IV-59
DAFTAR PUSTAKA
Bames, Ralph M. 1980. Motion and Time Study and Work Measurement. New York: John Wiley & Sons Inc.
Ginting, Rosnani. 2008. Sistem Produksi. Graha Ilmu, Yogyakarta.
Hakim N, Arman. 1999. Perencanaan dan Pengendalian Produksi. Guna Widya, Surabaya.
Modrak, Vladimir, dkk. 2010. Flow Shop Scheduling Algorithm to Minimize Completion Time for n-Jobs m-Machine Problem. Technical University of Košice. Slovakia.
Pinedo, Michael L. 2011. Scheduling, Theory, Algorithms, and System. Edisi keempat. New York, USA.
Sinulingga, Sukaria. 2011. Metodologi Penelitian. USU Press, Medan.
Sutalaksana, Iftikar Z. 1979. Teknik Tata Cara Kerja. Bandung: Jurusan Teknik Industri Institut Teknologi Bandung.
BAB III
LANDASAN TEORI
3.1. Pengertian Supply Chain1
Istilah supply chain pertama kali digunakan oleh beberapa konsultan logistik pada sekitar tahun 1980-an, yang kemudian oleh para akademisi dianalisis lebih lanjut pada tahun 1990-an. Supply chain atau dapat diterjemahkan “rantai pasokan” adalah rangkaian hubungan antar perusahaan atau aktivitas yang melaksanakan penyaluran pasokan barang atau jasa dari tempat asal sampai ke pembeli atau pelanggan. Supply chain menyangkut hubungan yang terus-menerus mengenai barang, uang, dan informasi. Barang umumnya mengalir dari hulu ke hilir, uang mengalir dari hilir ke hulu, sedangkan informasi mengalir baik dari hulu ke hilir maupun dari hilir ke hulu. Dilihat secara horizontal, ada lima komponen utama atau pelaku dalam supply chain, yaitu supplier (pemasok), manufacturer (pabrik pembuat barang), distributor (pedagang besar), retailer (pengecer), dan customer (pelanggan). Secara vertikal ada beberapa komponen utama supply chain, yaitu buyer (pembeli), transporter (pengangkut), warehouse (penyimpan), seller (penjual), dan sebagainya.
Dengan demikian, manajemen supply chain pada hakikatnya adalah perluasan, pengembangan konsep, dan arti dari manajemen logistik. Kalau
manajemen logistik mengurusi arus barang, termasuk pembelian, pengendalian tingkat persediaan, pengangkutan, penyimpanan, dan distribusi dalam satu perusahaan, maka manajemen supply chain mengurusi hal yang sama, tetapi meliputi antar perusahaan yang berhubungan dengan arus barang, mulai dari bahan mentah sampai barang jadi yang dibeli dan digunakan oleh pelanggan.
Pada hakikatnya manajemen supply chain adalah integrasi lebih lanjut dari manajemen logistik antar perusahaan yang terkait, dengan tujuan lebih meningkatkan kelancaran arus barang, meningkatkan keakuratan perkiraan kebutuhan, meningkatkan efisiensi penggunaan ruangan, kendaraan, dan fasilitas lain, mengurangi tingkat persediaan barang, mengurangi biaya, dan lebih meningkatkan layanan lain yang diperlukan oleh pelanggan akhir.
3.2. Pengukuran Kinerja Supply Chain Output2
Beberapa parameter pengukuran kinerja supply chain output adalah sebagai berikut:
a. Penjualan, yaitu total pendapatan.
b. Keuntungan, yaitu total pendapatan dikurangi dengan pengeluaran. c. Tingkat pemenuhan, yaitu jumlah order yang dapat dipenuhi atau selesai
dengan segera.
d. Pengiriman tepat waktu (on time deliveries), yaitu mengukur kinerja item, order, atau pengiriman produk.
e. Backorder/stockout, yaitu mengukur kinerja item, order, atau ketersediaan produk.
f. Waktu respon pelanggan (customer response time), yaitu jumlah waktu antara pemesanan hingga pengiriman order.
g. Manufacturing lead time, yaitu total jumlah waktu yang dibutuhkan untuk memproduksi satu item atau batch.
h. Kesalahan pengiriman, yaitu jumlah kesalahan pengiriman yang terjadi. i. Keluhan pelanggan (customer complaints), yaitu jumlah keluhan yang
disampaikan oleh pelanggan.
3.3. Model SCOR (Supply Chain Operations Reference) 3
SCOR adalah suatu model acuan dari operasi supply chain. Seperti halnya kerangka yang dijelaskan pada bagian sebelumnya, SCOR pada dasarnya juga merupakan model yang berdasarkan proses. Model ini mengintegrasikan tiga elemen utama dalam manajemen yaitu business process reengineering, benchmarking, dan process measurement kedalam kerangka lintas fungsi dalam supply chain. Ketiga elemen tersebut memiliki fungsi sebagai berikut:
a. Business process reengineering pada hakekatnya menangkap proses kompleks yang terjadi saat ini (as is) dan mendefinisikan proses yang diinginkan (to be).
b. Benchmarking adalah kegiatan untuk mendapatkan data kinerja
operasional dari perusahaan sejenis. Target internal kemudian ditentukan berdasarkan kinerja best in class yang diperoleh.
c. Process measurement berfungsi untuk mengukur, mengendalikan, dan memperbaiki proses-proses supply chain.
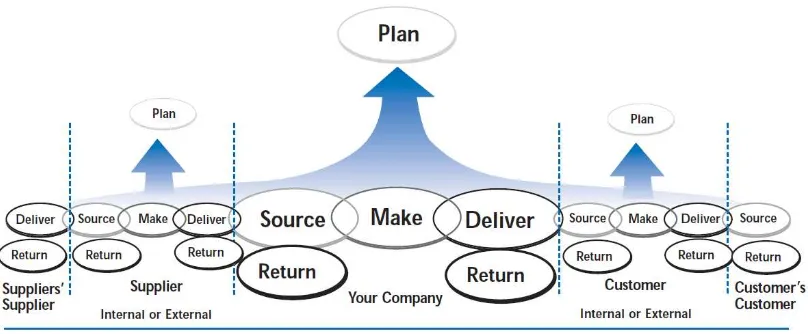
Sumber: Supply Chain Council
Gambar 3.1. Lima Proses Inti Supply Chain pada Model SCOR
Seperti yang ditunjukkan oleh Gambar 3.1, SCOR membagi proses-proses supply chain menjadi 5 proses inti yaitu plan, source, make, deliver, dan return. Kelima proses tersebut berfungsi seperti yang diuraikan, yaitu:
perencanaan material, perencanaan kapasitas, dan melakukan penyesuaian (alignment) supply chain plan dengan financial plan.
b. Source, yaitu proses pengadaan barang maupun jasa untuk memenuhi permintaan. Proses yang dicakup termasuk penjadwalan pengiriman dari supplier, menerima, mengecek, dan memberikan otorisasi pembayaran untuk barang yang dikirim supplier, memilih supplier, mengevaluasi kinerja supplier, dan sebagainya. Jenis proses bisa berbeda tergantung pada apakah barang yang dibeli termasuk stocked, make to order, atau engineer to order products.
c. Make, yaitu proses untuk mentransformasi bahan baku/komponen menjadi produk yang diinginkan pelanggan. Kegiatan make atau produksi bisa dilakukan atas dasar ramalan untuk memenuhi target stok (make to stock), atas dasar pesanan (make to order), atau engineer to order. Proses yang terlibat disini antara lain adalah penjadwalan produksi, melakukan kegiatan produksi dan melakukan pengetesan kualitas, mengelola barang setengah jadi (work in process), memelihara fasilitas produksi, dan sebagainya. d. Deliver, yang merupakan proses untuk memenuhi permintaan terhadap
barang maupun jasa. Biasanya meliputi order management, transportasi, dan distribusi. Proses yang terlibat diantaranya adalah menangani pesanan dari pelanggan, memilih perusahaan jasa pengiriman, menangani kegiatan pergudangan produk jadi, dan mengirim tagihan ke pelanggan.
produk, meminta otorisasi pengembalian cacat, penjadwalan pengembalian, dan melakukan pengembalian. Post-delivery customer support juga
BAB IV
METODOLOGI PENELITIAN
Metodologi penelitian merupakan suatu tahapan proses berpikir yang dimulai dari penemuan masalah sampai pemecahan masalah berdasarkan data-data yang diperoleh sehingga ditemukan suatu kesimpulan dari masalah tersebut. Metodologi penelitian ini dibuat dengan tujuan agar pembahasan serta analisis permasalahan menjadi tersusun dan terarah secara sistematis.
4.1. Waktu dan Tempat Penelitian
Penelitian ini dilakukan di PT. Pancakarsa Bangun Reksa. Perusahaan ini beralamat di Jalan Bintang Km 2, Gg. Bintang Terang, Medan, Sumatera Utara. Penelitian ini dilakukan mulai bulan Agustus 2014 sampai Desember 2014.
4.2. Rancangan Penelitian
yang sedang berlangsung, akibat atau efek yang terjadi, atau tentang kecendrungan yang tengah berlangsung.
Penelitian deskriptif mempunyai karakteristik-karakteristik seperti yang dikemukakan bahwa, penelitian deskriptif cendrung menggambarkan suatu fenomena apa adanya dengan cara menelaah secara teratur-ketat, mengutamakan obyektivitas, dan dilakukan secara cermat, tidak adanya perlakuan yang diberikan atau dikendalikan, dan tidak adanya uji hipotesis.
Adapun variabel yang dijadikan sebagai parameter untuk mitigasi risiko rantai pasokan adalah risiko dan penyebab risko. Langkah pertama yang dilakukan adalah melakukan pengumpulan data terkait variabel-variabel pengukuran yang digunakan untuk mengidentifikasi faktor lemah yang menjadi penyebab masalah.
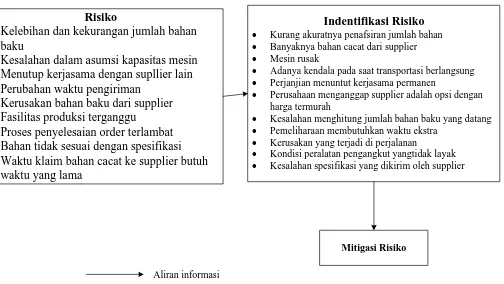
4.3. Kerangka Berpikir Penelitian
• Perubahan waktu pengiriman
• Kerusakan bahan baku dari supplier
• Fasilitas produksi terganggu
• Proses penyelesaian order terlambat
• Bahan tidak sesuai dengan spesifikasi
• Waktu klaim bahan cacat ke supplier butuh
waktu yang lama
•
• Perusahaan menganggap supplier adalah opsi dengan harga termurah
• Kesalahan menghitung jumlah bahan baku yang datang
• Pemeliharaan membutuhkan waktu ekstra
• Kerusakan yang terjadi di perjalanan
• Kondisi peralatan pengangkut yangtidak layak
• Kesalahan spesifikasi yang dikirim oleh supplier
Mitigasi Risiko
Aliran informasi
Kerangka berpikir yang ditunjukkan pada Gambar 4.1 menjelaskan ruang lingkup penelitian yang akan dilakukan. Sesuai dengan tujuan yang telah ditetapkan, penelitian ini bertujuan untuk mengukur kinerja rantai pasokan perusahaan, sehingga akan diketahui nilai atau tingkat kinerja dari kegiatan-kegiatan rantai pasokan. Variabel pengukuran berdasarkan 2 dimensi yaitu risiko dan penyebab risiko. Setelah didapatkan hasil pengukuran dan diketahui kegiatan yang memiliki tingkat kinerja rendah, atau disebut dengan faktor lemah, maka dilakukan tindakan perbaikan terhadap faktor tersebut untuk meningkatkan kinerjanya dengan House of risk.
4.4. Objek Penelitian
Objek pada penelitian ini adalah kinerja rantai pasokan PT. Pancakarsa Bangun Reksa. Penelitian ini difokuskan pada mitigasi risiko rantai pasokan berdasarkan dimensi yang terdapat didalam pendekatan SCOR. Setelah dilakukan pengukuran, kemudian dilakukan peningkatan kinerja rantai pasokan dengan fokus pada faktor lemah yang didapatkan dari pengukuran awal dengan perbaikan menggunakan metode House of risk.
4.5. Variabel Penelitian
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
5.1.1 Data Permintaan Produk Sterilizer
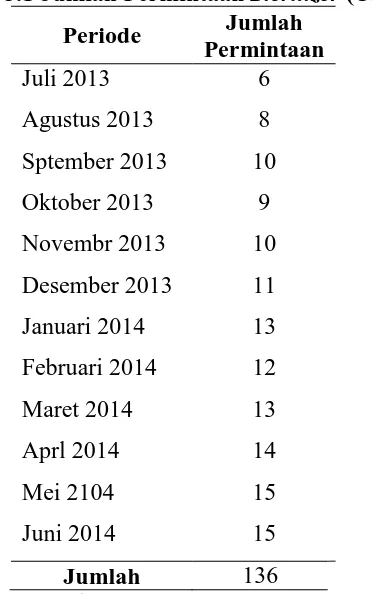
Data jumlah permintaan bahan Sterilizer ke setiap cabang perusahaan dan jumlah persedian yang ada di perusahaan pusat , data jumlah permintaan dan laju produksi pada Juli 2013 sampai juni 2014 dapat dilihat pada Tabel 5.1.
Tabel 5.1 Jumlah Permintaan Sterilizer (Unit)
Periode Jumlah
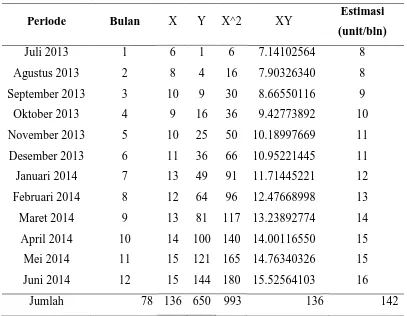
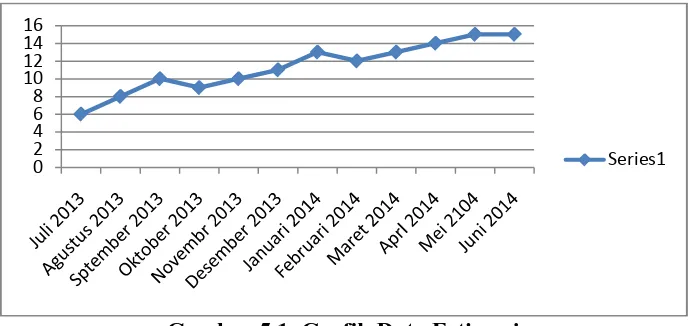
5.1.2 Data Estimasi
Data estimasi adalah acuan perusahaan untuk menentukan jumlah persediaan dalam jangka waktu yang sudah ditentukan di periode selanjutnya. Berikut data estimasi yang ada di perusahaan pada Juli 2013 samapai dengan Juni 2014 pada Tabel 5.2
Tabel 5.2 Data Estimasi
Periode Bulan X Y X^2 XY Estimasi
Gambar 5.1. Grafik Data Estimasi
5.1.3 Aktivitas Perusahaan
Aktivitas perusahaan merupakan objek penelitian yang diamati mulai dari menaksir permintaan, memeriksa persediaan, dan berbagai aktivitas perusahaan yang berhubungan dengan supplier seperti yang ditunjukkan Tabel 5.3. Perusahaan juga melakukan manajemen order berupa kegiatan pemeriksaan terhadap bahan beda spesifikasi yang di kirim oleh pihak supplier, sehingga perusahaan dapat dengan cepat mengambil tindakan klaim terhadap bahan yang beda spesifikasi.
Tabel 5.3 Aktivitas Perusahaan
Menaksir permintaan
Perencanaan dan pengendalian persediaan perencanaan produksi
Perencanaan material Perencanaan kapasitas Komunikasi dengan supplier Kontrak dengan supplier
Penjadwalan pengiriman dari supplier Menerima bahan dari supplier
Tabel 5.3 Aktivitas Perusahaan (Lanjutan)
Mengecek bahan dari supplier Penjadwalan produksi
Memelihara fasilitas produksi Manajemen order
Identifikasi kondisi bahan
Meminta otorisasi pengembalian bahan beda spesifikasi Pengembalian
Sumber : PT. Pancakarsa Bangun Reksa
5.2 Pengolahan Data
5.2.1 Pemetaan Aktivitas Supply Chain
Sebelum dilakukan peramalan maupun penerimaan permintaan, dilakukan pengecekan stok level di gudang terlebih dahulu. Peramalan dilakukan berdasarkan data historis terdahulu. Setelah peramalan dan penerimaan permintaan dilakukan, langkah selanjutnya adalah melakukan perencanaan kebutuhan bahan dan perencanaan produksi sesuai kapasitas mesin di pabrik. Dari perencanaan kebutuhan bahan, bagian purchasing akan melakukan pemesanan bahan kepada supplier dengan mengirimkan proposal kepada supplier. Lalu dikeluarkan purchase order dan dikirimkan kepada supplier. Supplier akan mengirimkan bahan yang dipesan kepada perusahaan sesuai dengan estimated time arrival.
pihak supplier untuk melihat dan memilih bahan mana yang masih bias diterima. Sedangkan bahan yang diterima akan dimasukkan ke dalam gudang menunggu proses pengolahan.
5.2.2 Identifikasi Risiko dan Penyebab Risiko
Pada tahap ini dilakukan penjabaran aktivitas kegiatan perusahaan berdasarkan elemen SCOR. Penjabaran kegiatan tersebut berdasarkan dari Plan, Source, Make, Deliver dan Return. Dari aktivitas kegiatan perusahaan yang telah dijabarkan dapat dilakukan identifikasi risiko-risiko yang muncul.
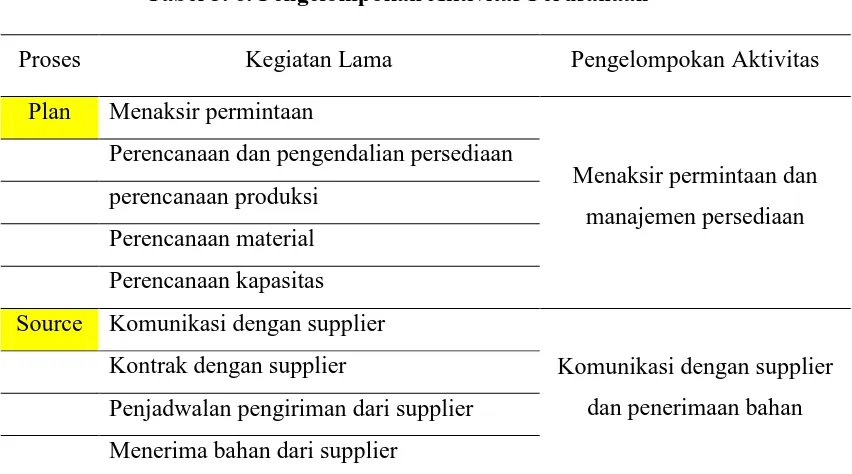
Penguraian aktivitas perusahaan dibagi berdasarkan SCOR, sehingga aktivitas pada perusahaan hanya menjadi 5 aktivitas, pengelompokan aktivitas perusahaan tersebut dapat dilihat pada Tabel 5.6, dan aktivitas baru perusahaan tersebut dapat dilihat pada Tabel 5.6.
Tabel 5. 6. Pengelompokan Aktivitas Perusahaan
Proses Kegiatan Lama Pengelompokan Aktivitas
Plan Menaksir permintaan
Menaksir permintaan dan manajemen persediaan Perencanaan dan pengendalian persediaan
perencanaan produksi Perencanaan material Perencanaan kapasitas Source Komunikasi dengan supplier
Komunikasi dengan supplier dan penerimaan bahan Kontrak dengan supplier
Mengecek bahan dari supplier Make Penjadwalan produksi
Memelihara fasilitas produksi Memelihara fasilitas produksi
Deliver Manajemen order Manajemen order
Return Identifikasi kondisi bahan
Klaim bahan beda spesifikasi dan pengembalian bahan Meminta otorisasi pengembalian bahan
cacat
Pengembalian
Tabel 5. 7. Aktivitas Perusahaan Berdasarkan SCOR
Proses Aktivitas
Plan Menaksir permintaan dan manajemen persediaan Source Komunikasi dengan supplier dan penerimaan bahan Make Memelihara fasilitas produksi
Deliver Manajemen order
Return Klaim bahan beda spesifikasi dan pengembalian bahan
5.2.2.1 Identifikasi Tingkat Dampak (Severity), Kemunculan (Occurence),
Kepastian (Detection) dan Korelasi (Correlation)
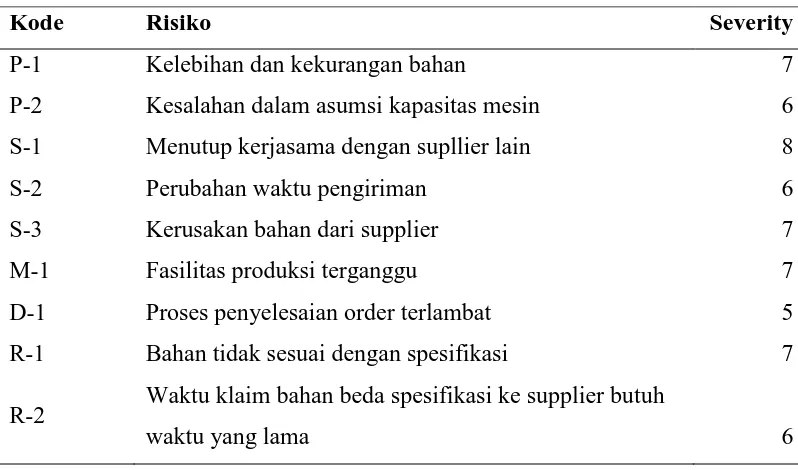
Tahapan ini merupakan penilaian tingkat dampak (severity) dari kejadian risiko yang teridentifikasi yang dapat dilihat pada Tabel 5.7, penilaian tingkat kemunculan (occurence) dari penyebab risiko yang teridentifikasi yang dapat dilihat pada Tabel 5.8 dan penilaian tingkat korelasi (correlation) antara kejadian risiko dan penyebab risiko. Penilaian tingkat dampak (severity), tingkat kemunculan (occurence), kepastian (Detection) dan tingkat korelasi (correlation) yang dapat dilihat pada lampiran tabel HOR fase 1 dilakukan berdasarkan FMEA.
Tabel 5.8. Penilaian Tingkat Dampak Resiko
Kode Risiko Severity
P-1 Kelebihan dan kekurangan bahan 7
P-2 Kesalahan dalam asumsi kapasitas mesin 6
S-1 Menutup kerjasama dengan supllier lain 8
S-2 Perubahan waktu pengiriman 6
S-3 Kerusakan bahan dari supplier 7
M-1 Fasilitas produksi terganggu 7
D-1 Proses penyelesaian order terlambat 5
R-1 Bahan tidak sesuai dengan spesifikasi 7
R-2 Waktu klaim bahan beda spesifikasi ke supplier butuh
waktu yang lama 6
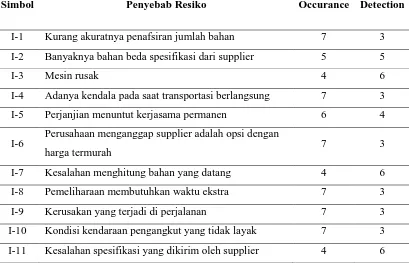
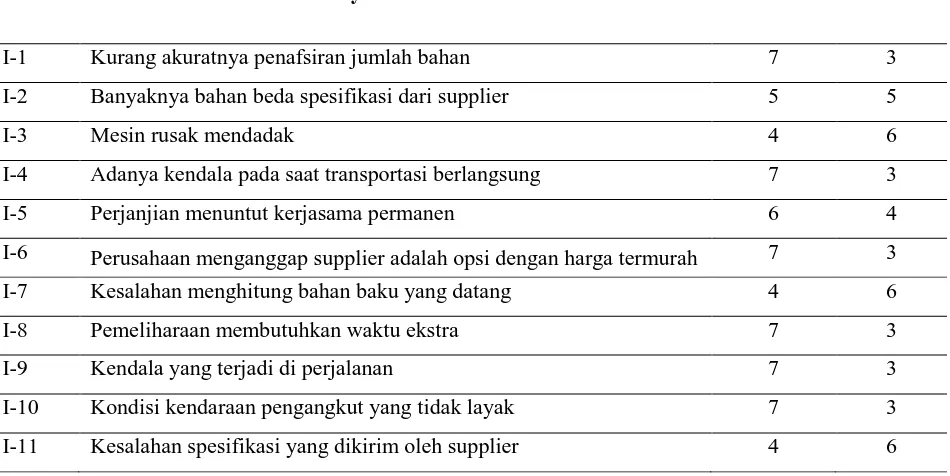
Tabel 5.9. Penilaian Kemunculan dan Kepastian Penyebab Resiko
Simbol Penyebab Resiko Occurance Detection
I-1 Kurang akuratnya penafsiran jumlah bahan 7 3
I-2 Banyaknya bahan beda spesifikasi dari supplier 5 5
I-3 Mesin rusak 4 6
I-4 Adanya kendala pada saat transportasi berlangsung 7 3
I-5 Perjanjian menuntut kerjasama permanen 6 4
I-6 Perusahaan menganggap supplier adalah opsi dengan
harga termurah 7 3
I-7 Kesalahan menghitung bahan yang datang 4 6
I-8 Pemeliharaan membutuhkan waktu ekstra 7 3
I-9 Kerusakan yang terjadi di perjalanan 7 3
I-10 Kondisi kendaraan pengangkut yang tidak layak 7 3
I-11 Kesalahan spesifikasi yang dikirim oleh supplier 4 6
Keterangan daripada skala nilai yang disajikan pada tabel dapat dilihat di tabel 3.5 pada bab III tentang landasan teori.
5.2.3 Evaluasi Risiko
kemungkinan kemunculan risiko (occurrence), keseringan dampak tersebut muncul (severity),dan deteksi (detection). Namun tidak seperti model FMEA dimana occurrence dan severity dikaitkan dengan risk events, pada model ini occurrence ditetapkan untuk risk agent dan severity untuk risk event. Karena satu agen risiko dapat menyebabkan lebih dari satu kejadian risiko, maka sangat penting untuk mengukur keseluruhan potensial risiko (aggregate risk potential) dari agen risiko.
ARPj = OjΣ������……..(Pers. 1) Keterangan:
ARPj = Agregate Risk Potential
Oj = Tingkat kemunculan risiko (Occurance level of risk) Si = Tingkat dampak suatu risiko (Severity level of risk) Rij = Hubungan (korelasi) antara agen risiko j dengan risiko i
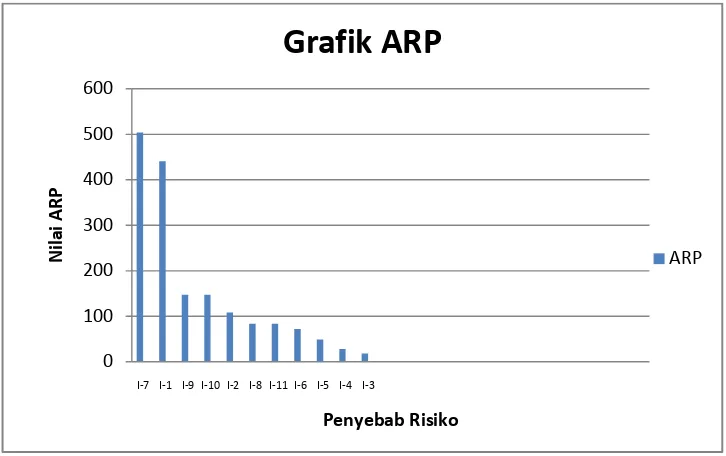
Gambar 5.2. Grafik ARP Dari Seluruh Penyebab Risiko
Berdasarkan penilaian ARP didapat bahwa penyebab risiko Anggapan bahwa supplier adalah opsi dengan harga paling murah memiliki nilai tertinggi sebesar 504.
5.2.4 Penanganan Risiko
5.2.4.1 Penentuan Strategi Mitigasi
Berdasarkan grafik ARP pada Gambar 5.2. Ada lima penyebab risiko yang memiliki nilai tertinggi yang jika nilainya di akumulasikan mencapai 80% nilai total, yaitu Perusahaan menganggap supplier adalah opsi dengan harga paling murah (I-6), Kurang akuratnya penafsiran (I-1), Banyaknya bahan beda spesifikasi dari supplier (I-2), Kendala yang terjadi di perjalanan (I-9) dan Pemeliharaan membutuhkan waktu ekstra (I-8). Dari kelima penyebab risiko ini akan ditentukan strategi mitigasi yang memungkinkan untuk mengeliminasi munculnya penyebab risiko tersebut. Beberapa strategi yang disusulkan adalah sebagai berikut:
1. Mencari informasi tentang harga bahan di pasar agar dapat mempertimbangkan perjanjian kontrak di periode depan.
Memperbanyak supplier tentu menjadi manfaat tersendiri apabila salah satu supplier ada yang tidak bisa memenuhi permintaan perusahaan dan hal ini telah dilakukan oleh perusahaan.Strategi yang dapat diusulkan adalah Mencari informasi tentang harga bahan di pasar agar dapat mempertimbangkan perjanjian kontrak. Hal ini dapat dilakukan dengan mengadakan pertemuan atau komunikasi secara rutin seperti sebulan sekali, agar informasi penting seperti harga terbaru dapat tersampaikan sejak awal.
2. Melakukan penaksiran melalui rata-rata data permintaan.
Memilih metode peramalan adalah langkah yang paling penting dalam melakukan peramalan, jadi pemilihan metode peramalan yang tidak tepat akan menimbulkan akurasi hasil peramalan menjadi tidak sesuai dengan yang diharapkan akibatnya data peramalan melenceng jauh dengan data aktual yang terjadi di lapangan untuk periode berikutnya. Hal ini disebabkan karena data produk make to order sebenarnya tidak bisa dilakukan peramalan tetapi yang dilakukan adalah mengambil nilairata-rata dari data historis.
3. Menerapkan kontrak jangka pendek terhadap supplier.
4. Menerapkan perjanjian penalty kepada pihak supplier
beda spesifikasi bahan dapat mengganggu kelancaran laju proses produksi, dikarenakan sejumlah bahan yang beda spesifikasi dan tidak sesuai dengan spesifikasi orderan akan di klaim ke pihak supplier untuk di periksa ulang dan dilakukan penggantian bahan yang sesuai, hal itu membutuhkan waktu yang lama dan akan berpengaruh terhadap waktu mulai dari proses produksi, jadi apabila hal tersebut berulang-ulang terjadi akan menjadi kerugian sepihak untuk perusahaan yang diamati. Hal ini harus dicegah dengan menuntut keseriusan supplier dalam menyelesaikan order dan menerapkan perjanjian penalty dengan harapan pihak supplier akan lebih teliti dalam melakukan pengiriman order dan menekan angka bahan yang beda spesifikasi.
5. Menyediakan angkutan alternatif jika jarak tempuh dekat.
Transportasi adalah hal yang paling di perlukan dalam kelancaran proses rantai pasok ini, dimana keamanan angkutan akan mempengaruhi keamanan bahan sampai kepada perusahaan di waktu yang tepat. Kejadian yang sering terjadi diproses transportasi adalah kendala-kendala yang dapat mengganggu kelancaran bahan sampai pada perusaahaan. Hal ini dapat di minimalisir dengan menyediakan angkutan alternative dan adanya kelengkapan fasilitas keamanan di perjalananan seperti peralatan bengkel jika kendaraan mogok atau mengalami pecah ban, selain itu juga harus didukung dengan operator yang mempunyai keahlian mekanik dan mesin.
6. Operator pada proses pemeliharaan adalah operator yang terlatih.
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1 Analisis Penilaian Risiko
Dari hasil pengamatan data didapat rekapitulasi data penilaian Severity risiko melalui metode FMEA, data penilaian risiko dapat dilihat pada Tabel 6.1.
Tabel 6.1. Penilaian Resiko
Kode Risiko Severity
P-1 Kelebihan dan kekurangan bahan baku 7
P-2 Kesalahan dalam asumsi kapasitas mesin 6
S-1 Menutup kerjasama dengan supllier lain 8
S-2 Perubahan waktu pengiriman 6
S-3 Kerusakan bahan baku dari supplier 7
M-1 Fasilitas produksi terganggu 7
D-1 Proses penyelesaian order terlambat 5
R-1 Bahan tidak sesuai dengan spesifikasi 7
R-2 Waktu klaim bahan beda spesifikasi ke supplier butuh waktu
yang lama 6
Berdasarkan penilaian risiko yang telah dilakukan, didapatkan nilai severity atau tingkat dampak dari risiko tersebut 1 risiko kesalahan sebesar 5, 3 risiko memiliki nilai severity sebesar 6, 4 risiko memiliki nilai severity sebesar 7, dan 1 risiko memiliki nilai severity sebesar 8.
Tabel 6.2. Penilaian Penyebab Resiko
Simbol Penyebab Resiko Occurance Detection
I-1 Kurang akuratnya penafsiran jumlah bahan 7 3
I-2 Banyaknya bahan beda spesifikasi dari supplier 5 5
I-3 Mesin rusak mendadak 4 6
I-4 Adanya kendala pada saat transportasi berlangsung 7 3
I-5 Perjanjian menuntut kerjasama permanen 6 4
I-6 Perusahaan menganggap supplier adalah opsi dengan harga termurah 7 3
I-7 Kesalahan menghitung bahan baku yang datang 4 6
I-8 Pemeliharaan membutuhkan waktu ekstra 7 3
I-9 Kendala yang terjadi di perjalanan 7 3
I-10 Kondisi kendaraan pengangkut yang tidak layak 7 3
I-11 Kesalahan spesifikasi yang dikirim oleh supplier 4 6
Untuk penyebab risiko, didapatkan 3 penyebab risiko memiliki nilai occurrence 4, 1 penyebab risiko memiliki nilai occurence 5, 1 penyebab risiko memiliki nilai occurence 6 dan 6 penyebab risiko memiliki nilai occcurence 7.
6.2 Analisis Usulan Mitigasi
Dari hasil perhitungan di pengolahan data didapat rekapitulasi data total keefektivan derajat kesulitan (Effectiveness To Difficulty ratio), total keefektifan (Total Efffectiveness) dari tiap strategi mitigasi, dan derajat kesulitan untuk melakukan aksi.
BAB VII
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Dari hasil pengolahan data dan analisis data yang telah dilakukan, terdapat beberapa kesimpulan yang dapat diambil sebagai berikut:
1. Berdasarkan perhitungan ARP pada HOR fase 1 didapatkan 9 risiko dan 11 penyebab risiko yang telah diurutkan prioritasnya sesuai dengan nilai ARP masing-masing. Penyebab-penyebab risiko tersebut adalah kurang akuratnya penafsiran, banyaknya bahan cacat dari supplier, adanya kendala pada saat transportasi berlangsung, perusahaan menganggap supplier adalah opsi dengan harga termurah, kesalahan pada saat menghitung bahan baku yang datang, pemeliharaan membutuhkan waktu ekstra, kerusakan yang terjadi di perjalanana, dan kesalahan spesifikasi yang dikirim oleh supplier.
2. Satu penyebab risiko dapat menyebabkan lebih dari satu kejadian risiko dan berdasarkan penilaian ARP didapat bahwa penyebab risiko Anggapan bahwa supplier adalah opsi dengan harga paling murah memiliki nilai tertinggi sebesar 504, dan untuk data nilai selengkapnya dapat dilihat pada lampiran table HOR fase 1.
fasilitas keamanan di perjalanan, Operator pada proses pemeliharaan adalah operator yang terlatih , Penerapan kontrak jangka pendek, dan Menerapkan perjanjian penalty terhadap pihak supplier.
7.2 Saran
Dari hasil penelitian yang telah dilakukan, penulis memiliki yang dapat diberikan sebagai berikut:
1. Perusahaan harus memiliki koordinasi yang baik antar departemen dan antar supervisor untuk mencegah adanya kesalahpahaman dalam pengambilan keputusan jangka panjang yang berpotensi merugikan perusahaan.
2. Perusahaan harus meninjau ulang kapasitas SDM dalam memposisikan pekerja di kemampuan masing-masing, sehingga suatu pekerjaan mampu diselesaikan secara optimal, tanpa menunggu pihak lain dan menunda proses-proses lain.
IV-27
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Pancakarsa Bangun Reksa adalah perusahaan swasta yang bergerak di bidang jasa Konsultan, Desain dan Konstruksi, Mekanikal, Sipil dan Elektrikal pada Pabrik Minyak Kelapa Sawit (PKS). PT. Pancakarsa Bangun Reksa didirikan pada tahun 2009 di atas tanah seluas 25 m × 200 m. Awalnya, pemimpin perusahaan ini merupakan bagian dari PT. Atmindo tetapi karena permintaan pembuatan Pabrik Minyak Kelapa Sawit (PKS) maka pemimpin perusahaan ini melepaskan diri dari PT. Atmindo dan membuka pabrik sendiri dengan nama PT. Pancakarsa Bangun Reksa yang berlokasi di Jalan Bintang, Medan – Binjai Km 13,8, Gg. Bintang Terang, Sumatera Utara.
2.2. Ruang Lingkup Bidang Usaha
PT. Pancakarsa Bangun Reksa bergerak di bidang jasa Konsultan, Desain dan Konstruksi pada Pabrik Minyak Kelapa Sawit (PKS), selain itu, PT. Pancakarsa Bangun Reksa juga menerima kegiatan perbaikan dan pergantian part/mesin-mesin, penambahan kapasitas (extension) yang sudah direncanakan, serta modifikasi Pabrik Minyak Kelapa Sawit (PKS).
2.3. Lokasi Perusahaan
PT. Pancakarsa Bangun Reksa yang berlokasi di Jalan Bintang, Medan – Binjai Km 13,8, Bintang Terang, Sumatera Utara. Luas area PT. Pancakarsa Bangun Reksa ini sekitar 25 m × 200 m atau 5.000 m2. Area ini meliputi tempat produksi, gedung kantor, bengkel (workshop), area bongkar muat, dan area penyimpanan bahan dan produk jadi. Adapun beberapa alasan pemilihan lokasi ini adalah sebagai berikut:
1. Memiliki lahan yang luas untuk dijadikan pabrik.
2. Mudah dalam memperoleh tenaga kerja.
3. Sarana transportasi (jalan) yang tergolong sudah baik dan mulus.
4. Jauh dari daerah pemukiman penduduk sehingga pendirian pabrik akan jauh dari pencemaran limbah rumah tangga.
2.4. Daerah Pemasaran
IV-29
Jalan Bintang, mesin-mesin tersebut diinstalasi oleh pihak Pabrik, ditempat Pabrik Minyak Kelapa Sawit yang akan didirikan.
Distribusi yang menggunakan jalur laut menggunakan agen PT Bona Trans Persada.
Pabrik
Owner Pabrik
Gambar 2.1. Distribusi Langsung pada PT. Pancakarsa Bangun Reksa
Semua produk PT. Pancakarsa Bangun Reksa dipasarkan di dalam negeri antara lain : wilayah Sumatera, Jawa, Kalimantan, dan wilayah lainnya di dalam Indonesia, bahkan sekarang sudah diekspor ke luar negeri, misalnya ke Malaysia, Singapura dan Myanmar.
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi Perusahaan
Head of Quality Control
Head of Production
Head of
Technical Stakeholder
Head of Human Resources
Plant Controller Logistic
Manager CSR
Plant Administrator
Karyawan
Sumber : PT. Pancakarsa Bangun Reksa
IV-23
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Penanganan risiko dalam supply chain sangat diperlukan agar dapat meminimalisasi waktu, dan kinerja yang dikeluarkan dalam aktivitas supply chain tersebut. Penanganan risiko dapat dilakukan dengan manajemen Risiko. Manajemen risiko didefinisikan sebagai suatu pendekatan yang komprehensif untuk menangani semua kejadian yang menimbulkan kerugian. Dalam mengidentifikasi dan mengantisipasi risiko yang timbul dalam supply chain diperlukan suatu manajemen risiko yang baik dalam Supply Chain Risk Management.
Pada perusahaan yang memproduksi sterilizer seperti PT. Pancakarsa Bangun Reksa perencanaan pembelian maupun produksi dilakukan berdasarkan atas pemesanan langsung maupun data historis permintaan.
ditangani oleh ahli.
Kedatangan bahan sterilizier yang sering terlambat merupakan suatu hal utama yang perlu diperhatikan karena mampu menyebabkan proses produksi mengalami kemunduran dari jadwal yang telah direncanakan sebab itu penelitian ini menggunakan pengembangan metode House of Risk (HOR) yang dikembangkan oleh I Nyoman Pujawan dan Laudine H. Geraldin yang bertujuan untuk memitigasi penyebab risiko supply chain untuk menghilangkan dan meminimalisasi kerugian bagi perusahaan yang dikembangkan dari FMEA (Failure Mode and Effect Analysis).
Tiap proses operasional yang terjadi pada supply chain juga memiliki potensi timbulnya kendala-kendala yang menggangu aktivitas proses tersebut. Untuk mengetahui kendala-kendala yang terjadi, perusahaan perlu melakukan identifikasi risiko kendala yang akan muncul. Dalam mengidentifikasi risiko yang akan timbul perusahaan perlu memiliki manajemen risiko yang terstruktur. Hal ini bertujuan untuk menghasilkan aksi mitigasi yang mampu meminimalisir terjadinya risiko tersebut.
IV-25
dan tools House Of Quality (HOQ) pada Qualtiy Function Deployment (QFD). Pada umumnya tools HOQ untuk merancang atribut produk, tools HOR dapat juga digunakan untuk mengidentifikasi dan merancang strategi mitigasi risiko. Pengembangan perhitungan Risk Priority Index (RPI) pada metode FMEA dilakukan untuk melakukan penaksiran risiko pada HOR sebagai ARP (Aggregate Risk Potential). Setelah mengetahui index proritas risiko, kemudian dipilih agen risiko yang akan mendapatkan treatment. Kemudian agen risiko akan dimasukkan pada House Of Risk tahap kedua untuk merancang strategi mitigasinya.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, masalah yang dialami PT. Pancakarsa Bangun Reksa adalah adanya berbagai risiko/gangguan dalam kegiatan supply chain, seperti keterlambatan kedatangan bahan, salah penaksiran pemesanan bahan, perjanjian terhadap supplier yang bersifat otoriter, kondisi barang yang dikirim tidak sesuai spesifikasi yang dipesan perusahaan, dan pemeliharaan yang membutuhkan waktu ekstra karena tidak ditangani oleh ahli.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah:
1. Melakukan analisa risiko dengan pengembangan metode SCOR dan FMEA 2. Mengevaluasi risiko dengan pendekatan House of Risk
1. Penelitian hanya dilakukan pada proses rantai pasok bahan baku sterilizer di PT. Pancakarsa Bangun Reksa dari pihak supplier sampai ke perusahaan.
2. Penelitian tidak membahas masalah biaya.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Semua fasilitas yang digunakan, pada proses produksi berada dalam kondisi baik dan bekerja secara normal.
ABSTRAK
Penanganan risiko supply chain dalam meminimalisasi waktu dan kinerja dapat dilakukan dengan pendekatan komprehensif untuk menangani semua kejadian yang menimbulkan kerugian atau disebut dengan manajemen risiko. PT. Pancakarsa Bangun Reksa merupakan perusahaan produsen sterilizer yang mengalami berbagai risiko dalam kegiatan supply chain, seperti keterlambatan tibanya bahan baku, salah tafsir pemesanan bahan baku, perjanjian terhadap supplier yang otoriter, kondisi atau jumlah bahan baku yang dikirim tidak sesuai dengan yang pesanan, dan pemeliharaan yang membutuhkan waktu ekstra. Dalam penelitian ini dilakukan analisa risiko dengan pengembangan metode SCOR dan FMEA, evaluasi risiko dengan pendekatan House of Risk, dan mitigasi risiko dengan memprioritaskan tindak lanjut pengendalian risiko. Dipilih 5 penyebab risiko yang memiliki nilai Aggregate Risk Potential (ARP) tertinggi dan dilakukan mitigasi. Satu penyebab risiko dapat menyebabkan lebih dari satu kejadian risiko, selanjutnya didapatkan strategi mitigasi yang diusulkan yaitu melakukan perjanjian yang menuntut keseriusan supplier dalam menyelesaikan order, menyediakan angkutan alternatif jika jarak tempuh dekat, operator pada proses pemeliharaan adalah operator yang terlatih, mencari informasi tentang harga bahan baku di pasar agar dapat mempertimbangkan perjanjian kontrak, Melakukan penafsiran melalui rata-rata data permintaan, dan penerapan kontrak jangka pendek.
Kata kunci: Supply Chain, Risk Management, House of Risk, risiko, penyebab
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat
Memperoleh Gelar Sarjana Teknik
Oleh
EZRILONA SILALAHI
NIM. 090403105
DEPARTEMEN TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis ucapkan ke hadirat Tuhan Yang Maha Esa atas segala rahmat dan kasih karunia-Nya yang senantiasa menyertai penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini dengan baik.
Laporan Tugas Sarjana ini merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis melaksanakan Tugas Sarjana di PT. Panca Karsa Bangun Reksa yang bergerak dibidang produksi sterilizier yang akan digunakan untuk mesin pabrik kelapa sawit. Tugas Sarjana ini berjudul “Analisis Mitigasi Risiko pada Supply Chain Pembuatan Sterilizier.”
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari kesempurnaan, penulis mengharapkan kritik dan saran yang bersifat membangun dari semua pihak untuk kesempurnaan tulisan ini ke depan.
UNIVERSITAS SUMATERA UTARA, MEDAN
Desember 2014
UCAPAN TERIMAKASIH
Peneliti telah banyak mendapatkan bimbingan, nasihat, dan dukungan dari Orangtua tercinta bapak Edy Murphy Silalahi, SE dan mama Effi Mieke
Siahaan serta berbagai pihak, baik berupa materi, spiritual, informasi maupun
administrasi selama perkuliahan hingga penelitian berakhir. Oleh karena itu, pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT. Selaku sekretaris Departemen Teknik Industri Universitas Sumatera Utara.
3. Bapak Ir. Mangara M. Tambunan, M.Sc., selaku koordinator Tugas Sarjana Departemen Teknik Industri yang juga merupakan Dosen Pembimbing I dan Bapak Ikhsan Siregar, S.T., M.Eng., selaku Dosen Pembimbing II yang telah meluangkan waktu, perhatian, dan pemikiran dalam memberi bimbingan dan arahan kepada penulis dalam menyelesaikan Laporan Tugas Sarjana ini. 4. Bapak Lailan Juriadi selaku Manager HCR PT. Pancakarsa Bangun Reksa
5. Kakakku Ezra Juli Emma Silalahi, ST dan Abangku Ezron Martin Vivaldi Silalahi, SP., MBA yang telah memberikan dukungan lewat doa dan saran kepada penulis dalam menyelesaikan penelitian.
6. Seluruh staf pengajar di Departemen Teknik Industri Universitas Sumatera Utara.
7. Staff pegawai Teknik Industri Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma, Kak Mia, Ibu Ani, dan Bang Ridho atas bantuannya dalam masalah administrasi untuk melaksanakan Tugas Sarjana ini.
8. Seorang dokter muda yang menjadi motivasi penulis dalam menyelesaikan tugas akhir ini dan selalu mendukung penulis selama menjalani perkuliahan. 9. Tonggo Hutabarat, ST., dan Hasianna Situmorang, ST., yang telah banyak
membantu penulis dalam proses pengerjaan laporan dari awal hingga selesai. 10.Perlin Martua, ST., dan juga Recky Yohani, ST sebagai rekan yang sering
bersama-sama dengan penulis dalam mengerjakan tugas sarjana.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan Penelitian ... I-3 1.4. Batasan Masalah dan Asumsi ... I-3
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI ...
III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN ...
IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.6. Instrumen Penelitian ... IV-6 4.7. Pelaksanaan Penelitian ... IV-6 4.8. Pengolahan Data ... IV-10 4.9. Analisis Data ... IV-10 4.10. Evalusai ... IV-12 4.11. Kesimpulan dan Saran ... IV-13
V PENGUMPULAN DAN PENGOLAHAN DATA ...
V-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.1. Identifikasi Tingkat Dampak (Severity),
Kemunculan (Occurence) dan Korelasi ... V-8 5.2.3. Evaluasi Risiko ... V-10 5.2.4. Penanganan Risiko ... V-11 5.2.4.1. Penentuan Strategi Mitigasi ... V-11 5.2.4.2. Korelasi Antara Strategi Mitigasi dengan
Penyebab Risiko ... V-14 5.2.4.3. Perhitungan Total Effectivenes dan Degree
of Difficulty Dari Strategi Mitigasi ... V-15 5.2.4.4. Perhitungan Rasio Effectiveness To
Difficulty Dari Strategi Mitigasi ... V-17
VI ANALISIS PEMECAHAN MASALAH ...
VI-1
VII KESIMPULAN DAN SARAN ...
VII-1
7.1. Kesimpulan ... VII-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
DAFTAR PUSTAKA
DAFTAR TABEL
3.3. Penjelasan Metrik Supply Chain serta Benchmark Kinerja ... III-9 3.4. Severity Rate ... III-23 3.5. Occurence Rate ... III-24 3.6. Detection Rate ... III-25 4.1. Definisi Masing-masing Elemen pada Setiap Dimensi ... IV-7 5.1. Jumlah Permintaan Sterilizer (Unit) ... V-1 5.2. Data Estimasi ... V-2 5.3. Aktivitas Perusahaan ... V-3 5.4. Data Komponen Produk Sterilizer ... V-4 5.5. Jumlah Komponen Produk Sterilizer ... V-5 5.6. Aktivitas Perusahaan Berdasarkan SCOR ... V-8 5.7. Penilaian Resiko ... V-9 5.8. Penilaian Penyebab Resiko ... V-9 5.9. Penilaian Korelasi Hubungan Antara Strategi MitigasiDAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN
HALAMAN
1. Tabel HOR Fase 1 ... L-1 2. Form TA ... L-2
3. Surat Penjajakan ... L-4
4. Surat Balasan ... L-5
5. SK Tugas Sarjana ... L-6
ABSTRAK
Penanganan risiko supply chain dalam meminimalisasi waktu dan kinerja dapat dilakukan dengan pendekatan komprehensif untuk menangani semua kejadian yang menimbulkan kerugian atau disebut dengan manajemen risiko. PT. Pancakarsa Bangun Reksa merupakan perusahaan produsen sterilizer yang mengalami berbagai risiko dalam kegiatan supply chain, seperti keterlambatan tibanya bahan baku, salah tafsir pemesanan bahan baku, perjanjian terhadap supplier yang otoriter, kondisi atau jumlah bahan baku yang dikirim tidak sesuai dengan yang pesanan, dan pemeliharaan yang membutuhkan waktu ekstra. Dalam penelitian ini dilakukan analisa risiko dengan pengembangan metode SCOR dan FMEA, evaluasi risiko dengan pendekatan House of Risk, dan mitigasi risiko dengan memprioritaskan tindak lanjut pengendalian risiko. Dipilih 5 penyebab risiko yang memiliki nilai Aggregate Risk Potential (ARP) tertinggi dan dilakukan mitigasi. Satu penyebab risiko dapat menyebabkan lebih dari satu kejadian risiko, selanjutnya didapatkan strategi mitigasi yang diusulkan yaitu melakukan perjanjian yang menuntut keseriusan supplier dalam menyelesaikan order, menyediakan angkutan alternatif jika jarak tempuh dekat, operator pada proses pemeliharaan adalah operator yang terlatih, mencari informasi tentang harga bahan baku di pasar agar dapat mempertimbangkan perjanjian kontrak, Melakukan penafsiran melalui rata-rata data permintaan, dan penerapan kontrak jangka pendek.
Kata kunci: Supply Chain, Risk Management, House of Risk, risiko, penyebab