SKRIPSI
MENYUSUN STANDARD OPERATING PROCEDURE (SOP) PEMBUATAN COOKIES UNTUK SKALA LABORATORIUM
DI PT ARNOTT’S INDONESIA, BEKASI
Oleh
IDHAM AFFANDI F24103056
2007
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
Idham Affandi. F24103056. Menyusun Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium di PT Arnott’s Indonesia, Bekasi. Di bawah bimbingan Tjahja Muhandri, STP, MT, Prof.Dr. Ir. C. Hanny Wijaya, MAgr dan Ir. Natalia Sinta Dewi
ABSTRAK
Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium dibutuhkan oleh Departemen Penelitian dan Pengembangan (Research and Development Department) PT Arnott’s Indonesia sebagai alat bantu untuk melakukan pengembangan, baik dari segi ingredient maupun proses. Pengembangan ingredient diantaranya adalah formulasi, jenis tepung, flavour, dan sebagainya. Saat ini belum tersedia SOP pembuatan cookies untuk skala laboratorium.
SOP pembuatan cookies skala laboratorium merupakan simulasi dari kondisi pembuatan cookies di dalam proses produksi dari mulai menimbang sampai produk dikemas (packing). Agar hasil produk cookies yang diperoleh di skala laboratorium sama dengan hasil produk cookies di skala proses produksi.
Tujuan penelitian ini adalah membuat Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium sebagai acuan internal Departemen Penelitian dan Pengembangan, PT Arnott’s Indonesia untuk mengembangkan produk baru khususnya dalam skala laboratorium sebelum memasuki skala produksi.
Metode yang digunakan untuk penyusunan SOP pembuatan cookies untuk skala laboratorium adalah (1) mempelajari SOP skala laboratorium, (2) mempelajari proses pembuatan cookies skala laboratorium yang dilakukan, (3) studi pustaka, (4) diskusi basis penetapan variabel proses, (5) uji coba pada berbagai variabel proses, (6) evaluasi mutu cookies untuk menetapkan variabel proses terpilih, (7) penyusunan draft SOP, (8) uji coba SOP untuk membuat cookies, (9) evaluasi kemudahan pemahaman SOP oleh karyawan R&D, (10) perbaikan SOP, dan (11) uji coba untuk pemilihan flavour.
Bahan-bahan yang digunakan untuk pembuatan cookies adalah shortening, emulsifier, gula halus, garam, dekstrosa, natrium bikarbonat, ammonium bikarbonat, air, tepung terigu lunak, dan kemasan metalize. Serta alat- alat yang digunakan untuk pembuatan cookies adalah timbangan elektrik, timbangan analitik, varymixer, microwave tipe double heating, sealer, sendok, plastik rolling, roller, sudip, molder lingkaran, loyang lingkaran, dan solet.
SOP pembuatan cookies untuk skala laboratorium diperoleh waktu dan kecepatan mixing dengan tahap pertama dan kedua selama 1 menit speed low dan 5 menit speed high dan mixing tahap ketiga selama 6 menit dengan speed low dengan menggunakan varymixer, relaksasi (standing time) selama 15 menit, tahapan baking dengan mengatur suhu dan lama waktu baking dengan tahap pertama suhu 1800C selama 2 menit dan tahap kedua suhu 1600C selama 4 menit dengan menggunakan microwave tipe double heating, dan waktu cooling time selama 10 menit.
MENYUSUN STANDARD OPERATING PROCEDURE (SOP) PEMBUATAN COOKIES UNTUK SKALA LABORATORIUM
DI PT ARNOTT’S INDONESIA, BEKASI
Oleh
IDHAM AFFANDI F24103056
SKRIPSI
Sebagai salah satu syarat untuk mendapatkan gelar Sarjana Teknologi Pertanian
Pada Departemen Ilmu dan Teknologi Pangan Fakultas Teknologi Pertanian
Institut Pertanian Bogor
2007
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
MENYUSUN STANDARD OPERATING PROCEDURE (SOP) PEMBUATAN COOKIES UNTUK SKALA LABORATORIUM
DI PT ARNOTT’S INDONESIA, BEKASI
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian Institut Pertanian Bogor
Oleh
IDHAM AFFANDI F24103056
Dilahirkan pada tanggal 7 September 1984 Di Jakarta
Tanggal lulus: Agustus 2007 Menyetujui,
Bogor, Agustus 2007
Tjahja Muhandri, STP, MT Prof.Dr. Ir. C. Hanny Wijaya, M. Agr Dosen Pembimbing I Dosen Pembimbing II
Ir. Natalia Sinta Dewi Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah, MSc
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala karunia-Nya sehingga penulis dapat menyelesaikan skripsi ini. Skripsi dengan judul “Menyusun Standard Operating Procedure (SOP) Pembuatan Cookies Untuk Skala Laboratorium di PT Arnott’s Indonesia, Bekasi” ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian pada Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Penulis berterima kasih kepada Tjahja Muhandri, STP, MT dan Prof. Dr. Ir. C. Hanny Wijaya, M.Agr selaku dosen pembimbing akademik I dan II dan Ir. Natalia Sinta Dewi sebagai pembimbing lapang di PT Arnott’s Indonesia, atas kebaikan dan kesediaannya dalam mengarahkan dan memotivasi penulis selama penyelesaian skripsi ini.
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Namun demikian, penulis berharap skripsi ini dapat bermanfaat untuk masa depan.
Bogor, Agustus 2007
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta pada tanggal 7 September 1984 dari ayah Arfandy Harwin dan ibu Susan Andriani. Penulis merupakan putra pertama dari tiga bersaudara.
Penulis lulus dari SMU Negeri 1 Ciputat pada tahun 2003 dan pada tahun yang sama lulus seleksi masuk IPB melalui jalur Undangan Seleksi Mahasiswa IPB (USMI). Penulis masuk di Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian.
Penulis pernah menjadi Asisten Praktikum Kimia dan Biologi TPB tahun ajaran 2005/2006 serta staf pengajar bimbingan belajar tingkat SLTP dan SMA selama mengikuti perkuliahan. Selain itu, penulis juga aktif mengikuti organisasi yaitu Dewan Perwakilan Mahasiswa (DPM) Fakultas Teknologi Pertanian (2005-2006), Himpunan Mahasiswa Peduli Pangan Indonesia (HMPPI) (2005-2006) dan menjadi panitia beberapa acara, antara lain Bedah Buku “Penyebab Amalan Rusak”.
DAFTAR ISI
Halaman
ABSTRAK………...………..iv
KATA PENGANTAR ………...……….…………...…..v
RIWAYAT HIDUP……….………..….………..…….vi
DAFTAR ISI ……….………...……….……...………vii
DAFTAR TABEL ……….……...………....………... viii
DAFTAR GAMBAR ………...………...………….………..ix
DAFTAR LAMPIRAN………...…………...……….…………..x
I. PENDAHULUAN………...……….………....…….1
A. Latar Belakang ………....…………...…...…………...1
B. Tujuan..……...………...…...2
C. Manfaat………...………...………..………...2
II. TINJAUAN PUSTAKA ………...………...3
A. Standard Operating Procedure (SOP)………..…..………..…3
B. Uji Sensori………...……...……..………6
C. Cookies………...…………...………...7
IV. METODOLOGI PENELITIAN ………..…..………...11
A. Deskripsi Magang………...11
B. Penyusunan Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium ………...….13
C. Bahan dan Alat………...15
V. HASIL DAN PEMBAHASAN ………...…...16
A. Tinjauan Umum Perusahaan………...16
B. Penyusunan Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium…...19
VI. KESIMPULAN DAN SARAN ………...30
A. Kesimpulan ………....………....…...…...39
B. Saran………....………...…...39
DAFTAR PUSTAKA ………...…...41
DAFTAR GAMBAR
Halaman Gambar 1. Diagram alir penyusunan Standard Operating Procedure (SOP)
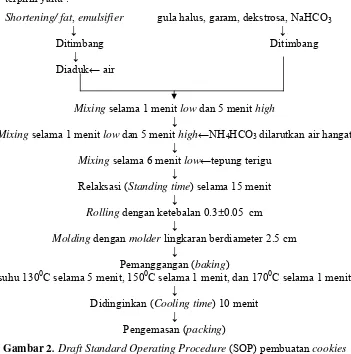
untuk skala laboratorium ……... 20 Gambar 2. Draft Standard Operating Procedure (SOP) pembuatan cookies
untuk skala laboratorium dengan microwave triple heating………....25 Gambar 3. Hasil perbaikan draft Standard Operating Procedure (SOP)
pembuatan cookies untuk skala laboratorium dengan microwave triple heating………...….26 Gambar 4. Diagram alir proses produksi cookies di PT Arnott’s Indonesia...27 Gambar 5. Standard Operating Procedure (SOP) pembuatan cookies untuk
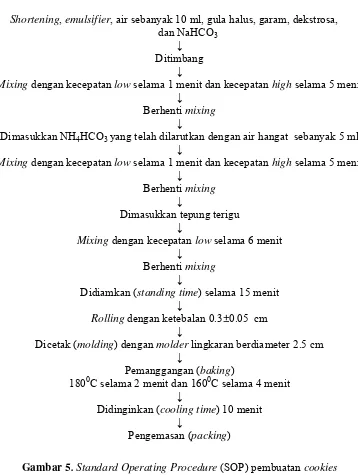
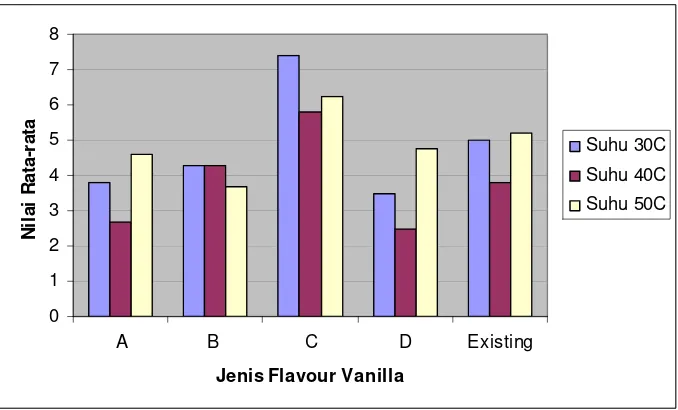
skala laboratorium dengan microwave tipe double heating…...32 Gambar 6. Grafik intensitas flavour vanilla disimpan pada suhu 300, 400,
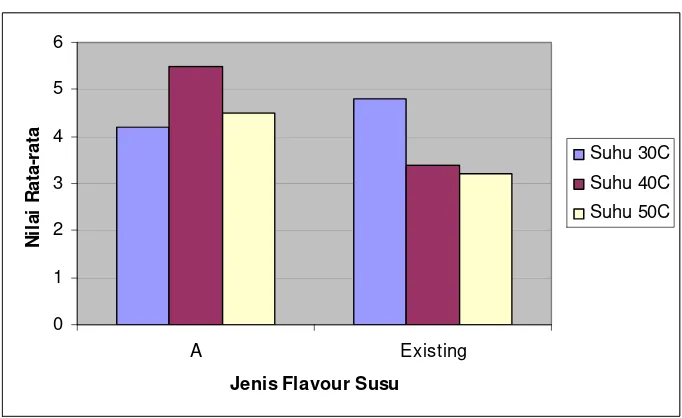
dan 500 C selama 2 minggu…………...………....……….34 Gambar 7. Grafik intensitas flavour susu disimpan pada suhu 300 ,400,
dan500selama 2 minggu………...…....….………….35 Gambar 8. Grafik intensitas flavour telur disimpan pada suhu 300,400,
dan 500selama 2 minggu………...……….36 Gambar 9. Grafik intensitas flavour butter disimpan pada suhu 300, 400,
DAFTAR TABEL
Halaman Tabel 1. Syarat Mutu Biskuit SNI 01-2973-1992. ……...…...8 Tabel 2. Formula pembuatan baru cookies …...…...21 Tabel 3. Evaluasi mutu cookies untuk menetapkan variabel suhu dan lama waktu
baking yang terpilih dengan menggunakan microwave jenis triple
heating...………...23 Tabel 4. Evaluasi mutu cookies untuk menetapkan variabel suhu dan lama waktu
baking yang terpilih dengan menggunakan microwave jenis double
DAFTAR LAMPIRAN
Halaman Lampiran 1. Bentuk kuesioner screening flavour vanilla………...42 Lampiran 2. Hasil intensitas flavour vanilla dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...43 Lampiran 3. Hasil intensitas flavour vanilla dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...44 Lampiran 4. Hasil intensitas flavour vanilla dalam cookies disimpan dalam
suhu 500C selama 2 minggu ...45 Lampiran 5. Hasil intensitas flavour susu dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...46 Lampiran 6. Hasil intensitas flavour susu dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...47 Lampiran 7. Hasil intensitas flavour susu dalam cookies disimpan dalam
suhu 500C selama 2 minggu ...48 Lampiran 8. Hasil intensitas flavour telur dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...49 Lampiran 9. Hasil intensitas flavour telur dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...50 Lampiran 10. Hasil intensitas flavour telur dalam cookies disimpan dalam
suhu 500C selama 2 minggu ...51 Lampiran 11. Hasil intensitas flavour butter dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...52 Lampiran 12. Hasil intensitas flavour butter dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...53 Lampiran 13. Hasil intensitas flavour butter dalam cookies disimpan dalam
SKRIPSI
MENYUSUN STANDARD OPERATING PROCEDURE (SOP) PEMBUATAN COOKIES UNTUK SKALA LABORATORIUM
DI PT ARNOTT’S INDONESIA, BEKASI
Oleh
IDHAM AFFANDI F24103056
2007
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
Idham Affandi. F24103056. Menyusun Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium di PT Arnott’s Indonesia, Bekasi. Di bawah bimbingan Tjahja Muhandri, STP, MT, Prof.Dr. Ir. C. Hanny Wijaya, MAgr dan Ir. Natalia Sinta Dewi
ABSTRAK
Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium dibutuhkan oleh Departemen Penelitian dan Pengembangan (Research and Development Department) PT Arnott’s Indonesia sebagai alat bantu untuk melakukan pengembangan, baik dari segi ingredient maupun proses. Pengembangan ingredient diantaranya adalah formulasi, jenis tepung, flavour, dan sebagainya. Saat ini belum tersedia SOP pembuatan cookies untuk skala laboratorium.
SOP pembuatan cookies skala laboratorium merupakan simulasi dari kondisi pembuatan cookies di dalam proses produksi dari mulai menimbang sampai produk dikemas (packing). Agar hasil produk cookies yang diperoleh di skala laboratorium sama dengan hasil produk cookies di skala proses produksi.
Tujuan penelitian ini adalah membuat Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium sebagai acuan internal Departemen Penelitian dan Pengembangan, PT Arnott’s Indonesia untuk mengembangkan produk baru khususnya dalam skala laboratorium sebelum memasuki skala produksi.
Metode yang digunakan untuk penyusunan SOP pembuatan cookies untuk skala laboratorium adalah (1) mempelajari SOP skala laboratorium, (2) mempelajari proses pembuatan cookies skala laboratorium yang dilakukan, (3) studi pustaka, (4) diskusi basis penetapan variabel proses, (5) uji coba pada berbagai variabel proses, (6) evaluasi mutu cookies untuk menetapkan variabel proses terpilih, (7) penyusunan draft SOP, (8) uji coba SOP untuk membuat cookies, (9) evaluasi kemudahan pemahaman SOP oleh karyawan R&D, (10) perbaikan SOP, dan (11) uji coba untuk pemilihan flavour.
Bahan-bahan yang digunakan untuk pembuatan cookies adalah shortening, emulsifier, gula halus, garam, dekstrosa, natrium bikarbonat, ammonium bikarbonat, air, tepung terigu lunak, dan kemasan metalize. Serta alat- alat yang digunakan untuk pembuatan cookies adalah timbangan elektrik, timbangan analitik, varymixer, microwave tipe double heating, sealer, sendok, plastik rolling, roller, sudip, molder lingkaran, loyang lingkaran, dan solet.
SOP pembuatan cookies untuk skala laboratorium diperoleh waktu dan kecepatan mixing dengan tahap pertama dan kedua selama 1 menit speed low dan 5 menit speed high dan mixing tahap ketiga selama 6 menit dengan speed low dengan menggunakan varymixer, relaksasi (standing time) selama 15 menit, tahapan baking dengan mengatur suhu dan lama waktu baking dengan tahap pertama suhu 1800C selama 2 menit dan tahap kedua suhu 1600C selama 4 menit dengan menggunakan microwave tipe double heating, dan waktu cooling time selama 10 menit.
MENYUSUN STANDARD OPERATING PROCEDURE (SOP) PEMBUATAN COOKIES UNTUK SKALA LABORATORIUM
DI PT ARNOTT’S INDONESIA, BEKASI
Oleh
IDHAM AFFANDI F24103056
SKRIPSI
Sebagai salah satu syarat untuk mendapatkan gelar Sarjana Teknologi Pertanian
Pada Departemen Ilmu dan Teknologi Pangan Fakultas Teknologi Pertanian
Institut Pertanian Bogor
2007
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
MENYUSUN STANDARD OPERATING PROCEDURE (SOP) PEMBUATAN COOKIES UNTUK SKALA LABORATORIUM
DI PT ARNOTT’S INDONESIA, BEKASI
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian Institut Pertanian Bogor
Oleh
IDHAM AFFANDI F24103056
Dilahirkan pada tanggal 7 September 1984 Di Jakarta
Tanggal lulus: Agustus 2007 Menyetujui,
Bogor, Agustus 2007
Tjahja Muhandri, STP, MT Prof.Dr. Ir. C. Hanny Wijaya, M. Agr Dosen Pembimbing I Dosen Pembimbing II
Ir. Natalia Sinta Dewi Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah, MSc
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala karunia-Nya sehingga penulis dapat menyelesaikan skripsi ini. Skripsi dengan judul “Menyusun Standard Operating Procedure (SOP) Pembuatan Cookies Untuk Skala Laboratorium di PT Arnott’s Indonesia, Bekasi” ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian pada Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Penulis berterima kasih kepada Tjahja Muhandri, STP, MT dan Prof. Dr. Ir. C. Hanny Wijaya, M.Agr selaku dosen pembimbing akademik I dan II dan Ir. Natalia Sinta Dewi sebagai pembimbing lapang di PT Arnott’s Indonesia, atas kebaikan dan kesediaannya dalam mengarahkan dan memotivasi penulis selama penyelesaian skripsi ini.
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Namun demikian, penulis berharap skripsi ini dapat bermanfaat untuk masa depan.
Bogor, Agustus 2007
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta pada tanggal 7 September 1984 dari ayah Arfandy Harwin dan ibu Susan Andriani. Penulis merupakan putra pertama dari tiga bersaudara.
Penulis lulus dari SMU Negeri 1 Ciputat pada tahun 2003 dan pada tahun yang sama lulus seleksi masuk IPB melalui jalur Undangan Seleksi Mahasiswa IPB (USMI). Penulis masuk di Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian.
Penulis pernah menjadi Asisten Praktikum Kimia dan Biologi TPB tahun ajaran 2005/2006 serta staf pengajar bimbingan belajar tingkat SLTP dan SMA selama mengikuti perkuliahan. Selain itu, penulis juga aktif mengikuti organisasi yaitu Dewan Perwakilan Mahasiswa (DPM) Fakultas Teknologi Pertanian (2005-2006), Himpunan Mahasiswa Peduli Pangan Indonesia (HMPPI) (2005-2006) dan menjadi panitia beberapa acara, antara lain Bedah Buku “Penyebab Amalan Rusak”.
DAFTAR ISI
Halaman
ABSTRAK………...………..iv
KATA PENGANTAR ………...……….…………...…..v
RIWAYAT HIDUP……….………..….………..…….vi
DAFTAR ISI ……….………...……….……...………vii
DAFTAR TABEL ……….……...………....………... viii
DAFTAR GAMBAR ………...………...………….………..ix
DAFTAR LAMPIRAN………...…………...……….…………..x
I. PENDAHULUAN………...……….………....…….1
A. Latar Belakang ………....…………...…...…………...1
B. Tujuan..……...………...…...2
C. Manfaat………...………...………..………...2
II. TINJAUAN PUSTAKA ………...………...3
A. Standard Operating Procedure (SOP)………..…..………..…3
B. Uji Sensori………...……...……..………6
C. Cookies………...…………...………...7
IV. METODOLOGI PENELITIAN ………..…..………...11
A. Deskripsi Magang………...11
B. Penyusunan Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium ………...….13
C. Bahan dan Alat………...15
V. HASIL DAN PEMBAHASAN ………...…...16
A. Tinjauan Umum Perusahaan………...16
B. Penyusunan Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium…...19
VI. KESIMPULAN DAN SARAN ………...30
A. Kesimpulan ………....………....…...…...39
B. Saran………....………...…...39
DAFTAR PUSTAKA ………...…...41
DAFTAR GAMBAR
Halaman Gambar 1. Diagram alir penyusunan Standard Operating Procedure (SOP)
untuk skala laboratorium ……... 20 Gambar 2. Draft Standard Operating Procedure (SOP) pembuatan cookies
untuk skala laboratorium dengan microwave triple heating………....25 Gambar 3. Hasil perbaikan draft Standard Operating Procedure (SOP)
pembuatan cookies untuk skala laboratorium dengan microwave triple heating………...….26 Gambar 4. Diagram alir proses produksi cookies di PT Arnott’s Indonesia...27 Gambar 5. Standard Operating Procedure (SOP) pembuatan cookies untuk
skala laboratorium dengan microwave tipe double heating…...32 Gambar 6. Grafik intensitas flavour vanilla disimpan pada suhu 300, 400,
dan 500 C selama 2 minggu…………...………....……….34 Gambar 7. Grafik intensitas flavour susu disimpan pada suhu 300 ,400,
dan500selama 2 minggu………...…....….………….35 Gambar 8. Grafik intensitas flavour telur disimpan pada suhu 300,400,
dan 500selama 2 minggu………...……….36 Gambar 9. Grafik intensitas flavour butter disimpan pada suhu 300, 400,
DAFTAR TABEL
Halaman Tabel 1. Syarat Mutu Biskuit SNI 01-2973-1992. ……...…...8 Tabel 2. Formula pembuatan baru cookies …...…...21 Tabel 3. Evaluasi mutu cookies untuk menetapkan variabel suhu dan lama waktu
baking yang terpilih dengan menggunakan microwave jenis triple
heating...………...23 Tabel 4. Evaluasi mutu cookies untuk menetapkan variabel suhu dan lama waktu
baking yang terpilih dengan menggunakan microwave jenis double
DAFTAR LAMPIRAN
Halaman Lampiran 1. Bentuk kuesioner screening flavour vanilla………...42 Lampiran 2. Hasil intensitas flavour vanilla dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...43 Lampiran 3. Hasil intensitas flavour vanilla dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...44 Lampiran 4. Hasil intensitas flavour vanilla dalam cookies disimpan dalam
suhu 500C selama 2 minggu ...45 Lampiran 5. Hasil intensitas flavour susu dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...46 Lampiran 6. Hasil intensitas flavour susu dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...47 Lampiran 7. Hasil intensitas flavour susu dalam cookies disimpan dalam
suhu 500C selama 2 minggu ...48 Lampiran 8. Hasil intensitas flavour telur dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...49 Lampiran 9. Hasil intensitas flavour telur dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...50 Lampiran 10. Hasil intensitas flavour telur dalam cookies disimpan dalam
suhu 500C selama 2 minggu ...51 Lampiran 11. Hasil intensitas flavour butter dalam cookies disimpan dalam
suhu 300C selama 2 minggu ...52 Lampiran 12. Hasil intensitas flavour butter dalam cookies disimpan dalam
suhu 400C selama 2 minggu ...53 Lampiran 13. Hasil intensitas flavour butter dalam cookies disimpan dalam
BAB I. PENDAHULUAN
A. Latar Belakang
Standard Operating Procedure (SOP) merupakan dokumen tingkat kedua dalam struktur dokumentasi setelah manual mutu (quality manual). Menurut Priyadi (1996), prosedur adalah cara tertulis yang ditentukan untuk melaksanakan suatu kegiatan oleh bagian atau personel. Penggunaan SOP bertujuan untuk mengatur aliran kegiatan tertentu oleh bagian atau personil. Oleh sebab itu, SOP dibutuhkan untuk membantu aktifitas organisasi atau kerja dalam suatu industri.
Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium dibutuhkan oleh Departemen Penelitian dan Pengembangan (Research and Development Department) PT Arnott’s Indonesia sebagai alat bantu untuk melakukan pengembangan, baik dari segi ingredient maupun proses. Pengembangan ingredient diantaranya adalah formulasi, jenis tepung, flavour, dan sebagainya. Saat ini belum tersedia SOP pembuatan cookies untuk skala laboratorium.
Penyusunan SOP harus jelas, singkat, sistematis, menggunakan bahasa sehari-hari, mudah dimengerti, tidak bermakna ganda, mempunyai urutan dan teknis, urutan prosesnya logis, rujukan penanggung jawab ditujukan kepada jabatan, dan penggunaan diagram alir untuk menjelaskan secara umum (Chatab, 1996). Oleh sebab itu, penyusunan SOP harus disesuaikan dengan pengguna SOP sehingga dapat dengan mudah dipakai dan diterapkan oleh pengguna SOP.
2
SOP pembuatan cookies dapat dijadikan acuan internal Departemen Penelitian dan Pengembangan, PT Arnott’s Indonesia untuk mengembangkan produk baru khususnya dalam skala laboratorium sebelum memasuki skala produksi.
B. Tujuan
Secara umum, tujuan penelitian magang di PT Arnott’s Indonesia adalah melatih keterampilan lapangan dan pengembangan wawasan berpikir yang berkaitan dengan penguasaan konseptual dalam usaha pemahaman dan penerapan ilmu pengetahuan secara integral, serta mengaplikasikan ilmu dan pemahaman terhadap proses pembuatan biskuit khususnya cookies, sedangkan secara khusus, tujuan penelitian adalah menyusun Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium.
C. Manfaat
BAB II. TINJAUAN PUSTAKA
A. Standard Operating Procedure (SOP)
Prosedur adalah dokumen tingkat dua pada struktur dokumentasi sistem mutu setelah pedoman mutu. Suatu prosedur secara umum dapat didefinisikan sebagai cara yang ditentukan secara spesifik untuk melaksanakan aktifitas. Pada pelaksanaannya, suatu prosedur berfungsi sebagai dokumen yang menyatakan aliran kegiatan dan menetapkan tanggung jawab, wewenang yang berhubungan dengan kegiatan tertentu (Chatab, 1996).
Prosedur-prosedur mutu merupakan dokumentasi dasar dari manual mutu (Singh, 1994). Prosedur dan instruksi kerja merupakan panduan untuk keperluan intern perusahaan. Dokumen-dokumen ini berisi tentang prosedur operasional untuk aktifitas organisasi sehari-hari (Hadiwiardjo dan Wibisono, 2000). Menurut Priyadi (1996), prosedur adalah cara tertulis yang ditentukan untuk melaksanakan suatu kegiatan oleh bagian atau personel, sedangkan instruksi adalah cara kerja secara tertulis yang ditujukan kepada bagian atau personel untuk melakukan suatu kegiatan tertentu yang dapat disertai dengan gambar proses, peta alur kegiatan, cara memproses, dan sebagainya.
Faktor-faktor yang perlu diperhatikan dalam penulisan prosedur sebagai prioritas utama media komunikasi (Chatab, 1996), sebagai berikut : a. Mempertimbangkan suara pembacanya.
b. Menggunakan bahasa sehari-hari. c. Memudahkan pemakaian.
d. Tidak bermakna ganda. e. Mempunyai urutan dan teknis. f. Urutan prosesnya logis. g. Jelas, singkat, dan sistematis.
h. Rujukan penanggung jawab ditujukan kepada jabatan.
4
Pada dasarnya ada empat tahapan dasar pada proses pembuatan prosedur (Susilo, 1997), yaitu :
a. Menentukan kebutuhan dan tujuan pembuatan prosedur, ruang lingkup prosedur, penanggung jawab atau pemilik prosedur, dan personil yang terkait.
b. Mendiskusikan dengan personil yang terkait mengenai sistem dan dokumen yang sudah ada, kemungkinan masalah yang akan timbul dan aspek-aspek mutu yang ada.
c. Mendefinisikan alur sistem atau proses yang akan dibuat prosedurnya, format atau struktur prosedur, wewenang yang mengesahkan prosedur dan pendistribusian prosedur.
d. Menggambarkan diagram alir sistem atau proses, siapa yang bertanggung jawab, apa yang dilaksanakan dan diperlukan, kapan harus dilaksanakan, pencatatan atau formulir yang diperlukan.
Menurut Chatab (1996) ada beberapa metode penulisan yang dapat digunakan untuk menulis prosedur, yaitu :
a. Metode prosedur enam bagian (six part procedure). b. Metode prosedur bagan alir (flow chart procedure). c. Kombinasi prosedur enam bagian dan prosedur bagan alir.
Prosedur enam bagian (six part procedure) mencakup pengertian umum sebagai berikut :
a. Tujuan
Berisi masalah spesifik yang ingin dicapai sehingga prosedur tersebut dibuat atau berisi alasan prosedur.
b. Ruang lingkup
Berisi penjelasan fungsi bidang atau personel di dalam penerapan prosedur atau berisi mengenai ruang lingkup penerapan prosedur.
c. Acuan atau referensi
5
d. Definisi
Mendefinisikan istilah umum yang digunakan dalam prosedur atau penjelasan suatu pekerjaan yang tidak umum dimengerti atau yang menggunakan pengertian spesifik dalam prosedur.
e. Rincian prosedur
Rincian jenis pekerjaan yang harus dilaksanakan atau kerangka tindakan personel dan bidang atau bagian yang dilibatkan di dalam aktifitas tertentu atau berisi urutan aktifitas suatu proses berikut tanggung jawab, material, dan peralatan yang diperlukan, sampai apabila memungkinkan mengenai proses pencatatannya.
f. Dokumentasi atau Lampiran
Berisi formulir, records dan dokumen rujukan lainnya yang dibutuhkan melengkapi jalannya proses seperti yang digambarkan dalam prosedur, atau setiap dokumen pendukung yang terkait dengan prosedur (instruksi kerja, formulir, form atau check list).
Pada metode bagan alir, tahapan prosedur utama digambarkan oleh simbol-simbol umum yang biasa digunakan untuk menggambarkan aliran proses pekerjaan atau kegiatan produksi dengan suatu flow chart. Teknik penulisan dapat menggunakan kombinasi kedua metode, yaitu menggunakan prosedur enam bagian dan prosedur bagan alir sehingga format penulisan menjadi seragam.
Menurut Chatab (1996), untuk menilai hasil penulisan prosedur adalah dengan mempertimbangkan kriteria-kriteria seperti :
a. Kemudahan dalam pembacaannya.
b. Memadai dalam sistem penomoran dan pengendalian dokumen. c. Kemudahan dalam memahami.
6
B. Uji Sensori
Menurut Meilgaard (2000), uji sensori merupakan salah satu uji secara subjektif dalam mengevaluasi produk pangan. Uji sensori terdiri atas uji pembedaan dan uji deskripsi. Penggunaan kedua uji sensori tersebut tergantung pada keperluan untuk memperoleh data. Uji pembedaan terdiri atas triangle test, duo-trio test, two-out-of-five test, A-not-A test, ranking test, dan rating test.
Setiap uji sensori dibutuhkan beberapa panelis. Jumlah panelis tergantung pada tingkat keterlatihan panelis dan uji yang dilakukan. Penggunaan panelis terlatih dibutuhkan untuk pengembangan produk baru.
Hal-hal yang harus dilakukan untuk mendapatkan panelis terlatih adalah seleksi dan melatih. Seleksi dilakukan untuk menentukan perbedaan di antara kemampuan panelis seperti mampu membedakan perbedaan sifat-sifat di antara produk dan mampu membedakan perbedaan intensitas dan kekuatan produk.
Menurut Meilgaard (2000), tahap-tahap yang dilakukan untuk menyeleksi panelis sebelum memasuki latihan untuk menjadi panelis terlatih sebagai berikut :
a. Matching test digunakan untuk menentukan kandidat panelis yang mampu membedakan perbedaan di antara respon stimuli terhadap intensitas dengan baik pada tingkat ambang batas minimum (threshold).
b. Uji pembedaan untuk menentukan kandidat panelis yang mampu mendeteksi perbedaan di antara produk yang sama dengan variabel komposisi dan proses. Salah satu uji yang sering dilakukan adalah triangle test dan duo-trio test.
7
d. Setelah itu, data hasil uji seleksi diinterpretasikan sebagai berikut: penolakan kandidat panelis bila nilai kebenaran mencocokan kurang dari 75%. Uji pembedaan dengan menggunakan triangle test ditolak kandidat panelis dengan nilai kebenaran kurang dari 60% untuk tingkat kesulitan triangle test “mudah” (6 kali threshold) atau nilai kebenaran kurang dari 40% untuk tingkat kesulitan triangle test “agak sulit” (3 kali threshold). Ketika menggunakan duo trio test ditolak kandidat panelis dengan nilai kebenaran kurang dari 75% untuk tingkat kesulitan “mudah” atau nilai kebenaran kurang dari 60% untuk tingkat kesulitan “agak sulit”. Kandidat panelis diterima merangking sampel dengan benar untuk ranking test, sedangkan kandidat panelis ditolak ketika menjawab intensitas melebihi lebar selang stimuli merespon atribut secara normal.
Melatih panelis terlatih didukung dengan fasilitas sensori yang memadai dan kondisi dari panelis. Fasilitas sensori yang memadai seperti tempat yang jauh dari gangguan panelis merespon sampel uji (bersih, tidak berbau, tidak ada suara), sedangkan kondisi panelis seperti tidak mempunyai alergi terhadap produk yang diuji dan dalam kondisi sehat badan dan tidak mengalami stress. Dimulai dengan pemberian sampel yang dibedakan dengan mudah oleh sensori. Setelah itu dibantu panelis untuk mengerti tentang proyek yang dilakukan untuk meningkatkan percaya diri panelis. Diulang metode uji dengan memberikan sampel dengan agak sulit dibedakan oleh sensori. Diulang-ulang sampai dengan panelis terbiasa dengan respon tersebut.
Atribut yang diperkenalkan harus hati-hati dalam uji pembedaan untuk atribut tertentu. Istilah digunakan untuk menggambarkan dan skala yang digunakan untuk mengidenfikasikan intensitas dari suatu produk pangan yang diuji.
C. Cookies
8
jenis biskuit manis yang terbuat dari adonan keras, berbentuk pipih, jika dipatahkan penampang potongannya bertekstur padat.
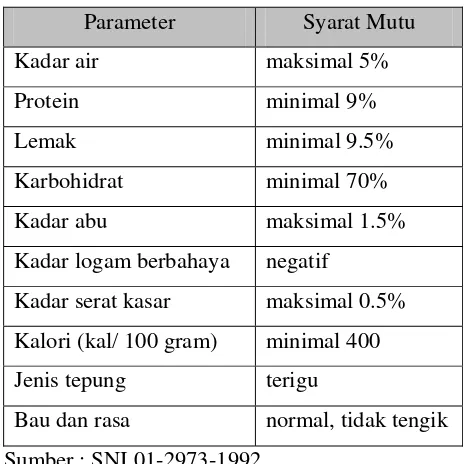
Tabel 1. Syarat Mutu Biskuit
Parameter Syarat Mutu
Kadar air maksimal 5%
Protein minimal 9%
Lemak minimal 9.5%
Karbohidrat minimal 70%
Kadar abu maksimal 1.5%
Kadar logam berbahaya negatif
Kadar serat kasar maksimal 0.5% Kalori (kal/ 100 gram) minimal 400 Jenis tepung terigu
Bau dan rasa normal, tidak tengik Sumber : SNI 01-2973-1992
Cookies merupakan produk bakery yang memiliki kadar air rendah jika dipatahkan penampang potongannya bertekstur berongga. Cookies adalah kue kering manis kecil-kecil. Wafer adalah cookies yang terdiri atas lapisan tipis dan berisi (filling). Crackers komposisinya sama dengan cookies, tetapi dari segi rasa lebih asin daripada manis, tetapi terdapat juga crackers tidak berasa asin. Dalam pembuatan cookies diperlukan bahan-bahan yang dibagi dalam dua kelompok, yaitu bahan pengikat seperti tepung, air, padatan susu, telur, dan putih telur, serta bahan pelembut seperti gula, shortening (lemak), baking powder, dan kuning telur. Menurut Faridi (1994), komponen mayor yang mempengaruhi karakteristik tekstur dan kelembutan cookies adalah tepung terigu, gula, dan lemak.
9
Tepung lunak (soft wheat flour) adalah tepung terigu yang kandungan proteinnya sebesar 8-10% digunakan dalam produk biskuit, crackers, cookies, dan sebagainya. Tepung terigu yang umum digunakan dalam pembuatan cookies adalah tepung lunak yang memiliki kandungan protein rendah (8-10%) karena kadar proteinnya lebih rendah dari jenis lain dan memberikan adonan gluten yang kurang resisten (Manley, 1991). Pada tepung lunak dibutuhkan lebih banyak lemak dan gula untuk memperoleh tekstur yang diinginkan yaitu tidak keras dan kasar seperti yang terjadi pada penggunaan tepung keras (Matz, 1978). Tepung terigu merupakan bahan utama pada pembuatan produk bakery.
Gula adalah komponen mayor yang digunakan dalam formula cookies. Jumlah dan kuantitas gula berpengaruh besar terhadap adonan cookies, yaitu berkaitan dengan tekstur, penampakan, dan flavour atau aroma dalam produk akhir (Faridi, 1994). Gula terdiri atas gula pasir dan gula halus.
Menurut Kaplon (1977), gula halus paling baik digunakan untuk membuat cookies. Gula halus dalam produk cookies berfungsi sebagai pemanis dan berperan dalam pembentukan tekstur akhir cookies. Gula halus tidak akan menyebabkan penyebaran kue yang terlalu besar, sedangkan gula pasir akan menyebabkan kue kering menyebar secara maksimum selama pempanggangan berlangsung. Kue kering dengan persentase gula yang tinggi akan lebih menyebar daripada persentase gula yang rendah. Bila jumlah gula terlalu banyak akan menghasilkan cookies yang kurang lembut dan kurang lezat akibat reaksi menyebarnya gluten-gluten tepung.
10
Emulsifier berfungsi untuk menjaga ukuran kristal lemak dalam adonan, menjaga kestabilan emulsi antara lemak dan air, meningkatkan konsistensi dari adonan, dan melumasi adonan rendah lemak (Manley, 1991). Emulsi merupakan suspensi cairan lain dimana molekul-molekul kedua cairan tersebut tidak saling berbaur tetapi saling antagonistik (Winarno, 1997). Emulsifier yang sering digunakan dalam aplikasi produk baking adalah lecitin Air berfungsi mengontrol kepadatan adonan, pengaturan suhu adonan, melarutkan garam, menahan dan menyebarkan bahan-bahan dalam mixing secara merata, membantu daya kerja emulsifier (oil in water) dan mempertahankan rasa lezat biscuit.
Garam berfungsi sebagai penguat rasa, memperkuat struktur cookies, secara tidak langsung membantu pembentukan warna, dan mencegah pertumbuhan bakteri yang tidak diinginkan dalam adonan. Sebagian besar formula cookies menggunakan garam satu persen atau kurang (Matz, 1978).
Sodium bicarbonate (NaHCO3) dan ammonium bicarbonate (NH4HCO3) bertujuan untuk mengembangkan produk yaitu menghasilkan CO2. Penggunaan sodium bicarbonate lebih popular disebabkan oleh harga dan memiliki toksinitas yang rendah. Bahan-bahan minor memiliki pengaruh pada adonan, tekstur, dan rasa dari cookies. Selain itu, berpengarh terhadap tekstur dan volume cookies (Matz, 1978).
Tahapan proses pembuatan cookies meliputi pembuatan dan pencampuan adonan, pencetakan adonan, dan pempanggangan atau baking. Mencampur adonan kue kering adalah diawali dengan pembuatan cream yaitu gula, lemak, telur, susu skim, dan garam. Dilanjutkan dengan pencampuran tepung dan pengembang. Adonan harus tercampur merata agar bahan-bahan menjadi satu adonan yang homogen (Kamel, 1994).
BAB III. METODOLOGI PENELITIAN
A. Deskripsi Kegiatan Magang
Kegiatan magang ini dilaksanakan di Departemen Penelitian dan Pengembangan (Research and Development Department) PT. Arnott’s Indonesia untuk mendapatkan pengalaman kerja, memahami dan tata cara kerja di departemen tersebut. Kegiatan yang dilakukan meliputi pengenalan terhadap organisasi Departemen Penelitian dan Pengembangan termasuk tata tertib, pengamatan terhadap situasi kerja, praktek kerja, pencatatan data-data yang diperlukan serta melakukan wawancara dan diskusi dengan karyawan PT. Arnott’s Indonesia yang berhubungan dengan tugas yang diberikan.
Beberapa tugas yang diberikan oleh Departemen Penelitian dan Pengembangan (R&D Department) PT Arnott’s Indonesia selama kegiatan magang, antara lain :
1. Mempelajari prosedur penggunaan alat-alat Laboratorium R&D
Alat-alat yang berada di laboratorium Departemen Penelitian dan Pengembangan PT Arnott’s Indonesia selalu dilengkapi dengan Standard Operating Procedure (SOP). Tujuan dari pengadaan SOP masing-masing peralatan ini agar pengguna alat menggunakan alat secara benar dan untuk menjaga keselamatan kerja pengguna alat karena beberapa alat di dalam SOP alat terdapat tata cara Keselamatan dan Kesehatan Kerja (K3). Proses belajar dilakukan dengan membaca SOP sebelum praktik langsung terhadap alat yang digunakan.
2. Mengikuti rapat dan pertemuan karyawan laboratorium R&D
12
3. Merancang ruang flavour
Sebelumnya ruang flavour laboratorium R&D tidak memenuhi karakteristik ruang flavour pada umumnya, ruang flavour yang merupakan tempat penyimpanan flavour untuk skala lab tidak adanya pemisahan yang tepat di antara flavour-flavour sehingga kemungkinan untuk terjadinya kontaminasi silang di antara flavour-flavour cukup signifikan. Ruang flavour yang tidak difasilitasi lemari pendingin untuk flavour-flavour yang seharusnya disimpan dalam lemari pendingin. Ruang flavour yang diterangi lampu seharian membuat flavour-flavour yang tidak berbotol gelap mudah mengalami oksidasi karena cahaya. Flavour berdasarkan sifatnya terhadap kondisi lingkungan terdiri atas flavour yang bersifat sensitif dan nonsensitif. Flavour yang bersifat sensitif adalah flavour yang mengandung senyawa sitrat (umumnya fruity flavour : jeruk, lemon, anggur flavour, dan sebagainya). Oleh sebab itu, flavour yang bersifat sensitif dibutuhkan penyimpanan yang khusus yaitu pada suhu 2-40C. Akan tetapi, flavour yang bersifat nonsensitif disimpan pada suhu 210C.
Merancang ruang flavour merupakan salah satu kontribusi untuk perbaikan ruang flavour di laboratorium R&D. Rancangan ruang flavour ini merupakan hasil dari wawancara dan diskusi dengan salah satu supplier flavour.
4. Kegiatan piket kebersihan Laboratorium R&D
13
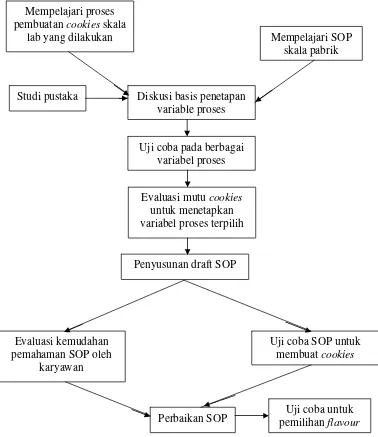
[image:33.612.152.530.140.577.2]B. Penyusunan Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium
Gambar 1. Diagram alir penyusunan SOP pembuatan cookies untuk skala laboratorium
1. Mempelajari proses pembuatan cookies skala lab yang dilakukan
Mempelajari proses pembuatan cookies skala laboratorium dilakukan dengan melakukan diskusi dengan karyawan laboratorium R&D.
Mempelajari SOP skala pabrik Mempelajari proses
pembuatan cookies skala lab yang dilakukan
Studi pustaka Diskusi basis penetapan variable proses
Uji coba pada berbagai variabel proses
Evaluasi mutu cookies untuk menetapkan variabel proses terpilih
Penyusunan draft SOP
Uji coba SOP untuk membuat cookies Evaluasi kemudahan
pemahaman SOP oleh karyawan
14
2. Mempelajari SOP skala pabrik
Mempelajari SOP skala pabrik dilakukan dengan observasi lapang. Observasi lapang ini mencakup pengamatan proses produksi serta wawancara terhadap karyawan produksi dan laboratorium R&D di PT. Arnott’s Indonesia yang berhubungan dengan proses produksi cookies. 3. Studi pustaka
Studi pustaka dilakukan untuk mendapatkan pengetahuan secara umum mengenai Standard Operating Procedure (SOP) pembuatan cookies dan penerapannya pada industri pembuatan cookies serta untuk mempelajari kemungkinan-kemungkinan teknik yang dapat digunakan dalam pengkajian masalah.
4. Diskusi basis penetapan variabel proses
Diskusi basis penetapan variabel proses difokuskan kepada suhu dan lama waktu baking dengan menggunakan microwave.
5. Uji coba pada berbagai variabel proses
Uji coba pada berbagai variabel proses difokuskan pada suhu dan lama waktu baking.
6. Evaluasi mutu cookies untuk menetapkan variabel proses terpilih
Evaluasi mutu cookies untuk menetapkan variabel proses terpilih berdasarkan rasa dan bau normal serta warna cookies kuning kecoklatan terang, tekstur yang renyah, kadar air yang kurang dari 5%, persentase weight loss yang seminimal mungkin, persentase diameter increase yang semaksimal mungkin, dan spread ratio yang semaksimal mungkin.
7. Penyusunan draft SOP
Penyusunan draft SOP dilakukan setelah mendapatkan suhu dan lama waktu baking yang terpilih dengan menggunakan diagram alir. 8. Uji coba SOP untuk membuat cookies
Setelah penyusunan draft SOP, dilakukan uji coba untuk membuat cookies. Pembuatan cookies mengikuti formula yang telah diberikan. 9. Evaluasi kemudahan pemahaman SOP oleh karyawan
15
telah disusun. Koreksi dan saran karyawan yang ada akan dijadikan masukan perbaikan draft SOP nantinya.
10. Perbaikan SOP
Perbaikan SOP dilakukan setelah mendapat koreksi dan saran dari karyawan melalui pemahaman draft SOP yang telah disusun sebelumnya. 11. Uji coba untuk pemilihan flavour
Uji coba untuk pemilihan flavour dilakukan setelah mendapatkan SOP yang sempurna. Pemilihan flavour didasarkan atas intensitas flavour yang terkuat dari berbagai pemasok. Flavour yang diuji coba intensitasnya secara sensori adalah flavour vanilla, susu, telur, dan butter.
C. Bahan dan Alat
Bahan-bahan yang digunakan untuk pembuatan cookies adalah shortening, emulsifier, gula halus, garam, dekstrosa, natrium bikarbonat, ammonium bikarbonat, air, tepung terigu lunak, dan kemasan metalize.
BAB IV. HASIL DAN PEMBAHASAN
A. Tinjauan Umum Perusahaan
Sejarah PT. Arnott’s Indonesia dimulai dengan berdirinya perusahaan
yang bergerak di bidang makanan kering dengan nama PT. Tatas Mulya pada
tahun 1977. Sejalan dengan perkembangan pasar yang kurang menyukai
produk ini, maka perusahaan mulai membuat makanan kecil dalam bentuk
chips. Pada tahun 1982, secara resmi dibuat akte pendirian perusahaan yang
menjadi cikal bakal PT. Arnott’s Indonesia.
Pada tahun 1984, perusahaan ini berkembang menjadi dua, yaitu PT.
Tatas Mulya yang berlokasi di Pulo Mas dan PT. Cipta Rasa Primatama yang
pindah ke Pulo Gadung, Jakarta Timur. Pada Januari 1985, PT. Tatas Mulya
berganti nama menjadi PT. Bukit Manikam Sakti (PT. BMS). Selanjutnya
pada tahun 1986, PT. BMS berpindah lokasi ke Bekasi.
Pada tahun 1995, PT. BMS bekerja sama dengan Arnott’s Biscuit
Limited Australia yang merupakan perusahaan cookies terbesar di Australia.
Perusahaan tersebut berdiri sejak tahun 1865 dan hingga kini telah menguasai
hampir 60% pangsa pasar dunia. Berbekal pengalaman lebih dari 134 tahun,
menjadikan Arnott’s sebagai market leader dalam industri dan distribusi
cookies yang memiliki kualitas dan bahan baku terbaik. Dengan adanya kerjasama antara PT. BMS dengan Arnott’s Biscuit Limited Australia maka
nama PT. BMS berubah menjadi PT. Helios Arnott’s Indonesia (PT. HAI) dan
menjadi salah satu perusahaan makanan ringan terkenal di Indonesia.
Pada awalnya, PT. HAI memiliki dua lokasi yang terpisah, yaitu di
Pulo Gadung untuk bagian pemasaran, sedangkan pabrik dan departemen
lainnya berlokasi di Bekasi Barat. Namun, sejak 1 April 1998, keseluruhan
fungsi organisasi dan pabrik berlokasi di Bekasi Barat, tepatnya di Jl. H.
Wahab Affan no.8 (Jalan Raya Bekasi KM. 28) Medan Satria, Bekasi Barat.
Sejalan dengan perkembangan industri, pada bulan Desember 1998,
PT. Helios Arnott’s Indonesia berganti nama menjadi PT. Arnott’s Indonesia
dan berafiliasi langsung ke Campbell Soup Company yang merupakan salah
17
dikelola dengan baik. Dengan berjalannya waktu, beberapa produk andalan
PT. Arnott’s Indonesia yang ada di pasaran saat ini adalah :
a. Nyam-nyam
b. Stikko
c. Piroutte
d. Corinthians
e. Rondoletti
f. Good Time Teddy
g. Good Time Smiley
h. Tim Tam Wafer dan Tim Tam Biscuit
Selain produk-produk di atas, PT. Arnott’s Indonesia juga
memproduksi cookies bayi untuk perusahaan lain. Cookies bayi yang diproduksi adalah :
a. Milna Baby Biscuit
b. Farley’s Baby Biscuit
c. Nestle Baby Biscuit
d. SGM Baby Biscuit
e. Promina Baby Biscuit
PT. Arnott’s Indonesia terletak di Jl. H. Wahab Affan no. 8 (Jalan
Raya Bekasi KM 28) Medan Satria, Bekasi Barat. Luas keseluruhan areal
pabrik adalah sekitar 6.7 Ha. Lokasi perusahaan ini cukup baik untuk
keperluan industri karena dekat dengan bahan baku produk, sumber tenaga
kerja, dan daerah perusahaan untuk distribusi produk. Lokasi perusahaan juga
didukung dengan adanya jalan tol Cikampek yang dekat dengan perusahaan
sebagai salah satu sarana yang juga memudahkan distribusi produk, terutama
untuk distribusi produk ke luar Jakarta. Terdapat beberapa pabrik di sekitar
perusahaan, antara lain pabrik pakan ternak, pabrik baja dan pabrik otomotif.
Akan tetapi, keberadaan pabrik-pabrik di sekitar PT. Arnott’s Indonesia ini
tidak menggangu kegiatan produksi di perusahaan.
Bentuk struktur organisasi pada PT. Arnott’s Indonesia ini adalah
struktur organisasi proyek dengan hubungan organisasi terutama pada
18
terdiri dari beberapa kelompok dari fungsi yang berbeda dengan setiap
kelompok yang menitikberatkan pada pengembangan produk tertentu atau lini
produksi.
Kendali perusahaan berada Presiden Direktur sebagai pucuk pimpinan.
Pelimpahan tugas kepada bawahan melalui masing-masing manajer
departemen, kemudian dilanjutkan pada staf serta karyawan.
Segala hal yang berkaitan dengan ketenagakerjaan dan peraturannya
telah ditetapkan dalam kesepakatan kerja bersama antara PT. Arnott’s
Indonesia dengan Serikat Kerja Tingkat Perusahaan. Karyawan di PT.
Arnott’s Indonesia bekerja dengan jangka waktu kerja yang dibedakan
menjadi dua status, yaitu:
1. Pekerja Kontrak
Pekerja kontrak adalah pekerja yang memiliki hubungan kerja
untuk jangka waktu tertentu berdasarkan kontrak kerja dengan menerima
gaji berdasarkan jumlah hari hadir.
2. Pekerja Tetap
Pekerja tetap adalah pekerja yang memiliki hubungan kerja untuk
jangka waktu yang tidak ditentukan berdasarkan hari kerja yang melebihi
dua puluh hari dalam satu bulan dan tidak melebihi tiga bulan secara terus
menerus dengan menerima gaji baik bulanan maupun borongan. Dalam
rangka memperlancar jalannya kerja dalam proses produksi maka
perusahaan membagi waktu kerja sebagai berikut :
a. Karyawan kantor
Kegiatan kerja dimulai dari pukul 08.00 sampai dengan 16.30
dengan waktu istirahat selama 30 menit.
b. Karyawan bagian produksi
Kegiatan kerja dibagi menjadi tiga kelompok jam kerja (shift)
yang secara bergantian setiap minggunya.
Selama satu minggu terdapat lima hari kerja, yaitu Senin sampai
Jum’at kecuali hari libur nasional dan hari libur perusahaan yang sudah
19
Fasilitas penunjang kerja juga diberikan kepada karyawan dalam
bentuk alat kerja yang berupa pakaian kerja yang diberikan oleh perusahaan,
sedangkan fasilitas lainnya adalah koperasi karyawan, klinik dan jasa dokter
yang terbuka setiap hari kerja, tempat peribadahan (musholla) dan sarana olah
raga.
B. Penyusunan Standard Operating Procedure (SOP) Pembuatan Cookies untuk Skala Laboratorium
1. Menggunakan microwave tipe triple heating
Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium diberikan oleh masing-masing formulator yang disesuaikan
dengan kondisi yang ada dalam produksi. Kondisi-kondisi yang ada dalam
produksi di antaranya seperti kondisi alat dan kapasitas produksi, bahan baku,
dan sebagainya. Masing-masing produk cookies memiliki SOP
masing-masing, meskipun secara garis besar tahap-tahap yang dilalui sama. Hasil dari
wawancara dan diskusi dengan karyawan R&D adalah SOP skala
laboratorium dibuat dengan tidak terdokumentasikan. Karyawan R&D hanya
mencatat tahapan dan formula yang diberikan dari formulator. SOP produk
yang terdokumentasikan hanya dilakukan untuk skala produksi. Tahapan
pembuatan cookies skala laboratorium untuk produk cookies sejenis pernah dilakukan dengan menggunakan microwave tipe triple heating terdiri atas :
a. Penimbangan sesuai dengan formulasi yang ditetapkan.
b. Pencampuran (mixing) dilakukan melalui 3 tahap, yaitu tahap pertama dan
kedua bertujuan untuk pembentukan creaming dan tahap ketiga bertujuan
untuk pembentukan adonan. Pada tahap pertama, pencampuran (mixing)
shortening, emulsifier, air, gula, dekstrosa, garam, dan natrium bikarbonat sehingga terbentuk cream. Selanjutnya tahap kedua menambahkan
ammonium bikarbonat yang sebelumnya dilarutkan dengan air hangat.
Pada tahap ketiga, menambahkan tepung terigu sehingga terbentuk
adonan. Pada tahap 1 dan 2 kecepatan nozzle berputar adalah kecepatan
20
selama 5 menit, sedangkan tahap 3 kecepatan nozzle berputar adalah
kecepatan lambat (speed low) selama 6 menit.
c. Relaksasi (standing time) selama 15 menit.
d. Rolling dengan ketebalan adonan belum ditetapkan. Hal ini disebabkan oleh masih tahap uji coba untuk produk cookies yang sejenis.
e. Pencetakan (molding) dengan menggunakan molder berbentuk lingkaran
berdiameter 2.5 cm.
f. Pemanggangan (baking) menggunakan microwave tipe triple heating
dengan setting suhu dan lama waktu melalui 3 tahap. Tahap pertama 1500C selama 3 menit, tahap kedua 1800C selama 2 menit, dan tahap
ketiga 1300C selama 2 menit.
g. Pendinginan (cooling) selama 10 menit dilakukan dengan didiamkan di
suhu AC ± 200C.
h. Pengemasan (packing) digunakan metalize. Kemasan ini digunakan
sebagai kemasan primer produk cookies di PT Arnott’s Indonesia.
Penetapan variabel proses difokuskan kepada suhu dan lama waktu
pemanggangan (baking) dengan menggunakan microwave tipe triple heating.
Berbagai suhu dan lama waktu baking diuji coba di skala laboratorium.
Penentuan suhu dan lama waktu baking didasarkan atas uji coba produk
cookies sejenis yang pernah dilakukan dengan modifikasi. Perbedaan tahapan pembuatan cookies yang sudah pernah dilakukan di skala laboratorium dengan
tahapan pembuatan cookies yang akan dibuat SOPnya diantaranya :
a. Rolling dengan ketebalan adonan ditetapkan yaitu 0.3±0.05 cm.
b. Suhu dan lama waktu baking merupakan variabel proses yang akan diuji
coba berdasarkan ketebalan cookies yang sudah ditetapkan (lihat Tabel 2.)
dengan suhu dan lama waktu baking variasi 1 sama dengan suhu dan lama
waktu baking dengan produk cookies yang sejenis yang pernah dilakukan.
Formula untuk uji coba variabel proses pembuatan cookies diambil
21
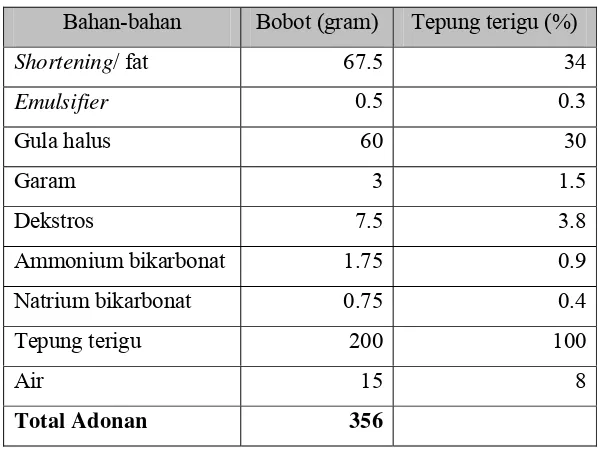
Tabel 2. Formula pembuatan produk baru cookies
Bahan-bahan Bobot (gram) Tepung terigu (%)
Shortening/ fat 67.5 34
Emulsifier 0.5 0.3
Gula halus 60 30
Garam 3 1.5
Dekstros 7.5 3.8
Ammonium bikarbonat 1.75 0.9
Natrium bikarbonat 0.75 0.4
Tepung terigu 200 100
Air 15 8
Total Adonan 356
Evaluasi mutu cookies dilakukan untuk menetapkan variabel proses
terpilih yaitu kadar air memenuhi standar yaitu maksimum 5% (b/b) menurut
SNI 01-2973-1992, sensori (warna cookies kuning kecoklatan terang, rasa, dan
bau normal), weight loss yang rendah (%), diameter increase (%), dan ratio
spread. Kadar air produk cookies akan mempengaruhi masa simpan (shelf life). Evaluasi mutu sensori adalah tahap pertama yang harus dilalui untuk variabel proses yang terpilih. Hal ini disebabkan oleh prioritas mutu produk
adalah penerimaan konsumen. Setelah itu, dilanjutkan dengan evaluasi mutu
berikutnya, yakni weight loss (%), diameter increase (%), ratio spread, dan kadar air. Cookies yang diproduksi PT. Arnott’s Indonesia mempunyai standar
kadar air kurang dari 5% sehingga mempunyai masa simpan (shelf life) selama
12 bulan dalam kemasan metalizing yang disimpan di suhu ruang.
Weight loss (%) untuk mengetahui seberapa besar terjadinya kehilangan berat produk akhir selama proses baking dari berat awal adonan
yang sudah dicetak, diameter increase (%) berguna untuk mengetahui
seberapa besar cookies mengembang selama proses baking dari diameter awal
adonan yang sudah dicetak, dan ratio spread untuk mengetahui seberapa besar
22
terhadap ketebalan cookies setelah proses baking. Weight loss (%), diameter increase (%), dan ratio spread dilakukan dengan pengukuran sebanyak 4 buah cookies sebelum dan sesudah baking kemudian dilakukan ulangan 2 kali lalu dirata-ratakan.
Bahan-bahan ditimbang sesuai dengan formula yang sudah ditentukan.
Shortening, emulsifier, flavour, air, gula halus, garam, dekstrosa, dan natrium bikarbonat (NaHCO3) dicampur (Mixing) dengan speed low selama 1 menit
dan speed high selama 5 menit dengan menggunakan varymixer sehingga terbentuk cream.
Ammonium bikarbonat (NH4HCO3) diaduk dengan air hangat sampai
larut dan dicampur (mixing) dengan adonan dengan speed low selama 1 menit
dan speed high selama 5 menit.
Adonan didiamkan (standing time) selama 15 menit. Standing time
bertujuan merelaksasi adonan. Dirol (rolling) sampai dengan ketebalan
0.3±0.05 cm. Rolling bertujuan untuk mendapat adonan yang tebalnya
seragam dan memudahkan dalam pencetakan. Dicetak (molding) dengan
menggunakan cetakan lingkaran berdiameter 2.5 cm. Molding bertujuan untuk
mendapatkan bentuk cookies yang seragam dan menambah nilai estetika
produk cookies. Setelah itu, ditempatkan di atas loyang dan dipanggang dengan menggunakan microwave triple heating. Dalam proses pemanggangan
terjadi pengembangan produk cookies, ini disebabkan oleh bahan pengembang
bekerja yaitu natrium bikarbonat dan amonium bikarbonat dalam adonan.
Pemanggangan (baking) menggunakan microwave tipe triple heating, dimana pengaturan (setting) suhu dan lama waktu baking bisa dilakukan 3
tahap tanpa dilakukan pemanasan agar suhu aktual tercapai saat proses baking
berlangsung. Pemanasan awal (preheating) diperlukan untuk mencapai suhu
aktual, hanya dilakukan untuk setting suhu awal baking, saat preheating tidak
dilakukan proses baking produk. Setelah preheating dengan setting suhu
baking pertama, adonan yang sudah dicetak dan diletakkan di atas loyang dipanggang sesuai dengan variasi suhu dan lama waktu baking yang sudah
23
Pemanggangan (baking) bertujuan untuk mengembangkan produk
[image:43.612.133.520.164.676.2]cookies, mematangkan dan mengeringkan produk sampai dengan kadar air kurang dari 5% sehingga produk cookies dapat disimpan lama.
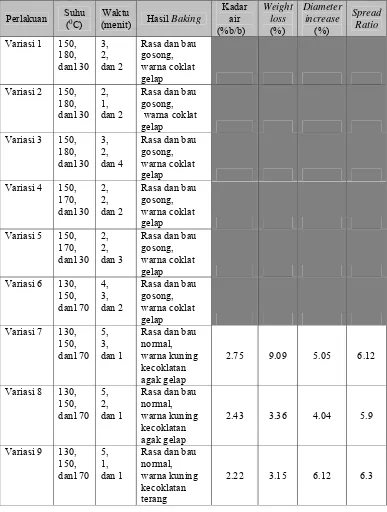
Tabel 3. Evaluasi mutu cookies untuk menetapkan variabel suhu dan lama waktu baking yang terpilih dengan menggunakan microwave jenis triple heating Perlakuan Suhu
(0C)
Waktu
(menit) Hasil Baking
Kadar air (%b/b) Weight loss (%) Diameter increase (%) Spread Ratio
Variasi 1 150, 180, dan130
3, 2, dan 2
Rasa dan bau gosong, warna coklat
gelap
Variasi 2 150, 180, dan130
2, 1, dan 2
Rasa dan bau gosong, warna coklat
gelap
Variasi 3 150, 180, dan130
3, 2, dan 4
Rasa dan bau gosong, warna coklat
gelap
Variasi 4 150, 170, dan130
2, 2, dan 2
Rasa dan bau gosong, warna coklat
gelap
Variasi 5 150, 170, dan130
2, 2, dan 3
Rasa dan bau gosong, warna coklat
gelap
Variasi 6 130, 150, dan170
4, 3, dan 2
Rasa dan bau gosong, warna coklat
gelap
Variasi 7 130, 150, dan170
5, 3, dan 1
Rasa dan bau normal, warna kuning kecoklatan agak gelap
2.75 9.09 5.05 6.12
Variasi 8 130, 150, dan170
5, 2, dan 1
Rasa dan bau normal, warna kuning kecoklatan agak gelap
2.43 3.36 4.04 5.9
Variasi 9 130, 150, dan170
5, 1, dan 1
Rasa dan bau normal, warna kuning kecoklatan terang
24
Perlakuan suhu dan waktu baking variasi 1 sampai dengan variasi 6
tidak dilanjutkan untuk pengukuran parameter standar produk baking
khususnya cookies di PT Arnott’s Indonesia. Hal ini disebabkan oleh hasil baking yang tidak dapat diterima yaitu rasa dan bau gosong dan warna coklat gelap.
Perlakuan suhu dan waktu baking variasi 7 dan variasi 8 hasil baking
memasuki hasil baking batas minimum yang masih dapat diterima yaitu rasa
dan bau normal dan warna kuning kecoklatan agak gelap sehingga dilakukan
pengukuran untuk parameter standar produk baking. Hasil pengukuran untuk
parameter standar produk baking pada perlakuan suhu dan waktu baking
variasi 7 dan variasi 8 dapat dilihat di Tabel 3. Kadar air variasi 7 dan variasi
8 kurang dari 5% (b/ b) menyebabkan produk memiliki tekstur yang renyah.
Perlakuan suhu dan waktu baking variasi 9 merupakan hasil baking
yang terbaik dibandingkan variasi 7 dan 8. Hal ini disebabkan oleh hasil
baking dapat diterima yaitu rasa dan bau normal dan warna kuning kecoklatan terang sehingga dilakukan pengukuran untuk evaluasi mutu cookies
berikutnya. Hasil pengukuran evaluasi mutu cookies variasi 9 adalah kadar air
paling rendah 2.22% (b/ b) sehingga menyebabkan tekstur produk cookies
menjadi renyah, weight loss yang paling minimal 3.15 %, diameter increase
yang paling maksimal 6.12 %, dan spread ratio yang paling maksimal 6.3
yang berarti penyebaran adonan menjadi produk cookies semakin baik.
Variabel proses suhu dan lama waktu baking yang terpilih adalah
variasi 9 dengan suhu dan lama waktu baking yaitu suhu 1300C selama 5
menit, 1500C selama 1 menit, dan 1700C selama 1 menit.
Setelah proses baking, didinginkan (cooling time) di ruang AC dengan
suhu ± 200C selama 10 menit sampai tercapai suhu cookies sama dengan suhu
ruang. Cooling time bertujuan untuk mendapatkan tekstur yang renyah pada produk cookies dan memanjangkan umur simpan karena uap air hasil dari pemanasan tidak mengembun di dalam kemasan produk (metalize).
Dikemas (packing) dengan menggunakan metalize packaging.
25
produk cookies. Pengemasan berfungsi agar produk cookies disimpan dalam jangka waktu lama tanpa mengalami perubahan mutu cookies seperti tekstur
(masih dalam keadaan renyah) karena metalize packaging mampu mencegah
masuknya oksigen dan uap air dari linkungan.
Laju transpor uap air dan oksigen dari udara adalah faktor utama
dalam melakukan kontrol umur simpan dari makanan kering dan
produk-produk lain yang mengandung lipid atau komponen-komponen yang sensitif
terhadap oksigen (Davis dan Huntington, 1977).
Penyusunan draft SOP dibuat setelah mendapatkan variabel proses terpilih yaitu :
Shortening/ fat, emulsifier gula halus, garam, dekstrosa, NaHCO3
↓ ↓
Ditimbang Ditimbang
↓
Diaduk← air
Mixing selama 1 menit low dan 5 menit high
↓
Mixing selama 1 menit low dan 5 menit high←NH4HCO3 dilarutkan air hangat ↓
Mixing selama 6 menit low←tepung terigu
↓
Relaksasi (Standing time) selama 15 menit
↓
Rolling dengan ketebalan 0.3±0.05 cm
↓
Molding dengan molder lingkaran berdiameter 2.5 cm
↓
Pemanggangan (baking)
suhu 1300C selama 5 menit, 1500C selama 1 menit, dan 1700C selama 1 menit
↓
Didinginkan (Cooling time) 10 menit
↓
[image:45.612.145.496.264.618.2]Pengemasan (packing)
Gambar 2. Draft Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium dengan microwave tipe triple heating
Draft Standard Operating Procedure (SOP) pembuatan cookies untuk skala laboratorium dengan microwave tipe triple heating dilanjutkan dengan
26
kemudahan memahami draft SOP. Perbaikan SOP ini dilakukan dengan
diskusi terhadap karyawan yang baru, yaitu karyawan yang mengetahui proses
pembuatan cookies secara umum. Karyawan tersebut diminta untuk membaca
dan memahami draft SOP pembuatan cookies skala laboratorium yang telah
dibuat. Hasil dari diskusi adalah draft SOP pembuatan cookies untuk skala
laboratorium dengan menggunakan microwave tipe triple heating adalah perlu
dilakukan perbaikan dan koreksi sebagai berikut :
Shortening, emulsifier, air sebanyak 10 ml, gula halus, garam, dekstrosa, dan NaHCO3
↓
Ditimbang
↓
Mixing dengan kecepatan low selama 1 menit dan kecepatan high selama 5 menit
↓
Berhenti mixing
↓
Dimasukkan NH4HCO3 yang telah dilarutkan dengan air hangat sebanyak 5 ml ↓
Mixing dengan kecepatan low selama 1 menit dan kecepatan high selama 5 menit
↓
Berhenti mixing
↓
Dimasukkan tepung terigu
↓
Mixing dengan kecepatan low selama 6 menit
↓
Berhenti mixing
↓
Didiamkan (standing time) selama 15 menit
↓
Rolling dengan ketebalan 0.3±0.05 cm
↓
Dicetak (molding) dengan molder lingkaran berdiameter 2.5 cm
↓
Pemanggangan (baking)
suhu 1300C selama 5 menit, 1500C selama 1 menit, dan 1700C selama 1 menit
↓
Didinginkan (cooling time) 10 menit
↓
Pengemasan (packing)
27
Hasil perbaikan draft SOP pembuatan cookies untuk skala
laboratorium dengan microwave tipe triple heating dijadikan SOP pembuatan
cookies untuk skala laboratorium dengan menggunakan microwave tipe triple heating.
2. Menggunakan microwave tipe double heating
Pergantian penggunaan microwave tipe triple heating menjadi microwave tipe double heating disebabkan oleh microwave tipe triple heating rusak sehingga SOP pembuatan cookies untuk skala laboratorium dengan
microwave tipe triple heating tidak dapat digunakan. Oleh sebab itu, SOP pembuatan cookies untuk skala laboratorium dengan microwave tipe double heating perlu disusun. Microwave tipe double heating adalah cookies dipanggang melalui 2 tahap dengan suhu dan lamanya waktu baking berbeda.
Uji coba variabel proses suhu dan lama waktu baking dengan
menggunakan microwave tipe double heating dilakukan dengan mengikuti kisaran suhu dan lama waktu baking di skala produksi. Karena penggunaan
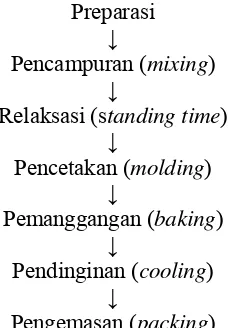
microwave tipe double heating baru pertama kali diuji coba untuk membuat cookies. Tahap-tahap proses produksi cookies di PT Arnott’s Indonesia sebagai berikut :
Preparasi
↓
Pencampuran (mixing)
↓
Relaksasi (standing time)
↓
Pencetakan (molding)
↓
Pemanggangan (baking)
↓
Pendinginan (cooling)
↓
[image:47.612.263.377.451.615.2]Pengemasan (packing)
28
a. Preparasi
Preparasi dilakukan sesuai dengan formula dan kapasitas alat
yang tersedia. Bahan baku dikemas dalam kantong plastik atau
menggunakan wadah plastik (bila bahan harus dilarutkan dalam air
dahulu) dalam keadaan bersih.
b. Mixing
Kegiatan proses Mixing meliputi terdiri atas pencampuran
bahan bersama untuk membentuk adonan yang homogen,
pendispersian bahan padatan dalam cairan atau bahan cairan dalam
cairan pula, pengadukan adonan untuk membentuk gluten dari protein
tepung dengan adanya penambahan air, peningkatan suhu karena
adanya pengadukan adonan, dan proses aerasi untuk membuat adonan
dengan densitas lebih rendah (padatan rendah) (Manley, 1991).
Sebelum memasukkan bahan-bahan ke dalam mixer, mixer harus dalam keadaan bersih. Pemasukan bahan-bahan dilakukan secara
bertahap. Hal ini sesuai dengan tahap-tahap Mixing yaitu diawali
dengan tahap pembentukan cream dan diakhiri dengan tahap
pembentukan adonan yang homogen.jenis kecepatan mixer dalam
skala produksi yaitu speed low (untuk kecepatan rendah) dan speed
high (untuk kecepatan tinggi). c. Standing time
Standing time bertujuan untuk relaksasi adonan sehingga perubahan struktur gluten yang tidak ekstensibel dapat dihindari saat
proses selanjutnya yaitu pencetakan (molding). Standing time dilakukan di dalam bak dengan suhu sekitar 300C (suhu ruang) selama
15 sampai dengan 30 menit.
d. Pencetakan (molding)
Proses pencetakan terjadi penipisan adonan dan memberikan
bentuk dan ukuran yang seragam pada cookies sehingga memberikan
29
e. Pemanggangan (baking)
Pemanggangan cookies dalam manufacturing menggunakan oven berjalan (travelling ovens). Cookies dijalankan di atas conveyer yang terbuat dari kawat berlubang untuk memudahkan aliran udara
panas sehingga tersebarnya panas secara merata pada seluruh
permukaan cookies. Waktu pemanggangan cookies relatif singkat berkisar 4-5 menit setiap zona dan suhu pemanggangan cookies relatif
tinggi berkisar 1600-2000C.
Suhu yang berbeda-beda pada saat baking disebabkan oleh
adanya tahap-tahap dalam baking, yang terdiri atas lima zona. Zona
satu dan dua berfungsi untuk pembentukan cookies (pengembangan
dan lebar cookies). Zona tiga adalah zona transisi untuk
menyempurnakan bentuk cookies dan pengeringan produk.
Selanjutnya zona empat dan lima berguna untuk kematangan cookies
dan terbentuknya warna kuning agak kecoklatan.
Perubahan yang terjadi pada adonan selama proses
pemanggangan adalah terjadinya penurunan kadar air menjadi 1-4%,
perubahan warna dari putih kekuningan menjadi kuning kecoklatan,
dan pengembangan cookies. Perubahan warna yang terjadi disebabkan
oleh reaksi maillard (reaksi pencoklatan yang terjadi antara gula
pereduksi dengan protein).
f. Pendinginan (cooling)
Proses pendinginan dilakukan setelah produk keluar dari oven
dengan dilewatkan ke dalam cooling room dengan cara
mengangin-anginkan produk pada ban berjalan dan menggunakan kipas di atas ban
berjalan selama 20 sampai dengan 15 menit. Tahap ini bertujuan untuk
menurunkan suhu produk dari proses pemanggangan menjadi suhu
kamar yang menyebabkan pengerasan tekstur dan mempercepat proses
30
g. Pengemasan
Pengemasan bertujuan untuk mencegah terjadinya kerusakan
dengan melindungi bahan pangan di dalamnya dari bahaya
pencemaran dari luar. Selain itu, pengemasan berguna untuk
memudahkan dalam penyimpanan, pengangkutan, dan distribusi.
Kemasan yang digunakan harus mempunyai daya tahan yang
cukup untuk mempertahankan cookies dari kerusakan sesuai dengan
umur simpan yang diinginkan.
Kemasan terdiri atas dua jenis yaitu kemasan primer dan
sekunder. Kemasan primer adalah kemasan yang berhubungan
langsung dengan bahan yang dikemas seperti metalize packaging,
sedangkan kemasan sekunder adalah kemasan yang tidak berhubungan
secara langsung dengan produk, tetapi berhubungan langsung dengan
barang yang dikemas seperti karton atau kardus.
Lama waktu pemanggangan di skala produksi cookies relatif singkat
berkisar 4-5 menit setiap zona dan suhu pemanggangan cookies relatif tinggi
berkisar 1600-2000C. Maka, uji coba variabel proses untuk pembuatan cookies
dengan microwave tipe double heating menggunakan kisaran variabel suhu 1600-2000C dan variabel lama waktu baking 4-5 menit dengan modifikasi di
laboratorium (lihat Tabel 3.). Evaluasi mutu cookies dilakukan untuk
menetapkan variabel proses suhu dan lama waktu baking terpilih dengan
[image:50.612.135.517.554.702.2]menggunakan microwave tipe double heating.
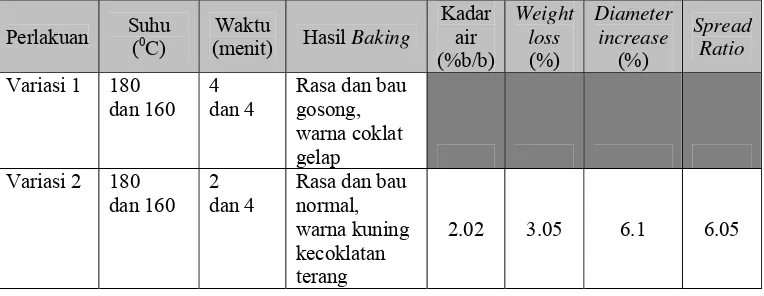
Tabel 4. Evaluasi mutu cookies untuk menetapkan variabel suhu dan lama waktu baking yang terpilih dengan menggunakan microwave jenis double heating Perlakuan Suhu
(0C)
Waktu
(menit) Hasil Baking
Kadar air (%b/b) Weight loss (%) Diameter increase (%) Spread Ratio
Variasi 1 180 dan 160
4 dan 4
Rasa dan bau gosong, warna coklat
gelap
Variasi 2 180 dan 160
2 dan 4
Rasa dan bau normal, warna kuning kecoklatan terang
31
Suhu dan lama waktu baking untuk microwave jenis double heating
variasi 1 adalah suhu 1800C selama 4 menit dan 1600C selama 4 menit
diperoleh hasil baking rasa dan bau gos