APLIKASI TEKNIK SIMULASI UNTUK PERENCANAAN
PERSEDIAAN DAN PEMESANAN BAHAN BAKU DI
PT. MEGAH PLASTIK
DRAFT TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
FIRSON JAPAR
NIM. 080403033
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
UCAPAN TERIMA KASIH
Puji syukur penulis naikan kepada Tuhan Yang Maha Esa yang telah memberikan kasih dan karunia-Nya sehingga penulis mendapatkan kesempatan untuk megikuti pendidikan di Departemen Teknik Industri USU serta telah menyertai penulis selama proses perkuliahan dan penulisan laporan Tugas Sarjana ini.
Dalam proses penulisan Tugas Akhir ini, penulis telah mendapatkan imbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual dan informasi. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis dan saudari penulis yang selalu mendukung penulis dalam doa, dana dan semangat.
2. Bapak Prof. Dr. Ir. Humala Napitupulu, DEA, selaku Dosen Pembimbing I yang telah memberikan waktu, bimbingan, pengarahan dan masukan dalam menyelesaikan Tugas Sarjana ini.
3. Bapak Ikhsan, ST, M.Eng, selaku Dosen Pembimbin II yang telah telah memberikan waktu, bimbingan, pengarahan dan masukan dalam menyelesaikan Tugas Sarjana ini.
4. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberik izin pelaksanaan Tugas Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
5. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Akhir.
6. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Koodinator Bidang Rekayasa Manufaktur.
8. Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, Bang Arman dak Kak Rahma atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tuagas Sarjana Ini.
Kepada semua pihak yang telah membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per sau, penulis mengucapkan terima kasih. Semoga laporan ini bermanfaat bagi kita semua.
Medan, April 2013
Abstrak
PT. Megah Plastik adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi plastik kantongan. Dalam strategi produksinya perusahaan
menerapkan sistem make to order. Dalam proses produksi perusahaan beberapa
kali mengalami kekurangan bahan baku ketika jumlah permintaan melonjak dan kelebihan bahan baku ketika jumlah permintaan menurun. Hal ini terjadi karena metode pemesanan bahan baku yang diterapkan perusahaan yaitu berdasarkan rata-rta penggunan bijih plastik periode sebelumnya tidak mampu dalam
menghadapi fluktuasi permintaan. Untuk mengatasi hal ini, peneliti mencoba
enggunakan teknik simulasi untuk melakukan perencanaan pemesanan bahan baku dengan cara merancang berbagai alternatif rencana pemesanan bahan. Dari hasil pengolahan yang dilakukan, didapatkan bahwa untuk pemesanan jumlah tetap rencana ke-3 dengan jumlah pemesanan 3 kali rata-rata penggunaan bijih
plastik ditambah safety stock merupakan rencana terbaik untuk menghindarkan
perusahaan dari kekurangan stok serta memberikan biaya persediaan yang paling minimal. Untuk model pembelian dengan periode tetap, didapatkan bahwa rencana ke-2 dengan pembelian setiap 5 hari merupakan rencana terbaik.
Kata Kunci : Simulasi, fluktuasi permintaan, lead time, persediaan bahan baku,
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas kasih karuniaNya yang selalu menyertai sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini berjudul “Aplikasi Teknik Simulasi Untuk Perencanaan Jumlah Persediaan dan Pemesanan Bahan Baku di PT. Megah Plastik”.
Penulis menyadari bahwa dalam penulisan laporan Tugas Sarjana ini
belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.
Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak
yang memerlukannya.
Medan, Mei 2013
DAFTAR ISI
1.6. Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Persusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-2
2.4. Organisasi dan Manajemen ... II-2
2.4.1. Struktur Organisasi Perusahaan... II-2
2.4.2. Uraian Tugas dan Tanggung Jawab... II-4
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-4
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-6
DAFTAR ISI (Lanjutan)
2.5.6. Safety and Fire Protection ... II-14
III LANDASAN TEORI ... III-1 3.1. Persediaan ... III-1 3.2. Sistem Persediaan ... III-3 3.3. Faktor Biaya Persediaan ... III-6 3.4. Safety Stock ... III-7 3.5. Uji Suai Pola Distribusi... III-7 3.6. Definisi Simulasi ... III-9 3.7. Prinsip Dasar Simulasi ... III-9 3.8. Langkah-langkah Simulasi ... III-11 3.9. Sistem Dinamis ... III-12 3.10.Powersim ... III-13 3.11.Komponen Powersim ... III-16 3.12.Persmaan Simulasi Dinamis ... III-18 3.13.Verifikasi, Replikasi dan Validasi Model ... III-25
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.4. Variabel Penelitian ... IV-1 4.4.1. Variabel Independen ... IV-1 4.4.2. Variable Dependen ... IV-2 4.5. Kerangka Konseptual ... IV-2 4.6. Rancangan Penelitian ... IV-3 4.7. Identifikasi Masalah... IV-5 4.8. Pengumpulan dan Pengolahan Data ... IV-5 4.9. Simulasi ... IV-5 4.10.Hasil dan Pembahasan ... IV-7 4.11.Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1.Permintaan Plastik dan Lead Time ... V-1 5.1.2.Data Effisiensi dan Scrap Produksi ... V-4 5.2. Uji Kecukupan Data ... V-4 5.3. Uji Keseragaman Data ... V-5 5.4. Pengujian Distribusi Data ... V-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.5.4. Hasil Simulasi rencana IV ... VI-29 6.5.5. Hasil Simulasi Rencana V ... VI-31 6.6. Validasi ... VI-33 6.7. Perencanaan Taktis dan Strategis ... VI-34 6.8. Eksperimen... VI-37
VII PEMBAHASAN ... VII-1 7.1. Pembahasan Metode Rata-rata ... VII-1 7.2. Pembahasab Hasil Simulasi... VII-3
VIII ANALISIS PEMECAHAN MASALAH ... VIII-1 8.1. Analisis Pemecahan Masalah ... VIII-1 8.2. Analisis Langkah Membangun Model ... VIII-1 8.3. Analisis Langkah Akusisi Data ... VIII-3 8.4. Analisis Langkah Verifikasi ... VIII-4 8.5. Analisis Langkah Validasi ... VIII-5 8.6. Analisis Langkah Perencanaan Taktis dan Strategis ... VIII-7 8.7. Analisis Langkah Eksperimen ... VIII-8 8.8. Analisis Langkah Pembahasan ... VIII-8
IX KESIMPULAN DAN SARAN ... IX-1 9.1. Kesimpulan ... IX-1 9.2. Saran ... IX-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Jumlah Kebutuhan dan Persediaan Bijih Plastik ... I-2
2.1. Pembagian Jumlah Tenaga Kerja pada PT. Megah Plastik ... II-4
2.2. Spesifikasi dan Fungsi Mesin-mesin Produksi yang Digunakan ... II-12
2.3. Peralatan yang Digunakan ... II-13
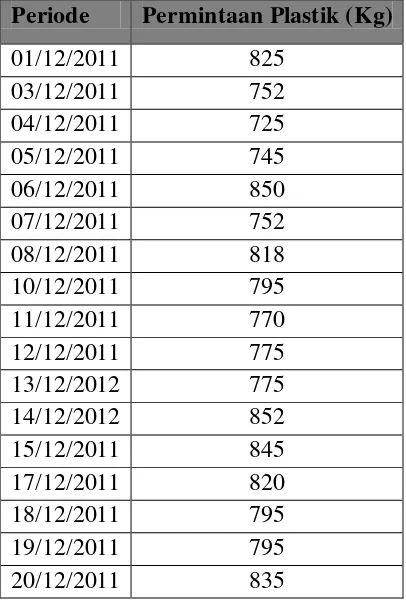
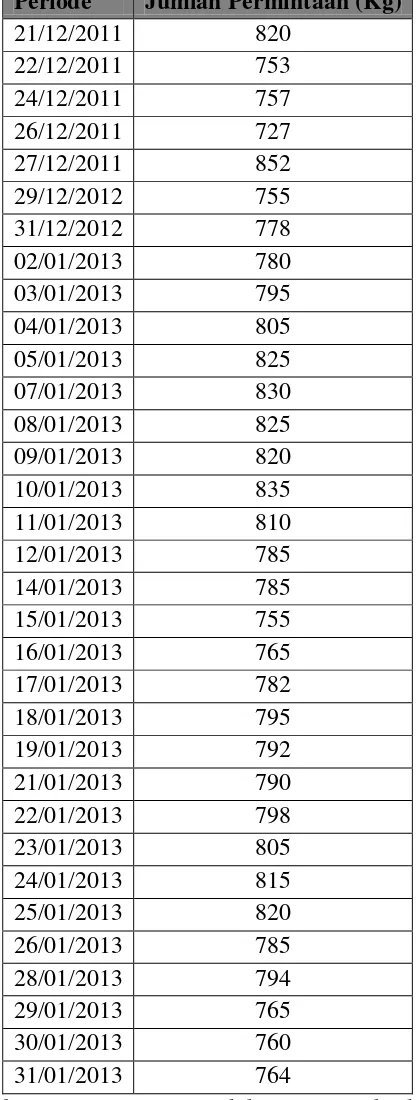
5.1. Data Permintaan Plastik Periode 01 Desember 2012 – 31 Jan
2013 ... V-11
5.2. Data Lead Time Periode 01 Des 2012 – 31 Jan 2013 ... V-3
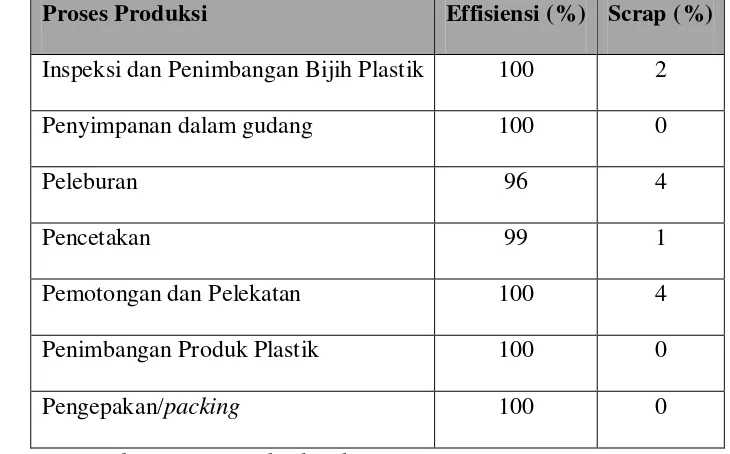
5.3. Data Effisiensi da Scrap Proses Produksi... V-4
5.4. Uji Keseragaman Data ... V-6
5.5. Hasil Penentuan Nilai Deskriptif Statistik dari data Permintaan
Produk Plastik ... V-7
5.6. Hasil Penentuan Nilai Deskriptif dari Data Permintaan Plastik .... V-8
5.7. Penentuan X2 Hitung Data Permintaan Plastik ... V-8
6.1. Pendefinisian Komponen dalam Powersim ... VI-13
6.2. Perbandingan antara Beberap Formulasi Komponen Secara
Manual dengan Formulasi pada Powersim... VI-17
6.3. Time table Hasil Simulasi Penjulan Produk dengan Powersim ... VI-18
6.4. Time table Hasil Simulasi Jumlah Produksi dengan Powersim... VI-20
6.5. Time table Hasil Simulasi Penggunaan Bijih Plastik dengan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.6. Time table Hasil Simulasi Rencana I dengan Powersim ... VI-24
6.7. Time table Hasil Simulasi Rencana II dengan Powersim ... VI-25
6.8. Time table Hasil Simulasi Rencana III dengan Powersim ... VI-27
6.9. Time table Hasil Simulasi Rencana IV dengan Powersim ... VI-29
6.10. Time table Hasil Simulasi Rencana Vdengan Powersim ... VI-31
6.11. Rekapitulasi Perhitungan Validasi Setiap Rencana ... VI-34
6.12. Jumlah Persediaan dan Kekurangan Stok Rencana I-V ... VI-35
6.13. Time table Jumlah Persediaan Bijih Plastik Rencana Eksperimen VI-37
6.14. Hasil Rekapitulasi Pengulangan Simulasi Eksperimen ... VI-39
7.1. Tabel Perbandingan Jumlah Persediaan Rencana I-V ... VI-2
7.2. Tabel Jumlah Biaya Setiap rencana ... VI-3
7.3. Tabel Jumlah Persediaan dan Kekurangan Stok Rencana
Eksperimen ... VI-5
7.4. Tabel Jumlah Biaya Rencan Eksperimen ... VI-6
7.5. Tabel Perbandandigan Biaya Masing-masing Rencana ... VI-7
8.1. Rekaputilasi Perhitungan Masing-masing Rencana ... VIII-5
8.2. Tabel Jumlah Persediaan dan Kekurangan Stok Rencana I-V ... VIII-6
8.3. Hasil Rekapitulasi Pengulangan Eksperimen ... VIII-8
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Stuktur Organisasi PT.Megah Plastik ... II-3
2.2. Proses Produksi Plastik Kantongan... II-9
3.1. Q System ... III-4 3.2. P System ... III-4
3.3. Titik Pemesanan Kembali (Reorder Point) ... III-5
3.4. Ikon PowersimConstructor... III-14
3.5. Tampilan PowersimConstructor ... III-14
3.6. Keterangan Tampilan Powersim Construrtor ... III-15
3.7. Beberapa Tools dalam Powersim Constructor ... III-15
3.8. Simbol Variabel Level ... III-16 3.9. Simbol Variabel Rate ... III-17 3.10. Simbol Variabel Auxiliary ... III-17 3.11. Simbol Variabel Constant ... III-17 3.12. Simbol Snapshot ... III-18
3.13. Urutan Komputasi Simulasi Dinamis... III-19
4.1. Kerangka Konseptual ... IV-2
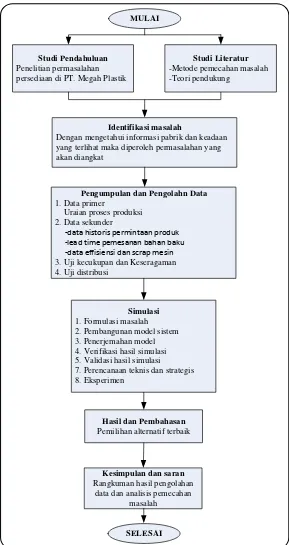
4.2. Block Diagram Langkah-langkah Pemecahan Masalah... IV- 4
5.1. Jumlah Kejadian masing-masing Lead Time ... V-1
6.1. Pembentukan Causal Model Persediaan Bijih Plastik Langkah I.. VI-2
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.3. Pembentukan Causal Model Persediaan Bijih Plastik Langkah
III ... VI-5
6.4. Cuasal Model Persediaan Bijih Plastik ... VI-6
6.5. Causal Model Penjualan Produk Plastik ... VI-6
6.6. Main Causal Model ... VI-8
6.7. SubmodelPenjualan Produk Plastik ... VI-9
6.8. Submodel Persediaan Bijih Plastik ... VI-10
6.9. Main Model Simulasi ... VI-11
6.10. Block Diagram Logika Dasar Model ... VI-12
6.11. Time Graph hasil Simulasi Penjualan Produk Harian dengan
Powersim ... VI-19
6.12. Time Graph Hasil Simulasi Jumlah Produksi dengan Powersim .. VI-21
6.13. Time Graph Hasil Simulasi Penggunaan Bijih Plastik dengan
Powersim ... VI-22
6.14. Time Graph Hasil Simulasi Persediaan Bijih Plastik Rencana I ... VI-25
6.15. Time Graph Hasil Simulasi Persediaan Bijih Plastik Rencana II .. VI-27
6.16. Time Graph Hasil Simulasi Persediaan Bijih Plastik Rencana III. VI-29
6.17. Time Graph Hasil Simulasi Persediaan Bijih Plastik Rencana IV VI-31
6.18. Time Graph Hasil Simulasi Persediaan Bijih Plastik Rencana V .. VI-33
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.20. Time Graph Simulasi Jumlah Persediaan Bijih Plastik Rencana
Eksperimen ... VI-38
7.1. Perbandingan Jumlah Persediaan Bahan Baku dan Kekurangan
Stok ... VII-2
7.2. Total Biaya Masing-masing Rencana ... VII-4
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
L.1. Uraian Tugas dan Tanggung Jawab ... L-1
L.2. Algoritma Perencanaan Persediaan dan Pemesanan Bahan Baku . L-2
L.3. Tabel Distribusi Normal ... L-3
Abstrak
PT. Megah Plastik adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi plastik kantongan. Dalam strategi produksinya perusahaan
menerapkan sistem make to order. Dalam proses produksi perusahaan beberapa
kali mengalami kekurangan bahan baku ketika jumlah permintaan melonjak dan kelebihan bahan baku ketika jumlah permintaan menurun. Hal ini terjadi karena metode pemesanan bahan baku yang diterapkan perusahaan yaitu berdasarkan rata-rta penggunan bijih plastik periode sebelumnya tidak mampu dalam
menghadapi fluktuasi permintaan. Untuk mengatasi hal ini, peneliti mencoba
enggunakan teknik simulasi untuk melakukan perencanaan pemesanan bahan baku dengan cara merancang berbagai alternatif rencana pemesanan bahan. Dari hasil pengolahan yang dilakukan, didapatkan bahwa untuk pemesanan jumlah tetap rencana ke-3 dengan jumlah pemesanan 3 kali rata-rata penggunaan bijih
plastik ditambah safety stock merupakan rencana terbaik untuk menghindarkan
perusahaan dari kekurangan stok serta memberikan biaya persediaan yang paling minimal. Untuk model pembelian dengan periode tetap, didapatkan bahwa rencana ke-2 dengan pembelian setiap 5 hari merupakan rencana terbaik.
Kata Kunci : Simulasi, fluktuasi permintaan, lead time, persediaan bahan baku,
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pengendalian persediaan yang tepat adalah salah satu faktor yang sangat
esensial bagi perusahaan untuk menjaga agar perusahaan tersebut dapat terus
bertahan dalam persaingan pasar yang semakin ketat. Perusahaan dituntut agar
dapat memenuhi permintaan pasar yang berfluktuasi secara tepat jumlah dan tepat
waktu. Tuntutan ini menyebabkan perusahaan harus secara seksama dalam
menentukan jumlah persediaan tiap harinya. Kelancaran produksi itu sendiri
dipengaruhi oleh ketersediaan bahan baku yang akan diolah dalam produksi.
Bahan baku yang dibutuhkan harus tersedia sehingga dapat menjamin
kelancaran produksi. Akan tetapi, hendaknya kuantitas persediaan itu jangan
terlalu berlebih agar tidak menambah biaya ekonomis yang disebabkan oleh
persediaan berlebih.
PT. Megah Plastik merupakan perusahaan yang bergerak pada bidang
proses produksi lembaran plastik dari bijih plastik. Produk yang dihasilkan berupa
kantong plastik dalam berbagai ukuran. Target pasar PT. Megah Plastik adalah
perusahaan-perusahaan dan distributor di pasar. Adapun PT. Megah Plastik
menerapkan sistem make to order.
Berdasarkan hasil tinjauan lapangan dan wawancara dengan pihak
perusahaan, diketahui bahwa perusahaan ini berproduksi secara berkelanjutan
yang dihadapi oleh perusahaan adalah perusahaan beberapa kali mengalami
kekurangan stok ketika jumlah permintaan melonjak dan kelebihan stok ketika
jumlah permintaan menurun. Adapun penentuan jumlah pemesanan dilakukan
secara perhitungan kasar yaitu berdasarkan rata-rata jumlah kebutuhan bijih
plastik periode sebelumnya. Metode ini rentan dalam menghadapi fluktuasi
permintaan. Resiko yang timbul adalah potensi kehabisan bahan (stockout) ketika
jumlah permintaan melonjak dan kelebihan stok ketika permintaan menurun.
Fluktuasi permintaan produk plastik terlihat dari data yang dikumpulkan dimana
permintaan yang tertinggi adalah sebesar 950-960 Kg/hari dan permintaan yang
terrendah adalah sebesar 700-720 Kg/hari. Akibat dari fluktuasi permintaan, PT.
Megah Plastik harus memasok bahan baku dengan jumlah dan waktu yang tepat
untuk menghindari kekurangan stok pada saat permintaan melonjak dan
meminimalkan kelebihan stok ketika permintaan menurun.
Untuk menghadapi masalah diatas, perusahaan memerlukan suatu
alternatif dalam merencanakan pembelian bahan baku. Dalam tulisan ini, peneliti
akan mencoba menggunakan teknik simulasi untuk menentukan model pemesanan
yang mampu mencegah terjadinya stockout sekaligus mampu memberikan biaya
persediaan yang minimum.
Adanya variabel-variabel penting yang tidak dapat ditentukan secara pasti
yaitu jumlah kecacatan produk dan persediaan bahan baku supplier dan simulasi
dapat menghasilkan sebuah hasil eksperimen yang bisa digunakan untuk
mengevaluasi alternatif kebijakan pengendalian pesediaan dan pemesanan bahan
diharapkan dapat merepresentasikan sistem nyata yang dinamis dalam suatu
pengoperasian maya dalam memberikan suatu alternatif pemesanan bahan bak
uyang terbaik.
Penggunaan teknik simulasi sudah banyak dilakukan untuk
mengendalikan persediaan seperti yang dilakukan oleh Ari Purwani pada tahun
2006 yang menggunakan teknik simulasi untuk mengkaji ketersediaan bahan baku
kulit sintetik di perusahaan X. Penelitian lainnya juga pernah dilakukan Tommy
Suwandi pada tahun 2011 yang menunjukan bahwa simulasi mampu memberikan
suatu rencana persediaan dan pembelian yang efektif dengan faktor lead time
yang tidak pasti.
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan di atas, dapat diketahui
bahwa yang menjadi masalah dalam penelitian ini yaitu perusahaan mengalami
kendala dalam merencanakan pemesanan bahan baku yang mampu menhindarkan
perusahaan dari kekurangan stok ketika permintaan melonjak dan meninimalkan
kelebihan stok pada saat permintaan menurun . Oleh karena itu, untuk membantu
perusahaan menghadapi kondisi seperti ini, maka akan dilakukan perencanaan
pemesanan bahan baku dengan menggunakan teknik simulasi dengan cara
merancang berbagai rencana pembelian bahan baku sehingga dapat diperoleh
1.3 Tujuan Penelitian
Tujuan umum dari penelittian ini adalah untuk merancang model simulasi
pemesanan bahan baku yang mampu menghindarkan perusahaan dari kekurangan
stok serta memberikan biaya persediaan yang minimal. Adapun tujuan khusus dari
penelitian ini adalah menentukan jumlah pemesanan yang tepat di PT. Megah
Plastik dengan aplikasi simulasi.
1.4 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai
pihak yakni:
1. Manfaat bagi mahasiswa
a. Mahasiswa dapat mempelajari dan merancang model pemesanan bahan
baku dengan menggunakan teknik simulasi dimanis.
b. Mahasiswa memahami konsep pengendalian persediaan yang efektif
sehingga tercipta proses produksi yang optimal.
2. Manfaat bagi perusahaan
Hasil penelitian ini dapat digunakan perusahaan sebagai pertimbangan dalam
menentukan jumlah pemesanan setiap periode dan pertimbangan dalam
menyusun rencana persediaan dan produksi.
3. Bagi Departemen Teknik Industri USU
Dapat mempererat kerja sama antara perusahaan dengan Departemen Teknik
1.5 Batasan Masalah dan Asumsi
Batasan permasalahan yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan pada PT. Megah Plastik.
2. Produk yang diteliti adalah plastik kantongan.
3. Metode yang digunakan adalah metode simulasi dinamis.
4. Prosedur pembelian bahan baku tidak dibahas.
Asumsi yang digunakan dalam penelitian ini adalah :
1. Tidak terdapat perubahan sistem produksi dan metode kerja yang digunakan
selama tahun 2013.
2. Pola distribusi data permintaan ke depan dinilai mengikuti tren masa lalu.
3. Tidak ada masalah yang terjadi saat pengiriman bahan baku dari supplier ke
perusahaan.
1.6 Sistematika Penulisan Tugas Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I : Pendahuluan. Dalam bab ini akan diuraikan mengenai latar belakang permasalahan, perumusan masalah, tujuan penelitian, manfaat
penelitian, batasan masalah dan asumsi serta sistematika penulisan
tugas akhir.
BAB II: Gambaran Umum Perusahaan. Bab ini memuat secara singkat dan padat mengenai berbagai atribut dari perusahaan yang menjadi objek
perusahaan, struktur organisasi perusahaan, pembagian tugas dan
tanggung jawab, jumlah tenaga kerja, jam kerja, sistem pengupahan,
proses produksi yang mencakup standar kualitas, bahan yang
digunakan, uraian proses produksi, mesin dan peralatan yang
digunakan, utilitas, safety and fire protection serta waste treatment yang
diterapkan oleh perusahaan.
BAB III : Landasan Teori. Dalam bab ini diuraikan mengenai tinjauan-tinjauan kepustakaan yang berisi teori-teori dan pemikiran-pemikiran yang
digunakan sebagai landasan dalam pembahasan serta pemecahan
masalah
BAB IV : Metodologi Penelitian. Bab ini berisi metodologi yang digunakan untuk mencapai tujuan penelitian meliputi tahapan-tahapan penelitian
dan penjelasan tiap tahapan secara ringkas disertai diagram alirnya,
mulai dari identifikasi masalah sampai pada penarikan kesimpulan dan
saran.
BAB V : Pengumpulan dan Pengolahan Data. Bab ini berisi penjelasan mengenai pengumpulan data yang dilakukan dan jenis-jenis data (data
primer dan sekunder) yang dikumpulkan.
BAB VI : Simulasi. Bab ini berisikan pembuatan model simlasi hingga hasil simulasi yang terdiri dari beberapa rencanan pemesanan dengan
BAB VII: Pembahasan. Bab ini berisikan pembahasan biaya yang yang dari masing-masing rencana pemesanan dengan teknik simulasi dan
metode pemesanan perusahaan.
BAB VI : Analisis Pemecahan Masalah. Bab ini berisi analisis hasil pengolahan data untuk mendapatkan solusi terhadap masalah yang
ada.
BAB VII : Kesimpulan dan Saran. Bab ini berisi kesimpulan yang diperoleh penulis dari hasil pengolahan data dan saran-saran yang diberikan
penulis kepada pihak perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT. Megah Plastik merupakan perusahaan yang bergerak pada bidang
proses produksi plastik kantongan dari bijih plastik. PT. Megah Plastik didirikan
pada tanggal 23 September 1990 di Medan dengan Akte No. 80/HB/1997
tertanggal 17 Januari 1987 dengan nama Perusahaan Dagang dan Perindustrian
Megah yang disingkat PT. Megah. Sejak tanggal 10 Oktober 2002 terjadi
perubahan pengurusan dari pemegang saham dengan akte No. 25, lalu terjadi lagi
perubahan pengurus serta anggaran dasar melalui akte No. 29 dihadapan notaris
Hendry Kurniawan, SH, pada tanggal 18 Januari 2003, nama perusahaan menjadi
PT. MEGAH PLASTIK dan telah didaftarkan pada departemen kehakiman No.
J.A. 3/20/3 tanggal 29 Maret 2003 dan diumumkan dalam lembaran berita Negara
Republik Indonesia No. 47 tanggal 7 Agustus 2003.
Sejak hal tersebut, perusahaan bergerak dalam proses pengolahan bijih
plastik mentah menjadi kantongan plastik. Pada tahun 2004 status perusahaan
disahkan menjadi swasta nasional (PMDN) setelah mendapat izin dari Menteri
perdagangan Republik Indonesia dengan surat keputusan No. 312/Kp/2004
2.2 Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha PT. Megah Plastik adalah memproduksi
plastik kantongan dari bijih plastik. PT. Megah Plastik memasarkan produknya ke
pasar-pasar di daerah Sumatera Utara terutama di kota Medan, Tebing tinggi,
Ranto Prapat dan Binjai. Selain itu PT. Megah Plastik juga memasarkan
produknya keluar negeri seperti ke Malaysia dan Kamboja.
2.3 Lokasi Perusahaan
PT. Megah Plastik didirikan di atas tanah dengan luas ± 2 Ha yang
berlokasi dijalan Jalan Patunbak, Amplas Kabupaten Deli Serdang.
2.4 Organisasi dan Manajemen 2.4.1 Struktur Organisasi Perusahaan
Struktur organisasi yang dianut PT. Megah Plastik adalah struktur
organisasi garis dan fungsional. PT. Megah Plastik membuat pembagian tugas
berdasarkan jenis pekerjaan atau fungsi, dimana kegiatan-kegiatan yang sejenis
atau fungsi-fungsi manajemen yang sama dikelompokkan ke dalam satu
kelompok kerja. Tugas, wewenang dan tanggung jawab berjalan vertical menurut
garis lurus mulai dari pimpinan tertinggi sampai pada bawahan masing-masing.
Struktur Lini Struktur Fungsi
Gambar 2.1 Struktur Organisasi PT. Megah Plastik
Direktur Utama
Ka. Keuangan
Direktur Produksi
Manajer Pabrik
Ka. Pembelian Ka. Personalia
2.4.2 Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab dari masing-masing bagian pada PT.
Megah Plastik dapat dilihat pada Lampiran 1.
2.4.3 Jumlah Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada PT. Megah Plastik berjumlah 90 orang, yang
terdiri atas tenaga kerja pria dan wanita dengan tingkat pendidikan yang bervariasi
dari SMU dan Sarjana. Pekerja di PT. Megah Plastik rata-rata adalah lulusan SD
yaitu buruh pabrik yang bekerja sebagai tenaga kasar pada perusahaan tersebut.
Rincian jumlah tenaga kerja dapat dilihat pada Tabel 2.1.
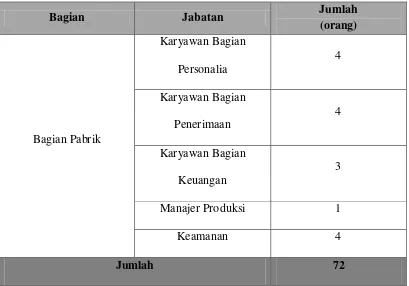
Tabel 2.1 Pembagian Jumlah Tenaga Kerja pada PT. Megah Plastik
Bagian Jabatan Jumlah (orang)
Bagian Kantor
Karyawan Bengkel 5
Karyawan Gudang 5
Tabel 2.1 Pembagian Jumlah Tenaga Kerja pada PT. Megah Plastik
Manajer Produksi 1
Keamanan 4
Jumlah 72
Sumber : PT. Megah Plastik
Adapun Jam kerja di PT. Megah Plastik terdiri dari 2 jam kerja, yaitu :
1. Jam kerja kantor
a. Hari senin sampai Jumat : Pukul 08.00 – 17.00 WIB
Istirahat : Pukul 12.00 - 13.00 WIB
b. Hari Sabtu : Pukul 08.00 – 12.00 WIB
2. Jam Kerja Pabrik
Hari senin sampai sabtu : Pukul 08.00 – 17.00 WIB
2.4.4 Sistem Pengupahan dan Fasilitas Lainnya
Upah berfungsi sebagai jaminan kelangsungan hidup yang layak
dinyatakan atau dinilai dalam bentuk uang yang akan ditetapkan menurut suatu
persetujuan, undang – undang dan peraturan, dibayarkan atas dasar suatu
perjanjian kerja antara pemberi kerja kepada penerima kerja. Gaji adalah upah
dasar yang diberikan dari pemberi kerja kepada penerima kerja dalam ukuran
waktu tertentu misalnya ukuran 1 (satu) hari dan 1 (satu) bulan, dan kadang
disebut dengan gaji pokok yang jumlahnya tetap dan akan mengalami kenaikan
pada periode tertentu sesuai dengan jabatan dan prestasi pihak penerima kerja.
Sistem pengupahan pada PT. Megah Plastik terbagi atas 2 jenis berdasarkan
karyawannya yaitu:
1. Karyawan tetap
Pengupaham pada perusahaan adalah berdasarkan upah bulanan. Besarnya
upah disesuaikan dengan tugas dan tanggung jawab masing – masing
karyawan, serta latar belakang pendidikan dan pengalamannya. Upah tersebut
diberikan untuk masa 21 hari kerja rata – rata 7 jam dalam sehari.
2. Karyawan Harian
Karyawan harian disini biasanya merupakan karyawan baru. Karyawan
harian kebanyakan bekerja pada bagian pemotongan dan pelekatan dan
2.5 Proses Produksi
2.5.1 Standar Mutu Bahan / Produk
Standar mutu bahan / produk disesuaikan dengan jenis produk yang
dihasilkan, bijih plastik dengan standar kualitas yang telah ditetapkan oleh
pemerintah Indonesia, yaitu Standar Nasional Indonesia (SNI). Bahan baku bijih
plastik yang digunakan dalam proses produksi menggunakan standar ISO
3501:1976. Adapun produk plastik kantongan yang dihasilkan harus memnuhi
standar pemerintah yaitu SNI ISO/IEC 17025:2008.
2.5.2 Bahan yang Digunakan
Adapun bahan yang digunakan oleh PT. Megah Plastik dalam
menghasilkan produk terdiri dari bahan baku, bahan penolong, dan bahan
tambahan yang dapat dilihat dalam uraian berikut ini.
2.5.2.1 Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan
produk (dalam proses produksi). Bahan baku yang digunakan dalam proses
produksi plastik kantongan ini adalah bijih plastik mentah yang diimpor dari Arab
Saudi. Bahan baku bijih plastik yang digunakan dalam proses produksi
2.5.2.2 Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan pada produk setelah
proses produksi yang berguna untuk meningkatkan citra produk kepada
konsumen, serta untuk melindungi produk dalam transportasi. Bahan tambahan
yang digunakan pada proses produksi plastik kantongan adalah plastik dan tali
yang digunakan untuk membungkus plastik kantongan yang sudah disusun .
2.5.2.3 Bahan Penolong
Bahan penolong merupakan bahan yang digunakan untuk membantu
proses produksi, tetapi tidak terdapat dalam produk akhir. Bahan penolong yang
digunakan pada proses produksi plastik kantongan adalah air. Air yang digunakan
adalah air yang bersih yang tidak banyak mengandung zat-zat kimia dan kotoran.
Air digunakan untuk membersihkan mesin-mesin pencetak dari kotoran-kotoran
yang melekat, mendinginkan mesin-mesin pelebur, dan mencuci alat-alat yang
dipakai dalam proses produksi.
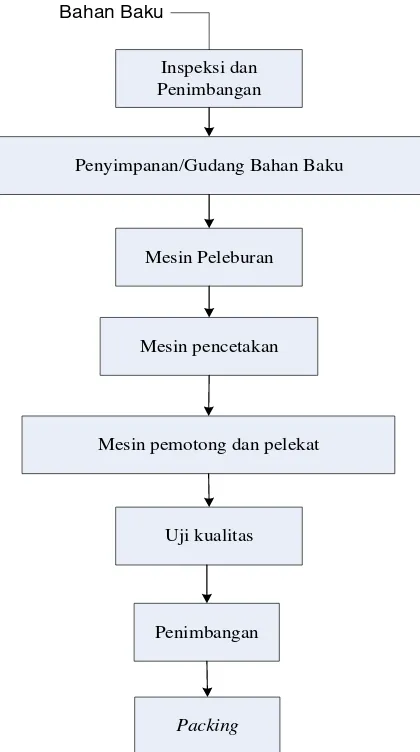
2.5.3 Uraian Proses Produksi
Proses produksi bijih plastik menjadi plastik kantongan dapat diuraikan ke
Inspeksi dan Penimbangan
Penyimpanan/Gudang Bahan Baku
Mesin Peleburan
Mesin pencetakan
Mesin pemotong dan pelekat
Uji kualitas
Penimbangan
Packing Bahan Baku
Sumber: PT.Megah Plastik
Gambar 2.2 Proses Produksi Plastik Kantongan
Urutan proses produksi plastik kantogan dapat dijelaskan secara rinci
sebagai berikut:
1. Proses Inspeksi dan Penimbangan
Pada tahap awal ini, bahan baku yang diterima dari pemasok, yang biasa
disebut dengan bijih diperiksa terlebih dahulu. Inspeksi dilakukan untuk
kelayakan kondisi bijih. Hasil inspeksi kemudian ditimbang untuk kemudian
disimpan.
2. Proses Penyimpanan Bahan Baku
Bijih yang telah ditimbang berdasarkan jenisnya pada tahap sebelumnya
disimpan ke dalam gudang bahan baku untuk menunggu proses selanjutnya.
3. Proses Peleburan
Bijih yang disimpan pada tempat penyimpanan/gudang bahan baku kemudian
diangkut dengan shovel loader ke dalam mesin pelebur. Mesin pelebur
menggunakan prinsip tekanan dan suhu yang tinggi untuk melebur bijih
plastik. Ada 2 jenis mesin pelebur yaoitu untuk bijih plastik kilat dan bijih
plastik buram
4. Proses Pencetakan
Hasil dari bijih plastik yang dilebur kemudian mengalir ke mesin pencetak
untuk kemudian dicetak sesuai dengan ukuran yang diinginkan. Adapun proses
Pencetakan ini menggunakan media air dan angin untuk membentuk ukuran
(lebar) dari lembaran plastik yang diinginkan.
5. Proses Pemotongan dan pelekatan
Lembaran plastik yang dihasilkan dari proses pencetakan kemudian digulung
dan gulungan palstik tersebut kemudian dibawa ke mesin pemotongan dan
pelekatan. Mesin ini memotong plastik sesuai dengan spesifikasi yang
diinginkan (panjang) dan kemudian melekatkan bagian ujungnya sehingga
6. Proses Inspeksi
Produk plastik yang dihasilkan kemudian diperiksa. Produk yang cacat yaitu
koyak, terlipat, salah tempel kemudian diolah kembali di mesin cincang. Mesin
cincang ini berfungsi seperti mesin pelebur tetapi untuk megolah produk jadi.
Mesin cincang akan meleburkan kembali lembaran plastik menjadi serpihan
plastik yang dapat dimanfaatkan kembali untuk proses produksi selanjutnya.
8. Proses Penimbangan
Produk yang dihasilkan kemudian ditimbang dengan timbangan sebelum
dimasukan kedalam plastik yang lebih besar.
9. Proses Pengepakan
Plastik kantongan yang telah dipres dibungkus dengan plastik bermerk lalu
disusun di dalam karung. Satu karung berisikan 25 kg plastik kantongan dan
kemudian diangkut ke gudang produk jadi.
2.5.4 Mesin dan Peralatan 2.5.4.1 Mesin Produksi
Di dalam proses produksi bijih plastik menjadi plastik kantongan
digunakan 6 jenis mesin dengan fungsi yang berbeda-beda. Penjelasan mengenai
spesifikasi dan daya yang digunakan oleh masing-masing mesin dapat dilihat
Tabel 2.2 Spesifikasi dan Fungsi Mesin-mesin Produksi yang Digunakan
No. Nama Mesin
Spesifikasi Fungsi
Merk Tipe Power
1 Mesin
pelebur Speecon 6100-S
motor 75 HP, 380 V, 1470
rpm
Meleburkan bijih plastik
2 Mesin
pelebur Meles CR-52
motor 75 HP, 380 V, 1470
rpm
Meleburkan bijih plastik
3 Mesin
pencetak Fotek TC-96-AA
motor 30 HP, 200 V, 1000
rpm
Untuk mencetak plastik sesuai dengan ukuran lebar yang diinginkan plastik sesuai dengan panjang yang diinginkan dan melekatkannya lembaran plastik menjadi serpihan plastik
Telemecanique Jb 30746
Motor 25 HP 3,5 KW 600 V 20 Hz
Mencincang kembali lembaran plastik menjadi serpihan plastik
Sumber : PT. Megah Plastik
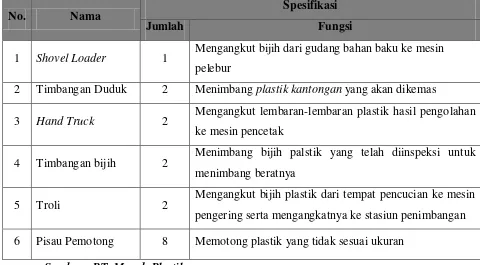
2.5.4.2 Peralatan (Equipment)
Peralatan yang digunakan sebagian besar adalah peralatan material
handling, yang digunakan untuk membantu memperlancar jalannya proses produksi plastik kantongan. Keterangan mengenai peralatan yang digunakan dapat
Tabel 2.3 Peralatan yang Digunakan
No. Nama Spesifikasi
Jumlah Fungsi
1 Shovel Loader 1 Mengangkut bijih dari gudang bahan baku ke mesin pelebur
2 Timbangan Duduk 2 Menimbang plastik kantongan yang akan dikemas
3 Hand Truck 2 Mengangkut lembaran-lembaran plastik hasil pengolahan ke mesin pencetak
4 Timbangan bijih 2 Menimbang bijih palstik yang telah diinspeksi untuk
menimbang beratnya
5 Troli 2 Mengangkut bijih plastik dari tempat pencucian ke mesin
pengering serta mengangkatnya ke stasiun penimbangan
6 Pisau Pemotong 8 Memotong plastik yang tidak sesuai ukuran
Sumber : PT. Megah Plastik
2.5.5 Utilitas
Utilitas merupakan bahan yang membantu tetapi tidak terlibat langsung
sebagai bahan baku, tetapi menunjang proses agar produksi dapat berjalan dengan
lancar. Utilitas yang terdapat pada PT. Megah Plastik, yaitu :
1. Air
Air digunakan untuk mencuci mesin pencetak dari kotoran-kotoran yang
melekat, mendinginkan mesin-mesin pelebur, dan mencuci alat alat yang
dipakai dalam proses produksi. Air yang digunakan berasal dari PAM dengan
jumlah volume air yang dibutuhkan adalah 100 m3 sampai 500 m3 per hari.
Sumber daya listrik pada PT. Megah Plastik berasal dari PLN dengan daya
600 KVA dan generator pembangkit listrik tenaga diesel yang berfungsi
sebagai pengganti sumber listrik jika listrik yang berasal dari PLN mengalami
gangguan atau pemutusan secara tiba-tiba.
2.5.6 Safety and Fire Protection
Adapun alat pelindung bagi karyawan adalah sebagai berikut:
1. Masker
Digunakan pada semua bagian produksi untuk mencegah terjadinya gangguan
pernafasan pada operator.
2. Sarung tangan karet
Digunakan pada bagian pencucian untuk mencegah terjadinya gangguan pada
kulit operator.
Disamping itu juga, adanya fireprotection disediakan dibagian pencucian
dan bagian produksi finishing berupa tabung pemadam api (fire extinguisher)
untuk mencegah terjadinya kebakaran pada stasiun kerja tersebut. Fire
esxtinguisher ini merupakan langkah awal untuk mencegah kebakaran yang terjadi.
Selain itu perusahaan memiliki program yang dilakukan untuk mencegah
terjadinya hal-hal yang tidak diinginkan. Program tersebut adalah sebagai berikut:
1. Dilarang membawa barang (tas, tempat air minum, makanan) ke lantai
produksi
BAB III
LANDASAN TEORI
3.1 Persediaan1
Perusahaan yang melakukan kegiatan produksi (industri manufaktur) akan
memiliki tiga jenis persediaan, yaitu persediaan bahan baku dan penolong,
persediaan bahan setengah jadi dan persediaan barang jadi. Sedangkan perusahaan
perdagangan minimal memiliki satu jenis persediaan, yaitu persediaan barang
dagangan. Adanya berbagai macam persediaan ini menuntut pengusaha untuk
melakukan tindakan yang berbeda untuk masing-masing persediaan, dan ini akan
sangat terkait dengan permasalahan lain seperti masalah peramalan kebutuhan
bahan baku serta peramalan penjualan atau permintaan konsumen. Bila
melakukan kesalahan dalam menetapkan besarnya persediaan maka akan
merembet ke masalah lain, misalnya tidak terpenuhinya permintaan konsumen Persediaan dapat diartikan sebagai barang-barang yang disimpan untuk
digunakan atau dijual pada masa atau periode yang akan datang. Persediaan terdiri
dari persediaan bahan baku, persediaan bahan setengah jadi dan persediaan barang
jadi. Persediaan bahan baku dan bahan setengah jadi disimpan sebelum digunakan
atau dimasukkan ke dalam proses produksi, sedangkan persediaan barang jadi
atau barang dagangan disimpan sebelum dijual atau dipasarkan. Dengan
demikian, setiap perusahaan yang melakukan kegiatan usaha umumnya memiliki
persediaan.
1
atau bahkan berlebihnya persediaan sehingga tidak semuanya terjual, timbulnya
biaya ekstra penyimpanan atau pesanan bahan dan sebagainya.
Persediaan merupakan suatu model yang umum digunakan untuk
menyelesaikan masalah yang terkait dengan usaha pengendalian bahan baku
maupun barang jadi dalam suatu aktivitas perusahaan. Ciri khas dari model
persediaan adalah solusi optimalnya difokuskan untuk menjamin persediaan
dengan biaya yang serendah-rendahnya.
lnventory adalah suatu teknik untuk manajemen material yang berkaitan
dengan persediaan. Manajemen material dalam inventory dilakukan dengan
beberapa input yang digunakan yaitu permintaan yang terjadi (demand) dan
biaya-biaya yang terkait dengan penyimpanan, serta biaya-biaya apabila terjadi kekurangan
persediaan (shortage).
Pengendalian pengadaan persediaan perlu diperhatikan karena berkaitan
langsung dengan biaya yang harus ditanggung perusahaan sebagai akibat adanya
persediaan. Oleh sebab itu, persediaan yang ada harus seimbang dengan
kebutuhan, karena persediaan yang terlalu banyak akan mengakibatkan
perusahaan menanggung risiko kerusakan dan biaya penyimpanan yang tinggi di
samping biaya investasi yang besar. Tetapi, jika terjadi kekurangan persediaan
akan berakibat terganggunya kelancaran dalam proses produksinya. Oleh
karenanya, diharapkan terjadi keseimbangan dalam pengadaan persediaan
sehingga biaya dapat ditekan seminimal mungkin dan dapat memperlancar
3.2 Sistem Persediaan2
2. Selang waktu persediaan adalah tetap untuk setiap kali pemesanan dilakukan. Masalah persediaan merupakan hal yang penting dalam logistik. Karena
persediaan sendiri menunjukkan kemampuan perusahaan dalam memenuhi jumlah
produksi yang diinginkan agaradapat memnuhi jumlah permintaan konsumen.
Secara umum, ada dua macam sistem persediaan yang biasa dipakai yang satu
sama lain bervariasi yaitu :
1. Sistem pemesanan ukuran tetap (fixed order size inventory sistem) atau sering
disebut dengan “Q sistem”.
2. Sistem pemesanan interval tetap (fixed order interval inventory sistem) atau
sering disebut “P sistem”.
Adapun ciri-ciri dari Q sistem adalah sebagai berikut :
1. Jumlah bahan yang dipesan selalu sama untuk setiap kali pemesanan yaitu
sebesar lot ekonomis.
2. Selang waktu pemesanan tidak tetap, bervariasi sesuai fluktuasi pemakaian
bahan.
3. Pemesanan dilakukan kembali apabila jumlah persediaan telah mencapai titik
pemesanan kembali (reorder point).
4. Titik pemesanan kembali besarnya sama dengan perkiraan pemakaian selama
Adapun ciri ciri “P sistem” adalah sebagai berikut :
1. Jumlah bahan yang dipesan tidak tetap, tetapi tergantung pada jumlah
persediaan yang ada di gudang pada saat pemesanan dilakukan.
2
3. Model P tidak mempunyai titik pemesanan kembali, tetapi lebih menekankan
pada target persediaan.
4. Model P mempunyai jumlah pemesanan akan bervariasi tergantung permintaan
yang sesuai dengan target persediaan.
Adapun gambar dari Q sistem dan P sistem dapat dilihat pada Gambar 3.1.
dan Gambar 3.2.
Sumber: http://www.medafrontir.com/InvetorySystem
Gambar 3.1 Q System
Sumber: http://www.medafrontir.com/InvetorySystem
Gambar 3.2 P System
Sumber: http://www.medafrontir.com/InvetorySystem
Gambar 3.3 Titik Pemesanan Kembali (Reorder Point)
Dari Gambar 3.3 terlihat bahwa dalam satu siklus Persediaan Y, saat
memesan adalah t1 yaitu saat jumlah persediaan sudah mencapai titik R (Reorder
Point). Lead Time (L) adalah selang waktu antara pesanan dibuat dan pesanan
datang. Maka, selama t1-t2, proses menggunakan persediaan gudang selama L.
ΔR/Δt adalah tingkat penggunaan persediaan sejak pesanan dibuat. Artinya,
selama itu pula titik kritis dimulai, karena penyimpangan atau perubahan ΔR/Δt
Masalah pokok pengendalian inventory dengan menggunakan metode Q adalah
penentuan jumlah pemesanan optimal dengan biaya minimum dan masalah titik
pemesanan kembali atau reorder point (ROP). Penentuan titik pemesanan kembali
mencakup penentuan persediaan pengaman (safety stock) dan kebutuhan selama
lead time. Namun pada kenyataannya, baik permintaan maupun lead time
sama-sama tidak pasti. Oleh karena itu, waktu pemesanan suatu barang harus
mempertimbangkan ketidakpastian dari dua aspek tersebut. Maka, pada situasi
dimana ada ketidakpastian pada sisi pasokan maupun permintaan, reorder point dapat
ROP = d x l + SS
SS = Z x S
Keterangan:
d = rata-rata permintaan
l = lead time
SS = safety stock
Z = multiplier pada Service Level
S = simpangan baku
3.3 Faktor Biaya Persediaan3
Dikarenakan persediaan merupakan salah satu faktor yang menentukan
kelancaran produksi dan penjualan, maka persediaan harus dikelola secara tepat.
Dalam hal ini, perusahaan harus dapat menentukan jumlah persediaan optimal,
sehingga di satu sisi kontinuitas produksi dapat terjaga dan pada sisi lain
perusahaan dapat memperolah keuntungan, karena perusahaan dapat memenuhi
setiap permintaan yang datang. Karena persediaan yang kurang akan sama tidak
baiknya dengan persediaan yang berlebihan, sebab kondisi keduanya memiliki
beban dan akibat masing-masing.
Bila persediaan kurang, maka perusahaan tidak akan dapat memenuhi
semua permintaan sehingga akibatnya pelanggan akan kecewa dan beralih ke
perusahaan lainnya. Sebaliknya, bila persediaan berlebih, ada beberapa beban
1. Biaya penyimpanan di gudang, semakin banyak barang yang disimpan maka
akan semakin besar biaya penyimpanannya.
2. Risiko kerusakan barang, semakin lama barang tersimpan di gudang maka
risiko kerusakan barang semakin tinggi.
3. Risiko keusangan barang, barang-barang yang tersimpan lama akan out of date
atau ketinggalan zaman.
3.4 Safety stock4
Penentuan safety stock dipengaruhi oleh beberapa hal tergantung pada
tujuannya yaitu untuk mencapai service Level tertentu, berdasarkan distribusi
permintaan seperti distribusi normal, distribusi empiris, dan permintaan yang
tidak pasti. Pada kesempatan ini, penentuan safety stock dibatasi pada service
Level dan permintaan yang berdistribusi normal. Besarnya persediaan pengaman dapat dicari sebagai berikut:
Ketidakpastian jumlah dan waktu permintaan, lead time, dan jumlah serta
penyelesaian produksi merupakan problem yang sering terjadi. Ketidakpastian ini
dapat menyebabkan kehabisan persediaan atau sebaliknya jumlah persediaan yang
terlalu banyak. Resiko kehabisan persediaan antara lain disebabkan oleh beberapa
hal yaitu permintaan yang lebih besar, lead time bertambah serta permintaan
terlalu tinggi. Untuk mengantisipasi ketidakpastian tersebut, khususnya dalam
permintaan dan lead time, maka disediakan suatu jumlah tertentu (safety stock =
SS) yang akan mengurangi resiko kehabisan persediaan.
4
3.5 Uji Suai Pola Distribusi Terhadap Jumlah Permintaan
Pengujian ini dapat dilakukan dengan 2 cara yaitu pengujian dengan Chi
Square dan pengujian dengan Kolmogorov-Smirnov. Uji Chi Square disarankan
digunakan apabila nilai expected frequency >= 5. Uji Kolmogorov-Smirnov
disarankan digunakan pada sampel data yang nilai expected frequency < 5.
Sebelum melakukan pengujian, harus terlebih dahulu menentukan hipotesa
yaitu H0 dan H1, yang mana:
H0: Data berdistribusi sesuai pola distribusi tertentu
H1: Data tidak berdistribusi sesuai dengan pola distribusi tertentu.
Untuk pengujian dengan Chi Square, maka harus dilakukan pentabulasian
data terlebih dahulu dan kemudian dilakukan perbandingan antara nilai Chi
Square hitung dengan Chi Square table dengan nilai X2 tabel dengan tingkat
kepercayaan 95% (α = 5%). Apabila nilai Chi Square hitung lebih kecil dari nilai
Chi Square tabel, maka Ho diterima. Uji Chi Square dapat digunakan untuk menguji kesesuaian dengan pola distribusi diskrit dan kontinu.
Untuk pengujian dengan menggunakan uji Kolmogorov-Smirnov, yang
menjadi perbandingan adalah antara nilai modified form dengan nilai modified
critical value yang diperoleh dari tabel modified critical value for adjustedK-S test. Apabila nilai modified form > nilai modified critical value, maka tolak H0
dan begitu pula sebaliknya. Dalam uji Kolmogorov-Smirnov, apabila data
diperoleh dari sampel, maka nilai alpha harus dikali 4 untuk mengurangi bias
yang dihasilkan (Romeu, 2003). Uji Kolmogorov-Smirnov hanya digunakan untuk
3.6 Definisi Simulasi5
3.7 Prinsip Dasar Simulasi
Simulasi dapat didefinisikan sebagai pengimitasian proses dan kejadian
nyata. Imitasi dalam rangka penelitian, penyelidikan ataupun pengujian bersifat
terbatas dan terfokus pada suatu aktivitas atau operasi tertentu dengan maksud
untuk mengetahui karakteristik, keadaan dan hal-hal lainnya yang berkaitan
dengan kehadiran dan keberadaan dari aktivitas dan peristiwa dalam bentuk nyata.
Imitasi pada simulasi tidak menghasilkan sistem atau objek yang sama dan tidak
bertujuan untuk menggandakan sistem atau objek. Imitasi pada simulasi bertujuan
untuk menghadirkan sistem nyata dalam bentuk maya melalui penggunaan tiruan
dari komponen-komponen dan strukturnya.
Imitasi suatu keberadaan nyata pada prinsipnya tidak bersifat total
menyeluruh melainkan terbatas untuk satu atau beberapa hal tertentu. Sebagai
contoh, imitasi suatu perhiasan terbatas hanya untuk meniru warna dan kemilau
dari logam emas, tidak termasuk bentuk, bahan dan komposisi dari perhiasan asli
yang terbuat dari emas.
6
Pada sistem nyata dalam dunia nyata, setiap komponen sistem hadir
dengan bentuk hubungan dan interaksi antar komponen yang tidak berubah-ubah
dalam aktivitas sistem yang berlangsung berkesinambungan dari waktu ke waktu.
Berdasarkan hubungan dan interaksi yang beraturan serta fungsi komponen yang
5
Napitupulu, Humala L. 2009. Simulasi Sistem Pemodelan dan Analisis. USU Press : Medan. Hal 1
6
tidak berubah-ubah dalam aktivitas sistem yang sama, kehadiran suatu komponen
dalam aktivitas sistem adalah khas dengan karakteristik tertentu. Sebagai contoh,
fungsi mobil bus pada suatu sistem transportasi adalah khas sebagai sarana
pengangkutan penumpang dari satu kota ke kota lainnya.
Dengan bentuk kehadiran dan fungsi komponen yang tidak berubah-ubah
dalam aktivitas yang serupa, imitasi komponen atas suatu fungsi tertentu layak
dilakukan pada pengoperasian sistem tiruan tanpa perubahan ataupun
penyimpangan. Sebagai contoh, imitasi suatu sistem sebagai satu komponen
dalam sistem produksi dapat dihadirkan dengan fungsi yang tidak berubah-ubah
sebagai sarana produksi dengan batas kapasitas tertentu. Mesin dimaksud adalah
tetap sebagai komponen sarana produksi dengan kapasitas efektif yang diprediksi
pada pengoperasian sistem. Kapasitas mesin atas fungsi yang sama dapat berubah,
tetapi fungsi mesin adalah tetap dan tidak berubah sebagai sarana produksi.
Kehadiran komponen-komponen sistem dengan fungsi yang tidak berubah
merupakan dasar dari simulasi sistem dengan pengoperasian sistem tiruan.
Pengoperasian sistem tiruan dapat berlangsung melalui imitasi fungsi komponen
nyata dalam bentuk nilai dan persamaan pada proses pengolahan data input tiruan
sesuai dengan bentuk hubungan input-output dalam operasi nyata.
Perumusan proses dan fungsi yang tidak berubah-ubah dalam aktivitas
sistem merupakan dasar penyusunan model simbolik dan prosedur pengoperasian
sistem tiruan. Penggunaan model-model simbolik untuk berbagai proses ataupun
bentuk sistem dan susunan komponen serta bentuk dari hubungan dan interaksi
dalam aktivitas sistem tidak mengalami perubahan.
3.8 Langkah-langkah Simulasi7
Proses pembuktian bahwa ada keakuratan yang diinginkan atau hubungan
antara model simulasi dan sistem nyata.
Adapun langkah-langkah dalam melakukan simulasi menurut A. Alan B.
Prirsker adalah sebagai berikut:
1. Formulasi Masalah
Pendefinisian masalah yang akan dipelajari meliputi pernyataan pemecahan
masalah.
2. Membangun Model
Abstraksi dari sistem ke dalam model matematis yang logis sesuai dengan
formulasi masalah.
3. Akuisisi Data
Identifikasi, spesifikasi, pengumpulan data dan pengujian statistik.
4. Menerjemahkan Model dan Formulasi
Persiapan model dan formulasi untuk pemrosesan dengan komputer.
5. Verifikasi
Proses pembuktian bahwa program komputer berjalan sesuai dengan maksud
yang diharapkan.
6. Validasi
7
7. Perencanaan Taktis dan Strategis
Proses penentuan kondisi eksperimen yang akan digunakan pada model.
8. Eksperimen
Eksekusi model simulasi dengan kondisi eksperimen yang telah ditentukan
untuk memperoleh nilai output.
9. Analisis Hasil
Proses analisis hasil simulasi untuk menarik kesimpulan dan membuat
rekomendasi untuk pemecahan masalah.
10. Implementasi dan Dokumentasi
Proses mengimplementasikan hasil simulasi dan mendokumentasikan model
dan kegunaannya.
3.9 Sistem Dinamis8
Sistem dinamis adalah sebuah studi dari sistem yang prilaku sistemnya
dinamis atau bervariasi terhadap waktu dan meliputi komponen-komponen
berikut:
1. Definisi dari sistem, batasan sistem, variabel input, dan variabel output
2. Formulasi dari sebuah model dinamis dari sistem fisisk, biasanya dalam bentuk
hubungan matematika atau grafik yang ditentukan secara analitik maupun
eksperimen.
3. Penentuan tingkah laku dinamis dari model sistem dan pengaruh dari input
4. Formulasi dari rekomendasi dan strategi untuk memperbaiki performa sistem melalui modifikasi dari struktur sitem dan nilai-nilai parameter.
Ciri-ciri sistem dinamis yaitu mencakup lintasan waktu dan sebuah
mekanisme waktu (clock mechanism) menggerakkan waktu, sehingga variabel
status berubah saat waktu berubah
Suatu model sistem dinamis dibentuk karena adanya hubungan
sebab-akibat (causal) yang memengaruhi struktur di dalamnya baik secara langsung
antar dua struktur, maupun akibat dari berbagai hubungan yang terjadi pada
sejumlah struktur, hingga membentuk causal (causal loop). Struktur umpan-balik
ini merupakan blok pembentuk model yang diungkapkan melalui
lingkaran-lingkaran hubungan sebab-akibat dari variabel-variabel yang melingkar secara
tertutup. Ada 2 macam hubungan kausal, yaitu hubungan sebab-akibat positif dan
hubungan sebab-akibat negatif. Ada 2 macam umpan-balik, yaitu umpan-balik
positif (growth) dan umpan –balik negatif (goal seeking).
3.10 Powersim9
9
Warnomo, Budi. Tutorial Powersim. 2009. Graha Ilmu: Jakarta. Hal 1-10.
Powersim adalah software simulasi untuk sistem dinamis dengan
menggunakan metodologi pemodelan berbasis komputer (Powersim, 2005).
Poin utamanya adalah bahwa simbol yang ada di Powersim ( Level , Reservoir ,
Auxiliary, dan Contant ) dan digunakan dalam pemodelan harus saling terkait (linked ) satu dengan yang lain membentu suatu sistem yang terpadu.
1. Dari start menu. Klik start → geser cursor ke Programs → geser cursor ke
Powersim → klik Constructor
2. Dari desktop komputer. Klik 2 kali ikon pada Gambar 2.1.
Gambar 2.1 Ikon Powersim Constructor 2. Dari desktop komputer. Klik 2 kali ikon pada Gambar 2.1.
3. Kemudian akan muncul di layar seperti terlihat pada Gambar 2.2.
Gambar 2.2 Tampilan Powersim Constructor
Adapun keterangan tampilan Powersim Constructor dapat dilihat pada
Gambar 2.3 Keterangan Tampilan Powersim Constructor
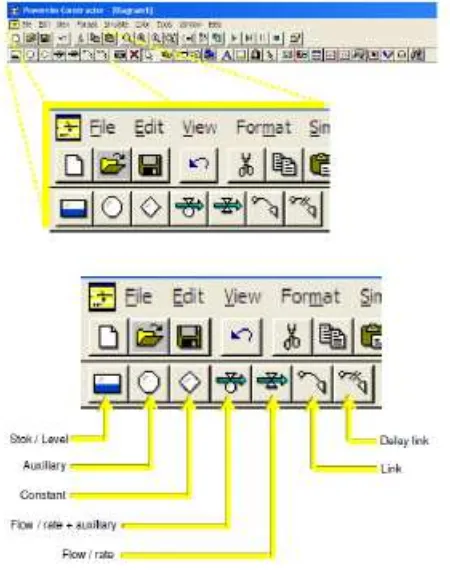
Beberapa tools dalam Powersim Constructor dapat dilihat pada Gambar
2.4.
3.11 Komponen Powersim
Dalam simulasi menggunakan powersim terdapat besaran-besaran pokok
yang terdiri atas variabel-variabel. Variabel dalam powersim yang digunakan
adalah variabel Level, variabel rate, variabel auxiliary, dan variabel constant.
a. Level
Level merupakan variabel yang menyatakan akumulasi dari sejumlah benda
(nouns) seperti orang, uang, inventori, dan lain-lain terhadap waktu. Level
dipengaruhi oleh variabel rate dan dinyatakan dengan simbol persegi panjang.
Pada bagian bawah simbol variabel Level menunjukkan nama variabel Level
tersebut. Adapun simbol variabel Level dapat dilihat pada Gambar 2.5.
Gambar 2.5. Simbol Variabel Level b. Rate
Rate merupakan suatu aktivitas, pergerakan (movement), atau aliran yang
berkontribusi terhadap perubahan per satuan waktu dalam suatu variabel
Level. Rate merupakan satu-satunya variabel yang mempengaruhi variabel
Level. Dalam Powersim simbol rate dinyatakan dengan kombinasi antara
flow dan auxiliary. Simbol ini harus terhubung dengan sebuah variabel
Level. Adapun simbol variabel rate dapat dilihat pada Gambar 2.6.
Gambar 2.6. Simbol Variabel Rate c. Auxiliary
Auxiliary merupakan variabel tambahan untuk menyederhanakan hubungan
informasi antara Level dan rate. Seperti variabel Level, variabel auxiliary juga
dapat digunakan untuk menyatakan sejumlah benda (nouns). Simbol auxiliary
dinyatakan dengan sebuah lingkaran. Adapun simbol variabel auxiliary dapat
dilihat pada Gambar 2.7.
Gambar 2.7. Simbol Variabel Rate d. Constant
Constant merupakan input bagi persamaan rate baik secara langsung maupun
melalui auxiliary. Constant menyatakan nilai parameter dari sistem nyata.
Simbol constant dinyatakan dengan segi empat. Adapun simbol variabel
constant dapat dilihat pada Gambar 2.8.
Gambar 2.8. Simbol Variabel Constant
?
?
?
Selain keempat variabel di atas, dikenal pula istilah snapshot dalam
software Powersim Studio. Snapshot adalah sebuah simbol variabel dengan
sebuah extra set of corners yang menunjukkan representasi dari sebuah variabel
yang sama dan telah ada pada simulasi. Snapshot digunakan untuk melakukan link
antar semua sub model agar dapat menjadi sebuah main model yang utuh.
Snapshot juga dapat digunakan sebagai connector saat melakukan simplifikasi
main model menjadi beberapa sub model dengan melakukan blocking. Adapun
simbol snapshot dapat dilihat pada Gambar 2.6.
Gambar 2.9. Simbol Snapshot
3.12 Persamaan Simulasi Dinamis10
Dalam proses simulasi, perhitungan persamaan dilakukan setahap demi
setahap terhadap waktu. Pertambahan waktu yang kontinyu, dipecah-pecah dalam
interval waktu yang pendek dan sama besar. Menurut Tasrif (2004)11, persamaan
model sistem dinamis merupakan persamaan discrete differential. Sistem
persamaan tersebut memiliki bentuk umum sebagai berikut:
10
Persamaan (1) menyatakan nilai variabel Level (L) pada saat sekarang
(Lsk) adalah sama dengan nilai variabel L pada saat sebelumnya (Lsb) ditambah
dengan perubahan nilai variabel L dari sebelumnya sampai sekarang (PLsb→sk).
Persamaan (2) menyatakan bahwa perubahan nilai variabel L dari
sebelumnya (sb) sampai sekarang (sk), PLsb→sk, merupakan suatu fungsi dari
nilai variabel sebelumnya (Lsb). Apabila interval waktu antara sb→sk dinyatakan
sebagai Δt, dan dipilih cukup kecil, maka perilaku L terhadap waktu mendekati
perilaku suatu sistem kontinyu.
Dalam formulasi pemodelan sistem dinamis digunakan operasi aritmatika
sebagai berikut :
+ = Penjumlahan
- = Pengurangan
* = Pengkalian
/ = Pembagian
^ = Pangkat
() = Pengemlompokan
Dalam simulasi dinamis, urutan komputasi simulasi dapat dilihat pada
Gambar 2.9.:
dimana:
Sb : Sebelumnya
Sk : Sekarang
Ya : Yang akan datang
Dt : Interval waktu simulasi (Δt)
Sesuai dengan banyaknya jenis variabel dan konstanta, dikenal beberapa
macam persamaan yaitu :
1. Persamaan Level
Persamaan Level merupakan persamaan yang menghitung akumulasi aliran
masuk dan aliran keluar pada selang waktu tertentu. Harga baru suatu Level
dihitung dengan menambah atau mengurangi harga Level suatu interval waktu
sebelumnya dengan rate yang bersangkutan dikalikan dengan interval waktu
yang digunakan. Harga variabel Level dapat diubah oleh beberapa buah
variabel rate. Contoh :
Lsk = Lsb + DT * (RMsb→sk – RKsb→sk)
Dimana:
L : Level (unit)
Lsk : harga baru dari Level yang akan dihitung pada saat sekarang (sk)
Lsb : harga Level pada saat sebelumnya (sb)
DT : interval waktu (satuan waktu)
RM : rate yang akan menambah Level L (rate masuk)
RMsb->sk : harga rate yang akan menambah Level L selama interval waktu
sb->sk (unit/satuan waktu)
RKsb->sk : harga rate yang akan mengurangi Level L selama interval waktu
sb->sk (unit/satuan waktu)
2. Persamaan Rate
Persamaan rate menyatakan bagaimana aliran di dalam sistem diatur. Harga
variabel rate dalam suatu interval waktu sering dipengaruhi oleh variabel
variabel Level, auxiliary, atau constant dan tidak dipengaruhi oleh panjangnya
waktu. Persamaan rate dihitung pada saat sk, dengan menggunakan informasi
dari Level atau auxiliary pada saat sk untuk mendapatkan rate aliran selama
interval waktu selanjutnya (sk→ya). Asumsi yang diambil dalam perhitungan
rate ini adalah bahwa selama interval waktu DT, harga rate konstan. Bentuk
persamaan rate adalah: RM sk→ya = f (Level, auxiliary, dan constant)
3. Persamaan Auxiliary
Persamaan auxiliary berfungsi untuk membantu menyederhanakan persamaan
rate yang rumit. Harga auxiliary dipengaruhi oleh variabel Level, variabel
auxiliary lain dan constant yang telah diketahui.Contoh : Ask = Lsk/ C
Dimana:
A : variabel auxiliary
Ask : harga variabel auxiliary A yang akan dihitung pada saat sk
Lsk : harga vaiabel Level L pada saat sk
4. Persamaan Constant / Parameter
Suatu constant mempunyai harga yang tetap sepanjang selang waktu simulasi,
sehingga tidak memerlukan notasi waktu di belakangnya. Persamaan constant
menunjukkan nilai parameter yang selalu mengikuti persamaan variabel Level,
rate, atau auxiliary.Contoh :
Const = 0,04
Dimana : const : nama dari suatu Constant
5. Persamaan Fungsi Tabel (Graph)
Persamaan fungsi tabel nilainya ditentukan melalui sebuah tabel sebagai fungsi
dari besaran tertentu. Dalam Powersim, tabel ini dinyatakan dalam fungsi
GRAPH yang dapat memberikan solusi hubungan antara dua variabel dalam
bentuk grafik. Fungsi GRAPH digunakan bila data berupa tabel atau data
menunjukkan hubungan yang nonlinier. Di samping fungsi GRAPH sendiri,
terdapat beberapa bentuk fungsi GRAPH antara lain : GRAPH CURVE,
GRAPH LINAS, dan GRAPH STEP. Perbedaan keempat fungsi GRAPH
tersebut adalah terletak pada output yang dimunculkan.
Dimana:
X : variabel input, variabel independen (bebas), disebut juga sumbu X
X1 : nilai pertama dari variabel X
Ds : pertambahan nilai(increment)cdari variabel X, nilainya selalu positif
6. Persamaan Fungsi Tunda (Delay)
Delay merupakan suatu bentuk kelambatan (waktu) yang terjadi pada aliran material, informasi, ataupun aliran lainnya dan merupakan aspek yang penting
dalam sistem dinamis. Delay sering terjadi dalam sistem nyata, misalnya dalam
pengambilan keputusan, dalam transportasi, penyebaran informasi, dan
lain-lain Dalam Powersim terdapat tiga bentuk persamaan yang dapat digunakan
untuk menyatakan delay. Delay aliran material dinyatakan oleh fungsi
DELAYMTR, delay aliran informasi dinyatakan oleh fungsi DELAYINF, dan
delay aliran material dengan infinite order dinyatakan dengan fungsi
DELAYPPL. Contoh bentuk fungsi delay adalah : DELAYMTR (Input, Delay_Time, n, Initial)
DELAYINF (Input, Delay_Time, n, Initial)
DELAY PPL (Input, Delay_Time, Initial)
Dimana:
Input : variabel yang menjadi input bagi variable yang mengalami delay
Delay_time : rata-rata waktu delay
n : orde delay
Initial : milai inisial dari delay
7. Persamaan Fungsi Logika
Beberapa fungsi logika yang terdapat dalam Powersim adalah fungsi IF,
TIMECYCLE, MAX, dan MIN.
a. IF
IF (Condition, Val1, Val2)
b. TIMECYCLE
Digunakan untuk menguji siklus waktu atau interval waktu.
TIMECYCLE (First, Interval)
c. MAX
Digunakan untuk memilih nilai yang paling besar dari beberapa nilai.
MAX (X1, X2, X3,...., Xn)
d. MIN
Digunakan untuk memilih nilai yang paling kecil dari beberapa nilai.
MIN (X1, X2, X3,...., Xn)
8. Persamaan Fungsi Bilangan Acak (Random Number)
Beberapa fungsi bilangan acak antara lain : fungsi RANDOM, dan fungsi
NORMAL.
a. RANDOM
Digunakan untuk membangkitkan sejumlah bilangan acak yang berdistribusi
uniform.
RANDOM (0,5;1,5)
b. NORMAL
Digunakan untuk memberikan bilangan acak yang sebarannya sesuai dengan
sebaran normal.
NORMAL (Mean, StdDev)
dimana:
StdDev : nilai standar deviasinya
Setiap persamaan yang telah disebutkan di atas dalam Powersim diberi
simbol sesuai dengan jenis persamaan yang diwakilinya, yaitu : persamaan Level,
persamaan rate, persamaan auxiliary, dan persamaan constant. Persamaan Level
merupakan penjumlahan/akumulasi, atau persamaan integral. Persamaan rate dan
auxiliary adalah perhitungan aritmatik. Sedangkan persamaan constant merupakan masukan nilai untuk parameter yang harganya konstan selama simulasi.
12
Untuk memperoleh hasil simulasi yang mendekati hasl operasi sistem riil,
pengulangan simulasi perlu dilakukan dengan menggunakan data tiruan yang
bervariasi. Penggunaan data input tiruan bervariasi akan memberikan hasil yang
3.12 Verifikasi, Replikasi dan Validasi Model
Verifikasi adalah proses menentukan bahwa model simulasi telah diinput
dengan benar dalam suatu bahasa pemograman komputer. Verifikasi dinyatakan
berhasil apabila program komputer telah berjalan dengan baik. Tujuan dari
verifikasi model adalah untuk menjamin bahwa konseptual model telah terwakili
dengan akurat ke dalam komputerisasi. Hal ini dapat dilakukan dengan melihat
hasil output
Setelah selesai melakukan verifikasi, barulah dilakukan validasi model
untuk menilai kesahihan alat yang digunakan untuk melakukan simulasi yakni
software powersim tudo. Validasi model simulasi dilakukan dengan mengecek
akurasi hasil program simulasi dan worksheet aplikasi yang lolos verifikasi.
12
bervariasi pada setiap pengulangan simulasi. Dengan demikian, maka
pengulangan simulasi dalam siklus operasi yang sama perlu dikakukan untuk
memperoleh nilai rata-rata yang representatif. Pengulangan juga perlu dilakukan
karena dengan hasil simulasi yang bervariasi tidak dapat memnentukan hasil
simulasi yang terpakai.
Perolehan hasil simulasi yang berubah pada setap ulangan tanpa pernah
mencapai keadaan stabil, pengambilan keputusan akan dihadapkan dengan
pemilihan nilai yang tepat mewakili nilai-nilai yang bervairasi. Untuk itu, validasi
pada penelitian ini menggunakan nilai rata-rata sebagai nilai yang mewakili hasil
simulasi. Namun, nilai rata-rata juga mengalami perubahan dengan jumlah
ulangna yang berbeda. Nilai rata-rata dapat bergerak turun naik mendekati atau
menjauhi nilai tengah dan cenderung mendeakati nilai tengan dengan jumlah
ulangan yagn sama besar. Nilai rata-rata dan simpangan baku dari sejumlah data
dapat ditentukan dengna menggunakan rumus sebagai berikut:
1. Nilai rata-rata
X = ∑ ���0
�
2. Simpangan baku
S = �∑�0(�−��)2
�
Selang kepercayaan adalah suatu rentang nilai yang mana di dalamnya
terdapat tingkat kepercayaan atas kehadiran nilai tengnah yang sebenarnya.