PENGOLAHAN LIMBAH CAIR PABRIK KELAPA SAWIT
EFFLUENT
RANUT (REAKTOR ANAEROBIK UNGGUN TETAP)
MENGGUNAKAN TEKNIK ELEKTROKOAGULASI
T E S I S
Oleh
FAUZIL HUSNI
087022002/TK
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PENGOLAHAN LIMBAH CAIR PABRIK KELAPA SAWIT
EFFLUENT
RANUT (REAKTOR ANAEROBIK UNGGUN TETAP)
MENGGUNAKAN TEKNIK ELEKTROKOAGULASI
T E S I S
Untuk Memperoleh Gelar Magister Teknik Dalam Program Studi Magister Teknik Kimia Pada Fakultas Teknik Universitas Sumatera Utara
Oleh
FAUZIL HUSNI
087022002/TK
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
Judul Penelitian : PENGOLAHAN LIMBAH CAIR PABRIK KELAPA
SAWIT EFFLUENT RANUT (REAKTOR
ANAEROBIK UNGGUN TETAP) MENGGUNAKAN TEKNIK ELEKTROKOAGULASI
Nama : Fauzil Husni Nomor Pokok : 087022002 Program Studi : Teknik Kimia
Menyetujui Komisi Pembimbing
Dr. Ir. Tjahjono Herawan, M.Sc Drs. A. Mulia Rambe, MT
Ketua Anggota
Ketua Program Studi Dekan
Telah diuji pada
Tanggal : 2 September 2010
PANITIA PENGUJI TESIS
K e t u a : Dr. Ir. Tjahjono Herawan, M.Sc A n g g o t a : 1. Drs. Ahmad Mulia Rambe, MT 2. Prof. Dr. Ir. Setiaty Pandia
ABSTRAK
Karakteristik limbah cair pabrik kelapa sawit effluent RANUT (Reaktor Anaerobik Unggun Tetap) belumlah memenuhi baku mutu limbah cair yang dipersyaratkan terutama untuk parameter TSS (Total Suspended Solid) dan COD (Chemical Oxygen Demand). Oleh sebab itu diperlukan pengolahan lebih lanjut untuk menurunkan kadar bahan pencemar yang terkandung, agar karakteristiknya dapat memenuhi baku mutu. Dalam penelitian ini teknik elektrokoagulasi digunakan untuk mengolah limbah tersebut. Penelitian dilakukan dengan menggunakan rancangan percobaan faktorial dengan 3 faktor, yaitu jenis material elektroda, tegangan, dan jarak elektroda. Jenis material elektroda yang digunakan adalah aluminium, seng dan besi. Variasi tegangan yaitu 11, 12 dan 13 volt, sedangkan jarak elektroda yang digunakan adalah 1,0; 1,5 dan 2,0 cm. Adapun pH limbah dibuat tetap 6,5, dan waktu retensi 3 jam. Percobaan dilakukan dalam reaktor batch dengan volume 2000 ml. Respon yang diamati adalah perubahan pH limbah, persentasi penurunan nilai turbiditas, warna, TSS, dan COD. Analisa respon pH dilakukan dengan menggunakan pH meter Sension156, COD dengan HACH Method 8000, TSS sesuai SNI 06-2413-1991, warna dengan Method 8025, dan turbiditas dengan metode Nephelometric. Dari hasil penelitian diketahui bahwa teknik elektrokagulasi dapat menaikkan harga pH limbah. pH terbaik didapat dengan menggunakan elektroda aluminium yaitu 7-8. Persentasi penurunan polutan tertinggi diperoleh dengan menggunakan elektroda aluminium pada tegangan 12 Volt dan jarak elektroda 1,5 cm, dengan persentasi penyisihan masing-masing yaitu turbiditas 98,40%, warna 97,55 %, TSS 95,30 % dan COD 93,46 %. Dari hasil penelitian tersebut juga diketahui bahwa kadar TSS dan COD limbah telah memenuhi baku mutu limbah cair industri minyak sawit. Hasil penelitian juga menunjukkan bahwa pengaruh utama dari tiap faktor dan pengaruh interaksi antar faktor terhadap respon adalah signifikan.
THE TREATMENT OF PALM OIL LIQUID WASTE
OF EFFLUENT RANUT (REACTOR ANAEROBIC FIXED BED)
BY ELECTROCOAGULATION TECHNIQUE
ABSTRACT
Characteristics of palm oil mill liquid waste of effluent RANUT (Reactor Anaerobic Fixed bed) was not meet yet the basic quality requirement of liquid waste for TSS (Total Suspended Solid) and COD (Chemical Oxygen Demand).. Therefore it requires further treatment to reduce pollutants contained, so its characteristics can meet the quality standard. In this research, electrocoagulation is used as a technique to treat the waste. The research was carried out by using the factorial design with three factors, those are kind of electrode material, voltage, and distance of electrode. Type of electrode material used is aluminium, zink and iron. Voltage variation are 11, 12 and 13 Volt, while the distances of electrode used are 1.0; 1.5 and 2.0 cm. While the constant variabels are pH 6.5, and retention time 3 hours. The treatment was operated in batch reactor with volume of 2000 mL. The Responses would be observed are changes of pH, removal percentage of turbidity, color, TSS, and COD. Analysis of pH was carried out by using a pH meter SensIon156, COD by HACH Method 8000, TSS was according to SNI 06-2413-1991, the color by method 8025, and turbidity by Nephelometric method. Research results found that electrocoagulation could increase the price of waste pH. Best pH is 7-8 which was obtained by using aluminium electrode. Highest percentage of pollutant removal is obtained by using aluminium electrode at voltage 12 Volt and distance of electrode 1.5 cm, with their exclusion percentage of turbidity is 98.40%, color is 97.55%, TSS is 95.30% and COD is 93.46%. It was known that the value of TSS and COD were under the basic quality requirement of palm oil mill liquid waste. The results also showed that the influence of each factors and the influence of interactions between factors on the responses is significant.
Key word: palm oil mill liquid waste of effluent RANUT, electrocoagulation, type of electrode material, voltage, aluminium electrode, removal percentage, COD, TSS
KATA PENGANTAR
Puji syukur hanya berhak disampaikan kepada-Nya, karena hakikatnya segala kenikmatan dan pemberian hanya dari Allah SWT. Teriring pula ucapan Alhamdulillahi robbil’alamin atas segala karunia-Nya sehingga penyusunan tesis ini dapat diselesaikan. Tulisan ini berjudul ”Pengolahan Limbah Cair Pabrik Kelapa Sawit Effluent RANUT (Reaktor Anaerobik Unggun Tetap) Menggunakan Teknik Elektrokoagulasi”. Tesis ini disusun sebagai salah satu persyaratan dalam menyelesaikan perkuliahan di tingkat pascasarjana dan untuk memperoleh gelar Master Teknik di Universitas Sumatera Utara.
Tesis ini disusun setelah melalui tahapan penelitian yang dilaksanakan di Pusat Penelitian Kelapa Sawit (PPKS) Medan dan Laboratorium PDAM Tirtanadi, untuk itu Penulis ingin mengucapkan terima kasih yang sebesar-besarnya atas segala bantuan dan fasilitas yang telah diterima. Penulis mengucapkan terima kasih dan penghargaan yang tinggi kepada Dr. Ir. Tjahjono Herawan, M.Sc selaku pembimbing dan Drs. Ahmad Mulia Rambe, MT selaku Co-Pembimbing atas bantuan, bimbingan, curahan ilmu, asih dan asuh yang telah diberikan selama penyusunan tesis dan sepanjang penyelesaian pendidikan kesarjanaan ini. Pada kesempatan ini, disampaikan pula ucapan terima kasih kepada yang terhormat:
1. Prof. Dr. dr. Syahril Pasaribu, DTM&H, M.Sc.(CTM), Sp.A(K) selaku Rektor
Universitas Sumatera Utara atas kesempatan yang diberikan untuk mengikuti
2. Prof. Dr. Ir. Bustami Syam, MSME selaku Dekan Fakultas Teknik Universitas
Sumatera Utara atas kesempatan menjadi Mahasiswa Magister Teknik Kimia pada
Sekolah Pascasarjana.
3. Prof. Dr. Ir. Setiaty Pandia, selaku Ketua Program Studi Magister Teknik Kimia,
Universitas Sumatera Utara.
4. Dr. Halimatuddahliana, ST, M.Sc selaku Sekretaris Program Studi Magister Teknik
Kimia, Universitas Sumatera Utara.
5. Kedua orang tua, Ilham Asnawi, SPdi dan Masdariah, BA, serta kakak, adik dan
seluruh keluarga untuk dukungan moril dan do`a yang begitu tulus.
6. Staf pengajar Magister Teknik Kimia dan MIPA-Kimia, Universitas Sumatera
Utara.
7. Rekan-rekan mahasiswa, rekan-rekan pegawai di PDAM Tirtanadi dan Pusat
Penelitian Kelapa Sawit (PPKS) Medan, serta semua pihak yang telah banyak
memberikan bantuan baik tenaga, pikiran, dan waktu, sehingga penulis dapat
dengan baik menyelesaikan tesis ini.
Kiranya amal baik mereka mendapatkan balasan yang setimpal dari Allah SWT.
Akhirnya dengan segala kerendahan hati, Penulis menyadari bahwa penulisan
naskah tesis ini masih jauh dari kesempurnaan, untuk itu saran yang korektif sangat
penulis harapkan dari semua pihak untuk perbaikan pada masa yang akan datang. Amin
ya robbal`alamin.
Medan, Agustus 2010
Penulis
RIWAYAT HIDUP
Penulis lahir di Laut Dendang, Sei Rampah, Serdang Bedagei 15 September 1983. Penulis adalah anak ke-dua dari lima bersaudara dari pasangan Bapak Ilham Asnawi, Spdi dan Ibu Masdariah, BA.
Pendidikan Sekolah Dasar ditempuh di SD Al-Washliyah Kp. Lalang Sei Rampah dari tahun 1990-1996. Penulis melanjutkan pendidikan Madrasah Tsnawiyah (MTS) dan Madrasah Aliyah (MAS) di Pondok Pesantren Ar-Raudhatul Hasanah Medan pada tahun 1996-2002.
DAFTAR ISI
Halaman
ABSTRAK ...i
ABSTRACT ...ii
KATA PENGANTAR ...iii
DAFTAR RIWAYAT HIDUP ...v
DAFTAR ISI ...vi
DAFTAR TABEL ...viii
DAFTAR GAMBAR ...ix
DAFTAR LAMPIRAN ...x
I. PENDAHULUAN 1.1. Latar Belakang ...1
1.2. Perumusan Masalah ...4
1.3. Tujuan Penelitian ...5
1.4. Manfaat Penelitian ...5
1.5. Lingkup Penelitian ...6
II. TINJAUAN PUSTAKA 2.1. Karakteristik dan Baku Mutu Limbah Cair Pabrik Kelapa Sawit ...7
2.2. Parameter Utama Yang Diamati ...8
2.3. Pengolahan LCPKS dengan Reaktor Anaerobik Unggun Tetap ...12
2.4. Elektrokoagulasi ...16
2.4.1. Definisi...16
2.4.2. Proses Elektrokoagulasi ...16
2.4.4. Kelebihan Teknik Elektrokoagulasi ...23
2.4.5. Kelemahan Teknik Elektrokoagulasi ...23
2.5. Elektrolisis ...24
2.5.1. Sel dan Elektrolisis ...24
2.5.2. Hukum Elektrolisis Faraday ...25
2.6. Koagulasi dan Flokulasi...27
III. METODOLOGI PENELITIAN
3.4. Prosedur Percobaan ...35
3.4.1. Perangkaian Reaktor Elektrokoagulasi ...35
3.4.2. Preparasi Limbah RANUT ...35
3.4.3. Pelaksanaan Percobaan ...36
3.5. Analisis Data ...36
IV. HASIL DAN PEMBAHASAN 4.1. Analisa Awal Karakteristik Limbah Cair Effluent RANUT ...39
4.2. Analisa Berat Anoda dan Endapan Pasca Pengolahan ...40
4.3. Analisa Pengaruh Variabel Terhadap Respon Yang Diamati ...44
4.3.1. Pengaruh Perlakuan Terhadap Perubahan pH ...44
4.3.2. Pengaruh Perlakuan Terhadap Penurunan Turbiditas limbah ...48
4.3.3. Pengaruh Perlakuan Terhadap Penurunan Warna Limbah ...50
4.3.4. Pengaruh Perlakuan Terhadap Penurunan Total Suspended Solid (TSS) ...54
4.3.5. Pengaruh Perlakuan Terhadap Penurunan Kadar COD ...56
4.4. Analisa Varian Terhadap Data Hasil Pengolahan ...59
V. PENUTUP 5.1. Kesimpulan ...61
5.2. Saran ...62
DAFTAR TABEL
Nomor Judul Halaman
2.1. Karakteristik Limbah Cair Pabrik Kelapa Sawit ...7
2.2. Baku Mutu Limbah Cair Pabrik Kelapa Sawit ...8
2.3. Data Teknis Pilot Plant Tangki RANUT ...14
2.4. Karakteristik LCPKS Effluent RANUT Tipe Down flow ...15
3.1. Kombinasi Level Pada Setiap Satuan Percobaan ...34
4.1. Hasil Analisa Awal Karakteristik Limbah Cair Effluent RANUT ...39
4.2. Data Analisa Perubahan pH dan Persentasi Penurunan Respon ...45
DAFTAR GAMBAR
Nomor Judul Halaman
2.1. Diagram pilot plant RANUT ... .14
2.2. Proses Pengikatan Polutan Pada Teknik Elektrokoagulasi ... .19
2.3. Proses Elektrokoagulasi dengan Elektroda Besi ... .21
2.4. Sketsa Rangkaian Proses Elektrokoagulasi dengan Elektroda Al ... .22
2.5. Reaktor Elektrolisis ... .24
3.1. Dimensi Reaktor Elektrokoagulasi ... .33
3.2. Diagram Alir Penelitian ... .38
4.1. Grafik Pengaruh Tegangan dan Jarak Elektroda Terhadap Berat Anoda Yang Berkurang Untuk Ketiga Material Elektroda ... .41
4.2. Grafik Pengaruh Tegangan dan Jarak Elektroda Terhadap Berat Endapan Yang Dihasilkan Untuk Ketiga Material Elektroda ... .41
4.3. Grafik Pengaruh Jenis Material Elektroda, Tegangan dan Jarak Elektroda Terhadap pH Limbah ... .46
4.4. Grafik Pengaruh Jenis Material Elektroda, Tegangan dan Jarak Elektroda Terhadap Persentasi Penurunan Turbiditas Limbah... .49
4.5. Perubahan Warna Limbah Selama Proses Pengolahan Menggunakan Elektroda Al ... .51
4.6. Grafik Pengaruh Jenis Material Elektroda, Tegangan dan Jarak Elektroda Terhadap Persentasi Penurunan Warna Limbah ... .51
4.7. Perbedaan Warna Endapan Hasil Pengolahan Untuk Ketiga Jenis elektroda ... .53
4.8. Grafik Pengaruh Jenis Material Elektroda, Tegangan dan Jarak Elektroda Terhadap Persentasi Penurunan TSS Limbah ... .54
DAFTAR LAMPIRAN
Nomor Judul Halaman
1. Prosedur Analisis ... 69
2. Data Berat Anoda Yang Berkurang ... 76
3. Data Berat Endapan ... 78
4. Data Analisa Respon Pada Limbah Hasil Pengolahan... 79
5. Gambar Perubahan Warna Limbah Selama Proses Berlangsung Menggunakan Ketiga Jenis Elektroda Pada Tegangan 12 Volt dan Jarak Elektroda 1,5 cm... 81
ABSTRAK
Karakteristik limbah cair pabrik kelapa sawit effluent RANUT (Reaktor Anaerobik Unggun Tetap) belumlah memenuhi baku mutu limbah cair yang dipersyaratkan terutama untuk parameter TSS (Total Suspended Solid) dan COD (Chemical Oxygen Demand). Oleh sebab itu diperlukan pengolahan lebih lanjut untuk menurunkan kadar bahan pencemar yang terkandung, agar karakteristiknya dapat memenuhi baku mutu. Dalam penelitian ini teknik elektrokoagulasi digunakan untuk mengolah limbah tersebut. Penelitian dilakukan dengan menggunakan rancangan percobaan faktorial dengan 3 faktor, yaitu jenis material elektroda, tegangan, dan jarak elektroda. Jenis material elektroda yang digunakan adalah aluminium, seng dan besi. Variasi tegangan yaitu 11, 12 dan 13 volt, sedangkan jarak elektroda yang digunakan adalah 1,0; 1,5 dan 2,0 cm. Adapun pH limbah dibuat tetap 6,5, dan waktu retensi 3 jam. Percobaan dilakukan dalam reaktor batch dengan volume 2000 ml. Respon yang diamati adalah perubahan pH limbah, persentasi penurunan nilai turbiditas, warna, TSS, dan COD. Analisa respon pH dilakukan dengan menggunakan pH meter Sension156, COD dengan HACH Method 8000, TSS sesuai SNI 06-2413-1991, warna dengan Method 8025, dan turbiditas dengan metode Nephelometric. Dari hasil penelitian diketahui bahwa teknik elektrokagulasi dapat menaikkan harga pH limbah. pH terbaik didapat dengan menggunakan elektroda aluminium yaitu 7-8. Persentasi penurunan polutan tertinggi diperoleh dengan menggunakan elektroda aluminium pada tegangan 12 Volt dan jarak elektroda 1,5 cm, dengan persentasi penyisihan masing-masing yaitu turbiditas 98,40%, warna 97,55 %, TSS 95,30 % dan COD 93,46 %. Dari hasil penelitian tersebut juga diketahui bahwa kadar TSS dan COD limbah telah memenuhi baku mutu limbah cair industri minyak sawit. Hasil penelitian juga menunjukkan bahwa pengaruh utama dari tiap faktor dan pengaruh interaksi antar faktor terhadap respon adalah signifikan.
THE TREATMENT OF PALM OIL LIQUID WASTE
OF EFFLUENT RANUT (REACTOR ANAEROBIC FIXED BED)
BY ELECTROCOAGULATION TECHNIQUE
ABSTRACT
Characteristics of palm oil mill liquid waste of effluent RANUT (Reactor Anaerobic Fixed bed) was not meet yet the basic quality requirement of liquid waste for TSS (Total Suspended Solid) and COD (Chemical Oxygen Demand).. Therefore it requires further treatment to reduce pollutants contained, so its characteristics can meet the quality standard. In this research, electrocoagulation is used as a technique to treat the waste. The research was carried out by using the factorial design with three factors, those are kind of electrode material, voltage, and distance of electrode. Type of electrode material used is aluminium, zink and iron. Voltage variation are 11, 12 and 13 Volt, while the distances of electrode used are 1.0; 1.5 and 2.0 cm. While the constant variabels are pH 6.5, and retention time 3 hours. The treatment was operated in batch reactor with volume of 2000 mL. The Responses would be observed are changes of pH, removal percentage of turbidity, color, TSS, and COD. Analysis of pH was carried out by using a pH meter SensIon156, COD by HACH Method 8000, TSS was according to SNI 06-2413-1991, the color by method 8025, and turbidity by Nephelometric method. Research results found that electrocoagulation could increase the price of waste pH. Best pH is 7-8 which was obtained by using aluminium electrode. Highest percentage of pollutant removal is obtained by using aluminium electrode at voltage 12 Volt and distance of electrode 1.5 cm, with their exclusion percentage of turbidity is 98.40%, color is 97.55%, TSS is 95.30% and COD is 93.46%. It was known that the value of TSS and COD were under the basic quality requirement of palm oil mill liquid waste. The results also showed that the influence of each factors and the influence of interactions between factors on the responses is significant.
Key word: palm oil mill liquid waste of effluent RANUT, electrocoagulation, type of electrode material, voltage, aluminium electrode, removal percentage, COD, TSS
I. PENDAHULUAN
1.1. Latar Belakang
Pabrik pengolahan kelapa sawit menghasilkan limbah cair dalam jumlah yang
besar, yaitu berkisar antara 600-700 liter/ton tandan buah segar (TBS) (Naibaho, 1999)
atau sekitar 65 % dari TBS (Herawan, 2009). Saat ini diperkirakan jumlah limbah cair
pabrik kelapa sawit (LCPKS) di Indonesia mencapai 28,7 juta ton (Isroi, 2008). Jumlah
LCPKS yang besar dan kandungan bahan organiknya yang tinggi (80%) (DITJEN PPHP,
2006), menjadi peluang besar bagi industri ini dalam pemanfaatan limbah untuk
menghasilkan produk lain, salah satunya adalah pemanfaatan LCPKS untuk menghasilkan
biogas.
Teknik pemanfaatan LCPKS untuk menghasilkan biogas yang up to date saat ini adalah teknik Reaktor Anaerobik Unggun Tetap (RANUT). Penggunaan RANUT untuk
pengolahan LCPKS telah dilakukan pada skala prototip dengan kapasitas reaktor 10 M3
(Erwinsyah, dkk., 2008). Adapun limbah/bahan baku yang digunakan yaitu LCPKS yang
berasal dari fat pit, dengan kadar COD 40.000-120.000 ppm dan TSS 15.000-40.000 ppm (Tobing dan Poeloengan, 2000). Dalam tangki RANUT, terjadi biodegradasi bahan-bahan
organik mencapai + 90 % (Wulfert, dkk., 2000). Pencapaian efisiensi ini dapat menjadi
pertimbangan untuk perancangan reaktor skala penuh.
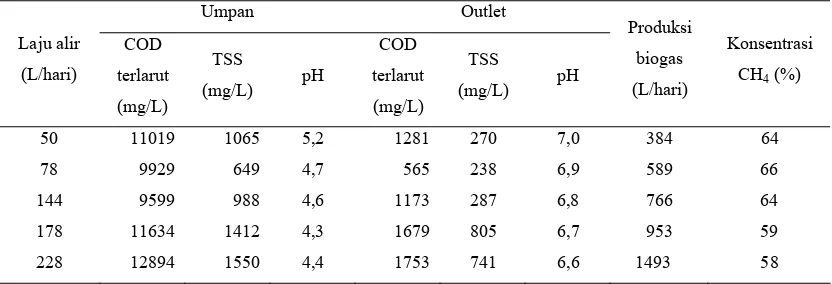
1500-4000 mg/L, pH 6,5 bahkan lebih, dan TSS di atas 250 mg/L (DITJEN PPHP, 2006; Wulfert, dkk., 2000). Suatu penelitian telah menggunakan RANUT dengan kapasitas tangki + 250 L, laju alir umpan 144 L/hari dan waktu retensi 1,7 hari. Efisiensi perombakan bahan organik optimum yang diperoleh adalah 90% dengan kandungan COD pada effluent 1173 mg/L, TSS 287 mg/L dan pH 6,8 (Yuliasari, dkk., 2001). Oleh sebab itu, perlu ada pengolahan lebih lanjut terhadap limbah cair effluent RANUT agar dapat memenuhi baku mutu yang ditetapkan.
Salah satu teknik yang dapat diterapkan untuk pengolahan limbah cair effluent
RANUT adalah teknik elektrokoagulasi. Elektrokoagulasi (EC) bukan merupakan
teknologi terbaru. Pengolahan air menggunakan listrik pertama dilakukan di Inggris pada
tahun 1889. Proses pengolahan air ”bilge” dari kapal-kapal telah dipatenkan pertama kali oleh A. E. Dietrich pada tahun 1906 (Hanupurti, 2008). Di Indonesia, penggunaan teknik
elektrokoagulasi telah banyak dilakukan dalam penelitian untuk pengolahan berbagai
limbah (tekstil, batik, pencucian jeans, rumah potong hewan, limbah domestik, limbah
logam, lindi, dll) dan juga air (air sumur, air gambut) untuk penyisihan berbagai polutan
dalam limbah tersebut, dengan efisiensi penyisihan yang bervariasi untuk setiap polutan,
namun untuk COD, TSS, turbiditas dan warna memberikan efisiensi 70-95 %.
12 volt dan kecepatan aliran 6,720 ml/det dengan efisiensi yaitu; Pb 99,845%, Cd 98,938% dan TSS 95,004 %.
Kandungan material organik pada lindi sangat tinggi, dimana COD mencapai
1500-71000 mg/L. Purbaningsih (2009) melakukan penelitian dengan proses
elektrokoagulasi menggunakan elektroda besi (Fe) dan karbon untuk menurunkan
kekeruhan, warna, COD dan chlorida (Cl-), dengan variasi jarak dan kuat arus dengan
pengadukan dan tanpa pengadukan. Penurunan tertinggi dari tiap parameter adalah;
kekeruhan 91,52% dalam kondisi basa (pH 11), warna 88,70%, COD 91,40% dan klorida
50,70%, dengan jarak elektroda 1,5 cm, kuat arus 4 A dan dengan pengadukan.
Simanjuntak (2007) melakukan penelitian untuk pengolahan limbah domestik dengan menggunakan elektroda Al, Fe, Zn, potensial listrik sebesar 8, 10, 12, 16, dan 20 volt, pada tiga pH, yakni 6, 7, dan 8, dan waktu kontak tetap, yakni 90 menit. Ia mendapati bahwa logam Fe paling efektif untuk penanganan warna, dengan efisiensi 93%-98%. Sedangkan untuk kekeruhan, Al adalah elektroda paling efektif dengan efisiensi 87%, dan potensial optimum sebesar 12 volt. Rentang pH 6-8 ternyata mempunyai pengaruh yang praktis sama terhadap penurunan warna. Sedangkan untuk penanganan kekeruhan, diperoleh bahwa pH yang optimum adalah 6.
Berbagai penelitian juga mendapati bahwa aplikasi teknik ini lebih singkat dan
berwawasan lingkungan karena pada proses ini tidak ada penambahan bahan kimia,
proses ini lebih banyak melibatkan proses fisika. Selain itu teknik ini lebih ekonomis
karena listrik yang digunakan relatif kecil. Dengan kelebihan dan pencapaian nilai
Berdasarkan uraian di atas, dengan memvariasikan jenis material elektroda, tegangan, dan jarak elektroda, peneliti ingin menggunakan teknik elektrokoagulasi sebagai tahap lanjutan dari RANUT untuk mengolah effluent agar dapat memenuhi persyaratan baku mutu air limbah. Peneliti ingin mengetahui perubahan pH limbah dan efektifitas teknik ini dalam menurunkan kadar COD, TSS, warna, dan turbiditas. TSS, COD dan pH termasuk parameter yang dipantau pada baku mutu LCPKS, sedangkan parameter warna dan turbiditas diketahui bahwa keduanya memiliki keterkaitan dengan kadar TSS (Effendi, 2003).
1.2. Perumusan Masalah
Berdasarkan uraian diatas, maka permasalahan yang dapat dirumuskan adalah sebagai berikut:
a. Berapakah persentasi penurunan tertinggi kadar COD, TSS, warna, dan turbiditas, serta bagaimana perubahan pH akhir limbah pada pengolahan limbah cair effluent RANUT menggunakan teknik elektrokoagulasi?
b. Berapakah tegangan dan jarak elektroda yang optimum, serta material elektroda manakah yang menghasilkan penurunan respon polutan tertinggi?
c. Kombinasi level mana dari setiap faktor yang memberikan persentasi penurunan tertinggi terhadap parameter respon?
1.3. Tujuan Penelitian
Tujuan utama dari penelitian ini adalah untuk mengetahui efektifitas pengolahan limbah cair pabrik kelapa sawit effluent RANUT menggunakan teknik elektrokoagulasi. Adapun tujuan khusus dilakukannya penelitian ini antara lain adalah:
a. Untuk mengetahui persentasi penurunan kadar COD, TSS, warna, dan turbiditas, serta perubahan pH akhir limbah pada pengolahan limbah cair effluent RANUT menggunakan teknik elektrokoagulasi.
b. Untuk mengetahui tegangan dan jarak elektroda yang optimum, serta material elektroda yang menghasilkan penurunan respon polutan yang tertinggi.
c. Untuk menentukan kombinasi level dari setiap faktor yang memberikan persentasi penurunan tertinggi terhadap parameter respon.
d. Untuk mengetahui pengaruh yang signifikan dari interaksi antar perlakuan terhadap respon yang diamati dalam rancangan percobaan ini.
1.4. Manfaat Penelitian
Hasil penelitian ini diharapkan bisa memberikan kontribusi terhadap ilmu
pengetahuan khususnya pada bidang teknik pengolahan limbah. Penelitian ini juga
diharapkan dapat menjadi informasi tambahan mengenai alternatif teknik pengolahan
limbah cair pabrik kelapa sawit effluent RANUT yang lebih ekonomis dan ramah lingkungan. Terakhir penulis berharap hasil penelitian ini bisa menjadi tambahan referensi
1.5. Lingkup Penelitian
Limbah cair yang diolah dalam penelitian ini adalah limbah cair pabrik kelapa sawit yang telah melewati proses anaerobik dalam Reaktor Anaerobik Unggun Tetap (RANUT). Pengolahan dilakukan dengan menggunakan teknik elektrokoagulasi. Percobaan ini dilakukan dengan menggunakan rancangan percobaan faktorial. Adapun Variabel bebas yang dipilih pada penelitian ini adalah:
Jenis material elektroda : Al, Zn, Fe
Tegangan : (11; 12 ; 13) Volt Jarak elektroda : (1,0; 1,5; 2,0) cm
II. TINJAUAN PUSTAKA
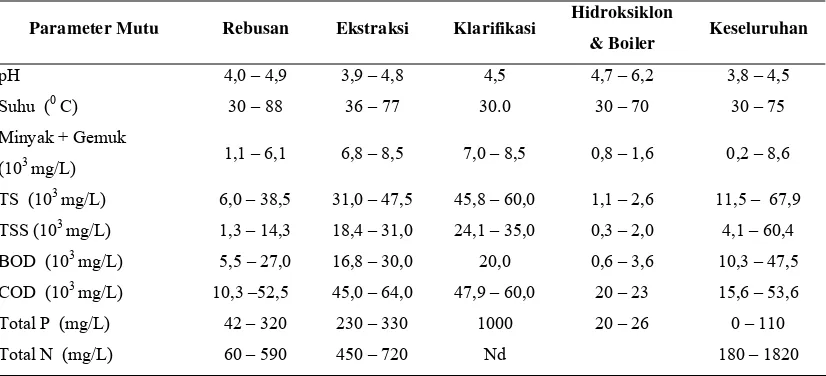
2.1. Karakteristik dan Baku Mutu Limbah Cair Pabrik Kelapa Sawit
Pabrik kelapa sawit (PKS) memiliki karakteristik limbah cair yang berbeda-beda pada setiap tahapan proses produksinya, namun karakter yang ditinjau pada saat masuk unit pengolahan limbah, adalah karakter limbah secara keseluruhan. Limbah cair PKS umumnya bersuhu tinggi, berwarna kecoklatan, mengandung padatan terlarut dan tersuspensi berupa koloid dan residu minyak dengan kandungan biological oxygen demand (BOD) yang tinggi.
Tabel 2.1. Karakteristik Limbah Cair Pabrik Kelapa Sawit
Parameter Mutu Rebusan Ekstraksi Klarifikasi Hidroksiklon
& Boiler Keseluruhan
pH 4,0 – 4,9 3,9 – 4,8 4,5 4,7 – 6,2 3,8 – 4,5
Suhu (0 C) 30 – 88 36 – 77 30.0 30 – 70 30 – 75
Minyak + Gemuk
(103 mg/L) 1,1 – 6,1 6,8 – 8,5 7,0 – 8,5 0,8 – 1,6 0,2 – 8,6
TS (103 mg/L) 6,0 – 38,5 31,0 – 47,5 45,8 – 60,0 1,1 – 2,6 11,5 – 67,9 TSS (103 mg/L) 1,3 – 14,3 18,4 – 31,0 24,1 – 35,0 0,3 – 2,0 4,1 – 60,4 BOD (103 mg/L) 5,5 – 27,0 16,8 – 30,0 20,0 0,6 – 3,6 10,3 – 47,5
COD (103 mg/L) 10,3 –52,5 45,0 – 64,0 47,9 – 60,0 20 – 23 15,6 – 53,6 Total P (mg/L) 42 – 320 230 – 330 1000 20 – 26 0 – 110
Total N (mg/L) 60 – 590 450 – 720 Nd 180 – 1820
(Sumber: Tobing, dan Poeloengan, 2000; Herawan Tjahjono, 2009)
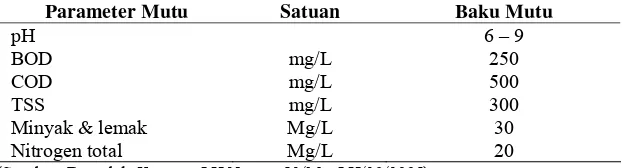
ada 6 (enam) parameter utama yang dijadikan acuan baku mutu limbah cair pabrik kelapa sawit yaitu:
Tabel 2.2. Baku Mutu Limbah Cair Pabrik Kelapa Sawit Parameter Mutu Satuan Baku Mutu
pH 6 – 9
BOD mg/L 250
COD mg/L 500
TSS mg/L 300
Minyak & lemak Mg/L 30
Nitrogen total Mg/L 20
(Sumber: Bapedal, Kepmen LH Nomor 51/MenLH/10/1995)
2.2. Parameter Utama Yang Diamati
Umumnya parameter kualitas air terbagi kepada parameter fisika dan parameter kimia. Berbeda jenis limbah, maka berbeda pula parameter yang akan diamati dalam penentuan kualitas limbah tersebut. Begitu banyak parameter kualitas limbah cair, tetapi tidaklah semua parameter tersebut harus diamati pada setiap jenis limbah, tergantung kepada jenis industrinya. Namun ada beberapa parameter yang selalu terdapat dalam baku mutu, antara lain: warna, turbiditas, Total Suspended Solid (TSS), dan Chemical Oxygen Demand (COD).
Chemical Oxygen Demand (COD)
lemak, protein, karbohidrat dan sebagainya. Jadi nilai BOD hanya mengukur secara relatif jumlah oksigen yang dibutuhkan untuk mengoksidasi bahan-bahan buangan tersebut (Effendi, 2003; Kristanto, 2004). Ada cara lain yang lebih cepat dan lebih akurat selain uji BOD, yaitu uji COD, yang didasarkan atas reaksi kimia dari suatu bahan oksidator.
Uji COD merupakan suatu uji untuk menentukan jumlah oksigen yang dibutuhkan oleh bahan oksidan (biasanya K2Cr2O7 atau KMnO4) untuk mengoksidasi
bahan-bahan organik yang ada di dalam air. Nilai COD menunjukkan jumlah oksigen yang dibutuhkan untuk mengoksidasi bahan organik secara kimiawi, baik yang bersifat biodegradable maupun non biodegradable menjadi CO2 dan H2O. Persamaan
reaksi oksidasi yang terjadi yaitu;
CnHaOb + c Cr2O7 -2 + 8c H+ → n CO2 + (a + 8c)/2 H2O + 2c Cr -3 (2.3)
dimana c = 2/3 n - a/6 – b/3
Kekeruhan (turbidity)
Kekeruhan merupakan salah satu sifat fisik air yang disebabkan oleh adanya bahan organik dan anorganik yang tersuspensi dan terlarut (seperti lumpur, pasir) dan juga bahan organik dan anorganik yang berupa sisa tanaman, plankton dan mikroorganisme (APHA, 1976; Suharta, 2005). Biasanya kekeruhan berkorelasi positif dengan padatan tersuspensi (Kristanto, 2004).
Pengukuran kekeruhan dinyatakan dalam satuan unit turbiditas yang setara dengan 1 mg/L SiO2. Satuan turbiditas pertama kali dinyatakan dalam JTU (Jackson Turbidity
Unit) dengan cara membandingkan air sampel dengan standar. Satuan yang baku saat ini adalah NTU (Nephelometric Turbidity Unit) yaitu dengan cara melewatkan cahaya melalui sampel, dan cahaya yang dipantulkan diukur. Sawyer dan Mc Carty (1978) mengatakan bahwa 40 JTU setara dengan 40 NTU.
Padatan Tersuspensi Total (Total Suspended Solid atau TSS)
Sebenarnya ada 3 jenis padatan dalam perairan, yaitu padatan terlarut, koloid, dan padatan tersuspensi. Penggolongan ini didasarkan atas ukuran partikel. Padatan terlarut merupakan padatan yang memiliki ukuran partikel rata-rata < 10-6 mm, sedangkan koloid adalah partikel padatan yang berukuran 10-6–10-3 mm, dan padatan tersuspensi adalah partikel padatan yang berukuran > 10-3 mm.
Padatan tersuspensi (TSS) berukuran > 10-3 mm yang tertahan pada kertas saring millipore berdiameter pori 0,45 µm. TSS terdiri atas lumpur, pasir halus dan juga jasad-jasad renik, yang terbawa ke dalam limbah cair atau badan air (Kristanto, 2004). TSS berpengaruh kepada nilai kekeruhan dan intensitas warna tampak.
Warna
Dalam perairan, warna terbagi menjadi 2 jenis yaitu warna sejati (true colour) dan warna tampak (apparent colour). Warna sejati adalah warna yang disebabkan adanya bahan-bahan kimia terlarut, umumnya berasal dari penguraian zat organik alami yaitu zat humus (asam humik dan asam fulfik), lignin, yang merupakan sekelompok senyawa yang mempunyai sifat-sifat yang mirip. Senyawa-senyawa ini menyebabkan warna pada air sukar dihilangkan, terutama jika konsentrasinya tinggi dan memerlukan pengolahan dengan kondisi operasional yang khusus/berbeda dengan penghilangan warna tampak. Penentuan warna sejati biasanya diawali dengan pemisahan bahan-bahan tersuspensi yang menyebabkan kekeruhan.
Karakteristik warna sejati pada air adalah:
1. Air berwarna kuning terang sampai coklat kemerahan dan relatif jernih.
2. pH air relatif rendah, di bawah 6 (rata-rata 3 – 5) oleh karena itu air dengan pH < 4,5 tidak mengandung alkalinitas.
Karakteristik warna sejati dan sifat-sifat zat humus menyebabkan air berwarna jenis ini sukar untuk diolah. Sifat-sifat zat humus yang terutama dan penting antara lain sebagai berikut:
1. Berat molekul adalah 800 – 50.000
2. Ukuran partikel 90% kurang dari 10 nm, partikel koloid.
3. Partikel warna terdiri dari zat humus yang secara dominan bermuatan negatif 4. Ukuran partikel yang kecil dan muatan negatif yang kuat (Suaib, 1994;
Warna tampak adalah warna yang tidak hanya disebabkan oleh bahan-bahan terlarut tetapi juga disebabkan oleh bahan-bahan tersuspensi yang menyebabkan kekeruhan (seperti pasir dan tanah), partikel/dispersi halus besi dan mangan dimana oksidanya dapat menyebabkan warna kemerahan dan kecoklatan dalam air, partikel-partikel mikroorganisme (algae/lumut), dan bahan warna yang berasal dari industri (tekstil, pengrajin batik, pabrik kertas, dll), bahan pencelup, cat, pewarna makanan dll.
2.3. Pengolahan LCPKS dengan Reaktor Anaerobik Unggun Tetap (RANUT) Reaktor anaerobik unggun tetap (RANUT) adalah salah satu sistem pemanfaatan limbah untuk menghasilkan biogas, yang dilakukan secara anaerobik dengan kecepatan tinggi dan sangat efisien (Yuliasari, dkk., 2001; DITJEN PPHP, 2006). Keunggulan metode ini antara lain: tidak membutuhkan lahan yang luas, waktu retensi lebih singkat, efisiensi perngolahan sangat tinggi, mudah dalam pengoperasian dan start up, dan dihasilkan biogas sebagai bahan bakar alternatif (Yuliasari, dkk., 2001; DITJEN PPHP, 2006; Erwinsyah, dkk., 2008).
Proses ini diawali dengan proses pemisahan lumpur/padatan tersuspensi dengan decanter ataupun dissolved air flotation. Tahap ini bertujuan untuk mengurangi kandungan COD, BOD, Nitrogen dan pasir, selain itu juga untuk mengurangi masalah pada proses berikutnya terutama foaming, sedimentasi dan penyumbatan pipa outlet. Hasil dari tahap pemisahan lumpur ini yaitu:
- COD dapat menurun hingga 30-50 %
- Kandungan N dapat menurun hingga 60-70 %
- Kapasitas tangki untuk tahap perombakan menjadi lebih kecil dan kondisi operasi dapat lebih dioptimalkan (Wulfert, dkk., 2000).
Kemudian dilanjutkan dengan perombakan bahan organik pada fasa cair menjadi biogas dalam tangki RANUT selama waktu retensi yang relatif singkat. Pada tahap ini limbah cair dialirkan ke dalam reaktor yang telah berisi bahan pendukung. Ada 2 (dua) tipe tangki perombakan yaitu up flow (aliran ke atas) dan down flow (aliran ke bawah). Tipe up flow lebih sesuai untuk limbah yang mengandung padatan tersuspensi tinggi, sedangkan down flow lebih cocok untuk limbah dengan kadar padatan tersusupensi rendah. Dalam tangki anaerobik ini, bahan organik akan dirombak menjadi biogas dengan kecepatan tinggi (30 kali sistem kolam) dan waktu retensi yang singkat (Erwinsyah, dkk., 2008).
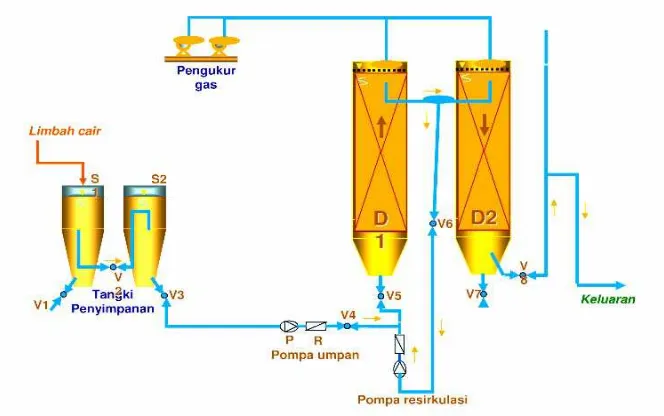
Reaktor terdiri dari dua digester up flow dan digester down flow. Data teknis pilot plant dapat dilihat pada Tabel 2.3 di bawah ini.
Tabel 2.3. Data Teknis Pilot Plant Tangki RANUT
Tangki Penyimpanan (S1 dan S2) Volume 335 liter/tangki
Digester (D1 dan D2)
Volume total 275 liter/tangki
Volume aktif 250 liter/tangki
Diameter 40 cm
Tinggi total 250 cm
Tinggi unggun tetap 200 cm
Bahan Stainless steel
Pompa
Type Progressing cavity pump
Laju alir 60 l/jam
(Sumber : DITJEN PPHP, 2006)
Hasil penelitian ini mendapati bahwa kira-kira 90 % COD dapat terdegradasi dan dirombak menjadi biogas. Konsentrasi COD pada outlet sekitar 1500-4000 mg/L dan pH 6,5 bahkan lebih (Wulfert, K., dkk., 2000; DITJEN PPHP, 2006).
(Sumber: Wulfert, K, dkk, 2000; DITJEN PPHP, 2006)
Yuliasari, dkk (2001) telah menggunakan RANUT untuk pengolahan LCPKS dengan tipe down flow. Metode ini beroperasi optimum pada laju alir sebesar 114 L/hari dengan waktu penahanan hidrolis dan laju pembebanan masing-masing 1,7 hari dan 5,5 kg/m3/hari. Efisiensi perombakan yang dihasilkan sebesar 90 % dengan karakteristik limbah yaitu; COD 1173 mg/L, TSS 287 mg/L, dan pH 6,8.
Tabel 2.4. Karakteristik LCPKS Effluent RANUT Tipe Down flow
Umpan Outlet
Dari beberapa hasil aplikasi RANUT yang ada diketahui bahwa karakteristik limbah cair yang dihasilkan pada outlet belumlah memenuhi baku mutu limbah cair pabrik kelapa sawit, untuk itu perlu ada pengolahan lanjutan. Alternatif yang telah dilakukan adalah memanfaatkan limbah tersebut untuk Land Application System (LAS). Hal ini memerlukan biaya pengangkutan apabila lokasi perkebunan jauh, selain itu juga dapat menimbulkan emisi gas metan ke udara. Apabila tidak digunakan untuk aplikasi lahan, limbah tersebut dapat diolah secara aerobik agar memenuhi baku mutu.
2.4. Elektrokoagulasi 2.4.1. Definisi
Secara singkat elektrokoagulasi merupakan suatu proses koagulasi kontinyu dengan menggunakan arus listrik searah melalui peristiwa elektrokimia, yaitu gejala dekomposisi elektrolit oleh arus listrik (Purwaningsih, 2008). Dalam proses ini akan terjadi proses reaksi oksidasi reduksi. Dalam aplikasinya, elektrokoagulasi (EC) secara lebih luas adalah proses pengolahan air maupun limbah cair yang digunakan untuk menghilangkan padatan tersuspensi dan berbagai polutan seperti beberapa kation logam yang terlarut dengan melibatkan proses elektrokimia. Proses ini berdasarkan pada prinsip ilmu dimana adanya respon air yang mengandung kontaminan terhadap medan listrik melalui reaksi reduksi dan oksidasi.
2.4.2. Proses Elektrokoagulasi
Elektrokoagulasi menggunakan 2 kutub elektroda (positif dan negatif), sehingga terjadi aliran arus listrik di dalam air limbah. Transfortasi muatan listrik antar fase dapat terjadi pada fase elektrolit dan fase elektroda. Elektrolit yaitu fase tempat muatan listrik dibawa oleh gerakan ion-ion, sedangkan elektroda yaitu fase tempat muatan listrik dibawa oleh gerakan elektron (Alkausar, 2009; Hanupurti, 2008).
yang tidak spontan sehingga terjadi dekomposisi material elektroda (anoda) dan elektrolit (Suaib, 1994). Reaksi yang terjadi pada sistem ini yaitu:
Anoda (+) :
1. Logam anoda akan teroksidasi menjadi kation logam:
M → M+n + n e (2.4)
2. Ion OH- dari suatu basa akan mengalami oksidasi membentuk gas oksigen (O2):
4 OH-(aq) → 2 H2O(l) + O2 (g) + 4 e (2.5)
3. Anion-anion lain (SO4-2, SO3-) tidak dapat dioksidasi dari larutan, yang akan
mengalami oksidasi adalah H2O membentuk gas oksigen (O2) pada anoda:
2 H2O(l) → 4 H+(aq) + O2 (g) + 4 e (2.6)
Katoda (-) :
1. Ion-ion logam yang terdapat dalam larutan akan mengalami reduksi:
M+n + n e →M (2.7)
2. Jika larutan mengandung ion-ion logam alkali dan alkali tanah, maka ion-ion ini tidak dapat direduksi dan yang mengalami reduksi adalah air, dan terbentuk gas hidrogen (H2) pada katoda:
2 H2O(l) + 2 e → 2 OH-(aq) + H2 (g) (2.8)
3. Ion H+ dari suatu asam akan direduksi menjadi gas hidrogen yang akan bebas sebagai gelembung-gelembung gas:
2 H+(aq) + 2 e → H2 (g) (2.9)
sampai ke katoda, maka material anoda akan teroksidasi dengan melepaskan sejumlah elektron (Suaib, 1994; Andrianto, dkk., 2001). Elektron-elektron tersebut mengalir melalui fase elektrolit (air) dan diterima oleh katoda, sehingga dikatoda terjadi reduksi yaitu penyerapan elektron oleh elektrolit dan kontaminan logam. Elektolit pada proses elektrokoagulasi adalah air, maka air lah yang akan terdekomposisi mengalami reduksi dan oksidasi.
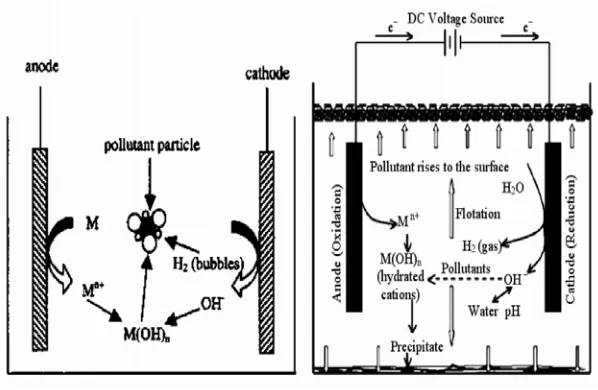
Pelarutan dari anoda logam bertujuan untuk memproduksi terus menerus ion-ion logam. Kation logam M+ yang dihasilkan selanjutnya akan bergabung dengan ion OH- yang dihasilkan dari reduksi H2O maupun dari suatu basa, sehingga terjadi
koagulasi membentuk endapan M(OH)n. Bila larutan tersebut mengandung koloid
maka reaksi pembentukan flok akan segera terjadi (Hanupurti, 2008).
Koloid-koloid umumnya bermuatan negatif. Flok M(OH)n yang
mengandung muatan positif selanjutnya akan mendestabilisasi dan menurunkan gaya tolak menolak antar partikel koloid. Lapisan difusi akan mengecil dan memungkinkan bekerjanya gaya tarik menarik antar partikel koloid dengan ion-ion dari elektrolit yang muatannya berlawanan. Diharapkan muatan ini dapat dinetralkan, sehingga terjadi penggumpalan partikel-pertikel polutan yang akhirnya dapat diendapkan.
Dari reaksi di atas, akan dihasilkan gas H2 pada katoda dan O2 pada anoda,
dan flok M(OH)n. Adanya gelembung-gelembung gas tersebut menyebabkan flok
M(OH)n, sehingga ketika flok-flok tersebut telah mencapai berat tertentu untuk dapat
mengendap, maka akan mengendap bersama logam-logam dan partikel-pertikel polutan lainnya dengan kecepatan pengendapan tertentu, dan buih akan terpisahkan pada unit filtrasi. Oleh sebab itulah proses ini bisa menurunkan padatan tersuspensi, kekeruhan dan kadar kontaminan lainnya.
(Sumber: Othman Fadhil, dkk, 2006)
Gambar 2.2. Proses Pengikatan Polutan Pada Teknik Elektrokoagulasi.
2.4.3. Jenis Plat Elektroda
Elektroda dalam proses elektrokoagulasi merupakan perangkat vital karena selain untuk menghantarkan arus listrik ke dalam larutan agar terjadi suatu reaksi perubahan kimia, juga sebagai agen koagulan (anoda). Elektroda tempat terjadi reaksi reduksi disebut katoda, sedangkan tempat terjadinya reaksi oksidasi disebut anoda. Sebuah elektroda bipolar adalah sebuah elektroda yang berfungsi sebagai anoda dari sebuah sel dan katoda bagi sel lainnya (Purwaningsih, 2008).
Dalam sel elektrolisis, secara umum elektroda yang digunakan bersifat inert, karena tidak diinginkan terjadi reaksi pada elektroda, sehingga elektroda lebih tahan lama. Namun bukan berarti logam-logam reaktif tidak dapat digunakan sebagai elektroda (Andrianto, dkk., 2001; Hidayanto, 2004). Dalam teknik elektrokoagulasi logam reaktif digunakan sebagai elektroda terutama anoda, agar dihasilkan agen koagulan. Beberapa material elektroda yang pernah digunakan yaitu; aluminium, besi, stainless steel dan platina. Dengan menggunakan elektroda besi, Fe(OH)n
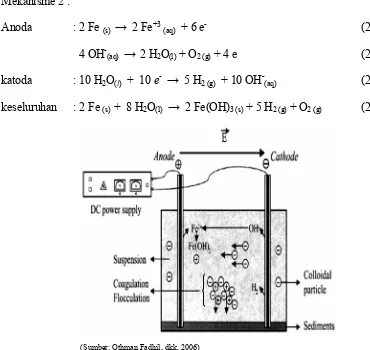
dengan n = 2 atau 3 akan terbentuk pada anoda. Menurut Johanes (1978) mekanisme oksidasi dan reduksi yang terjadi secara simultan pada anoda dan katoda besi adalah:
Mekanisme 1 :
Anoda : Fe (s) → Fe+2(aq) + 2 e- (2.10)
4 OH-(aq) → 2 H2O(l) + O2 (g) + 4 e (2.11)
Katoda : 6 H2O(l) + 6 e- → 3 H2 (g) + 6 OH-(aq) (2.12)
Mekanisme 2 :
Anoda : 2 Fe (s) → 2 Fe+3(aq) + 6 e- (2.14)
4 OH-(aq) → 2 H2O(l) + O2 (g) + 4 e (2.15)
katoda : 10 H2O(l) + 10 e- → 5 H2 (g) + 10 OH-(aq) (2.16)
keseluruhan : 2 Fe (s) + 8 H2O(l) → 2 Fe(OH)3 (s) + 5 H2 (g) + O2 (g) (2.17)
(Sumber: Othman Fadhil, dkk, 2006)
Gambar 2.3. Proses Elektrokoagulasi dengan Elektroda Besi
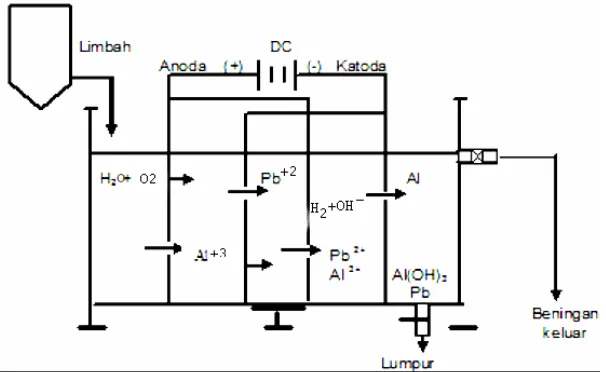
(Sumber: Sunardi, 2007; Susetyaningsih , dkk., 2008)
Gambar 2.4. Sketsa Rangkaian Proses Elektrokoagulasi dengan Elektroda Al. Berbagai penelitian juga telah dilakukan untuk melihat kinerja teknik elektrokoagulasi ini. Ni`am, dkk (2007) telah melakukan penelitian penyisihan COD dan kekeruhan dari air limbah domestik menggunakan elektroda besi (Fe) dengan variasi kuat arus (3,51 dan 5,62) mA/cm2 dan lama perlakuan (30, 40, 50) menit. Hasil kajian ini diketahui bahwa efluen air limbah sesuai dengan standar baku mutu. Efisiensi penurunan COD dan kekeruhan adalah 65% dan 95% pada kuat arus 5,62 mA/cm2 dan waktu retensi 50 menit. Hasil kajian juga mendapati bahwa elektrokoagulasi dapat menetralkan pH air limbah.
yang juga menerapkan teknik elektrokoagulasi seperti yang dilaporkan oleh Hafni (1996); Halilintar (2008); Ilmiati (2008) dan Herawati (2009).
2.4.4. Kelebihan Teknik Elektrokoagulasi
Penggunaan teknik elektrokoagulasi dalam pengolahan limbah cair sudah banyak dilakukan, walaupun umumnya masih dalam skala laboratorium. Berbagai keunggulan teknik elektrokoagulasi yang dapat diamati dari hasil penelitian adalah: 1. Elektrokoagulasi memerlukan peralatan sederhana dan mudah untuk dioperasikan. 2. Tanpa menggunakan bahan kimia tambahan.
3. Waktu retensi yang diperlukan untuk menurunkan kadar polutan terutama zat organik jauh lebih singkat.
4. Lebih cepat mereduksi kandungan koloid/partikel yang paling kecil, karena medan listrik dalam air akan mempercepat pergerakan mereka pada proses koagulasi. 5. Gelembung-gelembung gas yang dihasilkan pada proses elektrokoagulasi ini dapat
membantu proses flotasi.
6. Dapat memberikan efisiensi proses yang cukup tinggi untuk berbagai kondisi, karena tidak dipengaruhi temperatur.
7. Agen koagulan yang dihasilkan dalam elektrokoagulasi lebih murni.
2.4.5. Kelemahan Teknik Elektrokoagulasi
1. Tidak dapat digunakan untuk mengolah limbah cair yang mempunyai sifat elektrolit cukup tinggi dikarenakan akan terjadi hubungan singkat antar elektroda. 2. Besarnya reduksi logam berat dalam limbah cair dipengaruhi oleh besar kecilnya
arus listrik searah pada elektroda.
3. Penggunaan listrik yang mungkin mahal jika digunakan dalam kapasitas besar.
2.5. Elektrolisis
2.5.1. Sel dan elektrolisis
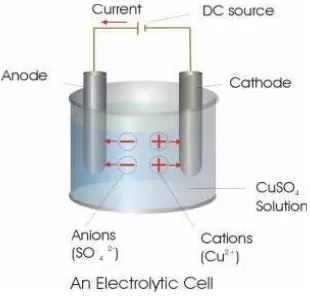
Dalam sel, reaksi oksidasi reduksi berlangsung dengan spontan, dan energi kimia yang dihasilkan dari reaksi diubah menjadi energi listrik. Pada elektrolisis, terjadi peristiwa yang sebaliknya, yaitu pemanfaatan arus listrik untuk menghasilkan reaksi oksidasi reduksi yang tidak berlangsung spontan (Takeuchi Yoshito, 2008; Rufiati, 2009) artinya ada pemanfaatan energi listrik untuk menginduksi reaksi oksidasi reduksi.
(Sumber: Rufiati, 2009)
2.5.2. Hukum Elektrolisis Faraday
Pada awal abad ke-19, Faraday menyelidiki hubungan antara jumlah listrik yang mengalir dalam sel dengan kuantitas kimia yang berubah di elektroda. Pada tahun 1833, Ia menyimpulkan hasil penelitiannya dalam dua hukum.
1. Jumlah zat yang dihasilkan di elektroda sebanding dengan jumlah arus listrik yang mengalir melalui sel.
2. Bila sejumlah tertentu arus listrik melalui sel, jumlah mol zat yang berubah di elektroda adalah konstan tidak bergantung jenis zat. Misalnya, bila kuantitas listrik yang diperlukan untuk mengendapkan 1 mol logam monovalen adalah 96485 C (Coulomb) tidak bergantung pada jenis logamnya (Salomgea.com, 2009).
C (Coulomb) adalah satuan muatan listrik, 1 C adalah muatan yang dihasilkan bila arus 1 A mengalir selama 1 s. Bila 1 mol elektron = 6,02 x 1023 e dan muatan 1 e = 1,6 x 10¯19 C, maka muatan 1 mol e = (6,02 x 1023) x (1,6 x 10¯19) C ≈ 96500 C. Nilai ini disebut dengan konstanta Faraday F = 9,65 x 104 C, yaitu tetapan fundamental listrik atau didefinisikan sebagai kuantitas listrik yang dibawa oleh 1 mol elektron. Sehingga dimungkinkan untuk menghitung kuantitas mol perubahan kimia yang disebabkan oleh aliran arus listrik yang tetap mengalir untuk rentang waktu tertentu.
w ≈Q w ≈ I.t
w = e.I.t w = massa zat yang diendapkan (g).
Q = jumlah arus listrik = muatan listrik (C) e = tetapan = (grek : F)
Sebagai syarat berlangsungnya elektrolisis, ion harus dapat bermigrasi ke elektroda. Salah satu cara yang paling jelas agar ion mempunyai mobilitas adalah dengan menggunakan larutan dalam air (Salomgea.com, 2009). Karena dalam kasus proses elektrokoagulasi, ion-ion berada dalam air sebagai elektrolit, sehingga air lebih mudah direduksi dari pada ion aluminum berdasarkan harga potensial reduksi standar sebagaimana yang ditunjukkan di bawah ini.
Al3+ + 3e- → Al E0 = - 1,662 V (2.25) 2 H2O + 2e- → H2 + 2 OH- E0 = - 0,828 V (2.26)
Dalam elektrokimia kita mengenal yang disebut deret volta, yaitu deret yang menunjukkan kecenderungan logam-logam yang lebih mudah mengalami reduksi atau oksidasi berdasarkan harga potensial reduksi standar (E0).
K, Ba, Ca, Na, Mg, Al, Zn, Cr, Fe, Cd, Co, Ni, Sn, Pb, (H), Sb, Bi, Cu, Hg, Ag, Pt, Au.
Dengan memakai deret volta, kita memperoleh beberapa kesimpulan sebagai berikut: a. Logam-logam yang terletak di sebelah kiri H memiliki E0 negatif, sedangkan
b. Harga E0 logam semakin ke kanan makin besar. Hal ini berarti bahwa logam-logam di sebelah kanan lebih mudah mengalami reduksi (menangkap elektron) atau sukar mengalami oksidasi (melepaskan elektron), begitu pula sebaliknya. Oleh sebab itulah emas paling sukar teroksidasi.
c. Makin ke kanan, sifat reduktor makin lemah (sukar teroksidasi). Makin ke kiri, sifat reduktor makin kuat (mudah teroksidasi). Itulah sebabnya, unsur-unsur dalam deret volta hanya mampu mereduksi unsur-unsur di sebelah kanannya.
2.6. Koagulasi dan Flokulasi
Koagulasi dan flokulasi merupakan dua proses yang umumnya terdapat dalam
pengolahan limbah cair dan air bersih. Kedua proses ini merupakan satu paket yang
terjadi berurutan pada satu tahap, yaitu dimulai koagulasi baru flokulasi (Syahputra, B.,
2007). Proses lain yang terkadang terjadi bersamaan pada tahap ini yaitu flotasi, sehingga
pada tahap ini, umumnya terjadi 3 proses ini, yaitu koagulasi, flokulasi dan flotasi.
lapisan kokoh (lapisan stern) mengelilingi inti. Selanjutnya lapisan stern yang bermuatan positif ini menarik ion-ion negatif lainnya membentuk lapisan kedua (lapisan difusi). Kedua lapisan ini menyelimuti partikel koloid dan membuatnya stabil. Partikel-partikel koloid dalam keadaan stabil tidak mau bergabung membentuk flok, sehingga tidak dapat dihilangkan dengan proses sedimentasi atau filtrasi.
Menurut Eckenfelder (1986) dan Suryadiputra (1995), koagulasi adalah proses kimia yang digunakan untuk menghilangkan bahan cemaran yang tersuspensi atau dalam bentuk koloid dengan menambahkan bahan koagulan. Pada koagulasi, terjadi penambahan ion-ion dari bahan koagulan dengan muatan yang berlawanan. Dengan penambahan ion-ion yang muatannya berlawanan, akan terjadi de-stabilisasi partikel koloid. Lapisan difusi akan mengecil dan memungkinkan bekerjanya gaya tarik menarik antar partikel koloid dengan ion-ion dari elektrolit yang muatannya berlawanan. Diharapkan muatan ini dapat dinetralkan, sehingga terjadi penggumpalan (Linggawati, dkk., 2002).
Flokulasi terjadi setelah koagulasi dan biasanya disertai dengan pengadukan lambat pada air limbah. Flokulasi merupakan proses pembentukan agregat yang lebih besar (macroflock) dari gumpalan partikel-partikel koloid (microflok) disertai penggabungan flok-flok tersebut hingga mencapai berat tertentu untuk mengendap.
flotasi, separasi dihasilkan oleh gelembung-gelembung gas (diffuser) yang digunakan. Diffuser yang ditambahkan ke dalam larutan air limbah akan mengalami kontak dengan partikel-partikel kandungan air limbah, sehingga menghasilkan gaya apung yang cukup besar, yang menyebabkan partikel-partikel tersebut mengapung ke permukaan.
Secara umum, proses koagulasi dilakukan dengan penambahan koagulan seperti Al2SO4 dan PAC. Sampai saat berbagai macam koagulan telah ditemukan baik
III. METODOLOGI PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan di Laboratorium Limbah, Pusat Penelitian Kelapa Sawit (PPKS)/Indonesian Oil Palm Research Institute (IOPRI), Jl. Brigjend. Katamso No.51, Kampung Baru, Medan - Sumatera Utara, dan Laboratorium PDAM Tirtanadi Propinsi Sumatera Utara, Jl. Sisingamangaraja No.1, Medan. Penelitian dilakukan selama 6 (enam) bulan, mulai Februari 2010 sampai Juli 2010.
3.2. Alat dan Bahan Percobaan 3.2.1. Bahan
Bahan utama yang digunakan dalam penelitian ini adalah limbah cair pabrik kelapa sawit (LCPKS) hasil pengolahan Reaktor Anaerobik Unggun Tetap (RANUT) yang berada di Pabrik Kelapa Sawit Kebun Adolina PTPN IV, Serdang Bedagai. Sebagai bahan tambahan akan digunakan amonium hidroksida (NaOH) 5 N dan asam sulfat (H2SO4) 2 M untuk mengkondisikan pH. Untuk analisa parameter
3.2.2. Peralatan
Peralatan utama yang diperlukan meliputi:
1. Bak kaca ukuran (14 x 9 x 20) cm sebagai bak elektrokoagulasi (batch) 2. Pengatur sumber arus listrik searah (DC power supply)
3. Plat Aluminium, Seng, dan Besi, digunakan sebagai elektroda. Ketebalan plat yang digunakan adalah 0,8 mm, dengan luas efektif elektroda 236,80 cm2.
4. Stopwatch
5. Gelas ukur 1000 mL
6. Ember penyimpan limbah cair
Sketsa reaktor elektrokoagulasi yang digunakan dapat dilihat pada Gambar 3.1. Adapun peralatan tambahan untuk analisis parameter respon adalah:
1. Botol gelas dan gelap 500 mL untuk penyimpanan sampel COD 2. Peralatan analisa pH (pH meter method)
3. Peralatan analisa COD (Hach Method 8000) 4. Peralatan analisa TSS (SNI 06-2413-1991) 5. Peralatan analisa warna (method 8025) 6. Peralatan analisa kekeruhan (Nephelometric)
3.2.3. Perancangan Reaktor A. Dimensi Reaktor
Reaktor yang digunakan adalah bak terbuat dari kaca (3 mm) dengan dimensi sebagai berikut:
Gambar 3.1. Dimensi Reaktor Elektrokoagulasi
3.3. Rancangan Percobaan
Penelitian ini dirancang dengan menggunakan rancangan percobaan faktorial tanpa pengacakan, untuk mendapatkan kombinasi level dari tiap-tiap perlakuan (faktor) dalam setiap satuan percobaan. Percobaan ini menggunakan 3 (tiga) faktor sebagai variabel bebas dengan 2 replikasi. Adapun faktor atau variabel bebas dan level tiap faktor yang digunakan dalam percobaan yaitu:
1. Jenis material elektroda : 3 level (Al, Zn, Fe) 2. Tegangan (V) : 3 level (11; 12; 13) 3. Jarak antar elektroda (cm) : 3 level (1,0; 1,5; 2,0)
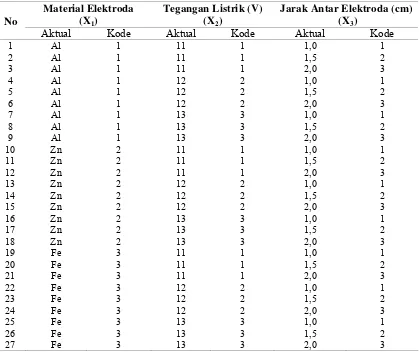
54 satuan percobaan. Seluruh kombinasi level dari setiap faktor pada seluruh satuan percobaan tersebut didapatkan dengan menggunakan program Minitab Realease 15. Kombinasi level pada setiap satuan percobaan tanpa perulangan masing-masing disajikan pada Tabel 3.1.
Tabel 3.1. Kombinasi Level Pada Setiap Satuan Percobaan
3.4. Prosedur Percobaan
3.4.1. Perangkaian Reaktor Elektrokoagulasi
Reaktor elektrokoagulasi yang digunakan adalah reaktor tipe batch. Reaktor berupa bak persegi empat terbuat dari kaca dengan dimensi: panjang 14 cm, lebar 9 cm dan tinggi 20 cm. Setiap plat elektroda dipotong dengan ukuran yang seragam yaitu (15 x 9) cm dan tebal 0,8 mm. Selanjutnya elektroda dihubungkan dengan sumber tegangan (DC power supply) dengan jarak elektroda sesuai dengan yang ditetapkan.
3.4.2. Preparasi Limbah RANUT
3.4.3. Pelaksanaan Percobaan
1. Perangkaian reaktor elektrokoagulasi sesuai perlakuan yang diberikan pada masing-masing satuan percobaan.
2. Sampel limbah RANUT yang telah dianalisa, diambil sebanyak 2000 mL dan pH diatur menjadi 6,5, lalu dimasukkan ke dalam reaktor elektrokoagulasi, selanjutnya power dan stopwatch dihidupkan.
3. Pengambilan sampel hasil pengolahan elektrokoagulasi setelah waktu retensi 3 jam, dan sekaligus melakukan pengawetan sampel untuk uji analisa COD. 4. Melakukan analisa sampel yang meliputi:perubahan pH, penurunan COD,
TSS, warna dan turbiditas.
5. Analisis data dengan metode statistik menggunakan program Minitab realease15 untuk mendapatkan data sidik ragam (ANOVA).
6. Pembahasan hasil analisa dan penarikan kesimpulan.
3.5. Analisis Data
Y = β1+ β2x1+ β3x2 + β4x3 +β5x1x2+ β6x2x3+ β7x1x3+ β8x12+ β9x22+ β10x32+ ε
Keterangan :
Y : Variabel respon yang diukur yaitu % penyisihan (penurunan)
β1- β10 : Konstanta linier, kuadratik dan hasil regresi koefisien diagonal
ε : error term
Gambar 3.2. Diagram Alir Penelitian
Analisa perubahan pH dan penurunan : COD, TSS, turbiditas & warna
Perancangan reaktor elektrokoagulasi
Proses elektrokoagulasi sesuai kombinasi perlakuan; Jenis Anoda (Al, Zn, Fe), tegangan (11;
12; 13) volt, jarak elektroda (1,0; 1,5; 2,0) cm dan pH 6,5
Sampling hasil pengolahan elektrokoagulasi
Analisis data dengan statistika Studi pendahuluan
(analisa pH, COD, TSS, Turbiditas & warna pada efluen RANUT)
Pembahasan& Kesimpulan Sampling effluentRANUT
IV. HASIL DAN PEMBAHASAN
4.1. Analisa Awal Karakteristik Limbah Cair Effluent RANUT
Limbah cair yang diolah dalam penelitian ini adalah limbah cair yang berasal dari buangan Reaktor Anaerobik Unggun Tetap. Sesuai dengan tujuan utama penelitian ini yaitu untuk melihat persentase penyisihan polutan, maka perlu adanya analisa awal karakteristik limbah cair yang akan diolah. Analisa dilakukan pada setiap sampel limbah yang diberikan kombinasi perlakuan. Analisa yang dilakukan meliputi analisa parameter pH, warna, turbiditas, TSS, dan COD. Adapun hasil analisa tersebut disajikan pada tabel di bawah ini.
Tabel 4.1. Hasil Analisa Awal Karakteristik Limbah Cair Effluent RANUT Kode pH Turbiditas
dalam penelitian ini, maka pada saat akan dilakukan pengolahan, limbah tersebut diturunkan pH nya menjadi + 6,5. Nilai ini merupakan nilai pH secara umum untuk effluent RANUT (Yuliasari, dkk., 2001). Adapun secara fisik, limbah ini berwarna hitam sampai hitam kecoklatan, sedikit berbau dan bertemperatur (30-35) 0C.
4.2. Analisa Berat Anoda dan Endapan Pasca Pengolahan
Teknik elektrokoagulasi menggunakan pasangan elektroda anoda dan katoda. Pada proses elektrokoagulasi, anoda akan meluruh membentuk kation logamnya (M+n) yang berperan sebagai agen koagulan, sehingga akan terjadi pengurangan berat anoda selama proses berlangsung (Othman, dkk., 2006; Roihatin dan Rizqi, 2008), oleh sebab itulah anoda disebut juga sebagai elektroda korban. Adapun katoda, tidak mengalami pengurangan berat, karena katoda adalah elektroda tempat terjadinya reaksi reduksi, sehingga logam katoda tetap dalam bentuk logam netral. Penimbangan berat anoda dilakukan untuk mengetahui korelasi antara berat anoda yang berkurang dengan besar tegangan dan jarak elektroda yang diberikan. Profil berat anoda yang berkurang dapat dilihat pada Gambar 4.1. Adapun data berat anoda yang berkurang untuk ketiga meterial elektroda (Al, Zn, Fe) disajikan pada Lampiran 2.
Kation logam yang dihasilkan selanjutnya akan membentuk endapan hidroksida logam (M(OH)n) yang akan mengkoagulasi dan mengadsorbsi
terbentuk dari kation logam yang dihasilkan selama proses berlangsung. Profil berat endapan disajikan pada Gambar 4.2, sedangkan data endapan secara keseluruhan dapat dilihat pada Lampiran 3.
Dari kedua grafik di atas diketahui bahwa secara keseluruhan profil berat anoda yang berkurang sama dengan profil berat endapan yang dihasilkan. Artinya, jika berat anoda yang berkurang semakin besar dengan bertambahnya tegangan, maka berat endapan yang dihasilkan juga demikian.
Pengurangan berat anoda dan jumlah endapan berbanding lurus dengan tegangan pada jarak elektroda tetap, dan sebaliknya berbanding terbalik dengan jarak elektroda pada tegangan tetap. Hal ini berlaku untuk ketiga jenis logam yang digunakan. Penambahan tegangan akan mempercepat jalannya reaksi oksidasi logam anoda untuk membentuk kation logam, karena dalam proses elektrolisis, arus
2.00
Gambar 4.1. Grafik Pengaruh Tegangan dan Jarak Elektroda Terhadap Berat Anoda
listriklah yang memicu logam anoda untuk meluruh menjadi kation logam. Sementara jarak elektroda akan mempengaruhi kecepatan proses transfer elektron antara anoda dengan katoda sebagai penerima elektron dan tempat terjadinya proses reduksi.
Hal yang bersifat spesifik dari fenomena ini adalah adanya perbedaan berat anoda yang berkurang dari tiap jenis material, dimana berat anoda seng (Zn) yang berkurang adalah terbesar, disusul dengan besi dan aluminium. Suatu hal yang sangat mendasar yang mempengaruhi hal ini tentunya adalah besarnya harga massa relatif unsur (Ar) masing-masing elektroda, dimana Zn (Ar 65), Fe (Ar 56) dan yang paling rendah Al (Ar 27). Semakin besar Ar, maka semakin besar pula berat anoda yang berkurang. Pada tegangan dan jarak elektroda yang sama, jumlah mol yang dihasilkan tiap jenis elektroda adalah relatif sama, sehingga berat anoda yang berkurang bergantung pada massa relatif masing-masing unsur, hal ini sesuai dengan persamaan:
Berat unsur = mol x massa relatif (Ar)
1. Elektroda Al : 2 Al (s) + 8 H2O(l) → 2 Al(OH)3 (s) + 5 H2 (g) + O2 (g) (4.1)
2. Elektroda Zn : Zn(s) + 4 H2O(l) → Zn(OH)2 (s) + 3 H2 (g) + O2 (g) (4.2)
3. Elektroda Fe : Fe(s) + 4 H2O(l) → Fe(OH)2 (s) + 3 H2 (g) + O2 (g) (4.3)
: 2 Fe (s) + 8 H2O(l) → 2 Fe(OH)3 (s) + 5 H2 (g) + O2 (g) (4.4)
Misalkan pada data anoda yang berkurang untuk material aluminium, tegangan 12 V, jarak elektroda 1,5 cm, berat anoda yang berkurang adalah 5,8478 g (Lampiran 2), lalu kita akan dapatkan perhitungan pembentukan flok secara stoikiometri sebagai berikut:
berat anoda Al yang berkurang = 5,8478 g mol Al = 5,8478 g/27 g mol-1 = 0,217 mol berat Al(OH)3 = 0,217 mol x 78 g mol-1 = 16,926 g
jika berat tersebut ditambahkan dengan berat total TSS limbah yang diolah dengan perlakuan tersebut yaitu : 1084 mg/L x 2 L = 2168 mg = 2,168 g, maka akan didapat berat endapan secara teoritis = 16,926 g + 2,168 g = 19,094 g. Ternyata berat endapan yang didapat dari hasil penelitian yaitu 18,3389 g (Lampiran 3), nilai ini mendekati berat endapan secara stoikiometri tersebut. Begitu pula untuk elektroda Zn dan Fe.
Jika kita melihat kembali grafik endapan di atas, perbedaan yang dapat dilihat dari ketiga jenis material elektroda tersebut adalah bahwa endapan yang terbentuk oleh elektroda Fe lebih besar dari yang lainnya, hal ini dikarenakan massa relatif senyawa (Mr) Fe(OH)3 (107g mol-1) jauh lebih besar dari Zn(OH)2 (99 g mol-1) dan
Al(OH)3 (78 g mol-1).
4.3. Analisa Pengaruh Variabel Terhadap Respon Yang Diamati
Sesuai dengan tujuan yang peneliti kemukakan pada Bab Pendahuluan, maka peneliti ingin menyajikan secara umum gambaran atau profil hasil analisa respon yang diperoleh setelah pengolahan. Respon yang dimaksud adalah perubahan pH, penurunan turbiditas, penurunan warna, penurunan TSS, dan penurunan COD. Untuk respon pH, disajikan dalam bentuk nilai pH setelah pengolahan, sedangkan respon yang lainnya disajikan dalam bentuk persentasi penyisihan respon, yang disajikan pada Tabel 4.2. Data hasil analisa respon secara keseluruhan untuk ketiga jenis elektroda disajikan pada Lampiran 4. Pengaruh-pengaruh utama dan pengaruh interaksi antar perlakuan terhadap respon, akan dianalisa dengan menggunakan program Minitab 15.
4.3.1. Pengaruh Perlakuan Terhadap Perubahan pH
Tabel 4.2. Data Analisa Perubahan pH dan Persentasi Penurunan Respon
6.50
Gambar 4.3. Grafik Pengaruh Jenis Material Elektroda, Tegangan dan Jarak Elektroda Terhadap pH Limbah.
Pada Tabel 4.2 dan Gambar 4.3, di atas, diketahui bahwa tingkat perubahan pH yang paling tinggi dihasilkan pada pengolahan limbah dengan menggunakan elektroda Zn. Dengan menggunakan elektroda Zn dan Fe ternyata dengan pH awal 6,5 akan menghasilkan effluent limbah yang bersifat basa. Sedangkan elektroda aluminium relatif netral. pH limbah yang dihasilkan menggunakan elektroda Al dan Fe masih memenuhi baku mutu pH yang ditetapkan untuk industri minyak sawit yaitu 6-9. Hasil ini menunjukkan bahwa untuk kondisi limbah dengan pH 6,5, elektroda aluminium cukup baik digunakan.
senyawa hidroksida berupa flok, masing-masing yaitu Al(OH)3, Zn(OH)2 dan
Fe(OH)3. Ion besi bersifat basa dengan valensi 3 yang memungkinkan ia untuk
mengikat 3 molekul ion hidroksida, sama halnya dengan ion aluminium. Pada saat tegangan yang lebih tinggi dan jarak elektroda yang lebih dekat, maka jumlah hidroksida yang dihasilkan juga lebih banyak, kondisi ini menyebabkan larutan akan kelebihan ion hidroksida, ion seng yang hanya mengikat dua molekul hidroksida akan menyebabkan larutan mengandung lebih banyak ion hidroksida, sehingga larutan menjadi lebih basa.
Jari-jari ionik ketiga logam tersebut juga dapat menjadi faktor penentu sifat basa dari hidroksidanya, semakin besar jari-jari kation, maka semakin lemah pula ikatannya dengan ion hidroksida dan menyebabkan naiknya sifat basa, dimana jari-jari ionik untuk ketiga logam tersebut adalah Al+3;51 pm, Zn+2;74 pm, Fe+3;55 pm.
Selain itu, ion aluminium memiliki sifat amfoterik yang kuat, yang dapat mempertahankan kondisi pH larutan. Pada saat tercapai kondisi netral, ion aluminium dapat lebih bertahan dalam bentuk Al(OH)3 yang tak larut.
Meskipun ion zink juga bersifat amfoterik, namun sifat itu lebih mudah hilang pada saat jumlah ion hidroksida berlebih, karena valensinya lebih kecil daripada ion aluminium, hidroksida zink akan melarut dan mulai membentuk ion kompleks tetrahidroksozinkat yang bersifat basa (Sugiyarto, 2003).
4.3.2. Pengaruh Perlakuan Terhadap Penurunan Turbiditas limbah
Penyisihan kadar polutan dengan menggunakan teknik koagulasi, pada dasarnya proses penyisihan secara fisika terhadap polutan terutama polutan berupa partikel-pertikel padat dan padatan tersuspensi. Oleh sebab itu parameter yang paling terpengaruh dalam proses koagulasi adalah turbiditas dan TSS. Analisa ini dimaksudkan untuk mengetahui apakah penyisihan turbiditas sejalan dengan penyisihan TSS.
Hasil analisa menunjukkan bahwa persentasi penyisihan turbiditas menempati posisi tertinggi daripada respon yang lainnya yaitu 98,40 % yang didapat dengan menggunakan elektroda aluminium pada tegangan 12 V dan jarak elektroda 1,5 cm (Tabel 4.2). Ini menunjukkan bahwa teknik elektrokoagulasi sangat baik digunakan untuk menurunkan turbiditas. Nilai turbiditas pada limbah hasil olahan adalah sebesar 15 NTU-60 NTU (Lampiran 4), dengan nilai turbiditas awal sebesar 500 NTU-1000 NTU (Tabel 4.1). Adapun profil persentasi penurunan turbiditas selama pengolahan dapat dilihat pada Gambar 4.4.
88.80
Gambar 4.4. Grafik Pengaruh Jenis Material Elektroda, Tegangan dan Jarak Elektroda Terhadap Persentasi Penurunan Turbiditas Limbah.
jauh. Karena jika terlalu dekat akan terjadi kelebihan koagulan. Sedangkan elektroda Zn, pada tegangan 13 volt mencapai persentasi optimum pada jarak elektroda 1,5 cm, hal ini karena kation Zn mengikat ion hidroksida yang lebih sedikit, oleh sebab itulah profilnya berbeda. Inilah wujud dari pengaruh utama setiap faktor, walaupun pada dasarnya efektifitas berbanding lurus dengan penambahan tegangan pada jarak elektroda tetap dan berbanding terbalik dengan penambahan jarak elektroda pada tegangan tetap, namun tetap ada batas optimum jarak elektroda dan tegangan yang digunakan. Jarak elektroda yang terlalu dekat dan terlalu jauh akan memperkecil persentasi penurunan (Hermida, 2007). Hal ini disebabkan pada kondisi tegangan yang lebih tinggi dan jarak elektroda yang lebih dekat, jumlah flok yang dihasilkan lebih banyak, ini sejalan dengan jumlah berat anoda yang berkurang dan endapan yang terbentuk. Jumlah flok yang terlalu banyak dapat menurunkan efektifitas. Dari hasil tersebut dapat dikatakan bahwa pada tegangan lebih tinggi maka digunakan jarak elektroda yang lebih jauh, dan pada tegangan lebih rendah maka digunakan jarak elektroda yang lebih dekat.
4.3.3. Pengaruh Perlakuan Terhadap Penurunan Warna Limbah
Analisa penurunan warna turut dianalisa karena warna limbah cair effluent
Sebelum proses setelah
Gambar 4.5. Perubahan Warna Limbah Selama Proses Pengolahan Menggunakan Elektroda Al.
Hasil analisa menunjukkan bahwa persentasi penyisihan warna pun memiliki profil yang tidak seragam. Persentasi penurunan yang dihasilkan adalah 80%-97%. Sebuah pencapaian yang baik untuk limbah dengan tingkat intensitas warna setinggi itu. Profil persentasi penurunan warna dapat dilihat pada Gambar 4.6.
80.50
Grafik di atas menjelaskan bahwa persentasi penyisihan warna menurun pada tegangan 11 volt dengan penambahan jarak elektroda, sedangkan pada tegangan 12 volt, diperoleh persentasi optimum pada jarak elektroda 1,5 cm. Pada tegangan 13 volt, persentasi yang dihasilkan meningkat seiring dengan penambahan jarak elektroda dengan menggunakan elektroda Al dan Fe, sedangkan elektroda Zn, persentasinya menurun. Fenomena ini tidak terlepas dari sifat dan jumlah senyawa koagulan yang dibentuk tiap material elektroda pada kombinasi perlakuan tersebut. Karena jumlah koagulan yang dihasilkan berbanding lurus dengan penambahan tegangan pada jarak tetap dan berbanding terbalik dengan jarak elektroda pada tegangan tetap, sehingga perlu ada jarak elektroda dan tegangan yang optimum untuk menghasilkan jumlah koagulan yang sesuai, dalam hal ini yaitu tegangan 12 volt dan jarak elektroda 1,5 cm. Jika jarak elektroda dekat dan tegangan besar maka jumlah mol kation logam tentu jauh lebih besar, sebaliknya jika jarak elektroda jauh dan tegangan kecil maka jumlah mol kation juga jauh lebih kecil.
Dari hasil analisa diketahui bahwa untuk penyisihan warna ternyata material yang paling baik adalah aluminium. Sifat amfoter kation aluminium (Al+3) yang kuat, muatan kation yang lebih besar dan juga jari-jari ioniknya yang lebih kecil membuat hidroksidanya (Al(OH)3) lebih kuat bertahan pada saat peningkatan ion hidroksida
(OH-), sehingga proses penyisihan warna berjalan lebih baik.
Semakin besar berat molekul flok maka semakin cepat pula pergerakan pengendapan flok tersebut, ditambah lagi dengan adanya medan listrik. Jika flok terlalu cepat mengendap maka adsorbsi dan destabilisasi bahan polutan tidak maksimum. Inilah yang terjadi pada Zn(OH)2. Aluminium hidroksida dengan berat molekul yang jauh
lebih kecil dari Zn(OH)2 dan Fe(OH)3 membuat ia lebih efektif dalam
mendestabilisasi dan mengadsorbsi bahan-bahan berwarna, ini bisa dilihat dari warna endapan putih gelatin yang dihasilkan (Gambar 4.7).
a b c
Gambar 4.7. Perbedaan Warna Endapan Hasil Pengolahan Untuk Ketiga Jenis Elektroda. a. Al, b. Zn, c. Fe.
Lain halnya dengan Fe+3, ternyata pada kondisi pH di bawah netral memang menghasilkan flok Fe(OH)3, namun dengan bertambahnya ion hidroksida dan adanya
O2 pada anoda menyebabkan terbentuknya endapan gelatin besi (III) oksida
hidroksida, FeO(OH) yang berwarna karat dan basa (Sugiyarto, 2003).