PENGENDALIAN KUALITAS UNTUK MEREDUKSI
KECACATAN PRODUK DAN MENINGKATKAN
KECEPATAN PRODUKSI DENGAN
PENDEKATAN METODE LEAN SIX SIGMA
PADA PT. BAMINDO AGRAPERSADA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
AVEN RYANDI ABDI VIO TAMPUBOLON
NIM. 100403094
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang atas rahmat dan kasih karunia-Nya penulis dapat menyelesaikan Laporan Tugas Sarjana ini. Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di PT. Bamindo Agrapersada yang bergerak di bidang pengolahan bambu. Tugas Sarjana ini berjudul “Pengendalian Kualitas untuk Mereduksi Kecacatan Produk dan Meningkatkan Kecepatan Produksi dengan Pendekatan Metode Lean Six Sigma pada PT. Bamindo Agrapersada”.
Penulis menyadari masih banyak kekurangan dalam laporan Tugas Sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun untuk kesempurnaan laporan ini. Kiranya laporan ini dapat bermanfaat bagi penulis sendiri, PT. Bamindo Agrapersada, dan pembaca lainnya.
Medan, April 2015
UCAPAN TERIMAKASIH
Segala puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan banyak sekali kasih karunia-Nya kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah menolong penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orang tua tercinta, B. Tampubolon dan I. Br. Manalu yang telah banyak memberikan semangat, dukungan dan motivasi dan materi kepada penulis sehingga penulisan laporan ini dapat diselesaikan.
2. Ibu Ir. Khawarita Siregar, M.T., selaku Ketua Departemen Teknik Industri sekaligus Dosen Pembimbing II, atas waktu, bimbingan, pengarahan, masukan dan izin pelaksanaan tugas sarjana yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara dan dosen fakultas lainnya yang telah memberikan pengajaran selama perkuliahan yang menjadi bekal dalam penulisan tugas sarjana ini. 5. Saudara penulis Frans Dwiko Tampubolon yang telah memberikan dukungan
dan motivasi kepada penulis dalam penulisan tugas sarjana ini.
6. Keluarga penulis, Bou Tiopan dan Bou Lily yang telah banyak memberikan semangat, dukungan, motivasi dan materi kepada penulis sehingga penulisan laporan ini dapat diselesaikan.
7. Bapak Sulaiman Ginting selaku Pembimbing Lapangan dan Kepala Pabrik di PT Bamindo Agrapersada yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian.
8. Teman-teman seperjuangan dalam penelitian Mayang Palupi dan Putra Jaya yang saling membantu dan bekerja sama selama penelitian.
9. Sahabat-sahabat penulis, Marco Sipayung, Gavrilo Jose, Nixon Khoo, Putra Jaya, Willy Pakpahan, Edgard Pardosi, Adra Tondang, Fajar Prayogi, Feliks Sipahutar, Donny Manurung, Uni Pratama, Nadia Comeneci, Tri Utari dan seluruh teman-teman stambuk 2010 (TITEN) lainnya yang telah banyak memberikan dukungan dan semangat.
membantu dan mendukung dalam setiap kegiatan perkuliahan, serta memberi semangat dan motivasi dalam penyelesaian laporan ini.
11.Sahabat dan teman penulis, Bang Edo, Kak Yusnia, Bang Yanri, Bang Herman, Hendika, Jagardo Damanik, Aman Zebua, yang banyak memberikan dorongan dan motivasi bagi penulis.
12.Sahabat SMA tercinta Keluarga PASADA yang banyak memberikan dorongan dan motivasi bagi penulis.
13.Seluruh Keluarga UKM Tenis Meja USU yang banyak memberikan dukungan dan semangat.
14.Seluruh Keluarga NHKBP Padang Bulan Medan yang telah banyak memberikan dukungan dan semangat.
15.Staf pegawai Teknik Industri, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma, Kak Mia, Bang Ridho dan IbuAni, terima kasih atas bantuannya dalam pengurusan administrasi untuk melaksanakan Tugas Sarjana ini.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT SIDANG ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... vix
I PENDAHULUAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN III LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.5.2. Perhitungan Metrik Lean ... III-22 3.5.3. Critical To Quality ... III-23 3.5.4. Peta Kontrol ... III-23 3.5.5. Perhitungan Tingkat Sigma... III-24 3.6 Analyze ... III-25 3.6.1. Diagram Sebab Akibat ... III-25 3.6.2. Diagram Five Why ... III-26 3.7. Improve ... III-27 3.7.1. Metode 5S ... III-27 3.8. Control ... III-27 3.8.1. SOP ... III-27
IV METODE PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 4.8. Metode Pengolahan Data ... IV-6 4.9. Analisis Pemecahan Masalah ... IV-8 4.9. Kesimpulan dan Saran... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.1.5. Voice of Customer (Identifikasi
Kebutuhan Pelanggan) ... V-25 5.2.2. Tahap Measure ... V-25 5.2.2.1. Perhitungan Data Waktu Siklus ... V-25 5.2.2.2. Perhitungan Waktu Normal dan Waktu Baku V-33 5.2.2.3. Perhitungan Metrik Lean... V-35 5.2.2.4. Pengolahan Data Kualitas Produk ... V-42 5.2.3. Tahap Analyze ... V-46 5.2.3.1. Diagram Sebab Akibat (Fishbone
DAFTAR ISI (LANJUTAN)
BAB HALAMAN VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis ... VI-1 6.1.1. Analisis Kegiatan Value Added dan Non Value
Added... VI-1 6.1.2. Analisis Process Cycle Efficiency ... VI-1 6.1.3. Analisis Estimasi Hasil Peningkatan Kualitas ... VI-2 6.2. Evaluasi ... VI-2
6.2.1. Evaluasi Kegiatan Value Added dan Non Value
Added... VI-2 6.2.2. Analisis Process Cycle Efficiency ... VI-2 6.2.3. Evaluasi Estimasi Hasil Peningkatan Kualitas ... VI-3
VII KESIMPULAN DAN SARAN
DAFTAR TABEL
TABEL HALAMAN
1.1. Jumlah Kecacatan Produk Sumpit pada Bulan Desember 2014 .. I-2 3.1. Level Sigma ...
III-6
3.2. Lambang-lambang pada Value Stream Mapping ... III-12 5.1. Data Permintaan Produk Desember 2014 ... V-1 5.2. Data Jumlah Mesin/Peralatan pada Bagian Produksi Sumpit PT.
Bamindo Agrapersada ... V-2 5.3. Penilaian Rating Factor terhadap Operator ... V-4 5.4. Waktu Siklus Pembuatan Produk Sumpit ... V-9 5.5. Waktu Muat Mesin pada Proses Pembuatan Produk Sumpit ... V-11 5.6. Waktu Set-up Tiap Mesin/Peralatan pada Proses Pembuatan
Sumpit ... V-12 5.7. Penetapan Allowance untuk Tiap Proses Produksi ... V-13 5.8. Data Atribut Kualitas Produk Sumpit pada Bulan Desember
2014... V-17 5.9. Rekapitulasi Hasil Uji Keseragaman Waktu Siklus untuk Setiap
5.12. Rekapitulasi Uji Kecukupan Data Waktu Siklus dari Setiap
Proses Produksi Sumpit Bambu ... V-32
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.13. Rekapitulasi Uji Kecukupan Data Waktu Muat Setiap Proses ... V-33 5.14. Rekapitulasi Hasil Perhitungan Waktu Normal dan Waktu Baku
pada Setiap Proses Produksi Sumpit Bambu ... V-35 5.15. Perhitungan Manufacturing Lead Time Berdasarkan Waktu
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Lokasi PT. Bamindo Agrapersada ... II-2 2.2. Struktur Organisasi Perusahaan ... II-4 2.3. Proses Produksi Sumpit Bambu ... II-15 4.1. Kerangka Berpikir Penelitian ... IV-2 4.2. Langkah-langkah Proses Penelitian ... IV-5 5.1. Histogram Jumlah Permintaan Produk Bulan Desember 2014 ... V-20 5.2. Diagram SIPOC Proses Produksi Sumpit Bambu (Chopstick) ... V-22 5.3. Value Stream Mapping untuk Satu Siklus Produksi Sumpit
Bambu ... V-24 5.4. Peta Kontrol Waktu Siklus Proses Kedua ... V-27 5.5. Value Stream Mapping Produk Sumpit Bambu ... V-41 5.6. Peta p pada Pemeriksaan Kualitas Sumpit ... V-45 5.7. Diagram Sebab Akibat Atribut Kecacatan Ujung Miring ... V-47 5.8. Diagram Sebab Akibat Atribut Kecacatan Retak... V-47 5.9. Diagram Sebab Akibat Atribut Kecacatan Berserabut... V-48 5.10. Diagram Sebab Akibat Atribut Kecacatan Sompel ... V-48 5.11. Ilustrasi Usulan Perbaikan Untuk Mengeliminasi Kegiatan
DAFTAR GAMBAR
GAMBAR HALAMAN
5.12. Ilustrasi Usulan Perbaikan Untuk Mengeliminasi Kegiatan Sumpit Bambu Menunggu untuk Dibawa ke Mesin Chopstick
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
PT. Bamindo Agrapersada bergerak di bidang manufaktur bambu. Salah satu produk yang dihasilkan oleh perusahaan ini adalah sumpit bambu (chopstick). Tantangan yang dihadapi PT. Bamindo Agrapersada dalam menghasilkan produk sumpit adalah kecacatan produk yang nilainya berada diatas toleransi kecacatan perusahaan yaitu 3,5% dari jumlah produksi per bulan dan adanya kegiatan yang bersifat non-value added di lantai produksi. Penelitian ini bertujuan mereduksi jumlah produk yang cacat yang terjadi di lantai produksi dan mengeliminasi kegiatan yang bersifat non-value added. Perbaikan dilakukan dengan pendekatan Lean Six Sigma yang merupakan gabungan antara konsep Lean dan Six Sigma dengan metode DMAIC (Define, Measure, Analyze, Improve, Control). Melalui pendekatan Lean Six Sigma diperoleh penyebab utama kecacatan produk yaitu tidak adanya pelatihan kerja penggunaan mesin dan peralatan untuk bagian pemotongan stik, pengasapan, peruncingan dan pembubutan, tidak adanya prosedur kerja pada bagian pemotongan stik, pengasapan, peruncingan dan pembubutan, tidak adanya inspeksi terhadap bahan yang masuk ke dalam pabrik, komunikasi dengan supplier yang kurang, kurangnya ventilasi di lantai pabrik dan perawatan mesin yang masih bersifat corrective maintenance. Adapun kegiatan non value added yang terdapat di lantai produksi adalah waktu menunggu dan transportasi. Usulan perbaikan yang diberikan dengan menggunakan metode 5S yaitu pemilahan, penataan, pembersihan, konsistensi, dan disiplin diri. Metode 5S ini menghasilkan usulan untuk membuat program pelatihan penggunaan mesin precised cutting, tungku pengasapan, mesin chopstick sharpening, dan mesin bamboo wool slicer, membuat prosedur kerja pada bagian pemotongan stik, pengasapan, peruncingan dan pembubutan, melakukan pemeriksaan terhadap bahan yang masuk, peningkatan informasi dengan supplier, penambahan ventilasi di lantai pabrik, penerapan perawatan mesin secara berkala (preventive maintenance), pengaturan letak stasiun kerja dan penambahan mesin fixed width slicer. Melalui perbaikan-perbaikan tersebut diharapkan kecacatan produk dapat direduksi dan kecepatan produksi dapat ditingkatkan.
ABSTRAK
PT. Bamindo Agrapersada bergerak di bidang manufaktur bambu. Salah satu produk yang dihasilkan oleh perusahaan ini adalah sumpit bambu (chopstick). Tantangan yang dihadapi PT. Bamindo Agrapersada dalam menghasilkan produk sumpit adalah kecacatan produk yang nilainya berada diatas toleransi kecacatan perusahaan yaitu 3,5% dari jumlah produksi per bulan dan adanya kegiatan yang bersifat non-value added di lantai produksi. Penelitian ini bertujuan mereduksi jumlah produk yang cacat yang terjadi di lantai produksi dan mengeliminasi kegiatan yang bersifat non-value added. Perbaikan dilakukan dengan pendekatan Lean Six Sigma yang merupakan gabungan antara konsep Lean dan Six Sigma dengan metode DMAIC (Define, Measure, Analyze, Improve, Control). Melalui pendekatan Lean Six Sigma diperoleh penyebab utama kecacatan produk yaitu tidak adanya pelatihan kerja penggunaan mesin dan peralatan untuk bagian pemotongan stik, pengasapan, peruncingan dan pembubutan, tidak adanya prosedur kerja pada bagian pemotongan stik, pengasapan, peruncingan dan pembubutan, tidak adanya inspeksi terhadap bahan yang masuk ke dalam pabrik, komunikasi dengan supplier yang kurang, kurangnya ventilasi di lantai pabrik dan perawatan mesin yang masih bersifat corrective maintenance. Adapun kegiatan non value added yang terdapat di lantai produksi adalah waktu menunggu dan transportasi. Usulan perbaikan yang diberikan dengan menggunakan metode 5S yaitu pemilahan, penataan, pembersihan, konsistensi, dan disiplin diri. Metode 5S ini menghasilkan usulan untuk membuat program pelatihan penggunaan mesin precised cutting, tungku pengasapan, mesin chopstick sharpening, dan mesin bamboo wool slicer, membuat prosedur kerja pada bagian pemotongan stik, pengasapan, peruncingan dan pembubutan, melakukan pemeriksaan terhadap bahan yang masuk, peningkatan informasi dengan supplier, penambahan ventilasi di lantai pabrik, penerapan perawatan mesin secara berkala (preventive maintenance), pengaturan letak stasiun kerja dan penambahan mesin fixed width slicer. Melalui perbaikan-perbaikan tersebut diharapkan kecacatan produk dapat direduksi dan kecepatan produksi dapat ditingkatkan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
MEA (Masyarakat Ekonomi ASEAN) yang merupakan kesepakatan dari negara-negara di ASEAN untuk membentuk sebuah kawasan bebas perdagangan di kawasan Asia Tenggara yang akan diberlakukan pada akhir tahun 2015. Tujuan dari kesepakatan ini adalah untuk meningkatkan daya saing ekonomi kawasan ASEAN di pasar global. Pemberlakuan kesepakatan ini akan membuat peta persaingan antar perusahaan di Indonesia akan berubah. Perusahaan tidak hanya akan bersaing dengan perusahaan dalam negeri tetapi juga dengan perusahaan-perusahaan yang ada di kawasan ASEAN. Untuk menghadapi MEA tersebut, perusahaan manufaktur di Indonesia harus mampu memenuhi tiga variabel utama kepuasan pelanggan. Salah satunya adalah kesesuaian mutu dengan harapan pasar (acceptable product quality). Untuk dapat memenuhi variabel tersebut, perusahaan harus terus-menerus memperbaiki sistem manajemen maupun sistem produksinya dengan cara mengintegrasikan teknologi dan informasi kedalam sistem perusahaan.
sompel serta ditemui adanya aktivitas tidak bernilai tambah (non value added activity). Melalui hasil wawancara dengan perusahaan diketahui bahwa perusahaan menginginkan persentase kecacatan dari produk dibawah 3,5% dikarenakan berdasarkan data historis perusahaan, persentase kecacatan produk mereka berada dibawah 3,5% namun saat ini persentase kecacatan meningkat menjadi diatas 5%. Data jumlah dan persentase kecacatan produk sumpit selama bulan Desember 2014 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Jumlah Kecacatan Produk Sumpit pada Bulan Desember 2014
Tanggal Produksi
(Unit)
Total Kecacatan
(Unit) Persentase Kecacatan (%)
Tabel 1.1. Jumlah Kecacatan Produk Sumpit pada Bulan Desember 2014 (Lanjutan)
Tanggal Produksi
(Unit)
Total Kecacatan
(Unit) Persentase Kecacatan (%)
31/12/2014 167685 8954 5,34
Total 4485145 232308 5,18
Sumber : PT. Bamindo Agrapersada
Berdasarkan Tabel 1.1. dapat dilihat bahwa persentase cacat sumpit berada diatas nilai 3,5%. Untuk itu diperlukan perbaikan dikarenakan kecacatan ini mempengaruhi besarnya output yang dihasilkan perusahaan. Salah satu langkah perbaikan yang dapat digunakan adalah dengan menggunakan pendekatan Lean Six Sigma.
diidentifikasi dan dieliminasi sehingga kualitas dari produk serta produktivitas perusahaan dapat ditingkatkan.(M. Kholil, 2014).
1.2. Perumusan Masalah
Permasalahan pokok yang menjadi fokus pembahasan dalam penelitian ini adalah kecacatan produk sumpit yang nilainya berada diatas 3,5 % dari total produksi dan kegiatan yang bersifat tidak bernilai tambah (non-value added activity).
1.3. Tujuan dan Manfaat Penelitian
Tujuan penelitian ini adalah untuk mereduksi jumlah kecacatan produk dan mengeliminasi kegiatan yang bersifat tidak bernilai tambah (non value added) dengan metode Lean Six Sigma.
Manfaat dalam melakukan penelitian ini adalah sebagai sarana untuk menambah pengalaman dan keterampilan mahasiswa dalam memahami kondisi PT. Bamindo Agrapersada dan mampu memecahkan masalah pengendalian kualitas untuk mengurangi kecacatan produk dengan pendekatan metode lean six sigma.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
2. Data kualitas produk yang diperoleh adalah data kecacatan produk sumpit selama bulan Desember 2014.
3. Pengolahan data menggunakan tools yang terdapat pada metode Lean Six Sigma.
Asumsi-asumsi yang digunakan dalam penelitian adalah : 1. Proses produksi tidak mengalami perubahan selama penelitian.
2. Proses produksi tidak mengalami gangguan dan tidak terdapat jadwal perawatan mesin dan peralatan selama penelitian.
3. Pekerja yang telah menguasai pekerjaannya dengan baik dan benar dianggap sebagai operator normal dari sejumlah pekerja yang terdapat pada masing-masing stasiun kerja.
1.5. Sistematika Penulisan Laporan
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari dilakukannya penelitian, perumusan permasalahan, tujuan dan manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian serta sistematika penulisan laporan penelitian.
Bab II Gambaran umum perusahaan, menguraikan ruang lingkup perusahaan, lokasi, struktur organisasi, tugas dan tanggung jawab, teknologi serta proses produksi PT. Bamindo Agrapersada.
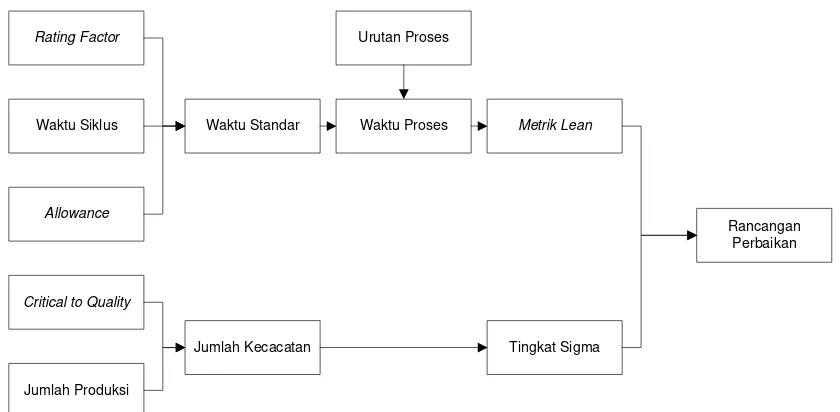
Bab IV Metodologi Penelitian, yang menguraikan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas sarjana yaitu penentuan jenis penelitian, lokasi dan objek penelitian, kerangka berpikir, sumber dan instrumen pengumpulan data serta langkah-langkah penelitian meliputi pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
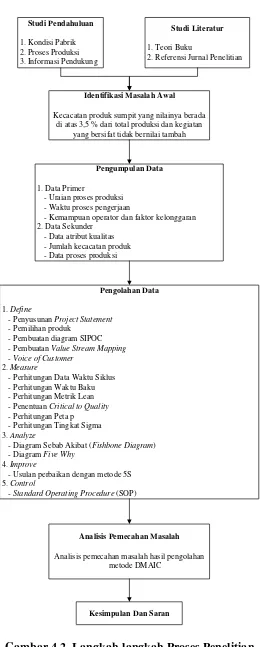
Bab V Pengumpulan dan Pengolahan Data, berisikan data primer dan data sekunder. Data primer yang diperoleh yaitu data pengukuran waktu proses produksi, rating factor dan allowance. Data sekunder yaitu jumlah permintaan produk dan jumlah kecacatan produksi. Selain itu, juga terdapat tahap pengolahan data untuk mendapatkan solusi dari masalah pada perusahaan. Pada pengolahan data, digunakan pendekatan Lean Six Sigma dengan metode DMAIC..
Bab VI Analisis Pemecahan Masalah, meliputi analisis dari hasil pengolahan data dan alternatif dari pemecahan masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bamindo Agrapersada adalah perusahaan swasta yang bergerak di bidang industri pengolahan bambu. Produk yang dihasilkan oleh perusahaan ini adalah stik bambu (sumpit bambu dan tusuk sate) dan kertas sembahyang (Joss Paper).
PT. Bamindo Agrapersada didirikan pada tahun 1989 dengan produksi awalnya adalah produk stik bambu. Kemudian pada tahun 1993, PT. Bamindo Agrapersada mulai memproduksi kertas sembahyang dalam jumlah kecil dikarenakan adanya order dari Taiwan. Seiring berjalannya waktu pada tahun 1996 terjadi lonjakan permintaan terhadap produk kertas sembahyang dari beberapa negara di Asia Tenggara sehingga perusahaan mulai mengembangkan usaha yang tidak terfokus pada produksi stik bambu namun juga kertas sembahyang.
2.2. Ruang Lingkup Usaha
2.3. Lokasi Perusahaan
PT Bamindo Agrapersada ini berlokasi di Jl. Perintis Kemerdekaan No. 155 Binjai, Kabupaten Langkat, Sumatera Utara. Lokasi PT. Bamindo Agrapersada dapat dilihat pada Gambar 2.1.
Gambar 2.1. Lokasi PT. Bamindo Agrapersada
2.4. Daerah Pemasaran
Produk sumpit bambu dan tusuk sate PT. Bamido Agrapersada dipasarkan di wilayah Binjai dan Medan, sedangkan produk kertas sembahyang (Joss Paper) PT. Bamindo Agrapersada 100% diekspor ke Negara Taiwan.
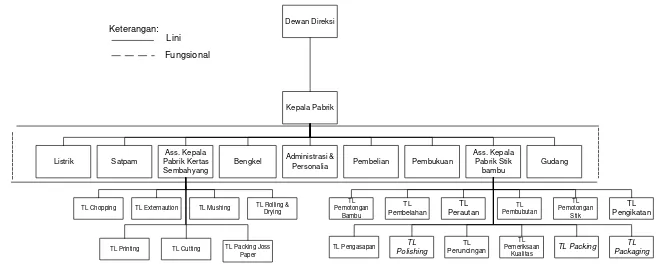
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Dewan Direksi
Listrik Satpam Bengkel Gudang
TL
TL Pengasapan TL
Polishing
TL Chopping TL Mushing TL Rolling & Drying
TL Printing TL Cutting TL Packing Joss Paper
V-33 2.5.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing individu menurut jabatan dan posisinya pada PT. Bamindo Agrapersada diuraikan sebagai berikut: 1. Dewan Direksi
Tugas Dewan Direksi antara lain:
a. Mengkoordinir serta mengontrol keahlian teknis. b. Mengkoordinir serta mengontrol usulan proyek.
c. Mengkoordinir serta mengontrol penjualan dan pembelanjaan. 2. Kepala Pabrik
Tugas Kepala Pabrik antara lain: a. Mengawasi kegiatan pabrik.
Tanggung jawab Kepala Pabrik antara lain:
a. Bertanggung jawab kepada Dewan Direksi atas pelaksanaan tugasnya. 3. Pembelian
Tugas Pembelian antara lain:
a. Membuat rincian dan rencana tentang kebutuhan material. Tanggung jawab Pembelian antara lain:
a. Bertanggung jawab kepada Kepala Pabrik atas pelaksanaan tugasnya. 4. Pembukuan
Tugas Pembukuan antara lain:
Tanggung jawab Pembukuan antara lain :
a. Bertanggung jawab kepada Kepala Pabrik atas pelaksanaan tugasnya. 5. Administrasi dan Personalia
Tugas Administrasi dan Personalia antara lain:
a. Membuat catatan administrasi yang berkaitan dengan pegawai perusahaan.
Tanggung jawab Administrasi dan Personalia antara lain:
a. Bertanggung jawab kepada Kepala Pabrik atas laporan administrasi. 6. Asisten Kepala Pabrik Stik bambu/Kertas Sembahyang
Tugas Asisten Kepala Pabrik stik bambu/Kertas Sembahyang antara lain : a. Mengkoordinasikan dan mengontrol penyusunan kegiatan pabrik. Tanggung jawab :
a. Bertanggung jawab kepada Kepala Pabrik atas laporan pabrik. 7. Listrik
Tugas bagian Listrik antara lain :
a. Memeriksa rangkaian listrik apakah dalam kondisi baik atau tidak dan mengganti motor-motor pada pabrik jika ada yang rusak dan menjalankan generator cadangan ketika terjadi pemadaman listrik.
Tanggung jawab bagian Listrik antara lain:
8. Gudang
Tugas bagian Gudang antara lain :
a. Melakukan penerimaan barang dan meneliti apakah barang yang sesuai dengan faktur pembelian dan surat pesanan.
b. Mengecek kesesuaian antara surat pesanan (SP) pembelian dengan fakturnya.
c. Membuat bukti barang masuk.
d. Membuat laporan bulanan stock barang.
e. Menyiapkan barang sesuai dengan surat pesanan dari relasi untuk dikirim.
f. Membuat surat permintaan barang. Tanggung Jawab bagian Gudang antara lain:
a. Bertanggung jawab kepada Kepala Pabrik terhadap persediaan produk di gudang.
9. Satpam
Tugas Satpam antara lain :
a. Melaksanakan pengamanan perusahaan baik dari dalam ataupun luar lingkungan perusahaan.
Tanggung jawab Satpam antara lain :
10. Bengkel
Tugas bagian Bengkel antara lain :
a. Mengontrol pemeliharaan mesin dan peralatan terutama yang digunakan dalam proses produksi.
Tanggung jawab bagian Bengkel antara lain :
a. Bertanggung jawab kepada Kepala Pabrik terhadap pelaksanaan tugasnya.
11. TL Pemotongan Bambu
Tugas bagian TL Pemotongan Bambu antara lain :
a. Mengontrol dan melakukan proses pemotongan bambu Tanggung jawab bagian TL Pemotongan Bambu antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
12. TL Pembelahan Bambu
Tugas bagian TL Pembelahan Bambu antara lain :
a. Mengontrol dan melakukan proses pembelahan bambu Tanggung jawab bagian TL Pembelahan Bambu antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
13. TL Perautan Bambu
Tugas bagian TL Perautan Bambu antara lain :
Tanggung jawab bagian TL Perautan Bambu antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
14. TL Pembubutan Bambu
Tugas bagian TL Pembubutan Bambu antara lain :
a. Mengontrol dan melakukan proses pembubutan bambu Tanggung jawab bagian TL Pembubutan Bambu antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
15. TL Pemotongan Stik
Tugas bagian TL Pemotongan Stik antara lain :
a. Mengontrol dan melakukan proses pemotongan stik Tanggung jawab bagian TL Pemotongan Stik antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
16. TL Pengikatan
Tugas bagian TL Pengikatan antara lain :
a. Mengontrol dan melakukan proses pengikatan. Tanggung jawab bagian TL Pengikatan antara lain :
17. TL Pengasapan
Tugas bagian TL Pengasapan antara lain :
a. Mengontrol dan melakukan proses pengasapan Tanggung jawab bagian TL Pengasapan antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
18. TL Polishing
Tugas bagian TL Polishing antara lain :
a. Mengontrol dan melakukan proses polishing Tanggung jawab bagian TL Polishing antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
19. TL Peruncingan
Tugas bagian TL Peruncingan antara lain :
a. Mengontrol dan melakukan proses peruncingan. Tanggung jawab bagian TL Peruncingan antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
20. TL Packing
Tugas bagian TL Packing antara lain :
Tanggung jawab bagian TL Packing Sumpit antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
21. TL Packaging Sumpit
Tugas bagian TL Packaging Sumpit antara lain :
a. Mengontrol dan melakukan proses packaging sumpit Tanggung jawab bagian TL Packaging Sumpit antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik stik bambu terhadap pelaksanaan tugasnya.
22. TL Chopping
Tugas bagian TL Chopping antara lain : a. Mengontrol dan melakukan proses chopping Tanggung jawab bagian TL Chopping antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik Kertas Sembahyang terhadap pelaksanaan tugasnya.
23. TL Externaution
Tugas bagian TL Externaution antara lain :
a. Mengontrol dan melakukan proses externaution Tanggung jawab bagian TL Externaution antara lain :
24. TL Mushing
Tugas bagian TL Mushing antara lain :
a. Mengontrol dan melakukan proses mushing. Tanggung jawab bagian TL Mushing antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik Kertas Sembahyang terhadap pelaksanaan tugasnya.
25. TL Rolling & Drying
Tugas bagian TL Rolling & Drying antara lain :
a. Mengontrol dan melakukan proses rolling & drying. Tanggung jawab bagian TL Rolling & Drying antara lain :
a Bertanggung jawab kepada Asisten Kepala Pabrik Kertas Sembahyang terhadap pelaksanaan tugasnya.
26. TL Printing
Tugas bagian TL Printing antara lain :
a. Mengontrol dan melakukan proses printing. Tanggung jawab bagian TL Printing antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik Kertas Sembahyang terhadap pelaksanaan tugasnya.
27. TL Cutting
Tugas bagian TL Cutting antara lain :
Tanggung jawab bagian TL Cutting antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik Kertas Sembahyang terhadap pelaksanaan tugasnya.
28. TL Packing Joss Paper
Tugas bagian TL Packing Joss Paper antara lain :
a. Mengontrol dan melakukan proses packing joss paper. Tanggung jawab bagian TL Packing Joss Paper antara lain :
a. Bertanggung jawab kepada Asisten Kepala Pabrik Kertas Sembahyang terhadap pelaksanaan tugasnya.
2.5.3. Tenaga Kerja dan Jam Kerja
Salah satu faktor yang mempunyai peranan penting di dalam menjalankan dan mengendalikan kegiatan guna mencapai tujuan perusahaan ialah tenaga kerja. PT. Bamindo Agrapersada memiliki tenaga kerja tetap dan tenaga kerja tidak tetap (karyawan kontrak). Tenaga kerja tetap terdiri dari staff dan kepala bagian yang berjumlah 25 orang. Karyawan kontrak yang merupakan tenaga kerja yang digunakan sesuai dengan kontrak yang telah disepakati terdiri dari karyawan yang bekerja pada bagian produksi terdiri dari 210 orang.
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Bamindo Agrapersada diatur berdasarkan status karyawan, yakni karyawan tetap dan borongan. Pemberian upah/gaji pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pengupahan pada perusahaan ini terdiri atas:
1. Gaji Pokok 2. Insentif
Untuk karyawan yang melakukan kerja lembur akan memperoleh tambahan upah yang dihitung berdasarkan tarif upah lembur (TUL). Selain gaji pokok, perusahaan juga memberikan jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain:
1. Tunjangan Hari Raya dan Tahun Baru 2. Tanggungan kecelakaan kerja.
3. Tunjangan kemalangan, dan lain sebagainya.
2.6. Proses Produksi
Pemotongan Bambu
Pembelahan
Perautan
Pembubutan
Pemotongan Stik
Pengikatan
Pengasapan & pembukaan ikatan
Polishing
Peruncingan
Packing
Packaging
Gambar 2.3. Proses Produksi Sumpit Bambu
2.6.1. Standar Mutu Bahan/Produk
2.6.2. Bahan yang Digunakan
Bahan yang digunakan untuk proses produksi sumpit bambu terdiri dari bahan utama, bahan penolong dan bahan tambahan, bahan-bahan ini dijabarkan sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang mengalami perubahan sifat atau bentuk yang digunakan dalam pembuatan produk. Bahan baku yang digunakan dalam proses produksi di PT. Bamindo Agrapersada adalah bambu tua. Bambu ini diperoleh dari daerah Bahorok.
2. Bahan Penolong
Bahan Penolong adalah bahan yang digunakan dalam proses produksi untuk membantu kelancaran proses, tetapi bahan tersebut tidak terdapat pada produk akhir. Bahan penolong yang digunakan dalam proses produksi di PT. Bamindo Agrapersada adalah tali dan belerang. Tali digunakan untuk memudahkan pemindahan dalam proses pengasapan stik bambu, sedangkan belerang digunakan untuk sterilisasi sumpit dalam proses pengasapan.
3. Bahan Tambahan
Bahan tambahan yang digunakan dalam pembuatan produk stik bambu ini adalah sebagai berikut:
a. Kemasan, yaitu bahan yang digunakan untuk menggemas sumpit bambu, dimana untuk satu kemasan terdiri dari sepasang sumpit bambu.
b. Plastik, yaitu bahan yang digunakan untuk membungkus sumpit bambu yang telah dikemas untuk selanjutnya dikirim ke daerah pemasaran.
2.6.3. Uraian Proses Produksi
Uraian proses produksi sumpit bambu yang diproduksi PT. Bamindo Agrapersada dapat diuraikan sebagai berikut:
1. Batang bambu dipotong sesuai ukuran dengan panjang berkisar 1 m dengan menggunakan mesin raw bamboo sawing.
2. Batang bambu yang telah dipotong kemudian dibelah dengan menggunakan mesin bamboospliting menjadi bilah-bilah bambu.
3. Bilah bambu tersebut kemudian diraut untuk memisahkan daging dengan kulit bambu pada mesin fixed width slicer.
4. Setelah diraut, bambu kemudian dibubut pada mesin bamboo wool slicer dan dibentuk menjadi potongan-potongan stik.
5. Potongan stik kemudian dipotong menjadi sumpit pada mesin précised cutting dengan panjang 25 cm.
7. Setelah diasapi, sumpit kemudian dibuka ikatannya dan dibawa ke mesin stick polishing untuk penghalusan permukaan sumpit selama 15 menit.
8. Setelah sumpit dipolish, kemudian sumpit dimasukkan ke mesin chopstick sharpening untuk diruncingkan ujungnya.
9. Setelah diruncingkan, sumpit kemudian dimasukkan ke mesin chopstick packing untuk dipacking. Dalam 1 kemasan terdapat sepasang sumpit bambu.
10. Setelah dipacking sumpit kemudian dipackaging dalam plastik besar yang kemudian dibawa ke gudang produk jadi untuk disimpan.
2.6.4. Mesin Produksi
Mesin-mesin produksi yang digunakan PT. Bamindo Agrapersada dalam memproduksi produknya adalah sebagai berikut:
1. Mesin Raw Bamboo Sawing
Fungsi :memotong bambu menjadi ukuran tertentu Jumlah : 1 unit
Spesifikasi Mesin Raw Bamboo Sawing Model: ZG-1
Daya :2.2 KW
Kecepatan Poros Utama : 2550 rpm 2. Mesin Bamboo Spliting
Model : ZP-2500 Daya : 5,5 KW
Kecepatan poros utama : 1300 rpm 3. Mesin Fixed Width Slicer
Fungsi : memisahkan kulit dengan daging bambu Jumlah : 4 unit
Model : MZP-3 Daya : 10,6 KW
Ketebalan maksimum bambu yang dapat diproses : 25 mm Lebar maksimum bambu yang dapat diproses : 21 mm 4. Mesin Bamboo Wool Slicer
Fungsi : menghaluskan atau membubut dan membelah bilah bambu menjadi potongan stik bambu panjang
Jumlah : 4 unit Daya : 9,5 KW
Kecepatan poros utama : 4.600 rpm 5. Mesin Precised Cutting
Fungsi : memotong potongan stik yang masih panjang menjadi sumpit berukuran 20 cm
Jumlah : 2 unit Daya : 1,5 KW
6. Tungku pengasapan
Fungsi : tempat dilakukannya proses pengasapan Jumlah : 6 unit
7. Mesin Stick Polishing
Fungsi : menghaluskan permukaan sumpit Jumlah : 2 unit
Daya : 1,5 KW
8. Mesin Chopstick Sharpening
Fungsi : meruncingkan salah satu sisi sumpit Jumlah : 2 unit
Daya : 2,2 KW
Kecepatan poros utama : 5.000 rpm 9. Mesin Chopstick Packing
Fungsi : mengemas sumpit bambu (chopstick) dalam 1 kemasan. Jumlah : 2 unit
Daya : 0.37 KW/220V
2.6.5. Peralatan (Equipment)
2.6.6. Utilitas
Utilitas yang digunakan di PT. Bamindo Agrapersada adalah sebagai berikut:
1. Listrik
PT. Bamindo Agrapersada menjalankan mesin-mesin dan peralatan produksi menggunakan tenaga listrik yang diperoleh dari PT. Perusahaan Listrik Negara (PLN). Sebagai tenaga cadangan PT. Bamindo Agrapersada juga menyediakan dua generator apabila terjadi pemadaman listrik.
2.6.7 Safety dan Fire Protection
PT. Bamindo Agrapersada melengkapi tenaga kerjanya dengan menggunakan Alat Pelindung Diri (APD) dalam menjalankan pekerjaanya. Alat pelindung diri yang digunakan oleh tenaga kerja di PT. Bamindo Agrapersada adalah sebagai berikut:
1. Masker
Masker berfungsi untuk melindungi sistem pernafasan tenaga kerja dari serpihan-serpihan halus yang mungkin terhirup saat pembuatan sumpit berlangsung.
2. Sepatu pelindung (safety shoes)
2.6.8 Waste Treatment
BAB III
LANDASAN TEORI
3.1 Definisi Kualitas1
American National Standards Institute/American Society of Quality
Control memberikan definisi kualitas adalah totalitas dari fitur dan karakteristik yang dimiliki oleh produk atau jasa yang melalui kemampuannya diharapkan memenuhi kebutuhan dan harapan pengguna. Untuk melihat kualitas sebuah produk/jasa diperlukan dimensi kualitas yang merupakan penghubung antara kebutuhan pelanggan dan karakteristik kualitas itu sendiri. Garvin (1987) memperluas dua belas dimensi kualitas yaitu sebagai berikut.
1. Performance : Karakteristik utama suatu produk/jasa.
2. Feature : Karakteristik tambahan yang memberi nilai tambah kepada konsumen.
3. Time : Lamanya waktu menunggu, mulai dari konsep sampai pembuatan produk baru, atau lamanya waktu
penyelesaian pelayanan.
4. Reliability : Kondisi bebas dari kegagalan saat difungsikan. 5. Durability : Daya tahan hingga mencapai saat perlunya dilakukan
penggantian.
6. Uniformity : Rendahnya variasi antara outcome proses yang berulang-ulang.
1
7. Consistency : Kesesuaian dengan dokumen, jadwal yang dijanjikan, standar-standar industri yang ditetapkan.
8. Serviceability : Kemampuan penyelesaian masalah dan komplain. 9. Aesthetics : Karakteristik yang berkaitan dengan penginderaan
seperti keindahan, keserasian yang dirasakan sehingga menjadi daya tarik tersendiri bagi konsumen.
10. Personal interface : Karakteristik yang berhubungan dengan keramah tamahan, penghargaan terhadap waktu, profesionalisme.
11. Harmless : Karakteristik yang berhubungan dengan keselamatan, kesehatan, dan lingkungan.
12. Perceived quality : Ukuran-ukuran tidak langsung dari persepsi konsumen berupa reputasi, merek dan lain-lain.
3.2. Lean Six Sigma
3.2.1. Pendekatan Lean2
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan sudut pandang pelanggan, dimana pelanggan menginginkan produk (barang
Lean adalah suatu upaya terus menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang atau jasa) agar memberikan nilai kepada pelanggan (customer value).
Terdapat lima prinsip dasar Lean, yaitu :
2
dan/atau jasa) berkualitas terbaik, dengan harga yang kompetitif dan penyerahan yang tepat waktu.
2. Mengidentifikasi value stream process mapping (pemetaan proses pada value stream) untuk setiap produk dan memilah jenis proses yang mana benar-benar menambah nilai.
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas sepanjang proses value stream itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir secara lancar dan efisien selama proses dengan menggunakan sistem tarik (pull system).
5. Terus menerus mencari berbagai teknik dan alat peningkatan (improvement tools and techniques) untuk menghasilkan perbaikan yang lebih baik dan peningkatan terus menerus (continuous improvement).
3.2.1.1.Jenis-jenis Pemborosan (Waste)3
3
Sukaria Sinulingga, Perencanaan & Pengendalian Produksi (Yogyakarta: Graha Ilmu, 2009), hal. 63-73
Sumber-sumber pemborosan pada perusahaan manufaktur pada umumnya ialah:
1. Produk cacat
Produk yang cacat adalah sumber utama pemborosan. Jika produk cacat lolos kepada pelanggan dan kemudian menimbulkan kerugian maka perusahaan harus mengganti kerugian yang diderita pelanggan dan juga dapat menyebabkan runtuhnya reputasi perusahaan di mata pelanggan.
2. Transportasi dan material handling
Kegiatan transportasi dan material handling diperlukan dalam proses manufakturing untuk memindahkan part dan komponen. Kegiatan ini termasuk pemborosan dikarenakan selama transportasi dan material handling produk tidak mengalami nilai tambah.
3. Inventory
Inventory pada dasarnya ialah sejumlah item (bahan baku, bahan penolong, part, komponen, produk setengah jadi, produk akhir) dalam keadaaan menunggu untuk diperlakukan atau dikenakan sesuatu kegiatan berikutnya. Inventory memunculkan tambahan biaya seperti biaya seperti biaya penyimpanan, biaya idle capital, resiko kerusakan, dan kehilangan selama penyimpanan dan lain-lain.
4. Jumlah output berlebih (over production)
produk akhir yang tersimpan lama digudang akan menimbulkan masalah penyimpanan sehingga harus dijual lebih rendah.
5. Waktu menunggu (waiting time)
Kerugian yang diderita karena terjadinya waktu menunggu ialah menurunnya kapasitas akibat menurunnya jam kerja produktif. Selain itu, situasi menunggu sering menimbulkan moral kerja dari pekerja akan merosot tajam. 6. Tahapan pemrosesan (processing stage)
Tahap-tahap pemrosesan apabila tidak dirancang secara teliti akan menimbulkan pemborosan. Tata urutan proses yang tepat akan memberikan total waktu operasi yang minimum dan sebaliknya akan membutuhkan waktu operasi yang lebih lama.
7. Gerakan yang tak perlu (unnecessary motion)
Pekerja yang melakukan kegiatannya tanpa prosedur yang dirancang secara teliti maka dia akan melakukan gerakan yang sebagian besar merupakan pemborosan waktu.
3.2.2. Pendekatan Six Sigma4
Six Sigma adalah suatu upaya terus-menerus (continuous improvement efforts) untuk menurunkan variasi dari proses, sehingga meningkatkan kemampuan proses dalam menghasilkan produk (barang dan/atau jasa) yang bebas kesalahan (zero defects). Proses Six Sigma adalah proses yang hanya
4
menghasilkan 3,4 DPMO (Defect Per Million Opportunity). Berikut levelSigma dapat dilihat pada Tabel 3.1.
Tabel 3.1. Level Sigma
Sigma Cacat dalam Persentase Cacat dalam Sejuta Kesempatan (DPMO)
1 69% 691.462
2 31% 308.538
3 6,7% 66.807
4 0,62% 6.210
5 0,023% 233
6 0,00034% 3.4
Sumber : Peter Pande, dkk (2002)
3.2.3. Pendekatan LeanSix Sigma5
1. Mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah (non value added activities).
Lean Six Sigma merupakan kombinasi antara Lean dan Six Sigma yang didefinisikan sebagai suatu filosofi bisnis dan pendekatan sistematis untuk perbaikan berkelanjutan.
Tujuan dari Lean Six Sigma adalah sebagai berikut:
2. Melalui peningkatan terus-menerus radikal untuk mencapai tingkat kinerja enam Sigma (kapabilitas proses 6 Sigma).
3. Mengalirkan produk (material, work in process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal 4. Mengejar keunggulan dan kesempurnaan hanya dengan memproduksi 3,4
kecacatan untuk setiap satu juta kesempatan atau operasi (3,4 DPMO)
5
Melalui Lean Six Sigma diharapkan dapat memenuhi harapan perusahaan yaitu:
1. Menjadi lebih responsif terhadap kebutuhan pelanggan.
2. Kualitas yang tinggi pada produk atau pelayanan yang diterima pelanggan. 3. Beroperasi dengan sumber daya yang paling optimal.
3.3. Siklus DMAIC6
6
Peter S. Pande, Neuman, Robert P.,Cavanagh, Roland R, The Six Sigma Way. (Yogyakarta: Penerbit Andi, 2009), hal. 427-435
DMAIC adalah akronim dari metodologi Six Sigma (Define, Measure, Analyze, Improve dan Control) yang paling banyak digunakan. Metodologi ini dikembangkan untuk perbaikan proses, aplikasi perancangan dan perancangan ulang. Lima tahap metodologi DMAIC tersebut yaitu:
1. Define adalah fase pertama dalam siklus DMAIC, dimana ditentukan masalah, proses, target dan persyaratan pelanggan.
2. Measure adalah fase kedua dalam siklus DMAIC, dimana ukuran-ukuran kunci diidentifikasi dan data dikumpulkan, disusun, dan disajikan.
3. Analyze adalah fase ketiga dalam siklus DMAIC, dimana detail proses diperiksa dengan cermat. Yang perlu diperhatikan dalam fase ini yaitu:
a. Data diinvestigasi dan diverifikasi untuk membuktikan akar masalah yang diperkirakan dan memperkuat pernyataan masalah.
4. Improve adalah fase keempat dalam siklus DMAIC, dimana solusi-solusi dan ide-ide secara kreatif dibuat dan diputuskan. Sekali sebuah masalah telah diidentifikasi, diukur dan dianalisis, maka dapat ditentukan solusi-solusi potensial untuk memecahkan masalah.
5. Control adalah tahap terakhir dalam metode DMAIC, dimana setelah solusi-solusi diestimasi, hasil-hasil peningkatan didokumentasikan, prosedur-prosedur didokumentasikan dan dijadikan sebagai pedoman kerja standar.
3.4. Define
3.4.1. Project Statement7
1. Business Case, berisi pernyataan yang menyatakan latar belakang umum dari permasalahan yang terjadi.
Project Statement adalah suatu pernyataan proyek yang meliputi beberapa komponen berikut:
2. Problem Definition, berisi pernyataan tentang masalah yang akan dibahas. 3. Project Scope, menyatakan objek dan ruang lingkup penelitian.
4. Goal Statement, menyatakan tujuan dari penelitian yang dilakukan. 5. Project Timeline, menyatakan jangka waktu penelitian dilakukan.
Tujuan dari Project Statement adalah: 1. Menjelaskan apa yang dibutuhkan oleh tim 2. Mengklarikasi apa yang diinginkan oleh tim. 3. Menjaga fokus tim.
7
4. Menyelaraskan tujuan tim dan tujuan organisasi.
3.4.2. Diagram SIPOC8
1. Supplier (Pemasok), adalah orang, proses, perusahaan yang menyalurkan dan menyediakan bahan dan segala sesuatu yang dikerjakan di dalam proses.
Diagram SIPOC (Supplier-Input-Process-Output-Customer) adalah suatu tools berupa diagram yang berfungsi untuk memberikan gambaran mengenai hubungan antara proses beserta input dan outputnya terhadap pelayanan konsumen. Diagram ini merupakan gambaran mengenai model proses kerja dalam bentuk lain disamping big picture mapping. Adapun elemen diagram SIPOC adalah sebagai berikut :
2. Input (Masukan), adalah segala sesuatu yang dibutuhkan untuk menghasilkan output. Termasuk informasi dan energi yang akan digunakan di dalam proses. 3. Process (Proses), adalah langkah yang diperlukan baik langkah-langkah yang memberikan nilai tambah terhadap produk maupun yang tidak untuk membuat produk mulai dari bahan mentah sampai menjadi produk jadi. 4. Output (Output), adalah produk jadi, baik itu barang ataupun jasa atau
informasi, yang dihasilkan oleh proses dimana hasil ini kemudian dikirimkan kepada konsumen
5. Customer (Pelanggan), adalah merupakan sekelompok atau perorangan, atau dapat dalam bentuk proses-proses yang merupakan kelanjutan dari output.
8
3.4.3. Value Stream Mapping (VSM)9
9
Mike, Rother & John Shook, “Learning to See Value Stream Mapping to Create Value and Eliminate Muda”.(Massachusets: Lean Enterprise Institute, Massachusets,2003).hal 13-19
Value Stream Mapping adalah salah satu metode pemetaan aliran produksi dan aliran informasi pada keseluruhan produksi, baik itu produksi satu produk atau
satu famili produk. Value Stream Mapping juga mengidentifikasi kegiatan yang termasuk value added dan non value added.
Value Stream Mapping secara visual memetakan aliran material dan informasi secara menyeluruh dimulai dari kedatangan bahan baku dari supplier kemudian melalui semua tahap proses produksi hingga pengiriman produk kepada pelanggan
akhir. Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan
di sepanjang proses produksi dan untuk mengambil langkah dalam upaya
mengeliminasi pemborosan tersebut.
Keuntungan-keuntungan yang diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut:
1. Membantu perusahaan menggambarkan aliran produksi secara keseluruhan mulai dari proses awal hingga proses akhir.
2. Pemetaan membantu perusahaan melihat segala pemborosan dan sumber pemborosan yang terjadi di sepanjang aliran produksi.
3. Value stream mapping memberikan pemahaman mengenai proses manufaktur dalam bahasa yang umum.
5. Sebagai dasar dari rancangan implementasi. Dengan membantu perusahaan merancang keseluruhan aliran dari setiap proses kegiatan sesuai dengan konsep lean.
6. Value stream mapping menunjukkan hubungan antara aliran informasi dan aliran material.
7. Value stream mapping jauh lebih berguna dibandingkan metode kuantitatif lainnya yang menghasilkan perhitungan non value added, lead time, jarak perpindahan, jumlah persediaan, dsb. Value stream mapping merupakan sebuah metode kualitatif yang menggambarkan secara terperinci bagaimana seharusnya fasilitas produksi dioperasikan dalam usaha menciptakan aliran yang akan memberikan pengaruh terhadap perhitungan-perhitungan diatas.
Dalam value stream mapping, ada dua pemetaan yang harus digambarkan yaitu pembuatan current state map dan future state map. Pembuatan current state map dilakukan untuk memetakan kondisi lantai produksi aktual, dimana segala informasi yang terdapat dalam setiap proses dicantumkan dalam pemetaan. Current state map digunakan untuk mengidentifikasi pemborosan dan sumber pemborosan yang terjadi. Setelah identifikasi pemborosan dilakukan, maka dapat digambarkan
Tabel 3.2. Lambang-lambang pada Value Stream Mapping
Nama Lambang Fungsi
Customer/Supplier
Merepresentasikan Supplier bila diletakkan di kiri atas, sebagai titik awal yang umum digunakan dalam penggambaran aliran material. Merepresentasikan Customer bila ditempatkan di kanan atas, biasanya sebagai titik akhir aliran material.
Dedicated Process
Menyatakan proses, operasi, mesin atau departemen yang melalui aliran material. Secara khusus, untuk menghindari pemetaan setiap langkah proses yang tidak diinginkan, maka lambang ini biasanya merepresentasikan satu departemen dengan aliran internal yang kontinu.
Shared Process
Tabel 3.2. Lambang-lambang pada Value Stream Mapping (Lanjutan)
Nama Lambang Fungsi
Data Box
menyatakan informasi/data yang dibutuhkan unuk menganalisis dan mengamati sistem. C/T adalah waktu yang dibutuhkan untuk memproduksi satu barang sampai barang yang akan diproduksi selanjutnya. C/O adalah changeover time yang merupakan waktu pergantian produksi satu produk dalam suatu proses untuk yang lainnya.
Operator
Menunjukkan jumlah operator yang dibutuhkan dalam proses.
Work Cell
Mengindikasi banyak proses yang terintegrasi dalam sel-sel kerja manufaktur, seperti sel-sel yang biasa memproses famili terbatas dari produk yang sama atau produk tunggal. Produk berpindah dari satu langkah proses ke langkah proses lain dalam berbagai batch yang kecil atau bagian-bagian tunggal.
Inventory
diperkirakan dengan satu perhitungan cepat, dan jumlah tersebut dituliskan dibawah gambar segitiga.
Tabel 3.2. Lambang-lambang pada Value Stream Mapping (Lanjutan)
Nama Lambang Fungsi
Safety Stock
Melambangkan sebuah persediaan “hedge” (safety stock) yang mengatasi masalah seperti downtime, untuk melindungi sistem dalam mengatasi fluktuasi pemesanan konsumen secara tiba-tiba atau terjadinya kerusakan pada sistem.
Shipments
Merepresentasikan pergerakan raw material dari supplier hingga menuju gudang penyimpanan akhir di pabrik. Atau pergerakan dari produk akhir di gudang penyimpanan pabrik hingga sampai ke konsumen.
Push Arrows
Merepresentasikan pergerakan material dari satu proses menuju proses berikutnya.
Shipments
pengangkutan eksternal (di luar pabrik).
Production Control
Merepresentasikan penjadwalan produksi utama atau departemen pengontrolan, orang atau operasi.
Manual Info
menunjukkan aliran informasi umum yang bisa diperoleh melalui catatan, laporan ataupun percakapan.
Tabel 3.2. Lambang-lambang pada Value Stream Mapping (Lanjutan)
Nama Lambang Fungsi
Electronic Info
Merepresentasikan aliran elektronik seperti melalui: Electronic Data Interchange (EDI), internet, intranet, LANs (Local Area Network), WANS (Wide Area Network). Melalui anak panah ini, maka dapat diindikasikan jumlah informasi atau data yang dipertukarkan, jenis media yang digunakan seperti fax, telepon, dll.
Other
Menyatakan informasi atau hal lain yang penting.
Timeline
Menunjukkan waktu yang memberikan nilai tambah (cycle time) dan waktu yang tidak memberikan nilai tambah (waktu menunggu). Gunakan lambang ini untuk menghitung Lead Time dan Total Cycle Time.
3.4.4. Voice of Customer10
3.5.1. Pengukuran Waktu dengan Stopwatch Time Study
Voice of Customer (VOC) adalah data yang mencerminkan pandangan atau kebutuhan para pelanggan sebuah perusahaan dimana dapat diterjemahkan ke dalam persyaratan yang dapat diukur untuk proses. Data ini dapat diperoleh dari keluhan pelanggan dan riset pasar.
3.5. Measure
11
1. Penetapan tujuan pengukuran.
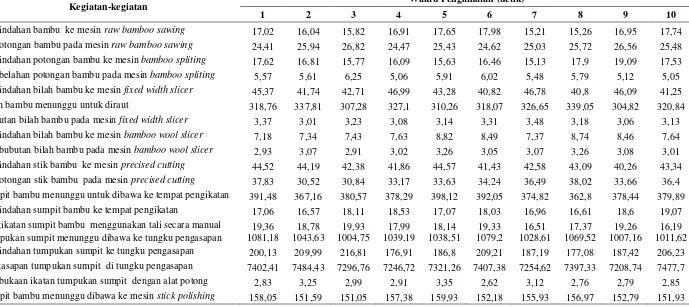
Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktu-waktu kerja baik elemen ataupun siklus dengan menggunakan alat-alat yang telah disiapkan oleh peneliti seperti stopwatch, lembar pengamatan, dan alat tulis. Tujuan dari pengukuran waktu adalah mencari waktu yang sebenarnya dibutuhkan untuk menyelesaikan suatu pekerjaan setelah memperhatikan faktor penyesuaian dan kelonggaran. Hal pertama yang dilakukan adalah pengukuran pendahuluan. Tujuan melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat-tingkat ketelitian dan keyakinan yang
diinginkan. Tingkat ketelitian dan keyakinan ini ditetapkan pada saat menjalankan
langkah penetapan tujuan pengukuran. Tahapan yang dilakukan sebelum melakukan
pengukuran yaitu:
2. Melakukan penelitian pendahuluan
10
Peter S. Pande dkk.. Op. Cit., hal.442 11
3. Memilih operator
4. Melatih operator
5. Menguraikan pekerjaan atas elemen pekerjaan
6. Menyiapkan alat-alat pengukuran
3.5.1.1.Tingkat Ketelitian dan Keyakinan12
3.5.1.2.Uji Keseragaman dan Kecukupan Data
Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran sampel waktu dengan waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan si pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi.
13
Berikut ini langkah-langkah untuk pengujian keseragaman data:
Pengujian ini dilakukan karena keadaan sistem yang selalu berubah mengakibatkan waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah, namun harus dalam batas kewajaran.
12
Iftikar Z. Sutalaksana, ibid. Hal. 135 13
1. Hitung rata-rata dari seluruh data pengamatan
2. Hitung stándar deviasi sebenarnya dari waktu penyelesaian 3. Tentukan batas kontrol atas dan bawah (BKA dan BKB)
Batas – batas kontrol merupakan batas kontrol apakah group “seragam” atau tidak. Jika semua rata-rata subgroup sudah berada dalam batas kontrol, maka dapat dihitung banyaknya pengukuran yang diperlukan dengan menggunakan rumus kecukupan data. Rumus yang digunakan adalah :
�′ = �
�
� �� ∑ �2−(∑ �)2
∑ � �
2
N’ = Jumlah pengamatan yang seharusnya dilaksanakan s = Tingkat ketelitian
k = Diperoleh dari Tabel distribusi normal jika tingkat kepercayaan 99% maka k = 3 jika tingkat kepercayaan 95% maka k = 2 jika tingkat kepercayaan 68% maka k = 1 x = Waktu pengamatan
N = Jumlah pengamatan yang telah dilakukan N’<N berarti data sudah representatif
3.5.1.3.Perhitungan Waktu Normal14
3.5.1.4. Perhitungan Waktu Baku
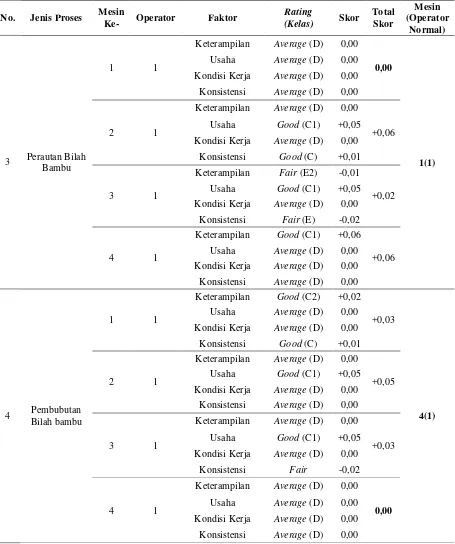
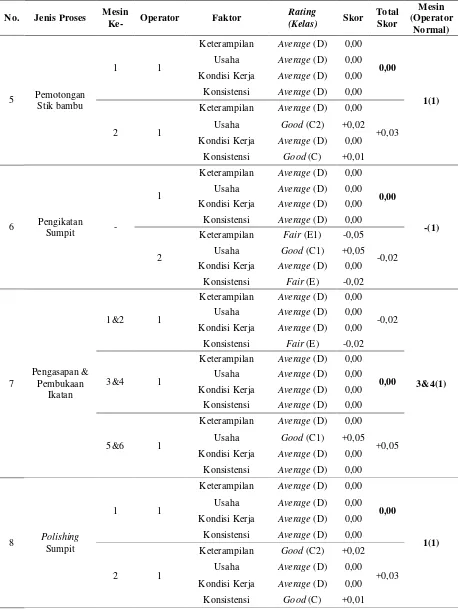
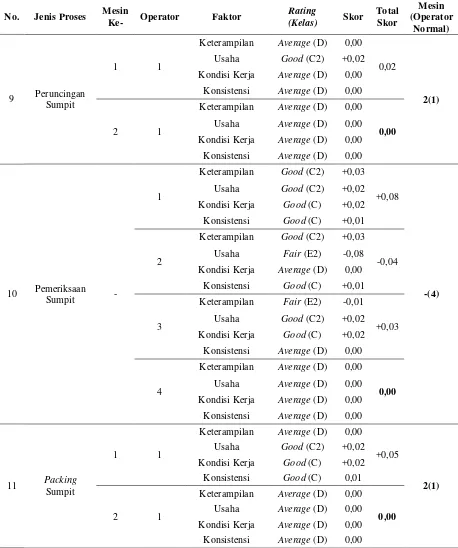
Perhitungan waktu normal dilakukan dengan mengalikan waktu siklus rata-rata yang diperoleh dari data pengamatan dengan rating factor. Dalam penelitian ini, penentuan rating factor yang diberikan menggunakan cara Westinghouse dimana penilaian dilakukan terhadap 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Rating factor = 1 + Westinghouse factor Wn = Wt x Rf
Dimana ,
Wn = waktu normal
Wt = waktu terpilih (waktu rata-rata setelah data seragam dan cukup) Rf = Rating factor
15
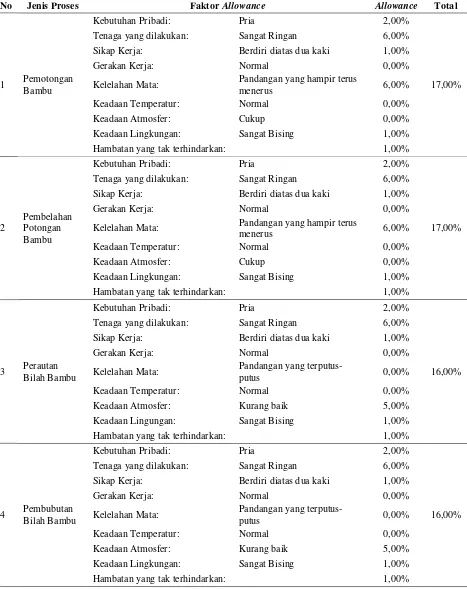
Nilai-nilai kelonggaran untuk kebutuhan pribadi pria adalah sebesar 0 – 2,5 % dan untuk wanita sebesar 2 – 5%. Kelonggaran untuk hambatan tak terhindarkan tergantung pada kondisi yang ada. Perhitungan nilai kelonggaran
Waktu baku penyelesaian pekerjaan adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik .
14
Iftikar Z. Sutalaksana, ibid. Hal. 138-154 15
total diperoleh dengan menjumlahkan seluruh nilai kelonggaran yang telah dilakukan.
Total Kelonggaran (All) = Ka + Kb + Kc Waktu Baku Operator (Wb0) = Wn0 x
100
100−���
Waktu Mesin (Wm) = Waktu Mesin Waktu Baku Total (Wb) =Wb0 + Wm
Dimana,
Ka = kelonggaran untuk kebutuhan pribadi
Kb = kelonggaran untuk menghilangkan rasa lelah Kc = kelonggaran untuk hambatan yang tak terhindarkan Wbo = Waktu Baku Operator
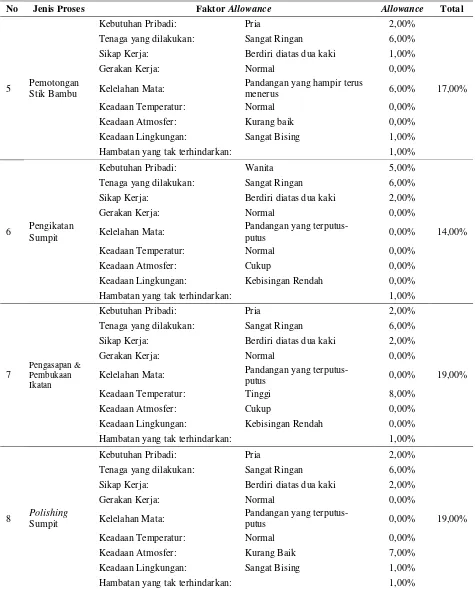
3.5.1.5.Rating Factor dan Allowance16
1. Jika operator dinyatakan terampil, maka rating factor akan lebih besar dari 1 (Rf > l).
Rating factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja dari seorang operator dengan kecepatan kerja normal menurut ukuran peneliti/pengamat. Rating factor pada dasarnya digunakan untuk menormalkan waktu kerja yang diperoleh dari pengukuran kerja akibat tempo atau kecepatan kerja operator yang berubah-ubah.
2. Jika operator bekerja lamban, maka rating factor akan lebih kecil dari 1 (Rf < l).
16
3. Jika operator bekerja secara normal, maka rating factornya sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
Pemberian nilai rating dapat dilakukan dengan beberapa cara, salah satunya yaitu dengan Westing House System Rating. Ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yakni:
1. Skill (keterampilan) adalah kemampuan untuk mengikuti cara kerja yang ditetapkan secara psikologis.
2. Effort (usaha) adalah kesungguhan yang ditunjukkan oleh pekerja atau operator ketika melakukan pekerjaannya.
3. Condition (kondisi kerja) adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur dan kebisingan ruangan.
4. Consistency (konsistensi), faktor ini perlu diperhatikan karena angka-angka yang dicatat pada setiap pengukuran waktu tidak pernah semuanya sama.
Allowance atau kelonggaran diberikan untuk tiga hal yaitu sebagai berikut. 1. Kelonggaran untuk kebutuhan pribadi
Kebutuhan pribadi disini antara lain berupa kegiatan seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja sekadar untuk menghilangkan ketegangan dalam kerja. 2. Kelonggaran untuk menghilangkan fatique
menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini akan menambah lelah. Adapun hal-hal yang diperlukan pekerja untuk menghilangkan lelah adalah melakukan peregangan otot, pergi keluar ruangan untuk menghilangkan lelah dan lain sebagainya. 3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari hambatan yang tidak dapat dihindarkan karena berada diluar kemampuan pekerja untuk mengendalikannya. Beberapa contoh keterlambatan yang tak dapat dihindarkan antara lain menerima petunjuk dari pengawas, melakukan penyesuaian mesin, pemadaman aliran listrik oleh PLN, dan lain sebagainya.
3.5.2. Perhitungan Metrik Lean17
1. Efisiensi dari tiap siklus proses (process cycle effisiency)
Langkah yang perlu dilakukan untuk melakukan penerapan sistem Lean adalah pengukuran beberapa metrik Lean. Pengukuran metrik ini akan memberikan gambaran awal mengenai kondisi perusahaan sebelum diterapkan Lean. Perhitungan metrik lean terdiri dari perhitungan process cycle effisiency, process velocity dan process lead time.
Efisiensi dari tiap siklus proses merupakan suatu metrik atau ukuran untuk melihat sejauh mana efisiensi waktu dari proses terhadap waktu siklus proses secara keseluruhan. Berikut ini adalah rumus yang digunakan untuk mendapatkan nilai efisiensi dari siklus proses:
17
Effisiensi dari tiap siklus proses =����� ����� ����
����� ��������
Value Added Time adalah waktu yang diperlukan untuk mengerjakan kegiatan-kegiatan didalam proses yang memberikan nilai tambah terhadap produk atau tidak.
2. Process lead time dan process velocity (kecepatan proses)
Kecepatan proses adalah seberapa tahapan yang ada di dalam proses dapat dilakukan dalam setiap satuan waktu. Berikut ini adalah rumus yang digunakan untuk mencari Process Lead Time dan kecepatan proses :
Process Lead Time =����� ℎ���� −�������������������������������������������� (���
Kecepatan Proses =����� ℎ��������� ���� �������� ������� ������
������� ���� ����
3.5.3. Critical to Quality18
Critical to Quality adalah atribut-atribut yang sangat penting untuk diperhatikan karena berkaitan langsung dengan kebutuhan dan kepuasaan pelanggan. Merupakan elemen dari suatu produk, proses, atau praktek-praktek yang berdampak langsung kepada kepuasaan pelangan. Untuk menentukan variabel CTQ, dapat dilakukan dengan survei pelanggan, fokus wawancara
18
kelompok, dengan mempelajari keluhan dan pujian pelanggan dari klaim garansi dan dengan melakukan studi pasar yang menguasai karakteristik produk.
3.5.4. Peta Kontrol19
n = jumlah sampel
Peta kontrol merupakan penggambaran secara visual mengenai mutu atau kualitas suatu barang atau jasa. Tujuan digunakannya peta kendali adalah untuk mengendalikan proses sehingga proses dapat dianalisa dengan tujuan perbaikan secara terus menerus. Peta kontrol dapat dibagi atas peta kontrol variabel dan peta kontrol atribut. Peta kontrol atribut digunakan jika karakteristik kualitas yang akan dikendalikan tidak diukur dalam skala metrik/numerik. Salah satu peta kontrol atribut yaitu Peta p, yaitu peta kontrol untuk mengamati proporsi atau perbandingan antara produk yang cacat dengan total produksi. Pembuatan peta p dapat menggunakan rumus berikut:
P = ����� ℎ�����
����� ℎ������
Rata-rata proporsi = �̅=��������������� ℎ����� ℎ�����������
��� =�̅+ 3��̅(1− �̅)
�
���=�̅ −3��̅(1− �̅)
�
Dimana �̅ = rata-rata proporsi dari beberapa subgroup
19
3.5.5. Perhitungan Tingkat Sigma20
1. Defect Per Unit (DPU). Ukuran ini merefleksikan jumlah rata-rata dari cacat, semua jenis, terhadap jumlah total unit dari unit yang dijadikan sampel.
Perhitungan DPMO dan Tingkat Sigma untuk data atribut dapat dilakukan sesuai langkah-langkah perhitungan berikut ini:
DPU =�� Dimana:
D = jumlah defective atau jumlah kecacatan yang terjadi dalam proses produksi U = jumlah unit yang diperiksa
2. Defect Per Opportunity (DPO). Menunjukkan proporsi cacat atas jumlah total peluang dalam sebuah kelompok.
DPO= �
����
Dimana:
OP (Opportunity) = Karakteristik yang berpotensi untuk menjadi cacat 3. Defect Per Million Opportunities (DPMO). DPMO mengindikasikan berapa
banyak cacat akan muncul jika ada satu juta peluang.
DPMO = DPO x 1.000.000
4. Mengkonversikan nilai DPMO menggunakan Tabel konversi untuk mengetahui proses berada pada tingkat Sigma berapa.
5. Perhitungan tingkat Sigma dapat dihitung dengan menggunakan Microsoft Excel yaitu dengan menggunakan formula berikut ini:
20
NORMSINV (1-DPMO/1.000.000) + 1,5
3.6. Analyze
3.6.1. Diagram Sebab-akibat21
1. Membantu mengidentifikasi akar penyebab dari suatu masalah.
Diagram sebab-akibat adalah alat yang digunakan untuk menentukan hipotesis akar masalah dan penyebab potensial untuk sebuah efek khusus. Pada dasarnya diagram sebab-akibat dapat dipergunakan untuk kebutuhan-kebutuhan sebagai berikut:
2. Membantu membangkitkan ide-ide untuk solusi suatu masalah. 3. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
3.6.2. Diagram Five Whys 22
21
Peter S. Pande dkk., ibid. Hal. 428 22
Michael L George, dkk, Op. Cit. Hal 145