EVALUASI PERBAIKAN KUALITAS MENGGUNAKAN
METODE
SEVEN TOOLS
DAN
FAULT TREE ANALYSIS
(FTA)
DI PT. PERKEBUNAN NUSANTARA II BATANG SERANGAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MEIRINI D LINGGA
110423028
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji serta syukur penulis panjatkan atas berkat dan rahmat Tuhan YME yang senantiasa memberikan bimbingan-Nya kepada penulis sehingga dapat menyelesaikan Tugas Akhir ini dengan baik.
Kegiatan penelitian tugas sarjana ini dilakukan di PT. Perkebunan Nusantara II Batang Serangan yang terletak di Kecamatan Batang Serangan Kabupaten Langkat. Kegiatan tersebut merupakan salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Evaluasi Perbaikan Kualitas Menggunakan Metode Seven Tools dan Fault Tree Analysis (FTA) di PT. Perkebunana Nusantara II Batang Serangan”.
Penulis menyadari bahwa tugas sarjana ini belum sempurna dan masih terdapat kekurangan. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan tugas sarjana ini dan penulis berharap agar laporan tugas sarjana ini dapat memberi manfaat bagi semua pihak yang memerlukannya.
Medan, April 2015
UCAPAN TERIMA KASIH
Ucapan syukur tak hentinya terucap atas selesainya Tugas Sarjana ini, banyak pihak yang telah membantu baik itu berupa bimbingan ataupun berupa bantuan moril dan materil, sehingga Tugas Sarjana ini dapat diselesaikan. Oleh karena itu, penulis mengucapkan terima kasih kepada semua pihak yang telah membantu, teristimewa kepada bapak dan mamak serta kakak, abang dan keponakan penulis yang senantiasa ada dan selalu memberikan perhatian, doa dan semangat dalam bentuk apapun kepada penulis.
Pada kesempatan ini pula, penulis ucapkan terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT, selaku ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara dan selaku Dosen Pembimbing I, atas waktunya untuk membimbing, memberi arahan, dan masukan serta ilmu yang diberikan dalam penyelesaian Tugas Sarjana ini.
2. Ibu Khalida Syahputri, ST. MT, selaku Dosen Pembimbing II atas waktunya untuk membimbing, memberi arahan, dan masukan serta ilmu yang diberikan dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ir. Rosnani Ginting, MT, selaku Koordinator Tugas Akhir dan selaku Ketua Bidang Rekayasa dan Manufaktur.
5. Bapak M. Ervin selaku Manajer Unit di PT. Perkebunan Nusantara II Batang Serangan
6. Segenap staff dan karyawan PT. Perkebunan Nusantara II Batang Serangan 7. Pegawai perpustakaan Departemen Teknik Industri, Kak Rahma dan Kak
Mia, terimakasih untuk kebaikan dan toleransinya.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II.
GAMBARAN UMUM PERUSAHAAN ...
II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Visi, Misi dan Nilai Budaya ... II-2 2.3. Struktur Organisasi ... II-2 2.4. Jumlah Tenaga Kerja dan Jam Kerja ... II-4 2.4.1. Jumlah Tenaga Kerja ... II-4 2.4.2. Jam Kerja ... II-4 2.5. Ruang Lingkup Bidang Usaha ... II-5 2.6. Lokasi Perusahaan ... II-5 2.7. Daerah Pemasaran ... II-5 2.8. Proses Produksi ... II-6 2.8.1. Standar Mutu Bahan/Produk ... II-6 2.8.2. Bahan yang Digunakan ... II-6 2.8.3. Uraian Proses ... II-7 2.9.Dampak Sosial Ekonomi Terhadap Lingkungan... II-11DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.4. Metode Penentuan Jumlah Sampel ... III-15 3.5. Tujuan Pengendalian Kualitas ... III-18 3.6. Seven Tools... III-19 3.6.1.Check Sheets (Lembar Pemeriksaan) ... III-20 3.6.2. Stratification ... III-21 3.6.3.Histogram ... III-22 3.6.4.Pareto Diagram ... III-23 3.6.5.Scatter Diagram (Diagram Pencar) ... III-25 3.6.6.Control Chart ... III-26 3.6.7.Cause and Effect Diagram (Diagram Sebab
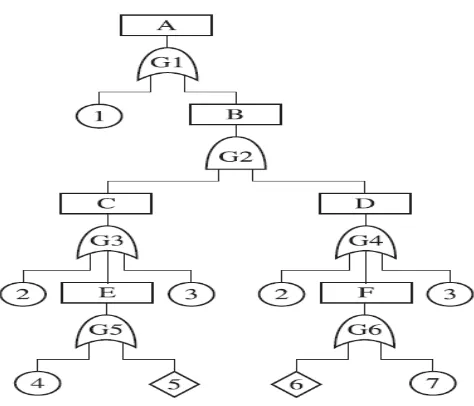
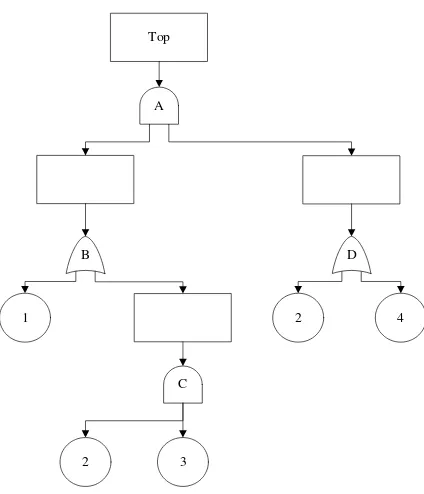
Akibat) ... III-32 3.7. Fault Tree Analysis (FTA) ... III-34 3.7.1.Langkah-langkah Fault Tree Analysis (FTA) ... III-35 3.7.2.Simbol-simbol Fault Tree Analysis (FTA) ... III-36 3.7.3.Bagian Konstruksi ... III-39 3.7.4.Cut Set Method ... III-40
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Berpikir ... IV-2 4.6. Pengumpulan Data ... IV-3 4.7. Metode Pengumpulan Data ... IV-3 4.7.1. Metode Seven Tools ... IV-4 4.7.2. Fault Tree Analysis (FTA) ... IV-5 4.8. Analisis Data ... IV-9
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Data Produk Cacat... V-1
5.1.2. Penentuan Populasi dan Jumlah Sampel ... V-2 5.2. Pengolahan Data ... V-3 V-5 5.2.1. Lembar Pemeriksaan (Checksheet) ... V-3 5.2.2. Stratifikasi ... V-5 5.2.3. Histogram ... V-6 5.2.4. Diagram Pareto ... V-9 5.2.5. Diagram Pencar (Scatter Diagram) ... V-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.7. Diagram Sebab Akibat ... V-25 5.2.8. Pembuatan Fault Tree Analysis ... V-30 5.2.9. Perhitungan Probabilitas Kegagalan pada Fault Tree
Analysis (FTA) ... V-33 5.2.9.1. Data Responden Kuesioner ... V-33 5.2.9.2. Kuesioner ... V-34 5.2.9.3. Kuesioner Probabilitas Kegagalan Perakitan .... V-35 5.2.9.4. Hasil Rekapan Kuesioner ... V-36 5.2.9.5. Pembobotan Kuesioner ... V-37
VI. ANALISIS DAN PEMECAHAN MASALAH ... VI-1 6.1. Analisis Histogram ... VI-1 6.2. Analisis Diagram Pareto ... VI-1 6.3. Analisis Scatter Diagram (Diagram Pencar) ... VI-2 6.4. Analisis Control Chart (Peta Kontrol) ... VI-2 6.5. Analisis Cause and Effect Diagram (Diagram Sebab
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.7. Usulan Tindakan Perbaikan ... VI-6
VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Historis Kegagalan Produk Ribbed Smoke Sheet (RSS) bulan September 2014 di PT. Perkebunan Nusantara II Batang
Serangan ... I-2 2.1. Jumlah Karyawan Pimpinan PT. Perkebunan Nusantara II
Batang Serangan ... II-4 2.3. Standar Mutu Produk PT. Perkebunan Nusantara II Batang
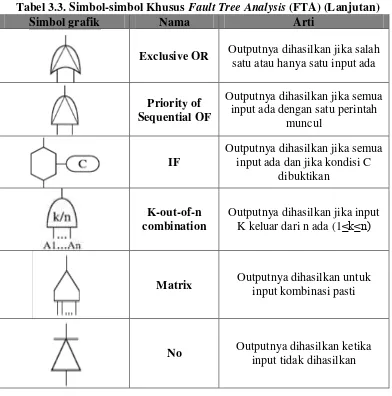
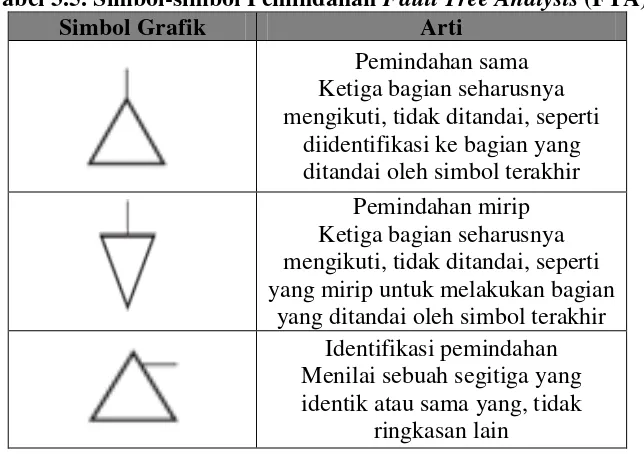
Serangan ... II-32 3.1. Rentang Nilai Koefisien Korelasi r ... III-14 3.2. Simbol-simbol Utama Fault Tree Analysis (FTA) ... III-36 3.3. Simbol-simbol Khusus Fault Tree Analysis (FTA) ... III-37 3.4. Simbol-simbol EventsFault Tree Analysis (FTA) ... III-37 3.5. Simbol-simbol Pemindahan Fault Tree Analysis (FTA) ... III-38 5.1 Data Produk Cacat PT. Perkebunan Nusantara II Batang
Serangan November 2014 ... V-1 5.2. Lembar Pemeriksaan ... V-4 5.3. Stratifikasi Kecacatan ... V-5 5.4. Jumlah Kecacatan Sheet Mengandung Kotoran (TK), Sheet
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.5. Persentase Produk Cacat ... V-9 5.6. Data Jumlah Sheet Mengandung Kotoran (TK) dengan Sheet
Mengandung Gelembung Udara (GU) ... V-11 5.7. Perhitungan Korelasi antara X dengan Y ... V-13 5.8. Data Jumlah Sheet Mengandung Kotoran (TK) dengan Sheet
Berjamur ... V-14 5.9. Perhitungan Korelasi antara X dengan Z ... V-17 5.10. Data Jumlah Sheet Mengandung Gelembung Udara dengan
Sheet Berjamur ... V-19 5.11. Perhitungan Korelasi antara Y dengan Z ... V-21 5.12. Peta Kontrol p Jumlah Kecacatan ... V-23 5.13. Data Responden Kuesioner ... V-34 5.14. Hasil Rekapan Kuesioner Sheet Mengandung Kotoran ... V-36 5.15. Hasil Rekapan Kuesioner Sheet Mengandung Gelembung
Udara ... V-36 5.16. Rekapitulasi Pembobotan Kuesioner Sheet Mengandung
Kotoran ... V-38 5.17. Rekapitulasi Pembobotan Kuesioner Sheet Mengandung
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.18. Rekapitulasi Perhitungan Probabilitas Resiko Kegagalan
Sheet Mengandung Kotoran ... V-42 5.19. Rekapitulasi Perhitungan Probabilitas Resiko Kegagalan
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Perkebunan Nusantara II Batang
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
4.3. Blok Diagram Penelitian Metode Seven Tools ... IV-7 4.4. Blok Diagram Penelitian Fault Tree Analysis ... IV-8 5.1. Histogram Produk Cacat ... V-8 5.2. Diagram Pareto Produk Cacat Ribbed Smoke Sheet (RSS) . V-10 5.3. Diagram Pencar antara Sheet Mengandung
Kotoran (TK) dengan Sheet Mengandung Gelembung
Udara (GU) ... V-12 5.4. Diagram Pencar Sheet Mengandung Kotoran
(TK) Berjamur ... V-16 5.5. Diagram Pencar antara Sheet Gelembung Udara (GU)
dengan Sheet Berjamur (BR) ... V-20 5.6. Peta Kontrol p Jumlah Kecacatan ... V-25 5.7. Cause and Effect DiagramSheet Mengandung Kotoran... V-28 5.8. Cause and Effect Diagram Sheet Mengandung Gelembung
Udara ... V-29 5.9. Fault Tree Anaysis (FTA) untuk Sheet Mengandung
Kotoran ... V-32 5.10. Fault Tree Anaysis (FTA) untuk Sheet Mengandung
ABSTRAK
Persaingan industri semakin kompetitif di era globalisasi saat ini. Perusahaan manufaktur maupun jasa harus tetap survive dengan menghasilkan produk yang berkualitas demi menjaga kepercayaan konsumen terhadap produk yang dihasilkan. PT. Perkebunan Nusantara II Batang Serangan adalah perusahaan yang memproduksi Ribbed Smoke Sheet (RSS). Pada saat pengamatan di bagian sortasi ditemukan produk cacat yang melebihi batas toleransi yaitu melebihi 3%. Penelitian ini akan mengidentifikasi faktor penyebab kecacatan dengan Seven tools dan menemukan usulan perbaikan dengan Fault Tree Analysis (FTA). Berdasarkan perhitungan ditemukam jenis kecacatan yang terbesar adalah sheet
mengandung kotoran yaitu 332 sheet (56.2%). Faktor penyebab kecacatan disebabkan oleh faktor manusia, bahan baku, mesin dan peralatan, metode dan lingkungan. Usulan perbaikan faktor bahan baku untuk mode kegagalan sheet
mengandung kotoran adalah membersihkan alat sadap sebelum dipakai, melakukan jadwal pembersihan peralatan, mandor melakukan pengawasan yang rutin saat pengumpulan agar memeriksa kebersihan lateks, penambahan air sebaiknya dengan perbandingan 1:2 antara air dengan lateks dan menggunakan wadah yang mempunyai nilai takaran agar dapat dikontrol. Usulan perbaikan faktor bahan baku untuk mode kegagalan sheet mengandung gelembung udara adalah memeriksa kondisi truk agar mencegah truk mogok ketika menuju tempat penerimaan hasil, keberangkatan truk ke tempat penerimaan hasil 4 jam sesudah penyadapan, penyadapan dilakukan pada saat cuaca cerah,penambahan asam semut dengan dosis 600-700cc/bak dan memakai wadah yang mempunyai nilai takaran agar dapat dikontrol
ABSTRAK
Persaingan industri semakin kompetitif di era globalisasi saat ini. Perusahaan manufaktur maupun jasa harus tetap survive dengan menghasilkan produk yang berkualitas demi menjaga kepercayaan konsumen terhadap produk yang dihasilkan. PT. Perkebunan Nusantara II Batang Serangan adalah perusahaan yang memproduksi Ribbed Smoke Sheet (RSS). Pada saat pengamatan di bagian sortasi ditemukan produk cacat yang melebihi batas toleransi yaitu melebihi 3%. Penelitian ini akan mengidentifikasi faktor penyebab kecacatan dengan Seven tools dan menemukan usulan perbaikan dengan Fault Tree Analysis (FTA). Berdasarkan perhitungan ditemukam jenis kecacatan yang terbesar adalah sheet
mengandung kotoran yaitu 332 sheet (56.2%). Faktor penyebab kecacatan disebabkan oleh faktor manusia, bahan baku, mesin dan peralatan, metode dan lingkungan. Usulan perbaikan faktor bahan baku untuk mode kegagalan sheet
mengandung kotoran adalah membersihkan alat sadap sebelum dipakai, melakukan jadwal pembersihan peralatan, mandor melakukan pengawasan yang rutin saat pengumpulan agar memeriksa kebersihan lateks, penambahan air sebaiknya dengan perbandingan 1:2 antara air dengan lateks dan menggunakan wadah yang mempunyai nilai takaran agar dapat dikontrol. Usulan perbaikan faktor bahan baku untuk mode kegagalan sheet mengandung gelembung udara adalah memeriksa kondisi truk agar mencegah truk mogok ketika menuju tempat penerimaan hasil, keberangkatan truk ke tempat penerimaan hasil 4 jam sesudah penyadapan, penyadapan dilakukan pada saat cuaca cerah,penambahan asam semut dengan dosis 600-700cc/bak dan memakai wadah yang mempunyai nilai takaran agar dapat dikontrol
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Persaingan di era globalisasi saat ini semakin meningkat. Persaingan akan semakin kompetitif seiring diberlakukannya Asean Free Trade Area (AFTA) dan
Asean China Free Trade Area (ACFTA) serta Masyarakat Ekonomi Asean (MEA) pada akhir 2015 mendatang. Perusahaan manufaktur maupun jasa harus tetap survive dengan menghasilkan produk yang mempunyai daya saing di pasar. Strategi produk yang mengedepankan kualitas atau mutu produk merupakan salah satu solusi yang efektif. Strategi tersebut dilakukan agar dapat meningkatkan kepercayaan masyarakat terhadap produk yang dihasilkan.
PT. Perkebunan Nusantara II Batang Serangan merupakan perusahaan yang memproduksi Ribbed Smoke Sheet (RSS) yaitu getah karet atau lateks yang diolah menjadi lembaran-lembaran karet setengah jadi, digunakan sebagai bahan baku dalam pembuatan ban kendaraan bermotor, pembuatan sandal karet, sarung tangan dll. Berdirinya perusahaan yang menghasilkan produk yang sejenis membuat PT. Perkebunan Nusantara II Batang Serangan secara langung ikut serta dalam persaingan memperebutkan pasar baik pasar domestik maupun internasional. Persaingan ini ditandai dengan tingginya tuntutan konsumen terhadap segi kualitas maupun harga
udara, bebas dari jamur dan bebas dari kotoran. Sesuai pedoman sasaran mutu PT. Perkebunan Nusantara II Batang Serangan dikatakan produk berkualitas apabila tercapainya kesesuaian antara hasil produksi yang dihasilkan dengan rencana target standar mutu yang ditetapkan oleh perusahaan pada setiap produksi atau standar produk yang cacat tidak melebihi 3%. Apabila terdapat produk cacat maka akan dipisahkan dengan produk yang masuk standar kualitas dan akan dijual kembali ke perusahaan lain dengan harga yang lebih rendah dari harga umumnya. Hal tersebut tentunya menjadi suatu kerugian bagi perusahaan karena mengakibatkan terjadinya pemborosan dalam produksi. Berbagai program pengendalian kualitas dilakukan oleh perusahaan sehingga dapat menghasilkan produk yang baik dan sesuai dengan standar kualitas yang ditetapkan. Pengamatan yang dilakukan pada bagian sortasi masih ditemukan produk cacat yang melebihi toleransi yang ditetapkan oleh perusahaan. Data produk cacat pada bulan September 2014 PT. Perkebunan Nusantara II Batang Serangan dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Produk Cacat Ribbed Smoke Sheet (RSS) bulan September 2014 di PT. Perkebunan Nusantara II Batang Serangan
Tanggal Jumlah Produksi
Tabel 1.1. Data Produk Cacat Ribbed Smoke Sheet (RSS) bulan September 2014 di PT. Perkebunan Nusantara II Batang Serangan (Lanjutan)
Tanggal Jumlah Produksi
Berjamur Total cacat
Sumber : PT. Perkebunan Nusantara II Batang Serangan
adalah masalah kualitas yang harus diatasi. Salah satu metode pengendalian kualitas yang digunakan untuk mengatasi masalah tersebut adalah dengan menggunakan metode Seven Tools. Seven Tools digunakan untuk mengidentifikasi faktor penyebab kecacatan produk. Selain itu digunakan juga metode Fault Tree Analysis (FTA) untuk menemukan solusi dalam bentuk usulan tindakan perbaikan kualitas.
Pada penelitian yang dilakukan oleh Pratik J. Patel (2014) di Jordanian Manufacturing Company, perusahaan yang memproduksi alat-alat mesin di India, terdapat permasalahan di bagian pengecoran logam, yaitu dimana saat peregangan baja menghasilkan produk cacat. Seven tools digunakan untuk menemukan penyebab masalah kecacatan yang terjadi agar kemudian dapat dilakukan perbaikan. Cause and effect diagram menunjukkan bahwa produk cacat disebabkan oleh faktor mesin, faktor pengukuran, faktor peralatan, faktor metode, faktor lingkungan dan faktor manusia. Berdasarkan diskusi yang dilakukan, perbaikan yang dapat dilakukan yaitu memperhatikan kapabilitas mesin, bagian garis tepi pemotong dan masalah kalibrasi alat ukur, perlakuan panas peralatan, memperhatikan ketertiban operator dan meninjau kembali gaji operator agar dapat mengatasi masalah pergantian operator1
Penelitian yang membahas Fault Tree Analysis (FTA) dapat dilihat pada penelitian Shahin Fa (2013), pada bagian perkembangan software di India yang bertujuan untuk mengidentifikasi cacat software pada awal siklus untuk mencegah kesalahan desain. Berdasarkan penelitian yang dilakukan dihasilkan bahwa yang
1
menjadi top event adalah masalah fungsi yang tidak tepat. Perbaikan yang diusulkan adalah software harusnya dirancang agar dapat bekerja sesuai fungsi,
software seharusnya dirancang agar dapat bekerja sesuai urutan operasinya, memverifikasi keakuratan data algoritma logic dan struktur data.2
1. Mengidentifikasi faktor-faktor yang menyebabkan kecacatan produk menggunakan metode Seven Tools
Pada penelitian ini akan dilakukan identifikasi penyebab kecacatan menggunakan metode Seven Tools dan metode Fault Tree Analysis untuk melakukan tindakan perbaikan kualitas
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan maka pokok permasalahan yang didapat yaitu masih terdapat jumlah produk cacat yang melebihi standar toleransi yang ditetapkan perusahaan yaitu melebihi 3% . Untuk menangani hal tersebut perusahaan perlu mengidentifikasi faktor-faktor penyebab terjadinya kecacatan produk dan menemukan usulan tindakan perbaikan.
1.3. Tujuan Penelitian dan Manfaat Penelitian
Tujuan umum penelitian adalah untuk mengevaluasi kualitas Ribbed Smoke Sheet (RSS) dengan Seven Tools dan memberi usulan perbaikan berdasarkan Fault Tree Anlaysis
Tujuan khusus penelitian adalah:
2
2. Memberikan usulan perbaikan kualitas produk berdasarkan analisis Fault Tree Analysis (FTA)
Manfaat yang dapat diperoleh dari penelitian ini adalah: 1. Bagi Mahasiswa
Penelitian ini bermanfaat untuk memberikan pengalaman dalam menerapkan teori yang diperoleh di perguruan tinggi ke dalam lingkungan industri secara nyata dalam menyelesaikan masalah.
2. Bagi Perusahaan
Hasil penelitian dapat dijadikan sebagai masukan bagi perusahaan dalam menemukan dan memperbaiki kesalahan saat proses yang disebabkan oleh faktor yang mengganggu kualitas produk
3. Bagi Departemen Teknik Industri
Sebagai tambahan referensi untuk memperkaya laporan penelitian Teknik Industri dan dapat digunakan sebagai acuan bagi penelitian selanjutnya
1.4. Batasan Masalah
Batasan-batasan yang digunakan dalam penelitian ini adalah:
1. Masalah yang diteliti berfokus pada kualitas yang dipengaruhi oleh kotoran, gelembung udara dan jamur
2. Penelitian tidak memperhitungkan biaya
1.5. Asumsi-asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam melakukan penelitian ini adalah: 1. Proses produksi yang berlangsung pada perusahaan berjalan dengan normal. 2. Tidak terjadi restrukturisasi selama penelitian berlangsung
3. Tidak terjadi perubahan pengawasan kualitas selama penelitian berlangsung
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan laporan bertujuan untuk mempermudah dalam menyusun dan mempelajari bagian-bagian dari seluruh rangkaian penelitian.
Adapun sistematika penulisan laporan hasil penelitian ini adalah: BAB I Pendahuluan
Dalam bab ini berisi tentang latar belakang penelitian, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi penelitian dan sistematika penulisan laporan tugas sarjana.
BAB II Gambaran Umum Perusahaan
Dalam bab ini berisi tentang sejarah perusahaan, visi, misi dan nilai budaya, struktur organisasi, jumlah tenaga kerja dan jam kerja, ruang lingkup bidang usaha, lokasi perusahaan, daerah pemasaran, proses produksi dan dampak sosial ekonomi terhadap lingkungan BAB III Landasan Teori
kualitas, teknik sampling, metode penentuan jumlah sampel, seven tools, dan Fault Tree Analysis (FTA)
BAB IV Metodologi Penelitian
Dalam bab ini berisi tentang langkah-langkah dan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir. Berisi tentang tempat dan waktu pelatihan, jenis penelitian, objek penelitian, variabel penelitian, kerangka berpikir, pengumpulan data dan metode pengolahan data
BAB V Pengumpulan dan Pengolahan Data
Dalam bab ini berisi data primer dan data sekunder yang diperoleh dari penelitian serta melanjutkan pengolahan data yang membantu pemecahan masalah. Pengolahan dilakukan dengan menggunakan metode Seven Tools dan metode Fault Tree Analysis (FTA) untuk mendapatkan tindakan perbaikan kualitas
BAB VI Analisis Pemecahan Masalah
Dalam bab ini berisi analisis hasil pengolahan data dan mencari usulan tindakan perbaikan
BAB VII Kesimpulan dan Saran
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Kebun Batang Serangan dibuka pada tahun 1910 yang dikelola oleh pemerintahan Belanda dengan nama perusahaan NV.BDM (Breningde Deli Maatscappinjen). Pada tahun 1958 pemerintah Negara Kesatuan Republik
Indonesia (NKRI) mengambil alih perusahaan tersebut dan diberi nama PPN Baru (Pusat Perkebunan Negara Baru). Peralihan dan pergantian nama perusahaan Kebun Batang Serangan dapat disampaikan sebagai berikut:
1. Pada tahun 1910 NV. Berenigde Deli Maatscappijen (NV.BDN) 2. Pada tahun 1950 menjadi Pusat Perkebunan Negara Baru (PPN Baru) 3. Pada tahun 1961 menjadi Pusat Perkebunan Negara (PPN) Sumut-II 4. Pada tahun 1963 menjadi Pusat Perkebunan Negara (PPN) Karet-II 5. Pada tahun 1969 menjadi Perusahaan Negara Perkebunan (PNP) Karet-II 6. Pada tahun 1976 menjadi PT. Perkebunan-II (Persero)
2.2. Visi, Misi dan Nilai Budaya 2.2.1. Visi Perusahaan
Visi perusahaan PT. Perkebunan Nusantara II Batang Serangan adalah ”Dari perusahaan perkebunan menjadi perusahaan multi usaha berdaya saing tinggi”
2.2.2. Misi Perusahaan
Misi perusahaan PT. Perkebunan Nusantara II Batang Serangan adalah “Mengoptimalkan seluruh potensi sumber daya dan usaha, memberikan kontribusi optimal, menjaga kelestarian dan penambahan nilai”
2.2.3. Nilai Budaya
Nilai budaya perusahaan PT. Perkebunan Nusantara II Batang Serangan adalah “Professional, kesetaraan, kemakmuran, kejujuran, integritas dan kerja sama”
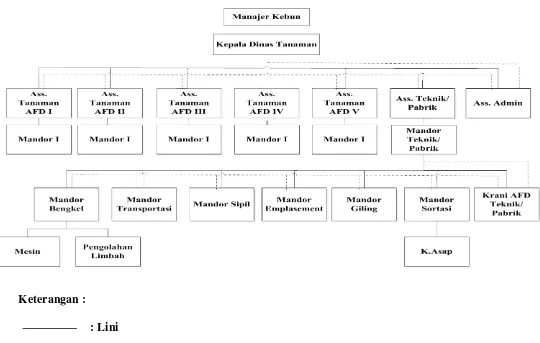
2.3. Struktur Organisasi
Keterangan : : Lini
--- : Fungsional
2.4. Jumlah Tenaga Kerja dan Jam Kerja 2.4.1. Jumlah Tenaga Kerja
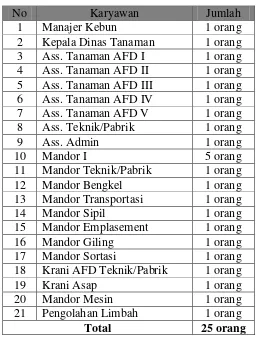
Jumlah karyawan pimpinan PT. Perkebunan Nusantara II Batang Serangan dapat dilihat pada Tabel 2.1
Tabel 2.1. Jumlah Karyawan Pimpinan PT. Perkebunan Nusantara II Batang Serangan
11 Mandor Teknik/Pabrik 1 orang
12 Mandor Bengkel 1 orang
13 Mandor Transportasi 1 orang
14 Mandor Sipil 1 orang
15 Mandor Emplasement 1 orang
16 Mandor Giling 1 orang
17 Mandor Sortasi 1 orang
18 Krani AFD Teknik/Pabrik 1 orang
19 Krani Asap 1 orang
20 Mandor Mesin 1 orang
21 Pengolahan Limbah 1 orang
Total 25 orang
2.4.2. Jam Kerja
Ketentuan jam kerja di PT. Perkebunan Nusantara II Batang Serangan dapat dibagi menjadi 2 bagian sebagai berikut:
Senin-Jumat
Waktu kerja : 07.00-16.00 WIB Waktu istirahat : 12.00-13.00 WIB Sabtu
Waktu kerja : 07.00-14.00 WIB Waktu istirahat : 11.00-13.00 WIB 2. Waktu kerja karyawan produksi
Untuk karyawan produksi terbagi atas 3 shift (Senin-Minggu) yaitu: Shift I : 07.00-15.00 WIB
Shift II : 15.00-23.00 WIB Shift II : 23.00-07.00 WIB
2.5. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara II Batang Serangan merupakan perusahaan yang bergerak dalam bidang pengolahan karet dengan menghasilkan produk
Ribbed smoke sheet yaitu untuk jenis RSS I, RSS III dan Cutting
2.6. Lokasi Perusahaan
2.7. Daerah Pemasaran
Saat ini PT. Perkebunan Nusantara II Batang Serangan memasarkan produknya di dalam negeri dan luar negeri. Perusahaan yang menjadi konsumen dalam negeri PT. Perkebunan Nusantara II Batang Serangan adalah PT Industri Karet Deli. Untuk produk compo dan slab adalah PT. Wipolimex Raya dan PT. Sentang Raya Indonesia. Produk yang akan dikirim ke luar negeri akan dibawa ke Belawan untuk dikirim ke Singapura dan Malaysia.
2.8. Proses Produksi
2.8.1. Standar Mutu Bahan/Produk
Standar mutu produk berpedoman pada Standar Nasional Indonesia (SNI) 06-0001-1987. PT. Perkebunan Nusantara II Batang Serangan menghasilkan standar mutu RSS yang terdiri dari RSS I, RSS II dan Cutting. Penentuan perbedaaan kategori produk dilihat pada Tabel 2.2.
Tabel 2.2. Standar Mutu Produk PT. Perkebunan Nusantara II Batang Serangan
Produk Persyaratan Produk
RSS I Pada sheet ini harus memenuhi persyaratan yaitu tidak ada kotoran, tidak ada gelembung-gelembung udara dan tidak ada jamur
RSS III Pada sheet ini terdapat kotoran, terdapat gelembung-gelembung udara dan cacat warna
Cutting Merupakan produk sisa yang tidak termasuk kategori produk RSS I
2.8.2. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam memproduksi ribbed smoke sheet
berdasarkan jenis bahannya, yaitu : 1. Bahan Baku.
Bahan baku yang digunakan adalah cairan berwarna putih yang dihasilkan pohon karet yang biasa disebut lateks.
2. Bahan Tambahan
Bahan tambahan yang digunakan PT. Perkebunan Nusantara II Batang Serangan dalam membuat produk adalah kayu bakar, potongan sheet (cutting), cat hitam, minyak bensin dan talkpowder
3. Bahan penolong
Bahan penolong yang digunakan dalam proses pengolahan baja adalah : a. Air
Dalam hal ini air berfungsi sebagai bahan pengencer sehingga komposisi lateks sesuai dengan standar atau ketentuan industri. Selain itu juga digunakan untuk mencuci peralatan, menghilangkan kotoran-kotoran yang terdapat pada koagulum serta merendam koagulum agar tidak lengket pada roll penggiling b. Asam Semut
2.8.3. Uraian Proses
Langkah-langkah dalam proses produksi lateks hingga menjadi ribbed smoke sheet yaitu :
1. Persiapan Alat
Dalam proses pengolahan lateks harus memperhatikan kebersihan peralatan. Pembersihan alat-alat ini dilakukan setiap hari sebelum proses pengolahan berlangsung. Kebersihan alat ini meliputi tangki pengangkut lateks, saringan, bak pengenceran, talang pengalir, bak koagulasi, pengaduk dan sekat. Alat-alat tersebut dibersihkan dengan sikat atau alat penggosok berupa kain.
2. Penerimaan Bahan Baku
Lateks dari kebun diangkut dengan tangki dan disaring kemudian dibawa ke tempat pengolahan. Lateks dari tangki dialirkan ke bak penampung lateks yang sebelumnya disaring. Lateks dari tangki penerimaan dialirkan melalui talang dengan terlebih dahulu disaring menggunakan saringan 40 mesh agar terbebas dari kotoran. Setalah itu lateks kemudian dialirkan ke dalam bak koagulasi hingga mencapai 6000 liter lateks.
3. Pengenceran
4. Pembekuan
Lateks dari tangki penerimaan dialirkan melalui talang dengan terlebih dahulu disaring menggunakan saringan seser 60 mesh minimal lima kali untuk membersihkan gumpalan-gumpalan halus yang terdapat pada cairan.
Pembekuan dilakukan dengan penambahan zat koagulan yaitu asam format/asam semut atau asam asetat ke dalam bak koagulasi dengan konsentrasi 2,5-3% dengan dosis 600-700 cc/bak. Larutan asam semut kemudian diaduk bolak balik hingga merata sebanyak 7 kali. Setelah itu dipasang plat sekat (plat sisir) pada selah-selah sekat dengan tegak lurus berdiri untuk menghindari pembekuan lebih awal.
5. Penggilingan
Penggilingan dilakukan setelah proses pembekuan selesai dan menjadi koagulum. Koagulum digiling satu persatu menggunakan mesin sheeter dengan ketebalan 2,5-3 mm. Penggilingan dilakukan dengan tujuan mengeluarkan kandungan air, mengeluarkan sebagian serum, membilas, membentuk lembaran tipis dan memberi garis batikan pada lembaran. Untuk memperoleh lembaran
sheet, koagulum digiling dengan beberapa gilingan rol licin, rol belimbing dan rol motif (batik).
6. Pengasapan
Lori yang dimasukkan ke kamar tunggu kemudian dikeluarkan dan dilakukan perenggangan untuk lembaran sheet yang lengket. Kemudian dimasukkan ke dalam kamr asap untuk dilakukan pengeringan. Selama proses pengasapan harus mengontrol kondisi temperatur kamar asap serta memperhatiakn kebutuhan kayu bakar sebagai bahan bakarnya. Proses pengasapan merupakan proses mematangkan lembaran-lembaran sheet. Dalam proses ini sangat dibutuhkan asap. Lori kemudian dikeluarkan setelah mencapai hari ke enam.
Suhu yang digunakan di dalam kamar asap adalah sebagai berikut:
a. Hari pertama, pengasapan dilakukan dengan suhu kamar sekitar 40-450C b. Hari kedua, pengasapan dengan suhu kamar asap mencapai 45-500C c. Hari ketiga, pengasapan dengan suhu kamar asap mencapai 50-550C d. Hari keempat, pengasapan dengan suhu kamar asap mencapai 55-600C e. Hari kelima, pengasapan dilakukan dengan suhu kamar asap mencapai
60-650C 7. Sortasi
Setelah melalui proses pengasapan, lembaran sheet yang sudah matang dibawa ke bagian sortasi. Proses sortasi dilakukan secara visual berdasarkan sheet
mengandung kotoran, mengandung gelembung udara dan berjamur yang mengacu pada standart yang terdapat pada SNI 06-0001-1987. Apabila ditemukan sheet
8. Pengepakan dan Pelaburan
Lembaran sheet yang sudah disortasi kemudian ditimbang sebanyak 106 kg. Setelah ditimbang kemudian dipress menggunakan mesin hidrolik dan diikat menggunakan besi sepanjang 50cm, kemudian melepaskan besi pengikat dari tumpukan sheet (bandela).
Lem perekat kemasan menggunakan campuran bensin dan minyak tanah. Setelah dicat ball kemudian dilakukan pelaburan yang bertujuan agar lembaran
sheet tidak berjamur. Bahan labur terdiri dari minyak bensin, talkpowder dan
sheet dengan komposisi 8 liter minyak bensin, 1,5 kg talkpowder dan 2,4 kg sheet
yang digunakan untuk melaburi satu ton sheet
9. Pelabelan
Ball yang telah mengalami pelapuran akan dilakukan pelabelan menggunakan cat hitam. Proses labelling yaitu memberi identitas pada ball dengan mencetak nama diatas labur. Nama label terdiri dari kode pabrik, nama kebun, nomor urut bandela yang diproduksi, nomor faktur pengiriman barang, tanggal pembuatan, standar kualitas, negara pembuatan produk serta mutu sheet. Setelah itu bandela akan dibawa ke gudang penyimpanan, dikelompokkan berdasarkan jenis mutunya
10. Pengiriman Produk
2.9. Dampak Sosial Ekonomi Terhadap Lingkungan
Dengan berdirinya PT. Perkebunan Nusantara II Batang Serangan, banyak keuntungan yang diperoleh masyrakat khususnya dampak sosial ekonomi terhadap lingkungan, yaitu :
1. Dengan didirikannya PT. Perkebunan Nusantara II Batang Serangan mengakibatkan lancarnya sarana angkutan dari perusahaan ke perkampungan di sekitar perusahaan
2. PT. Perkebunan Nusantara II Batang Serangan merangkul masyarakat di lingkungan pabrik untuk menjadi karyawan
3. PT. Perkebunan Nusantara II Batang Serangan mendirikan Poliklinik yang berada di sekitar kantor besar Batang Serangan untuk menunjang kesehatan karyawan
BAB III
LANDASAN TEORI
3.1. Pengertian Kualitas3
1. Standar kinerja yang diharapkan pelanggan
Konsep kualitas sering dianggap sebagai ukuran relatif kebaikan suatu produk atau jasa yang terdiri atas kualitas desain dan kualitas kesesuaian. Kualitas desain merupakan fungsi spesifikasi produk sedangkan kualitas kesesuaian adalah suatu ukuran seberapa jauh suatu produk memenuhi persyaratan atau spesifikasi kualitas yang telah ditetapkan.
Menurut Fandy Tjiptono & Anastasia Diana (2004) defenisi kualitas adalah sebagai berikut:
2. Pertama kali dan setiap kali memenuhi kebutuhan pelanggan
3. Menyediakan produk dan layanan secara konsisten untuk memenuhi kebutuhan pelanggan
4. Melakukan hal yang benar, tim yang benar, selalu berusaha untuk perbaikan, merupakan cara sukses untuk mengatur manusia dan mesin
5. Arti keunggulan
6. Pantang menyerah dan terus berusaha oleh semua anggota organisasi untuk dapat memahami, memenuhi kebutuhan pelanggan
7. Produk terbaik yang dapat dihasilkan dengan bahan-bahan yang digunakan
3
8. Konsisten pada produk bagus yang dapat dipercayai pelanggan
9. Tidak hanya memuaskan pelanggan tapi juga menyenangkan pelanggan, berinovasi dan menciptakan karya
Goetsch dan Davis (2002) membuat defenisi kualitas yang lebih luas cakupannya. Defenisi tersebut adalah: kualitas merupakan suatu kondisi dinamis yang berhubungan dengan produk, jasa, manusia, proses dan lingkungan yang melebihi atau memenuhi harapan.
3.2. Pengertian Pengendalian Kualitas4
2. Membandingkan yang aktual dengan sasaran.
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan/perawatan dari suatu tingkat/derajat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus menerus serta tindakan korektif bilamana diperlukan. Jadi pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu baik (accept) atau jelek (reject).
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari pihak marketing hingga bahan baku tersebut masuk ke pabrik dan bahan baku itu diolah di pabrik yang akhirnya dikirim ke pelanggan.
Menurut Dr. Juran, pendekatan terhadap pengendalian kualitas melibatkan beberapa aktivitas berikut:
1. Mengevaluasi performansi aktual.
4
3. Mengambil tindakan atas perbedaan antara yang aktual dan sasaran.
Perusahaan Ricoh di Jepang membagi konsep pengendalian kualitas ke dalam tiga area, yaitu filosofi, peralatan, dan aktivitas. Area filosofi kualitas dari Ricoh mencakup tiga hal penting, yaitu berorientasi pada pasar (pelanggan), tidak membuat kesalahan pada pelanggan, dan semua keputusan penting hanya dilakukan berdasarkan pada fakta (data).
Area peralatan (tools) mencakup dua hal penting, yaitu tindakan korektif dilakukan apabila terdapat penyimpangan hasil, dan peralatan-peralatan digunakan untuk mengidentifikasi penyimpangan yang terjadi itu. Area aktivitas mencakup empat hal penting, yaitu aktivitas penyelesaian masalah, aktivitas pengembangan kebijaksanaan, aktivitas jaminan kualitas, dan aktivitas oleh manajemen ditambah dengan aktivitas yang dimulai karyawan atau pekerja seperti aktivitas gugus kendali mutu.
Pengendalian kualitas dipengaruhi oleh berbagai faktor yang mana akan membantu dalam mengambil keputusan kualitas, yaitu:
1. Marketing, yaitu kegiatan mengevaluasi tingkat kualitas produk yang konsumen inginkan, butuhkan, dan rela untuk membayarnya. Selain itu,
marketing juga menyediakan data kualitas produk dan membantu menentukan kebutuhan kualitas.
3. Procurement, yaitu dengan menggunakan informasi kualitas dari design engineering dapat diperoleh material dan komponenyang berkualitas, seperti material standar, alat-alat standar, komponen minor dan mayor.
4. Process design, yaitu mengembangkan proses dan prosedur yang akan menghasilkan produk berkualitas. Tujuan ini akan tercapai dengan beberapa aktivitas, seperti pemilihan dan pengembangan proses, perencanaan produksi, dan aktivitas pendukung.
5. Production, yaitu kegiatan menghasilkan produk yang berkualitas.
6. Inspection and test, yaitu kegiatan menginspeksi kualitas dari barang yang dibeli dan diproduksi untuk dilaporkan hasilnya.
7. Packaging and storage, yaitu kegiatan menyajikan dan melindungi kualitas suatu produk.
8. Product service, yaitu melayani pelanggan dalam merealisasikan fungsi yang diinginkan dari suatu produk selama masa pakainya.
3.3. Tujuan Pengendalian Kualitas5
3. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin.
Tujuan dari pengendalian kualitas menurut Sofjan Assauri (1998) :
1. Agar barang hasil produksi dapat mencapai standar kualitas yang telah ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
5
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan bahwa kualitas produk atau jasa yang dihasilkan sesuai dengan standar kualitas yang telah ditetapkan dengan mengeluarkan biaya yang ekonomis atau serendah mungkin
3.4. Teknik Sampling6
Secara umum, ada dua jenis teknik pengambilan sampel, yaitu random sampling/probability sampling dan non random sampling/non probability sampling. Random sampling adalah cara pengambilan sampel yang memberikan kesempatan yang sama untuk diambil. Artinya, jika elemen populasinya ada 100 dan yang akan dijadikan sampel adalah 25, maka setiap elemen tersebut mempunyai kemungkinan 25/100 untuk bisa dipilih menjadi sampel. Sedangkan, non random sampling atau non probability sampling adalah setiap elemen populasi tidak mempunyai kemungkinan yang sama untuk dijadikan sampel. Lima
Sampel adalah sebagian anggota dari populasi yang dipilih menggunakan prosedur tertentu sehingga diharapkan dapat mewakili populasi. Populasi adalah keseluruhan elemen atau unsur yang akan kita teliti. Penelitian yang dilakukan atas seluruh elemen dinamakan sensus. Idealnya, agar hasil penelitiannya lebih bisa dipercaya, seorang peneliti harus melakukan sensus. Namun, karena sesuatu hal peneliti tidak meneliti keseluruhan elemen tadi, maka yang dilakukannya adalah meneliti sebagian dari keseluruhan elemen atau unsur tadi.
6
elemen populasi dipilih sebagai sampel karena letaknya dekat dengan rumah peneliti, sedangkan yang lainnya, karena jauh, tidak dipilih, artinya kemungkinannya 0 (nol).
a. Probability Sampling.
Syarat pertama yang harus dilakukan untuk mengambil sampel secara acak adalah memperoleh atau membuat kerangka sampel atau dikenal dengan nama
sampling frame. Kerangka sampling adalah daftar yang berisikan setiap elemen populasi yang bisa diambil sebagai sampel. Elemen populasi bisa berupa data tentang orang/binatang, kejadian, tempat, atau juga benda.
Di samping sampling frame, peneliti juga harus mempunyai alat yang bisa dijadikan penentu sampel. Alat yang umumnya digunakan adalah tabel angka
random, kalkulator, atau undian. Pemilihan sampel secara acak bisa dilakukan melalui sistem undian jika elemen populasinya tidak begitu banyak. Tetapi, jika sudah ratusan, cara undian bisa mengganggu konsep acak atau random itu sendiri.
1. Simplerandomsampling atau sampel acak sederhana7
Simple random sampling adalah teknik sampling secara acak dimana setiap individu dalam populasi memiliki peluang yang sama untuk dijadikan sampel. Proses memilih sejumlah sampel n dari populasi N yang dilakukan secara random. Ada 2 cara yang dikenal dalam simple random sampling yaitu:
a. Bila jumlah populasi sedikit, bisa dilakukan dengan cara mengundi Cointoss
7
b. Tetapi bila populasinya besar, perlu digunakan label random numbers
yang prosedurnya adalah sebagai berikut: 1) Misalnya populasi berjumlah 300 (N=300).
2) Tentukan nomor setiap unit populasi (dari 1 s/d 300 = 3 digit/kolom) 3) Tentukan besar sampel yang akan diambil. (Misalnya 75 atau 25 %) 4) Tentukan skema penggunaan label random numbers. (misalnya dimulai
dari 3 kolom pertama dan baris pertama) dengan menggunakan tabel random numbers, tentukan unit mana yang terpilih, sebesar sampel yang dibutuhkan, yaitu dengan mengurutkan angka-angka dalam 3 kolom pertama, dari atas ke bawah, setiap nomor ≤ 300, merupakan nomor sampel yang diambil (100, 175, 243, 101), bila ada nomor ≥ 300, tidak diambil sebagai sampel (N = 300). Jika pada lembar pertama jumlah sampel belum mencukupi, lanjutkan ke lembaran berikutnya, dan seterusnya. Jika ada nomor yang serupa dijumpai, di ambil hanya satu, karena setiap orang hanya mempunyai 1 nomor identifikasi.
Gambar 3.1. Ilustrasi Simple Random Sampling 1 2 3
4 5 6 13
Diambil secara random
2. Stratifiedrandomsampling (sampling bertingkat)8
Stratified random sampling digunakan peneliti apabila di dalam populasi terdapat kelompok-kelompok subjek dan antara satu kelompok dengan kelompok yang lain tampak adanya strata atau tingkatan. Pada stratified random sampling populasi N unit adalah pembagian pertama menjadi subpopulasi dar N1, N2,…,NL unit, berturu-turut. Subpopulasi ini tidak saling
tumpang tindih dan bersama terdiri dari seluruh populasi, sehingga menjadi : N1+N2+…+NL=N
Prosedur:
a. Siapkan sampling frame, daftar yang berisikan setiap elemen populasi yang bisa diambil sebagai sampel
b. Bagi sampling frame tersebut berdasarkan strata yang dikehendaki c. Tentukan jumlah sampel dalam setiap stratum
d. Pilih sampel dari setiap stratum secara acak.
Misalnya, karena kondisi Taman Kanak-kanak di Medan sangat berbeda (heterogen) maka buatlah kriteria yang tertentu yang dapat mengelompokkan sekolah Taman Kanak-kanak ke dalam 3 kelompok (A = baik, B = sedang, C=kurang). Contohnya untuk Taman Kanak-Kanak dengan kondisi A ada 20 buah dari 100 Taman Kanak-Kanak yang ada di Kota Madya Medan, kondisi B=50 buah C=30 buah. Jika berdasarkan perhitungan besar sampel, kita ingin mengambil sebanyak 25 buah (25%), maka ambilah 25% dari masing-masing sub populasi tersebut di atas.
8
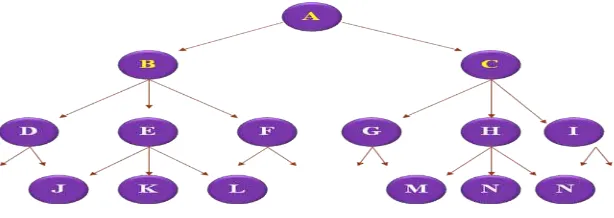
Gambar 3.2. Ilustrasi StratifiedRandomSampling 3. Clustersampling atau sampel gugus
Cluster sampling adalah pengambilan sampel dengan cara melakukan seleksi terlebih dahulu terhadap setiap individu yang menjadi populasi dengan cara membagi populasi ke dalam kelompok-kelompok elemen. Sampling ini digunakan peneliti apabila di dalam populasi terdapat kelompok-kelompok yang mempunyai cirri sendiri-sendiri.
Misalnya, akan diambil populasi seluruh guru SD di Kota Bogor. Pengambilan sampelnya dengan cara membagi wilayah Kota Bogor ke dalam enam wilayah, kemudian dari masing-masing kecamatan diambil perwakilannya. Jumlah sampel tiap kecamatan diambil secara proporsional.
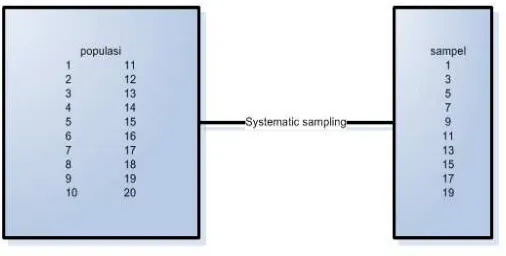
4. Systematicsampling9
Systematic sampling adalah merupakan teknik untuk memilih anggota sampel melalui peluang dan sistem tertentu dimana pemilihan anggota sampel dilakukan setelah pemilihan data pertama secara acak, dan untuk data selanjutnya dipilih berdasarkan interval tertentu atau kelipatan tertentu atau angka ganjil genap. Proses pengambilan sampel setiap urutan ke “K” dari titik awal yang dipilih secara random dimana :
Pengambilan sampel dengan metode systematic sampling dengan populasi terbatas adalah:
a. Menentukan ukuran sampel (n) yang akan diambil dari keseluruhan anggota populasi
b. Membagi anggota populasi menjadi k kelompok dengan ketentuan k harus lebih kecil dari atau sama dengan N/n
c. Menentukan secara acak satu unit sampel pertama dari kelompok pertama yang terbentuk. Unit sampel kedua, ketiga dan selanjutnya kemudian diambil secara sistematis dari kelompok kedua, ketiga dan selanjutnya
Misalnya dari 100 orang karyawan ingin diambil secara acak sistematis 10 orang karyawan sebagai sampel.
9
Sugiarto. 2001. Teknik Sampling. (Jakarta, Gramedia Pustaka Utama). h. 62-64
Penyelesaiannya dapat dilakukan sebagai berikut :
1) Menentukan banyaknya kelompok, k= 100/10=10, berarti ada 10 kelompok (tidak boleh lebih dari 10 kelompok)
2) Memberikan nomor urut secara acak pada 100 orang karyawan tersebut dari 1,2,3 sampai 100
3) Selanjutnya membagi keseluruhan anggota populasi, menjadi 10 kelompok, maka akan diperoleh kelompok pertama (kelompok A) berisi karyawan dengan nomor urut 1-10, kelompok kedua (Kelompok B) dengan nomor urut 11-20 dan seterusnya sampai kelompok J
4) Mengambil satu unit sampel secara acak pada kelompok A (pertama), misalnya terambil karyawan nomor 3. Setelah itu dilakukan pengambilan sampel pada kelompok berikutnya untuk satuan sampel yang berada segaris (memiliki jarak yang sama) dengan sampel nomor 3 tersebut. Anggota populasi yang menjadi sampel dalam penelitian adalah anggota populasi yang mempunyai nomor sebagai berikut :
Kelompok : A B C D E F G H I J No. terpilih : 3 13 23 33 43 53 63 73 83 93
sampel kedua, ketiga dan seterusnya, diambil secara sistematis dari kelompok kedua, ketiga dan selanjutnya.
Gambar 3.4. Ilustrasi SystematicSampling 5. Sampel Bertingkat (Multi Stage Sampling)10
Suatu sampel dimana pemilihan elemen-elemen populasi sebagai anggota sampel dilakukan secara bertingkat
Misalnya: Provinsi Kabupaten Kecamatan desa Lingkungan KK Misalnya kita ingin meneliti berat badan dan tinggi badan murid SMA. Sesuai kondisi dan perhitungan, maka jumlah sampel yang akan diambil ± 2000. Indonesia
27 Provinsi Provinsi Sumut Kabupaten Deli Serdang Kecamatan Hamparan Perak Ada 3 SMA (± 2000)
Gambar 3.5. Ilustrasi Multi Stage Sampling
10
b. Nonprobability Sampling11
Pada Nonprobability sampling setiap elemen populasi yang akan ditarik menjadi anggota sampel tidak berdasarkan probabilitas yang melekat pada setiap elemen tetapi berdasarkan karakteristik khusus masing-masing elemen. Hal ini mengindikasikan bahwa temuan-temuan dari analisis terhadap sampel terpilih tidak dimaksudkan untuk generalisasi tetapi untuk mendapatkan informasi awal yang cepat dengan cara murah. Nonprobability sampling tidak dipilih secara acak, tidak semua unsur atau elemen populasi mempunyai kesempatan sama untuk bisa dipilih menjadi sampel. Unsur populasi yang terpilih menjadi sampel bisa disebabkan karena kebetulan atau karena faktor lain yang sebelumnya sudah direncanakan oleh peneliti.
1) ConvenienceSampling
Convience sampling adalah teknik sampling berdasarkan faktor spontanitas. Artinya, siapa saja yang secara tidak sengaja bertemu dengan peneliti maka orang tersebut dapat dijadikan sampel. Misalnya, suatu perusahaan industri makanan seperti makanan dalam kemasan kaleng ingin mendapatkan informasi tentang bagaimana pandangan konsumen terhadap mutu produk yang dihasilkan. Untuk itu, perusahaan membawa produk-produk tersebut ke pasar dan menawarkan kepada siapa saja yang bersedia mencicipi dan memberikan informasi tentang mutu produk tersebut menurut penilaian masing-masing. Convience sampling sering digunakan sebagai fase exploratory
11
dari sebuah projek penelitian dan telah dianggap sebagai metode paling baik untuk mendapatkan informasi awal secara cepat dengan biaya yang murah. 2) PurposiveSampling
Purposive sampling adalah sampling yang digunakan oleh peneliti jika peneliti mempunyai pertimbangan-pertimbangan tertentu di dalam pengambilan sampelnya. Biasanya teknik ini digunakan untuk studi kasus yang dimana aspek dari kasus tunggal yang representatif diamati dan dianalisis. Misalnya, di sebuah wilayah kantor pendidikan terdapat 3 buah sekolah SMU Negeri, 5 buah sekolah swasta beragama dan sebuah sekolah swasta non agama. Banyaknya siswa di setiap sekolah tidak sama, maka untuk menentukan sampel, peneliti mengambil semua siswa dari sekolah swasta non agama dan jumlah yang sama banyak berasal dari sekolah swasta beragama dan juga dari sekolah negeri. Maksud peneliti adalah agar banyaknya subjek dari ketiga jenis sekolah dapat sama. Pertimbangan lain yang biasa digunakan dalam menentukan sampel bertujuan adalah lokasi tempat subjek penelitian atau responden penelitian berada. Kadang-kadang peneliti menentukan subjek atau responden yang lebih banyak tinggal di daerah yang lebih mudah dikunjungi. 3) JudgmentSampling
segolongan orang yang selalu memakai kosmetika, jadi tidak seluruh penduduk kota diambil sebagai pilihan.
4) Quota Sampling
Quota sampling adalah pengambilan sampel dimana anggota populasi yang dijadikan sampel mempunyai karekteristik yang sama. Misalnya, akan dilakukan penelitian tentang masalah Keluarga Berencana (KB), maka dilakukan pengelompokkan golongan penduduk, misalnya penduduk suku Batak, Aceh, Minang, dan sebagainya. Dari tiap golongan diambil dengan cara sebanding dari jumlah keseluruhan.
5) Sampling Jenuh
Sampling jenuh adalah teknik penentuan sampel bila semua anggota populasi digunakan sebagai sampel. Hal ini sering dilakukan bila jumlah populasi relatif kecil, kurang dari 30 orang. istilah lain sampling jenuh adalah sensus dimana semua anggota populasi dijadikan sampel
6) Snowballsampling
Gambar 3.6. Snowball Sampling
3.5. Metode Penentuan Jumlah Sampel12
1. Pendapat Slovin
Pada dasarnya, pengambilan jumlah sampel tergantung pada kondisi secukupnya saja. Akan tetapi, apabila kondisi populasinya sangat heterogen, maka pengambilan sampelnya harus memperhatikan tiap tingkatan populasi yang harus terwakili. Pengambilan sampel harus melebihi banyaknya variabel yang akan diukur pada populasi tersebut.
Metode untuk mengetahui ukuran sampel yang diambil sebagai perwakilan dari suatu populasi, yaitu
Menurut Slovin, jumlah sampel yang dapat diambil adalah:
�
=
�
�
+
��
�Dimana: n = ukuran sampel N = ukuran populasi
e = persen kelonggaran ketidaktelitian karena kesalahan pengambilan sampel yang masih dapat ditolerir,
12
Contoh: Jika yang akan kita teliti itu sebanyak 1.000 orang karyawan dan taraf signifikansinya 5%, maka besarnya sampel menurut rumus Slovin ini akan menjadi: n = N/(1 + Ne2) = 1000/(1 + 1000 x 0,05 x 0,05) = 286 orang.
2. Pendapat Gay
Menurut Gay, ukuran minimum sampel yang dapat diterima berdasarkan pada desain penelitian yang digunakan. Contohnya:
a. Metode deskriptif, min 10% populasi dan untuk populasi relatif kecil, min 20% populasi
b. Metode deskriptif – korelasional, minimal 30 subyek c. Metode ex post facto, min 15 subyek per kelompok d. Metode eksperimental, min 15 subyek per kelompok
Contoh: Jika yang akan kita teliti itu sebanyak 2.000 orang karyawan maka besarnya sampel menurut pendapat gay ini akan menjadi:
n = 10% × N = 10% × 2.000 = 200 orang 3. Interval Taksiran
Jumlah sampel yang dapat diambil dengan cara interval taksiran adalah : n dengan D
dimana : n= jumlah sampel
N= jumlah populasi yang diketahui d= presisi yang ditetapkan
4. Bernoulli
Rumus :
n =
2 2
) 1 ( . .
e
Z π −π
dimana : n = jumlah sampel Z = nilai Z(1-α/2)
π = probability of sampling success
e = sampling error, ketidaktelitian karena kesalahan yang ditolerir 5. Nomogram Harry King
Suatu cara pengambilan sampel dengan mengukur tingkat kesalahan yang akan terjadi dalam pengambilan sampel.
6. Konsep Krejcie dan Morgan
Bentuk Tabel Krejcie-Morgan sangat sederhana, mudah digunakan, sebab secara fungsional hanya terdiri dari dua kolom penting yaitu kolom untuk ukuran populasi (N) dan kolom untuk ukuran sampel (n).
Rumus yang digunakan oleh Krejcie dan Morgan seperti dalam rumus berikut ini :
dimana : n = ukuran sampel N = ukuran populasi
χ
23.6. Seven Tools13
Seven tools dapat digunakan untuk memperbaiki sebuah proses. Proses penyelesaian masalah dan perbaikan kualitas dengan menggunakan seven tools
dapat membuat proses penyelesaian masalah menjadi lebih cepat dan sistematis.
Seven tools dapat digunakan dengan profesional untuk memudahkan proses perbaikan kualitas.
14
1. Peningkatan kemampuan berkompetisi.
Fungsi tujuh alat pengendalian kualitas adalah untuk meningkatkan kemampuan perbaikan proses sehingga akan diperoleh:
2. Penurunan cost of quality dan peningkatan fleksibilitas harga. 3. Meningkatkan produktivitas sumber daya.
Maksud dan tujuan penggunaan seven tools adalah sebagai berikut: 1. Mengetahui masalah.
2. Mempersempit ruang lingkup masalah.
3. Mencari faktor yang diperkirakan merupakan penyebab. 4. Memastikan faktor yang diperkirakan menjadi penyebab. 5. Mencegah kesalahan akibat kurang hati-hati.
6. Melibat akibat perbaikan.
7. Mengetahui hasil yang menyimpang atau terpisah dari hasil lainnya.
Proses penyelesaian masalah dan perbaikan kualitas dengan menggunakan
seven tools dapat membuat proses penyelesaian masalah menjadi lebih cepat dan
13
Duncan Neuhaesar. Personal Continous Quality Improvement, Sevent Edition (California,). h.8
14
sistematis. Seven tools dapat digunakan dengan profesional untuk memudahkan proses perbaikan kualitas.
3.6.1. Check Sheets (Lembar Pemeriksaan)
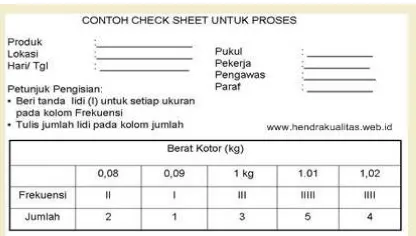
Tujuan utama check sheet adalah memastikan data terkumpul dengan baik dan akurat dengan mengoperasikan personel untuk proses pengawasan dan pemecahan masalah. Data seharusnya ditampilkan dalam banyak bentuk sehingga dapat secara cepat dan mudah digunakan dan dianalis. Bentuk check sheet adalah individual untuk setiap situasi dan dirancang oleh proyek tim. Format dari check sheet berbeda-beda untuk setiap situasi dan desain oleh tim proyek. Pemeriksaan dibuat berdasarkan harian dan mingguan dan beberapa pemeriksaan seperti temperatur juga diukur.
Terdapat 2 jenis check sheet yang dikenal dan umum dipergunakan untuk keperluan pengumpulan data adalah:
a. Production process distribution check sheet
Gambar 3.7. Check Sheet Distribusi Proses Produksi
3.6.2. Stratifikasi
Stratifikasi merupakan usaha pengelompokan data ke dalam kelompok kelompok yang mempunyai karakteristik yang sama. Kegunaan utama stratifikasi adalah:
1. Melihat masalah secara lebih terarah dan mendalam 2. Mempermudah dalam pengambilan kesimpulan 3. Menghindari salah tafsir
4. Membantu untuk membuat check sheet, diagram pareto, dan histogram.
Memperbaiki kerusakan adalah pekerjaan yang sulit jika tidak ada stratifikasi data. Kriteria stratifikasi yang efektif adalah:
1. Jenis kerusakan 2. Sebab kerusakan 3. Lokasi kerusakan 4. Material
5. Produk
7. Kelompok kerja 8. Operator perorangan
9. Supplier bahan dan suku cadang
Gambar 3.8. Stratifikasi Jumlah Kecacatan Produk
b. Defective check sheet
Defective check sheet untuk mengurangi jumlah kesalahan atau cacat yang ada dalam suatu proses kerja maka terlebih dahulu kita harus mampu mengidentifikasikan jenis kesalahan yang ada dan presentasenya. Setiap kesalahan biasanya akan diperoleh dari faktor-faktor penyebab yang berbeda sehingga tindakan korektif yang tepat harus diambil sesuai dengan jenis kesalahan dan penyebabnya tersebut. Defective check sheet dapat dilihat pada Gambar 3.9.
3.6.3. Histogram
Histogram menggambarkan variasi dalam sebuah proses. Grafik histogram menunjukkan proses kapabilitas dan keinginan, hubungan ke spesifikasi dan nominal. Histogram mengusulkan bentuk populasi dan menandai jika ada data yang renggang.
Histogramadalah salah satu metode statistik untuk mengatur data sehingga dapat dianalisis dan diketahui distribusinya. Histogram adalah tipe grafik batang dimana sejumlah data dikelompokkan ke dalam beberapa kelas dengan interval tertentu. Histogram memperlihatkan gambaran penyebaran data apakah sesuai dengan yang diharapkan atau tidak. Histogram dapat dilihat pada Gambar 3.10.
Gambar 3.10. Histogram Kecacatan
3.6.4. Pareto Diagram15
Alfredo Pareto (1843-1923) melakukan penelitian secara intensif memgenai distribusi di Eropa. Pareto melakukan pengamatan terhadap pendapatan di Italia, dan menyimpulkan bahwa 80% besarnya pendapatan di Italia, hanya
15
diterima oleh 20% penduduk. Berawal dari sini, dia melakukan survei yang sama di beberapa negara dan menemukan hal yang sama juga bahwa 80% pendapatan diterima oleh 20% penduduk. Informasi penelitian distribusi yang tidak seimbang ini menjadi sebuah bagian integral dari teori ekonomi. Dr. Joseph Juran mengenalkan konsep ini secara universal yang dapat diaplikasikan dalam banyak bidang dan menyarankan untuk memberi nama hukum 80/20 sebagai diagram Pareto.
Pareto Diagram adalah grafik tingkatan klasifikasi data yang diurutkan dari kiri ke kanan. Kadang-kadang pareto diagram mempunyai garis kumulatif. yang direpresentasikan kepada jumlah data yang disatukan bersama dari kiri ke kanan, dari yang paling besar disebelah kiri ke yang paling kecil disebelah kanan. Susunan tersebut akan membantu kita untuk menentukan pentingnya atau prioritas kategori kejadian-kejadian atau sebab-sebab kejadian yang dikaji. Dengan bantuan Pareto Diagram tersebut kegiatan akan lebih efektif dengan memusatkan perhatian pada sebab-sebab yang mempunyai dampak yang paling besar terhadap kejadian daripada meninjau berbagai sebab suatu waktu.
Langkah-langkah Pareto Diagram adalah sebagai berikut:
1. Tentukan metode pengklasifikasian data : menggunakan masalah, penyebab, tipe nonconformite dan seterusnya
2. Putuskan jika frekuensi (yang terbaik) atau frekuensi harus digunakan sebagai tingkatan frekuensi
3. Kumpulkan data interval waktu yang tepat
5. Hitung persentasi kumulatif
6. Buat diagram dan temukan hal-hal yang penting
3.6.5. Scatter Diagram (Diagram Pencar)16
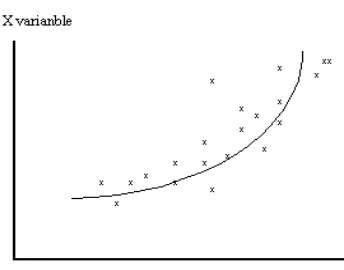
Melalui penggambaran data tersebut dalam scatter diagram, akan dapat dilakukan analisa lebih lanjut, sejauhmana antara faktor x dan y memiliki korelasi, yang dalam hal ini direpresentasikan sebagai nilai r (rho), yaitu nilai yang menunjukkan tingkat keeratan hubungan antar faktor tersebut. Dikatakan kedua faktor itu berhubungan sangat erat bila nilai rho mendekati angka + 1. Di samping itu, juga akan dapat disimpulkan kecenderungan arah korelasi tersebut (positif atau negatif).
Scatter Diagram adalah gambaran yang menunjukkan kemungkinan hubungan (korelasi) antara pasangan dua macam variabel. Walaupun terdapat hubungan namun tidak berarti bahwa suatu variabel menyebabkan timbulnya variabel yang lain. Scatter Diagram biasanya menjelaskan adanya hubungan antara dua variabel dan menunjukkan keeratan hubungan tersebut.
Scatter Diagram juga dapat digunakan untuk mencek apakah suatu variabel dapat digunakan untuk mengganti variabel yang lain. Sebagai contoh hubungan anatar temperatur dengan volume suatu bahan (misalnya gas) adalah demikian erat sehingga dengan mengukur temperatur dapat memperkirakan volumenya. Dengan demikian daripada mengukur volume secara langsung, akan lebih murah dan lebih aman apabila mengukur temperaturnya.
16
Rumus koefisien korelai (r) antara dua variabel adalah sebagai berikut :
Rentang nilai koefisien korelasi r dapat dilihat pada Tabel 3.1. Tabel 3.1. Rentang Nilai Koefisien Korelasi r
Koefisien Deskripsi
0,7 atau lebih tinggi Hubungan sangat kuat
0,5-0,69 Hubungan kuat
0,3-0,49 Hubungan sedang
0,10-0,29 Hubungan lemah
0,00-0,09 Diabaikan
Sumber: David M. Deggs, The Leadership of Rural Counties, Their Attributes and Indicators
of Educational Attainment
Gambar 3.11. Scatter Diagram
3.6.6. Control Chart
Control chart merupakan teknik yang dikenal untuk pemecahan masalah dan menghasilkan perbaikan kualitas. Perbaikan kualitas terjadi dalam dua situasi. Ketika control chart diperkenalkan pertama kali, prosesnya biasanya tidak stabil. Jika akibat yang dapat dikondisikan out of control maka diindikasi dan perlu tindakan perbaikan, proses menjadi stabil dengan menghasilkan perbaikan kualitas. Control chart dapat dilihat pada Gambar 3.12.
Control Chart yang paling lazim digunakan adalah: 1. Control Chart untuk variabel
Control Chart adalah pengukuran data variabel. Data yang bersifat variabel diperoleh dari hasil pengukuran dimensi, seperti berat, panjang, tebal, dan sebagainya. Control Chart untuk variabel ini terdiri dari:
a. X Chart
X Chart menggambarkan variasi harga rata-rata (mean) dari suatu sampel lot data (data yang diklasifikasikan dalam kelompok-kelompok) yang ditarik dari suatu proses kerja.
Untuk membuat peta kontrol x dapat digunakan rumus-rumus sebagai berikut:
Konstan A2 ditabelkan untuk berbagai ukuran sampel dalam tabel.
Rumus revisi peta kontrol x untuk data yang out of control adalah:
x
Peta R Chart menggambarkan variasi dari range sample lot data yang ditarik dari suatu proses kerja.
Peta ini menggambarkan variasi dari range sample lot data yang ditarik dari suatu proses kerja.
Rumus peta kontrol R sebagai berikut:
R
Konstan D3 dan D4 ditabelkan untuk berbagai nilai sampel dalam tabel.
Rumus revisi peta kontrol R untuk data yang out of control adalah:
2
Peta S Chart menggambarkan variasi standar deviasi dari suatu sampel lot data yang ditarik dari suatu proses kerja.
Untuk membuat peta kontrol s dapat digunakan rumus-rumus sebagai berikut:
2. Control Chart untuk atribut
Control Chart untuk karakteristik kualitas yang tidak mudah dinyatakan dalam bentuk numerik. Biasanya tiap objek yang diperiksa diklasifikasikan sebagai sesuai atau tidak sesuai dengan spesifikasi.
Control chart untuk atribut terdiri atas: a. p Chart
Peta p Chart menggambarkan bagian yang ditolak karena tidak sesuai dengan spesifikasi yang diinginkan.
Secara simbolis, dapat ditulis sebagai berikut:
n np p=
Di mana: p = proporsi produk cacat di dalam sampel atau subgrup n = jumlah semua sampel atau subgrup
b. np Chart
Peta np Chart menggambarkan banyaknya unit yang ditolak dalam sampel yang berukuran konstan.
Peta np hampir sama dengan Peta p, keduanya digunakan untuk menghitung proporsi produk cacat. Namun, penggunaan kedua peta ini tidak sama. Peta np lebih mudah digunakan bagi personil operasi daripada Peta p, karena hasil-hasil inspeksi dimasukkan ke dalam peta tanpa perhitungan lebih lanjut. Peta np hanya dapat digunakan untuk subgrup yang jumlahnya konstan, tidak seperti Peta p yang dapat digunakan juga untuk jumlah subgrup yang tidak konstan.
c. c Chart
Peta c Chart menggambarkan banyaknya ketidaksesuaian atau kecacatan dalam sampel berukuran konstan. Satu benda yang cacat memuat paling sedikit satu ketidaksesuaian, tetapi sangat mungkin satu unit sampel memiliki beberapa ketidaksesuaian, tergantung sifat dasar keandalannya. Peta kontrol c digunakan untuk mengamati kecacatan yang terdapat pada total produksi. Sebuah produk cacat mengandung paling sedikit satu kecacatan. Peta c hanya dapat digunakan untuk menghitung kecacatan apabila jumlah subgrup-subgrupnya konstan.
d. u Chart
untuk mengamati kecacatan yang terdapat pada tiap unit produk. Peta u dapat juga digunakan untuk ukuran subgrup yang bervariasi.
3.6.7. Cause and Effect Diagram (Diagram Sebab Akibat)
Diagram sebab akibat adalah gambar garis dan simbol yang dirancang untuk mewakili arti hubungan antara akibat dan sebab. Diagram sebab akibat dikembangkan oleh Dr. Kaoru Ishikawa pada tahun 1943 dan dikenal dengan Diagram Ishikawa.
Diagram sebab akibat biasanya digunakan untuk menginvestigasi salah satu akibat “buruk” dan melakukan tindakan membenarkan penyebabnya atau akibat “baik” dan mempelajari hubungan penyebabnya. Untuk setiap akibat, mungkin ada penyebab yang banyak.
Faktor penyebab utama yang signifikan yang perlu diperhatikan, adalah: 1. Manusia (Man)
2. Metode Kerja (Work method)
3. Mesin atau peralatan kerja lainnya (Machine/Equipment) 4. Bahan-bahan baku (Raw material)
5. Lingkungan kerja (Work environment)
Diagram Cause and Effect memiliki kegunaan:
2. Mengeliminasi kondisi-kondisi yang menyebabkan ketidakseragaman produk atau pelayanan, dan keluhan pelanggan.,
3. Standarisasi dari keberadaan dan usul-usul terhadap operasi.
4. Pendidikan dan pelatihan personel-personel yang ada di dalam pengambilan keputusan.
Langkah-langkah dalam membuat diagram sebab akibat, yaitu: 1. Mengidentifikasi masalah utama.
2. Menempatkan masalah utama tersebut di sebelah kanan diagram.
3. Mengidentifikasi penyebab mayor dan meletakkannya pada diagram utama. 4. Mengidentifikasikan penyebab minor dan meletakkannya pada penyebab
mayor.
5. Diagram sebab akibat telah selesai, kemudian dilakukan evaluasi untuk menentukan penyebab sesungguhnya.
Diagram Cause and Effect dapat dilihat pada Gambar 3.13.