BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perancangan proses produksi merupakan salah satu bagian dari kegiatan
rekayasa kualitas. Proses produksi yang memperhatikan kualitas akan
menghasilkan kualitas pada proses yang bagus sehingga dapat menghindari
kerugian pada biaya produksi, waktu proses dan lain-lain. Untuk menghindari
kerugian akibat proses produksi yang berjalan tidak sesuai dengan prosedur yang
telah ditetapkan, perusahaan harus berupaya untuk mengendalikan faktor yang
mempengaruhi kualitas yang dihasilkan salah satunya adalah variasi nilai yang
dihasilkan pada setiap proses. Pada dasarnya, semua proses menampilkan variasi,
namun proses produksi harus dikendalikan dengan cara menghilangkan variasi
penyebab khusus dari proses tersebut, sehingga variasi yang ada pada proses
hanya disebabkan oleh variasi penyebab umum. Salah satu faktor penyebab
khusus yang menyebabkan variasi adalah metode kerja. Metode kerja yang
dilakukan oleh seorang operator akan secara langsung mempengaruhi kualitas dari
suatu proses.
PT. Indonesia Asahan Aluminium merupakan Badan Usaha Milik Negara
(BUMN) yang memiliki bidang usaha PLTA dan Pabrik Peleburan Aluminium.
Pabrik Peleburan Aluminium ini beroperasi dengan kapasitas terpasang 510 pot,
terbagi dalam tiga gedung, sehingga pada masing-masing gedung terdapat 170
sekitar 4,2 volt - 4,3 volt. Pot satu dengan pot lainnya dihubungkan secara listrik
seri dan diletakkan bersisian. Daya yang digunakan untuk satu pot ini kira-kira
setara dengan 1600 rumah berdaya listrik 500 watt ( 800 kw ). Daya tersebut akan
dimanfaatkan untuk proses Anode Changing yang dibantu oleh alat material
handling yaitu Anode Changing Crane (ACC). Penggantian anoda merupakan hal
yang paling penting dalam proses peleburan aluminium, karena 80% kestabilan
operasi dipengaruhi oleh anode changing. Pada aplikasi di lantai produksi, sering
terjadi ketidakseragaman atau nilai yang bervariasi pada saat penggantian anoda
baru yaitu variasi tinggi pengangkatan anoda yang baru terhadap anoda yang lama
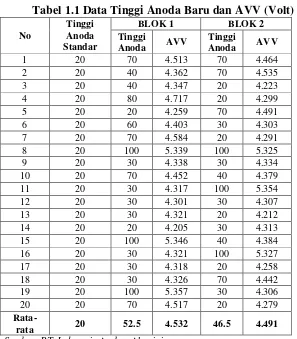
yang dapat dilihat pada Tabel 1.1.
Tabel 1.1 Data Tinggi Anoda Baru dan AVV (Volt)
Keterangan:
AVV : Rata-rata voltase pot selama beberapa waktu ( average voltase )
Perusahaan telah menetapkan tinggi standar pengangkatan anoda baru
yaitu 20 mm terhadap permukaan anoda yang lama. Variasi ini menyebabkan
ketidakstabilan arus yang digunakan pada setiap pot, semakin tinggi pengangkatan
anoda baru akan membuat arus menjadi tidak merata, sehingga menyebabkan
voltase dan daya (Watt) yang digunakan meningkat. Metode kerja operator
merupakan salah satu faktor yang mempengaruhi proses penggantian anoda di
dalam crane yang menyebabkan seringnya terjadi variasi tersebut. Ketidaktepatan
operator dalam melakukan setting anoda membuat tinggi anoda tidak sesuai
dengan yang telah ditetapkan dan pada akhirnya menghasilkan nilai yang
bervariasi. Variasi ini menyebabkan pemakaian daya listrik yang berlebihan, jika
melewati batas toleransi yang ditetapkan oleh perusahaan.
Rudi Wawolumaja melakukan penelitian dengan menghitung kerugian
dari penentuan setting mesin dengan Taguchi Loss Function. Penelitian ini
dilakukan di pabrik tekstil, P. X Bandung. Masalah yang dihadapi adalah masalah
deviasi gramasi. Total kegagalan yang terjadi adalah 5% dari total produksi,
sedangkan kontribusi kegagalan deviasi gramasi adalah 52,19% dari total
kegagalan, berarti kegagalan deviasi gramasi adalah sebesar 2,5%. Metode
Taguchi digunakan untuk menentukan rancangan setting parameter mesin yang
terbaik (robust design). Rancangan setting mesin yang didapat dari penelitian ini
terbukti mengurangi kerugian karena diperoleh penurunan deviasi gramasi sebesar
Sri Maryati dkk melakukan penelitian yang berjudul "Perbaikan Metode
Kerja di Bagian Pelintingan Rokok dengan Menggunakan Studi Gerak dan Waktu
untuk Meningkatkan Efisiensi Kerja (Studi Kasus di P.R. Sumber Rejeki Wajak
Malang)". Permasalahan yang terjadi adalah perusahaan hanya bisa memenuhi
75% target produksi yang ada. Sri Maryani dkk melakukan perbaikan metode
kerja menggunakan studi gerak dan waktu dengan menggabungkan
gerakan-gerakan kerja dan mengeliminasi gerakan-gerakan menunggu. Hasil penelitian
menunjukkan perbaikan ini mempercepat waktu siklus yang semula
membutuhkan waktu 2,16 detik menjadi 1,83 detik. Perbaikan ini berhasil
meningkatkan jumlah produksi.
Gurunath V Shinde, Prof. V.S. Jadhav melakukan penelitian di perusahaan
perakitan pada stasiun kerja pengelasan. Penelitian ini berjudul "Ergonomic
Analysys of An Assembly Workstation to Identify Time Consuming and Fatique
Causing Factors Using Application of Motion Study", berlokasi di Karad-India.
Permasalahan yang dihadapi perusahaan adalah hasil produksi menurun dan
frekuensi kecelakaan kerja tinggi. Berdasarkan hasil pengamatan dan wawancara,
diidentifikasi bahwa faktor penyebab adalah layout, alat kerja dan gerakan kerja
repetitif yang tidak sesuai dengan prinsip ergonomi. Perbaikan yang dilakukan
peneliti adalah:
a. Perbaikan layout kerja baru sesuai dengan prinsip ergonomi
b. Penghapusan gerakan repetitif dan penerapan prinsip ergonomi
dalam gerakan kerja pada proses pengelasan.
Irena Sabaric, Snjenaza Brnada, Stana Kovacevic melakukan penelitian
dengan judul "Application of the MODAPTS Method with Innovative Solutions in
the Warping Process", berlokasi di Zagreb-Croatia. Penelitian ini bertujuan untuk
menghilangkan gerakan tidak efektif pada proses penyusunan gulungan benang di
perusahaan tekstil dengan merancang alat bantu kerja yang inovatif. Hasil
penelitian menyatakan dari perhitungan studi gerakan menggunakan MODAPTS
dapat menghemat waktu sebesar 75,87% mods sesudah perbaikan akibat dari
penyederhanaan gerakan kerja dengan menggunakan troli inovatif.
Untuk mengatasi permasalahan yang dihadapi PT. Indonesia Asahan
Aluminium perlu dilakukan perhitungan terhadap kerugian yang terjadi akibat
adanya variasi pada saat penggantian anoda dan melihat bagaimana metode kerja
operator pada saat penggantian anoda yang menyebabkan terjadinya variasi
tersebut dan juga memiliki pengaruh terhadap waktu siklus penggantian anoda.
Solusi dari permasalahan tersebut akan diselesaikan dengan metode Taguchi Loss
Function dan perbaikan metode kerja operator.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, maka permasalahan yang
terdapat pada perusahaan adalah terjadinya variasi tinggi pengangkatan anoda
baru terhadap anoda yang lama pada setting anoda yang dipengaruhi oleh metode
kerja operator karena melakukan gerakan gerakan yang tidak diperlukan dan
menambah gerakan-gerakan diluar mekanisme Anode Changing yang telah
sendiri, sehingga waktu yang dibutuhkan untuk mengganti anoda semakin lama.
Variasi ini menyebabkan penggunaan AVV yang semakin besar jika tinggi anoda
baru terhadap anoda lama melebihi standar yang ditetapkan perusahaan yaitu 20
mm dan secara otomatis membuat penggunaan daya juga semakin besar. Oleh
sebab itu perlu dilakukan penelitian dengan perumusan masalah yaitu menghitung
besar kerugian yang dialami perusahaan dengan menganalisis loss function yang
terjadi akibat adanya variasi tersebut, dan melakukan perbaikan terhadap metode
kerja saat setting anoda.
1.3. Tujuan dan Manfaat
Tujuan Umum dilakukannya penelitian ini adalah untuk memberikan
usulan perbaikan metode kerja operator yang sesuai dengan prinsip ekonomi
gerakan.
Sedangkan tujuan khusus dilakukannya penelitian ini adalah untuk :
1. Menghitung kerugian akibat adanya variasi (loss function)
2. Memperbaiki metode kerja operator pada saat penggantian anoda
3. Mengurangi waktu siklus pada saat penggantian anoda
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang
diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan
rekayasa kualitas dengan metode Taguchi Loss Function dan Perbaikan
Metode Kerja pada proses peleburan aluminium.
2. Manfaat bagi perusahaan
Hasil penelitian ini dapat dijadikan masukan bagi perusahaan dalam membuat
kebijakan untuk mengendalikan kualitas pada proses peleburan aluminium.
3. Bagi Departemen Teknik Industri USU
Mempererat hubungan kerja sama antara perusahaan dengan Departemen
Teknik Industri USU.
1.4 Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Kegiatan yang diamati dan diteliti hanya anode changing
2. Proses produksi berjalan sesuai dengan Standard Operating Procedure (SOP)
3. Pengolahan data dilakukan dengan menggunakan metode Taguchi Loss
Function dan Metode Modular Arrangement of Predermined Time Standards
(MODAPTS)
4. Operator yang diamati adalah operator di dalam crane penggantian anoda
5. Waktu pengamatan hanya dilakukan pada Shift 2
6. Penelitian dilakukan di gedung Smelter Reduction Operation (SRO), potline 2
dan stasiun 3
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Informasi dan data yang diperoleh dari perusahaan dan sumber lainnya
2. Kondisi mesin dan peralatan sesuai dengan standar
3. Kondisi tungku peleburan stabil sebelum dilakukan anode changing
4. Hasil wawancara yang dilakukan dapat mewakili kejadian yang sebenarnya
5. Metode dan fasilitas yang digunakan untuk menyelesaikan pekerjaan adalah
sama selama penelitian berlangsung.
6. Jam kerja yang berlangsung adalah normal
1.5 Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari penelitian dilakukan, perumusan permasalahan, tujuan penelitian,
manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian dan
sistematika penulisan tugas sarjana.
Bab II Gambaran Umum, menguraikan gambaran umum perusahaan,
ruang lingkup perusahaan, lokasi, struktur organisasi, tugas dan tanggung jawab,
jumlah tenaga kerja dan jam kerja karyawan, dan sistem pengupahan,
Bab III Landasan Teori, menguraikan literatur yang melandasi dan
mendukung penelitian serta memberikan pemahaman melalui penjelasan umum,
uraian tentang metode yang digunakan
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan
dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian,
jenis penelitian, objek penelitian, kerangka berpikir, defenisi operasional,
sampling, sumber data, metode pengolahan data, blok diagram prosedur penelitian
dan pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, berisi pengumpulan data yaitu
Data tinggi pengangkatan anoda baru terhadap anoda lama dan AVV yaitu
Rata-rata voltase pot selama beberapa waktu ( average voltase ). Pengolahan data
dengan metode Taguchi Loss Function, dan Metode Modular Arrangement of
Predermined Time Standards (MODAPTS).
Bab VI Analisis Pemecahan Masalah, meliputi analisis pengolahan data,
dan analisis loss function, serta analisis waktu siklus operator pada saat
penggantian anoda.
Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh dari