PENGARUH REGANGAN TARIK BENANG KARET TERHADAP PENENTUAN WAKTU KEMANTAPAN MEKANIS LATEKS
PT. INDUSTRI KARET NUSANTARA
TUGAS AKHIR
ALI NASARUDDIN HARAHAP 092401044
PROGRAM STUDI DIPLOMA 3 KIMIA DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PENGARUH TEGANGAN TARIK BENANG KARET TERHADAP PENENTUAN WAKTU KEMANTAPAN MEKANIS LATEKS
PT. INDUSTRI KARET NUSANTARA
TUGAS AKHIR
Diajukan Untuk Melengkapi Tugas Dan Memenuhi Syarat Mencapai Gelar Ahli Madya
ALI NASARUDDIN HARAHAP 092401044
PROGRAM STUDI DIPLOMA 3 KIMIA DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul :”PENGARUH REGANGAN TARIK BENANG
KARET TERHADAP PENENTUAN WAKTU KEMANTAPAN MEKANIS LATEKS PT.INDUSTRI KARET NUSANTARA”
Kategori : KARYA ILMIAH
Nama : ALI NASARUDDIN HARAHAP
Nomor Induk Mahasiswa : 092401044
Program Studi : D3 KIMIA INDUSTRI
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM UNIVERSITAS SUMATERA UTARA
Disetujui,di Medan, April 2014
Program Studi D3 Kimia
Ketua, Dosen Pembimbing
Dra. Emma Zaidar Nasution, M.Si. Prof.Dr.Harry Agusnar.M.Sc., M
phil
NIP : 195512181987012001 NIP : 195308171983031002
Disetujui/Diketahui Oleh
Departemen Kimia FMIPA USU Ketua,
PERNYATAAN
PENGARUH REGANGAN TARIK BENANG KARET TERHADAP PENENTUAN WAKTU KEMANTAPAN MEKANIS LATEKS
PT.INDUSTRI KARET NUSANTARA
KARYA ILMIAH
Saya mengakui bahwa tugas akhir ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, April 2014
PENGHARGAAN
Bismillahirrahmanirrahiim
Puji dan syukur penulis haturkan ke-hadirat Allah SWT, atas segala limpahan rahmad dan karunia-Nya sehingga penulis dapat menyelesaikan tugas akhir ini dalam waktu yang telah ditetapkan. Adapun tujuan dari penulisan tugas akhir ini adalah untuk memenuhi persyaratan dalam menyelesaikan pendidikan
Program Diploma III Kimia Industri.Dalam penyusunan tugas akhir ini tentunya penulis mendapatkan banyak bantuan, maka dengan segala kerendahan hati, penulis menyampaikan terima kasih kepada:
1. Kedua orang tua, Ayahanda Hotma Tua Hrp dan Ibunda Anni Kholila
lubis tercinta, yang selama ini tak henti-hentinya memberikan dorongan dan doa serta bantuan moril maupun materiil.
2. Ibu Dr.Rumondang Bulan.MS, selaku Ketua Departemen Kimia FMIPA
USU.
3. Ibu Dra Emma Zaidar Nst,M.Si selaku ketua Program studi Diploma III
Deparmtemen Kimia di FMIPA USU
4. Bapak Prof.Dr.Harry Agusnar,M.Sc.M.phil. selaku pembimbing PKL
yang telah memberikan pengarahan kepada kami di lapangan.
5. Staf dan dosen pengajar Kimia Industri FMIPA USU
6. Seluruh staf dan karyawan PT Industri Karet Nusantara Medan khususnya
buat Ibu Emmy dan Ibu Aisyah
7. Semua teman-teman Mahasiswa Kimia Industri
Hanya do’a yang dapat penulis sampaikan kepada Allah SWT. Mudah-mudahan kebaikan yang diterima penulis dari semua pihak yang telah membantu, kiranya Allah SWT membalas kebaikan tersebut. Penulis dengan segala kemampuan berusaha menyelesaikan tugas akhir ini dengan sebaik-baiknya.
Akhirnya penulis mengucapkan terima kasih dan berharap semoga tulisan ini bermanfaat bagi yang membaca.
ABSTRAK
Telah dilakukan penentuan Kadar kehilangan minyak (Oil Losses) pabrik kelapa sawit di PT. Daya Labuhan Indah (DLI), berdasarkan pengeringan sampel yang di ambil dari final effluent dengan oven, dan di sokhletasi dengan dengan
menggunakan pelarut N-heksan, diperoleh kadar air 96,73, kadar minyak pada
sampel basah 0,78, kadar minyak pada sampel kering 23,82 pada percobaan
pertama, diperoleh kadar air 96.5, kadar minyak pada sampel basah 0,75, kadar
minyak pada sampel kering 21,81 pada percobaan kedua, diperoleh kadar air
94,85, kadar minyak pada sampel basah 0,75, kadar minyak pada sampel kering
16,26 pada percobaan ketiga. Dengan demikian, kadar kehilangan minyak (oil
losses) masih sesuai dengan standart pabrik 0,50 – 1 %.
CONTENT DETERMINATION OF OIL LOSS ( OIL LOSSES )
IN FINAL EFFLUENT
ABSTRACT
DAFTAR ISI
Daftar Lampiran ... xii
BABI Pendahuluan ... 1
1.1 Latar Belakang ... 1
1.2 Permasalahan... 3
1.3 Tujuan ... 3
1.4 Manfaat ... 3
BAB 2 Tinjauan Pustaka42.1 Perkembangan kelapa sawit ... 4
2.2 Varietas Kelapa Sawit... 5
2.2.1 Klasifikasi ... 5
2.2.2 Tipe – Tipe Kelapa Sawit ... 6
2.3 Panen Kelapa Sawit ... 10
2.4 Kriteria Matang Panen ... 10
2.4.1 Cara Panen ... 10
2.4.2 Fraksi TBS dan Mutu Panen ... 11
2.5 Minyak Sawit ... 12
2.5.1 Sifat Fisika Kimia minyak Kelapa ... 14
2.5.2 Komposisi Minyak Kelapa Sawit ... 15
2.5.3 Keunggulan Minyak Kelapa Sawit ... 16
2.5.4 Pemanfaatan Minyak Kelapa Sawit ... 16
2.6 Mutu Minyak Sawit ... 18
2.7 Proses Pengolahan Tandan Buah Segar di Stasiun Perebusan 20 2.8 Limbah Cair ... 21
BAB 3 Bahan dan Metode16
3.1 Alat dan Bahan ... 16
3.1.1 Alat ... 16
3.1.2 Bahan ... 17
3.2 Prosedur ... 17
3.2.1 Penentuan % kadar air ... 17
3.2.2 Penentuan % kadar minyak ... 18
BAB 4 Data dan Pembahasan ... 20
4.1 Data ... 20
4.2 Perhitungan ... 21
4.3 Pembahasan ... 27
BAB 5 Penutup ... 28
5.1 Kesimpulan ... 28
5.2 Saran ... 29
DAFTAR TABEL
Halaman
DAFTAR GAMBAR
Halaman
Lampiran 1 : proses setora nitens proses pengolahan kelapa sawit ... 31
ABSTRAK
Telah dilakukan penentuan Kadar kehilangan minyak (Oil Losses) pabrik kelapa sawit di PT. Daya Labuhan Indah (DLI), berdasarkan pengeringan sampel yang di ambil dari final effluent dengan oven, dan di sokhletasi dengan dengan
menggunakan pelarut N-heksan, diperoleh kadar air 96,73, kadar minyak pada
sampel basah 0,78, kadar minyak pada sampel kering 23,82 pada percobaan
pertama, diperoleh kadar air 96.5, kadar minyak pada sampel basah 0,75, kadar
minyak pada sampel kering 21,81 pada percobaan kedua, diperoleh kadar air
94,85, kadar minyak pada sampel basah 0,75, kadar minyak pada sampel kering
16,26 pada percobaan ketiga. Dengan demikian, kadar kehilangan minyak (oil
losses) masih sesuai dengan standart pabrik 0,50 – 1 %.
CONTENT DETERMINATION OF OIL LOSS ( OIL LOSSES )
IN FINAL EFFLUENT
ABSTRACT
BAB I
PENDAHULUAN
1.1Latar Belakang
Produksi bahan polimer mentah dan pengubahannya menjadi barang-jadi
merupakan kegiatan industri polimer.Berbagai industri lainnya terkait pada
industri polimer,misalnya industri mesin dan kimia yang menghasilkan peralatan
dan bahan yang diperlukan untuk memproduksi dan mengubah
polimer.Disamping itu industri polimer terkait pula pada industri pemakai
komponen yang terbuat dari bahan polimer. Akibatnya industri polimer dapat
dipandang sebagai industri perekonomian negara industri.Salah satu industri
polimer adalah industri pengolahan karet.
Dengan penemuan cara pembuatan ban dan perkembangan pabrik,maka
permintaan karet terus meningkat.Perkebunan – perkebunan berkembang pesat
terutama di Indonesia.Dewasa ini, Karet merupakan bahan yang menghasilkan
lebih dari 50.000 jenis barang .Dari produksi karet alam,46% digunakan untuk
pembuatan ban dan selebihnya untuk karet busa,sepatu dan beribu – ribu jenis
Perusahaan yang menggunakan bahan baku karet yang diolah sampai
menjadi barang setengah jadi semakin banyak membutuhkan karet sebagai sumber
bahan mentahnya. PT. Industri Karet Nusantara merupakan salah satu industri
karet yang memproduksi benang karet sejak tahun 1992.Benang karet yang
diproduksi tersebut berbahan baku lateks pekat dengan kadar karet kering 60%.
Secara garis besar, untuk menghasilkan mutu benang karet yang baik
hendaknya menggunakan lateks yang baik, yaitu lateks yang massa
penyimpanannya tidak terlalu lama karena lateks yang sudah disimpan terlalu
lama akan mempengaruhi mutu yang dihasilkan nantinya.Hal ini terlihat dari
parameter uji yang digunakan untuk lateks pekat salah satunya dilakukan
parameter mutu diantaranya adalah waktu kemantapan mekanis (MST)
lateks.Dimana waktu kemantapan mekanis ini harus sesuai dengan standar yaitu
500 – 2000 second.Salah satu parameter yang berkaitan dengan mutu benang
karet adalah regangan tarik (green modulus 300%).Apabila MST terlalu tinggi
maka benang karet yang dihasilkan akan mempengaruhi regangan tarik benang (
green modulus 300%) menjadi rendah.
Hal inilah yang membuat penulis tertarik membahas dan mengamatinya.Hasil pembahasan ini diwujudkan dalam bentuk karya ilmiah
dengan judul :
“PENGARUH REGANGAN TARIK BENANG KARET TERHADAP PENENTUAN WAKTU KEMANTAPAN MEKANIS LATEKS
1.2 Permasalahan
Dalam menentukan kualitas benang karet,banyak parameter-parameter
yang harus dipenuhi guna meningkatkan kualitas benang karet tersebut.Salah satu
parameter yang harus dipenuhi adalah waktu kemantapan mekanis lateks pekat
yang dapat mempengaruhi tegangan tarik terhadap benang karet yang dihasilkan.
1.3 Tujuan
1. Untuk mengetahui pengaruh regangan tarik (Green modulus)300% lateks
terhadap waktu kemantapan mekanis (MST)lateks benang karet.
2. Untuk mengetahui penentuan waktu kemantapan lateks pekat yang sesuai
agar dihasilkan sesuai standart.
1.4 Manfaat
Adapun manfaat dari penulisan ini adalah untuk memberi dan
mengembangkan wawasan bagi penulis dan untuk memberikan pengetahuan
mengenai hubungan waktu tegangan tarik 300% terhadap kemantapan mekanis
BAB II
TINJAUAN PUSTAKA
2.1 Sejarah karet
Sejak pertama kali ditemukan sebagai tanaman yang tumbuh secara liar
sampai dijadikan tanaman perkebunan secara besar – besaran,karet memiliki
sejarah yang cukup panjang.Apalagi setelah ditemukan beberapa cara pengolahan
dan pembuatan barang dari bahan baku karet, maka ikut berkembang pula industri
yang mengolah getah karet yang berguna untuk kehidupan manusia.
Tahun 1493 Michele de Cuneo melakukan pelayaran ekspedisi ke benua
Amerika yang dahulu di kenal sebagai “Benua Baru “. Dalam perjalanan ini
ditemukan sejenis pohon yang mengandung getah.Pohon itu hidup secara liar di
hutan-hutan pedalaman Amerika yang lebat.Orang-orang Amerika asli mengambil
getah dari tanaman tersebut dengan menebangnya.Getah yang didapat kemudia
dijadikan bola yang dapat dipantul-pantulkan.Bola ini di sukai penduduk asli
sebagai alat permainan.Penduduk Indian Amerika juga membuat alas kaki dan
tempat air dati getah tersebut.
Delapan belas tahun kemudian para pendatang dari Eropa
mempublikasikan penemua Michele de Cuneo. Saat publikasi bersamaan dengan
diperkenalkannya permainan bola yang dipantulkan yang merupakan permainan
tradisional bangsa Indian Aztec.Permainan ini selanjutnya menjadi permainan
Para ilmuwan berminat menyelidiki kandungan yang terdapat dalam bahan
tersebut agar dapat digunakan untuk membuat alat yang bermanfaat bagi
kehidupan manusia sehari-hari.Dengan peralatan dan pengetahuan yang masih
terbatas, ilmuwan pada zaman dahulu memisahkan karet menjadi tiga unsur.Unsur
–unsur tersebut adalah “susu”, ”lilin”, serta “bahan yang ringan dan bening”. (Tim
penulis PS. 1993).
2.2 Karet
Karet sudah lama sekali digunakan orang.Penggunaannya meningkat sejak
Goodyear pertama kali memvulkanisasikannya pada tahun 1839 dengan cara
memanaskan campuran karet dan belerang. Industri yang berbahan baku karet
alam (kemudian karet sintetik) banyak didirikan pada perkembangan industri
kendaraan bermotor. Karet alam,jika dipanasi akan menjadi lunak dan lekat,
kemudian dapat mengalir. Karet alam larut sedikit demi sedikit dalam benzena.
Akan tetapi, Bilamana karet alam divulkanisasi, yakni dipanasi bersama sedikit
belerang (sekitar 2%), ia menjadi bersambung bersilangan dan terjadi perubahan
yang luar biasa pada sifatnya. Karet yang belum divulkanisasi bersifat ‘regas’
ketika diregang, yakni makin melunak karena rantainya pecah-pecah dan kusut.
Namun, karet tervulkanisasi jauh lebih tahan regang. Kelarutannya berkurang
dengan makin banyaknya sambung silang, dan bahan tervulkanisasi hanya
menggembung sedikit jika disimpan dalam pelarut. Jika karet divulkanisasi
dengan jumlah belerang yang lebih besar (sekitar 30%), dihasilkan bahan yang
Ebonit dipakai untuk kotak aki mobil. Laju reaksi antara karet dan belerang dapat
ditingkatkan dengan penambahan ‘pemercepat’ yang terdiri dari senyawa organik
tertentu. (M. A. Cowd. 1991)
2.3 Pengolahan Lateks pekat
Lateks kebun umumnya mengandung kadar karet (KKK) antara 25 – 35%.
Lateks ini belum dapat dipasarkan karena masih terlalu encer dan belum sesuai
untuk digunakan sebagai bahan industri karet pada umumnya. Dengan
demikian,lateks ini perlu dipekatkan terlebih dahulu hingga memiliki kadar karet
kering 60% atau lebih. Lateks dengan KKK 60% dikenal dengan sebutan lateks
pekat (concentrated latex). Proses pembuatan dan pemasaran lateks pekat ini
telah sejak lama dikenal,sehingga produk jenis ini bukanlah merupakan hal yang
baru.
Proses pembuatan lateks pekat secara garis besar dapat dilakukan dengan
tiga cara yaitu : pemusingan (centrifuging), pendadihan (creaming), dan
penguapan (evaporating), akan tetapi cara yang disebut terakhir tidak banyak
2.3.1 Lateks Pusingan
Pada umumnya pengolahan lateks pekat dengan cara pemusingan
ditujukan untuk memproduksi lateks pekat amonia tinggi (HA-centrifuge).Urutan
pengolahannya adalah sebagai berikut :
1. Penerimaan lateks kebun
Lateks dari kebun harus dijaga kebersihannya dengan selalu menggunakan
peralatan yang bersih.Lateks diterima dalam bak penerimaan melalui saringan 80
mesh,diukur jumlahnya dan diaduk merata.Kemudian diambil contoh untuk
menentukan KKK dan kadar VFA-nya.Ke dalam lateks ditambahkan 2 – 3 gram
amoniak per liter lateks, kemudian diaduk. Apabila dikehendaki, sebelum
dimasukkan ke dalam alat pusingan. lateks dapat dialirkan melalui pusingan
pembersih (clarificator).
2. Pemusingan
Lateks dimasukkan ke dalam alat pusingan (centrifuge), lateks yang
dialirkan ke dalam alat pusingan oleh daya centrifuge yang berputar dengan
kecepatan 6000 – 7000 rpm, dipisahkan menjadi dua bagian yaitu lateks pekat dan
serum.
Supaya berjalan dengan baik, alat pusingan harus sering dibersihkan
karena setelah alat ini berjalan beberpa jam menjadi kotor oleh bagian kuning dari
lateks,magnesium-fosfat ,kotoran, dan lain – lain. Untuk menjaga kelancaran
biasanya digunakan dua buah alat pusingan atau lebih dengan “bowl” (piring)
Lateks pekat hasil pemusingan yang mengalir menuju tangki pencampur
dibubuhi dengan bahan pemantap. Bahan ini umumnya berupa larutan 10 – 20 %
-laurat (sejenis sabun) dengan dosis 0,05%. Fungsi dari larutan ini adalah
untuk meningkatkan kemantapan lateks pekat hasil pusingan. Selanjutnya dalam
tangki ditambah sehingga kadar dalam lateks menjadi 0,7% atau lebih.
3. Penyimpanan lateks pekat
Lateks pekat hasil pusingan meskipun telah ditambah dengan bahan
pemantap,lateks itu masih belum siap dipasarkan.Lateks pekat itu perlu
diperam/disimpan selama 2 minggu atau lebih. Pemeraman ini dimaksudkan agar
bahan pemantap berfungsi efektif. Selama pemeramana perlu diaduk setiap hari
unutk menjaga agar tidak terjadi pengendapan. Pengadukan dilakukan dengan
pengaduk rpm rendah (30 – 60 rpm) dilakukan selama 15 – 30 menit.
Volume setiap tangki sebaiknya dapat menampung hasil olahan selama 3
atau 6 hari bila dilakukan sistem sadap 3 hari sekali. Hal ini dimaksudkan agar
mutu lateks pekat dari tangki yang satu dengan yang lain akan sama.
4. Pengemasan
Pada umumnya pengemasan lateks pekat dilakukan dalam drum besi atau
plastik (volume 200 Liter). Bila menggunakan drum besi perlu terlebih dahulu
diberi bahan pelapis di bagian dalamnya. Pelapisan dengan lilin atau bitumen pada
bagian dalam drum mutlak diperlukan meskipun dengan konsekuensi penambahan
Secara ideal drum sebaiknya digunakan sekali pakai, tetapi harus jarang
untuk dipakai berulang kali dengan resiko dapat menurunkan mutu lateks pekat
yang dikemas.
Pada prinsipnya pengemasan lateks pekat harus dilakukan dalam wadah
yang sesuai, bersih, kering, dan tertutup rapat, disamping tersimpan dalam tempat
yang sejuk demi untuk menjaga mutu lateks tidak cepat menurun.
2.3.2 Lateks Dadih
Metode pemekatan lateks ini menggunkaan bantuan bahan kimia yang
berperan sebagai bahan pendadih. Jadi, berbeda dengan cara pusingan yang
menggunakan alat mekanis. Urutan pengolahan lateks dadih adalah sebagai
berikut :
1. Penerimaan lateks
Lateks diterima dalam tangki – tangki melalui saringan. Untuk dapat
diolah menjadi lateks pekat yang baik ,sangat diperlukan bahan lateks kebun yang
baik. Lateks ini harus telah diawetkan dengan bahan pengawet sedini mungkin
yaitu dengan menambahkan dengan kadar ≥ 0,7%. Di samping itu, untuk
mendapatkan hasil pendadihan yang baik sesuai dengan mutu standar, diperlukan
bahan lateks kebun dengan KKK ≥ 30%.
2. Pendadihan
Bahan lateks kebun yang telah dibubuhi dengan bahan pengawet dan telah
disaring itu dimasukkan ke dalam tangki pendadihan. Ke dalam tangki pendadih
larutan amonium alignat 1% untuk tiap liter lateks. Kemudian diaduk merata
dengan alat pengaduk yang berputar denagn kecepatan antara 200 – 400 rpm
selama 20 – 60 menit.
Setelah diaduk merata didiamkan selama beberapa waktu ( 3 – 4 minggu)
untuk memberi kesempatan partikel – partikel karet terkumpul pada bagian atas
dan skim di bagian bawah. Skim dari bagian bawah dikeluarkan untuk dialirkan
ke dalam bak pengumpul skim. Proses pendadihan yang baik akan menghasilkan
skim berkadar karet antara 3 – 5%.
3. Penyimpanan dan pengemasan
Penyimpanan dan pengemasan lateks dadih sama seperti yang dilakukan
pada lateks pusingan. Skim sebagai limbah pengolahan lateks pekat biasanya
diolah tersendiri dan dijual dalam bentuk bekuan basah atau dalam bentuk krep.
Krep skim ini termasuk gumpalan mutu rendah yang dapat diolah menjadi karet
remah.
Selain kedua cara pengentalan seperti yang telah diuraikan di atas,masih
dikenal satu cara lagi yaitu melalui proses penguapan. Pada dasarnya cara
pengentalan dengan penguapan adalah menguapkan air yang ada pada lateks.
Sebagai bahan pemantap dan pengawet digunakan sabun kalium dan basa KOH.
Lateks pekat hasil penguapan yang disebut Revertex Standart,mempunyai
kadar zat padat ± 73% dan kadar karet kering 68%. Disamping Revertex Standart
dijumpai pula lateks pekat hasil penguapan yang diawetkan dengan amonia,yaitu
2.4.Industri Benang Karet dan Limbahnya
PT.Industri Karet Nusantara (IKN) merupakan industri yang mengelola
bahan baku karet (lateks) menjadi produk jadi.Pabrik ini mempunyai 3 (tiga)
pabrik pengolahan,yaitu :
• Rubber Article Factory (RAF)
• Dipping Process Factory (DPF)
• Rubber Thread Factory(RTF)
Pabrik – pabrik ini mempunyai sistem pengolahan yang berbeda. Bahan
baku yang di gunakan DPF dan RTF adalah bahan baku lateks, sedangkan RAF
menggunakan bahan baku padat (karet yang telah kering).
Produk – produk yang di hasilkan ketiga pabrik tersebut adalah :
1. RAF menghasilkan artikel karet, pita karet, rubber cownmats, dock fender
dan conveyer belt
2. DPF menghasilkan sarung tangan karet
3. RTF menghasilkan benang karet
Bahan baku untuk pembuatan benang karet pada PT.Industri Karet
Nusantara Medan adalah lateks DRC 60% (lateks pekat hasil pemusingan ) yang
berasal dari Pusat Pengolahan Karet (PPK) PT.Perkebunan Nusantara III di kebun
Rambutan dan Membang Muda.
Pada umumnya lateks yang di hasilkan dari kebun adalah high amoniak
Thread Factory (RTF) adalah medium amoniak yang kadarnya 0,40 – 0,54%,
sebagai bahan pemantap di tambah larutan amonium laurat 20% dosis 4 – 5 ml/L.
Lateks pekat inilah yang dipakai sebagai bahan baku dalam pembuatan benang
karet.
Proses pembuatan karet menjadi benang karet dengan cara lateks pekat
yang masuk di periksa di laboratorium kimia dan di uji kemudian lateksnya di
simpan di tempat penyimpanan lateks yang tersedia .Disamping itu bahan – bahan
kimia yang akan di gunakan diperiksa dan di uji di laboratorium kimia. Lalu di
simpan di tempat yang tersedia lalu di timbang. Bahan kimia tersebut di proses
menjadi pengemulsi kemudian di masukkan ke dalam storage
masing-masing,setelah itu di timbang sesuai dengan formulasi yang di tentukan.kedua
bahan tersebut di campur di tangki inactive membentuk compound. Active
compound tersebut di maturasi untuk proses pematangan lalu di homogenkan
dengan mixer. Setelah homogen, compound di periksa dan didinginkan ke dalam
cooling storage tank pada temperatur tertentu. Setelah pendingin active compound
di periksa kemudian di lewatkan ke dalam feeding sistem yang berfungsi sebagai
penyimpanan sementara agar buih dan kotoran yang ada dapat hilang. Compound
active tersebut di alirkan ke dalam header dan di teruskan melalui capillary dalam
acid bath yang berfungsi untuk menggumpalkan agar berbentuk benang.
Kemudian di bilas dengan menggunakan air panas pada suhu 60-70 C pada water
bath kemudian di keringkan dalam drying oven pada suhu 105-110 C, lalu di
lewatkan melalui talcum ribboning agar berbentuk pita-pita benang,, lalu di
vulkanisasi dan didinginkan. Dan hasil akhirnya terbintuk pita benang karet yang
akan di ekspor ( PT.Industri Karet Nusantara, 2008).
2.5 Parameter dan Standart Mutu
Dewasa ini permintaan konsumen terhadap mutu lateks pekat jauh lebih
baik dari persyaratan mutu yang ditetapkan ASTM (American Society for Testing
and Material) D.1076, seperti kadar yang diisyaratkan oleh ATM D.1076
adalah maksimum 1.0%,tetapi saat ini konsumen hanya menghendaki dan hanya
mau membeli lateks pekat yang mempunyai kadar maksimum 0.280% untuk
lateks pekat jenis amonia rendah serta 0. 750% untuk lateks pekat jenis amonia
tinggi (HA). Juga demikian halnya dengan parameter waktu uji kemantapan
mekanis (MST = Mechanical Stability Time ), menurut ASTM D.1076 nilai MST
adalah 650 detik,tetapi konsumen menghendaki lateks pekat yang mempunyai
kemantapan mekanis sekitar 1000 sampai 1200 detik. Oleh sebab itu para
produsen lateks harus dapat mengikuti perkembangan mutu yang diinginkan
konsumen agar dapat bersaing merebut pasaran secara luas.
Beberapa definisi dari parameter lateks pekat yaitu :
a) Kadar karet kering (Dry Rubber Content/DRC)
Kadar karet kering adalah menunjukkan banyaknya kadar karet kering
yang terdapat di dalam lateks yang digumpalkan dengan asam,digiling dan
kemudian dikeringkan pada suhu 70 C selama 16 jam atau pada suhu
b) Jumlah padatan total (Total Solid Content/TSC)
Jumlah padatan total adalah menunjukkan banyaknya zat padat yang
terdapat di dalam lateks yang tidak dapat menguap bila dikeringkan pada
suhu 70 C selama 16 jam atau pada suhu 100 C selama 2 jam.
c) Kadar
Kadar amoniak adalah jumlah amoniak yang terdapat dalam lateks.
d) Uji waktu kemantapan mekanis (Mechanical Stability Time/MST)
Waktu kemantapan mekanis adalah waktu (detik) yang dibutuhkan untuk
memulai menunjukkan koagulasi bila dipusingkan dengan kecepatan
14000 rpm. Nilai kemantapan mekanis tersebut menunjukkan mudah
tidaknya lateks pekat tersebut mengalami penggumpalan selama proses
penyimpanan.
e) Bilangan asam lemak mudah menguap (Volatyle Fatty Acid/VFA)
Bilangan asam lemak yang mudah menguap adalah jumlah asam lemak
yang mudah menguap berantai pendek yang terdapat dalam lateks pekat
yang mengandung 100 gram padatan total. Bilangan VFA menunjukkan
tingkat kebusukan lateks pekat. Semakin tinggi bilangan VFA akan
semakin buruk kualitas lateks pekat tersebut.
f) Bilangan KOH (KOH Number)
Jumlah gram KOH yang dibutuhkan untuk menetralkan asam lemak dalam
lateks pekat yang mengandung 100 gram padatan total.
2.6 Pengujian sifat mekanisme karet
Pengujian sifat kekuatan-tarik ( ),kemuluran ( dan kekuatan-bentur.
Sifat mekanis biasanya dipelajari dengan mengamati sifat kekuatan-tarik (
menggunakan alat tensometer atau dinamometer, bila terhadap bahan di berikan
tegangan Secara praktis, kekuatan tarik diartikan sebagai besarnya beban
maksimum ( ) yang dibutuhkan untuk memutuskan spesimen bahan,dibagi
dengan luas penampang bahan.
Karena selama di bwah pengaruh tegangan,spesimen mengalami
perubahan bentuk (deformasi) maka definisi kekuatan tarik dinyatakan dengan
luas penampang semula ( ).
= /
Selama deformasi , dapat diasumsikan bahwa volume spesimen tidak
berubah, sehingga perbandingan luas penampang semula dengan penampang
setiap saat, /A = 1/ , dengan 1 dan masing - masing adalah panjang
spesimen setiap saat dan semula. Bila didefinisikan besaran kemuluran ( sebagai
nisbah pertambahan panjang terhadap panjang spesimen semula ( ),
maka diperoleh hubungan,
A = / (1 + )
Hasil pengamatan sifat kekuatan tarik ini dinyatakan dalam bentuk kurva
tegangan, yakni nisbah beban dengan luas penampang adalah F/A, terhadap
kurva tegangan-tegangan ini merupakan karakteristik yang menunjukan indikasi
sifat mekanis bahan yang lunak, keras, kuat, lemah, rapuh atau liat.
Bila bahan polimer (elastis) dikenakan gaya tarikan dengan laju yang
tetap, mula – mula kenaikan tegangan yang diterima bahan berbanding lurus
dengan perpanjangan spesimen. Sampai dengan titik elastis bilamana tegangan
dilepaskan maka spesimen akan kembali seperti bentuk semula, tetapi bila
tegangan dinaikkan sedikit saja,akan terjadi perpanjangan yang besar. Kemiringan
kurva pada keadaan ini disebut modulus atau kekakuan, sedang besarnya tegangan
dan perpanjangan mencapai titik elastis ini maisng-masing disebut tegangan yield
dan kemuluran pada yield.
Sifat mekanis yang lain adalah kekuatan bentur yang didefinisikan sebagai
energi yang diperlukan untuk memecah spesimen. Ada dua cara umum untuk
mengukur kekuatan bentur . Dalam cara pertama,spesimen ditempatkan pada
suatu “pemegang” dengan salah satu ujungnya vertikal di atas pemegang.
Suatu pendulum dengan bobot dan sudut tertentu diayunkan pada
spesimen sampai terjadi patahan. Cara kedua menggunakan beban,yang berupa
bola atau batang logam, yang dijatuhkan pada spesimen dari ketinggian tertentu.
Kekuatan bentur dihitung dari energi benda jatuh yang digunakan untuk
memcahkan spesimen sampai setengah bagian (B. Wirjosentono,1995).
2.7 Modulus
Untuk suatu tegangan yang sederhana, tegangan tarik adalah sebanding
tegangan putus = tegangan tarik x konstanta
konstanta E, dikenal sebagai modulus young. Ia mempunyai satuan yang sama
seperti tegangan, yaitu .
E =
Harga E dapat diturunkan dati tegangan putus –tegangan tarik atau grafik
perpanjangan putus dalam uji tegangan tertentu, dimana untuk digunakan untuk
control kualitas rutin. Bahan pengujian dipusatkan pada suatu kenaikkan tegangan
putus dan menghasilkan perubahan pada panjang yang diplotkan sebagai suatu
tensilgram.
Tegangan putus , diartikan sebagai permukaan per satuan dari daerah
perpotongan dan diukur dalam Megapascal. Tegangan tarik , diartikan sebagai
bagian dari perubahan panjang ( ), dimana adalah panjang awal dan
adalah selisih dari panjang awal dan panjang akhir. Mesin pengujian digunakan
untuk mengukur tegangan yang dibuat dalam bentuk kurva perpanjangan putus ke
dalam kurva tegangan putus-tegangan tarik oleh hubungan dan
, dimana adalah besaran awal. adalah konstanta.
BAB III
BAHAN DAN METODE
3.1 Alat dan Bahan 3.1.1 Alat
a. Alat di Laboratorium Kimia
- Plastick beaker (PB) MST
- Neraca Analitis
- thermometer
- Klaxon Stirer
- Water Bath
- Botol Aquadest
- Cawan Petridish
- Stopwatch
b. Alat di Laboratorium Fisika
- Cutting Apparatus/Alat Potong Benang
- Alat Uji Dynamometer
- Loops Machine/Mesin Loops
- Kertas Grafik
3.1.2 Bahan
- Lateks Pekat
- Aquadest
- Benang Karet
3. 2 Prosedur
3.2.1 Prosedur di Laboratorium Kimia
Penentuan MST Lateks Pekat
1. Timbang sampel lateks sebanyak
Gram lateks pekat sampel =
2. Tambahkan NH3 1,6% (untuk lateks pekat HA dan MA) atau NH3 0,6%
(untuk lateks pekat LA ) sampai 100g.
3. Panaskan diatas water bath sambil diaduk sampai didapat temperature 36 –
37oC.
4. Timbang dengan segera 80 ± 0,5 lateks pekat yang telah dipanaskan pada
plastik beaker (PB) MST.
5. Periksa temperature lateks pekat (dinginkan 35 ± 1oC).
6. Tempatkan PB MST pada posisinya dan stirrer sampel tersebut jika
kecepatan telah konstan 14.000 rpm ± 200 rpm, dihidupkan stopwatch
7. Penentuan titik akhir dilakukan dengan mengambil sedikit sampel yang
distirer dan dimasukkan kedalam cawan petridish yang berisi air, maka
diperlukan air akan mendapat gumpalan – gumpalan kecil putih yang
tidak pecah jika petridish digoyangkan, titik akhir dapat dilihat juga
dengan menurunnya permukaan lateks pekat dan perubahan suara dari
Stirring.
8. Untuk menghindari terjadinya kesalahan – kesalahan analisa dilakukan test
akhir ini setuiap 15 detik, test ini dilakukan duplo. Jika perbedaan test
pertama dan kedua 5% masih dapat diterima jika lebih besar 5% ulangi
test.
9. Perhitungan
MST (second rata – rata)
10.Catat hasil test pada formulir.
3. 2. 2 Prosedur di Laboratorium Fisika
Penentuan Green Modulus 300%
1. Ambil benang karet dari sampel sebanyak ± 8 meter sesuai dengan
standard loops yang diinginkan.
2. Ambil benang karet dari sampel sebanyak ± 8 meter sesuai dengan
standard loops yang diinginkan
a. Diukur kecepatan motor Dynamometer dengan kecepatan 550mm/
b. Dipasang kertas grafik pada posisi yang telah ditetapkan
c. Pasang pena rotring, pastikan pena rotring berfungsi baik.
3. Tekan tombol Down dan pastikan pena rotring berfungsi baik
4. Setelah skala menunjukkan angka 300% tekan tombol stop
5. Tutup pena rotring dan tekan tombol Up alat akan mati secara otomatis
6. Putar posisi kertas keatas keposisi semula (berlawanan jarum jam) untuk
membaca hasil testing
7. Potong sampel sepanjang 98,23 cm dan hitung total section dengan cara :
Total section x jumlah loops (gulungan)
Total section = 2x section x jumlah loops
8. Baca hasil testing dengan petunjuk modulus 300% yang telah ditetapkan
9. Hitung green modulus 300% dengan cara :
CA 300% =
BAB IV
HASIL DAN PEMBAHASAN
4.1 Hasil
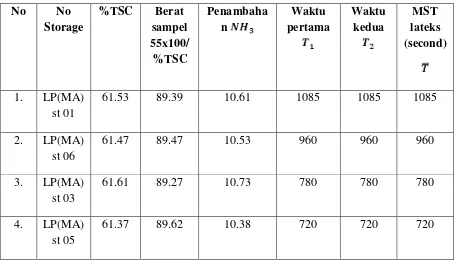
Hasil pengamatan dari laboratorium kimia untuk analisa Waktu
Kemantapan Mekanis (MST) lateks pekat dari %TSC pada tabel 4.1 di bawah ini :
Table 4.1 Hasil Pengamatan MST lateks pekat dari %TSC
No No
Hasil pengamatan dari laboratorium fisika untuk analisa green modulus
300% pada tabel 4.2 di bawah ini :
Table 4.2 Hasil Analisa Green Modulus 300%
2631 0.362 8.688 2489
2712 0.357 8.568 2681
2725 0.348 8.352 2793
2821 0.351 8.424 2893
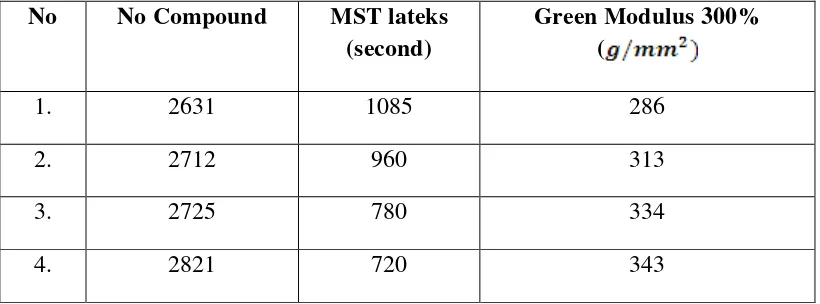
Hasil perhitungan analisa MST lateks dengan green modulus pada tabel
4.3, data metode least square pada tabel 4.4, dan data persamaan garis regresi pada
tabel 4.5 di bawah ini :
Tabel 4.3 Hasil Perhitungan Analisa MST Lateks Dengan Green Modulus 300%
No No Compound MST lateks (second)
Green Modulus 300% (
1. 2631 1085 286
2. 2712 960 313
3. 2725 780 334
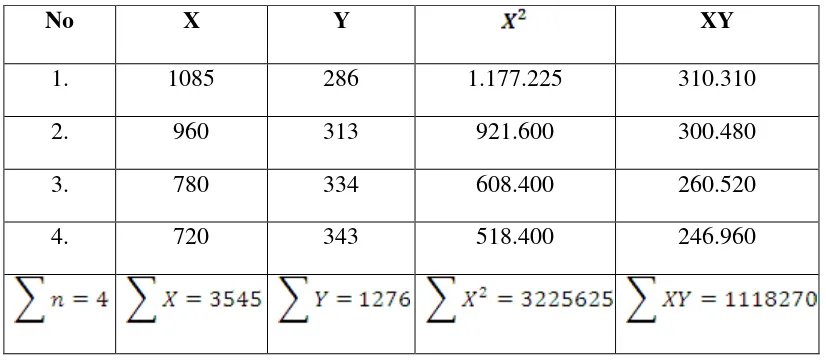
Tabel 4.4 Data Metode Least Square
No X Y XY
1. 1085 286 1.177.225 310.310
2. 960 313 921.600 300.480
3. 780 334 608.400 260.520
4. 720 343 518.400 246.960
Tabel 4.5 Data persamaan garis regresi
No X (MST lateks) Y (Modulus 300%)
1. 1085 289. 24
2. 960 307. 99
3. 780 334,99
4. 720 343,99
4. 2 Perhitungan
• Perhitungan Kadar TSC (%TSC) dalam persamaan di bawah ini (contoh
pada LP (MA) st 01 pada tabel 4.1) sebagai berikut :
Dimana : A = Petridish kosong
B = Petridish + sampel basah
C = Petridish + sampel kering
- Storage LP(MA) st 01
1. berat lateks kering = 1.9158 g
berat lateks basah = 3.1107 g
petridish = 41.8544 g
(%) TSC = x 100% = 61.59 %
2. berat lateks kering = 2.1852 g
berat lateks basah = 3.5540 g
petridish = 38.9734 g
(%) TSC = x 100% = 61.48 %
Jadi (%) TSC dirata-ratakan = = 61.53 %
• Penentuan waktu kemantapan mekanis (MST) lateks pekat dilakukan dengan
menggunakan test duplo dengan persamaan di bawah ini (contoh pada LP
(MA) st 01 pada tabel 4.1) sebagai berikut :
dimana : = waktu rata – rata (MST)
= waktu pertama
= waktu kedua
- Storage LP(MA) st 01
= 1085
= 1085
= = 1085 Second
• Penentuan green modulus 300% dalam persamaan di bawah ini (contoh pada
compound no.2631 pada tabel 4.2) sebagai berikut :
Modulus 300% =
Total section = 2 x section x jumlah loops
Jumlah loops count 37 = 12 mm
- Compound no.2631
Hasil pembacaan grafik skala 300% = 286 g
Total section = 2 x 0.362 mm x 12 mm = 8.688
Modulus 300% =
= 286
Metode least square
A. Penentuan Slope
a =
a =
a =
= -0,15
B. Penentuan intersept
b =
b =
b =
Persamaan garis regresi
Y = ax + b
= -0,15 (1085) + 451,99
= 289.24
= -0,15 (960) + 451,99
= 307.99
= -0,15 (780) + 451,99
= 334,99
= -0,15 (720) + 451,99
4.3 Pembahasan
Analisis waktu kemantapan mekanis (MST) dilakukan dengan cara
menghitung waktu rata – rata di dalam Klaxon Stirer pada suhu C hingga
menurunnya permukaan lateks pekat dan perubahan suara dari Stirring.Waktu
kemantapan mekanis ini sangat berpengaruh pada salah satu sifat fisik benang
karet yang dihasilkan yaitu regangan tarik (greeen modulus 300%), dimana
keduanya memiliki hubungan berbanding terbalik. Dari data yang diperoleh dapat
disimpulkan bahwa ,apabila waktu kemantapan mekanis diperoleh 1085 second
maka nilai green modulus 300% yang dihasilkan adalah 289. 24 , apabila
waktu kemantapan mekanis diperoleh 720 second maka nilai green modulus
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Apabila waktu kemantapan mekanis tinggi, maka green modulus 300% akan
rendah, sebaliknya apabila waktu kemantapan mekanis rendah, maka green
modulusnya akan tinggi pula. Hubungan antara waktu kemantapan mekanis
lateks dengan regangan tarik suatu benang karet adalah berbanding terbalik
2. Standar waktu kemantapan mekanis yang sesuai agar didapat green modulus
yang baik adalah sekitar 650 – 900 second. Apabila waktu yang didapat di
bawah 650 second maka green modulus 300% benang karet yang dihasilkan
tidak bagus, dimana benang akan sangat rapuh/mudah putus, dan jika waktu
yang didapat di atas 900 maka green modulus 300% juga kurang baik, dimana
benang akan menjadi keras /kaku sehingga kurang elastis.
5.2Saran
1. Sebaiknya prosedur penentuan MST lateks dilakukan lebih dari dua kali, dan
pemeriksaan dalam penentuan MST lateks dilakukan dengan teliti agar
didapat data yang lebih akurat.
2. Sebaiknya pemeriksaan tegangan tarik benang karet dilakukan secara manual
dan otomatis(dengan komputer) sehingga diketahui hasil mana yang lebih
DAFTAR PUSTAKA
Loganathan,K. S, (1998), . Rubber Engineering, Indian Rubber Institute.
Mc Graw Hill Publishing, New Delhi.
Ompusunggu M, (1997), . Penanganan Bahan Baku Lateks dan Pengolahan
SIR-3 CV dan SIR-3L, Pusat Penelitian Karet Sungai Putih, Medan.
PT.Industri Karet Nusantara.2008.Laporan Kerja Lapangan Pabrik Benang
Karet.
Tanjung Morawa.medan.
Tim Penulis PS,(1993),. Karet : Strategi Pemasaran Tahun 2000,Budidaya dan
Pengolahan, Cetakan Kedua, Penerbit Swadaya, Jakarta.
Wirjosentono,Basuki,. (1995),. Analisis dan Karakteritik Polimer,USU
FLOWCHART PROCESS RUBBER THREAD FACTORY
Incoming latex incoming
chemical
Inpection & test Inpection & test
Chemical storage
Latex inpection weighing
DWT
weighing
DWP in-active compound DES
Feeding system
Cougulating (in acid batch)
washing
drying
talcum oven
talcum box
ribboning
inspection of count
boxes
weighing
packing
final product storage
inspection for MP & product assement
Delivery
Legend :
Inspection & inspection storage operation Keterangan :
Operation WTP : water treatment plant
WTST : water treatment storage tank
DWP : demin water plant
DWST : demin water storage tank
LST : latex storage tank
WLT : weighing latex
DST : dispersion storage tank
EST : emulsion storage tank
SST : emulsion storage tank
DES : dispersion emulsion solute