DAFTAR PUSTAKA
A. Abdelwali, Hilal dkk. Using Fuzzy Goal Programming Technique to Obtain
the Optimum Production of Vehicle Spare Parts, A Case Study. Kuwaii:
College of Technological Studies. 2015
Bansal, divya dkk. A Fuzzy Goal Programming Model for Bakery Production. India: Banasthali University. 2014
________
Dina Mustifa, Nur dkk. Optimasi Saving Cost dari Fuel Tankering dengan
Pendekatan Fuzzy Goal Programming Studi Kasus PT. X. Surabaya: ITS.
2015
. A Fuzzy Goal Programming Approach for Food Product Distribution
of Small and Medium Enterprises. India: Banasthali University. 2015.
Hillier, Frederick S. dan Gerald J. Lieberman. Introduction Operation Research. Third Edition. California: Holden Day, Inc. 1980.
Hosseini, Vahideh , dkk. A Fuzzy Goal Programming Model for Production
Planning of Food Industries. Iran: University of Mashhad. 2015
Jones, Dylan dan Mehrdad Tamiz. Practical Goal Programming. London: Springer New York Dordrecht Heidelberg. 2010.
Lotfi, Azzabi dkk. Fuzzy goal programming to optimization the multi-objective
problem. France: University of Anger France. 2014
Montgomery, Douglas C, dkk. Introduction to Time Series Analysis and
Forecasting. Canada: John Wiley & Sons, Inc. 2008.
Sukaria, Sinulingga. Metodologi Penelitian. Medan: USU Press. 2011.
Taghizadeh, Houshang dkk. Optimization Production Planning Using Fuzzy Goal
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi 1
1. Perencanaan produksi ialah suatu kegiatan yang berkenaan dengan penentuan apa yang harus diproduksi, berapa banyak diproduksi, kapan diproduksi dan apa sumber daya yang dibutuhkan untuk mendapatkan produk yang telah ditetapkan.
The American Production and Inventory Control Society mendefinisikan
perencanaan produksi sebagai berikut:
2. Pengendalian produksi ialah fungsi yang mengarahkan atau mengatur pergerakan material (bahan, part/komponen/subassembly dan produk) melalui seluruh siklus manufacturing mulai dari permintaan bahan baku sampai pada pengiriman produk akhir kepada pelanggan.
Ada tiga sasaran pokok yang sekaligus menjadi barometer keberhasilan perencanaan dan pengendalian produksi yaitu:
1. Tercapainya kepuasan pelanggan yang diukur dari terpenuhinya order terhadap produk tepat waktu, tepat jumlah, dan tepat mutu.
2. Tercapainya tingkat utilitas sumber daya produksi yang maksimum melalui minimisasi waktu setup, transportasi, waktu menunggu dan waktu untuk pengerjaan ulang.
1 Sukaria Sinulingga, Perencanaan, Pengendalian dan Produksi (Yogyakarta: Graha Ilmu, 2009),
3. Terhindarnya cara pengadaan yang bersifat rush order dan persediaan yang berlebihan.
3.1.1. Sifat-Sifat Perencanaan Produksi 2
1. Berjangka Waktu
Perencanaan produksi harus mempunyai sifat-sifat sebagai berikut:
Proses produksi merupakan proses yang sangat kompleks. Proses tersebut memerlukan keterlibatan bermacam-macam tingkat keterampilan tenaga kerja, peralatan, dan informasi yang biasanya dilakukan secara terus menerus dalam jangka waktu yang sangat lama. Lingkungan yang dihadapi perusahaan, pola permintaan, tersedianya bahan baku dan bahan penunjang, iklim usaha, peraturan pemerintah, persaingan, dan lain-lain selalu menunjukkan pola yang tidak menentu dan akan selalu berubah dari waktu ke waktu. Oleh karena itu perusahaan tidak mungkin dapat membuat suatu rencana produksi yang dapat digunakan untuk selamanya. Dalam perencanaan produksi, biasanya di jumpai tiga jenis perencanaan berdasarkan periode waktu yang dicakup oleh perencana tersebut, yaitu:
a. Perencanaan Produksi Jangka Panjang b. Perencanaan Produksi Jangka Menengah c. Perencanaan Produksi Jangka Pendek
2. Berjenjang
Perencanaan produksi akan bertingkat dari perencanaan produksi level tinggi sampai perencanaan produksi level rendah, di mana perencanaan produksi level yang lebih rendah adalah merupakan penjabaran dari perencanaan produksi level yang lebih tinggi. Berdasarkan pengelompokan perencanaan produksi atas dasar jangka waktu di atas, maka dapat dijelaskan sebagai berikut:
a. Perencanaan produksi jangka panjang biasanya melihat 5 tahun atau lebih kedepan. Jangka waktu terpendeknya adalah ditentukan oleh berapa lama waktu yang dibutuhkan untuk mengubah kapasitas yang tersedia. Hal ini meliputi waktu yang dibutuhkan dalam menyelesaikan desain dari bangunan dan peralatan pabrik yang baru, konstruksinya, instalasinya, dan hal-hal lainnya samapai fasilitas baru tersebut siap dioperasikan.
b. Perencanaan produksi jangka menengah ini dapat disebut juga perencanaan aggregat yang mempunyai horizon perencanaan antara 1 sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah ditetapkan pada perencanaan produksi jangka panjang. Perencanaan agregat didasarkan pada peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada (jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah
supplier dan subkontrak), dengan asumsi kapasitas produksi relatif tetap.
sumber daya yang tersedia (jumlah departemen, waktu shift yang tersedia, banyaknya operator tingkat persediaan yang dimiliki dan peralatan yang ada), sesuai batasan-batasan yang ditetapkan pada perencanaan agregat. 3. Terpadu
Perencanaan produksi melibatkan banyak faktor seperti bahan baku, mesin/peralatan, tenaga kerja, dan waktu dimana semua faktor tersebut harus sesuai dengan kebutuhan yang direncanakan dalam mencapai target produksi tertentu yang didasarkan atau perkiraan. Masing-masing faktor tersebut tidak harus direncanakan sendiri-sendiri sesuai dengan keterbatasan yang ada pada masing-masing faktor yang dimiliki perusahaan, tetapi rencana tersebut harus dibuat dengan mengacu pada suatu rencana terpadu untuk produksi. Rencana produksi tersebut juga harus terkait dengan rencana-rencana lain yang berpengaruh langsung terhadap rencana produksi, seperti pemeliharaan, rencana tenaga kerja, rencana pengadaan material, dan sebagainya.
4. Berkelanjutan
5. Terukur
Selama pelaksanaan produksi, realisasi dari rencana produksi akan selalu dimonitori untuk mengetahui apakah terjadi penyimpangan dari rencana yang telah ditetapkan. Untuk mengetahui ada tidaknya penyimpangan, maka rencana produksi harus menetapkan suatu nilai yang dapat diukur, sehingga dapat digunakan sebagai dasar untuk menetapkan ada tidaknya penyimpangan. Nilai-nilai tersebut dapat berupa target produksi dan jika dalam realisasinya tidak memenuhi target produksi, maka kita dengan mudah dapat mengukur berapa besar penyimpangan menyusun rencana berikutnya.
6. Realistik
Rencana produksi yang dibuat harus disesuaikan dengan kondisi yang ada di perusahan, sehingga target yang ditetapkan merupakan nilai yang realistis untuk dapat dicapai dengan kondisi yang dimiliki perusahaan pada saat rencana tersebut dibuat. Jika recana produksi dibuat tanpa memperhitungkan kondisi yang ada pada perusahaan, maka perencanaan yang dibuat tidak akan ada gunanya karena target produksi yang ditetapkan sudah pasti tidak akan dapat dicapai. Selain itu, penyimpangan pelaksanaannya tidak dapat diketahui karena pelaksanaannya tidak akan pernah tepat sesuai dengan rencana. Dengan membuat suatu rencana yang realistis, maka akan dapat memotivasi pelaksana untuk berusaha mencapai apa yang telah disusun pada rencana tersebut.
7. Akurat
dimunculkan dalam target produksi dapat dipertanggungjawabkan. Kesalahan dalam membuat perkiraan nilai parameter produksi akan berakibat fatal terhadap rencana produksi yang disusun. Demikian juga perhitungan yang dilakukan dalam penentuan nilai variabel produksi berdasarkan nilai parameter produksi harus dilakukan seteliti mungkin, sehingga tidak akan terjadi kesalahan yang sama.
8. Menantang
Meskipun rencana produksi harus dibuat serealistis mungkin, hal ini bukan berarti rencana produksi harus menetapkan target yang dengan mudah dapat dicapai. Rencana produksi yang baik harus menetapkan target produksi yang dapat dicapai dengan usaha yang sungguh-sungguh.
3.1.2. Kegiatan-Kegiatan Perencanaan Produksi 3
Untuk berhasilnya kegiatan perencanaan produksi, maka perlu adanya kerjasama yang baik dengan bagian-bagian lain yang ada di pabrik tersebut, seperti:
1. Dengan bagian teknik dan pengolahan, yaitu mengenai urut-urutan operasi pengerjaan suatu produk, waktu yang dibutuhkan serta fasilitas yang diperlukan.
2. Dengan bagian pembelian, yaitu mengenai pembelian bahan-bahan dan komponen yang dibutuhkan untuk membuat produk tersebut.
3. Dengan manager persediaan, yaitu mengenai penyimpanan bahan-bahan atau barang-barang yang diterima dan produk yang selesai dikerjakan serta penyediaan bahan-bahan pada saat dibutuhkannya.
3.2. Peramalan 4
4 Rosnani Ginting, Sistem Produksi (Yogyakarta: Graha Ilmu, 2007), h. 31.
5
Peramalan berdasarkan metode kuantitatif (intrinsic forecasting) mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Peramalan mencakup analisis data masa lalu untuk menemukan pola permintaan dan berdasarkan pola ini diproyeksikan besarnya permintaan pada masa yang akan datang.
6
1. Defenisikan tujuan peramalan
Prosedur umum yang digunakan dalam peramalan secara kuantitatif adalah:
2. Pembuatan diagram pencar (scatter diagram)
3. Pilih minimal dua metode peramalan yang dianggap sesuai. 4. Hitung parameter-parameter fungsi peramalan.
5. Hitung kesalahan setiap metode peramalan.
6. Pilih metode yang terbaik, yaitu yang memiliki kesalahan terkecil. 7. Lakukan verifikasi peramalan.
3.2.1.Metode Proyeksi Kecenderungan dengan Regresi 7
Metode kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat diproyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Bentuk fungsi dari metode ini dapat berupa:
1. Konstan, dengan fungsi peramalan (Yt):
Yt = a, dimana
N Y a=
∑
1dimana
Yt = nilai tambah N = jumlah periode
2. Linier, dengan fungsi peramalan: Yt = a + bt
dimana :
n bt Y
a= −
( ) ( )
( )
∑ ∑
∑ ∑ ∑
− − −= 2 2
t t n y t ty n b
3. Kuadratis, dengan fungsi peramalan : Yt = a + bt + ct2
dimana : n t c t b Y
a =
∑
−∑ ∑
−2
∂ −
=θ bα
c 2 α β θα δ − ∂∂ − = b
( )
∑
−∑
=∂ 2 2 4
t n t
∑ ∑
−∑
= t Y n tY
δ
∑ ∑ ∑
− = t2 Y n t2Yθ
∑ ∑
−∑
= 2 2 3
t n t t
α
4. Eksponensial, dengan fungsi peramalan : Yt = aebt
dimana : n t b Y
a=
∑
ln −∑
ln
( )
22 ln ln ln
∑
∑
∑
∑
∑
− − = t t n Y t Y t n a5. Siklis, dengan fungsi peramalan : n t c n b a Yt τ τ 2 cos 2 sin ˆ = + + dimana : n t c n t b na
Y sin2τ
∑
cos2τ∑
= + + n t n t c n b n t a n tYsin2τ
∑
sin2τ sin2 2τ∑
sin2τ cos2τ∑
= + + n t n t b n c n t a n tYcos2τ cos2τ cos2 2τ sin2τ cos2τ
∑
∑
∑
∑
= + +3.2.2.Kriteria Performance Peramalan 8
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, antara lain adalah:
1. Mean Square Error (MSE)
(
)
N F X MSE 2 t t N 1 t − =∑
= dimana: tX : data aktual periode t
t
F : nilai ramalan periode t N : banyaknya periode
2. Standard Error of Estimate (SEE)
(
)
f N F X SEE N 1 t 2 t t − − =∑
= dimana : F = Derajat Kebebasan Untuk data konsatan, f=1 Untuk data linear, f=2 Untuk data kwadratis, f=3 Untuk data siklis, f=3 3. Percentage Error (PE)×100%
− = t t t t X F X PE
4. Mean Absolute Percentage Error (MAPE) N PE MAPE t N 1 t
∑
= =3.2.3. Proses Verifikasi 9
A
B C
A B
C Y-Yf
UCL = 2.66 MR
-1/3 x 2.66 MR -2/3 x 2.66 MR Central Line = MR
2/3 x 2.66 MR 1/3 x .66 MR
LCL = -2.66 MR
Proses verifikasi digunakan untuk melihat apakah metode peramalan yang diperoleh representatif terhadap data. Proses verifikasi dilakukan dengan menggunakan Moving Range Chart (MRC). Dari peta ini dapat terlihat apakah sebaran berada di dalam batas kontrol ataupun sudah di luar kontrol. Proses verifikasi dengan menggunakan Moving Range Chart (MRC) dapat dilihat pada Gambar 3.1.
Gambar 3.1. Moving Range Chart
Harga MR diperoleh dari:
Dimana :
(
) (
)
11− −
− −
= T Tt t− Ft
t Y Y Y Y
MR
atau : MRt =et−et−1
Kondisi out of control dapat diperiksa dengan menggunkan empat aturan berikut :
1. Aturan Satu Titik
Bila ada titik sebaran (Y-YF) berada di luar UCL dan LCL. Walaupun jika semua titik sebaran berada dalam batas kontrol belum tentu fungsi/metoda representatif. Untuk itu penganalisaan perlu dilanjuti dengan membagi MRC menjadi tiga daerah yaitu A, B, dan C.
2. Aturan Tiga Titik
Bila ada tiga buah titik secara berurutan berada pada salah satu sisi, yang mana dua di antaranya jatuh pada daerah A.
3. Aturan Lima Titik
Bila ada lima buah titik secara berurutan berada pada salah satu sisi, yang mana empat di antaranya jatuh pada daerah B.
4. Aturan Delapan Titik
3.3. Pengukuran Waktu 10
1. Pengukuran waktu kerja secara langsung
Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu baku (standard time) penyelesaian pekerjaan guna memilih alternatif metode kerja terbaik, maka perlu diterapkan prinsip-prinsip dan teknik-teknik pengukuran kerja (work measurement atau time study). Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Secara singkat pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Pada garis besarnya teknik-teknik pengukuran waktu kerja ini dapat dibagi atau dikelompokkan ke dalam dua bagian, yaitu:
Pengukurannya dilaksanakan secara langsung yaitu di tempat dimana pekerjaan yang diukur dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (work sampling).
2. Pengukuran waktu kerja secara tidak langsung
Pengukurannya dilakukan dengan menghitung waktu kerja tanpa si pengamat harus ditempat kerja yang diukur. Di sini aktivitas yang dilakukan hanya melakukan perhitungan waktu kerja dengan membaca tabel-tabel waktu yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen-elemen pekerjaan atau elemen-elemen gerakan. Cara ini bisa dilakukan dalam
aktivitas data waktu baku (standard data) dan data waktu gerakan (predetermined time system).
3.3.1. Pengukuran Waktu Kerja dengan Jam Henti (Stopwatch Time Study) 11
1. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada. Dalam penentuan tujuan tersebut, dibutuhkan adanya tingkat kepercayaan dan tingkat ketelitian yang digunakan dalam pengukuran jam henti.
Pengukuran waktu kerja dengan jam henti (stopwatch time study) pertama diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu. Metode ini terutama sekali baik untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu.
Langkah-langkah pengukuran waktu kerja dengan menggunakan
stopwatch time study adalah:
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus yang dilaksanakan ini sudah memenuhi syarat atau tidak, tes pula keseragaman data yang diperoleh.
6. Tetapkan rating factor operator. Rating factor ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performansi operator.
7. Sesuaikan waktu pengamatan berdasarkan performansi kerja yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas. Waktu longgar yang diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan
yang bersifat personal, kelelahan, dan keterlambatan material.
9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu normal dan waktu longgar.
3.3.2. Uji Keseragaman Data 12
dalam batas kontrol dan data dikatakan tidak seragam jika berada diluar batas kontrol. Berikut langkah-langkah untuk pengujian keseragaman data:
a. Hitung rata-rata dari seluruh data pengamatan dengan:
Dimana:
= harga rata-rata dari seluruh pengamatan
k = banyaknya data pengamatan
b. Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan:
Dimana:
= harga standar deviasi dari seluruh data pengamatan
N = jumlah pengamatan yang dilakukan xi = waktu penyelesaian yang teramati
c. Tentukan batas kontrol atas dan bawah (BKA dan BKB) dengan: BKA = + Zα/2 σx
BKB = Zα/2 σx
Zα/2= Titik Z yang diperoleh dengan mencari nilai area kurva sebesar α/2 pada tabel distribusi normal
Batas-batas kontrol ini merupakan batas kontrol apakah grup seragam atau tidak.
3.3.3. Uji Kecukupan Data 13
Uji kecukupan data berguna untuk memastikan bahwa jumlah sampel yang
telah dikumpulkan telah cukup mewakili populasi, sehingga dapat digunakan bagi
pengolahan data selanjutnya. Pengujian ini dilakukan dengan menggunakan rumus: 2
Dimana:
t = waktu pengamatan setiapelemen kerja untuk tiap siklus yang diukur
k = angka deviasi standar yang besarnya tergantung pada tingkat keyakinan (confidence level) yang diambil, dimana:
- 90% confidence level : k = 1,65
- 95% confidence level : k = 2,00
- 99% confidence level : k = 3,00
s = derajat ketelitian dari data t yang dikehendaki, yang menunjukkan maksimum
penyimpangan yang bisa diterima dari nilai t yang sebenarnya
n = jumlah siklus pengamatan/pengukuran awal yang telah dilakukan untuk elemen
kegiatan tertentu yang dipilih
N’ = jumlah siklus pengamatan/pengukuran yang seharusnya dilaksanakan agar
dapat diperoleh presentase kesalahan (error) minimum dalam mengestimasi t
Jumlah pengukuran waktu dikatakan cukup apabila jumlah pengukuran
minimum dibutuhkan secara teoritis lebih kecil atau sama dengan jumlah pengukuran
pendahuluan yang sudah dilakukan (N‟ < n). Jika jumlah pengukuran masih belum
mencukupi maka harus dilakukan pengukuran lagi sampai jumlah pengukuran
tersebut cukup.
3.3.4. Rating Factor and Allowance 14
1. Keterampilan (Skill)
Rating factor adalah perbandingan performansi seorang pekerja dengan
konsep normalnya. Salah satu cara menentukan faktor penyesuaian adalah dengan
menggunakan cara Westinghouse. Terdapat 4 faktor yang dianggap sangat
menentukan kewajaran atau ketidakwajaran dalam bekerja, yaitu:
Keterampilan didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai tingkat tertentu saja, tingkat mana merupakan kemampuan maksimal yang dapat diberikan oleh pekerja yang bersangkutan. Secara psikologis keterampilan merupakan aptitude untuk pekerjaan yang bersangkutan.
2. Usaha (Effort)
Yang dimaksud dengan usaha disini adalah kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan pekerjaannya. Usaha mempunyai korelasi yang kuat dengan keterampilan.
3. Kondisi Kerja (Condition)
Yang dimaksud dengan kondisi kerja adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur, dan kebisingan ruangan. Kondisi kerja merupakan faktor di luar operator yang diterima apa adanya oleh operator tanpa banyak kemampuan mengubahnya. Oleh sebab itu, faktor kondisi sering disebut sebagai faktor manajemen karena pihak inilah yang dapat dan berwenang merubah atau memperbaikinya.
4. Konsistensi (Consistency)
Faktor ini merupakan konsistensi pekerja dalam menyelesaikan pekerjaannya dari suatu kerja ke kerja yang lain tanpa mengalami banyak perubahan yang berarti.
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. Kelonggaran diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
Kelonggaran yang termasuk di dalam kebutuhan pribadi adalah hal-hal sepeti
minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil,
bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun
kejenuhan dalam sewaktu bekerja.
2. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari
melakukan suatu pekerjaan.
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar
kekuasaan/kendali pekerja, seperti mesin macet, listrik padam, dan lain-lain.
Angka-angka yang diberikan pada setiap kelas dari faktor Westinghouse dan
nilai kelonggaran (allowance) dapat dilihat pada Lampiran 1.
3.3.5. Perhitungan Waktu Normal dan Waktu Baku 15
Waktu normal untuk suatu elemen operasi kerja adalah semata-mata menunjukkan bahwa seorang operator yang berkualifikasi baik akan bekerja menyelesaikan pekerjaan pada kecepatan/tempo kerja yang normal. Waktu normal merupakan waktu siklus dengan telah mempertimbangkan rating factor. Waktu baku adalah waktu yang digunakan untuk menyelesaikan satu siklus pekerjaan
yang dilakukan menurut metode kerja tertentu pada kecepatan normal dengan
mempertimbangkan allowance. Adapun rumus waktu normal dan waktu baku adalah:
Wn = Wt x Rf
Dimana:
Wn = waktu normal
Wt = waktu terpilih
Rf = rating factor (1+ Westinghouse factor)
Wb = Wn x
Dimana:
Wb = waktu baku All = allowance
3.4. Goal Programming
3.4.1. Terminologi Goal Programming 16
1. Sebagai decision makers, pembuat keputusan yang dimaksud adalah perorangan, organisasi, atau pemegang saham yang memiliki masalah dalam mempertimbangkan sumberdaya yang dimiliki.
Formulasi goal programming (Dylan, 2010) pertama kali dikenalkan oleh Charnes (1955) dalam bidang Excecutif compensation. Defenisi dasar dan konsep dari bidang multicriteria decision making dan mathematical programming adalah untuk goal programming, sehingga goal programming dapat didefenisikan dalam banyak bidang, yaitu:
2. Sebagai decision variable, yaitu faktor-faktor yang ingin dikontrol. Decision
variable menjelaskan masalah dan formulasi keputusan yang akan dibuat.
Tujuan dari goal programming adalah dapat menunjukkan seluruh kombinasi yang mungkin digunakan sebagai variabel yang dapat menerjemahkan titik tujuan pencapaian dengan batasan-batasan yang dimiliki.
3. Criterion yaitu pengukuran yang digunakan sebagai solusi terbaik, ada
banyak kriteria dalam berbagai bidang pencapaian yang dapat digunakan dalam pengambilan keputusan, tetapi hanya ada beberapa yang paling diutamakan berkenaan dengan tujuan yang ingin dicapai, beberapa level kriteria seperti:
a. Cost
b. Profit
c. Waktu d. Jarak
e. Kinerja sistem f. Strategi perusahaan
g. Tujuan khusus perorangan (pemegang saham)
h. Berbasiskan keamanan (safety
Objective yaitu kriteria dengan informasi tambahan yang memiliki tujuan
tertentu seperti maksimisasi atau minimisasi yang mana dipilih berdasarkan skala kepentingan, seperti meminimisasi biaya atau maksimisasi kinerja sistem, sedangkan permasalahan dengan tujuan untuk maksimisasi dan minimisasi disebut sebagai multi-objective optimization problem.
Goal mengacu pada kriteria dan level yang ditargetkan yang ingin dicapai.
Terdapat tiga tipe prinsip dari fungsi tujuan yang ditunjukkan dalam Tabel 3.1. Tabel 3.1. Tiga Tipe Prinsip Fungsi Tujuan
Tipe Goal Keterangan Contoh
1 Pencapaian level target adalah titik batas atas (at
most the target level)
Cost tidak boleh lebih
dari anggaran $1 M 2 Mencapai setidaknya level
yang telah ditargetkan (at
least the target level)
Memproduksi setidaknya 20 item produk
3 Pencapaian tepat pada level yang ditargetkan
Pekerja hanya 20 orang saja.
Sumber: Dylan Jones dan Mehrdad Tamiz, 2010
variabel deviasi positif. Kalau nilai yang dicapai dibawah level target maka disebut variabel deviasi negatif.
Makna dari goal programming adalah minimisasi variabel deviasi yang tidak diinginkan, untuk goal tipe 1 yaitu less is better atau nilai yang lebih rendah adalah lebih baik maka variabel deviasi positif dianggap sebagai variabel deviasi yang tidak diharapkan, untuk goal tipe 2 more is better atau nilai yang melebihi target lebih baik, maka variabel deviasi negatif dianggap sebagai variabel deviasi yang tidak diharapkan, sedangkan untuk goal tipe 3 kedua variabel deviasi positif dan negatif dianggap sebagai variabel deviasi yang tidak diharapkan.
Konstrain adalah fungsi kendala yang menunjukkan pembatasan dalam variabel keputusan yang harus dipenuhi agar solusi dapat diterapkan dalam paktik. Konstrain berbeda dengan konsep dari goal, yang apabila tidak tercapai secara tidak langsung membuat solusi tidak dapat diterapkan. Konstrain secara normal adalah sebuah fungsi persamaan atau pertidaksamaan.
Tanda pembatas adalah sebuah tanda atau simbol yang membatasi keputusan tunggal atau variabel deviasi untuk menunjukkan range nilai. Tanda pembatas yang paling umum adalah untuk menunjukkan variabel non-negative dan berlangsung terus-menerus (kontinu).
3.4.2. Filosofi yang Mendasari 17
1. Kepuasan, goal programming adalah salah satu teknik yang menggunakan kepuasan sebagai basis utama. Kepuasan menjelaskan sebuah perilaku yang mana akan dicapai oleh pembuat keputusan sebagai defenisikan tujuan (goal), apabila tujuan (goal) tercapai maka akibat dari keputusan yang telah diambil menunjukkan kepuasan.
Goal programming dapat dimanfaatkan secara penuh, penting untuk
memahami pilosofi dan konsep ekonomi yang mendukung fungsi matematis, hal ini akan memastikan jenis goal programming yang dipilih adalah metode yang tepat dan parameter yang digunakan telah sesuai.
2. Mengoptimalkan, optimal dalam konteks pengambilan kepututsan menunjukkan cara untuk menemukan keputusan yang memberikan nilai terbaik dari beberapa himpunan nilai yang mungkin dipilih sebagai kepututsan. Ada tiga situasi yang perlu dicatat yang merupakan bagian penting dalam pilosofi optimal yaitu
a. Apabila target dari goal disusun sangat optimistik seperti pada nilai ideal yang ditetapkan dan tujuan (goal) maka pilosofi yang utama berubah dari kepuasan menjadi pengoptimalan.
b. Apabila yang ingin dicapai adalah pengoptimalan pareto dan pemulihan maka pilosofi yang dipilih adalah kombinasi antara kepuasan dengan pengoptimalan secara bersamaan.
c. Apabila tujuan (goal) memiliki 2 sisi (misalnya situasi nilai optimal antara
more is better atau less is better) maka kepuasan dan pengoptimalan
dianggap sebagai nilai yang sama untuk pencapaian tujuan (goal).
3. Keseimbangan, dalam banyak permasalahan goal programming tidak cukup hanya melihat pada rata-rata pencapaian level dari goal tanpa melihat pada keseimbangan antara pencapaian tujuan.
3.4.3. Analisis Hasil dari Goal Programming 18
1. Nilai dari variabel keputusan, keputusan yang diambil tidak secara langsung memberikan informasi mengenai pencapaian tujuan (goal) tetapi secara mendasar membantu untuk menunjukkan bayangan (visualisasi) dari solusi, menunjukkan potensi kesulitan pencapaian, dan memastikan bahwa solusi tersebut dapat diimplementasikan dalam praktik.
Terdapat beberapa kunci mengukur output goal programming (Dylan,
2010) yaitu:
2. Level pencapaian dari tujuan (goal), sebuah kunci penyusunan informasi adalah seberapa dekat nilai yang dicapai dibandingkan dengan nilai yang ditargetkan, apakah berada diatas pencapaian, melebihi pencapaian atau tepat memenuhi. Informasi ini dapat ditunjukkan langsung atau sebagai nilai dari variabel deviasi.
3. Keseimbangan relatif antar tujuan (goal), seperti yang dilihat pada nilai pasti dari goal, keseimbangan pencapaian tujuan antara tujuan yang satu dengan
yang lain dapat ditinjau kembali berdasarkan tingkat kepentingan yang diharapkan.
4. Nilai dari fungsi pencapaian, dapat memberikan informasi mengenai total level dari deviasi tujuan apabila masing-masing tujuan memiliki prioritas yang berbeda.
5. Status dari konstrain atau kendala, solusi akan menunjukkan level slack atau
surplus dalam beberapa fungsi pertidaksamaan kendala dan mengindikasikan
kendala mana yang merupakan bagian terpenting, yaitu dimana tidak ada
slack ataupun surplus karena sumber daya seluruhnya telah digunakan.
6. Teknik memodelkan informasi, informasi akan membantu memodelkan error dari goal programming.
Ide dasar goal programming (Frederick, 1980) adalah untuk menetapkan tujuan numerik yang spesifik untuk masing-masing tujuan, merumuskan fungsi tujuan untuk setiap tujuan, dan kemudian mencari solusi yang meminimalkan (bobot) jumlah penyimpangan fungsi-fungsi objektif dari tujuan masing-masing. Untuk menjelaskan fungsi matematis, x1, x2,...,xn menunjukkan variabel keputusan dan K adalah dianggap sebagai angka dari tujuan, untuk masing-masing tujuan k (k=1, 2,..., K). Cjk koefisien dari xj (j= 1, 2, ..., n) dan gk adalah goal dari fungsi tujuan, berikut formulasinya
Sehingga model goal programming menjadi Minimize
3.5. Logika dan Himpunan Fuzzy 19
1. Konsep logika fuzzy mudah dimengerti dan sangat fleksibel.
Logika fuzzy adalah suatu cara yang tepat untuk memetakan suatu ruang input
ke dalam suatu ruang output. Terdapat beberapa alasan mengapa logika fuzzy
digunakan, antara lain:
2. Memiliki toleransi terhadap data-data yang tidak tepat.
3. Mampu memodelkan fungsi-fungsi non linear yang sangat kompleks.
4. Dapat membangun dan mengaplikasikan pengalaman-pengalaman para pakar
secara langsung tanpa harus melalui proses pelatihan.
5. Dapat bekerjasama dengan teknik-teknik kendali secara konvensional.
6. Logika fuzzy didasarkan pada bahasa alami.
Pada himpunan tegas (crisp), nilai keanggotaan suatu item x dalam suatu himpunan A, yang sering ditulis dengan µ[x], memiliki 2 kemungkinan, yaitu: 1. satu (1), yang berarti bahwa suatu item menjadi anggota dalam suatu himpunan 2. nol (0), yang berarti bahwa suatu item tidak menjadi anggota dalam suatu
himpunan. Contoh: Jika diketahui:
S = {1,2,3,4,5,6} adalah semesta pembicaraan A = {1,2,3}
B = {3,4,5}
bisa dikatakan bahwa:
19 Sri Kusumadewi dan Hari Purnomo, Aplikasi Logika Fuzzy untuk Pendukung Keputusan
a. Nilai keanggotaan 2 pada himpunan A, µ[2] = 1, karena 2∈A
b. Nilai keanggotaan 3 pada himpunan A, µ[2] = 1, karena 3∈A
c. Nilai keanggotaan 4 pada himpunan A, µ[2] = 1, karena 4 ∉A
d. Nilai keanggotaan 2 pada himpunan B, µ[2] = 1, karena 2 ∉B
e. Nilai keanggotaan 3 pada himpunan B, µ[2] = 1, karena 3∈B
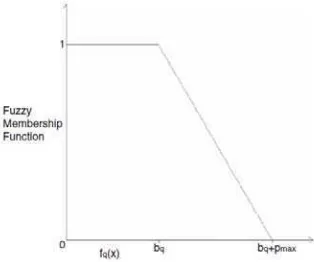
3.5.2 Fuzzy Goal Programming 20
1. Sisi kanan (tidak mengharapkan deviasi positif)
Fuzzy Goal programming (Dylan, 2010) menggunakan teori himpunan
fuzzy untuk menangani tingkat dari ketidaktepatan dalam model goal
[image:31.595.243.400.571.702.2]programming. Ketidaktepatan ini biasanya berkaitan dengan nilai target tujuan (bq) tetapi juga bisa berhubungan dengan aspek-aspek lain dari program tujuan seperti struktur prioritas. Ada beberapa pembagian fungsi Fuzzy adalah sebagai berikut:
2. Sisi kiri (tidak mengharapkan deviasi negatif)
Gambar 3.3. Fungsi Fuzzy Linear Naik
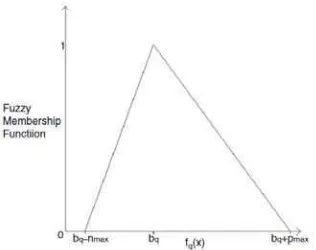
[image:32.595.235.393.589.714.2]3. Triangular (kedua deviasi tidak diharapkan)
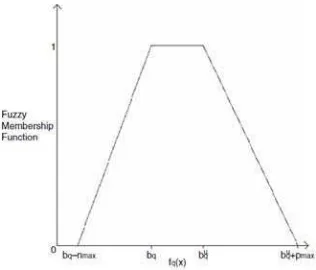
4. Trapezoidal (kedua deviasi tidak diharapkan dengan interval dari pemenuhan
[image:33.595.242.400.306.441.2]kepuasan)
Gambar 3.5. Fungsi Fuzzy Trapezoidal
Keterangan:
= fungsi keanggotaan fuzzy
= tingkat penyimpangan negatif
= target level dari masing-masing goal
= batas bawah interval toleransi
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Tempat penelitian yaitu pada pabrik PT. Neo National yang berlokasi di Jalan M.G Manurung No. 98, Medan Amplas, Sumatera Utara. Waktu penelitian dilakukan pada bulan April 2016 sampai Juli 2016.
4.2. Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian deskriptif. Penelitian deskriptif ialah suatu penelitian yang dilakukan untuk mendapatkan temuan-temuan praktis / untuk keperluan pengambilan keputusan operasional (Sukaria, 2012).
4.3. Objek Penelitian
Objek penelitian yang diamati adalah waktu proses molding, waktu proses perakitan produk, ketersediaan jam kerja proses produksi, harga pokok produksi dan harga jual produk DS 121 HN dan DS 108 HN.
4.4. Variabel Penelitian
Variabel independen dalam penelitian ini adalah:
1. Jumlah penjualan yaitu jumlah permintaan pasar terhadap produk dispenser. 2. Jumlah produksi yaitu jumlah produk dispenser yang dihasilkan setiap
periode waktu.
3. Biaya produksi merupakan total biaya yang dikeluarkan untuk menghasilkan sebuah dispenser.
4. Harga jual merupakan harga pokok penjualan produk belum termasuk keuntungan.
5. Jumlah ketersediaan waktu kerja
4.5. Instrumen Penelitian
Instrumen penelitian yang digunakan dalam pengumpulan data adalah dengan metode wawancara dilakukan kepada manajer dan juga operator, selain dari pada itu digunakan checksheet sebagai lembar kerja pencatatan pada lantai produksi. Pengukuran waktu penyelesaian produk digunakan stopwatch.
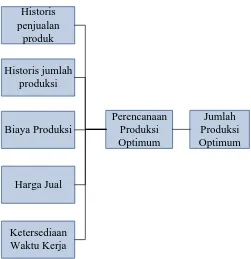
4.6. Kerangka Konseptual
Historis penjualan
produk
Historis jumlah produksi
Biaya Produksi
Ketersediaan Waktu Kerja
Perencanaan Produksi Optimum
Harga Jual
[image:37.595.185.436.109.368.2]Jumlah Produksi Optimum
Gambar 4.1. Kerangka Konseptual
4.7. Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Tahap awal penelitian yaitu studi pendahuluan untuk mengetahui kondisi perusahaan, proses produksi, informasi pendukung yang diperlukan.
2. Identifikasi masalah nyata yang menjadi masalah pada perencanaan produksi untuk produk dispenser tipe DS 108 HN dan DS 121 HN.
3. Studi kepustakaan mengenai perencanaan produksi dan pendekatan Goal
Programming dan Fuzzy Goal Programming.
5. Formulasi fungsi pemecahan masalah
6. Pengolahan data dengan menggunakan metode Fuzzy Goal Programming menggunakan software LINDO 6.0.
7. Analisis terhadap hasil pengolahan data.
8. Kesimpulan dan saran diberikan untuk penelitian
4.8. Pengumpulan Data 4.8.1. Sumber Data
Berdasarkan cara pengumpulannya, data yang digunakan dalam penelitian ini adalah:
a. Data primer adalah data yang diperoleh langsung dari objek penelitian oleh peneliti yaitu data waktu proses produksi.
b. Data sekunder adalah data yang diperoleh berdasarkan data historis perusahaan dan wawancara operator. Data yang termasuk kategori ini adalah:
a. Data mesin dan peralatan b. Jumlah produksi
c. Jumlah permintaan d. Jumlah bahan baku
e. Ketersediaan Waktu Kerja f. Biaya produksi
4.8.2. Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini adalah: 1. Penentuan operator pada masing-masing stasiun kerja
2. Pengukuran waktu elemen kerja dan waktu perpindahan pada masing-masing stasiun sebanyak 10 kali pengukuran dengan menggunakan stopwatch.
3. Penentuan rating factor operator dimana operator yang diukur sama dengan operator yang dipilih untuk mengukur waktu elemen kerja dan waktu perpindahan pada masing-masing stasiun kerja.
4. Penentuan allowance dari operator.
4.9. Metode Pengolahan Data
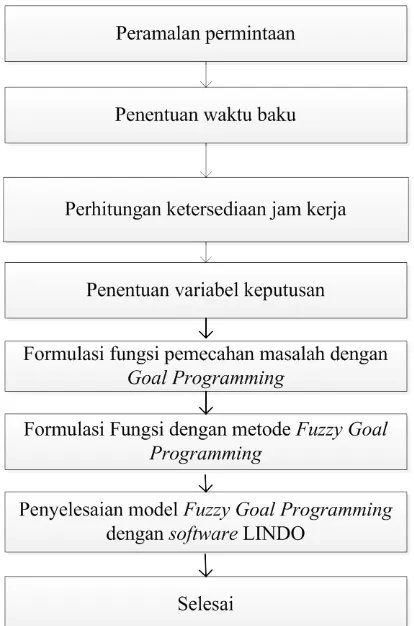
Langkah-langkah pengolahan data yaitu sebagai berikut: 1. Peramalan permintaan
Peramalan permintaan dilakukan untuk mengetahui estimasi permintaan pada 12 periode mendatang, dimana data yang digunakan sebagai dasar dalam melakukan permalan adalah data permintaan 12 periode sebelumnya.
2. Perhitungan waktu baku
Perhitungan waktu baku dilakukan untuk mengetahui waktu yang dibutuhkan dalam memproduksi satu buah dispenser. Data diperoleh dari pengukuran waktu penyelesaian produk dan dilakukan perhitungan dengan metode
stopwatch time study.
4. Penentuan variabel keputusan
Variabel keputusan dalam penelitian ini adalah jumlah masing-masing tpe dispenser yang akan diproduksi.
X1 = jumlah produk dispenser tipe DS 121 HN X2 = jumlah produk dispenser tipe DS 108 HN
5. Formulasi fungsi pemecahan masalah dengan metode goal programming
a. Formulasi fungsi kendala, yaitu ketersediaan jam kerja proses molding dan ketersediaan jam kerja proses perakitan produk.
b. Formulasi fungsi sasaran, yaitu memaksimalkan jumlah produksi sesuai dengan pemenuhan jumlah permintaan yang diperoleh dari hasil peramalan dan memaksimalkan jumlah keuntungan.
6. Formulasi fungsi sasaran dengan metode fuzzy goal programming.
7. Pengolahan data dengan menggunakan metode Fuzzy Goal Programming menggunakan software LINDO 6.0.
Gambar 4.2. Blok Diagram Pengolahan Data
Identifikasi Masalah Ketidakpastian Permintaan
Perumusan Masalah Kesamaran goal yang ada yaitu batasan jumlah produksi, jumlah persediaan maksimal/
minimal, batasan ketersediaan jam kerja dan pendapatan minimal
Penetapan Tujuan Perencanaan produksi yang optimum
Pengumpulan Data
Pengumpulan data primer berupa data waktu produksi dan data sekunder berupa gambaran umum perusahaan, struktur organisasi perusahaan, data mesin dan peralatan, data produksi, data permintaan, data ketersediaan waktu kerja, biaya
produksi, harga jual produk
Pengolahan Data 1. Peramalan permintaan
2. Perhitungan waktu baku
3. Perencanaan produksi dengan goal programming 3. Perencanaan produksi dengan fuzzy goal programming a. Penentuan variabel keputusan
b. Penentuan fungsi tujuan dan fungsi kendala
c. Penentuan toleransi interval untuk setiap fungsi kendala d. Penyusunan Model fuzzy goal programing
e. Penyelesaian model fuzzy goal programming dengan software LINDO 6.1.
Analisis Pemecahan Masalah
Kesimpulan dan Saran Mulai
Selesai Studi Lapangan
1. Gambaran umum perusahaan 2. Proses produksi
3. Kondisi pabrik
Studi Literatur
1. Teori Buku mengenai fuzzy goal programming 2. Referensi Jurnal Penelitian
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Pengumpulan data yang dilakukan selama penelitian di PT. Neo National dalam penyusunan perencanaan produksi yang optimum adalah sebagai berikut: 1. Data permintaan dari Mei 2015 – April 2016
2. Data ketersediaan jam kerja dari Mei 2015 – April 2016 3. Waktu siklus pengerjaan dispenser
4. Harga pokok produksi dan penjualan produk dispenser
5.1.1. Data Permintaan dari Mei 2015 – April 2016
Data permintaan dispenser pada PT. Neo National Mei 2015 – April 2016 dibagi menjadi 2 tipe yaitu dispenser DS 108 HN (A) dan dispenser DS 121 HN (B) ditunjukkan pada Tabel 5.1.
5.1.2. Data ketersediaan Jam Kerja dari Mei 2016 – April 2017
Ketersediaan jam kerja untuk Mei 2016 – April 2017 ditunjukkan pada Tabel 5.3. Tabel 5.3. Ketersediaan Jam Kerja untuk Mei 2016 – April 2017
Bulan Jumlah Hari Kerja (Hari)
Mei 2016 23
Juni 2016 25
Juli 2016 26
Agustus 2016 25 September 2016 25 Oktober 2016 26 November 2016 25 Desember 2016 26 Januari 2017 25 Februari 2017 25 Maret 2017 25 April 2017 25
Sumber: PT. Neo National
5.1.3. Waktu Siklus Pengerjaan Produk
Waktu siklus mencakup waktu proses pengerjaan dispenser untuk masing-masing stasiun kerja. Pengukuran dilakukan dengan stopwatch. Pengerjaam produk teridiri dari dua bagian yaitu proses molding dan proses perakitan produk. Elemen-elemen kerja yang dilakukan pengukuran pada masing-masing stasiun perakitan adalah sebagai berikut:
1. Proses molding
c. Bahan dimasukkan ke dalam tanki mesin moulding
b. Pintu mesin ditutup dan proses injeksi berjalan sampai berhenti otomatis 2. Proses perakitan
1) Pemasangan Keran dan Rangkaian Lampu
b. Selang pendek disambungkan pada keran merah dan selang panjang pada keran biru
c. Diikat bagian persambungan selang dan keran dengan menggunakan kabel tie
d. Rangkaian lampu diambil kemudian dipasangkan pada chasing lampu dan dilakukan penguncian dengan sebuah sekrup 3/8”
e. Chasing lampu diambil, kemudian dipasangkan pada chasing depan dengan dan dikunci dengan 2 buah sekrup 3/8”
2) Pemasangan chasing Samping dan Bawah
a. Chasing samping kiri diambil, kemudian dipasang pada chasing depan dan dikunci dengan 4 buah sekrup 1/2”
b. Chasing samping kanan diambil, kemudian dipasang pada chasing depan dan dikunci dengan 4 buah sekrup 1/2”
c. Tapak bawah dipasangkan dan kunci dengan 8 buah sekrup ½” 3. Pemasangan Selang Tabung dan Kabel Lampu
a. Tabung diambil, kemudian dipasangkan kabel tunggal b. Silikon dioleskan ke saluran masuk tabung
c. Dipasang selang besar
d. Tabung dipasang pada tapak bawah dan dikunci dengan 4 buah sekrup 3/8”
f. Selang kecil dipasang pada saluran uap, selang pendek dari keran merah pada saluran keluar air panas dan pentil pada saluran pembuangan
g. Ketiga sambungan diikat menggunakan kabel tie
h. Kabel warna biru rangkaian lampu disambungkan ke pin 1, dan kabel warna kuning ke pin 2 thermostat tabung
4. Pemasangan Chasing Atas, Logo dan Selang
a. Chasing logo diambil dan pasang pada chasing atas
b. Chasing logo disolder untuk melekatkannya pada chasing atas
c. Tutup atas dipasang dan dikunci pada posisinya dengan 2 buah sekrup 5/8”
d. Silikon dioleskan pada ketiga saluran dari chasing atas
e. Selang dari keran normal (keran biru), selang besar dan kecil dari tabung disambungkan dan diikat dengan kabel tie
5. Pemasangan Switch dan Penyambungan Kabel
a. Kabel merah switch dipasang ke terminal off pada switch b. Kabel biru rangkaian lampu dipasang pada terminal on switch c. Switch dimasukkan ke tempatnya
d. Kabel cincin ac dipasang pada tempatnya
f. Ujung kabel ac dikupas
g. Kabel coklat dari kabel ac disambungkan dengan kabel merah rangkaian lampu dan kabel tunggal dari tabung
h. Joiner kabel dipasang kemudian dijepit menggunakan tang jepit i. Kabel merah dari switch disambung dengan kabel biru dari kabel ac j. Joiner kabel dipasang kemudian dijepit menggunakan tang jepit
h. Seluruh kabel diikat dengan kabel tie 6. Pemeriksaan dan Pengetesan
a. Semua ikatan kabel tie dikencangkan menggunakan tang jepit
b. Sambungan-sambungan kabel atau terminal diperiksa kembali jangan ada yang longgar
c. Plug kabel ac disambungkan ke sumber tegangan sehingga lampu
indikator merah dan hijau menyala sebesar 2 Ampere d. Kondisi luar dispenser diperiksa
e. Stiker peringatan air panas dipasang diantara keran biru dan merah f. Stiker “Quality” dipasang pada bagian kiri atas.
7. Pemasangan Chasing Belakang
a. Chasing belangkang diambil dan dipasangkan pada produk
kemudian dikunci dengan 9 buah sekrup 2/8”
b. Stiker segel dipasang pada bagian bawah kiri chasing belakang 8. Pengepakan
h. Corong tutup atas dan tutup anti tumpah dimasukkan kemudian penampung air, kartu garansi dam petunjuk penggunaan dipasangkan i. Karton box packing diambil dan ditulis dengan menggunakan pensil
identitas lalu di checklist warna dispenser pada karton
e. Karton dibentuk lalu dimasukkan dispenser kedalamnya, kemudian karton ditutup dan dilackband
Berikut data waktu siklus untuk proses molding pada Tabel 5.4 Tabel 5.4. Waktu Siklus Proses Molding
Standar MC Cycle Time (Menit) DS 108 HN DS 121 HN
Atas 1,63 1,36
Depan 1,30 0,83
Samping 0,64 0,64
Belakang 0,84 0,84
Bawah 0,74 0,76
Lubang Galon 0,60 0,60 Indikator Lampu 0,29 0,22 Penampung Air 0,56 0,59 Gelang Cangkir 0,24 0,15
Logo 0,40 0,40
Sumber: PT. Neo National
Berikut data waktu siklus proses perakitan dispenser DS 108 HN dengan 10 kali pengukuran menggunakan stopwatch time study pada Tabel 5.5.
Tabel 5.5. Waktu Siklus Proses Perakitan Dispenser DS 108 HN
No. Stasiun
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
1 29 31 30 29 28 32 28 29 30 31
2 75 77 74 78 80 76 74 76 74 77
3 79 76 80 78 82 79 83 76 81 79
4 40 41 40 42 38 40 41 39 41 42
5 49 51 49 51 51 50 51 52 51 47
6 41 43 41 40 39 42 40 43 40 42
7 49 50 53 49 52 49 51 47 50 51
8 43 38 43 39 40 41 40 43 39 38
Berikut data waktu siklus untuk memproduksi dispenser DS 121 HN pada Tabel 5.6.
Tabel 5.6. Waktu Siklus Proses Perakitan Dispenser DS 112 HN
No. Stasiun
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
1 28 30 29 31 29 32 31 30 28 30
2 80 76 80 76 75 79 76 76 80 77
3 77 80 83 81 79 80 76 81 79 77
4 51 49 51 50 52 49 51 53 49 51
5 48 50 47 49 50 49 51 47 51 48
6 41 41 38 40 39 40 42 39 41 40
7 46 48 45 47 48 45 47 46 45 48
8 41 38 40 39 40 39 38 39 40 39
Sumber: Pengukuran
5.1.4. Harga Pokok Produksi dan Penjualan Produk Dispenser
Berdasarkan hasil wawancara dengan pihak perusahaan diketahui bahwa harga pokok produksi, harga penjualan dan keuntungan untuk setiap unit dispenser DS 108 HN dan DS 121 HN yang ditunjukkan pada Tabel 5.7.
5.2. Pengolahan Data
5.2.1. Peramalan Permintaan untuk Periode Mei 2016 - April 2017
5.2.1.1. Peramalan Permintaan Dispenser DS 108 HN Periode Mei 2016 - April 2017
1. Mendefenisikan tujuan peramalan
Tujuan peramalan adalah untuk mengetahui estimasi jumlah permintaan untuk periode Mei 2016 - April 2017 dengan menggunakan data historis Mei 2015 – April 2016 . Data historis ditunjukkan pada Tabel 5.8.
2. Membuat scatter diagram data permintaan
Scatter diagram ditunjukkan pada Gambar 5.1.
Gambar 5.1. Scatter Diagram Permintaan Dispenser DS 108 HN
3. Memilih beberapa metode peramalan Metode peramalan yang dipilih adalah a. Metode konstan
b. Metode linier
c. Metode eksponensial d. Metode kuadratis e. Metode Siklis
Perhitungan fungsi parameter bertujuan untuk mendapatkan metode peramalan terbaik
[image:51.595.190.436.523.726.2]a. Metode Konstan
Tabel 5.9. Parameter Peramalan A Metode Konstan
t Y y'
1 1075 1.152 2 1420 1.152 3 1530 1.152 4 1425 1.152 5 1050 1.152 6 975 1.152 7 900 1.152 8 1240 1.152 9 1185 1.152 10 1205 1.152 11 870 1.152 12 950 1.152
Total 2.315.548 Sumber: Pengolahan Data
b. Metode Linier
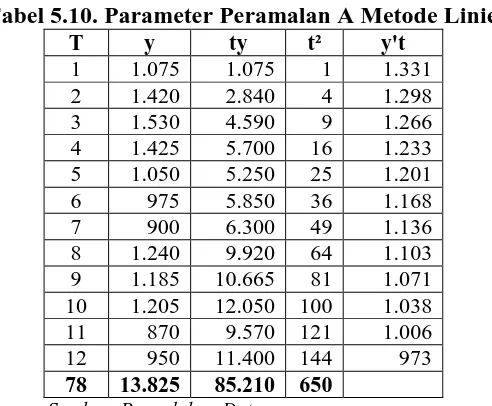
Tabel 5.10. Parameter Peramalan A Metode Linier
T y ty t² y't
1 1.075 1.075 1 1.331 2 1.420 2.840 4 1.298 3 1.530 4.590 9 1.266 4 1.425 5.700 16 1.233 5 1.050 5.250 25 1.201 6 975 5.850 36 1.168 7 900 6.300 49 1.136 8 1.240 9.920 64 1.103 9 1.185 10.665 81 1.071 10 1.205 12.050 100 1.038 11 870 9.570 121 1.006 12 950 11.400 144 973
c. Metode Eksponensial
Tabel 5.11. Parameter peramalan A Metode Eksponensial
t Y lny t.lny t² y't
1 1075 6,9801 6,9801 1 1.321 2 1420 7,2584 14,5168 4 1.284 3 1530 7,3330 21,9990 9 1.249 4 1425 7,2619 29,0476 16 1.215 5 1050 6,9565 34,7825 25 1.182 6 975 6,8824 41,2944 36 1.149 7 900 6,8024 47,6168 49 1.118 8 1240 7,1229 56,9832 64 1.087 9 1185 7,0775 63,6975 81 1.057 10 1205 7,0942 70,9420 100 1.028 11 870 6,7685 74,4535 121 1.000 12 950 6,8565 82,2780 144 973
d. Metode Kuadratis
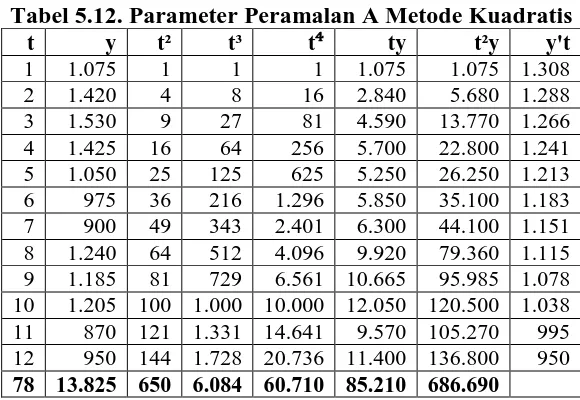
Tabel 5.12. Parameter Peramalan A Metode Kuadratis
t y t² t³ t⁴ ty t²y y't
1 1.075 1 1 1 1.075 1.075 1.308 2 1.420 4 8 16 2.840 5.680 1.288 3 1.530 9 27 81 4.590 13.770 1.266 4 1.425 16 64 256 5.700 22.800 1.241 5 1.050 25 125 625 5.250 26.250 1.213 6 975 36 216 1.296 5.850 35.100 1.183 7 900 49 343 2.401 6.300 44.100 1.151 8 1.240 64 512 4.096 9.920 79.360 1.115 9 1.185 81 729 6.561 10.665 95.985 1.078 10 1.205 100 1.000 10.000 12.050 120.500 1.038 11 870 121 1.331 14.641 9.570 105.270 995 12 950 144 1.728 20.736 11.400 136.800 950
e. Metode siklis
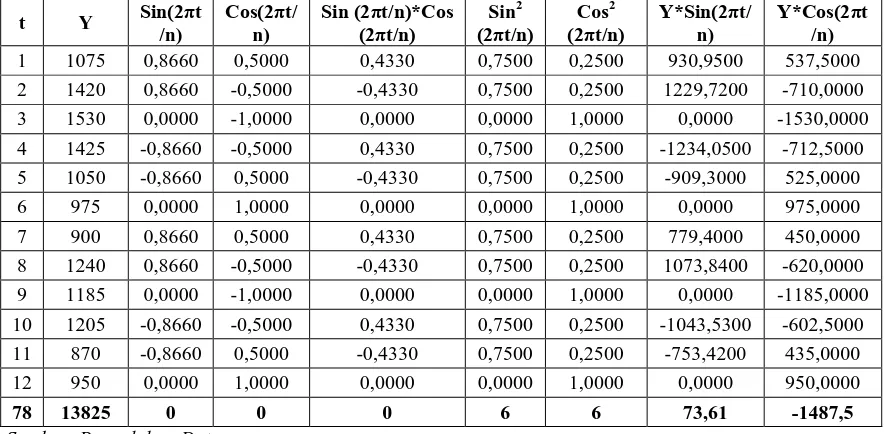
[image:55.595.113.556.411.628.2]Fungsi peramalan: Y'=a+bsin(2πx/n)+ccos(2πx/n)
Tabel 5.13. Parameter Peramalan A Metode Siklis
t Y Sin(2πt
/n)
Cos(2πt/
n)
Sin (2πt/n)*Cos
(2πt/n) Sin
2
(2πt/n) Cos
2
(2πt/n) Y*Sin(2πt/n)
Y*Cos(2πt
/n)
1 1075 0,8660 0,5000 0,4330 0,7500 0,2500 930,9500 537,5000
2 1420 0,8660 -0,5000 -0,4330 0,7500 0,2500 1229,7200 -710,0000
3 1530 0,0000 -1,0000 0,0000 0,0000 1,0000 0,0000 -1530,0000
4 1425 -0,8660 -0,5000 0,4330 0,7500 0,2500 -1234,0500 -712,5000
5 1050 -0,8660 0,5000 -0,4330 0,7500 0,2500 -909,3000 525,0000
6 975 0,0000 1,0000 0,0000 0,0000 1,0000 0,0000 975,0000
7 900 0,8660 0,5000 0,4330 0,7500 0,2500 779,4000 450,0000
8 1240 0,8660 -0,5000 -0,4330 0,7500 0,2500 1073,8400 -620,0000
9 1185 0,0000 -1,0000 0,0000 0,0000 1,0000 0,0000 -1185,0000
10 1205 -0,8660 -0,5000 0,4330 0,7500 0,2500 -1043,5300 -602,5000
11 870 -0,8660 0,5000 -0,4330 0,7500 0,2500 -753,4200 435,0000
12 950 0,0000 1,0000 0,0000 0,0000 1,0000 0,0000 950,0000
78 13825 0 0 0 6 6 73,61 -1487,5
Sumber: Pengolahan Data
∑ y = n a + b ∑ sin + c ∑ cos
a = =1152,083
∑ y sin =a ∑ sin + b ∑ sin2 + c ∑ sin cos
73,61 = 1152,083 (0) + b (6) + c (0)
b = = -12,2683
∑ y cos = a ∑ cos + c ∑ cos2 + b ∑ sin cos
-1487,5 = 1152,083 (0) + c (6) + (0)(0)
c = = -247,917
y’= a + b sin + c
y’= 1152,083 + 12,2683 sin -247,917cos
y’= 1152,083 + 12,2683 sin -247,917 cos = 1.039
5. Menghitung kesalahan setiap metode
Menghitung kesalahan peramalan atau error yang digunakan adalah MAPE (Mean Absolute Percentage Error) dengan rumus
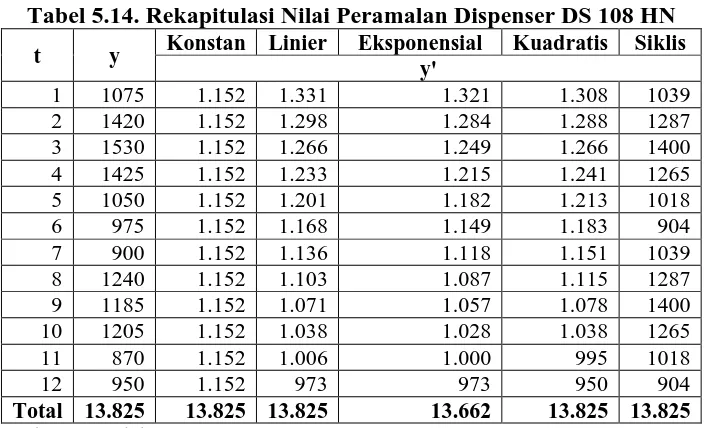
Tabel 5.14. Rekapitulasi Nilai Peramalan Dispenser DS 108 HN
t y Konstan Linier Eksponensial Kuadratis Siklis y'
1 1075 1.152 1.331 1.321 1.308 1039 2 1420 1.152 1.298 1.284 1.288 1287 3 1530 1.152 1.266 1.249 1.266 1400 4 1425 1.152 1.233 1.215 1.241 1265 5 1050 1.152 1.201 1.182 1.213 1018 6 975 1.152 1.168 1.149 1.183 904 7 900 1.152 1.136 1.118 1.151 1039 8 1240 1.152 1.103 1.087 1.115 1287 9 1185 1.152 1.071 1.057 1.078 1400 10 1205 1.152 1.038 1.028 1.038 1265 11 870 1.152 1.006 1.000 995 1018
12 950 1.152 973 973 950 904
Total 13.825 13.825 13.825 13.662 13.825 13.825 Sumber: Pengolahan Data
Rekapitulasi perhitungan MAPE dapat ditunjukkan pada Tabel 5.15 Tabel 5.15. Rekapitulasi Perhitungan MAPE untuk Semua Metode
t Konstan Linier Eksponensial Kuadratis Siklis PE=(y-y't)/y
1 0,60% 1,98% 1,90% 1,81% 0,28% 2 1,57% 0,71% 0,80% 0,77% 0,78% 3 2,06% 1,44% 1,53% 1,44% 0,71% 4 1,60% 1,12% 1,23% 1,08% 0,93% 5 0,81% 1,20% 1,04% 1,29% 0,26% 6 1,51% 1,65% 1,49% 1,78% 0,61% 7 2,33% 2,18% 2,02% 2,32% 1,28% 8 0,59% 0,92% 1,03% 0,84% 0,31% 9 0,23% 0,80% 0,90% 0,75% 1,51% 10 0,37% 1,15% 1,22% 1,16% 0,42% 11 2,70% 1,30% 1,25% 1,20% 1,41% 12 1,77% 0,20% 0,20% 0,00% 0,40%
MAPE 16,14% 14,67% 14,60% 14,44% 8,91% 0,1614 0,1467 0,1460 0,1444 0,0891 Sumber: Pengolahan Data
[image:57.595.148.473.411.631.2]6. Memilih metode dengan kesalahan terkecil H0 : MAPE Siklis< MAPE kuadratis H1 : MAPE Siklis> MAPE kuadratis α : 0,05
uji statistik
Ftabel 0,05(11,11) = 2,8179
2,8179
F Daerah Peneriman
Hipotesa
[image:58.595.158.430.75.442.2]α
Gambar 5.2. Grafik Uji Hipotesis Dispenser DS 108 HN dengan Distribusi F
Oleh karena Fhitung (0,6170)<Ftabel (2,8179), maka H0 diterima. Jadi hasil pengujian menyatakan bahwa metode siklis lebih baik daripada metode kuadratis.
7. Verifikasi Peramalan
Proses verifikasi bertujuan untuk mengetahui apakah pola peramalan cukup representatif, ditunjukkan pada Tabel 5.16.
Tabel 5.16. Perhitungan Verifikasi Peramalan Dispenser DS 108 HN
Y y't e=y-y't |MR| UCL LCL
Tabel 5.16. Perhitungan Verifikasi Peramalan Dispenser DS 108 HN (Lanjutan)
Y y't e=y-y't |MR| UCL LCL
975 904 71 38 258,75 -258,75 900 1.039 -139 210 258,75 -258,75 1240 1.287 -47 92 258,75 -258,75 1185 1.400 -215 168 258,75 -258,75 1205 1.265 -60 155 258,75 -258,75 870 1.018 -148 87 258,75 -258,75 950 904 46 193 258,75 -258,75
Total 1.200
Sumber: Pengolahan Data
MR = =
−
∑
1 n
MR
1
12
1.200
−
= 109,13UCL = 2,66 x MR = 2,66 x 109,13 = 290,2826
LCL = - 2,66 x MR = -2,66 109,13 = -290,2826
Gambar 5.3. Batas Kelas Perhitungan Peramalan Permintaan Dispenser DS 108 HN
y’= 1152,083 + 12,2683 sin -247,917cos
5.2.1.2. Peramalan Permintaan Dispenser DS 121 HN Periode Mei 2016 - April 2017
Peramalan untuk permintaan dispenser DS 121 HN periode Mei 2016 - April 2017 dilakukan dengan menggunakan metode time series menggunakan data-data historis. Langkah-langkah peramalan adalah sebagai berikut:
1. Mendefenisikan tujuan peramalan
Tujuan peramalan adalah untuk mengetahui estimasi jumlah permintaan untuk periode Mei 2016 - April 2017 dengan menggunakan data historis Mei 2016 – April 2016. Data historis ditunjukkan pada Tabel 5.17.
2. Membuat scatter diagram data permintaan
Scatter diagram ditunjukkan pada Gambar 5.4.
3. Memilih beberapa metode peramalan Metode peramalan yang dipilih adalah a. Metode konstan
b. Metode linier
c. Metode eksponensial d. Metode kuadratis e. Metode siklis
f. Perhitungan fungsi parameter peramalan
Perhitungan fungsi parameter bertujuan untuk mendapatkan metode peramalan terbaik
[image:61.595.118.483.325.686.2]a. Metode Konstan
Tabel 5.18. Parameter Peramalan B Metode Konstan
t y y'
1 1400 2.704 2 2956 2.704 3 4688 2.704 4 4772 2.704 5 3937 2.704 6 2756 2.704 7 1685 2.704 8 1638 2.704 9 2094 2.704 10 2512 2.704 11 2775 2.704 12 1240 2.704
b. Metode Linier
Tabel 5.19. Parameter Peramalan B Metode Linier
t y ty t² y't
1 1.400 1.400 1 3.392 2 2.956 5.912 4 3.276 3 4.688 14.064 9 3.161 4 4.772 19.088 16 3.046 5 3.937 19.685 25 2.930 6 2.756 16.536 36 2.815 7 1.685 11.795 49 2.700 8 1.638 13.104 64 2.584 9 2.094 18.846 81 2.469 10 2.512 25.120 100 2.354 11 2.775 30.525 121 2.238 12 1.240 14.880 144 2.123
c. Metode Eksponensial
Tabel 5.20. Parameter peramalan B Metode Eksponensial
t Y lny t.lny t² y't
1 1400 7,2442 7,2442 1 3.030 2 2956 7,9916 15,9832 4 2.937 3 4688 8,4528 25,3584 9 2.846 4 4772 8,4705 33,8820 16 2.758 5 3937 8,2782 41,3910 25 2.673 6 2756 7,9215 47,5290 36 2.591 7 1685 7,4295 52,0065 49 2.511 8 1638 7,4012 59,2096 64 2.434 9 2094 7,6468 68,8212 81 2.359 10 2512 7,8288 78,2880 100 2.286 11 2775 7,9284 87,2124 121 2.216 12 1240 7,1229 85,4748 144 2.147
d. Metode Kuadratis
Tabel 5.21. Parameter Peramalan B Metode Kuadratis
t y t² t³ t⁴ ty t²y y't
1 1.400 1 1 1 1.400 1.400 2.841 2 2.956 4 8 16 5.912 11.824 3.046 3 4.688 9 27 81 14.064 42.192 3.182 4 4.772 16 64 256 19.088 76.352 3.249 5 3.937 25 125 625 19.685 98.425 3.248 6 2.756 36 216 1.296 16.536 99.216 3.177 7 1.685 49 343 2.401 11.795 82.565 3.037 8 1.638 64 512 4.096 13.104 104.832 2.828 9 2.094 81 729 6.561 18.846 169.614 2.550 10 2.512 100 1.000 10.000 25.120 251.200 2.204 11 2.775 121 1.331 14.641 30.525 335.775 1.788 12 1.240 144 1.728 20.736 14.880 178.560 1.303
e. Metode siklis
Fungsi peramalan: Y'=a+bsin(2πx/n)+ccos(2πx/n)
Tabel 5.22. Parameter Peramalan B Metode Siklis
t Y (2πt/n)Sin (2πt/n)Cos
Sin
(2πt/n)* Cos (2πt/n)
Sin2
(2πt/n) Cos
2
(2πt/n) (2πt/n)Y*Sin Y*Cos (2πt/n)
1 1400 0,8660 0,5000 0,4330 0,7500 0,2500 1212,4000 700,0000
2 2956 0,8660 -0,5000 -0,4330 0,7500 0,2500 2559,8960 -1478,0000
3 4688 0,0000 -1,0000 0,0000 0,0000 1,0000 0,0000 -4688,0000
4 4772 -0,8660 -0,5000 0,4330 0,7500 0,2500 -4132,5520 -2386,0000
5 3937 -0,8660 0,5000 -0,4330 0,7500 0,2500 -3409,4420 1968,5000
6 2756 0,0000 1,0000 0,0000 0,0000 1,0000 0,0000 2756,0000
7 1685 0,8660 0,5000 0,4330 0,7500 0,2500 1459,2100 842,5000
8 1638 0,8660 -0,5000 -0,4330 0,7500 0,2500 1418,5080 -819,0000
10 2512 -0,8660 -0,5000 0,4330 0,7500 0,2500 -2175,3920 -1256,0000
11 2775 -0,8660 0,5000 -0,4330 0,7500 0,2500 -2403,1500 1387,5000
∑ y = n a + b ∑ sin + c ∑ cos
32.453 = 12 a + b (0) + c (0)
a = = 2.704,4167
∑ y sin =a ∑ sin + b ∑ sin2 + c ∑ sin cos
-5470,522 = 2.704,4167 (0) + b (6) + c (0)
b = = - 911,7537
∑ y cos = a ∑ cos + c ∑ cos2 + b ∑ sin cos
-3826,5 = 2.704,4167 (0) + c (6) + (-911,7537) (0)
c =
=
-637,75y’= Y'=a+bsin(2πx/n)+ccos(2πx/n)
y’= 2.704,4167 –911,754sin – 637,75cos
= 1702
5. Menghitung kesalahan setiap metode
Untuk perhitungan error dibutuhkan data aktual dan data nilai peramalan ditunjukkan rekapitulasi untuk keseluruhan metode pada Tabel 5.23.
Tabel 5.23. Rekapitulasi Nilai Peramalan Dispenser DS 121 HN
T Y Konstan Linier Eksponensial Kuadratis siklis y't
1 1400 2.704 3.473 3.195 2.841 1596 2 2956 2.704 3.333 3.048 3.046 2234 3 4688 2.704 3.194 2.907 3.182 3342 4 4772 2.704 3.054 2.773 3.249 3813 5 3937 2.704 2.914 2.645 3.248 3175 6 2756 2.704 2.774 2.523 3.177 2067 7 1685 2.704 2.635 2.407 3.037 1596 8 1638 2.704 2.495 2.296 2.828 2234 9 2094 2.704 2.355 2.190 2.550 3342 10 2512 2.704 2.215 2.089 2.204 3813 11 2775 2.704 2.075 1.993 1.788 3175 12 1240 2.704 1.936 1.901 1.303 2067
Total 32.453 32.453 32.453 32.453 32.453 32.453 Sumber: Pengolahan Data
Rekapitulasi perhitungan MAPE dapat dditunjukkan pada Tabel 5.24 Tabel 5.24. Rekapitulasi Perhitungan MAPE untuk Semua Metode
T Konstan Linier Eksponensial Kuadratis Siklis PE=(y-y't)/y
1 7,76% 12,34% 10,68% 8,58% 1,17% 2 0,71% 1,06% 0,26% 0,25% 2,04% 3 3,53% 2,66% 3,17% 2,68% 2,39% 4 3,61% 3,00% 3,49% 2,66% 1,67% 5 2,61% 2,17% 2,73% 1,46% 1,61% 6 0,16% 0,06% 0,70% 1,27% 2,08% 7 5,04% 4,70% 3,57% 6,69% 0,44% 8 5,43% 4,36% 3,35% 6,06% 3,03% 9 2,43% 1,04% 0,38% 1,82% 4,97% 10 0,64% 0,98% 1,40% 1,02% 4,32% 11 0,21% 2,10% 2,35% 2,96% 1,20% 12 9,84% 4,67% 4,44% 0,42% 5,56%
MAPE 41,96% 39,14% 36,53% 35,87% 30,48%
Berdasarkan tabel diatas maka dapat dipilih 2 metode terpilih adalah metode siklis dan kuadratis yaitu dengan MAPE terendah yang dapat digunakan untuk tahap peramalan selanjutnya.
6. Memilih metode dengan kesalahan terkecil H0 : MAPE Siklis< MAPE Kuadratis H1 : MAPE Siklis> MAPE Kuadratis α : 0,05
uji statistik
Ftabel 0,05(11,11) = 2,8179
2,8179
F Daerah Peneriman
Hipotesa
[image:68.595.118.447.112.514.2]α
Gambar 5.5. Grafik Uji Hipotesis Dispenser DS 121 HN dengan Distribusi F
Oleh karena Fhitung (0,7172)<Ftabel (2,8179), maka H0 diterima. Jadi hasil pengujian menyatakan bahwa metode siklis lebih baik daripada metode kuadratis.
7. Verifikasi Peramalan
Tabel 5.25. Perhitungan Verifikasi Peramalan Dispenser DS 121 HN
y y't e=y-y't |MR| UCL LCL
1400 1.596 -196 - 1333,81 -1333,81 2956 2.234 722 918 1333,81 -1333,81 4688 3.342 1.346 624 1333,81 -1333,81 4772 3.813 959 387 1333,81 -1333,81 3937 3.175 762 197 1333,81 -1333,81 2756 2.067 689 73 1333,81 -1333,81 1685 1.596 89 600 1333,81 -1333,81 1638 2.234 -596 685 1333,81 -1333,81 2094 3.342 -1.248 652 1333,81 -1333,81 2512 3.813 -1.301 53 1333,81 -1333,81 2775 3.175 -400 901 1333,81 -1333,81 1240 2.067 -827 427 1333,81 -1333,81
Total 32.453 0 5.516 Sumber: Pengolahan Data
MR = =
−
∑
1 n
MR
1
12
5.516
−
= 501,4339UCL = 2,66 x MR = 2,66 x 501,4339= 1333,8142
[image:69.595.129.477.353.628.2]LCL = - 2,66 x MR = -2,66 x 501,4339= -1333,8142
Berdasarkan gambar diatas dapat diketahui bahwa tidak ada titik yang melewati batas kontrol, sehingga metode peramalan telah representatif dan dapat digunakan untuk pengolahan. Fungsi siklis tersebut adalah
y’= 2704,4167 – 911,7537 sin – 637,75 cos
Berdasarkan fungsi persamaan untuk peramalan permintaan dispenser, maka hasil peramalan untuk Mei 2016 – April 2017 ditunjukkan pada Tabel 5.26.
Grafik hasil peramalan Dispenser tipe DS 108 HN dapat dilihat pada Gambar 5.7.
Gambar 5.7. Grafik Hasil Peramalan Dispenser Tipe DS 108 HN
Gambar 5.8. Grafik Hasil Peramalan Dispenser DS 121 HN
5.2.2. Uji Keseragaman dan Kecukupan Data Waktu Siklus
5.2.2.1. Uji Keseragaman dan Kecukupan Data Waktu Siklus Tipe DS 108 HN
Uji keseragaman data digunakan untuk mengetahui apakah data yang dikumpulkan telah seragam atau tidak, berfungsi untuk menghindari bias. Perhitungan uji keseragaman data dilakukan dengan menghitung rata-rata, standar deviasi, BKA, dan BKB yaitu sebagai berikut:
1. Perhitungan rata-rata.
Perhitungan dilakukan berdasarkan data Tabel 5.5. sehingga diperoleh
n x x
x