BAB III
DATA DAN PENGOLAHAN DATA
A.
Waktu Praktikum dan Data Asisten Tiap Modul
Modul 1 : Proses BubutHari, Tanggal : Senin, 23 Februari 2015
Waktu : Pukul 07.00 -10.00
Nama Asisten : Putu Indy
NIM Asisten : 13111012
Modul 2 : Proses Gurdi
Hari, Tanggal : Senin, 23 Maret 2015
Waktu : Pukul 07.00-10.00
Nama Asisten : Dani Kusuma
NIM Asisten : 13111117
Modul 3 : Proses Freis
Hari, Tanggal : Senin, 16 Maret 2015
Waktu : Pukul 07.00-10.00
Nama Asisten : Joseph Hans
NIM Asisten : 13112036
Modul 4 : Proses Sekrap dan Broaching
Hari, Tanggal : Senin, 9 Maret 2015
Waktu : Pukul 07.00-10.00
Nama Asisten : Robi Sofiyulloh
NIM Asisten : 13111116
Modul 5 : Kerja Bangku
Hari, Tanggal : Senin, 2 Maret 2015
Waktu : Pukul 07.00-10.00
Nama Asisten : Luthfan Qashmal
NIM Asisten :1311015
B.1 Benda Kerja : Penyangga
a) Gambar Proses
Gambar Proses Facing
Gambar Proses Reduksi Diameter
Gambar Proses Pembuatan Ulir
Gambar Pembuangan Geram pada Ulir
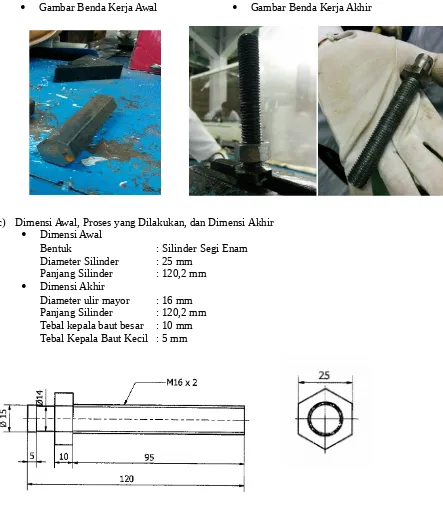
Gambar Benda Kerja Awal Gambar Benda Kerja Akhir
c) Dimensi Awal, Proses yang Dilakukan, dan Dimensi Akhir
Dimensi Awal
Bentuk : Silinder Segi Enam
Diameter Silinder : 25 mm Panjang Silinder : 120,2 mm
Dimensi Akhir
Diameter ulir mayor : 16 mm Panjang Silinder : 120,2 mm Tebal kepala baut besar : 10 mm Tebal Kepala Baut Kecil : 5 mm
d) Parameter Proses
Kedalaman Potong
Kecepatan Potong (kecepatan putar spindel)
Sudut Pahat
B.2. Benda Kerja : Dudukan
a) Gambar Proses yang Dilakukan
b) Gambar benda kerja awal dan akhir
Benda kerja awal Benda kerja akhir
1 2 3
4 5 6
c) Dimensi awal , proses yang dilakukan dan dimensi akhir
Dimensi awal
Diameter : 63.8 mm Tebal : 21.2 mm
Dimensi akhir
Diameter lubang kecil : 16 mm
Diameter lubang besar : 27 mm
Kedalaman lubang besar : 12,8 mm
Sudut chamfer : 51,4°
Diameter luar : 66 mm
Diameter dalam : 48,3 mm
Proses yang dilakukan
1. Melakukan pemasangan benda pada ragum pastikan posisi benda kerja lebih tinggi dari rahang ragum
2. Pengecekan pahat, kecepatan potong, dan kecepatan makan 3. Lakukan centering pada benda kerja dan pahat
4. Lakukan proses drilling dengan beberapa ukuran pahat
5. Untuk melakukan proses chamfer tandai benda kerja dengan menggores menggunakan pahat sesuai dengan ukuran pada gambar tekni
6. Lakukan centering pahat, putar tool post hingga mengeluarkan bunyi, gunakan tuas horizontal dan vertikal secara perlahan untuk membuat chamfer pada benda kerja 7. Amati geram yang dihasilkan, matikan mesin dan lepaskan benda kerja dari spindel
d) Parameter proses
a. Diameter Pahat
b. Kecepatan makan
c. Kecepatan potong
B.3 Benda Kerja : T-Slot
a) Gambar Proses dan Proses yang dilakukan a.1) Proses Freis
Alat : Mesin freis, Pahat freis
Proses yang dilakukan
1. Proses pembuatan alur.
Langkah-langkah:
Mengukur dimensi benda kerja
Mencekam benda kerja pada ragum
Memasang pahat jenis endmill
1 2
Menyesuaikan posisi pahat dengan posisi benda kerja
Pengaturan posisi nol dari pahat terhadap benda kerja.
Mengatur kedalaman potong, kecepatan potong dan kecepatan makan mesin freis
Melakukan proses pembuatan alur. Alur diberi di kedua sisi benda kerja
a.2) Proses Gurdi
Alat : Mesin Gurdi tiang& Pahat Gurdi diameter 13 mm
1 2 3
4 5 6
Proses yang dilakukan 1. Proses Drilling
Langkah-langkah:
a. Menandai permukaan benda kerja menggunakan penggores sesuai gambar kerja b. Memasang benda kerja ragum pada ragum dan pahat drill 5 mm pada drill chuck. c. Melonggarkan meja kerja, kemudian mengatur meja kerja agar pahat tepat pada
bagian benda kerja yang akan dilakukan proses drill.
d. Mengatur kecepatan putar spindle dengan pengaturan pada panel. e. Menyalakan mesin dan mulai proses gurdi.
f. Menurunkan pahat secara perlahan dengan memutar tuas spindle.
g. Melakukan proses gurdi secara perlahan sampai pahat menembus benda kerja. h. Mematikan mesin, kemudian melepaskan pahat dan memasang pahat 8 mm. i. Melakukan kembali prosedur proses gurdi sampai lubang menembus benda kerja.
Ganti pahat secara bertahap (pahat 9,5 mm, 10,5 mm, dan 16 mm). j. Matikan mesin gurdi dan lepas benda kerja dari ragum pada mesin gurdi.
2. Proses Tapping Langkah-langkah :
a. Pasang benda kerja pada ragum.
b. Pasang pahat tap pada pemegang pahat tap. c. Beri pelumas pada benda kerja dan pahat tap.
d. Lakukan proses tapping dengan cara memutar pahat tap yang telah dimasukkan ke benda kerja. Ganti pahat tap dan ulangi proses tapping.
Awal Akhir
c) Dimensi Awal dan Dimesi Akhir
d) Parameter Proses
1. Diameter pahat yang digunakan 2. Kecepatan makan