PERTANYAAN WAWANCARA
Digunakan untuk membuat cause effect diagram dan untuk memperoleh faktor-faktor dan nilai level faktor yang akan digunakan pada penelitian dengan
menggunakan metode Taguchi.
1. Masalah apa yang sering terjadi pada proses pembuatan aluminium ingot?
Masalah yang sering terjadi adalah saat proses pencetakan aluminium dilakukan test sample untuk mengetahui kadar zat pengotor pada molten dan diperoleh persentase kadar zat pengotor yang diatas standar perusahaan.
2. Mengapa kadar zat pengotor tinggi menjadi masalah pada perusahaan?
Karena bila terdapat lot molten yang memiliki kadar zat pengotor yang diatas standar maka diperlukan tindakan pengendalian dengan cara re-stirring atau pengadukan ulang, penambahan molten, pencetakan sebagian molten atau spect out dan penurunan grade atau dengan kata lain diperlukan kegiatan rework terhadap molten agar dapat dihasilkan aluminium ingot yang sesuai standar perusahaan.
3. Apa saja zat pengotor yang terkandung pada aluminium ingot?
4. Zat pengotor apa yang paling banyak terkandung pada aluminium ingot?
Yang paling banyak terkandung dan yang memiliki standar persentase perusahaan yaitu unsur besi (Fe) dan silikon (Si).
5. Dampak apa saja yang disebabkan oleh tingginya kadar Fe dan Si pada
molten?
Zat pengotor berupa besi dapat menyebabkan korosi atau pengaratan pada aluminium ingot sedangkan zat pengotor berupa silikon menyebabkan warna aluminium ingot menjadi kuning.
6. Apa saja sumber yang menyebabkan tingginya kadar zat pengotor pada
molten?
Yang menjadi sumber penyebab tingginya kadar zat pengotor pada molten adalah dari segi operasi dan dari segi material yang digunakan pada proses reduksi aluminium
7. Faktor apa saja yang menyebabkan tingginya kadar zat pengotor pada
molten dilihat dari segi operasi?
atau cairan elektrolisa yang ikut ter-tapping saat proses metal tapping, terjadi S atau keasaman, dan anode reset yaitu banyaknya anoda yang diganti.
8. Hal-hal apa saja yang dapat menyebabkan nippel, broke anode, RWB,
bath tapping, S dan anode reset terjadi?
Nippel disebabkan oleh bath yang terlalu tinggi sehingga mengenai kaki anoda dan menyebabkan anoda tererosi sehingga meningkatkan kadar zat pengotor pada molten. Broke anode bisa disebabkan oleh suhu dan voltase yang tidak stabil saat proses reduksi, Rod Without Butt atau RWB ini disebabkan oleh tangkai anoda yang sudah tua dan mulai tererosi sehingga batangan anoda jatuh dan ikut dalam proses reduksi, bath tapping disebabkan oleh bath yang terlalu tinggi sehingga saat proses metal tapping, bath ikut ter-tapping. Keasaman terjadi karena blok katoda pada pot yang tererosi. Anode reset dilakukan karena tinggi anode yang sudah mencapai batas minimum sehingga harus diganti dan penggantian ini menyebabkan pot tidak stabil.
9. Bila dilihat dari segi material yang digunakan, apa saja penyebab tingginya kadar zat pengotor pada molten?
Dilihat dari segi material yang digunakan, terdapat 5 material, yaitu alumina, anoda, AlF3, soda abu atau NaCO3, dan material recycle yang digunakan.
Karena masing-masing material sudah memiliki kandungan Fe didalamnya, namun berbeda-beda kadarnya. Dan kadar zat pengotor pada masing-masing material juga tidak selalu sama tiap akan digunakan. Kadar Fe dan zat pengotor lain dalam tiap sumber inilah yang menjadi faktor penyebab tingginya kadar zat pengotor pada molten.
11.Berdasarkan proses reduksi selama ini, faktor-faktor apa saja yang menjadi fokus perusahaan untuk dikendalikan agar mencegah terjadinya kadar zat pengotor yang tinggi pada molten?
Yang bisa perusahaan kendalikan hanya dari segi operasi saja. Karena sumber atau material yang digunakan tidak dibuat oleh perusahaan, hanya anoda yang dibuat perusahaan, dan tidak ada tindakan pemeriksaan kualitas dari tiap material yang digunakan. Hanya ada tindak pemeriksaan kualitas pada molten dibagian proses casting saja untuk mengetahui persentase kadar zat pengotor pada molten. Oleh karena itu, hanya faktor operasi saja yang dapat dikendalikan oleh perusahaan untuk meminimumkan terjadinya kadar zat pengotor yang tinggi pada molten.
12.Dari keenam faktor yang ada pada proses operasi, faktor apa yang merupakan faktor kritikal dalam pengendalian kualitas molten?
walau tidak selalu dapat dipastikan seberapa besar dampaknya. Sedangkan untuk RWB, broke anode, dan anode reset cukup jarang terjadi saat proses reduksi sehingga dampaknya untuk peningkatan kadar zat pengotor akan sulit diidentifikasi.
13.Untuk ketiga faktor operasi yang kritis tersebut, berapakah besaran nilai yang dianjurkan untuk dijadikan level nilai agar dapat diketahui kontribusi masing-masing faktor dan nilai level optimumnya?
DAFTAR PUSTAKA
Bagchi. P,Tapan .1993. Taguchi Method Explained Practical Steps To Robust Design. New Delhi: Prentice-Hall Of India Private Limited
Besterfield, Dale H. 2004. Quality Control. 7th Edition. Pearson Prentice Hall: New Jersey
Gaspersz, Vincent. 2002. Quality Management. PT. Gramedia Pustaka Utama: Jakarta
Soejanto, Irwan. 2009. Desain Eksperimen Metode Taguchi. Graha Ilmu: Yogyakarta
Sudjana.1994. Desain Dan Analisis Eksperimen. Bandung
Sugiantoro, Bambang. 2014. Optimasi Parameter Proses Milling Terhadap Kualitas Hasil Permesinan Aluminium Dengan Metode Taguchi. Universitas Diponegoro: Semarang
BAB III
TINJAUAN PUSTAKA
3.1. Pengendalian Kualitas
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan/ perawatan dari suatu tingkat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus menerus serta tindakan korektif bilamana diperlukan. Jadi, pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu baik (accept) atau jelek (reject).
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari pihak marketing dan purchasing hingga bahan baku tersebut masuk ke pabrik dan bahan baku itu diolah di pabrik yang akhirnya dikirim ke pelanggan. Bahkan pengendalian kualitas juga dilakukan setelah adanya purna jual. Untuk memenuhi semua kebutuhan ini tentunya perlu adanya berbagai macam tool yang mampu merepresentasikan data yang dibutuhkan dan menganalisis data tersebut hingga didapat suatu kesimpulan.(Ginting, 2007)
3.2. Desain Eksperimen
prinsip-prinsip dasar yang lazim digunakan dan dikenal yaitu: replikasi, randomisasi atau pengacakan dan kontrol lokal. Sebelum memberikan penjelasan ketiga prinsip dasar diatas, terlebih dahulu akan dijelaskan pengertian tentang perlakuan, kekeliruan eksperimen dan unit eksperimen.
1. Perlakuan
Perlakuan adalah sekumpulan daripada kondisi-kondisi eksperimen yang akan digunakan terhadap unit eksperimen dalam ruang lingkup desain yang dipilih. Perlakuan ini bisa berbentuk tunggal atau terjadi dalam bentuk kombinasi. 2. Unit eksperimen
Unit terhadap perlakuan tunggal (yang mungkin merupakan gabungan beberapa faktor) dikenakan dalam sebuah replikasi eksperimen dasar.
3. Kekeliruan eksperimen
Kekeliruan eksperimen menyatakan kegagalan daripada dua unit eksperimen identik yang dikenai perlakuan untuk memberikan hasil yang sama. Ini bisa terjadi karena, misalnya kekeliruan waktu menjalankan eksperimen, variasi antara unit eksperimen dan pengaruh gabungan dari semua faktor tambahan yang mempengaruhi karakteristik yang sedang dipelajari.
Prinsip dasar yang digunakan dan dikenal yaitu: 1. Replikasi
Replikasi diartikan dengan pengulangan dari eksperimen dasar. Replikasi diperlukan karena dapat:
satuan dasar pengukuran untuk penetapan taraf signifikansi daripada perbedaan-perbedaan yang diamati.
b. Menghasilkan taksiran yang lebih akurat untuk kekeliruan eksperimen. c. Memungkinkan kita untuk memperoleh taksiran yang lebih baik mengenai
efek rata-rata daripada suatu faktor 2. Pengacakan atau Randomisasi
Tes atau uji signifikansi akan banyak dilakukan. Umumnya untuk setiap prosedur pengujian, asumsi-asumsi tertentu perlu diambil dan dipenuhi agar pengujian yang dilakukan menjadi berlaku. Salah satu daripadanya ialah pengamatan-pengamatan (juga kekeliruan-kekeliruan) berdistribusi secara independen. Asumsi ini sukar untuk dapat dipenuhi tetapi dengan jalan berpedomen kepada prinsip sampel acak (random sampel) yang diambil dari sebuah populasi atau berpedoman pada perlakuan acak terhadap unit eksperimen, maka pengujian dapat dijalankan seakan-akan asumsi yang diambil benar adanya. Pengacakan tidak menjamin terjadinya independensi, melainkan hanyalah memperkecil adanya korelasi antar pengamatan (jadi juga antar kekeliruan). Selain daripada keberhasilan untuk membuat korelasi antar kekeliruan sekecil-kecilnya, pengacakan juga merupakan suatu cara untuk ”menghilangkan” bias. 3. Kontrol lokal
pengacakan pada dasarnya akan memungkinkan berlakunya uji signifikansi, maka kontrol lokal menyebabkan desain lebih efisien, yaitu menghasilkan prosedur pengujian dengan kuasa yang lebih tinggi. (Sudjana, 1994)
3.3. Uji Kenormalan Data
Pengujian normalitas dimaksudkan untuk mendeteksi apakah data yang akan digunakan sebagai pangkal tolak pengujian hipotesis meru-pakan data empirik yang memenuhi hakikat naturalistik. Hakikat naturalistik menganut faham bahwa penomena (gejala) yang terjadi di alam ini berlangsung secara wajar dan dengan kecenderungan berpola.
Statistika berupaya memelihara kewajaran tersebut dengan proses randomisasi pengambilan sampel, dengan harapan bahwa data yang diperoleh merupakan cerminan dari kondisi yang wajar dari pada penomena alami aspek yang diukur. Melalui proses pengambilan sampel yang memenuhi tabiat random, respon dari sampel penelitian sebagai wakil populasi, diasumsikan wajar. Kecenderungan penomena alami yang berpola seragam dan respon yang wajar tersebut memberikan data yang tidak jauh menyimpang dari kecenderungannya, yaitu kecenderungan terpola/terpusat. Untuk menguji hal itu, perlu ditempuh suatu pengujian normalitas populasi.
3.3.1. Uji Kenormalan Data Anderson Darling
distribution function (CDF) yang diasumsikan, dalam hal ini adalah distribusi normal. Bila ada n pengamatan diurutkan x(i), maka EDF Fn(x) didefinisikan sebagai:
dimana N(x(i) ≤ x) adalah jumlah pengamatan berurut yang kurang dari atau sama dengan x.
Untuk n pengamatan diurutkan x(i), statistik uji Anderson Darling adalah:
Untuk melakukan uji normalitas data sampel dapat menggunakan fasilitas yang disedikan oleh berbagai perangkat lunak seperti Minitab, SPSS dan sebagainya. Untuk Minitab, kita bisa gunakan fasilitas Anderson-Darling (AD) statistic mengukur kesesuaian distribusi data terhadap distribusi tertentu. Untuk sekumpulan data tertentu, jika dipetakan dengan menggunakan fasilitas AD-statistic, maka data tersebut akan memenuhi distribusi tertentu, diindikasikan dengan nilai yang terkecil. Semakin kecil nilai AD-statistic semakin baik maka sebaran tersebut tersebut akan semakin sesuai dengan datanya.
Gunakan p-value tertentu untuk menguji apakah data sesuai dengan distribusi tertentu (misalnya distribus normal).
sebaran tertentu tersebut menyebar normal atau tidak. Adapun tahapan pengujian kenormalan data menggunakan Anderson Darling Test adalah sebagai berikut: 1. Data pengamatan diurutkan mulai dari pengamatan dengan nilai terkecil
sampai nilai terbesar.
2. Dihitung nilai Z dengan menggunakan rumus berikut ini:
2
X
X
Z
3. Tentukan nilai dari AD:
F Yi F YN i
N i N
AD 2 1 ln ln1 1
4. Hitung nilai AD*:
5. Perhitungan nilai dari p-value
a. jika AD* => 0,6 maka p = exp(1,2937 – 5,709(AD*)+0,0186(AD*)2
b. jika 0,34 < AD* < 0,6 maka p = exp(0,9177 – 4,279(AD*) – 1,38(AD*)2
c. jika 0,2 < AD* < 0,34 maka p = 1 – exp(-8,318 + 42,796(AD*) –
59,938(AD*)
d. jika AD* <= 0,2 maka p = 1 – exp(-13,436 + 101,14(AD*) – 223,73(AD*)2)
6. Kriteria pengambilan keputusannya adalah:
Ho : Data tersebut berdistribusi sesuai dengan kriteria
H1 : Data tidak berdistribusi sesuai dengan kriteria.
Jika p-value > α, maka Ho diterima
Jika p-value ≤ α, maka Ho ditolak
3.4. Definisi Metode Taguchi
Mengetahui kualitas suatu produk dapat dilakukan dengan beberapa metode yaitu metode Anava, Six Sigma, Taguchi, dan lain sebagainya. Metode yang dipilih dalam penelitian ini adalah metode Taguchi. Metode ini dipilih karena pengerjaannya lebih sederhana. Metode Taguchi merupakan suatu metodologi baru dalam bidang teknik yang bertujuan untuk memperbaiki kualitas produk dan proses dalam waktu yang bersamaan menekan biaya dan sumber daya seminimal mungkin.
Metode Taguchi sering diperdebatkan secara kontroversial dan dipertentangkan antar beberapa orang ahli ilmu statistik. Namun banyak juga yang menerima konsep Taguchi sebagai hal yang bermanfaat bagi perkembangan ilmu pengetahuan khususnya bidang manajemen kualitas. Dalam mengembangkan suatu produk baru banyak faktor yang perlu diketahui dan dipertimbangkan sehingga memerlukan banyak eksperimen. Metode Taguchi merupakan suatu pendekatan terstruktur untuk menentukan kombinasi terbaik dalam menghasilkan produk berupa barang atau jasa.
Melalui Metode Taguchi, ilmuwan Jepang yang tersohor ke seluruh penjuru bumi ini mengembangkan suatu metodologi dengan pendekatan yang berdasarkan pada DOE (Design Of Experiments) yaitu suatu metode untuk mengidentifikasi menurut banyaknya masukan (input) yang benar dan parameter untuk membuat suatu produk atau layanan berkualitas tinggi yang didambakan oleh pelanggan atau konsumen. Metode Taguchi berupaya mencapai sasaran itu
Filosofi Taguchi terdiri dari tiga konsep, yaitu:
1. Kualitas harus didesain ke dalam produk dan bukan sekedar memeriksanya. 2. Kualitas terbaik dicapai dengan meminimumkan deviasi dari target. Produk
harus didesain sehingga kokoh (robust) tehadap faktor lingkungan yang tidak dapat dikontrol.
3. Kualitas harus diukur sebagai fungsi deviasi dari standar tertentu dan kerugian harus diukur pada seluruh sistem.
Metode Taguchi memperkenalkan pendekatan dengan menggunakan pendekatan desain eksperimen yang berguna untuk:
1. Merancang suatu produk/merancang proses sehingga kualitas kokoh terhadap kondisi lingkungan.
2. Merancang/mengembangkan produk sehingga kualitasnya kokoh terhadap variasi komponen.
3. Meminimalkan variasi di sekitar target.
Metode Taguchi mempunyai beberapa keunggulan seperti:
1. Desain eksperimen Taguchi lebih efisien karena memungkinkan untuk melaksanakan penelitian yang melibatkan banyak faktor dan jumlah.
2. Desain eksperimen Taguchi memungkinkan diperolehnya suatu proses yang menghasilkan produk yang konsisten dan kokoh terhadap faktor yang tidak dapat dikontrol (faktor gangguan).
4. Metode Taguchi juga memiliki kekurangan dibandingkan dengan metode lain diantaranya adalah rancangan metode Taguchi mempunyai strukur yang sangat komplek, di mana terdapat rancangan yang mengorbankan pengaruh interaksi dan ada pula rancangan yang mengorbankan pengaruh utama dan pengaruh interaksi yang cukup signifikan.
5. Metode Taguchi menggunakan seperangkat matriks khusus yang disebut matriks orthogonal. Matriks standar ini merupakan langkah untuk menentukan jumah eksperimen minimal yang dapat mempengaruhi parameter. Bagian terpenting dari metode matriks orthogonal terletak pada pemilihan kombinasi level variabel-variabel input masing-masing eksperimen. (Soejanto, 2009)
3.5. Desain Eksperimen Metode Taguchi
Pada umumya desain eksperimen Taguchi dibagi menjadi tiga tahap utama yang mencakup semua pendekatan eksperimen. Tiga tahap utama tersebut adalah: 1. Tahap Perancangan
2. Tahap Pelaksanaan 3. Tahap Analisa
3.4.1. Tahap Perancangan
akan belajar berbagai hal dari beberapa eksperimen untuk mendapatkan informasi yang positif. Perancangan eksperimen merupakan tahap terpenting yang meliputi perumusan masalah, penetapan tujuan eksperimen, penentuan variabel tak bebas, identifikasi faktor-faktor gangguan, penentuan jumlah level dan nilai level faktor, letak kolom interaksi, perhitungan derajat kebebasan, dan pemilihan matriks ortogonal.
3.4.1.1. Klasifikasi Parameter
Banyak faktor yang dapat mempengaruhi karakteristik kualitas (respon variabel) dari suatu produk. Menurut Taguchi faktor dapat diklasifikasikan atas: a. Faktor gangguan
Faktor gangguan adalah suatu parameter yang menyebabkan penyimpangan karakteristik kualitas dari nilai targetnya. Faktor gangguan memiliki nilai yang tidak bisa kita atur atau kendalikan, walaupun dapat kita atur akan mahal biayanya. Faktor gangguan dapat menyebabkan pengaruh pada karakteristik secara tidak terkendali dan sulit diprediksi. Faktor gangguan biasanya sulit, mahal, dan tidak menjadi sasaran pengendalian tetapi untuk tujuan eksperimen mereka perlu dikendalikan dalam skala kecil.
b. Faktor kontrol
level optimal untuk faktor kontrol sehingga karakteristik kualitas tidak sensitif terhadap gangguan. Contoh faktor kontrol yaitu jenis bahan baku, gaya dan temperatur.
c. Faktor signal
Faktor signal adalah faktor-faktor yang mengubah nilai-nilai karakteristik kualitas yang sebenarnya yang akan diukur. Karakteristik kualitas dalam perancangan eksperimen di mana faktor signal mempunyai nilai konstan (dalam hal ini tidak dimasukkan sebagai faktor) disebut karakteristik statis. Maka faktor signal dapat mengambil banyak nilai, karakteristik mempunyai sifat dinamik. Faktor signal tidak ditentukan oleh ahli teknik tetapi oleh konsumen berdasarkan hasil yang diinginkan.
d. Faktor skala
Faktor ini digunakan untk mengubah rata-rata level karakteristik kualitas untuk mencapai hubungan fungsional yang diperlukan antara faktor signal dengan karakteristik kualitas. Faktor skala disebut juga faktor penyesuaian e. Variabel bebas
Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang diteliti adalah:
1. Brainstorming
Brainstorming merupakan pemikiran kreatif yentang pemecahan suatu masalah, tanpa melihat apakah yang diungkapkan itu masuk akal atau tidak. Barinstorming akan lebih baik jika dimulai dengan diskusi kelompok untuk memberikan gambaran yang akan dihadapi ditinjau dari semua sudut pandang yang berbeda.
2. Flowchart
Pada metode ini yang dilakukan adalah mengidentifikasi faktor-faktor melalui flowchart proses pembuatan obyek yang diamati. Dengan melihat pada flowchart maka untuk masing-masing tahap diidentifikasi faktor-faktor yang mungkin berpengaruh.
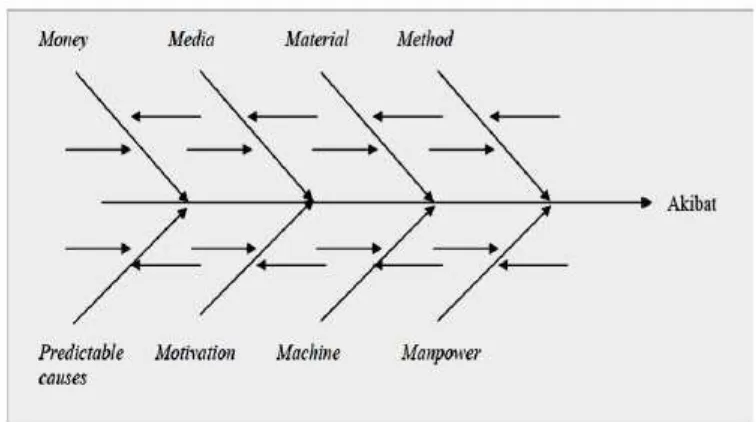
3. Diagram Sebab Akibat
material, mesin dan peralatan, metode, manusia/operator atau penyebab utama lainnya. Diagram sebab akibat dapat dilihat pada Gambar 3.1.
Gambar 3.1. Diagram Sebab Akibat
f. Penetuan Variabel Tak Bebas
Variabel tak bebas adalah variabel yang perubahannya tergantung pada variabel-variabel lain. Dalam merencanakan suatu eksperimen harus dipilih dan dientukan dengan jelas variabel tak bebas mana yang akan diselidiki. Dalam eksperimen Taguchi variabel tak bebas adalah karateristik kualitas yang terdiri dari tiga kategori yaitu:
1. Karakteristik yang dapat diukur
2. Karakteristik atribut
Hasil akhir yang diamati tidak dapat diukur dengan skala kontinyu, tetapi dapat diklasifikasikan secara kelompok. Contoh: retak, jelek, baik, dan lain-lain.
3. Karakteristik dinamaik
Merupakan fungsi repsentasi dari proses yang diamati. Proses yang diamati digambarkan sebagai signal dan output digambarkan sebagai hasil dari signal. Sebagai contoh adalah sistem transmisi otomatis dengan input putaran mesin dan output adalah perubahan getar. (Soejanto, 2009)
3.4.1.2. Pemilihan Level Faktor
Menentukan banyaknya level dan faktor yang digunakan untuk tiap faktor yang dipilih dalam eksperimen adalah tahap penting dalam perencanaan. Menentukan level dari faktor kualitatif biasanya telah jelas dari sifat permasalahan yang diteliti. Tetapi untuk memilih level yang sesuai untuk faktor kualitatif lebih sulit. Banyak level yang dipilih dan nilainya tergantung pada pengetahuan terhadap proses atau produk. Jika proses atau produk baru yang diteliti, maka perlu digunakan 3 level untuk beberapa faktor untuk mengevaluasi non linieritas pada range faktor.
eksperimen akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan ongkos eksperimen. Penentuan jumlah level dilakukan untuk mendapatkan ketelitian hasil penelitian. Sumber data dalam penentuan level dari faktor ini didapat dari data pabrik yang merupakan hasil kombinasi dari buku panduan dan pengalaman operator. (Soejanto, 2009)
3.4.1.3. Penempatan Kolom untuk Faktor dan Interaksi ke dalam Matriks
Untuk memudahkan di kolom mana saja diletakkan interaksi faktor pada setiap matriks ortogonal, Taguchi menyatakan dalam grafik linier. Grafik linier adalah representasi grafik dari informasi interaksi dalam suatu matriks eksperimen yang terdiri dari titik dan garis. Setiap titik pada grafik linier mewakili suatu faktor utama dan garis yang menghubungkan dua titik meggambarkan interaksi antar dua faktor utama yang bersangkutan. Misalnya dalam suatu penelitian menggunakan 6 faktor yaitu A, B, C, D, E, F dan memiliki 2 level dimana total derajat kebebasannya adalah 6. Karena penelitian ini memiliki 3 derajat kebebasan maka matriks yang digunakan adalah L8(23) yang total derajat kebebasannya
adalah 4. Untuk matriks L8(23) maka pasangan grafik linear yang digunakan dapat
3
5
6 1
2
4
7
Gambar 3.2. Grafik Linier L8 (23)
Berdasarkan gambar grafik linier di atas dapat diketahui bahwa: Faktor A ditempatkan pada kolom 1
Faktor B ditempatkan pada kolom 2 Faktor C ditempatkan pada kolom 3
3.4.1.4. Pengaruh Faktor-Faktor
Menurut Taguchi suatu faktor kontrol mungkin: 1. Hanya mempengaruhi nilai rata-rata saja
Suatu faktor yang hanya mempengaruhi nilai rata-rata saja (tetapi keragaman tidak) dapat digunakan untuk menyesuaikan nilai rata-rata suatu proses atau produksi ke nilai target. Suatu faktor yang hanya mempengaruhi nilai rata-rata saja biasanya disebut faktor penyesuai.
2. Hanya mempengaruhi nilai varians saja
3. Mempengaruhi nilai rata-rata dan varians
Suatu faktor yang dapat mempengaruhi rata-rata dan ragam sekaligus harus digunakan secara lebih berhati-hati. Faktor yang demikian mempunyai keluwesan dalam mengembangkan persyaratan target.
4. Tidak mempunyai pengaruh sama sekali
Suatu faktor yang tidak mempengaruhi rata-rata atau ragam adalah faktor yang tidak bermanfaat. Walaupun dengan level yang lebih baik faktor tersebut bermanfaat tetapi akan tergantung pada faktor lain misalkan biaya.
3.4.1.5.Mariks Orthogonal
Matriks orthogonal yaitu suatu matriks yang elemen-elemennya disusun menurut baris dan kolom. Kolom merupakan faktor yang dapat diubah dalam eksperimen. Baris merupakan kombinasi level dari faktor dalam eksperimen. Matriks disebut orthogonal karena level-level dari faktor berimbang dan dapat dipisahkan dari pengaruh faktor lain dalam eksperimen. Jadi matriks orthogonal adalah matriks seimbang dari faktor-faktor dan level sedemikian hingga pengaruh suatu faktor atau level tidak baur dengan pengaruh faktor atau level yang lain. Faktor-faktor dan level-level merupakan kondisi bermacam-macam proses yang akan diteliti.
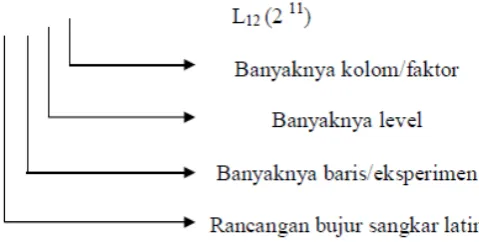
diikuti karena suatu matriks merupakan suatu pemetaan dari level masing-masing faktor yang akan diteliti. Notasi matriks orthogonal dapat dilihat pada Gambar 3.3.
Gambar 3.3. Notasi Matriks Orthogonal
Pemilihan matriks orthogonal yang sesuai tergantung dari nilai faktor dan interaksi yang diharapkan dan nilai level dari tiap-tiap faktor. Penentuan ini akan mempengaruhi total jumlah derajat kebebasan yang berguna untuk menentukan jenis matriks orthogonal yang dipilih. Dalam memilih matriks orthogonal yang sesuai, diperlukan suatu persamaan dari matriks orthogonal tersebut yang mempresentasikan jumlah faktor, jumlah level dan jumlah pengamatan yang dilakukan. Bentuk umum dari matriks orthogonal adalah La(bc) dimana
perhitungan derajat kebebasan untuk matriks orthogonal adalah:
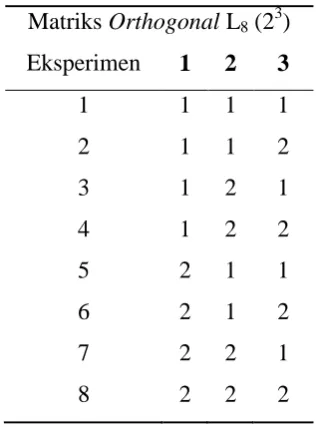
Adapun susunan matriks orthogonal L8(23) dapat dilihat pada Tabel 3.1.
Tabel 3.1. Matriks Orthogonal Array
Matriks Orthogonal L8 (23)
Eksperimen 1 2 3
1 1 1 1
2 1 1 2
3 1 2 1
4 1 2 2
5 2 1 1
6 2 1 2
7 2 2 1
8 2 2 2
3.4.1.6. Derajat Kebebasan
rumus sederhana, kita dapat menentukan derajat kebebasan untuk faktor (efek utama) dan interaksi dan diperoleh matriks orthogonalnya masing-masing.
Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah minimum penelitian yang harus dilakukan untuk menyelidiki faktor yang diamati. Perhitungan derajat kebebasan dan kombinasi yang diusulkan nantinya akan mempengaruhi pemilihan dalam tabel mariks orthogonal. Perhitungan derajat kebebasan memiliki rumus:
V = Banyaknya Level - 1 Dalam penelitian ini terdapat 3 faktor dan 2 level yaitu: 1. Faktor A = 2 level
2. Faktor B = 2 level 3. Faktor C = 2 level
Dengan demikian diperoleh derajat kebebasanya yaitu: Derajat kebebasan faktor A = (2-1) = 1
Derajat kebebasan faktor B = (2-1) = 1 Derajat kebebasan faktor C = (2-1) = 1 +
Vfl = 3 (Derajat Kebebasan)
3.4.2. Tahap Pelaksanaan Eksperimen
1. Jumlah Replikasi
Replikasi adalah pengulangan kembali perlakuan yang sama suatu percobaan dengan kondisi yang sama untuk memperoleh ketelitian yang lebih tinggi. Replikasi dilakukan untuk tujuan:
a. Menambah ketelitian data eksperimen
b. Mengurangi tingkat kesalahan pada eksperimen
c. Memperoleh harga taksiran kesalahan eksperimen sehingga memungkinkan diadakannya uji signifikan hasil eksperimen.
2. Randomisasi
Dalam eksperimen selain faktor-faktor yang diselidiki pengaruhnya terhadap variabel, juga terhadap faktor-faktor lain yang tidak terkendali atau tidak diinginkan yang dapat mempengaruhi hasil eksperimen. Pengaruh faktor-faktor tersebut diperkecil dengan menyebarkan pengaruh tersebut selama eksperimen melalui randomisasi (pengacakan) urutan percobaan. Secara umum randomisasi dimaksudkan untuk:
a. Meratakan pengaruh dari faktor-faktor yang tidak dapat dikendalikan pada semua unit eksperimen.
b. Memberikan kesempatan yang sama pada semua unit eksperimen untuk menerima suatu perlakuan sehingga diharapkan ada kehomogenan pengaruh dari setiap perlakuan yang sama.
c. Mendapatkan hasil pengamatan yang bebas satu sama lain.
menghilangkan sifat bias. Pelaksanaan eksperimen Taguchi adalah melakukan pengerjaan berdasarkan setting faktor pada matriks orthogonal dengan jumlah eksperimen sesuai jumlah replikasi dan urutan seperti pada randomisasi.
3.4.3. Tahap Analisa
Pada analisis dilakukan pengumpulan dan pengolahan data yang meliputi pengumpulan data, pengaturan data, perhitungan serta penyajian data dalam suatu layout tertentu yang sesuai dengan desain yang dipilih untuk suatu eksperimen yang dipilih. Selain itu dilakukan perhitungan dan pengujian data dengan statistik seperti analisis variasi, tes hipotesa dan penerapan rumus-rumus empiris pada data hasil eksperimen.
3.4.3.1. Analisis Varians Taguchi
Analisis varians adalah teknik yang digunakan untuk menganalisa data yang telah disusun dalam perencanaan eksperimen secara statistik. Analisis ini merupakan teknik menganalisa dengan menguraikan seluruh (total) varians atas bagian-bagian yang diteliti. Di sini dilakukan pengklasifikasian hasil-hasil percobaan secara statistik sesuai dengan sumber-sumber variasi. Analisis varians digunakan untuk membantu mengidentifikasikan kontribusi faktor sehingga akurasi perkiraan model dapat ditentukan. Analisa varians untuk suatu mariks orthogonal dilakukan berdasarkan jumlah kuadrat untuk masing-masing kolom. 1. Jumlah Kuadrat Faktor
Dimana:
KA = Jumlah level faktor A Ai = Level ke I faktor A
nAi = Jumlah percobaan level ke I faktor A T = Jumlah seluruh nilai data
N = Banyak data keseluruhan 2. Perhitungan Derajat Kebebasan
Derajat kebebasan diperlukan dalam mempelajari faktor atau efek utama, yaitu sama dengan jumlah level dikurangi satu dalam eksperimen. Perhitungan derajat kebebasan dilakukan pada tiap faktor dengan rumus
V = Banyaknya Level – 1 3. Perhitungan Rata-rata Kuadrat (Mean Square)
Perhitungan rata-rata kuadrat menggunakan rumus: MS =
Dimana:
SS = Jumlah Kuadrat V = Derajat Kebebasan
4. Jumlah Kuadrat Total
Jumlah kuadrat total dihitung dengan rumus:
SST = Σ y2
5. Perhitungan Kuadrat karena Rata-rata (Mean) Kuadrat karena rata-rata dihitung dengan rumus:
Sm = ny2 6. Perhitungan Jumlah Kuadrat Error
Jumlah kuadrat error dihitung dengan rumus: SSe = SST – SSm – SSfaktor 7. Perhitungan Persen Kontribusi
Ketika analisis varians telah digunakan pada seperangkat data dan jumlah kuadrat telah dihitung kita dapat menggunakan data ini untuk membagi jumlah kuadrat dengan faktor-faktor yang relevan. Dengan membandingkan nilai ini terhadap jumlah kuadrat total menghasilkan persen kontribusi dari maisng-masing faktor.
SA’ = SA – vA . Ve
SA adalah jumlah kuadrat deviasi dari target, SA’ adalah jumlah kuadrat
sesungguhnya dari faktor A, vA adalah derajat kebebasan A dan Ve adalah varian. Bagian dari jumlah kuadrat vA Ve harus ditambahkan pada jumlah kuadrat karena error untuk menyakinkan bahwa jumlah kuadrat total sudah
diperhitungkan. Kita dapat menentukan ρ sebagai persentase dari jumlah
kuadrat suatu sumber yang sesungguhnya terhadap jumlah kuadrat total, St:
Bagian dari error yang berasal dari jumlah kuadrat deviasi untuk suatu sumber harus ditambahkan pada jumlah kuadrat untuk menghemat jumlah kuadrat total.
8. Perhitungan Prediksi Rata-rata yang Optimum
Biasanya peneliti ingin mendapatkan nilai respon tertentu dari suatu produk atau proses. Nilai rata-rata respon yang lebih tinggi adalah lebih baik, nilai nominal adalah yang terbaik, atau rata-rata respon yang lebih rendah adalah lebih baik. Bergantung pada karakteristik, dapat dilakukan pemilihan kombinasi perlakuan yang berbeda-beda sehingga diperoleh hasil-hasil yang memuaskan. Bila telah dilakukan suatu eksperimen dan telah ditentukan kondisi perlakuan optimum, terdapat dua kemungkinan yaitu:
1. Kombinasi level faktor yang digunakan sama dengan salah satu kombinasi di dalam eksperimen.
2. Kombinasi level faktor yang digunakan tidak termasuk di dalam eksperimen (kemungkinan kejadian ini akan semakin besar bila digunakan eksperimen dengan resolusi yang semakin rendah dan semakin fraksional).
Cl =
Dimana neff adalah jumah pengamatan efektif
neff =
Sehingga prediksi rata-rata dihitung dengan rumus:
μprediksi = + ( level 2– ) + ( level 2– ) + ( level 1– )
9. Perhitungan Eksperimen Konfirmasi
Tujuan eksperimen konfirmasi adalah untuk melakukan verifikasi bahwa rata-rata yang ditaksir untuk faktor dan level yang telah dipilih dari eksperimen matriks orthogonal adalah valid. Hal ini perlu dilakukan bila digunakan percobaan pemeriksaan dengan resolusi rendah dan berbentuk faktorial fraksional. Karena adanya pencampuran di dalam kolom, kesimpulan yang diperoleh harus dianggap sebagai kesimpulan awal hingga dilakukannya validasi oleh eksperimen konfirmasi. Ketika eksperimen yang digunakan berbentuk faktorial fraksional dan beberapa faktor memiliki kontribusi terhadap variasi, terdapat kemungkinan bahwa kombinasi terbaik dari faktor dan level tidak terlihat pada kombinasi pengujian matriks orthogonal. Rumusnya adalah sebagai berikut:
Cl =
3.4.3.2. Strategi Pooling Up
Strategi pooling up dirancang Taguchi untuk mengestimasi variansi error pada analisis varians. Sehingga estimasi yang dihasilkan akan lebih baik, karena strategi ini akan mengakumulasikan beberapa variansi error dari beberapa faktor yang kurang berarti. Strategi ini menguji F efek kolom terkecil terhadap yang lebih besar berikutnya untuk melihat kesignifikasiannya. Dalam hal ini jika tidak ada rasio F signifikan yang muncul maka kedua efek tersebut di pooling untuk menguji kolom yang lebih besar berikutnya sampai rasio F yang signifikan muncul. Strategi pooling up cenderung memaksimasi jumlah kolom yang dipertimbangkan signifikan. Dengan keputusan signifikan faktor-faktor tersebut akan digunakan dalam putaran percobaan selanjutnya atau desain produk/proses.
Pada pooling up dilakukan dengan ketentuan nilai MShitung ≤ MSerror. Penentuan error ini dilakukan dengan metode pooling up yaitu mengumpulkan faktor-faktor yang tidak signifikan sebagai error. Pada pooling up dilakukan
dengan ketentuan nilai MShitung ≤ MSerror. Pooling up bertujuan untuk melihat
faktor yang berpengaruh secara signifikan terhadap terjadinya penurunan kualitas produk sehingga dapat diatasi dengan segera.
3.4.3.3. Uji F
individu dalam pengamatan yang timbul karena faktor-faktor yang tidak dapat dikendalikan. Uji F dihitung dengan rumus:
F =
3.4.3.4. Rasio SN
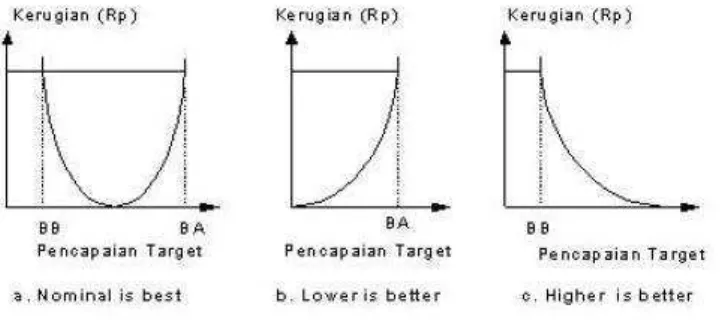
Rasio S/N (rasio Signal To Noise) digunakan untuk memilih faktor-faktor yang memiliki kontribusi pada pengurangan variasi suatu respon. Rasio S/N merupakan rancangan untuk transformasi pengulangan data ke dalam suatu nilai yang merupakan ukuran variasi yang timbul. Penggunaan rasio S/N untuk mengetahui level fakor mana yang berpengaruh pada hasil eksperimen. Rasio S/N mempunyai keuntungan dibandingkan dengan simpangan kuadrat rata-rata. Jika niali target diubah, maka kondisi optimal yang diperoleh dengan memaksimalkan rasio S/N akan tetap valid. Berdasarkan pendekatan loss function, karakteristik kualitas yang terukur menurut Taguchi dapat dibagi menjadi tiga kategori, yaitu: 1. Semakin kecil semakin baik (Lower is Better)
Adalah karakteristik kualitas dengan batas nilai 0 dan non negatif. Nilai semakin kecil (mendekati nol adalah yang diinginkan).
S/N1 = -10 log10 (MSD1) 2. Tertuju pada nilai tertentu (Nominal is best)
Karakteristik kualitas dengan nilai atau target tidak nol dan terbatas. Atau dengan kata lain nilai yang mendekati suatu nilai yang ditentukan adalah yang terbaik.
3. Semakin besar semakin baik (Higher is Better)
[image:37.595.139.501.227.387.2]Karakteristik kualitas dengan rentang nilai tak terbatas dan non negatif. Nilai semakin besar adalah semakin yang diinginkan. Grafik karakteristik kualitas dapat dilihat pada Gambar 3.4. (Soejanto, 2009)
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Indonesia Asahan Aluminium (INALUM) yang bergerak dalam bidang produksi aluminium Ingot. Perusahaan ini berlokasi di Jl. Access Road Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batu Bara Sumatera Utara.
4.2. Jenis Penelitian
Berdasarkan sifat penelitian, penelitian ini adalah penelitian eksperimen. Tujuannya untuk mencari hubungan sebab akibat antara dua faktor yang sengaja ditimbulkan dengan mengeliminasi atau mengurangi faktor-faktor lain yang mengganggu. (Sinulingga, 2011)
4.3. Objek Penelitian
Objek penelitian yang diamati adalah bagian pabrik reduksi dan laboratorium SCA pada PT Indonesia Asahan Aluminium (INALUM).
4.4. Variabel Penelitian
1. Variabel Independen
Variabel independen ataupun variabel bebas merupakan variabel penelitian yang mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel terikat. Yang menjadi variabel bebas dalam penelitian ini adalah faktor-faktor atau parameter proses yang mempengaruhi persentase kadar zat pengotor pada molten antara lain:
1. Nippel yaitu banyaknya anoda yang terkontaminasi bath
2. Bath tapping yaitu banyaknya bath yang di-tapping saat proses metal tapping 3. Tingkat keasaman yaitu tingkat keasaman molten
Dan variasi persentase kadar zat pengotor pada molten.
2. Variabel Dependen
Variabel dependen atau variabel terikat (variabel yang dipengaruhi) dalam penelitian ini adalah rework pada proses casting.
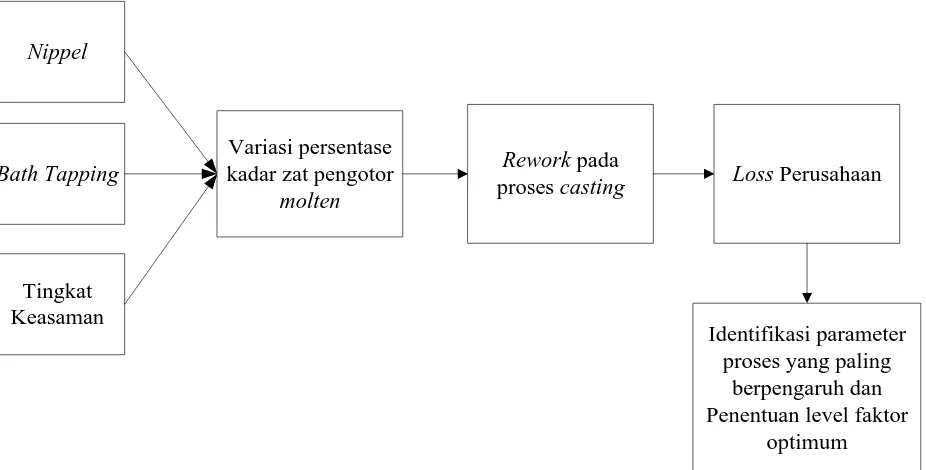
4.5. Kerangka Konseptual Penelitian
Penelitian dapat dilaksanakan apabila tersedia sebuah perancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka berpikir inilah yang merupakan landasan awal dalam melaksanakan penelitian.
Variasi persentase kadar zat pengotor
molten
Rework pada
proses casting
Identifikasi parameter proses yang paling
berpengaruh dan Penentuan level faktor
optimum
Nippel
Bath Tapping
Tingkat Keasaman
[image:40.595.72.535.114.349.2]Loss Perusahaan
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Instrumen Penelitian
Instrumen penelitian yang digunakan pada penelitian ini adalah: 1. Lembar pengumpulan data
2. Pedoman wawancara yang berguna untuk mengarahkan wawancara agar terfokus pada objek penelitian dan memperoleh data yang relevan dengan objek penelitian.
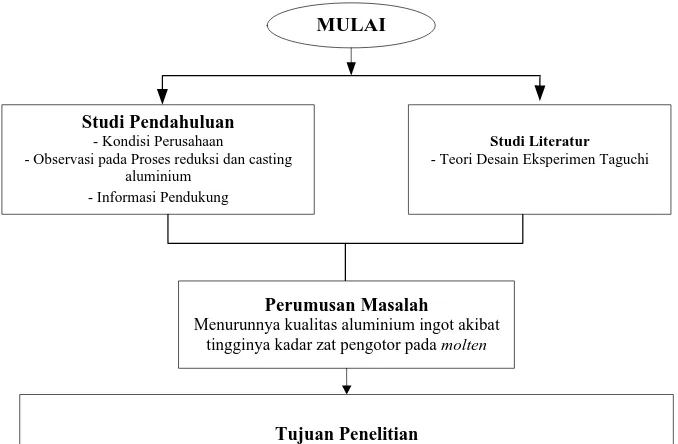
4.7. Blok Diagram Prosedur Penelitian
MULAI
Studi Pendahuluan - Kondisi Perusahaan
- Observasi pada Proses reduksi dan casting aluminium
- Informasi Pendukung
Studi Literatur
- Teori Desain Eksperimen Taguchi
Tujuan Penelitian
Meningkatkan kualitas molten dengan meminimalkan kadar zat pengotor pada molten
Pengumpulan Data
Pengolahan Data
- Identifikasi parameter proses - Perhitungan Derajat Kebebasan
-Pemilihan Matriks Orthogonal -Perhitungan Pengaruh nilai level dan faktor
- Perhitungan SNR - Perhitungan ANAVA
- Pooling up Faktor - Perhitungan Persen Kontribusi Faktor
- Perhitungan Interval Kepercayaan -Eksperimen Konfirmasi
Analisis Pemecahan Masalah
Kesimpulan dan Saran
SELESAI
Data Primer - Proses produksi - data kadar besi dan silikon
Data Sekunder - data eksperimen Taguchi
Perumusan Masalah
Menurunnya kualitas aluminium ingot akibat tingginya kadar zat pengotor pada molten
[image:41.595.138.477.113.335.2]
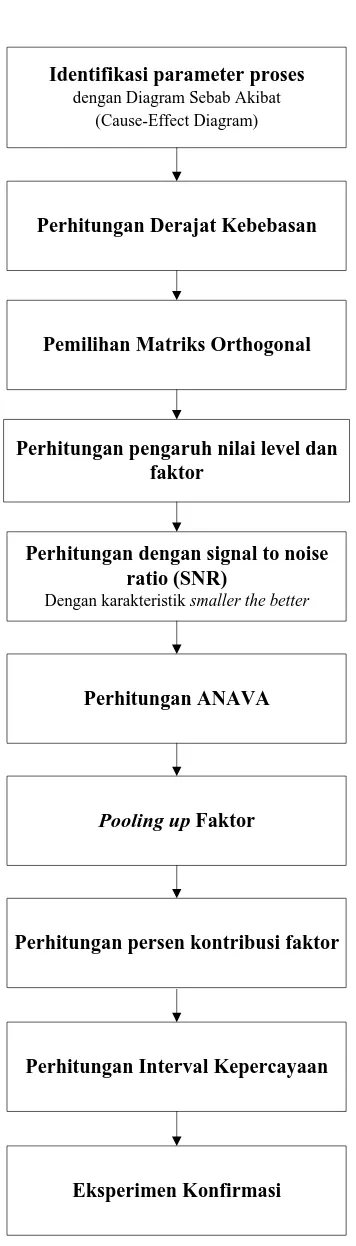
4.8. Pengolahan Data
Tahap pertama pengolahan data dimulai dari identifikasi faktor-faktor atau parameter proses yang mempengaruhi kadar Fe dan Si dalam aluminium cair.
Tahap selanjutnya adalah menghitung derajat kebebasan untuk selanjutnya memilih matriks orthogonal, selanjutnya menghitung pengaruh nilai level dan faktor, menghitung nilai SNR, dan kemudian melakukan perhitungan analisa varians atau ANAVA.
Identifikasi parameter proses
dengan Diagram Sebab Akibat (Cause-Effect Diagram)
Perhitungan Derajat Kebebasan
Pemilihan Matriks Orthogonal
Perhitungan pengaruh nilai level dan faktor
Perhitungan dengan signal to noise ratio (SNR)
Dengan karakteristik smaller the better
Perhitungan ANAVA
Pooling up Faktor
Perhitungan persen kontribusi faktor
Perhitungan Interval Kepercayaan
[image:43.595.223.401.91.714.2]Eksperimen Konfirmasi
4.9. Analisis Pemecahan Masalah
Analisis pemecahan masalah dimulai dari analisis penyebab kecacatan yang terjadi dan parameter yang paling mempengaruhi kualitas serta analisis terhadap optimalisasi level parameter proses yang menentukan persentase kadar zat pengotor pada molten.
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
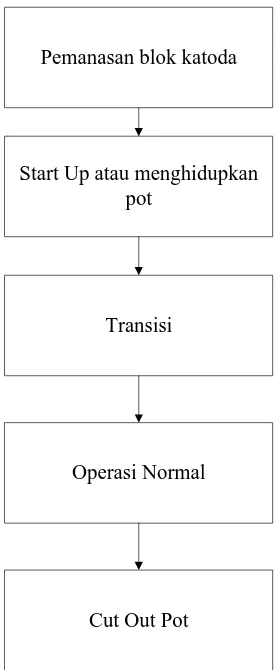
5.1.1. Proses Produksi Di Bagian Reduksi
Proses reduksi atau peleburan aluminium dalam pot reduksi dapat dilihat pada blok diagram dibawah ini.
Pemanasan blok katoda
Start Up atau menghidupkan pot
Transisi
Operasi Normal
[image:45.595.242.380.313.648.2]Cut Out Pot
5.1.2. Cause and Effect Diagram
Diagram sebab akibat menunjukkan hubungan sebab akibat bagaimana proses mempengaruhi kadar zat pengotor pada molten. Dari hasil brainstorming yang dilakukan dengan bagian produksi maka dapat ditemukan akar permasalahan penyebab tingginya kadar zat pengotor pada molten. Diagram sebab akibat proses produksi aluminium ingot dapat dilihat pada Gambar 5.2.
Material Alumina Anoda AlF3 Soda Abu Material Recycle
Kadar Fe tinggi
Kadar Fe tinggi
Kadar Fe tinggi Kadar Fe tinggi
Kadar Fe tinggi
Mesin
Nippel
Broke Anode Rod Without Butt
Bath tapping
Anode Reset
Tingkat keasaman
Kadar zat pengotor tinggi
Tangkai anoda yang sudah tua
Bath yang terlalu tinggi
Tinggi anoda yangterlalu rendah
Blok katoda tererosi
Suhu Pot tidak stabil
Voltase tidak stabil Bath yang terlalu tinggi
Berikut merupakan uraian masing-masing penyebab masalah:
1. Mesin
Dari aspek mesin, faktor-faktor yang dapat menyebabkan terjadinya naiknya kadar Fe adalah terjadinya nippel, rod without butt, broke anode, anode reset atau penggantian anode, banyaknya bath tap, dan tingkat keasaman tinggi saat proses elektrolisa.
2. Material
Ditinjau dari segi material, naiknya kadar zat pengotor Fe dapat terjadi akibat besarnya kadar Fe pada alumina, AlF3, soda abu yang digunakan, serta anode
dan material recycle yang digunakan sebagai bahan baku.
Berdasarkan wawancara dengan pihak produksi, bahwa parameter proses yang dapat dikendalikan oleh perusahaan hanya parameter proses yang bersumber dari proses operasi atau mesin saja. Hal ini dikarenakan material yang digunakan pada proses reduksi tidak diproduksi oleh perusahaan kecuali anode, sehingga perusahaan tidak dapat melakukan tindak pengendalian kualitas pada material yang digunakan.
5.2. Pengolahan Data 5.2.1 Uji Kenormalan Data
Uji kenormalan digunakan untuk menguji apakah data berasal dari populasi yang mengikuti distribusi khusus. Terdapat berbagai jenis uji kenormalan data yaitu, Kolmogorov Smirnov Test, Anderson Darling Test, Chi-Square Test, dan lain sebagainya. Perbedaan jenis uji kenormalan data tersebut dapat dilihat dari jumlah data yang akan diuji. Kolmogorov Smirnov Test digunakan apabila data berjumlah < 30. Anderson Darling Test digunakan apabila data berjumlah < 24. Dan Chi-Square Test digunakan apabila data berjumlah > 30 data.
Pada penelitian ini dilakukan uji kenormalan data menggunakan Anderson Darling Test karena data berjumlah 8 yaitu < 24 buah data. Adapun tahapan pengujian kenormalan data menggunakan Anderson Darling Test adalah sebagai berikut:
1. Data pengamatan diurutkan mulai dari pengamatan dengan nilai terkecil sampai nilai terbesar.
2. Dihitung nilai Z dengan menggunakan rumus berikut ini:
-X Z
3. Tentukan nilai dari AD:
FYi FYN i
Ni N
AD 2 1 ln ln1 1
4. Hitung nilai AD*:
5. Hitung nilai dari p-value
a. jika AD* => 0,6 maka p = exp(1,2937 – 5,709(AD*)+0,0186(AD*)2 b. jika 0,34 < AD* < 0,6 maka p = exp(0,9177 – 4,279(AD*) – 1,38(AD*)2 c. jika 0,2<AD*<0,34 maka p = 1 – exp(-8,318 + 42,796(AD*) –59,938(AD*) d. jika AD* <= 0,2 maka p = 1 – exp(-13,436 + 101,14(AD*) – 223,73(AD*)2)
6. Kriteria pengambilan keputusannya adalah: Ho : Data tersebut berdistribusi Normal H1 : Data tersebut tidak berdistribusi Normal Jika p-value ≤ α, maka Ho ditolak
Jika p-value > α, maka Ho diterima
Dari langkah – langkah diatas, maka uji Anderson Darling dari percobaan yang dilakukan adalah dengan langkah-langkah berikut:
1. Data dari hasil percobaan diurutkan mulai dari nilai yang terkecil sampai nilai yang terbesar. Setelah itu, data tersebut diberi nomor 1-24.
2. Hitung nilai Z
Diketahui: X= 1
875 , 7 8 5 .... 11 10 = n X X X n x x n i _ i
1 2 ) ( 8 ) 875 , 7 5 ( ... ) 875 , 7 11 ( ) 875 , 7 10( 2 2 2
= 2,16
3266 , 1 16 , 2 875 , 7 5 ) ( X X Z
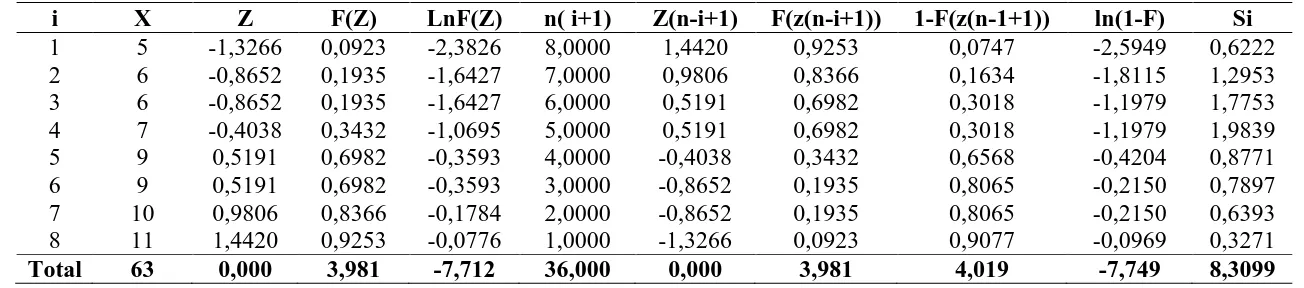
Tabel 5.1. Anderson Darling Test
i X Z F(Z) LnF(Z) n( i+1) Z(n-i+1) F(z(n-i+1)) 1-F(z(n-1+1)) ln(1-F) Si
1 5 -1,3266 0,0923 -2,3826 8,0000 1,4420 0,9253 0,0747 -2,5949 0,6222
2 6 -0,8652 0,1935 -1,6427 7,0000 0,9806 0,8366 0,1634 -1,8115 1,2953
3 6 -0,8652 0,1935 -1,6427 6,0000 0,5191 0,6982 0,3018 -1,1979 1,7753
4 7 -0,4038 0,3432 -1,0695 5,0000 0,5191 0,6982 0,3018 -1,1979 1,9839
5 9 0,5191 0,6982 -0,3593 4,0000 -0,4038 0,3432 0,6568 -0,4204 0,8771
6 9 0,5191 0,6982 -0,3593 3,0000 -0,8652 0,1935 0,8065 -0,2150 0,7897
7 10 0,9806 0,8366 -0,1784 2,0000 -0,8652 0,1935 0,8065 -0,2150 0,6393
8 11 1,4420 0,9253 -0,0776 1,0000 -1,3266 0,0923 0,9077 -0,0969 0,3271
AD = S – n = 8,3099 – 8 = 0,3099
AD* = 0,3099
AD* = 0,35
4. Hitung nilai p-value
p-value = exp(0,9177 – 4,279(AD*) – 1,38(AD*)2 = 0,4731
5. Bandingkan antara nilai p-value dengan α, p-value > α ( 0,4731 > 0,10). Kesimpulannya, Ho diterima yang berati data berdistribusi normal.
5.2.1. Menentukan Setting Level Untuk Masing-Masing Faktor
Tabel 5.2. Penentuan Setting Level dari Faktor Kontrol
No Faktor Kontrol Setting Level
Level 1 Level 2
1 Nippel 5 kg 10 kg
2 Bath tap 0.3 kg 0.6 kg
3 Tingkat Keasaman 23 25
5.2.2. Menentukan Fungsi Objektif (S/N Ratio)
Dalam penelitian ini, fungsi objektif yang digunakan adalah smaller the better, karena, semakin rendah persentase kadar zat pengotor pada molten maka semakin baik kualitas atau grade yang dihasilkan.
5.2.3. Perhitungan Derajat Kebebasan (Degree of Freedom)
Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah minimum eksperimen yang harus dilakukan untuk menyelidiki faktor yang diamati. Perhitungan derajat kebebasan dan kombinasi yang diusulkan akan mempengaruhi tabel matriks orthogonal yang akan dipilih. Perhitungan mengenai derajat kebebasan adalah sebagai berikut.
Vfl= (banyaknya level -1)
Jadi,
Derajat kebebasan faktor A = (2-1) = 1 Derajat kebebasan faktor B = (2-1) = 1 Derajat kebebasan faktor C = (2-1) = 1 +
5.2.4. Pemilihan Matriks Orthogonal
Penentuan matriks orthogonal yang sesuai tergantung dari nilai faktor dan interaksi yang diharapkan dan nilai level dari tiap-tiap faktor. Penentuan faktor dan level faktor telah dilakukan pada pembahasan sebelumnya, dimana penentuan faktor berdasarkan kombinasi yang ada saat proses reduksi aluminium.
[image:53.595.213.412.418.518.2]Perhitungan derajat kebebasan pada penelitian ini, diperoleh sebesar 3 derajat kebebasan, dan masing-masing faktor memiliki 2 level. Maka pilihan matriks orthogonal yang dipilih adalah yang mempunyai derajad kebebasan lebih besar atau sama dengan total derajat kebebasan sesuai pada pemilihan Orthogonal Array pada Tabel 5.3.
Tabel 5.3. Pemilihan Orthogonal Array dengan Jumlah Derajat Kebebasan
Jumlah dof Orthogonal Array (OA)
2 – 3 L4
4 – 7 L8
8 – 11 L12
12 – 15 L16
Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
Penentuan matriks orthogonal adalah sebagai berikut: La(bc)
Dimana,
a = Banyaknya baris atau eksperimen b = Banyaknya level
Kesimpulan berdasarkan rumus diatas, penggunaan matriks orthogonal yang dilakukan adalah L8(23), dimana jumlah eksperimen yang akan dilakukan
sebanyak 8 yang didapatkan berdasarkan kombinasi semua faktor dan masing-masing levelnya yaitu 23. Matriks orthogonal L8(23) memiliki nilai resolusi 8,
[image:54.595.233.389.386.548.2]yang artinya semua faktor-faktor utama dan setiap interaksi antar faktor dapat dihitung atau dikatakan memiliki resolusi tinggi untuk dapat merepresentasikan hasil eksperimen yang ada. Hal tersebut yang mendukung pemilihan matriks dibanding jenis matriks orthogonal yang lain. Susunan matriks orthogonal dapat dilihat pada Tabel 5.4.
Tabel 5.4. Matriks Orthogonal Array (OA)
Matriks Orthogonal L8 (23)
Eksperimen 1 2 3
1 1 1 1
2 1 1 2
3 1 2 1
4 1 2 2
5 2 1 1
6 2 1 2
7 2 2 1
8 2 2 2
Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
5.2.5. Penempatan Kolom untuk Faktor dan Interaksi ke dalam Matriks
Orthogonal
3
5
6 1
2
4
[image:55.595.224.399.119.248.2]7
Gambar 5.3. Grafik Linier L8 (23)
Faktor A ditempatkan pada kolom satu, faktor B ditempatkan pada kolom 2, dan faktor C dikolom 3. Hasil penempatan faktor-faktor tersebut dapat dilihat pada Tabel 5.5.
Tabel 5.5. Penempatan Faktor pada Kolom Orthogonal Array
Faktor Kolom
Nippel 1
Bath Tapping 2
S 3
5.2.6. Tahap Pelaksanaan Eksperimen
[image:55.595.156.469.427.491.2]Tabel 5.6. Data Percobaan Terhadap Kualitas Molten
No Unit 1 10
2 11
3 7
4 6
5 9
6 9
7 6
8 5
Hasil percobaan yang sesuai dengan matriks orthogonal array L8(2)3
dengan masing-masing faktor dapat dilihat pada Tabel 5.7.
Tabel 5.7. Hasil Percobaan Terhadap Kualitas Molten
Eksperimen
Matriks Orthogonal
Array L8(23) Unit
A B C
1 1 1 1 10
2 1 1 2 11
3 1 2 1 7
4 1 2 2 6
5 2 1 1 9
6 2 1 2 9
7 2 2 1 6
8 2 2 2 5
Sumber: Pengolahan Data
5.2.6.1. Perhitungan Pengaruh Nilai Level dan Faktor
[image:56.595.180.442.418.598.2]Xn = (y1 + y2 + … yn) / n
Contoh untuk faktor A:
A1 = (10+11+7+6) A2 = (9+9+6+5)
=8,5 = 7,25
[image:57.595.204.417.310.416.2]Hasil perhitungan nilai level dan faktor atau nilai respon rata-rata dari pengaruh faktor molten dapat dilihat pada Tabel 5.8.
Tabel 5.8. Respon Rata-rata dari Pengaruh Faktor Molten A B C
Level 1 8,5 9,75 8,00
Level 2 7,25 6,00 7,75
Selisih 1,25 3,75 0,25 Rangking 2 1 3
5.2.6.2. Perhitungan dengan Signal to Noise Ratio (SNR)
Analisa SNR digunakan untuk memilih faktor-faktor yang memiliki kontribusi pada pengurangan variansi suatu respon dan untuk mengetahui level faktor mana yang berpengaruh pada hasil eksperimen. Untuk melihat faktor yang berpengaruh pada variasi karakteristik kualitas, data ditransformasikan ke dalam bentuk rasio S/N (Signal to Noise Ratio) dengan karakteristik semakin kecil semakin baik (Smaller the Better). Rumus yang dugunakan untuk menghitung Signal to Noise Ratio adalah sebagai berikut:
MSD = N2
S/N = -10 log10 (MSD)
S/N1 = -10 log10 (MSD1)
= -10 log10 (100)
= -20,000
[image:58.595.238.386.249.405.2]Nilai S/N Ratio untuk setiap faktor dapat dilihat pada Tabel 5.9.
Tabel 5.9. Nilai S/N Ratio Eksperimen S/N Ratio
1 -20,000
2 -20,828
3 -16,902
4 -15,563
5 -19,085
6 -19,085
7 -15,563
8 -13,979
Selanjutnya dilakukan perhitungan rata-rata tiap level faktor berdasarkan S/N ratio sehingga diperoleh peringkat faktor yang dapat dilihat pada Tabel 5.10.
Tabel 5.10. Hasil Percobaan terhadap Kualitas Molten Berdasarkan S/N Ratio
Eksperimen
Matriks Orthogonal L8 (23)
S/N Ratio Faktor
A B C
1 1 1 1 -20,000
2 1 1 2 -20,828
3 1 2 1 -16,902
4 1 2 2 -15,563
5 2 1 1 -19,085
6 2 1 2 -19,085
7 2 2 1 -15,563
[image:58.595.158.465.512.697.2]Perhitungan rata-rata tiap level faktor digunakan rumus sebagai berikut:
Xn = (y1 + y2 + … yn) / n
Contoh untuk faktor A:
A1 = (-20,000 + (-20,828) + (-16,902) + (-15,563) = -18,3232
A2 = (-19,085+ (-19,085) + (-15,563) + (-13,979) = -16,9280
Selisih = -18,3232 – (-16,9280) = 1,3952
[image:59.595.189.434.428.516.2]Peringkat nilai faktor berdasarkan S/N ratio untuk setiap faktor dapat dilhat pada Tabel 5.11.
Tabel 5.11. Peringkat Faktor Berdasarkan S/N Ratio
A B C
Level 1 -18,3232 -19,7494 -17,8875
Level 2 -16,9280 -15,5019 -17,3638
Selisih 1,3952 4,2475 0,5237 Rangking 2 1 3
5.2.7. Perhitungan Jumlah Kuadrat Level Faktor (Sum of Square)
Untuk mengidentifikasi pengaruh level dari faktor terhadap kualitas produk cup maka dilakukan perhitungan nilai rata-rata tiap level.
Dimana:
KA = Jumlah level faktor A Ai = Level ke I faktor A
NAi = Jumlah percobaan level ke I faktor A T = Jumlah seluruh nilai data
N = Banyak data keseluruhan 1. Faktor A
SSA =
= = 3,13 2. Faktor B
SSB =
3. Faktor C
SSC =
=
= 0,13
5.2.8. Perhitungan Rata-rata Kuadrat (Mean Square)
Rata-rata kuadrat dihitung dengan rumus :
Rata-rata kuadrat untuk setiap faktor adalah sebagai berikut : 1. MSA = 3,13/1 = 3,13
2. MSB = 28,13/1 = 28,13
3. MSC = 0,13/1 = 0,13
5.2.9. Perhitungan Jumlah Kuadrat Total
Jumlah kuadrat total dihitung dengan rumus : SST = ∑y2
5.2.10.Perhitungan Kuadrat Karena Rata-rata (Mean)
Jumlah kuadrat karena rata-rata dihitung dengan rumus : SSm = ny2
= 8 x 7,8752 SSm = 496,13
5.2.11.Perhitungan Jumlah Kuadrat Total
Jumlah kuadrat error dihitung dengan rumus :
SSfaktor = SSA + SSB + SSC
= 3,13+ 28,13 + 0,13
= 31,38
SSe = SST - SSm - SSFaktor
= 529 – 496,13 – 31,38 = 1,50
Hasil perhitungan Analisa Varians dapat dilihat pada Tabel 5.12.
Tabel 5.12. Analisa Varians Sumber Dof SS MS
A 1 3,125 3,125
B 1 28,125 28,125
C 1 0,125 0,125
Error 5 1,50 0,30 Total 8 32,875 -
5.2.12.Pooling Up Faktor
dapat diketahui faktor yang tidak signifikan adalah faktor A oleh karena itu faktor C di-pooling up karena nilai MSnya terkecil. Nilai MS untuk faktor C pada Tabel 5.12 digabungkan dengan nilai MS error pada Tabel 5.12 dengan cara ditambahkan, Hasil dari penambahan atau penggabungan tersebut dapat dilihat pada Tabel 5.13.
Tabel 5.13. Analisa Variansi Penggabungan
Sumber Dof SS MS
A 1 3,125 3,125
B 1 28,125 28,125
C Pooling Up
Error 6 1,625 0,2708
Total 8 32,875 -
Setelah dilakukan penggabungan, maka dihitung nilai F- rasionya dengan rumus F = MS/MSerror
1. F- rasio A = 3,125/0,2708 = 11,538 2. F- rasio B = 28,125/0,2708 = 103,846
Nilai hasil analisa varians penggabungan dapat dilihat pada Tabel. 5.14
Tabel 5.14. Hasil Analisa Varians Penggabungan
Sumber Dof SS MS F-rasio
A 1 3,125 3,125 11,538
B 1 28,125 28,125 103,846
C Pooling Up
Error 6 1,625 0,2708
[image:63.595.184.439.570.668.2]Pengujian hipotesa dan kesimpulan dengan tingkat kepercayaan 90% yang diperoleh dari tabel analisa varians setelah dilakukan pooling up terhadap faktor C adalah sebagai berikut:
1. Faktor A
Ho: Tidak ada pengaruh signifikan faktor A terhadap kualitas molten H1: Ada pengaruh faktor A terhadap kualitas molten
Kesimpulan: Fhitung = 11,538 > Ftabel 0,1 (1,6) = 3,78 maka Ho ditolak artinya ada pengaruh signifikan faktor A terhadap kualitas molten.
2. Faktor B
Ho: Tidak ada pengaruh faktor B terhadap kualitas molten H1: Ada pengaruh faktor B terhadap kualitas molten
Kesimpulan: Fhitung = 103,846 > Ftabel 0,1 (1,6) = 3,78 maka Ho ditolak artinya ada pengaruh signifikan faktor B terhadap kualitas molten.
5.2.13. Perhitungan Persen Kontribusi
Perhitungan persen kontribusi untuk masing-masing faktor dan karakteristik kualitas dapat dihitung dengan rumus:
Sebelum persen kontribusi dihitung terlebih dahulu dihitung SS1 dengan menggunakan rumus sebagai berikut:
SS’A = SSA– MSe (dofA)
= 2,85
Maka persen kontribusi faktor A = 8,68%
[image:65.595.163.458.273.357.2]Hasil perhitungan persen kontribusi dapat dilihat pada Tabel 5.15.
Tabel 5.15. Persen Kontribusi
Sumber Dof SS MS SS' p(%)
A 1 3,13 3,13 2,85 8,68
B 1 28,13 28,13 25,81 78,52
Error 6 1,63 0,27 4,21 12,80 Total 8 32,88 - 100,00
Faktor B (Bath Tap) memberikan kontribusi paling besar terhadap jumlah kecacatan molten akibat tingginya kadar zat pengotor pada molten dibandingkan dengan faktor lain yaitu dengan persen kontribusi sebesar 78,52%.
5.2.14. Perhitungan Interval Kepercayaan
Faktor-faktor yang berpengaruh secara signifikan terhadap kualitas molten yang optimum yaitu: Faktor A level 2, faktor B level 2, dan faktor C level 2 sehingga model persamaan rata-rata kualitas molten menurut Glen Stuart Peace adalah sebagai berikut:
μprediksi = + ( level 2– ) + ( level 2– ) + ( level 2– )
dimana, = rata-rata jumlah cacat
level 2 = respon rata-rata dari pengaruh faktor B
level 2 = respon rata-rata dari pengaruh faktor C
μprediksi = 7,875 + (7,25 – 7,875) + (6,00 – 7,875) + (7,75 – 7,875)
= 7,875 + (-0,625) + (-1,875) + (-0,125) = 5,25
Interval kepercayaan rata-rata pada tingkat kepercayaan 90% menurut Irwan Soejanto adalah sebagai berikut:
Diketahui : F(0,1;1;6) = 3,78 dan MSe = 0,27
neff =
=
Selang kepercayaan prediksi optimal yaitu :
Cl =
=
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis Metode Taguchi
Metode Taguchi digunakan untuk menyelidiki pengaruh parameter proses reduksi terhadap variasi kadar zat pengotor pada molten. Karakteristik yang digunakan adalah smaller the better. Berdasarkan hasil wawancara dengan pihak produksi diperoleh parameter proses yang mempengaruhi persentase kadar zat pengotor pada molten. Parameter-parameter proses tersebut adalah nippel, bath tap, dan tingkat keasaman.
Berdasarkan perhitungan analisis varians rata-rata yang memiliki nilai respon rata-rata tertinggi terdapat pada faktor B yaitu banyaknya bath yang ditapping saat proses metal tapping, dan nilai rata-rata respon terendah terdapat pada faktor C yaitu S atau keasaman dari molten, maka dilakukan pooling up dan dilakukan perhitungan nilai F-ratio dan persen kontribusi setelah di pooling up. Pooling up dilakukan pada faktor yang memiliki nilai MS terkecil sehingga pooling up dilakukan pada Faktor C.
Dari hasil perhitungan persentase kontribusi, dapat diketahui seberapa besar persetase kontribusi tiap faktor terhadap kualitas molten. Hasil perhitungan persen kontribusi dapat dilihat pada Tabel 6.1.
Tabel 6.1. Persen Kontribusi Tiap Faktor Sumber Dof SS MS SS' p(%)
A 1 3,13 3,13 2,85 8,68
B 1 28,13 28,13 25,81 78,52
Error 6 1,63 0,27 4,21 12,80 Total 8 32,88 - 100,00
Perhitungan persen kontribusi diperoleh dengan membandingkan nilai SS faktor terhadap SS total. Dari hasil perhitungan persen kontribusi diperoleh bahwa faktor B yaitu bath tapping memiliki persen kontribusi tertinggi yaitu sebesar 78,52%.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Setelah melakukan penelitian dan percobaan di PT. Indonesia Asahan Aluminium (Inalum) terhadap karakteristik kualitas molten atau aluminium cair maka dapat diambil beberapa kesimpulan, yaitu:
1. Faktor penyebab tingginya kadar zat pengotor pada molten yang berpengaruh secara signifikan adalah bath tap atau banyaknya bath atau cairan elektrolisa yang ter-tapping saat proses metal tapping dengan kontribusi sebesar 78,52%. 2. Level faktor yang berpengaruh secara signifikan terhadap kualitas molten adalah nippel pada level 2 yaitu 10 kg, bath tap pada level 2 yaitu 0,6 kg dan S atau keasaman pada level 2 yaitu 25.
7.2. Saran
Saran yang dapat diberikan dalam penelitian ini yaitu: 1. Bagi perusahaan
a. Perusahaan melakukan perbaikan terhadap proses metal tapping sehingga mengurangi ter-tappingnya bath pada proses metal tapping.
2. Bagi Peneliti selanjutnya
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pada tahun 1919, pemerintah Hindia Belanda mengadakan studi kelayakan proyek, dan tahun 1939 perusahaan Belanda, MEWA memulai pembangunan Pembangkit Listrik Tenaga Air (PLTA) Siguragura. Namun karena terjadi Perang Dunia II, proyek ini tidak dapat diteruskan. Kemudian pada tahun 1962, pemerintah Indonesia dan pemerintah Rusia menandatangani perjanjian kerjasama untuk mengadakan studi kelayakan tentang pembangunan proyek Asahan, tetapi dikarenakan kondisi politik dan ekonomi yang tidak menentu di tahun 1966, proyek ini gagal.
Pada tahun 1968, laporan kelayakan interim proyek Aluminium Asahan diserahkan oleh Nippon Koei, perusahaan konsultan Jepang, disusul dengan laporan mengenai Power Development Project. Kemudian pada tahun 1970, dilakukan penandatanganan perjanjian antara Departemen Pekerjaan Umum dan Tenaga Listrik (PUTL) dengan Nippon Koei tentang perencanaan dan penelitian proyek Asahan. Dan pada tahun 1972, diserahkan laporan akhir yang menyatakan bahwa PLTA Asahan, layak dibangun dengan sebuah Pabrik Peleburan Aluminium sebagai pemakai utama dari listrik yang dihasilkan dari PLTA tersebut.
satu paket Penanaman Modal Asing (PMA). Setelah melalui perundingan yang panjang, pada tanggal 7 Juli 1975, di Tokyo, pemerintah Indonesia dan para penanam modal Jepang menandatangani Perjanjian Induk (Master Agreement) untuk membangun PLTA dan Pabrik Peleburan Aluminium Asahan. Dan pada bulan November 1975, dua belas perusahaan penanam modal Jepang, yang terdiri atas tujuh perusahaan dagang dan lima perusahaan peleburan, membentuk sebuah konsorsium di Tokyo dengan nama Nippon Asahan Aluminium Co., Ltd. (NAA Co.,Ltd.) yang 50 persen sahamnya dimiliki oleh lembaga keuangan pemerintah Jepang.
Pada tanggal 6 Januari 1976 didirikan PT. Indonesia Asahan Aluminium (Inalum) di Jakarta berdasarkan Master Agreement tersebut untuk melaksanakan pembangunan dan pengoperasian kedua instalasi tersebut. Tanggal 20 Januari 1982, operasi tahap pertama Pabrik Peleburan Aluminium PT. Inalum di Kuala Tanjung diresmikan oleh Presiden Soeharto. Dan pada tanggal 14 Oktober 1982 PT. Inalum melakukan ekspor perdana Aluminium Ingot ke Jepang dan sejak saat itu Indonesia menjadi salah satu pengekspor Aluminium batangan (Ingot) di dunia.