PENENTUAN TENAGA KERJA YANG OPTIMAL PADA
BAGIAN PACKING DENGAN MENGGUNAKAN
W A K T U S T A N D A R P A D A
PT. ADIMULIA SARIMAS MEDAN
KARYA AKHIR
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Sains Terapan
OLEH :
HENDRA GUNAWAN P
NIM : 015204027
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PENENTUAN TENAGA KERJA YANG OPTIMAL PADA
BAGIAN PACKING DENGAN MENGGUNAKAN
W A K T U S T A N D A R P A D A
PT. ADIMULIA SARIMAS MEDAN
KARYA AKHIR
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Sains Terapan
OLEH :
HENDRA GUNAWAN P
NIM : 015204027
Disetujui oleh :
Dosen Pembimbing I
(Ir. Danci Sukatendel)
Dosen Pembimbing II
(Ir. Juliza Hidayati, MT)
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
DAFTAR ISI
BAB HALAMAN
JUDUL PENELITIAN ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT KARYA AKHIR ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ...xiv
DAFTAR LAMPIRAN ...xvi
RINGKASAN ...xvii
I PENDAHULUAN
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-2
1.4. Manfaat Penelitian ... I-2
1.5. Pembatasan Masalah ... I-3
1.6. Asumsi yang digunakan ... I-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-3
2.3.1. Struktur Organisasi ... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab... II-4
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ...II-13
2.3.4. Sistem Pengupahan ...II-15
2.3.5. Insentif dan Fasilitas Perusahaan ...II-16
2.4. Proses Produksi ...II-17
2.4.1. Bahan Baku, Bahan Penolong, dan Bahan Tambahan....II-17
2.4.1.1. Bahan Baku ...II-17
2.4.1.2. Bahan Tambahan ...II-17
2.4.1.3. Bahan Penolong ...II-18
2.4.2. Uraian Proses Produksi ...II-19
2.4.3. Mesin dan Peralatan ...II-20
III LANDASAN TEORI
3.1. Penelitian Gerak (Motion Study) ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2.1. Pengukuran Waktu Kerja Secara Langsung ... III-3
3.2.2. Pengukuran Waktu Kerja Secara Tidak Langsung ... III-3
3.3. Waktu Standard (Standard Time) ... III-4
3.4. Stop Watch Time Study ... III-7
3.5. Penentuan Jumlah Tenaga Kerja ...III-24
3.6. Perhitungan Kebutuhan Tenaga Kerja...III-26
IV METODOLOGI PENELITIAN
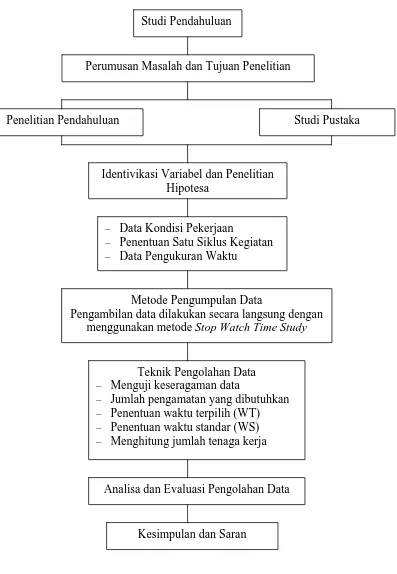
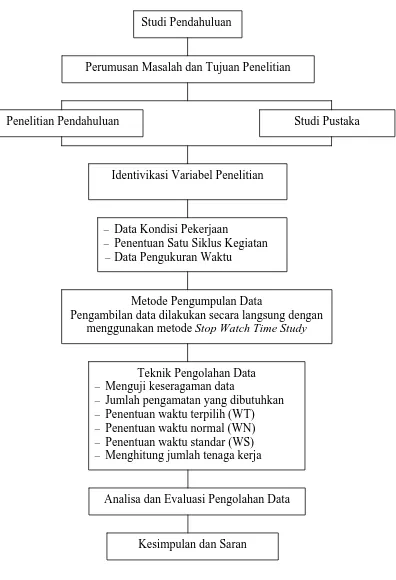
4.1. Tahapan Proses Penelitian ... IV-1
4.2. Perumusan Permasalahan dan Penentuan Tujuan Penelitian... IV-1
4.3. Studi Pustaka ... IV-2
4.4. Identifikasi Variabel Penelitian ... IV-2
4.5. Metode Pengambilan Data dan Objek Penelitian ... IV-2
4.6. Teknik Pengolahan Data ... IV-3
4.7. Pengumpulan dan Pengolahan Data ... IV-4
4.8. Analisa dan Evaluasi Pengolahan Data ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Metode Pengumpulan Data ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3. Pengolahan Data ... V-7
5.3.1. Memasukkan batangan Sabun kedalam karton besar.. ... V-7
5.3.2. Pengangkutan Karton Besar ke bagian pengepakan lebih
lanjut ... V-14
5.3.3. Pemasukan batangan-batangan sabun kedalam kotak-kotak
kecil ... V-21
5.3.4. Memasukkan dan Menyusun Sabun yang Sudah dimasukkan
dalam Kotak Kecil kedalam Master Karton ... V-28
5.3.5. Menutup master karton dengan isolatip ... V-35
5.3.6. Mengirim master karton kebagian penumpukan ... V-42
5.3. Menghitung Jumlah Tenaga Kerja ... V-50
VI ANALISA PEMECAHAN MASALAH
6.1. Analisa Keseragaman Data ... VI-1
6.2. Analisa Uji Kecukupan Data ... VI-2
6.3. Analisa Pengolahan Data ... VI-2
6.4. Evaluasi ... VI-3
VII KESIMPULAN DAN SARAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
7.2. Saran-saran ... VII-1
DAFTAR PUSTAKA ... D-1
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Factor for Constructing Variables Control Chart ... L-1
2. Rating Factor menurut Westinghouse ... L-2
3. Surat Permohonan Karya Akhir ... L-3
4. Kriteria Penentuan Rating Factor Menurut Westinghouse ... L-4
5. Tabel Allowance (Kelonggaran) ... L-5
6. Berita Acara Bimbingan Karya Akhir ... L-6
7. Surat Penjajakan Pabrik ... L-7
8. Surat Balasan Pabrik ... L-8
9. Surat Keputusan ... L-9
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Tenaga Personalia Perusahaan PT Adimulia Sarimas
Medan ... II-13
2.2. Sistem Pembagian Jam Kerja bagian Administrasi dan Kantor ... II-14
2.3. Sistem Pembagian Jam Kerja bagian Produksi ... II-15
3.1. Faktor Prestasi Kerja Menurut Westinghouse... III-21
5.1. Data Kegiatan Memasukkan Batangan Sabun Kedalam Karton
Besar ... V-2
5.2. Data Pengangkutan Karton Besar Kebagian Pengepakan Lebih
Lanjut ... V-3
5.3. Data Pemasukan Batangan-batangan Sabun Kedalam Kotak-kotak
Kecil ... V-4
5.4. Data Memasukkan dan Menyusun Sabun yang Sudah Dimasukkan
dalam Kotak Kecil Kedalam Master Karton ... V-5
5.5. Data Menutup Master Karton Dengan Isolatip ... V-6
5.6. Data Mengirim Master Karton Kebagian Penumpukan ... V-7
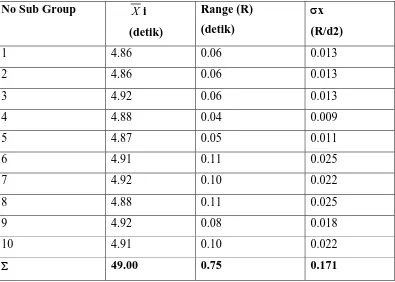
5.7. Perhitungan Nilai X , R dan xuntuk Data Kegiatan Memasukkan Batangan Sabun Kedalam Karton Besar ... V-8
5.8. Perhitungan Harga
Xi dan
Xi untuk Data Memasukkan 2DAFTAR TABEL (LANJUTAN)
BAB HALAMAN
5.9. Perhitungan Nilai X , R dan x untuk Data kegiatan Pengangkutan
Karton Besar Kebagian Pengepakan Lebih Lanjut ... V-15
5.10. Perhitungan Harga
Xi dan
Xi untuk Data kegiatan 2Pengangkutan Karton Besar Kebagian Pengepakan Lebih Lanjut ... V-19
5.11. Perhitungan Nilai X , R dan x untuk Data Pemasukan
Batangan-batangan Sabun kedalam Kotak-kotak Kecil... V-22
5.12. Perhitungan Harga
Xi dan
Xi untuk Data Pemasukan 2Batangan-batangan Sabun kedalam Kotak-kotak Kecil... V-26
5.13. Perhitungan Nilai X , R dan x untuk Data Memasukkan dan Menyusun Sabun yang sudah Dimasukkan dalam Kotak-kotak Kecil
Kedalam Master Karton ... V-29
5.14. Perhitungan Harga
Xi dan
Xi untuk Data 2Memasukkan dan Menyusun Sabun yang Sudah Dimasukkan Dalam
Kotak Kecil Kedalam Master Karton ... V-33
5.15. Perhitungan Nilai X , R dan x untuk Data Menutup Master Karton dengan Isolatip ... V-36
5.16. Perhitungan Harga
Xi dan
Xi untuk Data Menutup Master 2DAFTAR TABEL (LANJUTAN)
BAB HALAMAN
5.17. Perhitungan Nilai X , R dan x untuk Data Kegiatan Mengirim
Master Karton Kebagian Penumpukan ... V-43
5.18. Perhitungan Harga
Xi dan
Xi untuk Data Mengirim Master 2RINGKASAN
Tenaga kerja merupakan salah satu faktor produksi yang sangat penting bagi sebuah perusahaan, karena faktor tenaga kerja ini sangat mempengaruhi tingkat produktivitas. Selain pada bahan baku, masalah efesiensi yang sering ditemui di PT. Adimulia Sarimas Medan berkaitan dengan hal tenaga kerja, baik dari segi jumlah dan kualitasnya.
Permasalahan yang akan dibahas dan coba untuk dicari jalan keluarnya adalah menentukan jumlah tenaga kerja di bagian packing PT. Adimulia Sarimas Medan sesuai dengan kapasitas dan target produksi yang telah ditetapkan oleh pihak manajemen. Bagian packing dipilih sebagai objek penelitian dengan alasan bahwa bagian ini menyerap sebagian besar jumlah pekerja yang dimiliki oleh perusahaan saat ini.
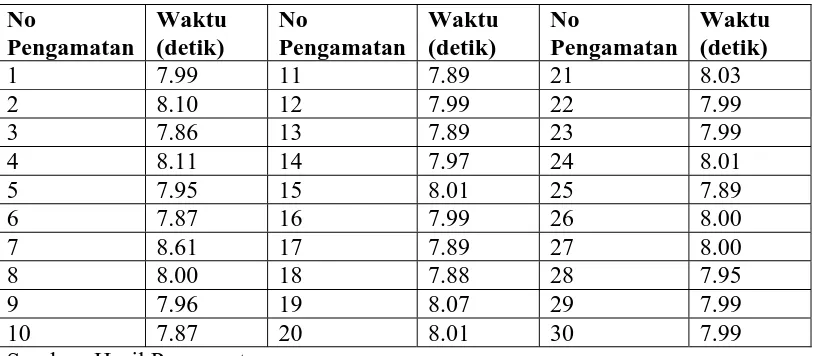
Pengamatan dilakukan terhadap seluruh operasi atau pekerjaan yang dilakukan di bagian packing. Pengukuran waktu dilakukan berdasarkan metode
Stop Watch Time Study.
Data yang diperoleh dari pengamatan terlebih dahulu diuji keseragaman data dan kecukupan data. Data yang telah lulus dari kedua uji diatas menjadi data pengamatan yang terpilih untuk dipakai menghitung waktu normal dan waktu standar. Perhitungan waktu normal dan waktu standar dilakukan dengan memasukkan rating faktor dan allowance berdasarkan kondisi kerja dan lingkungan kerja pada saat pengamatan dilakukan.
Perhitungan jumlah tenaga kerja dilakukan dengan mencari jumlah produksi per shift, jumlah produksi ini akan dibagi dengan jumlah jam kerja efektif yang ada. Sehingga akan diperoleh jumlah pekerja yang dibutuhkan oleh satu elemen kerja untuk satu shiftnya.
Pengamatan langsung dilapangan diperoleh data bahwa untuk bagian
packing jumlah tenaga kerja yang dipekerjakan per shiftnya adalah 17 orang untuk
enam elemen kerja. Berdasarkan waktu standar dari setiap pekerjaan yaitu:
1. Memasukkan batangan sabun kedalam karton besar sebanyak 2 orang dengan waktu standar = 1,6191 detik
2. Pengangkutan karton besar kebagian pengepakan lebih lanjut sebanyak 1 orang dengan waktu standar = 6,41 detik
3. Pemasukan batangan-batangan sabun kedalam kotak-kotak kecil sebanyak 5 orang dengan waktu standar = 6,364 detik
4. Memasukkan dan menyusun sabun yang sudah dimasukkan dalam kotak kecil kedalam master karton sebanyak 2 orang dengan waktu standar = 2,42128 detik
5. Menutup master karton dengan isolatip sebanyak 1 orang dengan waktu standar = 6,5142 detik
6. mengirim master karton kebagian penumpukan sebanyak 1 orang dengan waktu standar = 11,30 detik
, maka diperoleh hasil bahwa jumlah tenaga kerja yang dibutuhkan oleh bagian
packing untuk satu shift adalah 12 orang. Maka dapat diambil kesimpulan bahwa
RINGKASAN
Tenaga kerja merupakan salah satu faktor produksi yang sangat penting bagi sebuah perusahaan, karena faktor tenaga kerja ini sangat mempengaruhi tingkat produktivitas. Selain pada bahan baku, masalah efesiensi yang sering ditemui di PT. Adimulia Sarimas Medan berkaitan dengan hal tenaga kerja, baik dari segi jumlah dan kualitasnya.
Permasalahan yang akan dibahas dan coba untuk dicari jalan keluarnya adalah menentukan jumlah tenaga kerja di bagian packing PT. Adimulia Sarimas Medan sesuai dengan kapasitas dan target produksi yang telah ditetapkan oleh pihak manajemen. Bagian packing dipilih sebagai objek penelitian dengan alasan bahwa bagian ini menyerap sebagian besar jumlah pekerja yang dimiliki oleh perusahaan saat ini.
Pengamatan dilakukan terhadap seluruh operasi atau pekerjaan yang dilakukan di bagian packing. Pengukuran waktu dilakukan berdasarkan metode
Stop Watch Time Study.
Data yang diperoleh dari pengamatan terlebih dahulu diuji keseragaman data dan kecukupan data. Data yang telah lulus dari kedua uji diatas menjadi data pengamatan yang terpilih untuk dipakai menghitung waktu normal dan waktu standar. Perhitungan waktu normal dan waktu standar dilakukan dengan memasukkan rating faktor dan allowance berdasarkan kondisi kerja dan lingkungan kerja pada saat pengamatan dilakukan.
Perhitungan jumlah tenaga kerja dilakukan dengan mencari jumlah produksi per shift, jumlah produksi ini akan dibagi dengan jumlah jam kerja efektif yang ada. Sehingga akan diperoleh jumlah pekerja yang dibutuhkan oleh satu elemen kerja untuk satu shiftnya.
Pengamatan langsung dilapangan diperoleh data bahwa untuk bagian
packing jumlah tenaga kerja yang dipekerjakan per shiftnya adalah 17 orang untuk
enam elemen kerja. Berdasarkan waktu standar dari setiap pekerjaan yaitu:
1. Memasukkan batangan sabun kedalam karton besar sebanyak 2 orang dengan waktu standar = 1,6191 detik
2. Pengangkutan karton besar kebagian pengepakan lebih lanjut sebanyak 1 orang dengan waktu standar = 6,41 detik
3. Pemasukan batangan-batangan sabun kedalam kotak-kotak kecil sebanyak 5 orang dengan waktu standar = 6,364 detik
4. Memasukkan dan menyusun sabun yang sudah dimasukkan dalam kotak kecil kedalam master karton sebanyak 2 orang dengan waktu standar = 2,42128 detik
5. Menutup master karton dengan isolatip sebanyak 1 orang dengan waktu standar = 6,5142 detik
6. mengirim master karton kebagian penumpukan sebanyak 1 orang dengan waktu standar = 11,30 detik
, maka diperoleh hasil bahwa jumlah tenaga kerja yang dibutuhkan oleh bagian
packing untuk satu shift adalah 12 orang. Maka dapat diambil kesimpulan bahwa
BAB I PENDAHULUAN
1.1.Latar Belakang
Persaingan bisnis yang semakin kompetitif saat ini menuntut perusahaan
untuk meningkatkan kinerja agar dapat bersaing dengan perusahaan lain, sehingga
dalam meningkatkan kinerja dan efesiensinya, perusahaan harus melakukan
perbaikan secara sistematis dan menyeluruh untuk segala aspek yang berpengaruh
dalam perusahaan.
Ketatnya persaingan saat ini, menuntut perusahaan untuk berproduksi dengan
biaya minimum dan mutu yang maksimum, untuk itu perusahaan harus
mengoptimalkan jumlah tenaga kerja untuk menghindari besarnya biaya produksi dan
kesejahteraan karyawan dapat ditingkatkan. Jumlah tenaga kerja yang optimal
tersebut dapat ditentukan dengan terlebih dahulu mencari waktu standar dari pekerja.
Pada aliran proses produksi pengolahan sabun di PT. Adimulia Sarimas
Medan terlihat adanya ketidak seimbangan kerja antara satu elemen kerja dengan
elemen kerja lainnya, sehingga terjadi penumpukan kerja diantara beberapa elemen
kerja tersebut. Hal ini dapat dilihat pada bagian packing.
Penumpukan kerja yang terjadi dibeberapa elemen kerja ini disebabkan karena
tidak sesuainya jumlah bahan setengah jadi yang masuk pada daerah packing dengan
kerja yang optimal yang didasarkan pada jumlah bahan setengah jadi yang masuk
pada bagian packing.
1.2.Rumusan Masalah
Penumpukan kerja yang terjadi di beberapa elemen kerja pada bagian packing
telah menyebabkan ketidakseimbangan kerja pada beberapa elemen kerja itu sendiri,
sehingga dibutuhkan penentuan tenaga kerja yang optimal, dalam menentukan jumlah
tenaga kerja tersebut terlebih dalulu dilakukan pengukuran kerja yang bertujuan
untuk menentukan waktu standar kerja dan pada akhirnya dapat memberikan
keputusan yang baik didalam menentukan jumlah tenaga kerja yang optimal di PT.
Adimulia Sarimas Medan.
1.3.Tujuan Penelitian
Tujuan dari penelitian yaitu:
Mengetahui waktu standar kerja karyawan untuk menentukan jumlah tenaga
kerja optimal pada bagian packing sehingga tercapai keseimbangan antara pekerja
dan volume pekerjaan.
1.4.Manfaat Penelitian
Manfaat dari penelitian ini:
1. Sebagai bahan masukan perusahaan untuk meningkatkan kinerja dan
2. Dapat memberikan alternatif pemecahan masalah-masalah ketenagakerjaan
yang ada di perusahaan.
1.5.Pembatasan Masalah
Pembatasan masalah dilakukan untuk mempermudah pembahasan masalah
dan tidak menyimpang dari masalah yang ada yaitu:
1. Penentuan waktu standar hanya dilakukan terhadap pekerja bagian packing.
2. Pengukuran waktu standar dengan menggunakan ”stopwatch time study”
1.6.Asumsi-asumsi yang digunakan
Asumsi-asumsi yang digunakan untuk mempermudah pemecahan masalah
yaitu :
1. Proses produksi tidak berubah-ubah
2. Metode kerja yang digunakan sudah benar
3. kondisi mental, fisik pekerja serta kondisi kerja baik
1.7.Sistematika Penulisan
Secara keseluruhan penulisan karya akhir ini terdiri dari beberapa bab yang
BAB I PENDAHULUAN
Menjelaskan mengenai latar belakang masalah, rumusan
permasalahan, tujuan penelitian, manfaat penelitian, pembatasan
penelitian, asumsi yang digunakan dan sistematika penulisan pada PT.
Adimulia Sarimas Medan.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat sejarah perusahaan, gambaran umum
perusahaan, proses produksi, struktur organisasi, produk yang
dihasilkan, serta objek penelitian pada PT. Adimulia Sarimas Medan.
BAB III LANDASAN TEORI
Menyajikan teori-teori yang relevan dalam rangka mendukung
pemecahan masalah yang sedang dibahas.
BAB IV METODOLOGI PENELITIAN
Mengemukakan langkah-langkah yang dilakukan dalam pemecahan
masalah, mulai dari identifikasi masalah sampai pada penarikan
kesimpulan dan saran.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi seluruh data dalam penelitian dan juga melakukan
I-5
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisa dan mengevaluasi terhadap hasil pengolahan data unutk
kemudian dapat diambil kesimpulan dan saran yang tepat untuk
mencapai tujuan penelitian.
BAB VII KESIMPULAN DAN SARAN
Berdasarkan hasil penelitian, pengumpulan data, pengolahan data dan
analisis pemecahan masalah, maka dapat diambil kesimpulan serta
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Adimulia Sarimas Industri Medan berdiri pada tahun 2002 akhir bulan November dan mulai beroperasi pada tahun 2003, dengan status PMA
(Penanaman Modal Asing). Perusahaan ini berdiri dengan akta notaris NO SPP.
161/PMA/2002.
Perusahaan ini bergabung dalam HSA Group yang pusatnya terletak di negara Yaman. Perusahaan ini bergerak di bidang pembuatan sabun yang
orientasinya lebih cenderung untuk kegiatan Export, tetapi pihak HSA
menjadwalkan agar produk yang dihasilkan juga dipasarkan di dalam negeri.
Hingga akhirnya pada tahun 2004 telah memasarkan produknya di dalam negeri
yang bekerja sama dengan PT. INDOMAS.
Tujuan mendirikan perusahaan ini yang didasarkan pada kebutuhan di
negara Timur Tengah yang tidak terlayani beberapa perusahaan yang bergerak di
bidang yang sama. Keunikan produk dan layanan PT. Adimulia Sarimas Industri
ini segala macam produk yang dihasilkan dapat dinikmati untuk semua orang,
produk yang dihasilkan memiliki kemasan secara International.
PT. Adimulia Sarimas Industri telah memperoleh sertifikat ISO 9001 pada
9001 ini melaksanakan prosedur-prosedur yang digariskan, yang mengatur
tentang:
1. Pembelian bahan baku
2. Penyimpanan bahan baku dan produk
3. Pengawasan Mutu
4. Kepuasan Pelanggan
2.2. Ruang lingkup bidang usaha
PT. Adimulia Sarimas Industri merupakan industri yang bergerak dalam
bidang pengolahan hasil minyak sawit yaitu RBDPO (Refined Bleached Deodorized Palm Oil), RBDPS (Refined Bleached Deodorized Palm Stearin) dan PKO (Palm Kernel Oil).
Produk yang diproduksi oleh PT. Adimulia Sarimas Industri adalah sabun.
Adapun produk sabun yang diproduksi oleh PT. Adimulia Sarimas Industri
adalah:
1. Joy 115 gr ( sabun kecantikan )
2. Sonoma 115 gr ( sabun aroma buah )
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Organisasi merupakan sekelompok orang yang bekerja sama untuk
mencapai tujuan bersama. Sedangkan struktur organisasi merupakan gambaran
secara skematis tentang hubungan atau kerja sama dari orang-orang yang
menggerakkan organisasi tersebut. Dengan adanya organisasi maka setiap tugas
dan kegiatan dapat didistribusikan dan dilakukan oleh setiap anggota kelompok
secara efisien dan efektif sehingga tujuan yang telah ditetapkan dapat tercapai.
Struktur organisasi yang dianut oleh suatu perusahaan sangat tergantung
pada kebutuhan perusahaan itu sendiri. Struktur organisasi pada perancangan unit
pembuatan sabun adalah struktur organisasi lini.
Pemilihan struktur organisasi ini didasarkan atas
pertimbangan-pertimbangan berikut ini:
1. Organisasinya masih sederhana.
2. Hubungan pimpinan dan karyawan perusahaan bersifat langsung.
3. Spesialisasi kerja belum begitu tinggi.
4. Proses pengambilan keputusan cepat, karena orang yang diajak konsultasi
masih sedikit.
5. Kesatuan komando terjamin dengan baik, karena pucuk pimpinan
merupakan pemilik perusahaan.
2.3.2. Uraian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan orang-orang yang
memegang jabatan tertentu, dimana masing-masing orang melaksanakan tugas,
wewenang dan tanggung jawab sesuai dengan jabatannya dalam uraian tugas,
wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan
struktur organisasi perusahaan. Tanggung jawab yang diberikan harus sesuai
dengan wewenang yang diterima. Organisasi yang baik adalah organisasi yang
jelas dan teratur sehingga dalam melaksanakan tugas dan tanggung jawabnya
setiap pemangku jabatan memiliki gambaran dan batasan tugas dan tanggung
jawab yang diembannya.
Uraian tugas dan tanggung jawab masing-masing staf yang terdapat pada
struktur organisasi PT. Adimulia Sarimas Industri Medan adalah sebagai berikut :
1. Direktur
Direktur adalah pimpinan tertinggi untuk menjalankan perusahaan.
Adapun tugas dan wewenangnya adalah :
a. Merencanakan dan menetapkan kebijaksanaan perusahaan dan
memberikan bimbingan serta petunjuk operasional.
b. Mengkoordinir tugas-tugas yang didelegasi kepada setiap manajer.
c. Mengadakan hubungan kerja.
d. Mengambil keputusan dan tindakan yang tepat demi kepentingan
2. Sekretaris
Tugas dan wewenangnya :
a. Mencatat hasil keputusan direktur.
b. Memberikan informasi jadwal pertemuan direktur.
3. Manajer Produksi
Tugas dan wewenangnya adalah :
a. Bertanggung jawab terhadap efisiensi operasi dan penggunaan fasilitas
pabrik.
b. Bertanggung jawab atas pengaturan seluruh proses produksi yang
berhubungan dengan maintenance dan electrical dalam mencapai sasaran pengoperasian pabrik, kebijaksanaan, strategi dan program.
c. Memimpin dan mengurus semua aspek produksi.
d. Bertanggung jawab terhadap kegiatan produksi dan bertanggung jawab
langsung kepada direktur.
e. Menetapkan sistem perencanaan produksi dan memastikan bahwa
proses produksi dilaksanakan sesuai dengan rencana.
4. Manajer Quality Control
Tugas dan wewenangnya adalah :
a. Menyusun petunjuk-petunjuk tertulis tentang spesifikasi persyaratan
tiap bahan baku, bahan setengah jadi dan tentang cara pengambilan
b. Pemerikasaan semua bahan dan produksi sebelum, selama dan sesudah
pembuatan. Mengevaluasi hasil-hasil pengontrolan dan menentukan
apa yang dapat dipakai, diolah dan dibebaskan untuk dijual.
5. Manajer Pemasaran
Tugas dan wewenangnya adalah :
a. Mengkoordinir segala kegiatan yang berhubungan dengan promosi dan
pengiklanan.
b. Bertanggung jawab terhadap pendistribusian hasil produksi.
c. Membuat laporan harian finish good inventory control dan memonitor kuantitas produksi yang dihasilkan dan dipasarkan.
d. Menetapkan suatu sistem identifikasi dan menelusuri produk multi dari
raw material, pengolahan, packing, penyimpanan dan pengiriman
finished product. 6. Manajer Personalia
Tugas dan wewenangnya adalah :
a. Mengatur penyediaan jasa dan lain-lain yang diperlukan oleh
perusahaan untuk melaksanakan tugas, tanggung jawab dan
mengusahakan ke dalam dan keluar perusahaan.
b. Bertanggung jawab terhadap penerimaan/pemberhentian tenaga kerja.
c. Menyusun prosedur komunikasi internal dan eksternal.
d. Mengatur penyediaan jasa-jasa administrasi, sekretariat dan arsip.
e. Menyalurkan sasaran perusahaan, kebijaksanaan industri dari direktur
f. Mengerjakan dan menyelesaikan perselisihan dan perburuhan sesuai
dengan kebijakan perusahaan dan peraturan pemerintah.
g. Mempersiapkan hal-hal yang berhubungan dengan pelaksanaan
pendidikan dan latihan serta mengatur pelaksanaannya dalam
perusahaan dan lembaga pendidikan yang sesuai.
h. Memberikan fasilitas pelayanan kesehatan dan keselamatan kerja bagi
karyawan.
i. Mengatur dan menyimpan arsip kepersonaliaan.
7. Manajer Akuntansi dan Keuangan (Finance and Accounting Manager) Tugas dan wewenangnya adalah :
a. Merencanakan dan mengawasi perencanaan kegiatan akuntansi dari
keuangan perusahaan.
b. Membantu Direktur dalam melaksanakan anggaran perusahaan.
c. Memastikan bahwa semua transaksi keuangan dilakukan dengan
benar.
d. Memberikan laporan keuangan kepada pihak pemerintah untuk
menetapkan besarnya pajak yang harus dibayar perusahaan.
e. Bertanggung jawab atas penentuan biaya perusahaan seperti biaya
produksi dan biaya administrasi.
8. Manajer Teknik
Tugas dan wewenangnya adalah :
a. Bertanggung jawab terhadap segala kegiatan di pabrik yang berkaitan
b. Bertanggung jawab terhadap kelancaran proses produksi.
c. Mengawasi dan membuat jadwal pelaksanaan maintenance terhadap
alat-alat mekanik di dalam pabrik.
d. Mengawasi langsung perbaikan dan pergantian komponen (Sparepart) alat-alat mekanik di pabrik.
9. Accounting Assistant Manager
Accounting Assistant Manager bertanggung jawab kepada Accounting and finance Manager. Accounting Assistant Manager bertugas untuk hal-hal berikut :
a. Mengawasi pelaksanaan kegiatan pembukuan perusahaan.
b. Mengawasi pelaksanaan pemakaian aset perusahaan.
c. Melaksanakan perhitungan akuntansi terhadap pembelian bahan baku
dan asset perusahaan.
10. Finance Assistant Manager
Finance Assistant Manager bertanggung jawab kepada Accounting and finance Manager. FinanceAssistant Manager bertugas untuk hal-hal berikut :
a. Mengawasi dan melaksanakan pembayaran transfer dana terhadap
pembelian bahan baku dan asset perusahaan.
b. Mengawasi dan melaksanakan penerimaan pembayaran atas penjualan
sabun dan juga hasil sampingan produksi.
c. Membuat pembukuan dan jurnal laba rugi perusahaan.
d. Melaksanakan perhitungan dan pembayaran upah dan lembur kerja
11. Supervisor Produksi
Supervisor produksi bertanggung jawab langsung kepada manager
produksi. Tugas-tugas dari supervisor produksi adalah sebagai berikut :
a. Bertanggungjawab kepada plant manager atas pelaksanaan kegiatan produksi.
b. Merencanakan dan mengatur produksi perusahan agar sesuai dengan
spesifikasi dan standart mutu yang telah ditentukan.
c. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku,
bahan penolong dan bahan-bahan lainnya.
d. Mengawasi jalannya produksi sesuai dengan program produksi yang
telah ditetapkan.
e. Membuat laporan produksi secara periodik mengenai pemakaian
bahan dan jumlah produksi.
f. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui
kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
12. Supervisor Teknik
Supervisor teknikbertanggung jawab terhadap manager teknik. Supervisor
teknikbertugas untuk hal-hal berikut :
a. Mengeluarkan perintah kerja kepada kwryawan-karyawan teknik
untuk melakukan perbaikan pada mesin-mesin dan peralatan
berdasarkan jadwal permintaan perbaikan dari masing-masing
operator.
bagian teknik agar mahir dan dapat bekerja dengan baik
c. Turut serta terlibat dalam pelaksanaan perbaikan apabila terjadi
kekurangan karyawan dalam pelaksanaan perbaikan.
13. Supervisor Pemasaran
Supervisor pemasaran bertanggung jawab kepada manager pemasaran.
Supervisor pemasaranbertugas untuk hal-hal berikut :
a. Membuat sales forecast terhadap penjualan sabun. b. Membuat laporan perkembangan penjualan sabun.
14. Kepala bagian Administrasi
Kepala bagian administrasi bertanggung jawab langsung kepada manager
personalia. Bagian ini mempunyai tugas-tugas sebagai berikut :
a. Mengadakan penelitian kepegawaian seperti masalah perkembangan
organisasi perusahaan, mengevaluasi kerja, gaji dan upah karyawan
b. Merencanakan dan mengkoordinir kegiatan perencanaan pegawai.
c. Merencanakan dan mengawasi pelaksanaan program peningkatan
mutu pegawai.
d. Mengkoordinasi dan mengawasi kegiatan pengamanan pegawai.
15. Staff Umum
Staff umum bertanggung jawab langsung kepada manager personalia.
Bagian ini mempunyai tugas-tugas sebagai berikut :
a. Melaksanakan sistem penerimaan pegawai yang dibutuhkan oleh
perusahaan.
c. Menerapkan kebijaksanaan-kebijaksanaan dan prosedur mengenai persediaan dan pemanfaatan fasilitas seperti komunikasi, perumahan
dan transportasi perusahaan.
16. Supervisor Quality Control
Supervisor Quality Control bertanggung jawab kepada manager Quality Control bagian ini mempunyai tugas-tugas sebagai berikut:
a. Bertanggung jawab terhadap manager QC atas pelaksanaan kegiatan
analisis mutu produk
b. Melaksanakan riset terhadap pengembangan mutu produk dan jenis
produk
c. Melaksanakan pengawasan terhadap mutu produk mulai dari bahan baku sampai menjadi produk jadi.
Struktur Organisasi PT. Adimulia Sarimas Industri Medan dapat dilihat
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan
PT. Adimulia Sarimas Industri memiliki tenaga kerja yang terdiri dari
tenaga kerja produksi dan penunjang produksi. Tenaga kerja produksi adalah
karyawan yang ditempatkan pada bagian pengolahan, sedangkan tenaga kerja
penunjang adalah karyawan yang ditempatkan pada bagian kantor dan yang tidak
langsung bekerja di pabrik.
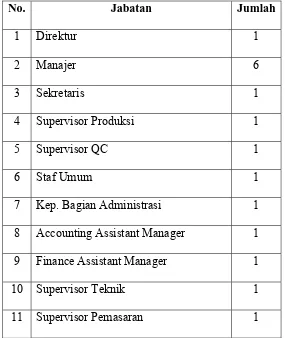
Jumlah tenaga kerja pada perusahaan ini berjumlah 136 orang termasuk
tenaga kerja yang dikontrak. Jumlah tenaga kerja pada PT. Adimulia Sarimas
[image:31.595.170.455.416.754.2]Industri Medan dapat diuraikan dalam tabel 2.1. di bawah ini :
Tabel 2.1. Perincian tenaga personalia perusahaan PT Adimulia Sarimas Medan
No. Jabatan Jumlah
1 Direktur 1
2 Manajer 6
3 Sekretaris 1
4 Supervisor Produksi 1
5 Supervisor QC 1
6 Staf Umum 1
7 Kep. Bagian Administrasi 1
8 Accounting Assistant Manager 1
9 Finance Assistant Manager 1
10 Supervisor Teknik 1
Tabel 2.1. (lanjutan)
12 Karyawan Produksi 32
13 Karyawan QC 4
14 Karyawan Staf Umum 6
15 Karyawan Bagian Administrasi 3
16 Karyawan Accounting 3
17 Karyawan Finance 5
18 Karyawan Teknik 4
19 Karyawan Pemasaran 6
TOTAL 79 Sumber : PT. Adimulia Sarimas Industri
Agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas
guna mencapai tujuan, diperlukan pengaturan waktu kerja yang baik.
Ketentuan jam kerja di PT. Adimulia Sarimas Industri Medan diatur
menurut aturan shift seperti yang ditunjukkan pada Tabel 2.2 untuk pengaturan
jam kerja untuk bagian administrasi dan kantor, sedangkan Tabel 2.3. untuk
[image:32.595.160.465.132.398.2]pengaturan jam kerja bagian produksi.
Tabel 2.2. Sistem pembagian jam kerja bagian administrasi dan kantor
Hari Jam Kerja (WIB) Istirahat (WIB)
[image:32.595.125.512.667.723.2]Tabel 2.3. Sistem pembagian jam kerja bagian produksi
Hari Shift Jam Kerja (WIB) Istirahat (WIB)
I 08.00 – 16.00 12.00 – 13.00
Senin s/d Sabtu
II 16..00 – 24.00 20.00 – 21.00
Sedangkan untuk petugas keamanan, dibagi menjadi 2 kelompok yang
terdiri dari 5 orang dan melakukan penjagaan bergantian setiap 12 jam sekali
dimulai dari :
- Jam 08.00 – 20.00
- Jam 20.00 – 07.00
2.3.4. Sistem Pengupahan
Sistem pengupahan dalam perusahaan ini digolongkan menjadi dua yaitu :
a. Karyawan Tetap
Karyawan tetap menerima gaji bulanan sesuai dengan peraturan yang
berlaku, disamping juga mendapat fasilitas lainnya seperti pelayanan
kesehatan dan asuransi pembayaran gaji dilakukan pada tanggal terakhir
bulan berjalan, apabila tanggal tersebut jatuh pada hari Minggu atau hari
besar, maka pembayaran gaji dimajukan pada tanggal sebelumnya.
Karyawan yang melebihi hari kerja yang ditentukan undang-undang atau
bekerja pada hari Minggu atau hari besar terhitung sebagai over time
b. Tenaga kerja dengan sistem kontrak
Karyawan ini merupakan tenaga yang diperbantukan di perusahaan dan
bekerja sesuai dengan lama kontrak kerja tersebut. Kontrak kerja ini dapat
diperpanjang. Karyawan kontrak ini berasal dari berbagai profesi,
misalnya dokter, sopir, perawat maupun tenaga keamanan yang bergaji
secara bulanan.
c. Karyawan harian
Karyawan harian direkrut berdasarkan kebutuhan, misalnya buruh bongkar
muat barang dan buruh harian. Gaji karyawan harian ini berdasarkan target
kerja yang tercapai.
2.3.5. Insentif dan Fasilitas Perusahaan
Selain upah resmi, perusahaan juga memberikan beberapa fasilitas kepada
setiap tenaga kerja antara lain :
a. Perusahaan memberikan THR (Tunjangan Hari Raya) dan bonus
tergantung performance kerja dan lama kerja di perusahaan. b. Pengobatan gratis bagi karyawan.
c. Selain uang transpor, karyawan juga disediakan bus karyawan untuk antar
jemput karyawan.
d. Untuk para manager diberikan kendaraan.
e. Adanya jaminan sosial tenaga kerja meliputi jaminan kecelakaan,
f. Family Gathering Party (acara berkumpul semua karyawan dan keluarga) setiap satu tahun sekali.
2.4. Proses Produksi
2.4.1. Bahan Baku, Bahan Penolong, dan Bahan Tambahan 2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dengan persentase
komposisi terbesar yang membentuk bagian integral dari suatu produk jadi. Bahan
baku untuk pembuatan Glyserin dan sabun ini antara lain :
1. PKO (Palm Kernel Oil) Minyak Inti Sawit
2.4.1.2. Bahan Tambahan
Bahan Tambahan adalah bahan yang digunakan dalam membantu
kelancaran proses produksi dan bahan ini termasuk bagian dari produk. Adapun
bahan tambahan yang digunakan adalah sebagai berikut:
1. Parfum
Fungsi : Sebagai pemberi aroma pada sabun
2. Pewarna
Fungsi : Sebagai pembentuk warna pada sabun
3. Vaselin / petroleum
Fungsi : Sebagai pelembab pada sabun
4. TCC (Three Chloro Carbon) dan Irgasan
5. RBDPS (Refined Bleaching Deodorized Palm Stearin) 6. RBDPO (Refined Bleaching Deodorized Palm Olein) 7. Caustic soda
8. Sodium Hidrosulfit
9. Fatty Acid (CNO)
2.4.1.3 Bahan Penolong
Bahan penolong adalah bahan yang digunakan secara tidak langsung
dalam produk dan bukan merupakan komposisi produk, tetapi digunakan sebagai
pelengkap produk. Adapun yang menjadi bahan tambahan antara lain :
1. Water (H2O)
Fungsi : Sebagai kebutuhan proses untuk pengenceran
2. Glyserin / CH2OHCHOHCH2OH
Fungsi : Sebagai pelembab (moisturizer)
3. Ethylenediaminetetraacetic (CH3COO)2NH2CH2CH2NH2(CH3COO)2
Fungsi : Sebagai zat antioksidan untuk memperlambat teroksidasinya
produk.
4. Natrium Klorida (NaCl)
Fungsi : Sebagai bahan pembentuk kristal sabun.
5. Natrium Hidroksida (NaOH)
Fungsi : Sebagai reaktan untuk pembentukan sodium palmitat (sabun)
6. Karung 25 kg
8. Master Karton
9. Isolatip
Besarnya kebutuhan masing-masing bahan baku, bahan tambahan dan
bahan penolong dalam kondisi proses produksi yang berjalan normal disesuaikan
dengan jenis dan banyaknya pesanan.
2.4.2. Uraian Proses Produksi
Uraian proses produksi sabun mandi pada PT. Adimulia Sarimas Industri
Medan dapat dijelaskan sebagai berikut :
1. Proses Saponifikasi (proses penyabunan)
Seluruh bahan baku dicampur dengan natrium hidroksida, H2O, dan NaCl
dalam boiling tank. Yang kemudian diaduk dengan menggunakan mesin mixer
hingga merata, setelah pengadukan dilakukan pemanasan dengan
menggunakan suhu sekitar 850C guna menghilangkan gumpalan. Pada keadaan
ini dicampurkan caustic soda, air, sodium hidrosulfit, dan EDTA untuk diaduk kembali secara merata hingga terbentuk sabun yang masih dalam bentuk Neat Soap.
2. Proses dalam Crutcher
Crutcer diisi dengan neat soap untuk dicampurkan dengan fatty acid atau CNO guna mengurangi kadar soda dalam sabun. Setelah pengadukan neat soap
Dalam proses ini neat soap dari soap feed tank ditransfer ke dalam Vapour Liquid Separator (VLS) melalui dua buah heat exchanger, guna mengurangi kadar air. Neat soap dari proses dryer dipadatkan pada plodder dan kemudian dipotong-potong dengan mesin chiller guna membentuk menjadi soap noodle.
4. Proses dalam Finishing Line
Dalam proses ini soap noodle dicampur dengan aditive, parfum, pewarna, dan anti bakteri (TCC dan Irgasan). Pencampuran bahan-bahan tersebut dilakukan
dalam mixer agar diaduk menjadi adonan, kemudian masuk pada mesin
Rollmill untuk digiling dan dipadatkan pada mesin Plooder. Hasil yang keluar dari mesin Plooder sudah menjadi sabun batangan, yang kemudian akan dipotong pada mesin Cutting lalu dicetak dengan mesin Stamping.
5. Proses dalam Finishing Good
Sabun yang sudah terbentuk yang keluar dari mesin stamping diantar dengan
menggunakan conveyor ke mesin wrapping untuk dikemas/dibungkus dalam plastik
2.4.3 Mesin dan Peralatan
Beberapa jenis mesin yang digunakan dalam proses produksi sabun, yang
dimana prinsip kerja dari setiap mesin masing-masing berbeda dalam sistem kerja
dan hasil dari mesin produksi yang digunakan. Adapun mesin dan peralatan yang
digunakan PT. Adimulia Sarimas Industri dalam kegiatan produksi sabun adalah
1. Mixer
Merk/ Type : Cantoni
Kapasitas : 600 kg/batch
Phase : 3
Cos φ : 0,6
Frekuensi : 50 Hz
Daya : 4 Kw
Tegangan : 380 V
Arus : 16 A
Putaran : 1466 rpm
Jumlah : 3 unit
Fungsi : Mencampur dan mengaduk bahan baku dan bahan tambahan
2. Rollmill/Simplex Plodder
Merk/ Type : Cantoni
Kapasitas : 3000 kg/jam
Phase : 3
Cos φ : 0,6
Frekuensi : 50 Hz
Daya : 4 Kw
Tegangan : 380 V
Putaran : 1470 rpm
Jumlah : 3 unit
Fungsi : Menggiling bahan baku sabun menjadi adonan
3. Soap Press/Duplex Plodder
Merk/ Type : Leroy Somer
Phase : 3
Cos φ : 0,6
Frekuensi : 50 Hz
Daya : 4 Kw
Tegangan : 380 V
Arus : 16 A
Power : 2100 rpm
Jumlah : 3 unit
Fungsi : Mengepress/menekan adonan menjadi batangan
4. Cutter Machine/ Chiller Machine
Merk/ Type : Cantoni
Kapasitas : 120 potong/menit
Phase : 3
Cos φ : 0,6
Frekuensi : 50 Hz
Tegangan : 380 V
Arus : 16 A
Power : 1370 rpm
Jumlah : 3 unit
Fungsi : Memotong batangan sabun sesuai dengan size yang akan di produksi
5. Stamping Machine
Merk/ Type : Leroy Somer
Phase : 3
Cos φ : 0,6
Frekuensi : 50 Hz
Daya : 4 Kw
Tegangan : 380 V
Arus : 16 A
Power : 2100 rpm
Jumlah : 3 unit
Fungsi : Mencetak merk/jenis sabun yang akan di produksi
6.Wrapping Machine
Merk/ Type : Seipee
Phase : 3
Cos φ : 0,6
Frekuensi : 50 Hz
Daya : 4 Kw
Tegangan : 380 V
Arus : 16 A
Power : 1410 rpm
Jumlah : 3 unit
Fungsi : Membungkus/mengemas sabun yang telah dicetak
7. Heat Exchanger
Fungsi : Untuk mengurangi kadar air (H2O)
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan tutup dan alas berbentuk
ellipsoidal.
Bahan Konstruksi : stainless steel 316 Volume : 0,7894 m3
Diameter : 0,7952 m
Tinggi : 1,5904 m
Tekanan : 19,3345 psi
8. Vapour Liquid Separator (VLS)
Fungsi : untuk mengurangi kadar air (H2O)
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan alas berbentuk kerucut
dan tutup berbentuk ellipsoidal.
Bahan Konstruksi : stainless steel 316 Volume : 0,9607 m3
Diameter : 0,7635 m
Tinggi : 2,0996 m
Tekanan : 20,4849 psi
Tebal dinding : 0,20 inchi
9. Vacuum Spray Chamber (VSC)
Fungsi : untuk mengurangi kadar air (H2O)
Jumlah : 1 buah
Spesifikasi :
Bentuk : Silinder tegak dengan alas berbentuk kerucut
dan tutup berbentuk ellipsoidal.
Bahan Konstruksi : stainless steel 316 Volume : 0,9536 m3
Diameter : 0,7616 m
Tinggi : 2,0944 m
Tebal dinding : 0,20 inchi
10. Fractination Unit
Fungsi : Menyaring kotoran atau sampah sebelum masuk ke kolom
11. Drier Heater
Fungsi : Alat pemanas lanjut
12. Drier Coloumn
Fungsi : Coloumn pengering
13. Flush Drum
Fungsi : Tempat air pendingin untuk 1st fractination coloumn.
Disamping itu alat material handling yang digunakan adalah sebagai berikut :
1. Tangki Penampungan Minyak
Fungsi : untuk menyimpan minyak selama 15 hari
Jumlah : 3 unit
Spesifikasi :
Bentuk : Silinder tegak, dasar datar dan terbuka.
Bahan Konstruksi : Stainless steel grade B Volume : 105,733 m3
Diameter : 4,478 m
Tinggi : 6,717 m
Tekanan : 124,6886 psi
2. Pompa
Fungsi : Mengalirkan bahan baku dan bahan tambahan
Tipe : Pompa sentrifugal
Panjang pipa : 84,5435 ft
Daya pompa : 5.5 Hp
Daya motor : 15 Hp
3. Conveyor
Fungsi : Membawa produk yang telah dikemas ke dalam master karton ke
gudang produk jadi
4. Silo
Fungsi : Tempat penyimpanan glyserin sementara
5. Forklift
Fungsi : Memindahkan bahan-bahan yang mempunyai volume besar dan
berat dan bahan lainnya yang baru tiba atau yang akan dipindahkan
dari truck ke gudang bahan baku dan menyusun master karton di gudang produk jadi serta membawa produk ke kontainer
6. Trolley
Fungsi : Memindahkan bahan-bahan yang mempunyai volume tidak terlalu
besar dan berat ke ruang produksi.
7. Boiling Tank
II-28
8. Soap Feed Tank
Fungsi : Tempat penampungan sementara Neat soap yang sudah dicampur dengan fatty acid (CNO).
10. Crutcher Tank
BAB III LANDASAN TEORI
3.I. Penelitian Gerak (Motion Study)
Penelitian gerak (motion study) adalah penentuan secara ilmiah untuk
gerakan-gerakan umum dari tangan dan anggota badan dalam melakukan
pekerjaan serta perencanaan dan pengolahan produk, dalam cara proses-proses
produksi.
Jadi dengan motion study ini diharapkan dapat memberikan keuntungan
pada pabrik umumnya, atau production control khususnya dalam hal:
a Memperbaiki cara kerja dengan menghilangkan hal-hal ataupun
mengelaminasi gerakan-gerakan yang tidak efesien dalam cara-cara
pengerjaan suatu pekerjaan.
b Memperbaiki cara-cara atau metode kerja yang ada dengan menciptakan
situasi baru yang lebih menarik dan lebih mudah, perubahan dalam urutan
maupun preferensi kerja, ataupun alat-alat baru yang lebih baik
untuk menggambarkan secara jelas aliran yang dialami oleh bahan mulai dari
bahan baku sampai menjadi bahan jadi dan penggambaran gerakan yang
dilakukan oleh operator dalm melakukan pekerjaannya maka dibutuhkan beberapa
3.2. Penelitian Waktu (Time Study)
Penelitian waktu didefenisikan sebagai analisa tentang penentuan elemen
kerja beserta urutan-urutannya, serta waktu yang dibutuhkan untuk menyelesaikan
pekerjaan tersebut secara efektif.
Pada umumnya penentuan waktu digunakan untuk tujuan penentuan waktu
standar sebagai dasar perencanaan dan perbaikan metode kerja dan juga untuk
pemberian upah. Kegunaan lainnya adalah untuk penentuan tingkat kapasitas
produksi, menentukan efektifitas mesin, jumlah mesin dan peralatan yang dapat
dilayani oleh seorang pekerja, dan sebagai bahan untuk menentukan jumlah
tenaga kerja yang dibutuhkan dalam suatu proses.
Untuk pelaksanaannya, penelitian waktu dapt dibagi atas tahap-tahap
yaitu:
1. Melaksanakan pengamatan terhadap departemen-departemen dengan
memahami semua gerakan bahan, pekerja dan mesin.
2. Tahap komunikasi, dengan mengadakan pendekatan pada para karyawan
dengan baik, sehingga karyawan dapat bekerja tanpa merasa terganggu.
3. Mengamtai dan mencatat informasi mengenai operasi dan operator dari
objek yang diamati.
4. Menentukan satu siklus kerja dan menguraikannya atas elemen-elemen
kerja.
5. Tahap pengukuran, pengamatan waktu pengerjaan (Selected Time) yang
dibutuhkan pekerja dan penentuan jumlah pengamatan yang dibutuhkan,
6. Tahap penyelesaian, penelaahan hasil waktu yang dilakukan.
7. Menentukan jumlah tenaga kerja yang dibutuhkan sesuai dengan
perhitungan yang dilakukan berdasarkan waktu standar.
3.2.1. Pengukuran Waktu Kerja Secara Langsung
Teknik pengukuran secara langsung adalah teknik pengukuran waktu yang
dilakukan langsung pada pekerjaan yang akan diukur waktu standarnya. Contoh
teknik pengukuran secara langsung adalah Direct Time Study dan Work Sampling.
Direct Time Study adalah teknik pengukuran waktu yang merupakan
pengukuran secara fisik terhadap waktu aktual yang dibutuhkan dalam
menyelesaikan pekerjaan dengan menggunakan “stopwatch” (jam henti). Dimana
pengamat berada ditempat berlangsungnya pekerjaan selama selang waktu
tertentu.
3.2.2. Pengukuran Waktu Kerja Secara Tidak Langsung
Teknik pengukuran waktu kerja secara tidak langsung, menghitung waktu
tanpa harus berada ditempat kerja. Yaitu melalui label-label yang tersedia. Namun
tetap harus mengetahui jalannya pekerjaan melalui elemen-elemen gerakan.
Contoh teknik pengukuran secara tidak langsung adalah data waktu standar dan
data waktu gerakan.
Dengan salah satu cara di atas, waktu penyelesaian suatu pekerjaan yang
dilakukan terhadap beberapa alternatif sistem kerja, yang terbaik adalah yang
membutuhkan waktu penyelesaian tersingkat.
3.3.Waktu Standard (Standard Time)
Salah satu kriteria pengukuran kerja adalah pengukuran waktu (time
study). Pengukuran kerja yang dimaksud adalah pengukuran waktu standard atau
waktu baku. Waktu standard didefenisikan sebagai waktu yang dibutuhkan untuk
menyelesaikan suatu siklus suatu pekerjaan yang dilakukan menurut metode kerja
tertentu pada kecepatan normal dengan mempertimbangkan faktor-faktor
keletihan, kelonggaran untuk kebutuhan pribadi dan lainnya. Waktu standard yang
dicari bukanlah wakty tercepat yang dapat dicapai oleh seorang pekerja, tetapi
waktu kerja yang dilakukan secara wajar. Didalam suatu sistem kerja terbaik.
Yang dimaksud dengan pekerjaan yang dilakukan secara wajar disini adalah
pekerja tetap bekerja sebagaimana biasa walaupun sedang diamati dan pekerja
yang diamati tersebut adalah pekerja normal, bukan pekerja yang terlampau
terampil dan bukan pula yang lamban dan pemalas.
Pengukuran waktu standard dilakukan dengan 2 cara yaitu: cara langsung
dan cara tidak langsung. Pengukuran cara langsung dilakukan secara langsung
ditempat diamana pekerjaan yang bersangkutan dijalankan, terbagi atas Stop
Watch Time Study dan Work Sampling. Pengukuran secara tidak langsung yaitu
dengan melakukan perhitungan waktu tanpa berada ditempat pekerjaan yaitu
melalui elemen-elemen pekerjaan atau elemen-elemen gerakan, terdiri dari data
waktu baku dan data waktu gerakan.
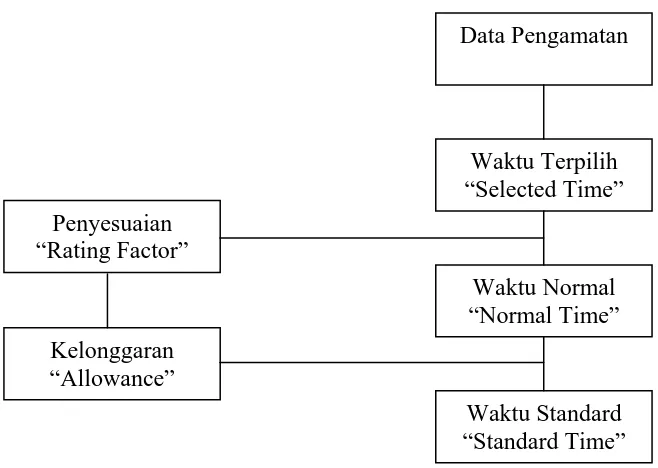
Langkah-langkah untuk menentukan waktu standard dari suatu pekerjaan dapat
dilihat pada Gambar 3.1.
Penyesuaian “Rating Factor”
Data Pengamatan
Waktu Terpilih “Selected Time”
Waktu Normal “Normal Time”
Waktu Standard “Standard Time” Kelonggaran
[image:51.595.146.475.227.461.2]“Allowance”
Gambar 3.1.Langkah – langkah penentuan waktu standar
Berdasarkan skema diatas, maka rumus-rumus yang digunaklan untuk
menentukan waktu standard tersebut adalah:
Waktu Normal (WN) = WT x RF
Waktu Standard (WS) =
ALL WNx
% 100
100
Diamana : WN = Waktu Normal (Normal Time)
RF = Faktor Prestasi Kerja (Rating Factor) dalam %
ALL = Allowance (dalam %)
Berdasarkan informasi yang didapat, ada tiga metode yang digunakan untuk
memperoleh waktu standard yaitu sebagai berikut:
1. Menarik kesimpulan berdasarkan pengalaman masa lalu, metode ini
berdasarkan catatan-catatan atau ingatan dari pengalaman produksi masa
lalu untuk suatu produksi yang sama atau kira-kira sama dapat ditaksir
waktu operasinya.
2. Pengamatan dan pengukuran langsung. Metode ini membutuhkan
pengamatan dan pengukuran langsung pada aktivitas yang sedang
dilaksanakan. Ada dua metode dasar yang berbeda dalam pengamatan
langsung ini. Dalam hal ini penulis hanya menggunakan metode stop
watch time study.
3. Berdasarkan suatu sintesa. Metode ini membutuhkan pengamatan
tabel-tabel, grafik-grafik atau formula khusus yang mungkin untuk
membandingkan dan mensintesakan waktu standard untuk suatu operasi.
Berdasarkan metode ini ada dua metode sintesa yang umum yang
digunakan untuk menentukan waktu standard yaitu sebagai berikut:
a. Standard Data
b. Predetermined Motion Data
Sesuai dengan tujuan praktek ini, maka metode yang dilakukan dalam
menentukan waktu standar adalah metode pengamatan dan pengukuran secara
3.4. Stop Watch Time Study
Stop watch time study merupakan suatu teknik untuk mengukur waktu
yang dibutuhkan oleh seorang pekerja yang terampil dan terlatih dalam suatu
metode yang khusus untuk menyelesaikan suatu kegiatan dalam keadaan normal
dengan menggunakan jam henti (Stop Watch).
Waktu pengukuran setelah ditambah faktor kelonggaran, waktu untuk
keperluan pribadi, keletihan dan kelambatan-kelambatan lainnya disebut waktu
standard untuk kegiatan atau operasi.
Beberapa langkah umum (tahapan) dalam menentukan waktu standard
dengan stop watch time study adalah:
1. Menelaah dan mencatat informasi mengenai operasi dan operator dari
objek yang akan diamati.
Penelaahan dan pencatatan informasi diperlukan untuk mendapatkan
keseragaman dari metode kerja, peralatan, kualitas dan kondisi tempat
kerja sebelum melakukan pengukuran kerja, sehingga segala bentuk yang
tidak efisien dapat dipilih dan dihilangkan. Hal ini berguna untuk
menyusun data standar dikemudian hari. Penelaahan faktor-faktor diatas
memerlukan ketelitian karena studi waktu yang dilakukan haruslah
lengkap dan bernialai.
2. Memecahkan operasi menjadi elemen-elemen kerja dan mencatat
Pemecahan operasi menjadi elemen-elemen yang lebih halus merupakan
bagian yang perlu dan pokok dalam studi waktu dengan alasan-alasan
sebagai berikut:
a. Memberikan kemungkinan untuk membandingkan elemen-elemen
yang sama dalam pekerjaan-pekerjaan yang berbeda.
b. Memberikan kemungkinan untuk memberikan rating secara terpisah
pada fase-fase pekerjaan yang berbeda bila diinginkan.
c. Memberikan kemungkinan lebih lanjut menuju data standar.
d. Elemen-elemen dari studi waktu dapat digunakan untuk memilih
operator-operator baru.
e. Dengan diketahui waktu standard elemen-elemen, maka dapat
dihitung waktu standard total operasi.
f. Untuk mengetahui adanya variasi dalam metode kerja, tidak dapat
dengan mudah ditentukan dengan suatu pengamatan secara
keseluruhan.
g. Untuk mengetahui adanya penyimpangan waktu kerja yang terjadi
pada suatu elemen misalnya waktu yang terlampau sempit yang
diperhitungkan untuk suatu elemen kerja.
3. Mengamati dan mencatat langsung waktu yang dibutuhklan pekerja untuk
Untuk mengukur waktu dengan stop watch ada tiga metode
pelaksanaannya yaitu:
1. Metode Berulang (Stop Back Method)
Pengukuran waktu secara berulang, stop watch dijalankan, pada setiap
akhir elemen kerja stop watch dibaca pada saat itu pula jarumnya
dikembalikan ke nol, dijalankan kembali untuk yang berikutnya.
2. Metode Kontinu (Continous Method)
Pengukuran waktu secara kontinu, stop watch dijalankan pada permul;aan
pengamatan sampai elemen kerja yang terakhir selesai, sehingga dapat
dibaca dan dicatat waktu kumulatif pada setiap akhir dari masing-masing
elemen kerja. Kemudian ditentukan dengan mengurangkan waktu kerja
yang tercatat pada elemen berikutnya.
3. Metode Akumulatif
Pengukuran secara akumulatif memungkinkan cara pembacaan waktu dari
masing-masing elemen dengan dua buah stop watch yang pertama
dijalankan maka stop watch kedua otomatis berhenti dan sebaliknya.
Langkah-langkah penelitian waktu yang ditempuh:
A. Sebelum Pengukuran Waktu 1. Penetapan tujuan pengukuran
untuk mendapatkan waktu kerja yang dibutuhkan, dilakukan beberapa
pengukuran yang dimulai dengan pengukuran pendahuluan sampai diperoleh data
pendahuluan adalah untuk mengetahui berapa kali pengukuran harus dilakukan
untuk tingkat kepercayaan dan tingkat ketelitian yang diinginkan dari hasil
pengukuran tersebut.
Tingkat ketelitian dan kepercayaan ini ditetapkan sesuai dengan tujuan
pengukuran yang dilakukan. Semakin tinggi tingkat ketelitian semakin besar
tingkat kepercayaan, maka akan banyak pegukuran yang akan dilakukan
2. Melakukan penelitian waktu
Dalam penelitian pendahuluan dilakukan pengumpulan dan pencatatan
semua keterangan yang dapat diperoleh mengenai pekerjaan, pekerja dan keadaan
lingkungan yang dapat mempengaruhi pelaksanaan pekerjaan.
Dari hasil pengukuran waktu akan diperoleh waktu yang pantas diberikan kepada
pekerja untuk menyelesaikan suatu pekerjaan. Hal ini dapat terjadi bila kondisi
kerja dalam metode kerja yang ada telah baik.
3. Memilih operator
Operator yang akan diamati harus memenuhi syarat-syarat tertentu, agar
pengukuran dapat berjalan dengan baik dan hasilnya dapat dipertanggung
jawabkan. Dalam penelitian ini operator yang akan diamati diambil secara acak.
4. Menguraikan pekerjaan atas elemen-elemen pekerjaan
Untuk memudahkan pengamatan, pengukuran dan analisa maka
dilakukan pemecahan siklus kerja atau operasi menjadi bagian-bagian yang
terperinci yang dalam hal ini disebut dengan elemen-elemen kerja.
Elemen-elemen ini akan diukur sesuai waktunya masing-masing. Selanjutnya akan
Ada beberapa alasan yang menyebabkan pentingnya pekerjaan atas
elemen-elemen kerja yaitu:
a. Untuk memperjelas catatan tentang cara kerja yang ditetapkan
b. Untuk memudahkan penilaian tingkat prestasi disetiap elemen kerja, karena
ketrampilan bekerjanya operator belum tentu sama untuk semua bagain dari
gerakan-gerakan kerjanya.
c. Untuk memudahkan pengamatan tentang terjadinya suatu elemen yang tidak
baku yang mungkin dapat dilakukan oleh operator.
d. Memungkinkan untuk memisahkan unsur-unsur yang menyebabkan keletihan
lebih dari yang lain dan memberikan kelonggaran mengurangi keletihan yang
lebih cepat.
Sehubungan dengan maksud penguraian pekerjaan atas elemen-elemen
ada beberapa pedoman umum yang perlu diperhatikan yaitu:
a. Elemen-elemen harus mudah dikenal, dengan penetapan awal dan akhir yang
jelas sehingga sekali ditetapkan, maka tiap kali dapat dikenal kembali.
b. Sesuai dengan ketelitian yang diinginkan, uraian pekerjaan menjadi
elemen-elemennya harus terperinci dan sesingkat mungkin, tetapi masih dapat
diamati oleh indra pengukuran dan dapat diambil waktunya dengan stop
watch yang digunakan.
c. Elemen pekerjaan tangan harus dipisahkan dengan elemen pekerjaan mesin
d. Jumlah dari semua elemen harus tepat sama dengan satu siklus pekerjaan
yang bersangkutan.
Setelah langkah-langkah yang disebutkan diatas selesai kemudian masuk
kepada langkah terakhir sebelum melakukan pengukuran (pengambilan waktu)
yaitu menyiapkan alat-alat yang diperlukan.
Peralatan tersebut adalah:
1. Stop Watch
2. Lembaran atau formulir pengamatan
3. Pensil dan alat tulis
4. Papan pengamatan
B. Melakukan Pengukuran Waktu
Pengukuran waktu adalah pekerja mengamati pekerjaan dan mesin serta
mencatat waktu-waktu kerjanya baik setiap unsur ataupun siklus dengan
menggunakan alat-alat yang disediakan diatas.
Untuk mengetahui berapa kali pengukuran dilakukan, diperlukan
beberapa tahap pengukuran pendahuluan seperti:
1. Pengukuran pendahuluan tahap pertama, yang diikuti dengan pengujian
keseragaman data, perhitungan jumlah pengamatan yang diperlukan dan bila
pengamatan belum mencukupi dilanjutkan dengan pengamatan berikutnya.
2. Pengukuran pendahuluan tahap kedua, yang merupakan pengukuran
kelanjutan dari tahap pertama. Kegiatan ini juga akan diikuti dengan
pengujian keseragam data, perhitungan untuk jumlah pengamatan yang
3. Pengukuran tahap kesekian kalinya sampai diperoleh jumlah data yang
dibutuhkan sesuai dengan tingkat kepercayaan dan ketelitian yang ditetapkan
atau yang dikehendaki.
Beberapa rumus yang digunakan untuk tahap yang diatas adalah:
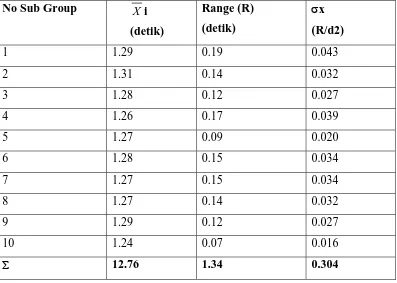
1) Pengujian Keseragaman Data (Peta Kontrol)
Untuk pengujian keseragaman data digunakan peta kontrol atas data yang
diperoleh. Peta kontrol ini terdiri atas 3 bagian yaitu:
a. Garis tengah (control line) yang menyatakan rata-rata hasil
b. Batas kontrol atas (upper control limit)
c. Batas kontrol bawah (lower control limit)
Langkah-langkah untuk melakukan pengujian keseragaman data:
1. Data pengamatan dikelompokkan menjadi k sub grup dimana setiap sub
grup terdiri dari n pengamatan
2. Hitung harga rata-rata dari masing-masing sub grup
Xi X
N
...(1)Dimana:
Xi = Waktu penyelesaian pada pengukuran pendahuluan
N = Jumlah pengamatan yang dilakukan
3. Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan rumus
2 (Xi X)
N 1
...(2)Dimana:
Xi = Waktu penyelesaian hasil pengamatan pada pengukuran
pendahuluan
4. Tentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB) untuk
peta kontrol X dengan tingkat kepercayaan 95% yaitu:
BKA = X A R 2 ...(3.a)
BKB = X A R2 ...(3.b)
Dimana harga A2 diperoleh dari tabel pada lampiran
5. Tetukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB) untuk
peta kontrol R dengan rumus
BKA = D R4 ...(4.a)
BKB = D R3 ...(4.b)
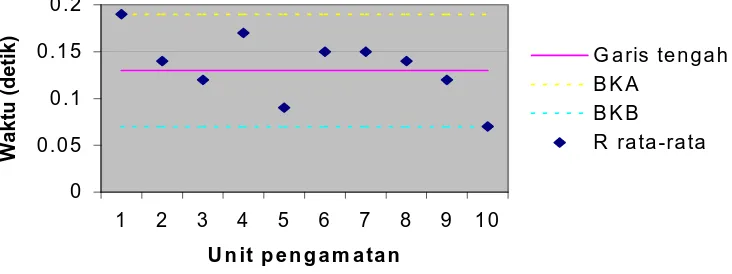
Sebagai contoh peta kontrol untuk menguji keseragaman data dapat dilihat pada
Gambar 3.2.
Batas kontrol atas
Garis sentral
Variab Batas kontrol bawah
Unit pengamatan
Gambar 3.2. Peta Kontrol
Suatu data dikatakan seragam apabila rata-rata data berada didalam batas kontrol
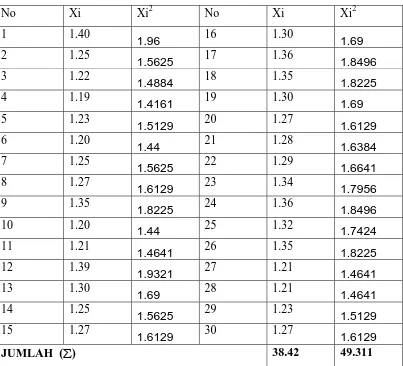
2) Jumlah Pengamatan Yang Dibutuhkan
Untuk menentukan jumlah pengamatan yang dibutuhkan digunakan rumus
berikut ini:
2
2 2
' K
N( Xi ) ( Xi) S N Xi
...(5)Dimana
N’ = Banyak pengamatan yang dibutuhkan
K = Harga distribusi normal standar yang tergantung tingkat
kepercayaan yang ditentukan
S = Precision (Tingkat Kepercayaan)
Untuk tingkat kepercayaan 95% dan ketelitian 5% diperoleh harga k =1,95 = 2
(dari lampiran), maka rumus (4) diatas menjadi:
2 2 2 ' ) ( ) ( 05 , 0 2
X X X N N 2 2 2' 40 ( ) ( )
X X X N N ...(6)sedangkan untuk tingkat kepercayaan 99% dan ketelitian 1% maka diatas
2 2 2 ' ) ( ) ( 01 , 0 2
X X X N N 2 2 2' 20 ( ) ( )
X X X N N ...(7)Apabila N’<N, maka jumlah pengamatan sudah mencukupi
Untuk mengestimasikan jumlah data, ambil data sebanya:
1. 10 kali pengamatan bila pekerjaan yang diamati mempunyai selang waktu
120 detik
2. 5 kali pengamatan bila pekerjaan yang diamati mempunyai selang waktu
120 detik
3) Penentuan Waktu Terpilih
Apabila uji keseragaman data telah terpenuhi serta jumlah pengukuran yang
dibutuhkan pada tingkat kepercayaan dan ketelitian yang
ditentukan, dapat ditetapkan waktu terpilih (Selected Time).
WT =
X NX
...(8)
C. Sesudah Pengukuran Waktu
Untuk mendapatkan waktu standar bagi elemen-elemen pekerjaan yang
1. Penyesuaian atau penentuan Rating Faktor
Selama pengukuran berlangsung pengukur harus mengamati kewajaran
kerja yang ditunjukkan oleh pekerja. Ketidakwajaran dapat saja terjadi bila
pekerja bekerja tanpa kesungguhan dan sangat cepat seolah-olah diburu waktu,
atau karena menjumpai kesulitan-kesulitan seperti kondisi ruangan yang buruk.
Sebab-sebab seperti ini dapat kecepatan kerja yang akan mengakibatkan terlalu
singkat atau terlalu panjang waktu penyelesaian.hal ini jelas tidak diinginkan,
karena waktu standar yang dicari adalah waktu standar yang diperoleh dari
kondisi kerja yang standar yang diselesaikan secara wajar.
Andaikata terjadi ketidakwajaran, maka pengukur harus mengetahui dan
menilai seberapa jauh hal ini terjadi. Jadi pengukur mendapat harga rata-rata atau
elemen yang diketahui diselesaikan dengan kecepatan yang wajar, pengukur harus
menormalkannya dengan melakukan penyesuaian (Rating). Untuk memudahkan
konsep wajar, pengukur dapat mempelajari bagaimana bekerjanya seorang
operator yang dianggap berpengalaman bekerja tanpa usaha-usaha berlebihan
sepanjang hari kerja, mengenai cara kerja yang ditetapkan dan menunjukkan
kesungguhan dalam melaksanakan pekerjaannya.
Prestasi kerja diukur yaitu dengan mengalirkan waktu siklus rata-rata atau
waktu elemen rata-rata dengan suatu harga P yang disebut faktor prestasi kerja.
Besarnya harga P tentunya sedemikian rupa sehingga hasil perkalian yang
diperoleh mencerminkan waktu yang sewajarnya atau normal. Jika pengukur
berpendapat bahwa operator bekerja diatas normal, maka harga P akan lebih besar
harga P akan lebih kecil dari satu. Seandainya pengukur berpendapat bahwa
operator bekerja dengan wajar, maka harga P sama dengan satu.
Ada baberapa jenis sistem rating faktor yang dikenal antara lain:
1. Skill dan Effort Rating
Sistem ini diperkenalkan oleh Charles Bodeaux yang dikenal dengan “ Bodeaux system” pada tahun 1916 tentang pembayaran upah dan pengontrolan tenaga
kerja. Bodeaux System hanya mempertimbangkan terhadap keterampilan (skill)
dan effort (usaha).
2. Syntetic Rating
Merupakan penyesuaian yang berdasarkan penilaian kecepatan kerja
dibandingkan dengan nilai dari waktu gerakan atau dikatakan sebagai metode
evaluasi terhadap kecepatan opertor sebelum dilakukan pengukuran waktu
gerakan. Suatu perbandingan dapat ditentukan antara waktu gerakan yang
sebenarnya dari elemen tersebut. Perbandingan ini disebut indeks performance
atau rating faktor untuk operator yang bekerja pada satu elemen. Rumus yang
digunakan untuk mengukur performance rating faktor adalah
R =
Dimana:
R = Performance rating faktor
P = Waktu gerakan standard yang ditentukan mula-mula
3. Physicological Evaluation of performance level
Cara penyesuaian ini dilakukan dengan mengadakan pengamatan bagaimana
hubungan antara pekerjaan-pekrjaan fisik dengan denyut nadi seorang pekerja.
Pengamatan denyut ini dilakukan pada saat seorang pekerja sedang bekerja, saat
istirahat yaitu pada menit pertama, kedua dan seterusnya sampai pekerja merasa
kondisi badannya telah noramal maka ukuran denyut jantung pada saat itu disebut
normal atau disebut basis denyutan nadi.
4. Persentase
Besarnya faktor prestasi kerja sepenuhnya ditentukan oleh pengukur melalui
pengamatannya selama melakukan pengukuran, si pengukur menentukan harga
prestasi kerja yang menurutnya menghasilkan waktu normal bila harga ini
dikalikan dengan waktu siklus.
5. Westing house system of rating
Cara ini merupakan pengembangan dari Bodeaux system yang penelitiannya
didasarkan atas 4 faktor, yaitu:
a. Keterampilan (skill)
b. Kondisi kerja (condition)
c. Usaha (effort)
Keterampilan (skill) adalah kemampuan untuk mengikuti cara yang ditetapkan.
Usaha (effort) adalah kemauan untuk bekerja yang dipengaruhi oleh kesehatan,
kondisi fisik, mental dan unsur lainnya.
Kondisi (condition) adalah merupakan kondisi fisik lingkungan kerja seperti
pencahayaan, temperatur, dan kebisingan ruangan kerja. Keenam kelas kondisi
lingkungan kerja tersebut adalah Ideal, Excellent, Good, Average, Fair, Poor.
Sedangkan konsistensi (consistency) adalah tingkat keseragaman waktu yang
terjadi antara dua atau lebih elemen kerja yang efektif selama pengukuran kerja.
Keempat faktor yang disebutkan diatas masing-masing diklasifikasikan atas 6
tingkatan dengan kriteri yang berbeda- beda.