Variabel keputusan Simbol
Produksi CPO Jumlah produksi CPO (ton) X1
Produksi TBS dari kebun Inti
Jumlah produksi TBS dari kebun
Inti (ton) X2
Produksi TBS dari kebun plasma
Jumlah produksi TBS dari kebun
plasma (ton) X3
2. Pemodelan Kendala-kendala
Menurut Handoko (2000) sistem produksi di pabrik adalah proses
pengubahan masukan-masukan sumber daya menjadi barang-barang dan
jasa-jasa yang lebih berguna. Proses produksi terkait langsung dengan
kapasitas produksinya. Kapasitas produksi dipengaruhi oleh berbagai
faktor input seperti material (bahan baku), tenaga kerja, modal dan biaya,
energi, lahan, informasi, waktu, alat transportasi, proses pengerjaan dan
juga faktor output yaitu berapa banyak produk jadi yang akan dihasilkan.
Berdasarkan pengamatan yang telah dilakukan, bahwa perusahaan
menginginkan produksi maksimum dengan keterbatasan biaya, bahan
baku, tenaga kerja dan waktu olah maka permasalahan dapat
diformulasikan ke dalam program sasaran linier sebagai berikut :
Tentukan : X1, X2, X3, X4
Agar meminimumkan : Z : {P1(d-,d+), P2(d-,d+),...Pk(d-,d+)}
Sehingga memenuhi :
a. Kendala sasaran biaya pengolahan CPO
a X1+ DA – DB = A
b. Kendala sasaran biaya produksi TBS dari kebun inti
c X2+ DC – DD = C
c. Kendala sasaran biaya pembelian TBS dari kebun plasma
e X3+ DE – DF = E
d. Kendala sasaran target produksi dari perusahaan
X1+ DG – DH = G
e. Kendala sasaran ketersediaan TBS dari kebun inti
X1+ DI – DJ = I
f. Kendala sasaran ketersediaan TBS dari kebun plasma
g. Kendala sasaran pengolahan TBS di pabrik sesuai ketetapan rendemen
o X2+ p X3– X1+ DM – DN = 0
h. Kendala ketersediaan tenaga kerja pabrik
r X1< R
i. Kendala Ketersediaan Tenaga Kerja Panen Dan Pengangkutan
s X2 < S
j. Kendala ketersediaan waktu pengolahan
t X1< T
k. Jumlah alat transportasi yang digunakan
X4– u X2– v X3= 0
Keterangan :
a : rata-rata biaya pengolahan per ton CPO (Rp/ton CPO)
c : rata-rata biaya produksi untuk menghasilkan per ton TBS di
kebun inti (Rp/ton TBS)
e : rata-rata biaya untuk pembelian per ton TBS dari kebun
plasma (Rp/ton TBS)
o : Rendemen produksi CPO yang dihasilkan dari tiap ton TBS
kebun sendiri atau inti yang diolah
p : Rendemen produksi CPO yang dihasilkan dari tiap ton TBS
kebun plasma yang diolah
r : tenaga kerja yang diperlukan untuk menghasilkan per ton
CPO (HK/ton CPO)
s : tenaga kerja yang diperlukan untuk menghasilkan per ton
TBS (HK/ton TBS)
t : waktu yang diperlukan untuk menghasilkan per ton CPO
(jam/ton CPO)
u : Jumlah angkutan yang diperlukan untuk mengangkut per