PENINGKATAN PRODUKTIVITAS DENGAN METODE
VALUE STREAM MAPPING DI LINI PRODUKSI KECAP AMB
13 mL PT.HAI
AYUDITA WIDYA CHINTARA
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Peningkatan Produktivitas Dengan Metode Value Stream Mapping di Lini Produksi Kecap AMB 13 mL PT. HAI adalah benar karya saya dengan arahan dari dosen pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
ABSTRAK
AYUDITA WIDYA CHINTARA. Peningkatan Produktivitas dengan Metode Value Stream Mapping di Lini Kecap AMB 13 mL PT. HAI. Dibimbing oleh TAUFIK DJATNA.
Peningkatan produktivitas ialah target utama yang ingin dicapai oleh mayoritas perusahaan di Indonesia, salah satunya PT. HAI. Metode yang dapat digunakan yaitu dengan mengimplementasikan konsep lean dan value stream mapping sebagai salah satu alat ukur. Tujuan penelitian ini adalah mengidentifikasi aliran proses pada lini produksi kecap, memetakan current state, mengidentifikasikan pemborosan dan menentukan solusi terbaik, serta pemetaan future state. Hasil pemetaan current state menunjukkan nilai lead time yang dihasilkan sebesar 132 732 menit, sedangkan total value added diperoleh sebesar 177 420.141 menit. Penelusuran aliran produksi menghasilkan pemborosan pengeluaran bahan material secara berlebihan di MSA masak gula dan kecap. Penggunaan sistem kanban dan pengaturan ulang pembagian kerja operator forklift dipilih sebagai solusi terbaik. Future State menunjukkan adanya penurunan sebesar 76% dalam MSA lead time dan penurunan lead time secara keseluruhan sebasar 0.37%.
Kata kunci: Value Stream Mapping, Current state map, Future state map
ABSTRACT
AYUDITA WIDYA CHINTARA. Improving Productivity by Using Value Stream Mapping Method in 13 mL Soy Sauce Production Line at PT HAI. Supervised by TAUFIK DJATNA.
Maintaining productivity is a main target to be achieved by the majority of companies in Indonesia, one of it was PT . HAI. The method used could be by implementing lean concept and value stream mapping as a measuring tool. The purpose of this study was to identify the process flow in soy sauce production line, describe the current state map, identify waste and determine the best solution, as well as depict the future state map. Results of Current state mapping depiction showed the resulting values of lead time was 132 732 minutes, while the total value added was obtained by 177 420.141 minutes. Tracing the flow of production generated waste materials in excess expenditure on MSA cooking sugar and soy sauce. The use of Kanban systems and resetting the division of labor forklift operator were selected as the best solutions. The depiction of Future state map showed that there were a decrease of 76% in MSA lead time and 0.37 % in overall lead time .
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Teknologi Industri Pertanian
PENINGKATAN PRODUKTIVITAS DENGAN METODE
VALUE STREAM MAPPING DI LINI PRODUKSI KECAP AMB
13 mL PT. HAI
AYUDITA WIDYA CHINTARA
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
Judul Skripsi : Peningkatan Produktivitas dengan Metode Value Stream Mapping di Lini Produksi Kecap AMB 13 mL PT. HAI
Nama : Ayudita Widya Chintara NIM : F34090158
Disetujui oleh
Dr Eng Taufik Djatna S,TP M,Si Pembimbing
Diketahui oleh
Prof Dr Ir Nastiti Siswi Indriasti Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta‟ala atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan Agustus 2013 ini ialah rantai pasok, dengan judul Peningkatan Produktivitas dengan Metode Value Stream Mapping di Lini Kecap AMB 13 mL PT. HAI.
Terima kasih penulis ucapkan kepada Bapak Dr. Eng. Taufik Djatna, S,TP, M,Si selaku pembimbing atas segala arahan dan masukan yang telah diberikan. Di samping itu, penghargaan penulis sampaikan kepada Bapak Eko selaku plant manager PT. HAI Daan Mogot, Bapak Syahrun dan Bapak Yoga selaku pembimbing lapang, serta seluruh karyawan PT. HAI, yang telah membantu selama penelitian berlangsung. Ungkapan terima kasih juga disampaikan kepada ayah, ibu, adik serta seluruh keluarga, atas segala doa dan kasih sayangnya.
Semoga karya ilmiah ini bermanfaat.
DAFTAR ISI
DAFTAR TABEL vi
DAFTAR GAMBAR vi
DAFTAR LAMPIRAN vi
PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 1
Tujuan Penelitian 2
Tempat Penelitian 2
Manfaat Penelitian 2
Ruang Lingkup Penelitian 2
TINJAUAN PUSTAKA 2
Produktivitas 2
Lean Manufacturing 2
Value Stream Mapping 3
METODOLOGI 4
Kerangka Kerja Penelitian 4
Metode Penelitian 5
HASIL DAN PEMBAHASAN 10
Identifikasi Jenis Produk Amatan dan Aliran Proses Produksi 10
Pemetaan Current State 11
Identifikasi Pemborosan dan Penentuan Skenario Perbaikan 15 Memberikan Solusi Perbaikan dengan Future State Map 23
SIMPULAN DAN SARAN 24
Simpulan 24
Saran 25
DAFTAR TABEL
1 Jumlah WIP pada proses produksi kecap AMB 13 mL 13
2 Jumlah rata-rata bahan baku di MSA 13
3 Jumlah bahan baku di assembling dalam satuan palet 14
4 Lama bahan baku di MSA 14
5 Hasil identifikasi akar-akar penyebab pemborosan 18
6 Alokasi penggunaan forklift PT. HAI 19
7 Alokasi penggunaan forklift setelah perubahan 20
8 Jumlah kontainer yang dibutuhkan 22
9 Jumlah kartu kanban yang dikeluarkan 23
10 Hasil analisa perbandingan CSM dan FSM 24
DAFTAR GAMBAR
1 Diagram sebab-akibat pemborosan 17
2 Penggunaan sistem kanban di produksi kecap 20
DAFTAR LAMPIRAN
1
Data target produksi kecap AMB 13 mL 272 Peta proses operasi kecap AMB 13 mL 28
3 Hasil pengukuran waktu siklus 31
4 Jumlah operator yang bekerja 32
5 Data hasil produksi kecap AMB 13 mL 33
6 Jumlah pemakaian dan lama penyimpanan bahan baku 34 7 Tahapan proses konversi di work in process (WIP) 35
8 Tahapan konversi bahan baku pada MSA 36
9 Data nilai OEE produk AMB 13 mL September 2013 38
10 Hasil pemetaan Current State 40
11 Tabel Key Performance Indicator (KPI) PT. HAI 41
12 Hasil penggambaran PAM-Current State 43
13 Rancangan skenario solusi perbaikan pemborosan 46
14 Contoh kartu Kanban 47
15 Hasil perbandingan sebelum dan sesudah sistem Kanban 48
16 Hasil penggambaran PAM-Future State 49
1
PENDAHULUAN
Latar Belakang
PT. Heinz ABC Indonesia (HAI) ialah sebuah perusahaan yang berbasis agroindustri yang bergerak pada food and beverages. Produk-produk yang dihasilkan oleh PT. HAI adalah berupa kecap, saus sambal, sirup, sardin, dan minuman Ready To Drink (RTD). Sebagai salah satu perusahaan yang tengah berkembang menuju perusahaan kelas dunia, PT. HAI tidak henti-hentinya melakukan perbaikan dan peningkatan dalam kinerja produksi, kualitas mutu produk, serta performa karyawan. Usaha yang dapat dilakukan adalah dengan melakukan evaluasi dan perbaikan secara berkelanjutan, sehingga produktivitas perusahaan dapat meningkat. Salah satu upaya untuk melakukan evaluasi dan perbaikan secara berkelanjutan adalah dengan mengimplementasikan konsep Lean manufacturing.
Lean manufacturing ialah sebuah konsep yang dicetuskan oleh Toyota untuk mencapai kesempurnaan dalam proses produksi, mutu produk yang dihasilkan dan pembiayaan yang kompetitif (Liker 2004). Salah satu metode di dalam lean manufacturing yang dapat di implentasikan yaitu Value Stream Mapping. Menurut (Rother dan Shook 1999), Value Stream Mapping adalah suatu alat perbaikan yang digunakan untuk membantu memvisualisasikan proses produksi secara menyeluruh, yang mempresentasikan aliran informasi dan material yang terjadi. Tujuan penggunaan VSM ini adalah untuk mengidentifikasikan pemborosan yang terdapat disepanjang aliran produksi, dan membantu dalam proses pengambilan keputusan perbaikan dalam upaya penghilangan pemborosan (Wilson 2010).
Saat ini, PT. HAI tengah menghadapi masalah untuk menuju lean. Masalah yang tengah dihadapi yaitu terdapatnya pemborosan-pemborosan yang kerap kali terjadi, salah satu lini produksi yang memiliki masalah dengan pemborosan yaitu produksi kecap. Pemborosan yang terjadi dapat menghambat proses produksi yang berlangsung. Metode VSM dapat membantu identifikasi pemborosan-pemborosan yang terjadi di dalam proses produksi.
Pada VSM, semua atribut-atribut yang terlibat di dalam proses produksi di data kemudian digambarkan kedalam sebuah peta. Peta tersebut dapat memberikan gambaran jelas tentang keadaan aktual di lapangan, sehingga upaya peningkatan produktivitas dapat dilakukan.
Melalui pengimplementasian metode Value Stream Maping, pemborosan-pemborosan yang masih terjadi dapat dihilangkan atau dikurangi secara signifikan dan terjadinya peningkatan produktivitas dalam upaya pencapaian lean dapat tercapai.
Perumusan Masalah
Masalah yang dihadapi oleh PT. HAI adalah terdapatnya pemborosan-pemborosan yang terjadi selama proses produksi dan adanya peluang untuk melakukan peningkatan produktivitas produksi di lini kecap.
2
Tujuan Penelitian
Tujuan penelitian ini adalah mengidentifikasikan jenis produk amatan dan aliran proses produksi, pemetaan current state, mengidentifikasikan pemborosan dan menentukan skenario solusi terbaik, serta memberikan solusi perbaikan dengan future state map.
Tempat Penelitian
Tempat Pelaksanaan penelitian ini ialah di bagian lini produksi kecap PT. HAI kawasan Daan Mogot, Kalideres, Jakarta Barat. Penelitian ini berlangsung dari bulan Agustus- November 2013.
Manfaat Penelitian
Manfaat penelitian ini adalah PT. HAI dapat meningkatan produktivitas dalam upaya pencapaian lean. Penelitian ini juga dapat di gunakan sebagai acuan untuk penelitian selanjutnya dalam pengembangan implementasi Value Stream Mapping di dalam industri.
Ruang Lingkup Penelitian
Penelitian ini difokuskan kepada implementasi metode Value Stream Mapping sebagai alat evaluasi untuk mengeliminasi atau mengurangi pemborosan dan meningkatkan produktivitas di PT. HAI. Penelitian ini dibatasi hanya pada lini produksi kecap PT. HAI plant Daan Mogot dan pada batasan-batasan yang terdapat pada metode Value Stream Mapping.
TINJAUAN PUSTAKA
Produktivitas
Produktivitas secara umum ialah suatu perbandingan antara hasil keluaran dan masukan (output : input). Sinungan (2002) menyatakan bahwa produktivitas merupakan total keluaran pada waktu tertentu dibagi dengan total masukan selama periode tersebut. Pengukuran produktivitas penting dilakukan untuk mengevaluasi kinerja, perencanaan, kebijakan-kebijakan perusahaan, dan harga dengan melakukan identifikasi terhadap faktor–faktor pembanding. Nilai produktivitas selalu dievaluasi dalam jangka waktu tertentu, untuk melihat perkembangan perusahaan. Salah satu metode yang dapat dilakukan untuk mengevaluasi dan meningkatkan produktivitas ialah dengan mengimplementasikan konsep lean manufacturing.
Lean Manufacturing
3 dengan menggunakan sedikit material, memerlukan lebih sedikit modal, menggunakan lebih sedikit bahan baku, menggunakan lebih sedikit tempat, dan menggunakan lebih sedikit pekerja. Konsep ini akan tercapai secara signifikan apabila terjadi peningkatan secara merata diantara fungsi organisasi yang berbeda (Liker 2004).
Aplikasi lean manufacturing di dalam upaya peningkatan produktivitas, tidak terlepas adanya nilai yang mengalir di dalam sebuah proses. Nilai adalah sesuatu yang pelanggan inginkan, sehingga mereka rela untuk membayar. Nilai tersebut dapat di identifikasi dengan melakukan pengukuran aliran nilai. Aliran nilai yang berada di sebuah proses terdiri dari aliran nilai yang memberikan nilai tambah (value added / VA) dan nilai yang tidak memberikan nilai tambah (non value added / NVA). Selain kedua nilai tersebut, terdapat nilai yang dikategorikan sebagai necessary but non value added (NNVA), yaitu kegiatan yang tidak memberikan nilai tambah namun diperlukan. Menurut Wilson (2010) suatu nilai dapat dikategorikan sebagai nilai tambah apabila nilai tersebut menghasilkan sesuatu yang dapat merubah bentuk, ketepatan, dan fungsi dari bahan atau produk. Sedangkan, nilai yang tidak memberikan nilai tambah dikategorikan sebagai pemborosan yang harus dihilangkan atau diminimalkan.
Untuk mencapai lean, upaya yang dapat dilakukan adalah dengan melakukan pengurangan nilai lead time. Lead time, menurut Locher (2008), adalah waktu yang dibutuhkan terkait untuk menyelesaikan sebuah aktifitas. Di dalam aliran lead time terdapat nilai non value added. Perhitungan lead time dimulai ketika bahan masuk ke dalam aliran produksi hingga bahan tersebut keluar dari proses produksi menjadi sebuah produk. Nilai lead time yang dihasilkan pada sepanjang proses kemudian dihitung menjadi total lead time. Semakin tinggi nilai lead time yang dimiliki sebuah perusahaan maka tingkat responsivitas dan fleksibilitas perusahaan rendah. Sebaliknya, apabila sebuah perusahaan memiliki nilai lead time rendah maka tidak hanya tingkat responsivitas dan aliran dana yang meningkat, tetapi juga peluang bisnis di masa depan (Wilson 2010). Salah satu metode di dalam lean manufacturing yang dapat digunakan untuk mengidentifikasi dan mengeliminasi pemborosan adalah value stream mapping.
Value Stream Mapping
4
sebelumnya. Namun, pada penelitian ini tahapan yang dilakukan hanya sampai penggambaran future state map.
Womack (2006) menyatakan pemetaan current state berfungsi sebagai alat visual untuk menggambarkan kondisi atau keadaan yang saat ini sedang terjadi. Proses pemetaan dimulai dari pelanggan sebagai titik akhir di dalam value stream. Current state map merepresentasikan aliran nilai yang terdapat dalam proses produksi. Aliran nilai merupakan bagian penting dalam VSM. Nilai di kategorikan kedalam tiga jenis yaitu value added, non value added, dan necessary but non value added. Selain ketiga jenis nilai, di dalam current state map digambarkan pula waktu lead time. Pengurangan total lead time merupakan tujuan utama dari proses VSM. Apabila sebuah pabrik dengan lead time yang pendek, pabrik tersebut dapat beroperasi dengan lebih responsif dan fleksibel terhadap permintaan konsumen, kualitas yang lebih baik, serta pemanfaatan peralatan dan ruangan yang lebih efisien (Liker 2004). Sedangkan menurut Nash dan Polling (2008), future state map ialah gambaran dasar yang diperlukan dalam melakukan perbaikan berkelanjutan (continuous improvement). Future state map merupakan sebuah cetak biru yang digunakan sebagai pedoman untuk mencapai tujuan dalam proses perbaikan.
Dalam pengaplikasiannya metode VSM tidak menggunakan keseluruhan data-data milik perusahaan, tetapi dengan melakukan gemba atau turun langsung ke lantai produksi. Keuntungan yang diperoleh dengan turun langsung ke lapangan ialah dapat melihat proses produksi yang tengah berlangsung, melihat keseluruhan rangkaian proses dari penerimaan bahan baku hingga pengiriman produk akhir, dan berkomunikasi dengan operator lapang.
METODOLOGI
Kerangka Kerja Penelitian
5 ditentukan kemudian dipetakan ke dalam future state sebelum di implementasikan. Selain itu, di dalam tahap ini dilakukan pembandingan antara current state map dan future state map untuk mengetahui nilai peningkatan produktivitas yang dihasilkan.
Metode Penelitian
Identifikasi Jenis Produk Amatan dan Aliran Proses Produksi
Identifikasi Produk Amatan
Identifikasi produk amatan dilakukan dengan pemilihan produk yang akan dilakukan pemetaan. Penentuan jenis produk amatan dilakukan pemilihan dengan menggunakan informasi tentang produk berdasarkan jumlah produk yang diproduksi, tingkat permintaan, ataupun kemiripan proses dalam produksi (Locher 2008). Pada penelitian ini, pemilihan produk dilakukan dengan pendekatan menggunakan data jumlah target produksi kecap yang dimiliki oleh PT. HAI.
Penelusuran Aliran Proses Produksi
Penelusuran aliran proses dilakukan dengan mengamati langsung aliran proses produksi yang terjadi. Tujuan penelusuran aliran proses ialah untuk mengetahui proses-proses yang terlibat di dalam produksi produk kecap yang diamati dalam penelitian ini.
Pemetaan Current State
Pengumpulan Data
Pengumpulan data yang diperlukan dilakukan dengan pengukuran serta pengamatan langsung di lapangan. Kemudian, data-data tersebut diolah untuk membangun sebuah current state map. Data yang diperlukan diantaranya, yaitu:
A. Waktu Siklus
Pengukuran waktu siklus dilakukan dengan metode jam henti. Pengukuran waktu siklus dilakukan dengan menggunakan acuan Nash dan Poling (2008) yaitu dengan rumusan
∑∑produk yang diproduksiwaktu yang ditentukan
6
B. Jumlah Operator
Pendataan jumlah operator dilakukan dengan pengamatan langsung ke lantai produksi. Proses pendataan dilakukan dengan mengamati dan menghitung jumlah operator yang bekerja di dalam sebuah proses.
C. Waktu kerja
Pendataan waktu kerja dilakukan dengan metode wawancara terhadap pekerja yang berada di lapangan. Hal hal yang ditanyakan ialah seputar waktu kerja yang diterapkan PT. HAI, seperti jumlah shift yang berlaku dalam satu hari dan lama waktu dalam satu shift.
D. Jumlah Produksi
Pendataan jumlah produksi dilakukan dengan menggunakan data sekunder PT. HAI. Data yang digunakan yaitu hasil produksi pada bagian assembling PT. HAI pada shift pertama selama bulan September. Keseluruhan data diolah untuk mencari nilai rata-rata hasil produksi. Pengolahan data dilakukan dengan menggunakan rumus
̅ ∑∑hari produksiproduk akhir
E. Bahan Baku
Pendataan bahan baku dilakukan dengan menelusuri jumlah bahan baku yang berada di setiap gudang, jumlah kebutuhan bahan baku selama satu shift produksi, dan lamanya bahan baku disimpan di dalam gudang.
Perhitungan jumlah bahan baku yang berada di setiap gudang dilakukan dengan menetapkan asumsi bahwa 80% kapasitas gudang terpenuhi. Penetapan asumsi ini berdasarkan pertimbangan yang diberikan oleh kepala produksi proses kecap dan petugas gudang masing masing bahan baku.
Perhitungan jumlah bahan baku mentah yang digunakan pada selama satu shift produksi kecap yaitu dengan menggunakan rumusan
ebutuhan bahan baku ∑bahan baku per ∑masak per
Namun, pada assembling perhitungan jumlah bahan baku kemasan dilakukan dengan mengkonversi data rata-rata jumlah ke dalam standar masing masing bahan. Sedangkan pengukuran lama bahan baku di dalam gudang dilakukan dengan konversi jumlah inventori menjadi satuan waktu (Nash dan Polling 2008)
ama bahan baku ∑bahan baku di dalam gudang∑kebutuhan bahan baku
7
F. Work In Process (WIP)
Pendataan jumlah WIP yang berada di sepanjang produksi dilakukan dengan dua cara yaitu, dengan data milik perusahaan dan perhitungan konversi material berdasarkan hasil rata-rata jumlah produksi yang dilakukan selama satu shift. Hal ini dilakukan mengingat jumlah WIP yang dihasilkan tidak tetap dalam satu hari dan kebutuhan produksi yang berubah-ubah dalam satu hari.
Selanjutnya, dilakukan perhitungan untuk mendapatkan lama waktu yang diperlukan untuk memproses seluruh WIP. Menurut Wilson (2010) perhitungan lama WIP tersebut dapat dihitung dengan menggunakan rumus
ama ∑kemampuan produksi∑
Jumlah WIP menyatakan total produk yang dihasilkan sebuah proses tetapi belum diproses lebih lanjut. Sedangkan, jumlah kemampuan produksi menyatakan jumlah produk yang mampu diolah oleh proses selanjutnya.
G. Overall Equipment Effectiveness (OEE)
OEE adalah pengukuran dasar untuk mengukur tingkat efektifitas dari produksi. Hasil perhitungan nilai OEE dapat digunakan sebagai sumber untuk melakukan evaluasi kinerja produksi. Menurut Wilson (2010) perhitungan nilai OEE dapat dilakukan dengan
A P Dimana:
A
P
Nilai A mewakili parameter avaibility equipment rate yang menunjukkan lama kemampuan mesin produksi beroperasi. Parameter tersebut dipengaruhi oleh lama waktu mesin mengalami downtime, lama waktu untuk set up dan adjustment. Kemudian, nilai Q mewakili parameter quality yield, yang menunjukkan jumlah produk yang dihasilkan dan produk yang mengalami rework. Sedangkan, nilai P mewakili cycle time performance yang menunjukkan tingkat kemampuan mesin beroperasi. Parameter tersebut dipengaruhi oleh seberapa sering mesin mengalami idle, berhenti, atau beroperasi di bawah rata-rata.
8
H. Material Staging Area (MSA)
Pendataan jumlah bahan baku yang berada di MSA dilakukan dengan menghitung secara langsung jumlah fisik bahan baku yang terdapat di area tersebut pada saat sebelum produksi berjalan. Pendataan dilakukan secara berulang sebanyak lima kali. Hasil pendataan kemudian dihitung nilai rerata untuk mendapatkan rata-rata jumlah bahan baku yang tersedia.
Perhitungan lama waktu bahan di MSA pada bagian produksi kecap dilakukan dengan perhitungan konversi jumlah inventory menjadi satuan waktu seperti pada perhitungan lama bahan baku di dalam gudang dengan
ama bahan baku di A ∑∑material pada awal produksikebutuhan dalam satu
Sedangkan, untuk MSA di assembling, perhitungan dilakukan dengan
∑
Pemetaan Current State
Pada tahapan ini dilakukan pemetaan aliran proses yang terjadi pada kondisi saat ini. Data-data yang telah diperoleh kemudian dijadikan sebagai informasi dalam proses pemetaan. Proses pemetaan menggunakan software Microsoft Visio 2007 dengan pola penggambaran value stream. Proses pemetaan diawali dengan menggambarkan departemen-departemen dan proses yang terlibat, kemudian dilanjutkan dengan menggambarkan aliran informasi yang terjadi, dan timeline. Peta ini kemudian akan menjadi acuan untuk identifikasi terhadap sumber-sumber pemborosan dan menjadi sarana melakukan perbaikan.
Identifikasi Pemborosan dan Penentuan Skenario Solusi Perbaikan
Di dalam tahapan ini terdapat dua kegiatan yang dilakukan yaitu identifikasi pemborosan dan penentuan skenario solusi perbaikan. Identifikasi pemborosan bertujuan untuk mengetahui pemborosan-pemborosan yang terdapat disepanjang lini produksi kecap. Penentuan skenario solusi perbaikan dilakukan dengan mencari solusi untuk menyelesaikan pemborosan-pemborosan yang ada.
Identifikasi Pemborosan
A. Penelusuran Dokumen Key Performance Indicator (KPI)
Proses identifikasi peemborosan tahap awal dilakukan dengan penelusuran terhadap dokumen KPI yang dimiliki oleh PT. HAI. Tujuan penelusuran data KPI ini adalah untuk mengetahui tingkat performansi dan pencapaian target yang telah ditentukan oleh PT. HAI.
B. Penelusuran Nilai di dalam Aliran Produksi
9 berada di sepanjang proses produksi, sehingga memudahkan dalam mencari pemborosan yang terjadi. Pada tahapan ini PAM yang digambarkan yaitu PAM-current state.
Penentuan Skenario Solusi Perbaikan
A. Penelusuran Sebab-Akibat Pemborosan
Penelusuran sebab-akibat diawali dengan wawancara terkait penyebab pemborosan dengan responden yaitu operator-operator yang bekerja di lini produksi kecap dan kepala bagian produksi kecap. Hasil tersebut dirangkum dengan menggunakan diagram tulang ikan. Di dalam diagram tulang ikan masalah yang dimiliki diklasifikasikan berdasarkan sumber penyebabnya. Penyebab yang diperoleh dari diagram ini dianalisis akar-akarnya untuk mendapatkan sumber penyebab utama.
B. Penelusuran Akar-akar Pemborosan
Penelusuran akar pemborosan untuk mendapatkan sumber-sumber penyebab terjadinya pemborosan. Penelusuran ini menggunakan metode 5 why. Metode ini dilakukan dengan mengajukan pertanyaan berulang (repetisi) terhadap masalah yang ditemui, hingga akhirnya ditemui akar pemborosan yang sebenarnya. Akar pemborosan ini akan dijadikan acuan untuk menentukan langkah perbaikan yang akan dilakukan.
C. Perumusan Skenario Solusi Perbaikan
Metode analisis skenario perbaikan yang digunakan dalam penelitian ini ialah melalui pendekatan JIT (Just In Time) dengan teknik wawancara dengan responden yaitu kepala lini produksi kecap. Hasil analisis kemudian ditulis menggunakan metode 4W1H, dengan mengajukan pertanyaan What (apa yang terjadi?), When (kapan masalah tersebut berlangsung?), Where (dimana masalah tersebut berlangsung?), Why (alasan terjadi), Who (siapa yang betanggung jawab?), dan How (bagaimana solusi perbaikannya?).
D. Implementasi Skenario Solusi Perbaikan
Tahapan ini akan menjelaskan gambaran-gambaran tentang skenario solusi perbaikan yang dihasilkan, sehingga mempermudah perusahaan dalam memahami dan mengimplementasikan skenario solusi tersebut. Penggambaran solusi-solusi perbaikan disesuaikan dengan keadaan proses yang terdapat di lapangan dengan mengikuti konsep JIT.
Memberikan Solusi Perbaikan dengan Future State Map
10
Pemetaan Future state
Setelah skenario solusi perbaikan ditentukan, hasil tersebut dipetakan kedalam PAM-future state. Penggambaran ini dilakukan untuk mengetahui proses-proses dan nilai yang telah mengalami perbaikan. Selain itu, untuk memudahkan proses pemetaan future state. Pemetaan future state menggunakan software Microsoft Visio 2007 dengan pola value stream. Teknik pemetaan future state sama dengan current state, namun data-data yang dimuat, merupakan data-data hasil analisis terhadap pemborosan yang telah dilakukan sebelumnya dan skenario perbaikan yang akan dilakukan.
Analisis Perbandingan Current state map dan Future state map
Tahapan terakhir penelitian ini adalah melakukan analisis perbandingan antara current state map dan future state map. Tujuan dari perbandingan ini untuk mengetahui nilai peningkatan produktivitas yang akan diperoleh setelah dilakukan proses perbaikan terhadap proses produksi kecap AMB 13 mL.
HASIL DAN PEMBAHASAN
Identifikasi Jenis Produk Amatan dan Aliran Proses Produksi
Pada tahap ini terdapat dua kegiatan yang dilakukan yaitu, menentukan produk yang akan dilakukan pengamatan, serta menggambarkan diagram alir proses produk yang telah dipilih. Hasil yang diperoleh dari proses ini adalah jenis produk amatan yang akan ditelusuri aliran proses produksi dan akan dilakukan pemetaan.
Identifikasi Jenis Produk Amatan
Identifikasi produk amatan dilakukan dengan pemilihan produk yang akan diteliti. Pemilihan produk bertujuan untuk mengidentifikasi area target untuk perbaikan dan memulai melakukan pemetaan (Nash dan Polling 2009). Manfaat pemilihan produk adalah agar pengamatan dapat dilakukan secara lebih mendalam sehingga dapat menggambarkan situasi pergerakan informasi dan fisik baik bahan baku maupun produk pada masa sekarang yang digunakan untuk mencari pemborosan dan usaha perbaikan yang akan dilakukan (Meng dan Dong 2012). Pendekatan yang dilakukan pada penelitian ini yaitu menggunakan tabel target produksi kecap yang telah ditetapkan PT. HAI.
Target produksi PT. HAI ditetapkan oleh bagian procurement di kantor pusat dengan melakukan peramalan selama setahun sekali berdasarkan hasil penjualan pada tahun sebelumnya. Data target produksi tersebut akan di update setiap empat dan sebulan sekali dengan melihat hasil penjualan. Data hasil peramalan ini dikirimkan kepada PT. HAI plant Daan Mogot sebagai informasi untuk kegiatan produksi. Keseluruhan data target produksi yang digunakan dalam proses pemilihan produk dapat dilihat pada Lampiran 1.
11 Manis Bungkus 24x18x13mL atau AMB 13mL, selain itu produksi kecap tersebut hampir dilakukan tiap hari dengan rata-rata volume produksi mencapai 18 batch per hari, sehingga pengamatan akan difokuskan pada jenis kecap AMB 13 mL.
Penelusuran Aliran Proses Produksi
Proses produksi kecap di PT. HAI bersifat continuous flow, namun demikian dalam proses produksi PT. HAI masih menggunakan sistem batch sebagai satuan produksi. Akan tetapi, pada bagian assembling proses bersifat First In First Out (FIFO) dengan satuan cases (dus). Bagian produksi kecap terdiri dari tiga lini utama, yaitu masak koji dan fermentasi, pemasakan kecap, dan assembling atau perakitan. Setiap lini memiliki tahapan proses yang berbeda-beda. Hasil penulusuran aliran proses produksi digambarkan ke dalam peta operasi proses yang terdapat pada Lampiran 2.
Pemetaan Current State
Pada tahapan ini dilakukan dua jenis kegiatan yaitu, mengumpulkan dan mengolah data-data yang diperlukan untuk pemetaan serta pemetaan current state. Hasil yang diperoleh dari proses ini adalah sebuah peta current state yang menggambarkan kondisi keadaan produksi pada saat ini.
Pengumpulan dan Pengolahan Data
A. Waktu Siklus
Pengumpulan data waktu siklus dilakukan dengan cara melakukan pengukuran langsung di tiap-tiap tahapan proses. Pengukuran ini menggunakan metode studi waktu dengan pengulangan sebanyak tiga kali untuk setiap proses yang dilalui. Hasil pengukuran menunjukkan bahwa proses fermentasi memiliki waktu siklus terpanjang yaitu 172 800 menit, hal ini dikarenakan untuk mengasilkan sari kecap terbaik diperlukan proses fermentasi selama empat bulan. Sedangkan, waktu siklus terpendek berada di proses filling dan sealing yaitu sebesar 0.007 menit. Hasil pengukuran waktu siklus secara keseluruhan dapat dilihat pada Lampiran 3.
B. Jumlah Operator
Pendataan jumlah operator diperlukan untuk mengetahui adanya penyalahgunaan tenaga kerja yang dapat menghambat aliran dan menciptakan ketidakseimbangan dalam produksi (Nash dan Polling 2008). Berdasarkan hasil pendataan di PT. HAI, jumlah operator yang berada di sepanjang lini produksi kecap AMB 13 mL adalah sebanyak 82 orang, dengan jumlah penggunaan operator terbanyak pada bagian filling dan sealing sebanyak 33 orang. Keseluruhan data yang telah dikumpulkan di sepanjang lini produksi kecap dapat dilihat pada Lampiran 4.
C. Waktu Kerja
12
jam. Namun, durasi kerja dapat berubah sesuai dengan rencana produksi. Di dalam setiap shift terdapat waktu istirahat selama satu jam. Untuk meningkatkan produktivitas produksi pada jam istirahat diterapkan pola silih berganti antara operator yang bekerja. Pada hari sabtu, pola istirahat tidak diberlakukan mengingat pendeknya durasi waktu kerja.
D. Produksi Harian
Dalam menjalankan proses produksi, PT. HAI menerapkan sistem shift sehingga kapasitas produksi harian dibagi ke dalam tiga shift tersebut. Pengumpulan data produksi harian dilakukan untuk mengetahui jumlah rata-rata produksi yang dapat dilakukan oleh PT. HAI. Pada penelitian ini data kapasitas produksi yang digunakan ialah data produksi shift pertama milik PT. HAI pada bulan September 2013. Hasil penelusuran dan pengolahan data menunjukkan bahwa rata-rata produk yang dapat diproduksi pada shift pertama sebanyak 4 783 dus per hari. Keseluruhan data mengenai jumlah produksi harian dapat dilihat pada Lampiran 5.
E. Bahan Baku
Bahan baku merupakan salah satu faktor penting dalam pelaksaan produksi. Untuk memenuhi kebutuhan produksi, PT. HAI melakukan order sebulan sekali kepada supplier baik bahan mentah maupun kemasan. Namun, untuk gula tebu dan gula kelapa, PT. HAI melakukan order selama enam bulan sekali. Hal ini dilakukan mengingat produksi gula tidak dapat dilakukan sepanjang tahun. Update bahan baku, khususnya gula tebu dan gula kelapa, dilakukan setiap hari, untuk mengetahui persediaan bahan baku di dalam gudang.
Bahan baku dapat menjadi faktor pemborosan yang timbul di dalam suatu aliran produksi. Untuk itu, diperlukan penelusuran tentang penggunaan bahan baku. Data bahan baku yang ditelusuri merupakan data jumlah bahan baku di gudang, jumlah pemakaian bahan baku dengan rata-rata produksi kecap AMB 13 mL satu hari sebanyak 18 batch atau satu shift produksi dan rata-rata produksi per shift sesuai dengan data pada Lampiran 5, kemudian lama penyimpanan bahan tersebut dari awal kedatangan hingga digunakan. Hasil pendataan jumlah bahan baku menunjukkan bahwa gula pasir menjadi bahan baku yang memiliki persediaan tertinggi sebesar 202 500 kg. Hal tersebut dikarenakan penggunaan gula pasir tidak hanya sebagai bahan baku produksi kecap tetapi juga sebagai bahan baku utama dalam proses produksi minuman RTD. Di dalam satu shift, produksi kecap AMB 13 mL gula tebu menjadi bahan baku tertinggi yang digunakan sebesar 36 000 kg. Sedangkan bahan pengawet AN1 manjadi bahan baku terlama disimpan di dalam gudang yaitu selama 60 hari. Hal ini dikarenakan bahan pengawet AN1 hanya digunakan pada produksi kecap AMB 13 mL. Keseluruhan data jumlah bahan baku yang terdapat di dalam gudang, jumlah penggunaan dan penyimpanan bahan baku dapat dilihat pada Lampiran 6.
F. Work In Process (WIP)
13 didentifikasikan terdapat dua titik WIP, yaitu berada di sub-proses fermentasi dan masak kecap, yaitu dibagian fermentasi moromi dan kecap jadi.
WIP kecap jadi yang terdapat di bagian masak gula dan kecap memang sengaja dibuat untuk memenuhi stok pengemasan pada bagian assembling. Data WIP yang digunakan pada penelitian ini merupakan data perkiraan hasil konversi proses produksi dengan jumlah rata-rata produksi per shift sesuai dengan data pada Lampiran 5.
Sementara, WIP pada bagian fermentasi moromi dan olahan sari jadi menggunakan data sekunder milik PT. HAI yang kemudian dikonversi sesuai dengan kemampuan proses pressing dalam satu hari sebesar 25 000 L. Keseluruhan proses konversi secara lengkap dapat dilihat pada Lampiran 7. Sedangkan WIP yang berada di sepanjang aliran produksi kecap AMB 13 mL dapat dilihat pada Tabel 1.
Tabel 1 Jumlah WIP pada proses produksi kecap AMB 13 mL Jumlah WIP produksi kecap
Nama Jumlah (liter) Lama (menit)
Tauco 600 000 34 560
Kecap jadi 80 583 1 440
G. Nilai Overall Equipment Effectiveness (OEE)
Pada penelitian ini, pendataan nilai OEE dilakukan dengan menggunakan data nilai OEE bulan September 2013 milik PT. HAI. Di PT. HAI, pengukuran nilai OEE hanya dilakukan di dua bagian yaitu sterilisasi kecap dan assembling (perakitan). Hasil pendataan nilai OEE tersebut kemudian dirata-ratakan untuk mencari rerata nilai OEE kedua proses. Hasil rata-rata nilai OEE pada proses sterilisai kecap sebesar 98.99% sedangkan pada proses assembling sebasar 86.69%.
H. Material Staging Area (MSA)
MSA ialah tempat transit bahan baku atau produk akhir sebelum bahan baku tersebut diolah ataupun dikirim ke pelanggan. Tujuan penggunaan MSA ini untuk menghindari terhentinya produksi akibat ketidaktersediaan bahan baku. MSA merupakan salah satu penyumbang nilai lead time terbesar di dalam inventori. Di PT. HAI pada produksi kecap AMB 13 mL, MSA terletak di area produksi yaitu masak gula dan kecap serta assembling.
Tabel 2 Jumlah rata-rata bahan baku di MSA
Jumlah rata-rata bahan baku
Lokasi Bahan baku Jumlah
14
Jumlah bahan material yang digunakan yaitu hasil rata-rata dari pengamatan yang dilakukan selama lima hari di setiap MSA. Pada Tabel 2 dipaparkan hasil pengamatan tiap-tiap bahan baku pada masing-masing MSA.
Untuk bahan baku yang berada di MSA bagian assembling menggunakan satuan masing-masing proses untuk memudahkan konversi. Apabila dikonversi ke dalam satuan palet, jumlah palet di dalam assembling dapat dilihat pada Tabel 3.
Tabel 3 Jumlah bahan baku di assembling dalam satuan palet Jumlah bahan baku di Assembling (palet)
Bahan Jumlah penyimpanan tertinggi sebanyak 33 palet. Penyimpanan tersebut bertujuan untuk menghindari terhentinya produksi akibat keterlambatan bahan baku. Kemudian, hasil pendataan jumlah bahan baku yang terdapat di MSA assembling maupun masak gula dan kecap kemudian dikonversi dengan asumsi produksi kecap AMB 13 mL selama satu hari yaitu sebanyak 18 batch untuk MSA bagian masak gula dan kecap. Sedangkan pada MSA bagian assembling menggunakan asumsi jumlah rata-rata produksi per shift sesuai dengan data pada Lampiran 5. Perhitungan lama bahan di MSA dapat dilihat pada Tabel 4
Tabel 4 Lama bahan baku di Material Staging Area Lama bahan baku di MSA
Lokasi Bahan Baku Lama (menit)
Masak Gula dan Kecap Gula Tebu 660 bagian assembling dan masak kecap menunjukkan bahwa gula tebu memiliki waktu tertinggi yaitu selama 660 menit dengan jumlah palet sebesar 33 palet.
Pemetaan Current state
15 Dari hasil pemetaan current state, diketahui bahwa value added time yang terdapat di sepanjang lini produksi kecap AMB 13 mL sebesar 177 420.141 menit, sedangkan nilai lead time yang dihasilkan yakni sebesar 132 732 menit. Pada penelitian ini nilai lead time yang dihasilkan lebih kecil dibandingkan dengan nilai value added, dikarenakan data penyimpanan gula tebu dan gula kelapa tidak dapat dicantumkan. Hal ini karena lokasi tempat data tersebut berada di luar area lingkungan PT. HAI plant Daan Mogot sehingga tidak ada izin dari perusahaan untuk mendapatkan data tersebut.
Identifikasi Pemborosan dan Penentuan Skenario Perbaikan
Di dalam proses ini dilakukan dua tahap, yaitu tahap identifikasi perbaikan dan penentuan skenario perbaikan. Hasil yang diperoleh dari proses ini berupa keputusan perbaikan produksi dalam upaya melakukan peningkatan kinerja dan produktivitas.
Identifikasi Pemborosan
Tahapan identifikasi perbaikan dilakukan dengan melakukan penelusuran dokumen KPI (Key Performance Indicator) yang dimiliki PT. HAI. Kemudian, proses identifikasi dilanjutkan dengan menelusuri aliran proses produksi, untuk mengetahui bagian proses yang masih dapat dilakukan perbaikan.
A. Penelusuran Dokumen Key Performance Indicator (KPI)
PT. HAI yang bergerak di bidang food and beverages. Menurut Dudbridge (2011), perusahaan yang bergerak di bidang food and beverage tergolong ke dalam perusahaan fast moving production processes yang menuntut performa tinggi dalam setiap proses yang dilakukan. Untuk itu, diperlukan sistem kontrol yang tepat untuk menjadi acuan dalam produksi. Salah satu sistem kontrol yang sesuai dengan kondisi PT. HAI ialah KPI (Key Performance Indicator). KPI adalah sebuah matriks indikator yang digunakan untuk mengukur tingkat keberhasilan suatu perusahaan terhadap performa dan pencapaian target-target yang telah ditentukan. Dengan demikian, perusahaan dapat membuat peluang-peluang yang dapat memberikan keuntungan. Nilai-nilai yang terkandung di dalam sebuah KPI disesuaikan dengan standar yang diperoleh dari observasi yang dilakukan sebelumnya dan target perusahaan yang ingin dicapai. KPI bersifat fleksible sehingga dapat mengikuti perkembangan perusahaan, nilai-nilai yang terdapat di dalam sebuah KPI dapat diganti kapanpun apabila nilai tersebut tidak membantu dalam proses kontrol dan peningkatan produktivitas perusahaan. Penentuan nilai-nilai tersebut dilihat dari beberapa faktor-faktor pengukuran yang dapat mewakili kondisi proses yang berlangsung, sehingga dapat menggambarkan performansi perusahaan secara lengkap (Dudbridge 2011).
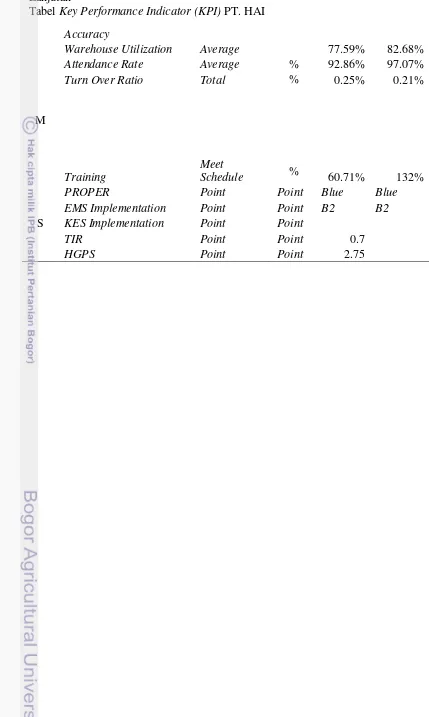
Dalam menjalankan kegiatan produksinya PT. HAI menggunakan KPI sebagai acuan untuk kegiatan peningkatan produktivitas perusahaan. Hal-hal yang menjadi acuan KPI di PT. HAI digolongkan ke dalam beberapa kelas yaitu P (Production), Q (Quality), C (Cost), D (Demand), M (Management), dan S (Safety), keenam kelas tersebut diuraikan menjadi beberapa target pencapaian perusahaan. Matriks KPI PT. HAI dapat dilihat pada Lampiran 11.
16
process nilai yield per bulan September 2013, tidak mencapai target 98.51% hanya tercapai 98%. Hal ini karena adanya penurunan kualitas bahan baku gula tebu yang digunakan, sehingga mempengaruhi jumlah produksi kecap yang mengakibatkan turunnya nilai yield. Namun, hampir keseluruhan target perusahaan telah dicapai pada bulan September 2013 sehingga proses identifikasi dilanjutkan dengan penelusuran terhadap aliran proses yang dilalui.
B. Penelusuran Nilai di dalam Aliran Produksi
Penelusuran aliran produksi dilakukan dengan menggunakan salah satu alat VALSAT (Value Stream Mapping Analysis Tools) yaitu process activity mapping (PMA). PMA merupakan sebuah alat yang digunakan untuk merekam seluruh aktivitas dari suatu proses dan berfungsi untuk membantu mengurangi aktivitas yang tidak perlu, menyederhanakan proses, sehingga pemborosan yang terdapat di dalam proses tersebut dapat dikurangi (Saputra dan Singgih 2012). Di dalam penggunaanya, pma mengklasifikasikan aktivitas ke dalam lima kategori yaitu Operation, Transport, Inspection, Storage, dan Delay. PMA yang digambarkan dalam penelusuran aliran produksi, yaitu PMA-current state. Hasil penggambaran PMA-current state dapat dilihat pada Lampiran 12.
Dari hasil penggambaran PMA-current state diketahui bahwa total nilai value added yang berada sepanjang aliran proses produksi sebesar 177 420.141 masalah ini sering kali muncul, namun belum ada tindakan yang dilakukan untuk memperbaikinya. MSA masak kecap memiliki salah satu nilai tertinggi dalam menyumbang nilai non value added sehingga penelitian ini akan difokuskan pada bagian tersebut.
Penentuan Skenario Perbaikan
Penentuan skenario perbaikan pada MSA dilakukan dengan empat tahap, yaitu dengan menelusuri penyebab pemborosan, menelusuri akar-akar pemborosan, penentuan skenario solusi perbaikan, dan implementasi skenario solusi perbaikan.
A. Penelusuran Penyebab Pemborosan
17 dan lingkungan. Untuk mengetahui penyebab-penyebab permasalahan yang terjadi secara lengkap pada bagian produksi dan assembling dapat dilihat pada Gambar 1.
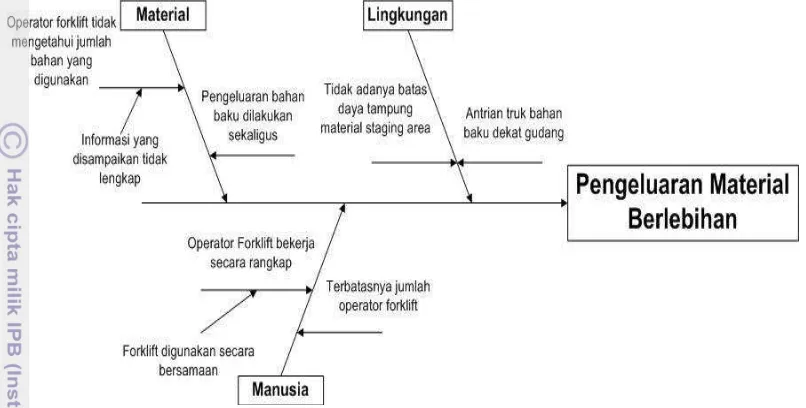
Gambar 1 Diagram sebab-akibat pemborosan
Dari gambar, diketahui penyebab pengeluaran material berlebihan yang bersumber dari kategori material yaitu operator forklift tidak mengetahui jumlah bahan yang akan digunakan yang disebabkan operator forklift tidak diinformasikan tentang jumlah produk yang akan digunakan dan pengeluaran bahan baku dilakukan sekaligus. Pada kategori manusia, pemborosan disebabkan karena operator forklift bekerja secara rangkap, dikarenakan kurangnya armada forklift dan terbatasnya jumlah operator forklift. Di dalam kategori lingkungan pemborosan kelebihan material terjadi disebabkan tidak adanya batas kapasitas tampungan pada MSA dan antrian truk bahan baku dekat gudang.
Hasil identifikasi penyebab permasalahan tersebut, kemudian dilanjutkan dengan menelusuri akar-akar penyebab pemborosan. Penelusuran akar-akar penyebab pemborosan dilakukan untuk menemukan sumber pemborosan yang sebenarnya terjadi.
B. Penelurusan Akar-akar Penyebab Pemborosan
Penelusuran akar-akar penyebab pemborosan dilakukan untuk mengidentifikasi sumber pemborosan yang terjadi. Akar penyebab permasalahan di definisikan sebagai suatu kondisi yang menyebabkan terjadinya kecacatan atau kerusakan, yang kemudian dapat dilakukan perbaikan secara permanen untuk mencegah kecacatan dan kerusakan terjadi secara berulang (Lindsay dan Evans 2007). Pengidentifikasian akar-akar penyebab pemborosan dapat dilakukan dengan teknik „5 engapa‟, pendekatan ini dilakukan untuk mendefinisikan masalah sebagai rantai sebab-akibat. Proses pendefinisian sebab-akibat dilakukan dengan mengajukan pertanyaan „mengapa?‟, sekurang-kurangnya lima kali.
18
Tabel 5 Hasil identifikasi akar-akar penyebab pemborosan Identifikasi akar-akar penyebab pemborosan
5 Mengapa Manusia Material
Sebab
Mengapa 3 Informasi disampaikan
secara lisan
Dari tabel identifikasi akar-akar penyebab pemborosan diketahui bahwa sumber pemborosan yang terjadi pada MSA disebabkan karena forklift tambahan baru dapat dioperasikan pada siang hari dan penyampaian informasi kepada operator forklift dilakukan secara lisan.
C. Perumusan Skenario Solusi Perbaikan
Hasil identifikasi dan penelusuran akar-akar pemborosan diketahui terdapat dua penyebab utama permasalahan kelebihan material pada MSA, yaitu pengoperasian forklift tambahan yang dilakukan pada siang hari dan penyampaian informasi yang dilakukan secara lisan. Permasalahan yang ditemui berada di MSA yang berhubungan dengan pengadaan bahan baku sehingga perumusan solusi perbaikan untuk kedua masalah tersebut dilakukan dengan pendekatan sistem JIT (Just In Time). JIT ialah sebuah sistem yang dicetuskan oleh Toyota yaitu dengan memproduksi atau mengirimkan bahan baku atau produk dalam jumlah yang dibutuhkan dan pada waktu yang diperlukan (Liker 2004). Tujuan utama JIT adalah untuk meningkatkan laba dan posisi persaingan perusahaan yang dicapai melalui usaha pengendalian persediaan, peningkatan kualitas, dan perbaikan kinerja pengiriman Burhan et al (2011). Penentuan rancangan skenario solusi disesuaikan dengan kondisi perusahaan dan pencapaian tujuan JIT. Hasil penyusunan rancangan skenario solusi perbaikan dapat dilihat pada Lampiran 13.
D. Implementasi Skenario Solusi Perbaikan
19
Pengaturan Ulang Alokasi Penggunaan Forklift
Salah satu akar penyebab terjadinya pengeluaran material secara berlebihan yaitu tidak adanya armada forklift tambahan yang dioperasikan pada awal produksi. Forklift tambahan yang dialokasikan untuk membantu dalam distribusi baru dioperasikan pada siang hari, hal ini dikarenakan untuk menghindari penumpukan kendaraan-kendaraan yang berlalu lalang di sepanjang perusahaan, kendaraan-kendaraan tersebut mengangkut bahan baku atau yang akan melakukan pemuatan. Sebaliknya, yang terjadi di lapangan ialah penumpukan kendaraan-kendaraan yang di dominasi oleh kendaraan-kendaraan yang membawa bahan baku. Kendaraan-kendaraan tersebut tidak dapat langsung membongkar muatan mereka karena terbatasnya jumlah forklift yang beroperasi, sehingga mereka harus menunggu sampai muatan dibongkar. Selama waktu tunggu tersebut, kendaraan-kendaraan yang memuat bahan baku atau yang akan memuat produk akhir terus berdatangan, sehingga menyebabkan antrian.
Permasalahan tersebut dapat diselesaikan dengan melakukan pengaturan ulang terhadap alokasi penggunaan forklift. Alokasi penggunaan forklift yang diterapkan oleh PT. HAI dapat dilihat pada Tabel 6.
Tabel 6 Alokasi penggunaan forklift PT. HAI
Alokasi penggunaan forklift di PT. HAI
Area Jumlah Keterangan
20
Tabel 7 Alokasi penggunaan forklift setelah perubahan
Perubahan alokasi penggunaan forklift di PT. HAI
Area Jumlah Keterangan
Assembling 2
Soy process 1
Ready To Drink 1
RM/PM 2 Forklift 1= sisi timur
pabrik
Forklift 2 = sisi barat pabrik
FG 1
Penerapan Sistem Kanban
Pada akar penyebab permasalahan pengeluaran bahan baku secara berlebih di MSA terjadi dikarenakan penyampaian informasi dilakukan secara lisan, sehingga terjadi miskomunikasi antara petugas lapangan dan operator forklift.
Permasalahan tersebut dapat diselesaikan dengan mengimplementasikan sistem kanban. istem kanban ialah realisasi teori “tarik” di dalam teori lean, sistem ini berjalan dari proses belakang menuju proses sebelumnya. Tujuan penggunaan kanban adalah untuk menekan pemborosan-pemborosan yang terjadi di proses dengan membuat sistem kontrol, sistem kontrol ini dapat digunakan untuk pengontrolan terhadap persediaan bahan baku, penyediaan bahan baku, dan untuk mengevaluasi kegiatan yang tidak perlu dilakukan (Amri 2006). Kanban dapat berupa sebuah kartu, lampu, garis batas, rak, ataupun keranjang.
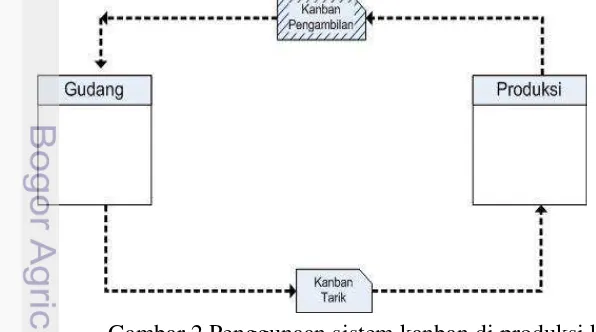
Di dalam permasalahan ini, sistem kanban diperlukan untuk mengatur keluarnya bahan baku dari gudang, sehingga menghindari terjadinya penumpukan bahan baku di MSA pada ruang produksi kecap, selain itu untuk menghindari terjadinya kehilangan bahan baku akibat pendataan yang tidak teratur. Penggunaan sistem kanban di ruang produksi dapat dilihat pada Gambar 2.
Gambar 2 Penggunaan sistem kanban di produksi kecap
21 kanban tarik ialah kanban yang berasal dari proses sebelumnya yang berisi tentang spesifikasi jumlah bahan yang akan dibutuhkan dan jenis-jenis bahan yang akan digunakan. Kanban tarik bergerak diantara pusat-pusat proses yang berlangsung dan digunakan sebagai alat pemindah barang yang sah.
Sistem kanban pada produksi kecap diaplikasikan pada bagian masak gula dan kecap yang terjadi pengeluaran bahan baku secara berlebihan. Di dalam skenario perbaikan kali ini, sistem kanban yang diterapkan ialah apabila terdapat permintaan bahan baku dari produksi kecap, maka operator produksi kecap akan mengirimkan kartu kanban pengambilan bersama dengan operator forklift ke gudang bahan baku. Kartu kanban pengambilan tersebut kemudian diletakkan pada pos kanban yang selanjutnya akan diperiksa oleh petugas gudang. Petugas gudang akan meminta operator forklift untuk mengambil bahan baku sesuai dengan jenis produk yang akan diproduksi dan jumlah bahan baku yang dibutuhkan. Kemudian petugas gudang akan mengambil kertas palet kontrol yang berada di tiap-tiap bahan baku dan melakukan pencatatan terhadap nomor lot dan berat masing masing bahan yang di informasikan di dalam kertas palet kontrol. Selanjutnya petugas gudang akan menukar kartu kanban pengambilan dengan kartu kanban tarik yang berisi tentang spesifikasi jenis bahan dan jumlah bahan yang akan digunakan, petugas gudang akan menyelipkan kertas-kertas palet kontrol bahan baku yang digunakan sebagai informasi untuk operator produksi dan sebagai bukti bahwa bahan baku telah diserahkan. Kanban pengambilan akan menjadi data yang dimiliki oleh petugas gudang yang selanjutnya akan di masukan ke dalam sistem untuk memotong jumlah persediaan bahan baku pada tiap akhir shift. Contoh kartu kanban pengambilan dapat dilihat pada Lampiran 14. Kartu kanban tarik yang dikirimkan oleh bagian gudang bahan baku akan menjadi data yang dimiliki oleh bagian produksi kecap, kemudian data yang terdapat di dalam kartu di masukan ke dalam sistem untuk mengetahui jumlah penggunaan bahan baku yang digunakan dalam produksi kecap setiap akhir shift. Contoh kartu kanban tarik dapat dilihat pada Lampiran 14.
Penentuan jumlah kartu kanban yang beredar di produksi kecap dilakukan oleh kepala lini produksi kecap, mengingat variasi produk kecap yang diproduksi sangat banyak, sehingga jumlah kartu yang digunakan tidak selalu sama tiap produk. Perhitungan jumlah kartu kanban dilakukan setelah penentuan rencana produksi untuk produksi esok hari. Burhan et al (2011) menjelaskan banyaknya jumlah kartu kanban yang dikeluarkan untuk mengontrol jumlah bahan baku yang dikeluarkan dapat menggunakan formula:
umlah artu anban permintaan harian waktu tunggu faktor ukuran kontainer kapasitas
22
kartu kanban yang akan digunakan. Pengalokasian ukuran kontainer ditentukan oleh banyaknya jumlah produksi atau pertimbangan lain.
Pada penelitian ini, perhitungan kartu kanban dilakukan untuk proses produksi kecap AMB 13 mL dengan asumsi produksi dilakukan dalam satu shift penuh dengan kapasitas produksi 18 batch per shift. Bahan baku yang dibutuhkan dalam proses masak gula terdiri dari tiga jenis yaitu gula tebu, gula kelapa, dan gula pasir sehingga permintaan bahan baku disesuaikan dengan kebutuhan tiap tiap bahan yang diperlukan. Waktu tunggu untuk menunggu bahan baku terisi kembali di MSA ialah sekitar 1 jam 10 menit, penentuan lama waktu tunggu dipengaruhi beberapa pertimbangan yaitu lama waktu pemasakan dan jumlah bahan baku yang dibawa. Ukuran kontainer merupakan ukuran maksimum yang dapat dilakukan dalam satu kali perputaran kartu kanban. Dalam penelitian ini, ukuran kontainer disesuaikan dengan jumlah bahan baku yang dibutuhkan untuk standar produksi yang digunakan oleh PT. HAI sebesar 6 batch, sehingga ukuran kontainer untuk tiap-tiap bahan baku berbeda. Penentuan jumlah kontainer yang diperlukan dapat dilihat pada Tabel 8.
Tabel 8 Jumlah kontainer yang dibutuhkan
Perhitungan jumlah kontainer yang digunakan
Bahan baku Pemakaian
Dari hasil perhitungan jumlah kontainer diketahui bahwa dalam produksi untuk kapasitas standar produksi 6 batch gula tebu yang dibutuhkan sebanyak 8 palet. Sedangkan gula kelapa yang dibutuhkan sebanyak 2.83 palet, akan tetapi tidak memungkinkan untuk membawa bahan baku berada diluar palet, sehingga dilakukan pembulatan terhadap jumlah palet per kontainer, sehingga jumlah gula kelapa per 18 batch produksi sebesar 9 palet dengan satuan per 6 batch produksi sebanyak 3 palet. Hal tersebut berlaku juga pada bahan baku gula pasir, berdasarkan perhitungan jumlah gula pasir yang dibutuhkan selama 18 batch ialah sebesar 10.5 palet dengan satuan produksi per 6 batch sebesar 3.5 palet, jumlah tersebut dilakukan pembulatan sehingga produksi 18 batch membutuhkan 11 palet dan satuan produksi per 6 batch sebesar 4 palet.
23 Tabel 9 Jumlah kartu kanban yang dikeluarkan
Perhitungan jumlah kartu kanban dalam satu shift Bahan Baku Permintaan
Analisis perbandingan dilakukan antara keadaan kondisi di lapangan dan kondisi dengan sistem kartu kanban. Data yang diamati merupakan jumlah bahan yang dikeluarkan pada saat awal produksi shift pertama dilakukan dengan kapasitas produksi sebanyak 18 batch. Perbandingan yang dihasilkan dapat dilihat pada Lampiran 15.
Merujuk pada tabel tersebut, diketahui stok di lapangan merupakan rata-rata jumlah bahan baku yang dikeluarkan untuk memenuhi kebutuhan produksi satu shift. Kanban menunjukkan jumlah kartu kanban yang beredar sepanjang produksi, Kanban yang digunakan yaitu kanban pengambilan dan kanban tarik. Kapasitas merupakan batas maksimum bahan baku yang dapat dipindahkan dalam satu kali penarikan kartu kanban.
Stok antara kondisi lapangan dan sistem kanban mengalami penurunan sekitar 75% untuk gula tebu, 70% untuk gula kelapa, dan 71% untuk gula pasir. Kondisi tersebut dapat tercapai apabila semua pihak yang berkaitan di dalam kedua proses terlibat secara aktif, dikarenakan sistem ini membutuhkan fleksibilitas dan informasi yang transparan.
Memberikan Solusi Perbaikan dengan Future State Map
Skenario solusi yang telah diperoleh digambarkan kedalam PAM-future state terlebih dahulu sebagai gambaran awal proses perbaikan sebelum menuju future state map. Future state map kemudian dibandingkan dengan current state map untuk mendapatkan perbandingan peningkatan produktivitas yang telah dilakukan. Hasil yang diperoleh dari proses ini adalah peta future state yang memvisualisasikan kondisi proses di masa depan setelah dilakukan perbaikan.
Pemetaan Future State
Setelah mendapatkan solusi terbaik yang diinginkan, kemudian dilanjutkan dengan melakukan penggambaran PAM-future state. Hal ini dilakukan untuk melihat hasil implementasi skenario solusi yang diajukan, selain itu juga mempermudah dalam pemetaan future state map. Hasil penggambaran PAM-future state dapat dilihat pada Lampiran 16.
Metode pemetaan future state hampir mirip dengan current state map yang membedakan ialah kondisi pemetaan. Kondisi pemetaan yang diwakilkan oleh current state map adalah kondisi aktual proses, sedangkan future state map pemetaan mewakili kondisi proses yang akan dilakukan perbaikan.
24
menunjukkan perbaikan yang dibutuhkan dan lokasi spesifik perbaikan yang akan dilakukan perbaikan (Rother dan Shook 2009). Hasil pemetaan future state untuk proses kecap AMB 13 mL dapat dilihat pada Lampiran 17.
Analisis Perbandingan Current State Map dan Future State Map
Setelah pemetaan future state dilakukan, kemudian dilanjutkan dengan menalukan analisis perbandingan. Analisis perbandingan dilakukan untuk mengetahui persentase kenaikan produktivitas yang akan dicapai oleh PT. HAI apabila mengimplentasikan perbaikan tersebut. Metode analisa dilakukan dengan membandingkan antara current state map dan future state map. Hasil analisis perbandingan dapat dilihat pada Tabel 10.
Tabel 10 Hasil analisa perbandingan CSM dan FSM Hasil analisa perbandingan
Pengamatan Current state map Future state map Persentase Penurunan
Hasil perbandingan menunjukkan bahwa jumlah pengadaan inventory yang dilakukan pada MSA produksi turun 75% untuk gula tebu, 70% untuk gula kelapa, dan 71% untuk gula pasir. Sedangkan MSA lead time yang terdapat pada MSA produksi kecap turun hingga 76 %. Pada total nilai lead time secara keseluruhan penurunan terjadi sebanyak 0.37%.
Hasil diatas menunjukkan bahwa secara teoritis sistem kanban dapat menurunkan jumlah bahan baku yang berada di MSA, MSA lead time, dan total lead time. Akan tetapi, diperlukan perhitungan secara aktual untuk melengkapi hasil tersebut. Perhitungan secara aktual dapat dilakukan dengan memanfaatkan teori model antrian. Teori model antrian dilakukan dengan teknik pendekatan terhadap sistem aliran bahan baku, jumlah penggunaan bahan baku dan waktu tunggu bahan baku.
SIMPULAN DAN SARAN
Simpulan
1. Identifikasi dan penelusuran lini produksi kecap PT. HAI menunjukkan bahwa jenis kecap AMB 13 mL memiliki jumlah permintaan dan produksi yang tinggi, sehingga pengamatan dilakukan pada lini tersebut. Proses produksi kecap AMB 13 mL terdiri dari pemasakan koji dan fermentasi, pemasakan kecap, dan assembling atau perakitan.
25 penggambaran current state map yaitu total lead time yang diperoleh sebesar 132 732 menit, sedangkan total value added diperoleh sebesar 177 420.141 menit.
3. Dari hasil identifikasi pemborosan didapatkan permborosan yang terjadi berupa pengeluaran material secara berlebihan di MSA produksi kecap. Analisis sebab-akibat dan akar-akar permasalahan menunjukkan sumber permasalahan yaitu pengoperasian forklift tambahan pada siang hari dan penyampaian informasi kepada operator forklift dilakukan secara lisan. Penyelesaian permasalahan tersebut dilakukan dengan melakukan pendekatan dengan konsep JIT. Skenario solusi yang di rancang ialah dengan pengaturan ulang pembagian kerja operator forklift dan implementasi sistem kanban.
4. Solusi-solusi yang telah ditemukan dipetakan ke dalam future state. Total lead time yang dihasilkan dari penggambaran sebesar 132 230.04 menit, sedangkan value added yang diperoleh sebesar 177 420.141 menit. Hasil analisis perbandingan antara current state map dan future state map didapatkan penurunan sebesar 76% pada MSA lead time di bagian produksi kecap, sedangkan penurunan lead time keseluruhan value stream yang diperoleh sebesar 0,37%.
Saran
Terdapat beberapa beberapa saran perbaikan bagi kelengkapan studi ini yaitu :
1. Melakukan pengamatan pergerakan bahan baku dapat memanfaatkan teori model antrian dengan mengamati aliran bahan baku, jumlah penggunaan bahan baku dan waktu tunggu bahan baku.
2. Meningkatkan pengawasan terhadap aliran bahan baku dan jumlah penggunaan bahan baku untuk keperluan produksi.
3. Melakukan pengkajian waktu proses dan waktu tunggu bahan baku secara berulang untuk mendapatkan data yang lebih akurat.
DAFTAR PUSTAKA
Amri. 2006. Penerapan sistem kanban penyediaan material untuk proses produksi pada PT. X.Jurnal Keilmuan dan Penggunaan Terhadap Sistem Teknik Industri. 7(4): 11-20.
Burhan, Maflahah I, Wildan RP. 2011. Penerapan sistem JIT (Just In Time) untuk pengendalian persediaan pada sistem logistic di Perum BULOG sub divisi regional Surabaya. Didalam: Anonim, editor. Prosiding Seminar Nasional: Reformasi Pertanian Teritegrasi Menuju Kedaulatan Pangan [Internet]. [20 Oktober 2011 Universitas Trunojoyo Madura]. Madura (ID): Fakultas Pertanian, Universitas Trunojoyo; [diunduh 2014 Jan 20]. Tersedia pada: http://pertanian.trunojoyo.ac.id/semnas/?cat=333
26
Evans J, Lindsay W. 2007. Pengantar Six Sigma. Afia RF, penerjemah. Jakarta (ID): Penerbit Salemba Empat. Terjemahan dari: An Introduction to Six Sigma and Process Improvement.
Joshi R, Naik G. 2012. Process improvement by using value stream mapping: a case study in small scale industry. IJERT.1(5).1-8.
Liker J. 2006.The Toyota Way. Gina Gania, Bob Sabran, penerjemah; Wisnu C, Yati S, editor. Jakarta (ID): Penerbit Erlangga. Terjemahan dari: The Toyota Way.
Locher D. 2008. Value Stream Mapping for Lean Development: A How-To Guide for Streamlining Time to Market. New York (US): CRC Press.
Meng B, Dong M. 2012. Research on the lean process reengineering based on value stream mapping for Chinese enterprise. Management Science and Engineering.6(2). 103-106.doi: 10.3968/j.mse.1913035X20120602.3696. Nash M, Polling S. 2008. Mapping The Total Value Stream: A Comprehensive
Guide for Production and Transactional Processes. New York (US): CRC Press. Rahani AR, Al-Ashraf M. 2012. Production flow analysis trough value stream
mapping: a lean manufacturing process study. IRIS.41 (2012) 1727-1734. Rampersad H. 2001. Total Quality Management: An Executive Guide to
Continuous Improvement. Berlin (GER): Springer-Verlag
Rother M, Shook J. 2009. Learning to See: Value State Mapping to Create Value and Eliminate Muda. Cambridge (US): Lean Entreprise Inc.
Saputra R, Singgih M. 2012. Perbaikan proses produksi blender menggunakan pendekatan lean manufacturing di PT. PMT. Didalam: Anonim, editor. Prosiding Seminar Nasional Manajemen Teknologi XV [Internet].[4 Febuari 2012 Institut Teknologi Sepuluh November]. Surabaya (ID): Magister Manajemen Teknologi Institut Teknologi Sepuluh November; [diunduh 2014 Mar 19]. Tersedia pada: http://personal.its.ac.id/show_publikasi.php?id=4321 Sinungan M. 2008. Produktivitas Apa dan Bagaimana. Jakarta (ID): PT. Bumi
Aksara.
Wilson L. 2010. How to Implement Lean Manufacturing. New York (US): The McGraw-Hill Companies
27 Lampiran 1 Data target produksi kecap AMB 13 mL
Target produksi kecap AMB 13 mL
Produk UOM Bulan
Agu Sept Okt
28
29 Lanjutan
31 Lampiran 3 Hasil pengukuran waktu siklus
Waktu siklus proses produksi kecap sachet AMB 13mL (menit)
Proses Ulangan Rata-rata
1 2 3 Pencacahan dan transfer ke Silo tank
Transfer kedelai ke tanki
Pengisian dan Perekatan 0.007 0.007 0.007 0.007
Kospack 0.054 0.054 0.054 0.054
Packing 0.27 0.28 0.27 0.27
32
Lampiran 4 Jumlah operator yang bekerja
Jumlah Operator Produksi (orang)
Aktivitas Operator Keterangan
Pemanasan alat dan persiapan
1 Masak gandum
Pencacahan dan transfer ke silo tank
Transfer kedelai ke tanki masak 1
Penuangan ke tanki 2
Pemasakan kedelai
1 Operator sama dengan masak gandum
Transfer ke inkubasi dan penambahan gandum
Pendinginan 0
Penyemaian bibit dan pengadukan 1 Inkubasi
2
Transfer ke tanki moromi Operator sama dengan inkubasi
Fermentasi 1
Penginputan bahan baku 8
Masak gula 1
QC masak gula 1
Penyaringan 2
Transfer ke blending +penambahan THC
1
Filling dan sealing 33
Kospack 1
Packing 10
Palletizing 1
33 Lampiran 5 Data hasil produksi kecap AMB 13 mL
Jumlah produksi shift 1 per September 2013
Tanggal Jumlah (dus)
2 5 040
5 1 350
6 3 800
7 3 200
9 4 300
10 6 900
11 4 460
12 6 660
13 6 100
14 6 760
16 6 800
17 4 640
18 4 740
19 4 600
20 4 100
21 4 140
23 4 400
24 4 640
25 5 260
26 4 740
27 4 160
28 4 440
34
Lampiran 6 Jumlah pemakaian dan lama penyimpanan bahan baku Jumlah pemakaian dan penyimpanan bahan baku
Bahan Satuan Kapasitas Pemakaian Lama (hari)
Bungkil Kedelai kg 84 000 16 800 9
Gandum kg 24 000 4 200 9
Garam kg 112 500 25 500 4
Gula Pasir kg 202 500 15 750 2
Gula Tebu kg 180 000 36 000 2
Gula Kelapa kg 180 000 7 650 3
Molases L 30 000 5 850 5
Fruktose L 60 000 4 950 2
Glukosa L 60 000 12 600 2
THC kg 500 36 13
AN1 kg 4 000 63 60
Wrapper AMB roll 3 456 717 5
Plastik CPP roll 480 316 1
Sekat pcs 46 080 14 349 3
35 Lampiran 7 Tahapan proses konversi di work in process (WIP)
1. Tauco
Jumlah bahan yang tersedia = 600 000 L Kemampuan proses dalam satu hari = 25 000 L Sehingga:
5 hari hari
hari jamhari menitjam 5 menit
2. Kecap Jadi
Rata-rata produksi satu shift: 4 783 sachet
Sehingga: cs plastikcs plastikpcs 5 pcs
. . 5 pcs m pcs
m l L (6 batch)