Saya yang bertanda tangan di bawah ini, Nama
Alamat Rumah Alannat Orang TuaMali Bidang Keilmuan
Marthin Brian
Ambarita
NIM
:
110403110 Jl. Menteng Vll Perum Menteng lndah D1118 Medan Telp/HP:
085761818648 Jl. Menteng Vll Perum Menteng lndah Dl/18 Medan Telp/HP:
061-7871736 Management Sciencedengan ini nnmohon kepada Ketua Depaternen Teknik lndusti agar membedkan izin unfuk pel*sanaan Tugas Akhir kepada saya. Sebagai bahan perlimbangan kepada lbu di sini saya lanpirkan hal-hal bedkut:
1.
Photo copy kwintansi pembayaran SPP TA. .../... Sernester2.
Photo copy Surat Puas Kerja Praktek (KP), dengan :Judul KP
:
ldentifikasi Masalah Tda Letak Pabrik dengan Menggunakan Tool AdiW 6RC) di PT. Bridgestone Sumata Rubber EstateHgt.r96iarfiFnN
+0rrld
t(-ESe\M.gBN€,fiNuArTgrtN
Pggg
€\,
Ftoe6
(ltrvlgg
rkNl
dengan alternatif Dosen Pembimbing I
trr,
UFtna
tangafr,Mll
Dosen Pembimbing ll Eog,
Apabila permohonan ini disetujui, maka saya bersedia mentaati segala perafuran dan kebntuan yang berlaku dalam penyusunan Tugas Akhir di Departemen Teknik lndusEi, Fakultas Teknik USU Medan.
Demikian saya sampaikan dan atas perhatian Bapd< saya ucapkan terima kasih.
Medan, n.W:u.gn .... 2010 Hormat saya, 1. 2. 3, 1. 2. 3.
Team Pencatat akademis
I\rl.
( . !.t.\.\\llAH . ... g?rt 5lfl Wl
Permohonan Disetujuill'idak disetujui
?0,
...2016Siregar, MT
ffi
T1?ATITIEI-!!-t|iDItrr{I ltroutTil
9s91201 1986012001 Judul Tugas Akhir yang saya usulkan
Bortsqr[
rftrB'
!6rqk
Ohorr uJFsr\
lc
+
Koordinator Tugas Akhir menerangkan bahwa bedasarkan hasil diskusi dengan mahasiswa :
NAMA
:
MARTHIN BRIAN AMBARITA NIM:
110403110usutanjudutTugasAkhir:
lr,q5s\kqN
,rqlF\\&\qK gqGlflN (€ss)ttl
gENoqN MEN6trrN6hn\)(elrora"q-TfttJ
telah disepakai bahwa Bidang llmu untuk Tugas Akhir mahasiswa tersebut diatas :
I .
Rekayasa Sistem manufakturd
Manajenren Rekayasa & ProduksiO
Ergonomic & Dasar Perancangan Sistem KerjaKetua BitJarg llmu bersangkutan diminta untuk mengkonfirmasikan judul dan pra-proposal Tugas Akhh yang diu dan memberikan pengarahan pembuatan proposal Tugas Sarjana
i..0tnhn&,H1) 2. CATATAN KETUA BIDANG
JUDUL: fEBeqrrf+t)
fBre Lgmx
6g6rqN ggowtsrgtlr6nN
MeoeGuuOFOt\J @NDEPr+rnJ\I.{
Pra-proposal Tugas Akhir telah diperiksa dan disetujui. menentukan Dosen Pembimbing.
o+an /heTDE
q4
ErutaTicAVour if(a*N//o6(fry2
Kepada mahasiswa tersebut diminta supayd segena/menemui Kmrdinato/ Tugas Akhir untuk Berdasarkan hasil diskusi dengan mahasiswa tersebut di atas telah disepakati bahwa Judul Tugas Akhir ditetapkan sebagai berikut :
Ll.,trffisff ru
Medan,
t-1..*9f.9
.2016 Ketua BidCATATAN KEIUA DEPARTEMEN
Ketua Departemen menetapkan bahwa sebagai :
D
Dosen Pembimbing Itr
Dosen Pembimbing llKepada mahasiswa bersangkutan supaya segera menemui Dosendosen Pembimbing y Kepada Departemen Teknik lndustri segera dibuat penjajakan ke perusahaan.
menyusun proposal Tugas Akhir.
re---[ =tSI
'lw,Hr
4, CATATAN DOSEN PEMBIMBING
Setelah memeriksa proposal Tugas Akhir mahasiswa tersebut maka dengan ini dinyatakan bahwa Proposal tersebut telah dapat dapat diterima dan
disetujui.
-A.
ueoin, ...t9$L... zoio5. PERMINTAAN PENETAPAN SUMT KEPUTUSAN TUGAS AKHIR
#xx::r',*:'triH:l:xr**5i,T.'r*'*
Kepada Kefua/Sekretaris Departemen dimohonkan untuk menerbiU<an Surrat Keputusan Trlgas Akhh. Medan, Koord
rlr
,rlr
Telp. : (061) E211236,8213250,82122090, Fax: (061) 8213250
Website: E-mail : ft.usu@;trsu.ac.id
Nomor ,rurtN5.z.L4lI(RK/,zot6
Lampiran'
-Hal
:
RisetTryasSarjanaYth. Pimpinan
PT. PUTRA FLORA RIMBA TAIYI
.Ialan Industri Dusun tI No.32Ao Taqiung Morawa Deli Serdang
-
Sumatera tltaraNAN{A :
1 KT{ALIN{ATLTSSA,DIAH? N{ARTHIN BRIAN Ah{BARITA NO
I{P
:
085760s22778LTntuk melaksanakan Riset Tugas Sarjana pada psrusaluan Apabila dari hasil riset tersetrut diteinukan perrnasalahan )'ang Industri , kami harapkan jWa kesediaan Saudara }<rranya dapat melaksanakan Tugas Sarjana di PT. Putra Flora Rimba Tani.
3
0
[{AR 2010Dengan hormat, disampaikan bahwa salah satu kurikulum Departemen Teknik Industri Fakultas Tsknik USUMedan adalah Tugas Sarjana Mahasiswa.
Sehubungan dengan hal tersebut dengan hormat kami mengharapkan kiranya Sagdara dapat menerima
Malnsiswa Departemen Teknik Industri :
\rli\{ NIhd
: 1104()3101
: 1 104C)31 lCr
yang Saudara pimpin.
berhubungan dengan Ihnu pada tridang Teknik
menyetujui mahasiswa tersebut di atas uurtuk
Agar sejalan dengan program pembinaan di perusahaan yaflg Saudara pimpin, kami harapkan juga
bimbingan pihak Saudara (termasuk penyediaan pembimbing setempat) dalam polaksanaan Tugas Sarjana dan Penlusunan laporannya
Per{u kami tambatrkan bahwa Tugas Sarjana Mahasiswa hanya dapat dilaksanakan setelah ada Surat Koputusan dari Departemen Teknik Industri Fakultas Teknik USU Medan.
Demikian kami sampaikan atas perhatian serta bantuan Saudara kami ucapkan terima kasih.
Kepada
Yth
:Universitas Sumatera Utara
Fakultas Teknik
JL Ahnamater lfumpus USU
Di
- Medan 20f55: Riset Tusas Sariana
Dengan hormaf,
Sehubuogm dengan Surat PermohonmRiset Tugas SarjanaNomor:264ruN5.2.1.4/KRK/2016. Untuk melakukan dset
di
perusahaanpr.
putrr
Flora RimbaTrd
Kani
dapar menerimaAtas nema
Itlahasisua Departe,men Teknik Industi.
Nama
:
I.KHALIMATUSSA,DIAH2, ]I,L4RTHIN BRIAN AMBAHITA
Demikian Surat Pemberitahuan ini diperbuat atas dapat dimaklumi.
NIM : I10403101 NIM : I10403110
Tanjung Morawa"
0l
April Z}lG.
Jalan Almamater Kampus USU Medan 20155Telepoll. (061) 8213251 Fax. (061) 8213250
Menrperhatikan
:
1. Kemajuan studi
:Nama :
IVIARIHINBRIANAIIBARITANIM
;1i0403110telah
menyelesaikan sebagianbesar
tugas-tugas/matakuliah
padakurikulum Departemen Teknik Industri Fehdtas Teknik USUMedsr, kecuali Tugas Sadana;
2.
Sr.ratpersetujuanPT.PutraFloraRirnbaTani Nornor:-.-,tanggpl 01 April 2016, dapat menyetujui mahasiswa pada butir-l untuk nrelakukan Tugas Sarjana MahasiswalN{enrnrbang
3.
Telah tersedianl.a sarafia melakukan tugas terhadap 'mahasiswa pada butir-l di PT. Putra Flora Rimba Tani.Bahwa perlu menetapkan dan mengangkat Pembimbing untuk Mahasiswa pada butir- l, dalam menyelesaikan Tugas Sarjananya.
N.{EMT]TTiSKAN
SURAT KEPT]TUSAI{
r{o.,
&6,rll{5.J.1.{i.
i.4irP}Irz 0 I 6T' Ii lYIl*\N t; ?t rG,\S S,tR; Al{,\ hf i\H i\S I S\Y,\
Meruberi kesenpatan kepada mahasiswa
:
Marthin tsrianAnlbadta NIlv{:
I I04031l0 unfi,rk menyelesaikan Tugas Sarjananya;Merekomendasikan mahasiswa pada
butir-I,
melaksanakan Tugas Sarjanadenganjudul:
PERBAIKAN
TATA LETAK
BAGIA,N PRODIIKSI
DENGANMENGGUNAKA,N PENDEKATAN KF^SEIMBAIYGAIY LINTASAN DAN
METODE S[',STEtt,4TIC IAYOLTT PIANNING (SLP) PADA PT. PtrrRA
FLORA. RIMBA TANI
3.
I)osen Pembimbing untuk mahasiswa pada butr-l adalah sebagai berikut : DosenPembimbing I:
Ir. Ul$rts TarigaraM.TDoscnPernbimbing
II:
Buchari,S.T.,M.Kes. Srirat Keputusan iru berlalnr sejak tanggal : 01 April2016 #d 01 Oktober 2016;Bilamana drkemudian
hari
ternyata ada kekeliruan dalam penetapan akan diperbaiki sebagaimana mestinya.Siregar, NIT 591 201 1986C12001 I
2.
4 5
Halaman :1 dari
UNIYERSITAS SUMATERA UTARA
FAKULTAS
PROGRAM
DEPARTEMEI\i
NAMA MAHASISWA NIM
:TEKNIK
: REGULER (S1) " TNL/\IIIl I\iNI ICTN I . I.DI\I\I'I\ !-\I-,,UD T T\I
: MARTHIN BRIAN AMBARITA :110403110
JUDUL TUGAS SAR'.LANA . Perbaikan Tata Letak
Bagian
Produksi
denganMenggunakan Pendekatan Keseimbangan Lintasan dan Metode Systematic Layoat Planning (SLP) pada PT. Putra Flora Rimba Tani
DOSEN
PEMBIMBING
: k. Ukurta Tarigan, M"T.MEDAN,
4[/
zrrt
/6
''1,
zDH'
&*'A-
/4-j*-Fon *r4^-c-t
-AXJ-?-/u-{4J
^
64uG"z-
a;"-b
f:Tzloz^peL/-PEMBIMBING I, 2016
Halaman :2 dan
UNIVERSITAS SUMATERA T]TARA
FAKULTAS
PROGRAM DEPARTEMEN
NAMAMAHASISWA NIM
: TEKNIK
: REGLILER (S1)
: TEKNIK INDUSTRI
: MARTHIN BRIAN AMBARITA :110403110
JUDUL TUGAS SARIANA :Perbaikan
Tata Letak
Bagian
Produksi
denganMenggunakan Pendekatan Keseimhangan Lintasan dan Metode Systematic Layout Planning (SLP) pada PT. Putra FloraRimba Tani
DOSEN
PEMBIMBING
: Ir. Ukurta Tarigan, M.T.NO TANGGAL MATERI
BIMBINGAN PARAF KETERANGAN
.r
t|ff
zoa
-
4/^
(/-</64j
rt/oA--1..-tuda4
)u-o*L
L
7r*'
t'{4'lA '/LL-{,1
[r^6;;Z
t
*//2*(
fr..
n
u*R,
X
pr-,^fiaf
A
u
Halaman : 1 dari
LINIYERSITAS S{JMAI"ERA UTARA
FAKULTAS PROGRAM DtrARTEMHN NAMA MAHASIS$TA
NIM
: TEKNIK
:REGULER {S1)
: TEKNIKINDUSTRI
: MARTHIN BRIAN AMBAR1TA :110403110
i'LiDtiL TUCAS SARIA}.iA : Perbaikan
Tatz
Lctnk
tsagian Prcrh:ksi
dengan Menggunakan Pendekatan Keseimbangan Lintasan dan Metode Systematic Layout Pksnning (SLP) pada PT.Putra Flora Rimba Tani
T-\naE\I DEt\fQil\/IDTl\rr: p,,^L^*i c'r I\,
&,--uvwl f I Llrruft.vlgl.l lu , uwtt(t, r, u. I ., ryt. r1vJ.
Iv{EDAN, MATERI
BIMBINGAN KETERANGAN
\;*r,
Ettaryi
/
AYtnoll
.^
i
l/
l,,*
(a^gxu
St* trf'sr
€
Dr+
Q-r-[t"
eulT\"t.- lat
(
9M!4
te,*ro,
tu
d\tAd
L L*,4
afunQ{fl1)
Buchari, S.T.,
M\
NO TANGGAL PARAF
I
W-fi6
(
/
Flalarnan :2 dari
UNIYERSITAS SUMATERA UTARA
FAKULTAS
PROGRAM DEPARTEMEN
NAMA MAHASISWA NIM
:TEKNIK
: REGIILER (Sl) : TEKNIK INDUSTRI
: MARTHIN BRIAN AMBARITA :110403110
JUDUL TUGAS SARJANA : Perbaikan Tata
Irtak
Bagian
Produksi
denganMenggrurakan Pendekatan Keseimbangan tintasan dan Metode Systematic Layour Plaming (SLP) pada PT.
Putra Flora Rimba Tani DOSEN
PEMBIMBING
: Buchari, S.T., M. Kes.MEDAN, 2016
NO TANGGAL MATERI
BIMBINGAN PARAF KETERANGAN
-Wrirrlon4
nlnt,,1-
W"f".b
6ty
Y
* Mi^
f"L
lo*lL
hg
d[
rut eu'\Yl^'
t
/
)
lu-b-lb
VnrBPa
VNVr^%'
x
r)uff1**'30'
/
ft/rr^
Lca*";
L
Halaman 3 dari
TINIYERSITAS SUMATERA UTARA
FAKULTAS
PROGRAM DEPARTEMEN
NAMA MATIASISWA
NIM
: TEKNIK
: REGULER (S1) : TEKNIK INDUSTRi
: MARTHIN BRIAN AMBARITA :110403110
JUDUL TUGAS SAR.JAIIA . P*rbaikan
Tata Letak
Bagian
Pr+duksi
denganMenggunakan Pendekatan Keseimbangan Lintasan dan Metode Systematic Layout Planning (SLP) pada PT.
Putra Flora Rimba Tani
nClqtrN ptrl\ifR.n\trR.INlG Rrrnhori Q -F I\i{ I{ac
NO TAIYGGAL MATERI
BIMBIITGAN PARAF KETERANGAN
q
fr-6-tL
!er1"'*w-
/.+^,
-
h.r.,,l,ir<I
-Qry*yV
l'+*
-
ttov* D.rfi*r
Lr'
l)$u
*,
A'-If',
v
t
h*b4
Btw
Vt-Lri,->-
llhtt*<
/
r
n-L
-t'
lr<7
I
MEDAN,
PEMBIMBING II,
20t6
Apple, James M. 1990. Tata Letak Pabrik dan Pemindahan Bahan, Edisi Ketiga. Banding : Penerbit ITB.
Baroto, Teguh. 2002. Perencanaan dan Pengendalian Produksi. Jakarta: Ghalia Indonesia.
Blacktone, John H. 1989. Capacity Management. Cincinnati : South-Western Publishing CO.
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta: Graha Ilmu.
Nasution, Arman Hakim dan Yudha Prasetyawan. 2008. Perencanaan dan Pengendalian Produksi. Yogyakarta : Graha Ilmu.
Noviyarsih, Lestari Setiawati, and Deno Sandra. “Perancangan Tata Letak Fasilitas Produksi Mesin Thresser untuk Meminimasi Ongkos Material Handling.” (2014).
Purnomo, Hari. 2004. Pengantar Teknik Industri. Yogyakarta: Graha Ilmu.
Sinaga, Tuti Sarma. “Pengukuran Keseimbangan Lintasan Produksi Keramik dengan Metode Helgeson dan Birnie Di PT.XYZ.” (2014).
Siska, Merry, Yenita Morena, and Anditya Anugrah. “Perancangan Ulang Tata Letak Fasilitas Pabrik dan Analisis Keseimbangan Lintasan (Studi Kasus: PT. Ewan Super Wood Pekanbaru).” (2012).
Sinulingga, Sukaria. 2011. Metode Penelitian. Edisi 1. Medan: USU Press.
Sutalaksana, Ifktikar. 2006. Teknik Perancangan Sistem Kerja. Bandung : Peneribit ITB.
3.1. Definisi Tata Letak Pabrik
Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan
fasilitas-fasilitas pabrik dengan memanfaatkan luas area secara optimal guna menunjang
kelancaran proses produksi (Wignjosoebroto, 2003 : 67) atau tata letak pabrik
(plant layout) dapat juga didefinisikan sebagai suatu rencana atau aktivitas
perencanaan, penyusunan yang optimal dari fasilitas-fasilitas suatu industri yang
meliputi tenaga kerja, peralatan operasi, ruang penyimpanan, peralatan
penanganan material dan semua pelayanan pendukung sesuai dengan rancangan
terbaik dari struktur yang terdiri dari fasilitas-fasilitas ini. Tata letak yang baik
selalu melibatkan tata cara pemindahan bahan di pabrik, sehingga kemudian
disebut tata letak pabrik dan pemindahan bahan.
Rekayasawan yang merancang fasilitas harus mengevaluasi, menganalisis,
membentuk konsep dan mewujudkan sistem bagi pembuatan barang dan jasa.
Dengan kata lain, merupakan pengaturan tempat sumber daya fisik yang
digunakan untuk membuat produk. Rancangan ini umumnya digambarkan sebagai
rencana lantai yaitu susunan fasilitas fisik (perlengkapan, tanah, bangunan dan
sarana lain) untuk mengoptimumkan hubungan antara petugas pelaksana, aliran
bahan, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan
Pada dasarnya, dalam pengaturan fasilitas produksi dalam pabrik.
Dibedakan atas dua hal yang akan diatur tata letaknya, yaitu (Wignjosoebroto,
2003;75):
1. Pengaturan tata letak mesin dan fasilitas produksi lainnya (machines
layout), yaitu pengaturan dari semua mesin-mesin dan fasilitas yang
diperlukan untuk proses produksi di dalam tiap-tiap departemen yang ada di
pabrik.
2. Pengaturan tata letak departemen, yaitu pengaturan bagian atau departemen,
serta hubungannya antara satu departemen dengan yang lainnya di dalam
pabrik.
3.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik
Secara garis besar tujuan utama dari tata letak pabrik adalah mengatur area
kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi
yang aman dan nyaman sehingga dapat menaikkan moral kerja dan kinerja
(performance) dari operator (Apple, 1990 : 5-8). Lebih spesifik lagi, suatu tata
letak pabrik yang baik akan dapat memberikan keuntungan-keuntungan dalam
sistem produksi, sebagai berikut:
a. Memperlancar proses manufaktur.
Tata letak pabrik yang direncanakan haruslah menjamin proses pengolahan
1. Penyusunan peralatan dan mesin yang efektif sehingga aliran bahan
lancar dan mendekati garis lurus dengan mengurangi gerakan
bolak-balik.
2. Mengurangi waktu menunggu pada proses produksi.
3. Aliran bahan yang terencana sehingga setiap daerah kerja dapat
dibedakan dengan jelas untuk menghindari tercampurnya alat-alat kerja.
b. Mengurangi proses pemindahan bahan (minimasi material handling).
Biaya pemindahan bahan merupakan salah satu elemen biaya dari total
biaya produksi yang harus dikeluarkan perusahaan. Perhitungan biaya
pemindahan ini biasanya sebanding dengan jarak pemindahan bahan yang
harus ditempuh, sedangkan jarak pemindahan bahan dapat dianalisis dengan
memperhatikan tata letak fasilitas produksi yang ada di pabrik. Karena itu,
dalam perancangan tata letak pabrik diusahakan agar jarak pemindahan
bahan menjadi seminimal mungkin.
c. Menjaga fleksibilitas susunan peralatan.
Kemungkinan perubahan jumlah dan bentuk produksi sangat penting
diperhatikan dalam tata letak pabrik. Tata letak pabrik yang baik dapat
dengan mudah diubah menurut kebutuhan produksi.
d. Mengurangi inventory in process.
Sistem produksi pada dasarnya menghendaki sedapat mungkin agar bahan
baku berpindah dari satu operasi ke operasi berikutnya dengan
secepat-cepatnya dan berusaha mengurangi bertumpuknya barang setengah jadi
tunggu (delay) dan mengurangi antrian bahan yang menunggu untuk segera
diproses.
e. Menurunkan investasi pada peralatan.
Susunan mesin, peralatan dan susunan departemen yang tepat dan dapat
membantu menurunkan jumlah peralatan yang diperlukan.
f. Penghematan penggunaan luas lantai.
Suatu perencanaan tata letak pabrik yang optimal akan mampu mengatasi
segala pemborosan pemakaian ruangan yang disebabkan oleh lalu lintas
bahan dalam pabrik, penumpukan material, jarak antar mesin yang
berlebihan dan lain-lain, serta akan berusaha untuk mengoreksi semua
pemborosan tersebut.
g. Memelihara pemakaian tenaga kerja seefektif mungkin.
Tata letak pabrik yang tidak baik akan membutuhkan tenaga kerja yang
lebih besar sehingga merupakan suatu pemborosan. Pemakaian tenaga kerja
dengan efektif dan efisien dapat dilakukan dengan cara:
1. Mengurangi pemindahan bahan yang dilakukan secara manual.
2. Mengurangi faktor yang mengakibatkan pekerja banyak berjalan dalam
pabrik.
3. Melakukan keselarasan antara mesin dan operator sehingga antara
mesin dan operator tidak mengalami idle.
h. Memberikan suasana kerja yang menyenangkan.
Memberikan suasana kerja yang menyenangkan kepada para pekerja seperti
pengaturan letak penerangan, ventilasi serta keselamatan kerja yang
terjamin.
3.3. Line Balancing
Lini perakitan dapat didefenisikan sebagai sekelompok pekerja dan/atau
mesin-mesin yang melakukan serangkaian tugas untuk merakit sebuah produk.
Tugas-tugas ini sering kali memiliki batasan preseden, misalnya untuk merakit
baut ke dalam lubang yang dibor, haruslah terlebih dahulu membentuk lubang
yang sesuai untuk baut tersebut. Perencanaan dari kapasitas lini perakitan ini
membutuhkan ketentuan dari lini yang terstruktur seperti jumlah pekerja atau
mesin dan tugas masing-masing yang harus dikerjakan. Masalah ini biasanya
diselesaikan dengan penyeimbangan lintasan (Blackstone, 1989:213)
Ketentuan untuk menyeimbangkan lintasan adalah sebagai berikut ini.
1. Jika adanya volume keluaran yang cukup, biaya proses dan perakitan yang
rendah karena tingginya tingkat utilisasi dari gedung, peralatan, dan proses.
2. Pengendalian persediaan dari bahan mentah dan komponen-komponen
lainnya rendah karena input diperlukan hanya untuk satu buah produk.
3. Jadwal produksi lebih sederhana karena hanya satu buah produk yang dirakit.
4. Hasil volume produk dan efesiensi pekerja yang tinggi ketika serangkaian
5. Biaya material handling yang rendah karena penggunaan konveyor yang luas
dan mekanisme otomatis lainnya.
6. Biaya pengawasan dan pengendalian yang rendah karena pekerjaan
merupakan kegiatan yang repetitif dan dapat berjalan secara natural dengan
hasil proses yang seragam.
3.4. Definisi Line Balancing
Line balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang
dipergunakan dalam pembuatan produk. Line balancing biasanya terdiri dari
sejumlah area kerja yang dinamakan stasiun kerja yang ditangani oleh seorang
atau lebih operator dan ada kemungknan ditangani dengan menggunakan
bermacam-macam alat. (Ginting, 2007:505)
Tujuan utama dalam menyusun line balancing adalah untuk membentuk dan
menyeimbangkan beban kerja yang dialokasikan pada tiap-tiap stasiun kerja. Jika
tidak dilakukan keseimbangan lintasan maka dapat mengakibatkan
ketidakefisienan kerja di beberapa stasiun kerja dimana diantara stasiun kerja
yang satu dengan stasiun kerja yang lain memiliki beban kerja yang tidak
seimbang. Pembagian pekerjaan ini disebut production line balancing, assembly
line balancing, atau hanya line balancing.
Efisiensi lintasan, nilai dari smoothing index, dan Balance Delay pada
metode ini dapat dihitung menggunakan rumus sebagai berikut: (Purnomo,
2004:120)
SI = WSK − WSK
BD = CTxN-∑ti
CTxN × 100% Dimana:
Eff : Efesiensi Lintasan
SI : Smoothing Index
BD : Balance Delay
n : Jumlah Elemen kerja yang ada
CT : Cycle Time
N : Jumlah stasiun kerja yang terbentuk
WSKmax : Waktu terbesar dari stasiun kerja terbentuk
WSKi : Waktu stasiun kerja i yang terbentuk
N : Jumlah stasiun kerja yang terbentuk
3.4.1. Precedence Constraint
Pembagian elemen pekerjaan dapat diselesaikan dengan beberapa
alternatif (Ginting,2007:207-209). Dalam proses assembling ada dua kondisi yang
biasanya muncul, yaitu:
1. Tidak ada ketergantungan dari komponen-komponen dalam proses
dilaksanakan pertama kali dan disini dibutuhkan prosedur penyeleksian
untuk menentukan prioritas.
2. Apabila suatu komponen telah dipilih untuk disassembling maka urutan
untuk merakit komponen lain dimulai. Disinilah dinyatakan batasan
precedence untuk pengerjaan komponen-komponen.
3.4.2. Zoning Constraint
Pengalokasian dari elemen-elemen kerja pada stasiun kerja juga dibatasi
oleh zoning constraint yang menghalangi atau mengharuskan pengelompokan
elemen kerja tertentu pada stasiun tertentu. Zoning constraint yang negatif
menghalangi pengelompokkan elemen kerja pada stasiun kerja yang sama.
Sebaliknya zoning constraint yang positif menghendaki pengelompokan
elemen-elemen kerja pada stasiun kerja yang sama dengan alasan tertentu.
3.5. Pengukuran Waktu Kerja Dengan Jam Henti (Stopwatch Time Study)
Sesuai dengan namanya, pengukuran waktu ini menggunakan jam henti
(Stop watch) sebagai alat utamanya. Cara ini seringkali digunakan karena
merupakan cara yang paling banyak dikenal. Alasan lainnya yang menyebabkan
metoda ini sering digunakan adalah kesederhanaan atura-aturan pengukuran yang
dipakai. Ada beberapa aturan pengukuran yang perlu dijalankan untuk
mendapatkan hasil yang baik. Aturan-aturan tersebut akan dijelaskan dalam
1. Penetapan tujuan pengukuran
Dalam melakukan pengukuran waktu, hal-hal penting yang harus diketahui
dan ditetapkan adalah untuk apa hasil pengukuran digunakan, berapa tingkat
ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran
tersebut.
2. Melakukan penelitian pendahuluan
Tujuan utama dari aktivitas pengukuran kerja adalah waktu baku yang harus
dicapai oleh seorang pekerja untuk menyelesaikan suatu pekerjaan. Waktu
baku yang ditetapkan untuk suatu pekerjaan tidak akan benar apabila
metoda untuk melaksanakan pekerjaan tersebut berubah, material yang
dipergunakan sudah tidak lagi sesuai dengan spesifikasi semula, kecepatan
kerja mesin atau proses produksi lainnya berubah pula, atau kondisi-kondisi
kerja lainnya sudah berbeda dengan kondisi kerja pada saat waktu baku
tersebut ditetapkan jadi waktu baku pada dasarnya adalah waktu
penyelesaian pekerjaan untuk suatu sistem kerja yang dijalankan pada saat
pengukuran berlangsung sehingga waktu penyelesaian tersebut juga hanya
berlaku untuk sistem kerja tersebut.
3. Memilih operator
Operator yang melakukan pekerjaan harus memenuhi persyaratan tertentu
agar pengukuran dapat berjalan baik. Syarat-syarat tersebut adalah
berkemampuan normal dan dapat diajak bekerja sama. Operator yang dipilih
wajar dan operator mampu bekerja sama dengan pengamat (tidak
terpengaruh dengan kehadiran si pengamat).
4. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih
diperlukan latihan bagi operator tersebut, terutama jika kondisi dan cara
kerja yang digunakan tidak sama dengan yang biasa dijalankan operator.
Hal ini terjadi jika pada saat penelitian kondisi kerja atau cara kerja sudah
mengalami perubahan. Dalam keadaan ini operator harus dilatih terlebih
dahulu karena sebelum diukur harus terbiasa dengan kondisi dan cara kerja
yang telah ditetapkan.
5. Menguraikan pekerjaan atas elemen pekerjaan
Disini pekerjaan dipecah menjadi elemen pekerjaan, yang merupakan
gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah
yang akan diukur waktu siklusnnya. Waktu siklus adalah waaktu
penyelesaian satu satuan produksi sejak bahan baku mulai diproses di
tempat kerja yang bersangkutan.
6. Menyiapkan alat-alat pengukuran
Setelah lima langkah diatas dijalankan dengan baik, tibalah sekarang pada
langkah terakhir sebelum melakukan pengukuran yaitu menyiapkan alat-alat
yang diperlukan. Alat-alat tersebut adalah :
a. Jam henti
b. Lembaran-lembaran pengamatan
d. Papan pengamatan
Pengukuran waktu siklus haruslah mencakup seluruh elemen operasi
(gerakan) yang mungkin muncul pada saat pekerjaan dilakukan:
1. Pengujian Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui apakah data yang
kita peroleh menyebar seragam atau tidak. Rumus untuk menghitung
keseragaman data adalah:
Batas Kontrol Atas (BKA) = X + k S
Batas Kontrol Bawah (BKB) = X - k S
2. PengujianKecukupan Data
Pengujian ini dilakukan untuk mengetahui apakah data yang diperoleh dari
pengamatan mencukupi untuk dilakukan perhitungan.
2 2 2 '
x x x N s z N Keterangan:z : Tingkat ketelitian
s : Tingkat kepercayaan
N : Jumlah data awal
N’ : Jumlah data minimal yang diperlukan
Jika pengukuran-pengukuran telah selesai, yaitu semua data yang didapat
memiliki keseragaman yang dikehendaki, dan jumlahnya telah memenuhi
tingkat-tingkat ketelitian dan keyakinan yang diinginkan, maka selesailah kegiatan
pengukuran waktu. Langkah selanjutnya adalah mengolah data tersebut sehingga
memberikan waktu baku. Cara untuk mendapatkan waktu baku dari data yang
terkumpul itu adalah sebagai berikut.
1. Hitung waktu siklus, yang tidak lain adalah waktu penyelesaian rata-rata
selama pengukuran:
Ws = ∑
di mana xi dan N menunjukkan arti yang sama dengan yang telah dibahas
sebelumnya.
2. Hitung waktu normal dengan:
Wn = Ws x p
di mana p adalah faktor penyesuaian. Faktor ini diperhitungkan jika pengukur
berpendapat bahwa operator bekerja dengan kecepatan tidak wajar sehingga
hasil perhitungan waktu perlu disesuaikan atau dinormalkan dulu. Tujuannya
adalah untuk mendapatkan waktu siklus rata-rata yang wajar. Jika pekerja
bekerja dengan wajar, faktor penyesuaiannya, p, sama dengan 1. Jika
bekerjanya terlalu lambat maka untuk menormalkannya pengukur harus
memberi harga p < 1, dan sebaliknya p > 1, jika dianggap bekerja cepat.
3. Akhirnya setelah perhitungan diatas selesai, waktu baku bagi penyelesaian
pekerjaan kita dapatkan dengan:
di mana l adalah kelonggaran atau allowance yang diberikan kepada pekerja
untuk menyelesaikan pekerjaannya di samping waktu normal. Kelonggaran ini
diberikan untuk tiga hal, yaitu kebutuhan pribadi, menghilangkan fatigue, dan
gangguan-gangguan yang mungkin terjadi yang tidak dapat dihindarkan oleh
pekerja. Umumnya kelonggaran dinyatakan dalam persen dari waktu normal.
3.6. Rating Factor (Faktor Penyesuaian)
Biasanya penyesuaian dilakukan dengan mengalihkan waktu siklus rata-rata
atau waktu elemen rata-rata dengan suatu harga p yang disebut faktor
penyesuaian. Besarnya harga p tentunya sedemikian rupa sehingga hasil perkalian
yang diperoleh mencerminkan waktu yang sewajarnya atau waktu normal. Bila
pengukur berpendapat bahwa operator bekerja diatas normal (terlalu cepat) maka
harga p-nya akan lebih besar dari satu (p >1), sebaliknya jika operator dipandang
bekerja dibawah normal maka harga p akan lebih kecil dari satu {p <1).
Seandainya pengukur berpendapat bahwa operator bekerja dengan wajar maka
harga p-nya sama dengan 1 (p=1) (Sutalaksana, 2006:157)
Beberapa cara menentukan rating factor antara lain:
1. Cara Persentase
Cara ini merupakan cara yang paling awal digunakan dalam melakukan
penyesuaian. Di sini besarnya faktor penyesuian sepenuhnya ditentukan oleh
2. Cara Shumard
Cara Shumard memberikan patokan-patokan penilaian melalui kelas-kelas
performansi kerja dimana setiap kelas mempunyai nilai tersendiri.
Tabel 3.1. Penyesuaian Menurut Cara Shumard
Kelas Penyesuaian
Superfast 100
Fast + 95
Fast 90
Fast – 85
Excellent 80
Good + 75
Good 70
Good – 65
Normal 60
Fair + 55
Fair 50
Fair – 45
Poor 40
Sumber: Sutalaksana, 2006:159.
3. Cara Westinghouse
Cara Westinghouse mengarahkan penilaian pada empat faktor yang dianggap
menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu
dalam kelas-kelas dengan nilainya masing-masing. Penyesuaian menurut
Westinghouse dapat dilihat pada Tabel 3.2.
Tabel 3.2. Penyesuaian Menurut Westinghouse
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill A1 +0,15
A2 +0,13
Excellent B1 +0,11
B2 +0,08
Good C1 +0,06
C2 +0,03
Average D 0,00
Fair E1 -0,05
E2 -0,10
Poor F1 -0,16
F2 -0,22
Usaha Excessive A1 +0,13
A2 +0,12
Excellent B1 +0,10
B2 +0,08
Good C1 +0,05
C2 +0,02
Average D 0,00
Fair E1 -0,04
E2 -0,08
Poor F1 -0,12
F2 -0,17
Kondisi Kerja Ideal A +0,06
Excellently B +0,04
Good C +0,02
Average D 0,00
Fair E -0,03
Poor F -0,07
Konsistensi Perfect A +0,04
Excellent B +0,03
Good C +0,01
Average D 0,00
Fair E -0,02
Poor F -0,04
3.7. Allowance (Kelonggaran)
Kelonggaran (allowance) diberikan kepada tiga hal yaitu untuk kebutuhan
pribadi, menghilangkan rasa fatigue dan hambatan-hambatan yang tidak dapat
dihindarkan. Ketiganya merupakan hal yang secara nyata dibutuhkan oleh pekerja,
dan selama pengukuran tidak diamati, dicatat, ataupun dihitung. Oleh karena itu,
sesuai pengukuran dan setelah mendapatkan waktu normal, kelonggaran perlu
ditambahkan. (Sutalaksana, 2006:167)
1. Kelonggaran untuk kebutuhan pribadi.
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap
dengan teman sekedarnya untuk menghilangkan ketegangan ataupun
kejenuhan dalam sewaktu bekerja.
2. Kelonggaran untuk menghilangkan rasa fatique.
Rasa fatiquetercermin antara lain dari menurunnya hasil produksi baik jumlah
maupun kulaitas.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan.
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar
kekuasaan/kendali pekerja.
3.8. Beberapa Teknik Line Balancing
Untuk penyeimbangan lintasan perakitan ada beberapa teori yang
dikemukakan para ahli yang meneliti bidang ini. Metode ini secara garis besar
1. Pendekatan analitis
2. Pendekatan heuristik
Pada awalnya teori-teori line balancing dikembangkan dengan pendekatan
matematis/analitis yang akan memberikan solusi optimal, lambat laun akhirnya
para peneliti menyadari bahwa pendekatan secara matematis tidak ekonomis.
Semua problem dapat dipecahkan secara matematis, tetapi usaha yang dilakukan
untuk perhitungan terlalu besar. Sudah banyak alternatif baru, tetapi tidak ada
yang dapat mengurangi jumlah perhitungan pada tingkat yang dapat diterima.
Hal tersebut membuat para ahli mengembangkan metode heuristik. Metode
ini didasarkan atas pendekatan matematis dan akal sehat. Batasan heuristik
menyatakan pendekatan trial dan eror, teknik ini memberikan hasil yang secara
matematis belum optimal tetapi cukup mudah memakainya. Usaha yang
dikeluarkan untuk perhitungan agar mendapatkan solusi yang optimal seringkali
sangat besar dan sangat riskan apabila data yang dimasukkan tidak akurat.
(Ginting, 2007:212).
Pendekatan heuristik merupakan suatu cara yang praktis, mudah dimengerti
dan mudah diterapkan. Yang termasuk dalam metode analitis adalah :
a. Metode 0-1 (zero one)
b. Metode Helgeson dan Birnie
Sedangkan yang termasuk dalam metode heuristik adalah :
a. Metode Kilbridge dan Wester (Region Approach)
b. Metode Integer
3.9. Metode Helgeson Birnie
Metode ini dikembangkan oleh W.B.Helgeson dan D.P.Birnie, biasanya
lebih dikenal dengan ranked positional weight system atau sistem RPW. Langkah
pertama adalah membuat diagram precedence dan matriks precedence. Kemudian
dihitung bobot positional untuk setiap elemen yang diperoleh dari penjumlahan
waktu pengerjaan elemen tersebut dengan waktu pengerjaan elemen lain yang
mengikuti elemen tersebut. (Ginting, 2007:215) Contoh precedence diagram
dapat dilihat pada Gambar 3.1.
Sumber: Ginting, 2007:215.
Gambar 3.1. Diagram Precedence untuk Menerangkan Metode RPW
Dari diagram precedence di atas, bobot setiap elemen dapat dihitung:
Untuk elemen a = a+b+c+d+e = 24
Untuk elemen b = b+c+e = 16
Untuk elemen d =d+e =11
Untuk elemen e = e = 9
Hubungan precedence juga dapat dibuat dalam bentuk matriks dimana
setiap hubungan bernilai -1, 0, 1. Hubungan precedence yang bernilai +1, jika
dihubungkan dengannya, bernilai -1 jika sebaliknya dan 0 jika tidak ada
hubungan. Hubungan masing-masing elemen kerja dapat dilihat pada Tabel 3.3.
Tabel 3.3. Matrik Precedence dari Gambar 3.2
Elemen Kerja A b c d e
A 0 1 1 1 1
B -1 0 1 0 1
C -1 -1 0 0 1
D -1 0 0 0 1
E -1 -1 -1 -1 0
Sumber: Ginting, 2007:216.
Dari matriks precedence, bobot setiap elemen diperoleh dari penjumlahan
waktu pengerjaan untuk elemen tersebut dengan elemen yang bernilai +1 pada
masing-masing baris.
Sebagai contoh diambil elemen b yang dapat dilihat pada Tabel 3.4.
Tabel 3.4. Contoh Perhitungan Bobot
Elemen Kerja a b c d e
b -1 0 1 0 1
Personal
Weight 3+4+9=16
Sumber: Ginting, 2007:215.
Terlihat bahwa masing-masing elemen mempunyai bobot dan elemen yang
mempunyai bobot yang paling besar menempati ranking 1, bobot yang terbesar
berikutnya menempati rank 2, dan begitu seterusnya sampai semua elemen
didaftar. Apabila ada elemen yang bobotnya sama, mereka bisa diurut sesuai
dengan urutannya di dalam daftar.
Metode Bobot Posisi merupakan heuristik yang paling awal dikembangkan.
2008:330). Langkah-langkah penyelesaian dengan menggunakan metode bobot
posisi ini adalah sebagai berikut:
l. Hitung waktu siklus yang diinginkan. Waktu siklus aktual adalah waktu
siklus yang diinginkan atau waktu operasi terbesar jika waktu operasi terbesar
itu lebih besar dari waktu siklus yang diinginkan.
2. Buat matrik pendahulu berdasarkan jaringan kerja perkaitan.
3. Hitung bobot posisi tiap operasi yang dihitung berdasarkan jumlah waktu
operasi tersebut dan operasi-operasi yang mengikutinya.
4. Urutkan operasi-operasi mulai dari bobot posisi terbesar sampai dengan bobot
posisi terkecil.
5. Lakukan pembebanan operasi pada stasiun kerja mulai dari operasi dengan
bobot posisi terbesar sampai dengan bobot posisi terkecil, dengan kriteria
total waktu operasi lebih kecil dari waktu siklus.
6. Hitung efisiensi rata-rata stasiun kerja yang terbentuk.
7. Gunakan prosedur trial and error untuk mencari pembebanan yang akan
menghasilkan efisiensi rata-rata lebih besar dari efisiensi rata- rata pada
langkah 6 di atas.
8. Ulangi langkah 6 dan 7 sampai tidak ditemukan lagi stasiun kerja yang
memiliki efisiensi rata-rata yang lebih tinggi.
3.10. Pengaturan Tata Letak Pabrik
Rekayasawan rancang fasilitas menganalisis, membentuk konsep,
Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu satu susunan
fasilitas fisik (perlengkapan, tanah, bangunan dan sarana lain) untuk
mengoptimumkan hubungan antara petugas pelaksana, aliran barang, aliran
informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara
sangkil, ekonomis dan aman.
Umumnya, tujuan keseluruhan rancang fasilitas adalah membawa masukan
(bahan, pasokan, dll) melalui setiap fasilitas dalam waktu tersingkat yang
memungkinkan, dengan biaya yang wajar. Dalam batasan industri, makin singkat
sepotong bahan berada dalam pabrik, makin kecil keharusan pabrik menanggung
beban buruh dan ongkos tak langsung. (Apple, 1990:2).
3.10.1. Ruang Lingkup Rancang Fasilitas
Pekerjaan rancang fasilitas seringkali dikira hanya berhubungan dengan
perancangan yang cermnat tentang susunan peralatan produksi. Padahal
perencanaan demikian hanya merupakan salah satu tahap saja dari suatu rangkaian
kegiatan yang sangat luas yang saling berhubungan dan yang secara keseluruhan
membentuk kegiatan perancangan tata letak fasilitas (Apple, 1990:3).
Ruang lingkup pekerjaan rancang fasilitas mencakup satu kajian yang cermat
paling tidak dari bidang-bidang berikut :
1. Pengangkutan
2. Penerimaan
3. Gudang bahan baku
5. Perakitan
6. Pengemasan
7. Pemindahan
8. Pelayanan pegawai
9. Produksi penunjang
10. Pergudangan
11. Pengiriman
12. Perkantoran
13. Fasilitas penunjang
14. Bangunan
15. Lahan
16. Lokasi
17. Keamanan
18. Buangan
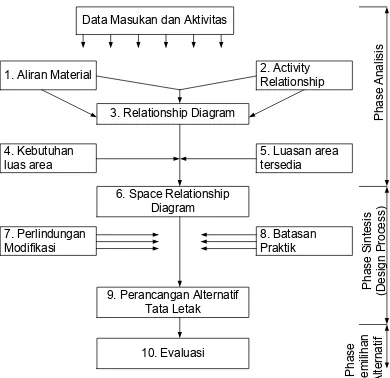
3.10.2. Systematic Layout Planning
Prosedur yang telah diuraikan merupakan langkah- langkah yang umum
dijumpai dalam proses perencanaan layout fasilitas produksi, Berikut akan
diperkenalkan suatu pendekatan sistematis dan terorganisir untuk perencanaan
layout yang telah dibuat oleh Muther (1973) yaitu "SYSTEMATIC LAYOUT
PLANNING (SLP)". Langkah SLP ini banyak diaplikasikan untuk berbagai
macam problem antara lain produksi, transportasi, pergudangan, supporting
aktivitas-aktivitas perkantoran dan lain-lain. Secara ringkas prosedur
pelaksanaan SLP dapat digambarkan dalam diagram sebagai berikut:
Data Masukan dan Aktivitas
1. Aliran Material 2. Activity Relationship
4. Kebutuhan
luas area 5. Luasan area tersedia
7. Perlindungan
Modifikasi 8. Batasan Praktik 3. Relationship Diagram
6. Space Relationship Diagram
[image:35.595.115.505.197.575.2]9. Perancangan Alternatif Tata Letak 10. Evaluasi Ph as e An al isi s Ph as e Si nt es is (D esi gn P ro ce ss) Ph ase Pe m ilih an Al te rn at if Sumber: Wignjosoebroto,2003:254
Gambar 3.2. Prosedur Pelaksanaan Systematic Layout Planning
Dari prosedur di atas kita melihat bahwasanya langkah awal harus
dimulai dengan pengumpulan data yang dipakai untuk perencanaan layout
diramalkan. Setelah data yang dibutuhkan terkumpul maka suatu analisa aliran
material yang dikombinasikan dengan analisa aktivitas (activity relationship) akan
bisa dipakai untuk membuat perencanaan diagram hubungan aktivitas lationship
diagram). Dengan memperhatikan kebutuhan-kebutuhan akan luasan area untuk
fasilitas yang ada dan juga ketersediaan luasan areanya maka langkah selanjutnya
yang bisa dibuat adalah merencanakan "Space Relationship Diagram”.
Berdasarkan space relationship diagram ini dengan pertimbangan-pertimbangan
modifikasi seperlunya dan batasan-batasan praktis yang harus ada maka suatu
alternatif layout bisa segera dirancang dan dievaluasi seperlunya. SLP akan
dimulai setelah problem diformulasikan. Lima langkah pertama mulai dari analisa
flow of materials sampai dengan penyesuaian dengan luasan area yang tersedia
merupakan langkah-langkah analisa terhadap problem yang telah diformulasikan.
Langkah keenam sampai dengan kesembilan (pembuatan space relationship
diagram - perencanaan alternatif layout) merupakan phase-phase penelitian yang
diperlukan untuk proses perencanaan alternatif layout. Phase pemilihan alternatif
layout yang ingin diaplikasikan dalam hal ini akan dilaksanakan dalam langkah
yang kesepuluh. Berikut satu per satu dari masing-masing phases yang perlu
dibuat di dalam perencanaan layout dengan prosedur Systematic Layout Planning
(SLP)
1. Pengumpulan Data Masukan dan Aktivitas
Agar supaya plant layout analyst bisa bekerja secara efektif maka ia harus
bisa mengumpulkan data informasi yang berkaitan dengan aktivitas pabrik seperti
2. Analisa Aliran Material dan Aktivitas Operasional
Analis aliran material (flow of materials analysis) akan berkaitan dengan
usaha-usaha pengukuran kuantitatif untuk setiap gerakan perpindahan material
diantara departemen-departemen atau aktivitas-aktivitas operasional, sedangkan
analisa aktivitas operasional (activity analysis) terutama sesekali berkaitan dengan
faktor-faktor yang bersifat non-quantitative (kualitatif) yang mempengaruhi lokasi
di mana departemen atau aktivitas operasional tersebut akan diletakkan (aktivitas
dianalisa berdasarkan derajat hubungan yang terjadi).
Berdasarkan informasi data awal yang diperoleh maka analisa layout akan
dilakukan pertama kalinya dengan terlebih dahulu menganalisa aliran material,
mesin melayani dan peralatan kerja serta personil yang akan proses kerja tersebut.
Karena layout pada kerja dirancang untuk pengaturan kelancaran aliran
pembuatan produk, dari julai bahan baku (material) sampai menjadi produk akhir
(finished good product), maka yang paling di dalam desain plant layout adalah
berkaitan dengan analisa aliran materialnya.
3. Activity Relationship Analysis
Analisa aliran material (Flow of Material Analysis) - dengan aplikasi
penggambaran berbagai macam peta proses - cenderung untuk mencari hubungan
aktivitas pemindahan material dari satu fasilitas kerja ke fasilitas kerja yang lain
dengan aspek kuantitatif sebagai tolok ukurnya (material handling cost). Selain
faktor material handling cost (kuantitatif) ada pula faktor-faktor lain yang bersifat
kualitatif yang harus menjadi pertimbangan didalam desain lay-out. Disini Activity
Relationship Chart) bisa dipakai untuk analisa lay-out berdasarkan
pertimbangan-pertimbangan yang bersifat kualitatif. REL atau ARC ini dikembangkan oleh
Richard Muther yang menggantikan angka-angka kuantitatif seperti yang kita
pakai dalam From-To Chart dengan suatu penilaian mengenai derajat keterdekatan
(closeness) antara departemen satu dengan departemen lain yang cenderung
bersifat kuantitatif.
3. Relationship Diagram
Apabila dalam analisa layout hubungan aktivitas (activity relationship)
merupakan lebih yang pokok untuk lebih diperhatikan (yaitu ditinjau dari aspek
kualitatifnya saja), maka ini kita bisa langsung membuat apa yang disebut dengan
Activity Relationship Diagram (ARC dan REL Diagram). Akan tetapi bilamana
aliran material ternyata lebih dominan didalam penganalisaan (aspek kuantitatif
maka lebih baik bila kita membuat Flow Diagram. Akan tetapi bilamana aliran
material dan hubungan aktivitas keduanya merupakan hal yang harus menjadi
pertimbangan, maka kombinasi antara keduanya harus dilakukan dan disini kita
harus membuat REL Diagram
4. Kebutuhan Luas Area (Space Requirment) Dan Yang Tersedia
Setelah aliran material, hubungan antara masing- masing aktivitas dan
diagram hubungan aktivitas selesai dianalisa dan dibuat, maka langkah
selanjutnya dalam aktivitas SLP ini adalah mengevaluasi kebutuhan luas area
untuk pengaturan segala fasilitas pabrik yang dibutuhkan. Idealnya desain tata
pabrik di sekeliling layout yang telah dibuat tersebut. Bagaimanapun (dalam
kenyataan praktis yang dijumpai) sering solusi dari dari layout yang dirancang
akan terbentur dengan bentuk maupun luasan area yang tersedia. Hambatan atau
batasan ini bisa berupa luas dan bentuk bangunan pabrik baru untuk
menggantikan bangunan yang lama dan lain-lain. Dengan memperhatikan
alasan-alasan ini maka pertimbangan yang perlu dilakukan tidak saja menyangkut
evaluasi kebutuhan luas area pabrik saja akan tetapi juga menyangkut luasan dan
bentuk area yang mampu disediakan.
5. Perancangan Layout
Setelah analisa mengenai aliran material yang dibuat; hubungan derajat
aktivitas dari tiap-tiap departemen dipertimbangkan, kebutuhan luasan area untuk
masing-masing departemen serta maka alternatif layout segera bisa dibuat. Secara
singkat, desain layout alternatif bisa dibuat dengan cara mengkombinasikan
pertimbangan-pertimbangan kebutuhan luas area yang dibutuhkan dengan REL
diagram. Sesuai dengan prosedur dan langkah-langkah pendekatan Systematic
Layout Planning (SLP), maka kombinasi antara kebutuhan luasan dan REL
diagram ini dilaksanakan dalam bentuk Space Relationship Diagram. Dengan
terlebih dahulu menganalisa luasan yang dibutuhkan dan memperhatikan REL
Diagram maka kombinasi keduanya dalam bentuk Space Relationship.
Langkah berikut adalah mendesain alternatif layout dengan memperhatikan
Space Relationship Diagram dan melakukan modifikasi seperlunya berdasarkan
batasan-batasan dan pertimbangan-pertimbangan khusus lainnya. Desain layout
Plan akan merupakan diagram blok dengan skala tertentu yang mempresentasikan
bangunan dan normalnya juga menunjuk kan lokasi dari dinding-dinding penyekat
yang memisahkan blok satu dengan blok lainnya, termasuk pula lokasi dari kolom
tiang penyangga atas gedung. Lokasi detail dari mesin, peralatan dan
fasilitas-fasilitas kerja lainnya biasanya tidak tercantum dalam blok plan ini.
Berdasarkan block plan ini kemudian bisa dirancang detail layout yang
sesuai. Analisa detail layout, prosedur dan langkah-langkah yang diambil sama
dengan prosedur yang dilakukan untuk mendesain layout secara menyeluruh
(overalllayout). Detail layout pada dasarnya adalah mengatur mesin atau fasilitas
kerja yang berada dimasing-masing blok yang ada, sedangkan overall layout
adalah mengatur letak blok (dalam hal ini blok akan merupakan suatu
departemen) terhadap blok lain. Didalam detail lay-out kita akan berkepentingan
dengan analisa aliran material dan hubungan di antara blok dengan blok lainnya.
Di dalam mendesain layout (baik untuk overall maupun detail layout) harus
diingat pertimbangan-pertimbangan kemungkinan terjadinya ekspansi di masa
depan ataupun adanya perubahan-perubahan yang bisa terjadi. Satu hal yang
penting layout haruslah cukup fleksibel untuk menghadapi perubahan didalam
desain produk, desain proses maupun desain penjadwalan produksi.
Overall ataupun detail layout haruslah dirancang dengan mengingat problem
material handling. Pemilihan metode dan peralatan material handling merupakan
aktivitas yang integral dengan rancangan layout. Lay-out yang secara fungsional
efektif adalah layout yang didalam aplikasinya juga menyebabkan aktivitas
merepresentasikan rancangan layout yang dibuat bisa dalam bentuk Gambar atau
sketsa; Two dimensional iconic models (template); Three-dimensional iconic
4.1. Tempat dan Waktu Penelitian
Lokasi penelitian adalah di PT. Putra Flora Rimba Tani, berlokasi di Jalan
Industri No.32, Tanjung Morawa, Sumatera Utara.Waktu penelitian adalah bulan
Maret 2016 hingga Agustus 2016.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif yang berbentuk
job and activity analysis. Bentuk penelitian deskriptif yang berbentuk job and
activity analysis yaitu penelitian yang bertujuan menyelidiki secara terperinci
aktivitas dan pekerjaan seseorang atau sekelompok orang agar mendapat
rekomendasi untuk berbagai keperluan, seperti misalnya keseimbangan beban
kerja serta efesiensi dalam penggunaan waktu. (Sukaria Sinulingga, 2013:34).
4.3. Objek Penelitian
Objek penelitian pada penelitian ini adalah lintasan produksi pada proses
produksi kayu batangan sebagai bahan baku pembuatan mebel atau furniture.
4.4. Variabel Penelitian
Variabel dependen pada penelitian ini adalah layout lantai produksi
Variabel independen pada penelitian ini adalah waktu siklus produk,
waktu normal, rating factor, allowance operator dan luas area setiap operasi.
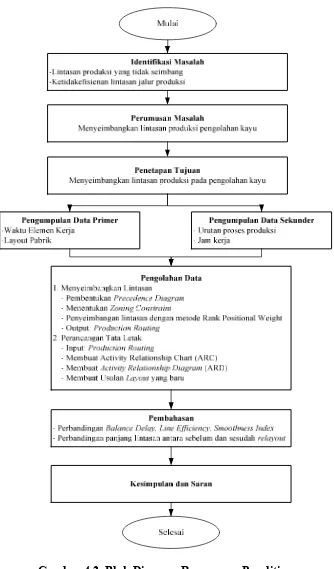
4.5. Kerangka Berpikir Penelitian
Kerangka berpikir penelitian dapat dilihat pada Gambar 4.1.
Gambar 4.1. Kerangka Berpikir Penelitian
Definisi operasional dari variabel diatas adalah sebagai berikut:
1. Waktu Siklus, yaitu waktu yang dibutuhkan operator untuk menyelesaikan
pekerjaannya (diperoleh dari pengukuran langsung).
2. Rating factor, merupakan faktor penyesuaian yang diberikan peneliri atas
kewajaran kerja operator (diperoleh dari pengukuran langsung).
3. Allowance, merupakan faktor penyesuaian yang diberikan peneliti atas
adanya sejumlah kebutuhan di luar kerja yang terjadi selama pekerjaan
4. Luas Area Produksi, merupakan data luas area setiap operasi digunakan
untuk mengetahui luas area yang terpakai oleh setiap operasi untuk
digunakan sebagai rancangan block dalam mempermudah penyususan
layout lantai produksi.
Data waktu siklus, rating factor, dan allowance digunakan untuk
menghitung waktu standar dengan stopwatch time study, kemudian dilakukan
penyeimbangan lintasan dengan metode Rank Positional Weight (RPW). Hasil
dari penyeimbangan lintasan berupa penyusunan work center baru, yang akan
ditata ulang menggunakan metode Systematic Layout Planning (SLP).
4.6. Metode Pengumpulan Data
4.6.1. Sumber Data
Data yang diperlukan dalam penelitian ini adalah :
1. Data primer adalah data yang diperoleh melalui proses pengukuran dengan
bantuan suatu instrumen dan melalui pengamatan langsung. Data yang termasuk
dalam kategori ini adalah:
a. Waktu elemen kerja
b. Rating Factor
c. Allowance
d. Layout Awal
2. Data sekunder adalah data yang diperoleh dari dokumen perusahaan dan
b. Elemen kegiatan
c. Data jam kerja
4.6.2. Metode Pengumpulan
Metode yang digunakan dalam mengumpulkan data, yaitu:
1. Pengukuran
Pengukuran dilakukan terhadap data waktu proses tiap stasiun kerja.
Pengamatan dilakukan dengan menggunakan metode pengukuran waktu,
yaitu Stopwatch Time Study.
2. Dokumentasi
Dokumentasi yang diambil adalah dokumen-dokumen perusahaan, baik
historis maupun sekarang. Dokumentasi dilakukan terhadap data sekunder
yang dibutuhkan dalam penelitian.
4.7. Metodelogi Penelitian
Rancangan penelitian yang dilakukan adalah menghitung waktu standar
dengan metode stopwatch time study dan jumlah work in process, kemudian
menyeimbangkan lintasan dengan Ranked Positional Weight (RPW). Blok
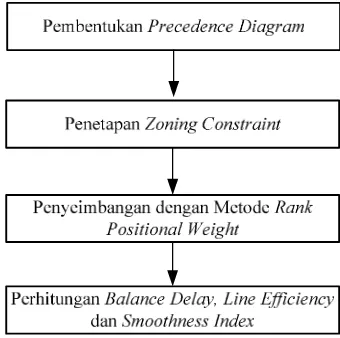
4.8. Metode Pengolahan Data
4.8.1. Pengolahan Data Stopwatch Time Study
Blok diagram pengolahan data dengan stopwatch time study dapat dilihat
[image:47.595.225.395.545.714.2]pada Gambar 4.3.
Gambar 4.3. Blok Diagram Stopwatch Time Study
4.8.2. Pengolahan Data Rank Positional Weight (RPW)
Blok diagram pengolahan data dengan Rank Positional Weight dapat
dilihat pada Gambar 4.4.
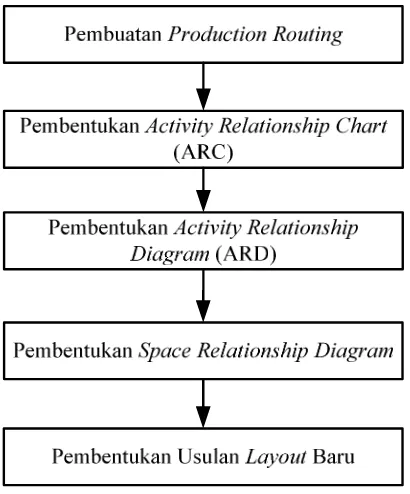
4.8.3. Pengolahan Data Systematic Layout Planning (SLP)
Blok diagram pengolahan data dengan Systematic Layout Planning dapat
[image:48.595.210.415.206.453.2]dilihat pada Gambar 4.5.
Gambar 4.5. Blok Diagram Systematic Layout Planning
4.9. Analisis Pemecahan Masalah
Analisis penyelesaian masalah dilakukan dengan membandingkan
parameter-parameter line balancing, seperti balance delay, smoothness index dan
line efficiency untuk mengetahui seberapa jauh perbaikan yang sudah dilakukan.
Kemudian analisis dilanjutkan dengan membahas seberapa jauh perbaikan pada
4.10. Kesimpulan dan Saran
Setelah dilakukan penganalisaan antara kondisi aktual dan metode usulan
yang diberikan, maka selanjutnya adalah penarikan kesimpulan, yaitu ringkasan
perbaikan dari metode yang digunakan untuk mendapatkan lintasan produksi yang
optimal. Sehubungan dengan hal ini, juga diberikan saran-saran yang akan
5.1. Pengumpulan Data
Data yang dikumpulkan adalah data yang berhubungan dengan proses
produksi. Data tersebut meliputi data elemen kerja, data waktu siklus dan data line
balancing.
5.1.1.Data Elemen Kerja pada Proses Produksi
Data elemen kerja proses produk kayu dimulai dari stasiun pengetaman
sampai packaging dapat dilihat pada Tabel 5.1.
Tabel 5.1. Data Elemen Kerja
No Stasiun Kerja No. Elemen Kerja Elemen Kerja
1 Pengetaman EK-1
Penempatan kayu ke masukan mesin ketam
EK-2 Pengetaman kayu dengan mesin ketam
2 Pemotongan EK-3
Pemotongan kayu sepanjang 40 cm
EK-4 Pemindahan pemotongan ke palet kayu hasil
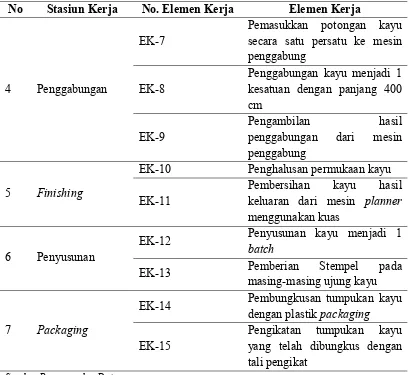
Tabel 5.1. Data Elemen Kerja (Lanjutan)
No Stasiun Kerja No. Elemen Kerja Elemen Kerja
4 Penggabungan
EK-7 Pemasukkan potongan kayu secara satu persatu ke mesin penggabung
EK-8 Penggabungan kayu menjadi 1 kesatuan dengan panjang 400 cm
EK-9 Pengambilan penggabungan dari mesin hasil penggabung
5 Finishing
EK-10 Penghalusan permukaan kayu
EK-11 Pembersihan keluaran dari mesin kayu plannerhasil
menggunakan kuas
6 Penyusunan EK-12
Penyusunan kayu menjadi 1
batch
EK-13 Pemberian masing-masing ujung kayu Stempel pada
7 Packaging
EK-14 Pembungkusan tumpukan kayu dengan plastik packaging
EK-15 Pengikatan tumpukan kayu yang telah dibungkus dengan tali pengikat
Sumber:Pengumpulan Data
5.1.2. Data Pengukuran Waktu
Pengukuran waktu dilakukan terhadap waktu setiap elemen kerja. Waktu
proses setiap elemen kerja didapat dari pengukuran waktu dengan menggunakan
metode jam henti (stopwatch). Pengukuran dilakukan dengan menentukan
waktu-waktu pengukuran. Adapun pembagian waktu-waktu pengukuran disesuaikan dengan
sesudah istirahat dan jam sebelum akhir bekerja. Data hasil pengukuran waktu
[image:52.595.66.579.226.496.2]setiap elemen kerja dapat dilihat pada Tabel 5.2.
Tabel 5.2. Data Pengukuran Waktu
Elemen
Kerja 1 2 3 4 5 6 Pengukuran Waktu (detik) 7 8 9 10 11 12 13 14 15 16 17 18
1 6 7 6 5 5 6 5 6 6 6 7 6 6 5 6 6 6 5 2 37 32 27 31 31 34 30 35 32 29 27 34 34 31 34 32 31 35 3 28 25 30 28 24 29 31 24 25 28 29 25 29 27 27 29 29 28 4 5 5 5 5 4 5 4 5 4 5 4 5 5 4 4 4 5 5 5 18 17 16 20 19 21 19 19 22 21 22 18 23 21 16 20 22 19 6 63 52 62 58 54 62 58 59 54 60 56 58 55 57 54 56 56 60 7 6 6 8 8 7 6 7 6 7 7 6 7 7 6 7 8 7 6 8 29 29 34 27 26 28 32 32 31 31 31 32 25 30 30 27 32 29 9 11 9 9 9 9 11 10 11 9 10 11 10 11 9 10 10 11 9 10 72 78 79 84 77 73 83 75 77 79 80 73 79 74 73 68 71 75 11 6 7 7 7 5 7 6 6 5 6 7 6 6 7 7 6 6 6 12 58 62 60 64 56 61 61 61 61 63 57 59 62 59 58 58 61 61 13 13 12 15 16 14 15 16 16 15 17 15 16 16 18 15 17 12 15 14 40 41 43 45 39 43 40 37 35 39 44 43 38 40 42 38 39 38 15 26 32 29 24 30 26 26 33 32 28 26 29 24 28 32 31 29 30
Sumber:Pengumpulan Data
5.1.3. Data Line Balancing
Pada proses produksi kayu balok terdapat kondisi dimana elemen
pekerjaan berpengaruh terhadap elemen pekerjaan yang lain. Pada precedence
constraint, disusun alokasi elemen kerja dengan syarat tidak boleh melanggar
Presedesornya. Zoning Constrain masing-masing elemen kerja dapat dilihat pada
Tabel 5.3. Zoning Constrain
Elemen kerja yang tidak
dapat dipisahkan Keterangan
5 dan 6 Pekerjaan dilakukan pada area yang Berdekatan 7,8,9 Pekerjaan dilakukan operator yang sama 14 dan 15 Pekerjaan dilakukan pada area yang sama Sumber:Pengumpulan Data
Diagram precedence pembuatan kayu balok dapat dilihat pada Gambar 5.1
kotak merah: Zoning Constraint
Gambar 5.1. Digram Precendence
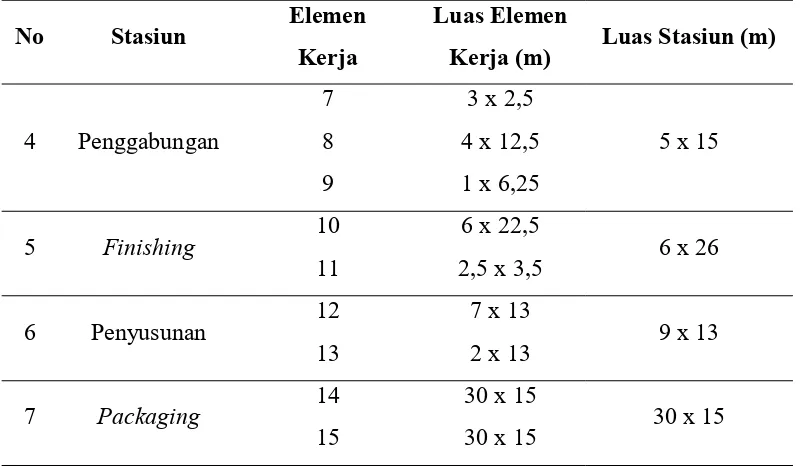
5.1.4. Data Luas Area Stasiun Kerja
Luas masing-masing area stasiun kerja pada lantai produksi perlu
diketahitung agar dapat mengetahui besarnya area yang diperlukan oleh setiap
work center tersebut. Data mengenai luas area kerja tersebut dapat dilihat pada
Tabel 5.4.
Tabel 5.4. Luas Area Stasiun Kerja Aktual
No Stasiun Elemen
Kerja
Luas Elemen
Kerja (m) Luas Stasiun (m)
1 Pengetaman 1 3,5 x 1,5 7 x 10
2 7 x 8,5
2 Pemotongan 3 5,25 x 12 7 x 12
4 1,75 x 2,5
3 Pengeleman 5 1,75 x 5 7 x 5
Tabel 5.4. Luas Area Stasiun Kerja Aktual (Lanjutan)
No Stasiun Elemen
Kerja
Luas Elemen
Kerja (m) Luas Stasiun (m)
4 Penggabungan
7 3 x 2,5
5 x 15 8 4 x 12,5
9 1 x 6,25
5 Finishing 10 6 x 22,5 6 x 26 11 2,5 x 3,5
6 Penyusunan 12 7 x 13 9 x 13
13 2 x 13
7 Packaging 14 30 x 15 30 x 15 15 30 x 15
5.2. Pengolahan Data
5.2.1. Penetapan Waktu Baku
5.2.1.1. Uji Keseragaman Data
Uji keseragaman data perlu dilakukan terlebih dahulu sebelum
menggunakan data yang diperoleh dalam rangka menetapkan waktu standar.
Pengujian keseragaman data dilaksanakan untuk mengetahui apakah data waktu
berada dalam batas kontrol (BKA dan BKB) atau tidak (out of control). Untuk
menguji keseragaman data digunakan metode statistik dan tingkat keyakinan dan
tingkat ketelitian yang diinginkan pengukur adalah tingkat keyakinan 95% dan
tingkat ketelitian 5%. Contoh uji keseragaman data elemen kegiatan Pengetaman
adalah sebagai berikut:
1. Perhitungan rata-rata
elemen kerja 1= + +…+n
elemen kerja 1= 6+718+…+5
elemen kerja 1= 5,88 detik 2. Perhitungan standar deviasi
Standar deviasi (s) = , -6 2+ , 17-72+…+ 5,88-52 = 0,6183
3. Batas kontrol atas dan batas kontrol bawah
BKA = +1,96(s) = 5,88 + (1,96)(0,6183) = 7,0452
BKB = -1,96(s) = 5,88 - (1,96)(0,6183) = 4,6213
Gambar 5.2. Grafik Waktu Siklus Elemen Kerja 1
Dari grafik diatas dapat dilihat bahwa data waktu siklus untuk elemen kerja I
adalah seragam. Uji Keseragaman data pada elemen kerja lainnya dapat dilihat
pada Lampiran. Rekapitulasi uji keseragaman data untuk semua stasiun kerja
dapat dilihat pada Tabel 5.5.
0 2 4 6 8
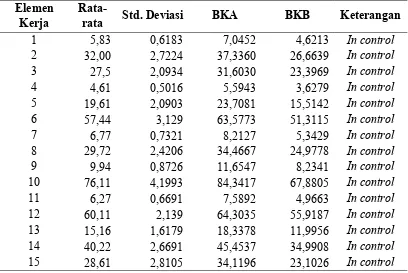
Tabel 5.5. Rekapitulasi Uji Keseragaman
Elemen
Kerja Rata-rata Std. Deviasi BKA BKB Keterangan
1 5,83 0,6183 7,0452 4,6213 In control
2 32,00 2,7224 37,3360 26,6639 In control
3 27,5 2,0934 31,6030 23,3969 In control
4 4,61 0,5016 5,5943 3,6279 In control
5 19,61 2,0903 23,7081 15,5142 In control
6 57,44 3,129 63,5773 51,3115 In control
7 6,77 0,7321 8,2127 5,3429 In control
8 29,72 2,4206 34,4667 24,9778 In control
9 9,94 0,8726 11,6547 8,2341 In control
10 76,11 4,1993 84,3417 67,8805 In control
11 6,27 0,6691 7,5892 4,9663 In control
12 60,11 2,139 64,3035 55,9187 In control
13 15,16 1,6179 18,3378 11,9956 In control
14 40,22 2,6691 45,4537 34,9908 In control
15 28,61 2,8105 34,1196 23,1026 In control
5.2.1.2. Uji Kecukupan Data
Setelah data seragam maka selanjutnya dilakukan uji kecukupan data
dengan rumus sebagai berikut :
N’ = .∑∑ (∑ )
Dimana:
′ : Jumlah pengamatan yang seharusnya dilakukan : Data hasil pengukuran
s : Tingkat ketelitian yang dikehendaki k : Harga indeks tingkat kepercayaan
Contoh perhitungan uji kecukupan data untuk elemen kerja 1 adalah sebagai berikut:
N’ = 16,3072
Karena N > N’, maka data dikatakan cukup.
Perhitungan dari uji kecukupan untuk elemen kerja yang lain dapat dilihat pada
[image:57.595.195.431.278.535.2]lampiran. Rekapitulasi dari uji kecukupan data elemen kerja dapat dilihat pada
Tabel 5.6.
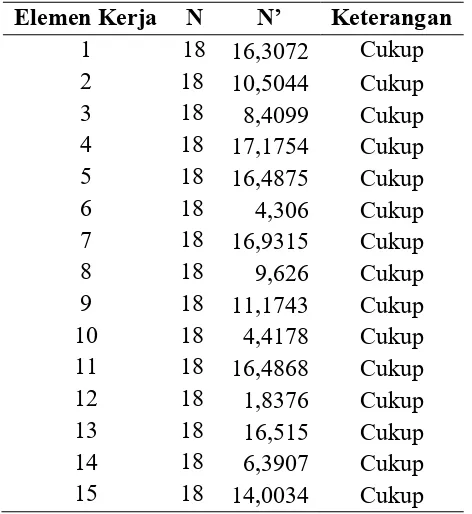
Tabel 5.6. Rekapitulasi Uji Kecukupan
Elemen Kerja N N’ Keterangan
1 18 16,3072 Cukup 2 18 10,5044 Cukup 3 18 8,4099 Cukup 4 18 17,1754 Cukup 5 18 16,4875 Cukup 6 18 4,306 Cukup 7 18 16,9315 Cukup 8 18 9,626 Cukup 9 18 11,1743 Cukup 10 18 4,4178 Cukup 11 18 16,4868 Cukup 12 18 1,8376 Cukup 13 18 16,515 Cukup 14 18 6,3907 Cukup 15 18 14,0034 Cukup
5.2.1.3. Penentuan Rating Factor dan Allowance
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran
kerja yang ditunjukkan oleh operator. Ketidakwajaran yang dilakukan operator
mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu lama.
Dalam perhitungan dibutuhkan waktu baku dalam pengerjaan elemen kerja
baku. Penentuan rating factor dilakukan menurut westinghouse. Berikut rating
[image:58.595.108.525.197.752.2]factor operator pembuatan produk balok kayu.
Tabel 5.7. Rating Factor untuk Setiap Elemen Kerja
Elemen
Kerja Faktor Kelas Lambang Penyesuaian Total
1
Keterampilan Good C2 0,03
0,02
Usaha Good C2 0,02
Kondisi Kerja Fair E -0,03 Konsistensi Average D 0
2
Keterampilan Average D 0
0,03
Usaha Good C2 0,02
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
3
Keterampilan Average D 0
0,03
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Excellent B 0,03
4
Keterampilan Good C1 0,06
0,01
Usaha Average D 0
Kondisi Kerja Fair E -0,02
Konsistensi Fair E -0,03
5
Keterampilan Good C1 0,06
0,02
Usaha Fair E1 -0,04
Kondisi Kerja Average D 0
Konsistensi Average D 0
6
Keterampilan - - -
-
Usaha - - -
Kondisi Kerja - - -
Konsistensi - - -
7
Keterampilan Average D 0
0,02
Usaha Good C1 0,05
Kondisi Kerja Fair E -0,03
Konsistensi Average D 0
8
Keterampilan - - -
-
Usaha - - -
Tabel 5.7. Rating Factor untuk Setiap Elemen Kerja (Lanjutan)
Elemen
Kerja Faktor Kelas Lambang Penyesuaian Total
9
Keterampilan Good C1 0,06
0,02
Usaha Good C2 0,02
Kondisi Kerja Fair E -0,03
Konsistensi Fair E -0,02
10
Keterampilan Good C1 0,06
0,03
Usaha Good C2 0,02
Kondisi Kerja Fair E -0,03
Konsistensi Fair E -0,02
11
Keterampilan Good C2 0,03
0,03
Usaha Good C2 0,02
Kondisi Kerja Fair E -0,03
Konsistensi Good C 0,01
12
Keterampilan Good C2 0,03
0,01
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Fair E -0,02
13
Keterampilan Good C2 0,03
0,01
Usaha Average D 0
Kondisi Kerja Fair E -0,03
Konsistensi Good C 0,01
14
Keterampilan Good C1 0,06
0,03
Usaha Fair E1 -0,04
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
15
Keterampilan Good C1 0,06
0,02
Usaha Fair E1 -0,04
Kondisi Kerja Average D 0
Konsistensi Average D 0
Kelonggaran (Allowance) diberikan untuk tiga hal (Sutalaksana, 1979) yaitu untuk
kebutuhan pribadi, menghilangkan fatique, dan hambatan-hambatan yang tidak
dapat dihindari. Penentuan allowance untuk semua stasiun pembuatan balok kayu
Tabel 5.8. Allowance untuk Setiap Elemen Kerja
Elemen Kerja Faktor Allowance Total
1
Tenaga yang dikeluarkan 1
10
Sikap kerja 0,5
Gerakan kerja 2
Kelelahan mata 4
Keadaan temperatur kerja 0
Kead