TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
EKA RIZKY KURNIAWAN NIM. 050403062
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
segala berkat dan anugerah-Nya sehingga penulis dapat melakukan penelitian dan menyelesaikan Draft Tugas Sarjana ini.
Tugas Sarjana ini berjudul “Perancangan Fasilitas Kerja yang Ergonomis pada Stasiun Pencetakan di UD. Ponimin dan Menggunakan Metode Rasional”. Tugas Sarjana ini merupakan salah satu syarat yang harus dipenuhi untuk mengikuti Sidang Sarjana Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih, semoga Tugas Sarjana ini bermanfaat bagi pembaca.
Medan, Juni 2010
bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih terutama kepada :
1. Bapak Ir. Sugiharto Pujangkoro, MM., selaku Dosen Pembimbing I dan Koordinator Tugas Akhir atas bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
2. Ibu Ir. Rosnani Ginting, MT, selaku Dosen Pembimbing II dan selaku Ketua Departemen Teknik Industri atas bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
3. Ir. H.Nuzuar dan Drg. Hj.Murtiningsih sebagai Orangtua Penulis yang telah mendukung penulis dalam doa dan materil juga tidak hentinya memberikan semangat kepada penulis.
4. Seluruh Keluarga Besar Alm. Johore Madjid dan Alm. Muhidin yang senantiasa mendoakan penulis.
5. Khafyan Siregar dan Teddy Mahel yang telah berjuang bersama-sama melakukan penelitian di UD. Ponimin.
penulis menyelesaikan skripsi ini dan menyemangati penulis.
9. Bang Zuna dan Robert yang telah membantu penulis menyelasikan skripsi ini. 10.Om Andy yang telah membantu penulis memberikan masukan dan saran
untuk skripsi penulis.
11.Bapak Ponimin, selaku pemimpin UD. Ponimin yang telah memberikan kesempatan bagi Penulis untuk melaksanakan Tugas Akhir di tempat usahanya..
12.Seluruh karyawan UD. Ponimin yang telah membantu penulis dalam pengambilan data di lapangan.
Medan, Juni 2010
JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR... xviii
DAFTAR LAMPIRAN ... xxi
ABSTRAK ... xxii
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I – 1 1.2. Rumusan Masalah ... I – 2 1.3. Tujuan Penelitian... I – 3 1.4. Manfaat Penelitian... I – 3 1.5. Batasan Masalah dan Asumsi... I – 4 1.6. Sistematika Penulisan Tugas Akhir... I – 5
II. GAMBARAN UMUM PERUSAHAAN
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II – 2 2.3. Organisasi dan Manajemen ... II – 2 2.3.1. Struktur Organisasi ... II – 2 2.3.2. Uraian Tugas dan Tanggung Jawab ... II – 3 2.3.3. Tenaga Kerja dan Jam Kerja ... II – 4 2.3.3.1. Tenaga Kerja ... II – 4 2.3.3.2. Jam Kerja ... II – 5 2.3.4. Sistem Pengupahan dan Fasilitas ... II – 5 2.4. Proses Produksi ... II – 6 2.4.1. Bahan-Bahan yang Digunakan ... II – 6 2.4.2. Uraian Proses Produksi ... II – 7 2.5. Mesin dan Peralatan Produksi ... II - 11
III. LANDASAN TEORI
3.1. Pengenalan Tahu ... III – 1 3.2. Ergonomi ... III – 1
BAB HALAMAN
3.3. Plibel ... III – 7 3.3.1. Pengertian Plibel ... III – 7 3.3.2. Keuntungan Plibel... III – 8 3.4. Anthropometri ... III – 9
3.4.1. Pengertian Anthropometri... III – 9 3.4.2. Dimensi Anthropometri ... III–10 3.4.3. Pertimbangan Anthropometri dalam Desain ... III – 15 3.4.4. Pengolahan Data Anthropometri... III – 17 3.4.5. Aplikasi Data Anthropometri dalam Perancangan... III – 21 3.5. Perancangan Produk... III – 23 3.5.1. Metode Rasional... III – 23
IV. METODOLOGI PENELITIAN
BAB HALAMAN
4.4. Pengumpulan Data ... IV – 3 4.4.1. Sumber Data... IV – 3 4.4.2. Instrumen Penelitian... IV – 3 4.4.3. Metode Metode Pengambilan Data ... IV – 4 4.5. Prosedur Penelitian... IV – 5 4.6. Pengolahan Data... IV – 8 4.7. Analisis Pemecahan masalah... IV – 14 4.8. Kesimpulan dan Saran... IV – 14
V. PENGUMPULAN DAN PENGOLAHAN DATA
BAB HALAMAN
5.2.2.1. Nilai Rata-Rata, maksimum dan Minimum,
Standar Deviasi ... V – 9 5.2.2.2. Uji Keseragaman Data Anthropometri ... V – 11 5.2.2.3. Uji Kecukupan Data Anthropometri ... V – 13 5.2.2.4. Uji Kenormalan Data Anthropometri... V – 14 5.2.2.5. Penentuan Dimensi fasilitas Kerja yang
akan Dirancang ... V – 19 5.2.3. Penerapan metode rasional ... V – 22
5.2.3.1. Klarifikasi Tujuan ... V – 22 5.2.3.2. Penetapan Fungsi (Establish Function) ... V – 29 5.2.3.3. Menyusun Kebutuhan ... V – 35 5.2.3.4. Penentuan Karakterisitk ... V – 40 5.2.3.5. Pembangkitan Alternatif ... V – 69 5.2.3.6. Evaluasi Alternatif ... V – 73 5.2.3.7. Pengembangan Produk... V – 86
VI. ANALISIS PEMECAHAN MASALAH
BAB HALAMAN
6.4. Hasil Akhir Rancangan Fasilitas Kerja ... VI–14
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan... VII – 1 7.2. Saran ... VII – 2
DAFTAR PUSTAKA
2.1. Pembagian Tenaga Kerja di UD. Ponimin... II – 5 2.2. Jadwal Jam Kerja di UD. Ponimin... II – 5 2.3. Mesin yang digunakan di UD. Ponimn ... II – 11 2.4. Peralatan yang Digunakan di UD. Ponimin ... II – 11 3.1. Dimensi Anthropometri dalam Posisi Duduk ... III – 12 3.2. Dimensi Anthropometri dalam Posisi Berdiri... III – 13 3.3. Dimensi Anthropometri Kaki dan Tangan... III – 15 3.4. Tingkat Kepercayaan ... III – 19 3.5. Tingkat Ketelitian... III – 19 3.6. Langkah Perancangan Produk dengan Metode Rasional ... III – 26 5.1. Rekapitulasi Skor Identifikasi Muscoloskoletal Disorders... V – 1 5.2. Data Dimensi Tubuh Operator ... V – 3 5.3. Rekapitulasi Kuseioner Terbuka Tong Penampung Sari
Buburan Kedelai ... V – 4 5.4. Rekapitulasi Kuseioner Terbuka Ember Pembawa Sari
Buburan Kedelai ... V – 5 5.5. Rekapitulasi Kuseioner Tertutup Tong Penampung Sari
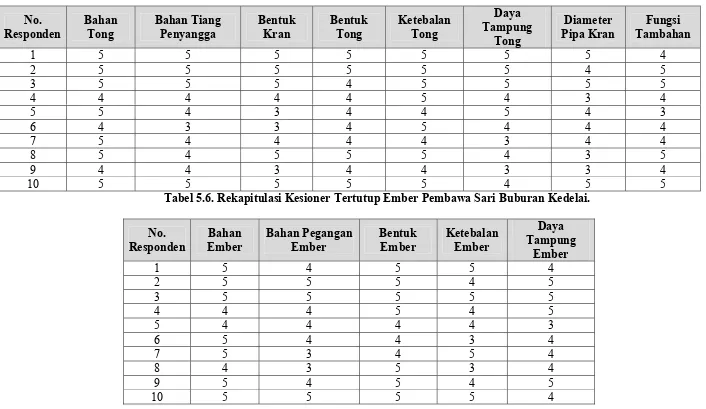
5.6. Rekapitulasi Kuseioner Tertutup Ember Pembawa Sari
Buburan Kedelai ... V – 6 5.7. Rekapitulasi Persentase Identifikasi Muscoloskoletal
Disorders... V – 8 5.8. Perhitungan X,, Xmin dan Xmax... V – 10
5.9. Uji Keseragaman Data Anthropometri ... V – 12 5.10. Uji Kecukupan Data... V – 14 5.11. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Tinggi Pinggang Berdiri... V – 16 5.12. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Tinggi Lutut Berdiri ... V – 17 5.13. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Pangkal ke Tangan ... V – 18 5.14. Hasil Perhitungan Uji Kolmogorof-Smirnov pada Dimensi
Lebar Tangan ... V – 18 5.15. Rekapitulasi Kuesioner Terbuka Tong Penampung Sari
Buburan Kedelai ... V – 36 5.16. Rekapitulasi Kuesioner Terbuka Ember Pembawa Sari
5.18. Spesifikasi Produk Ember Pembawa Sari Buburan Kedelai... V – 40 5.19. Hasil Rekapitulasi Kuesioner Terbuka untuk Atribut Tong ... V – 41 5.20. Hasil Rekapitulasi Kuesioner Terbuka untuk Atribut Ember ... V – 42 5.21. Rekapitulasi untuk Atribut Bahan Tong ... V – 43 5.22. Hasil Perhitungan Uji Validitas untuk Tingkat Kepentingan
Pada Tong Penampung Sari Buburan Kedelai ... V – 45 5.23. Hasil Perhitungan Uji Validitas untuk Tingkat Kepentingan
Pada Ember Pembawa Sari Buburan Kedelai ... V – 45 5.24. Skor Jawaban untuk setiap Item/Pertanyaan Tong ... V – 47 5.25. Pengelompokan Item Berdasarkan No. Item ganjil dan
No. Item Genap ... V – 48 5.26. Skor Jawaban untuk setiap Item/Pertanyaan Ember ... V – 49 5.27. Pengelompokan Item Berdasarkan No. Item ganjil dan
No. Item Genap ... V – 50 5.28. Atribut Tong Penampung Sari Buburan Kedelai ... V – 51 5.29. Atribut Ember Pembawa Sari Buburan Kedelai ... V – 52 5.30. Atribut Tong Penampung Sari Buburan Kedelai Pesaing... V – 52 5.31. Atribut Ember Pembawa Sari Buburan Kedelai Pesaing... V – 52 5.32. Cara Mencapai Fungsi atau Tujuan Tong Penampung
5.33. Morphological Chart Tong Penampung Sari Buburan Kedelai . V – 70 5.34. Cara Mencapai Fungsi atau Tujuan Tong Penampung
Sari Buburan Kedelai ... V – 72 5.35. Morphological Chart Ember Pembawa Sari Buburan Kedelai .. V – 72 5.36. DaftarTujuan Perancangan Tong Penampung Sari Buburan
Kedelai ... V – 74 5.37. DaftarTujuan Perancangan Ember Pembawa Sari Buburan
5.50. Perbandingan Alternatif Rancangan Tong Penampung Sari
Buburan Kedelai ... V – 83 5.51. Perbandingan Alternatif Rancangan Ember Pembawa Sari
Buburan Kedelai ... V – 85 5.52. Daftar Komponen Tong Penampung Sari Buburan Kedelai... V – 86 5.53. Daftar Komponen Ember Pembawa Sari Buburan Kedelai... V – 87 5.54. Biaya Tiap Komponen Tong Penampung Sari Buburan Kedelai V – 88 5.55. Biaya Tiap Komponen Ember Pembawa Sari Buburan Kedelai V – 88 5.56. Biaya Revisi Tiap Komponen Tong Penampung Sari
Buburan Kedelai ... V – 89 5.57. Biaya Revisi Komponen Ember Pembawa Sari Buburan
2.1. Struktur Organisasi UD. Ponimin ... II – 3 2.2. Blok Diagram Proses Pembuatan Tahu ... II – 10 3.1. Dimensi Anthropometri dalam Posisi Duduk ... III – 12 3.2. Dimensi Anthropometri Posisi Berdiri... III – 13 3.3. Dimensi Anthropometri Kaki dan Tangan... III – 14 3.4. Kotak Hitam (Black Box) ... III – 28 3.5. Contoh Rumah Mutu... III – 30 4.1. Blok Diagram prosedur Penelitian ... IV – 7 4.2. Blok Diagram Pengolahan Data Identifikasi Muskuloskoletal
Disorders dengan Plibel... IV –11 4.3. Blok Diagram Pengolahan Data Anthropometri ... IV –13 4.4. Blok Diagram Pengolahan Data Metode Rasional... IV –12 5.1. Grafik Dimensi Tubuh Tinggi Pinggang Berdiri ... V – 12 5.2. Sub Tujuan Kualitas Baik ... V – 24 5.3. Sub Tujuan Efisien Dalam Penggunaan... V – 24 5.4. Sub Tujuan Desain ... V – 25 5.5. Pohon Tujuan Pembuatan Tong Penampung Sari Buburan
5.6. Sub Tujuan Kualitas... V – 27 5.7. Sub Tujuan Desain ... V – 28 5.8. Pohon Tujuan Pembuatan Ember Pembawa Sari Buburan
Kedelai ... V – 28 5.9. Sistem Input Output Tong Penampung Sari Buburan Kedelai ... V – 29 5.10. Fungsi Tong Penampung Sari Buburan Kedelai... V – 30 5.11. Boundary System Tong Penampung Sari Buburan Kedelai... V – 31 5.12. Sistem Input Output Ember Pembawa Sari Buburan Kedelai .... V – 32 5.13. Fungsi Ember Pembawa Sari Buburan Kedelai ... V – 33 5.14. Boundary System Ember Pembawa Sari Buburan Kedelai ... V – 34 5.15. Matriks Perlawanan Atribut Tong dengan Karakteristik Teknik V – 53 5.16. Matriks Perlawanan Atribut Ember dengan Karakteristik
Teknik ... V – 54 5.17. Matriks Hubungan AntaraAtribut Tong dengan Karakteristik
Teknik ... V – 55 5.18. Matriks Hubungan Antara Atribut Ember dengan Karakteristik
5.21. Matriks Hubungan karakterisitk Teknik dengan Tingkat Kesulitan Derajat Kepentingan dan Perkiraan Biaya pada
Produk Tong... V – 65 5.22. Matriks Hubungan karakterisitk Teknik dengan Tingkat
Kesulitan Derajat Kepentingan dan Perkiraan Biaya pada
Produk Ember ... V – 66 5.23. Matriks QFD (Quality Function Deployment) Tong
Penampung Sari Buburan Kedelai ... V – 67 5.24. Matriks QFD (Quality Function Deployment) Ember Pembawa
Sari Buburan Kedelai ... V – 68 5.25. Analisa Bobot Tujuan untuk Alternatif Tong Penampung Sari
Buburan Kedelai ... V – 80 5.26. Analisa Bobot Tujuan untuk Alternatif Ember Pembawa Sari
Buburan Kedelai ... V – 81 5.27. Gantt Chart Tong Penampung Sari Buburan Kedelai ... V – 84 5.28. Gantt Chart Ember Pembawa Sari Buburan Kedelai ... V – 86 5.29. Fungsi Tong Penampung Sari Buburan Kedelai... V – 87 5.30. Fungsi Ember Pembawa Sari Buburan Kedelai ... V – 87 6.1. QFD (Quality Function Deployment) Tong Penampung Sari
6.2. QFD (Quality Function Deployment) Ember Pembawa Sari
6.19. Tampilan Tiga Dimensi Tong Penampung Sari Buburan
Kedelai ... VI –21 6.20. Tampilan Tiga Dimensi Ember Pembawa Sari Buburan
1.1. Latar Belakang
Disaat seseorang bekerja, ada faktor yang mempengaruhi keberhasilan kerja. Setiap orang biasanya memiliki faktor dari dirinya yang membuatnya punya kemampuan yang berbeda saat bekerja dan memilki tuntutan serta harapan terhadap pekerjaannya. Begitu juga dengan pekerjaan memiliki ciri-ciri sendiri yang melahirkan tuntutan sendiri terhadap pekerja. Karena faktor-faktor diri dari pekerja kebanyakan tidak dapat diubah maka agar suatu pekerjaan dapat dijalankan dengan baik haruslah diupayakan kecocokan antara pekerja dengan pekerjaannya. Agar dapat diupayakan kecocokan antara pekerja dengan pekerjaannya maka dilakukan pendekatan yang berpusat pada manusia (human centered design).
Pada pendekatan human centered design, unsur-unsur lain dari pekerjaanlah yang menyesuaikan pada unsur manusianya, seperti rancangan yang menyesuaikan dengan dimensi tubuh operator.
visual, kegiatan yang dilakukan operator ini memiliki resiko keluhan muskuloskeletal.
Oleh karena itu diperlukan identifikasi resiko keluhan muskuloskeletal sehingga dapat diketahui dan dibuktikan bagian tubuh mana yang memiliki resiko keluhan muskuloskeletal. Setelah dilakukan identifikasi keluhan muskuloskeletal kemudian dilakukan pengukuran dimensi anthropometri operator sehingga dapat dilakukan perancangan fasilitas kerja baru yang ergonomis.
Agar fasilitas kerja yang dirancang dapat diterima konsumen, maka dalam merancang fasilitas kerja peneliti perlu memperhatikan keinginan konsumen. Maka digunakanlah metode rasional agar diperoleh alternatif terbaik yang diinginkan konsumen
Rancangan akhir fasilitas kerja harus sesuai dengan keinginan konsumen dan dimensi anthropometri tubuh operator yang menggunakannya sehingga fasilitas kerja yang dirancang ergonomis.
1.2. Rumusan Permasalahan
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah merancang fasilitas kerja yang ergonomis dan sesuai dengan keinginan pemakainya.
Tujuan khusus dari penelitian ini adalah :
1. Mengetahui bagian tubuh mana yang dirasakan sakit oleh operator yang bekerja pada penuangan sari buburan kedelai ke cetakan.
2. Mendapatkan bentuk, ukuran, serta dimensi fasilitas kerja yang sesuai dengan dimensi antropometri pengguna fasilitas kerja.
3. Mengetahui keinginan konsumen dari fasilitas kerja yang dirancang. 4. Merancang fasilitas kerja.
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah sebagai berkut:
1. Bagi peneliti, menjadi sarana untuk menerapkan dan mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan melatih kemampuan peneliti dalam melakukan identifikasi masalah, analisis masalah, serta membuat solusi dari permasalahan tersebut sekaligus dapat menambah pengalaman.
2. Bagi perusahaan, memperoleh rancangan fasilitas kerja yang ergonomis dan sesuai dengan keinginan pekerjanya.
1.5. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Penelitian dilakukan di UD. Ponimin yang berlokasi di di jalan Bilal no 29 A, kelurahan Sari Rejo kecamatan Medan Polonia.
2. Penelitian dilakukan pada proses penuangan sari buburan kedelai di stasiun pencetakan.
3. Waktu yang dibutuhkan dalam penelitian ini adalah ± 1 minggu, yaitu pada bulan Januari 2010.
4. Identifikasi musculoskeletal disorders menggunakan metode PLIBEL.
5. Data anthropometri yang digunakan adalah data dimensi tubuh operator yang akan memakai fasilitas kerja yang dirancang di UD. Ponimin.
6. Atribut dari fasilitas kerja yang akan dirancang merupakan keinginan dari operator pemakainya.
7. Metode perancangan fasilitas kerja yang digunakan adalah metode perancangan rasional.
Asumsi yang digunakan dalam penelitian ini adalah :
1. Pekerja yang diamati bekerja dalam kondisi mormal, artinya pekerja berada dalam kondisi stamina yang baik, tidak berada dalam tekanan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut:
BAB I PENDAHULUAN
Menjelaskan latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Memaparkan teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Memberikan langkah-langkah dan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data primer dan sekunder yang diperoleh dari penelitian serta melakukan pengolahan data untuk mendapatkan hasil akhir penelitian
BAB VI ANALISIS PEMECAHAN MASALAH
BAB VII KESIMPULAN DAN SARAN
2.1. Sejarah Perusahaan
UD. Ponimin ini adalah usaha milik Bapak Ponimin, sebelum mendirikan usaha ini pak Ponimin bekerja sebagi penjual tahu. Setelah bertahun-tahun menjadi penjual tahu, ada keinginan dari dirinya untuk mendirikan usaha pembuatan tahu yang dikelola dan dimilikinya sendiri..
2.2. Ruang Lingkup Bidang Usaha
UD. Ponimin adalah salah satu usaha yang bergerak dalam bidang pembuatan tahu di kota Medan ini. Tahu yang diproduksi di UD Ponimin ini adalah jenis tahu putih. Untuk menjamin ketersediaan bahan baku kedelai yang sangat penting untuk proses produksi tahu, UD Ponimin ini bekerja sama dengan UD. Alam Semseta sebagai pemasok kedelai untuk UD. Ponimin.
.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi
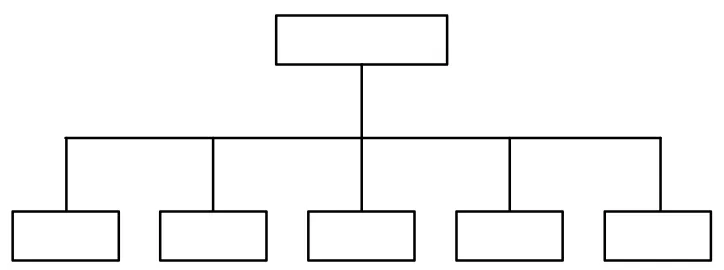
Didalam suatu organisasi termasuk perusahaan memiliki struktur organisasi. Struktur organisasi merupakan gambaran skematis tentang hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang menggerakkan organisasi untuk mencapai tujuan. Struktur ditentukan atau dipengaruhi oleh badan usaha, jenis usaha, besarnya usaha dan sistem produksi perusahaan tersebut.
Pada Gambar 2.1. dapat dilihat mengenai struktur organisasi di UD. Ponimin.
Gambar 2.1. Struktur Organisasi UD. Ponimin
2.3.2. Uraian Tugas dan Tanggung Jawab
a. Pimpinan Perusahaan
Pimpinan di UD. Ponimin adalah pemilik usaha tersebut yang merupakan pimpinan tertinggi dalam perusahaan yang diberikan wewenang atau kekuasaan melakukan tindakan untuk dan atas perusahaan.
Tugas :
- Memimpin dan pemegang tanggung jawab tertinggi dalam perusahaan. - Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian
seluruh kegiatan perusahaan.
- Memberi tugas, membayar upah atau gaji. Tanggung jawab :
- Memperhatikan, memelihara dan mengawasi kelancaran administrasi, pengamanan dan kelancaran produksi agar berhasil.
- Mengatur pembelian bahan-bahan produksi dan penjualan produk. b. Pekerja
Tugas :
- Menjalankan perintah pimpinan didalam proses pembuatan tahu Tanggung jawab :
- Melaksanakan pengerjaan pembuatan tahu mulai dari bahan baku sampai menjadi produk jadi.
2.3.3. Tenaga Kerja dan Jam Kerja
2.3.3.1. Tenaga Kerja
UD. Ponimin memiliki tenaga kerja yang semuanya berjenis kelamin laki-laki dan semuanya adalah pekerja harian. Pekerja-pekerja tersebut ditempatkan sesuai dengan kebutuhan perusahaan. Pada Tabel 2.1. menjelaskan pembagian kerja di UD. Ponimin
Tabel 2.1. Pembagian Tenaga Kerja di UD. Ponimin
Pekerja Stasiun Jenis Kelamin Jumlah
Perendaman dan Penggilingan Laki-laki 2
Perebusan Laki-laki 2
Penyaringan dan Pencetakan Laki-laki 5 Harian
Pemotongan Laki-laki 1
2.3.3.2. Jam Kerja
Jam kerja yang berlaku di UD. Ponimin hanya satu shift kerja untuk menjalankan pekerjaannya. Untuk menjaga ketertiban dan kedisplinan kerja setiap perusahaan memuat peraturan kerja yang harus dipatuhi oleh setiap pekerja. Pada Tabel 2.2. menjelaskan jadwal kerja di UD. Ponimin.
Tabel 2.2. Jadwal Jam Kerja di UD. Ponimin
Pekerja Hari Jam Keterangan
08.00-12.00 WIB Bekerja 12.00-13.00 WIB Istirahat Harian Senin – Sabtu
13.00-17.00 WIB Bekerja
2.3.4. Sistem Pengupahan
Upah didefinisikan sebagai suatu penerimaan sebagai sebuah imbalan dari pemberian kerja kepada penerima kerja untuk pekerjaan atas jasa yang telah dan akan dilakukan. Upah berfungsi sebagai jaminan kelangsungan kehidupan yang layak bagi kemanusiaan dan produksi dinyatakan atau dinilai dalam bentuk uang yang akan ditetapkan menurut suatu persetujuan.
Sistem pengupahan di UD. Ponimin yaitu : 1. Sistem Mingguan
Sistem pengupahan mingguan digunakan di UD. Ponimin untuk semua pekerja. Semua pekerja upahnya dibayrkan setiap minggunya yaitu pada hari Sabtu.
2.4. Proses Produksi
Proses produksi dapat diartikan sebagai cara, metode dan teknik yang digunakan untuk menciptakan atau menambah kegunaan suatu barang/jasa dengan menggunakan sumber-sumber yang ada seperti tenaga kerja, mesin, bahan-bahan serta dana.
2.4.1. Bahan-Bahan yang Digunakan
Bahan-bahan yang digunakan pada proses produksi pembuatan tahu pada UD. Ponimin ini dapat dikelompokkan atas dua, yaitu bahan baku, dan bahan penolong.
1). Bahan Baku
Bahan baku adalah bahan yang memiliki persentase terbesar dalam produk akhir. Bahan baku yang digunakan dalam pembuatan tahu yaitu kacang kedelai. 2). Bahan Penolong
1. Air
Air dipakai untuk proses perendaman kedelai, penggilingan kedelai, dan perebusan buburan kedelai.
2. Cuka (CH3COOH)
Cuka digunakan sebagai bahan untuk menggumpalkan protein pada proses pembuatan tahu.
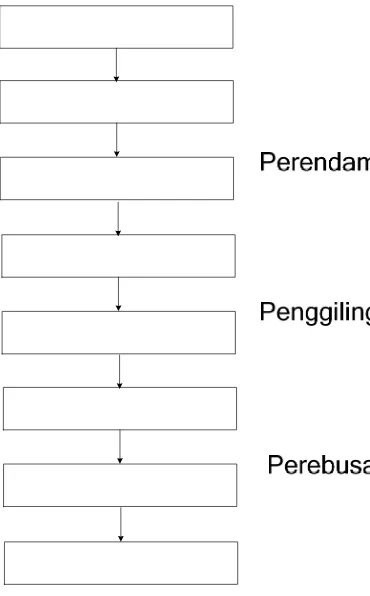
2.4.2. Uraian Proses Produksi
Uraian proses produksi pembuatan tahu di UD. Ponimin adalah sebagai berikut :
1. Perendaman Kacang Kedelai
Langkah awal yang dilakukan didalam pembuatan tahu adalah perendaman kacang kedelai. Untuk sekali proses produksi dibutuhkan kacang kedelai sebanyak 13 kg. Kacang kedelai yang berjumlah 13 kg tersebut kemudian direndam dengan air didalam ember selama 3 jam. Tujuan perendaman adalah melunakkan kedelai agar mudah digiling di mesin giling.
2. Penggilingan Kacang Kedelai
Setelah kacang kedelai direndam didalam ember selama 3 jam, kemudian kacang kedelai dibawa ke mesin penggilingan untuk digiling di mesin giling. Kemudian kacang kedelai dimasukkan ke mesin giling untuk digiling di mesin giling sampai menjadi buburan kedelai dengan bantuan air bersih.
Hasil penggilingan di mesin giling disebut dengan buburan kedelai. Buburan kedelai ini dibawa ke stasiun perebusan untuk direbus. Proses perebusan dilakukan dilakukan didalam kuali dengan bantuan uap dari steam yang bertujuan untuk mendidihkan buburan kedelai yang masih mentah agar menjadi masak. Perebusan ini juga dibantu dengan air agar busa yang dihasilkan pada proses perebusan tidak meluap keluar namun turun kembali.
4. Penyaringan Buburan Kedelai
Buburan kedelai yang sudah direbus kemudian disaring untuk memisahkan ampas kedelai dengan sari kedelai. Penyaringan di lakukan dengan menggunakan saringan gantung yang terbuat dari kain kasa yang digerakkan menggunakan tangan manusia. Hasil saringan inilah yang disebut sari buburan kedelai. Kemudian sari hasil penyaringan kedelai tersebut langsung ditampung di wadah penampung yang berada dibawah alat penyaringan kedelai.
5. Penggumpalan Protein Sari Buburan Kedelai
Sari buburan kedelai yang ditampung diwadah penampung kemudian dicampur cuka (CH3COOH) agar sari kedelai yang semula berbentuk putih akan
pecah dan didalamnya terbentuk butiran-butiran protein yang akhirnya akan bergabung membentuk gumpalan. Jika sudah terjadi gumpalan, maka sari buburan kedelai ini sudah dapat menjadi bakal tahu.
5. Pencetakan Sari Buburan Kedelai
diperlukan kecepatan operator untuk memindahkan sari buburan kedelai dari wadah penampung ke cetakan tahu yang tersedia. Sari kedelai dituangkan keatas cetakan tahu yang telah dilapisi kain saring sampai penuh. Kemudian pemberat diletakkan diatas penutup cetakan tahu. Setelah itu sari buburan kedelai ditunggu selama 10-15 menit.
6. Pemotongan Tahu
Setelah tahu yang dicetak itu menjadi keras, kemudian tutup cetakan tahu bagian atas dibuka. Setelah itu cetakan dilepas dan tahu yang sudah jadi tersebut dipotong-potong dengan ukuran 4 x 4 cm. Setelah dipotong- potong tahu tersebut dipindahkan kedalam ember yang tersedia dan siap untuk dipasarkan.
2.5. Mesin dan Peralatan
Mesin adalah alat-alat produksi yang digunakan untuk mengubah/mengolah bahan baku menjadi barang setengah jadi atau mengubahnya menjadi produk jadi (hasil akhir).
Dalam mengolah kedelai sampai menjadi tahu, perusahaan menggunakan mesin-mesin utnuk mendukung proses produksi. Pada Tabel 2.3. dapat dilihat mesin-mesin yang digunakan di UD. Ponimin.
Tabel 2.3. Mesin yang Digunakan pada UD Ponimin
No Nama Mesin Jumlah Fungsi
1. Mesin Penggiling Kedelai 1 unit Untuk menggiling kedelai menjadi buburan kedelai
2. Blower 2 unit
Meniupkan udara agar api yang membakar steam menjadi besar pada saat perebusan air menjadi uap
3. Genset 1 unit Sebagai sumber tenaga listrik di saat listrik PLN padam
Sedangkan peralatan adalah alat-alat yang digunakan untuk membantu proses produksi. Pada Tabel 2.4. dapat dilihat peraltan yang dgunakan untuk pembuatan tahu di UD. Ponimin.
Tabel 2.4. Peralatan yang Digunakan pada UD Ponimin
No Nama Peralatan Jumlah Fungsi
1. Kuali besar 2 unit Sebagai tempat meletakkan buuran kedelai saat perebusan
2. Saringan gantung 2 unit Memisahkan ampas kedelai dengan sari buburan kedelai
3. Tong Penampung sari
buburan kedelai 2 unit
Menampung sari buburan kedelai yang selesai disaring
4. Steam 1 unit Tempat perebusan air agar menjadi uap
5. Timbangan 1 unit Menimbang bahan-bahan yang masuk ke gudang
Tabel 2.4. Peralatan yang Digunakan pada UD Ponimin (Lanjutan)
No Nama Peralatan Jumlah Fungsi
7. Sendok pengaduk kayu 4 unit Mengaduk buburan kedelai
8. Ember besar 6 unit Untuk menampung kedelai yang direndam
9. Ember kecil 10 unit Utuk tempat tahu yang sudah dipotong sesuai ukuran
10. Gayung kayu 3 unit Memindahkan buburan kedelai dari tempat perebusan ke saringan gantung 11. Kuali kecil 3 unit Memindahkan sari buburan kedelai
3.1. Pengenalan Tahu
Tahu merupakan salah satu jenis makanan yang dibuat dari kedelai dengan jalan memekatkan protein kedelai dan mencetaknya melalui proses pengendapan protein pada titik isoelektrisnya, dengan atau penambahan unsur-unsur lain yang diizinkan
Tahu diproduksi dengan memanfaatkan sifat protein yaitu akan menggumpal jika bereaksi dengan asam. Penggumpalan protein oleh asam cuka akan berlangsung cepat dan serentak diseluruh bagian sari kedelai sehingga sebagian besar air yang semula tercampur dalam sari kedelai akan terperangkap didalamnya.
Tahu adalah jenis makanan yang mengandung protein yang tinggi, karena tahu dibuat dari bahan baku kedelai. Hasil rapat kerja pangan yang diselenggarakan antara LIPI dan NAS (Nastional Academy of Sciences) menetapkan kedelai memiliki kadar protein yang relatif lebih tingi (40 %) bila dibandingkan dengan protein nabati hasil pertanian lainnya.
3.2. Ergonomi
3.2.1. Pendahuluan
manusia untuk merancang sistem kerja sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik yaitu mencapai tujuan yang diinginkan melalui pekerjaan itu dengan efektif, aman, nyaman, sehat dan efisien4.
Ergonomi dapat didefinisikan melalui pendekatan yang lebih komprehensif dan membaginya atas tiga pokok pendekatan yang dijelaskan sebagai berikut :
1. Fokus utama, yaitu mempertimbangkan manusia dalam perancangan benda, prosedur kerja dan lingkungan kerja. Fokus dari ergonomi adalah manusia dan interaksinya dengan produk, peralatan, fasilitas, prosedur, dan lingkungan dari pekerjaan sehari-hari. Penekanannya terdapat pada faktor manusia, tidak seperti dalam ilmu-ilmu teknik yang lebih menekankan pada pertimbangan faktor-faktor teknis.
2. Ergonomi mempunyai 2 tujuan utama, yaitu meningkatkan efektivitas dan efisiensi dari pekerjaan dan aktivitas-aktivitas yang lain serta meningkatkan nilai-nilai tertentu yang diinginkan dari pekerjaan tersebut, termasuk memperbaiki keamanan, mengurangi kelelahan dan stress, meningkatkan kenyamanan, penerimaan pengguna yang lebih besar, meningkatkan kepuasan kerja dan memperbaiki kualitas hidup.
3. Pendekatan utama, yaitu aplikasi sistematik dari informasi yang relevan tentang kemampuan, keterbatasan, karakteristik, motivasi manusia, perilaku manusia terhadap desain produk dan prosedur yang digunakan serta lingkungan tempat menggunakannya.
4
Pada ilmu ergonomi, manusia dipandang sebagai adalah satu komponen sentral dalam suatu sistem kerja, disamping komponen-komponen bahan, mesin, dan peralatan kerja serta lingkungan kerjanya. Dengan demikian manusia berperan sebagai perencana, perancang, sekaligus sebagai pengendali sistem kerja tersebut.
Inti dari ergonomi adalah suatu prinsip fitting the task to the man, yang artinya adalah pekerjaan harus disesuaikan dengan kemampuan dan keterbatasan yang dimiliki oleh manusia. Hal ini berarti dalam merancang suatu jenis pekerjaan, perlu diperhitungkan faktor-faktor yang menjadi kelebihan dan keterbatasan manusia sebagai pelaku kerja.
3.2.2. Bidang Kajian Ergonomi
Pada penerapan ergonomi, diperlukan informasi yang lengkap mengenai kemampuan manusia dengan segala keterbatasannya. Salah satu usaha untuk mendapatkan informasi tersebut adalah dengan melakukan penyelidikan-penyelidikan. Berkaitan dengan bidang penyelidikan yang dilakukan, ergonomi dikelompokkan atas 4 bidang penyelidikan, yaitu :
1. Penyelidikan tentang tampilan (display)
bentuk dinamis yang menggambarkan perubahan menurut waktu sesuai dengan variabelnya, misalnya speedometer.
2. Penyelidikan tentang kekuatan fisik manusia
Penyelidikan tentang kekuatan fisik manusia dilakukan ketika manusia mulai melakukan aktivitas kerja dan kemudian dipelajari cara mengukur aktivitas-aktivitas tersebut. Penyelidikan ini juga mempelajari perancangan objek serta peralatan yang sesuai dengan kemampuan fisik manusia pada saat melakukan aktivitasnya.
3. Penyelidikan tentang ukuran tempat kerja
Penyelidikan tentang ukuran tempat kerja bertujuan untuk mendapatkan rancangan tempat kerja yang sesuai dengan ukuran (dimensi) tubuh manusia, agar diperoleh tempat kerja yang baik yang sesuai dengan kemampuan dan keterbatasan manusia.
4. Penyelidikan tentang lingkungan kerja
Penyelidikan tentang lingkungan kerja meliputi kondisi fisik tempat kerja dan fasilitas kerja, seperti pengaturan cahaya, kebisingan, temperatur, getaran, dan lain-lain yang dianggap dapat mempengaruhi tingkah laku manusia.
3.2.3. Keluhan Muskuloskeletal 5
Keluhan muskuloskeletal adalah keluhan pada otot skeletal yang dirasakan oleh seseorang mulai dari keluhan yang sangat ringan sampai pada yang sangat
5
sakit. Apabila otot menerima beban statis secara berulang dan dalam waktu yang lama, maka dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen, dan tendon. Keluhan hingga kerusakan ini disebut juga musculoskeletal disorders
(MSDs) atau cedera pada sistem muskuloskeletal. Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu :
1. Keluhan sementara (Reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, keluhan tersebut segera hilang apabila pembebanan dihentikan.
2. Keluhan menetap (Persistent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih berlanjut.
Keluhan muskuloskeletal dapat terjadi oleh beberapa penyebab, diantaranya adalah :
1. Peregangan otot yang berlebihan.
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh pekerja yang aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, mendorong, menarik, dan menahan beban yang berat.
2. Aktivitas berulang
3. Sikap kerja tidak alamiah.
Posisi bagian tubuh yang bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat, punggung terlalu membungkuk, kepala terangkat, dan sebagainya dapat menyebabkan keluhan pada otot skeletal. 4. Faktor penyebab skunder.
Faktor skunder yang juga berpengaruh terhadap keluhan muskuloskeletal adalah tekanan, getaran dan mikroklimat.
5. Penyebab kombinasi
Resiko terjadinya keluhan otot skeletal akan semakin meningkat apabila dalam melakukan tugasnya pekerja dihadapkan pada beberapa faktor resiko dalam waktu yang bersamaan, misalnya pekerja harus melakukan aktivitas mengangkat beban di bawah tekanan panas matahari.
Langkah-langkah untuk mengatasi keluhan muskuloskeletal sebagai berikut:
1. Rekayasa Teknik
Rekayasa teknik dilakukan melalui pemilihan beberapa alternatif sebagai berikut :
- Eliminasi, yaitu menghilangkan sumber bahaya yang ada. Hal ini jarang dapat dilakukan mengingat kondisi dan tuntutan pekerjaan yang mengharuskan menggunakan peralatan yang ada.
- Partisi, yaitu melakukan pemisahan antara sumber bahaya dengan pekerja, contonya memisahkan ruang mesin yang bergetar dengan ruang kerja lainnya.
- Ventilasi, yaitu dengan menambah ventilasi untuk mengurangi resiko sakit, misalnya akibat suhu udara yang terlalu panas.
2. Rekayasa Manajemen
Rekayasa manajemen dapat dilakukan melalui tindakan sebagai berikut : - Pendidikan dan pelatihan
Melalui pendidikan dan pelatihan, pekerja menjadi lebih memahami lingkungan dan alat kerja sehingga diharapkan lebih inovatif dalam upaya pencegahan resiko sakit akibat kerja.
- Pengaturan waktu kerja istirahat yang seimbang
Menyesuaikan kondisi lingkungan kerja dan karakteristik pekerjaan sehingga dapat mencegah paparan yang berlebihan terhadap sumber bahaya.
- Pengawasan yang intensif
Melalui pengawasan yang intensif dapat dilakukan pencegahan secara lebih dini terhadap kemungkinan terjadinya resiko sakit akibat kerja.
3.3. Plibel
3.3.1. Pengertian Plibel
Salah satu metode untuk mengidentifikasi faktor-faktor ketegangan
yang dirancang untuk memenuhi kebutuhan-kebutuhan seperti itu. Plibel sudah digunakan di dalam beberapa penelitian ergonomi dan sebagai suatu alat di bidang pendidikan6
Plibel merupakan suatu alat checklist yang sederhana untuk memeriksa penyebab utama resiko musculoskeletal serta hubungannya dengan penilaian tempat kerja. Aspek waktu, lingkungan dan organisasi juga turut menjadi pertimbangan dalam metode ini sebagai faktor-faktor pengubah.
Checklist tersebut dirancang agar setiap item yang biasanya diperiksa pada suatu penilaian tempat kerja terhadap resiko ergonomi yang akan tercatat dan dihubungkan dengan lima bagian tubuh. Hanya karakteristik pekerjaan tertentu yang digambarkan dan didokumentasikan seperti resiko ergonomi pada jurnal dan buku teks yang terdaftar. Jika terdapat suatu pertanyaan yang tidak relevan terhadap suatu daerah tubuh tertentu, dan/atau jika dokumentasi yang ada tidak ditemukan di dalam literatur, hal tersebut ditunjukkan pada bidang abu-abu dalam daftar dan tidak perlu dijawab.
3.3.2. Keuntungan Plibel
Metode Plibel adalah suatu metode penilaian yang umum dan tidak dimaksudkan untuk pekerjaan tertentu. Plibel mengamati bagian tubuh maupun keseluruhan dari tubuh dan meringkas identifikasi resiko ergonomi yang terjadi dalam beberapa kalimat.
6
Plibel adalah suatu metode investigasi awal untuk peninjau tempat kerja dalam mengidentifikasi resiko ergonomi, dan dapat juga dilampirkan dengan pengukuran yang lain seperti beban dan waktu atau pengamatan dari penelitian yang lain.
3.4. Anthropometri
3.4.1. Pengertian Anthropometri
Istilah Anthropometri berasal dari kata “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Dengan demikian anthropometri memiliki arti telaah tentang ukuran tubuh manusia dan mengupayakan evaluasi untuk melaksanakan kegiatannya dengan mudah dan gerakan-gerakan yang sederhana. Anthropometri
adalah satu kumpulan data numerik yang berubungan dengan karakteristik fisik ukuran tubuh manusia dan bentuk serta penerapan dari data tersebut untuk penanganan masalah desain7.
Data anthropometri berguna untuk perancangan berbagai peralatan agar dapat digunakan secara optimal dan pemakai dapat bekerja dengan aman dan nyaman. Meskipun demikian, dalam proses pengukuran tersebut akan ditemui berbagai kesulitan, misalnya karena adanya variasi dalam pengukuran oleh beberapa faktor antara lain:
7
1. Umur
Pada umumnya dimensi tubuh meningkat mulai dari lahir sampai sekitar usia duapuluhan. Manusia akan mulai menyusut ketinggiannya (shrink) sekitar usia empat puluh tahun.
2. Jenis kelamin
Dimensi tubuh antara pria dan wanita memiliki perbedaan-perbedaan. Pada umumnya pria memiliki dimensi tubuh yang lebih besar daripada wanita, kecuali pada bagian pinggul dan paha.
3. Posisi tubuh
Sikap (posture) akan berpengaruh terhadap ukuran tubuh. Oleh karena itu dalam suatu penelitian harus dipakai posisi standar.
4. Cara berpakaian
Pakaian menambah ukuran tubuh sehingga dalam merancang area kerja harus disesuaikan dengan pakaian yang digunakan.
5. Suku/bangsa (ethnic)
Setiap suku, bangsa, ataupun ethnic mempunyai karakteristik fisik yang akan berbeda satu dengan yang lainnya.
Beberapa faktor lain yang mempengaruhi variabilitas ukuran tubuh manusia seperti :
1. Cacat tubuh, dimana data anthropometri disini akan diperlukan untuk perancangan produk bagi orang-orang cacat (kursi roda, alat bantu jalan, dll). 2. Tebal/tipisnya pakaian yang harus dikenakan, dimana faktor lingkungan yang
berbeda akan memberikan variasi yang berbeda-beda pula dalam bentuk rancangan dan spesifikasi pakaian.
3. Kehamilan (pregnancy), dimana dalam kondisi semacam ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus perempuan).
Ada dua cara melakukan pengukuran yaitu anthropometri statis dan anthropometri dinamis. Anthropometri statis sehubungan dengan pengukuran keadaan dan ciri-ciri fisik manusia dalam keadaan diam atau dalam posisi yang dibakukan. Sedangkan anthropometri dinamis sehubungan dengan pengukuran keadaan dan ciri-ciri fisik manusia dalam keadaan bergerak atau memperhatikan gerakan-gerakan yang mungkin terjadi saat pekerja tersebut melaksanakan kegiatannya.
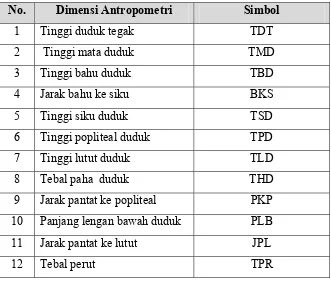
3.4.2. Dimensi Anthropometri
Gambar 3.1. Dimensi Anthropometri dalam Posisi Duduk
[image:53.595.147.478.467.748.2]Tabel 3.1. menjelaskan keterangan Gambar 3.7. yang menggambarkan mengenai dimensi anthropometri dalam posisi duduk
Tabel 3.1. Dimensi Anthropometri dalam Posisi Duduk
No. Dimensi Antropometri Simbol
1 Tinggi duduk tegak TDT
2 Tinggi mata duduk TMD
3 Tinggi bahu duduk TBD
4 Jarak bahu ke siku BKS
5 Tinggi siku duduk TSD
6 Tinggi popliteal duduk TPD
7 Tinggi lutut duduk TLD
8 Tebal paha duduk THD
9 Jarak pantat ke popliteal PKP 10 Panjang lengan bawah duduk PLB 11 Jarak pantat ke lutut JPL
Tabel 3.1. Dimensi Anthropometri dalam Posisi Duduk (Lanjutan)
No. Dimensi Antropometri Simbol
13 Keliling pantat duduk KLP 14 Lebar siku ke siku duduk SKS
15 Lebar bahu duduk LBD
Pada Gambar 3.2. dapat dilihat pengukuran dimensi tubuh manusia dalam posisi berdiri.
Gambar 3.2. Dimensi Anthropometri Posisi Berdiri
Tabel 3.2. menjelaskan keterangan Gambar 3.8. yang menggambarkan mengenai dimensi anthropometri dalam posisi berdiri.
Tabel 3.2. Dimensi Anthropometri dalam Posisi Berdiri
No. Dimensi Antropometri Simbol
1 Tinggi tubuh TBB
2 Tinggi siku berdiri TSB 3 Tinggi pergelangan tangan TGT
4 Tebal dada TDD
5 Jangkauan tangan JKT
Tabel 3.2. Dimensi Anthropometri dalam Posisi Berdiri (Lanjutan)
No. Dimensi Antropometri Simbol
7 Tinggi mata berdiri TMB
8 Tinggi bahu TBH
9 Tinggi pinggang TPG
10 Tinggi selangkang TSK
11 Tinggi tulang kering LTK
12 Lebar bahu LBH
13 Lebar dada LDD
14 Lebar pinggul berdiri LPD
Gambar 3.3. dapat dilihat pengukuran dimensi anthropometri kaki dan tangan.
Gambar 3.3. Dimensi Anthropometri Kaki dan Tangan
Tabel 3.3. Dimensi Anthropometri Kaki dan Tangan
No. Dimensi Antropometri Simbol
1 Tinggi mata kaki TMK
2 Panjang telapak kaki PTK
3 Lebar telapak kaki LTK
4 Lebar jantung kaki LJK
5 Lebar telapak tangan LTT 6 Panjang telapak tangan PTT 7 Tabal telapak tangan TTT 8 Lebar telapak tangan dari ibu jari LTB
3.4.3. Pertimbangan Anthropometri dalam Desain
Setiap desain fasilitas kerja yang di rancang, baik fasilitas kerja yang sederhana maupun fasilitas kerja yang sangat kompleks harus berpedoman pada anthropometri pemakainya. Anthropometri mempunyai arti pengukuran dimensi tubuh atau karakteristik fisik tubuh lainnya yang relevan dengan desain tentang sesuatu yang dipakai orang. Pengaplikasian ergonomi dalam kaitannya dengan anthropometri dibedakan menjadi 2, yaitu:
1. Ergonomi berhadapan dengan manusia, mesin beserta sarana pendukung lainnya dan lingkungan kerja. Tujuan ergonomi disini adalah untuk menciptakan situasi terbaik pada pekerjaan sehingga kesehatan fisik dan mental manusia dapat terus dipelihara serta efisiensi, produktivitas dan kualitas produk dapat dihasilkan dengan optimal.
Disaat menentukan ukuran stasiun kerja, fasilitas kerja, dan produk pendukung lainnya, data anthropometri manusia memegang peranan penting. Dengan mengetahui ukuran anthropometri manusia akan dapat dibuat suatu desain alat-alat kerja yang sesuai bagi manusia yang akan menggunakan, dengan harapan dapat menciptakan kenyamanan, kesehatan, keselamatan dan estetika kerja. Faktor manusia tidak boleh diabaikan dan harus selalu diperhitungkan dalam setip desain produk dan stasiun kerja. Hal tersebut didasarkan atas pertimbangan-pertimbangan sebagai berikut:
1. Setiap manusia adalah berbeda satu sama lainnya. Setiap manusia mempunyai bentuk dan ukuran yang berbeda- beda seperti tinggi-pendek, tua-muda, kurus-gemuk, normal-cacat, dsb. Tetapi kita sering hanya mendesain stasiun kerja dengan satu ukuran untuk semua orang. Sehingga hanya orang dengan ukuran tubuh tertentu yang sesuai atau tepat untuk menggunakan.
2. Manusia mempunyai keterbatasan, baik keterbatasan fisik maupun mental. 3. Setiap manusia mempunyai harapan tertentu dan prediksi terhadap apa yang
3.4.4. Pengolahan Data Anthropometri
Metode statistik sederhana digunakan untuk menguji data mentah yang sudah didapatkan yaitu dengan uji keseragaman data, uji kecukupan data, dan uji kenormalan data. Hal tersebut dilakukan agar data yang diperoleh bersifat representatif, artinya data tersebut dapat mewakili populasi yang diharapkan.
1. Uji Keseragaman Data
Uji keseragaman data berguna untuk mengetahui homogenitas data. Dari uji keseragaman data dapat diketahui apakah data berasal dari satu populasi yang sama. uji keseragaman data dilakukan melalui tahap-tahap perhitungan yaitu: a. Membagi data ke dalam suatu sub grup (kelas). Penentuan jumlah sub grup
dapat ditentukan dengan menggunakan rumus:
Dimana N = jumlah data.
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
Dimana k = jumlah subgrup yang terbentuk i
X = harga rata-rata dari subgrup ke-i
c. Menghitung standar deviasi (SD), dengan:
1 )
( 2
n X Xi
N X X
s
i 2
) (
dimana:
N = jumlah data amatan pendahuluan yang telah dilakukan. Xi = data amatan yang didapat dari hasil pengukuran ke-i
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup dengan rumus:
Dimana n =ukuran rata-rata satu sub grup
e. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan rumus:
2. Uji Kecukupan Data
Dilakukannya uji kecukupan data untuk mengetahui apakah data anthropometri yang telah diperoleh dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh:
a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil pengukuran terhadap nilai yang sebenarnya.
Rumus uji Kecukupan data :
Keterangan:
N’ = jumlah pengukuran yang seharusnya dilakukan N = jumlah pengukuran yang sudah dilakukan Jika N’ < N, maka data pengamatan cukup
[image:60.595.218.402.143.230.2]Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data. Tabel 3.4. menjelaskan nilai K untuk tingkat kepercayaan tertentu.
Tabel 3.4. Tingkat Kepercayaan
Tingkat Kepercayaan Nilai K
68% 1
68 % < (1- ) 95 % 2 95 % < (1- )99 % 3
Sedangkan Tabel 3.5. menjelaskan nilai S untuk tingkat ketelitian tertentu.8
Tabel 3.5. Tingkat Ketelitian
Tingkat Ketelitian Nilai S
5 % 0,052
10% 0.1
8
3. Uji Kenormalan Datadengan Kolmogorov - SmirnovTest
Uji ini bertujuan untuk mengetahui apakah data yang diperoleh telah memenuhi distribusi normal atau dapat didekati oleh distribusi normal.
Untuk melakukan uji kenormalan ini digunakan alat uji yang disebut dengan uji Kolmogorov-Smirnov (uji K-S). Dalam uji kolmogorov–smirnov yang diperbandingkan adalah distribusi frekuensi kumulatif hasil pengamatan dengan distribusi kumulatif yang diharapkan. Langkah-langkah yang diperlukan dalam pengujian ini adalah :
1. Data dari hasil pengamatan disusun mulai dari nilai pengamatan terkecil sampai nilai pengamatan terbesar.
2. Nilai-nilai pengamatan tersebut kemudian disusun membentuk distribusi frekuensi kumulatif relatif, dan notasikan dengan Fa(X).
3. Hitung nilai Z dengan rumus
X X
Z i
Keterangan : Xi = data ke-i X= nilai rata-rata = standard deviasi
4. Hitung distribusi frekuensi kumulatif teoritis (berdasarkan kurve normal) dan notasikan dengan Fe(X)
5. Ambil selisih antara Fa(X) dengan Fe(X)
6. Ambil angka selisih maksimum dan notasikan dengan D. )
( )
(X Fe X Fa
Max
7. Bandingkan nilai D yang diperoleh dengan nilai D dari tabel uji
kolmogorov-smirnov.
Kriteria pengambilan keputusannya adalah : Ho diterima apabila DD
Ho ditolak apabila D>D
Penggunaan statistik non parametric dianjurkan pada keadaan :
1. Jenis data yang akan dianalisis adalah nominal atau ordinal, seperti data
Gender dengan kode 1 untuk Pria dan kode 2 untuk Wanita atau sikap
seseorang seperti kode 1 untuk Sikap Suka dan kode 2 untuk Sikap Cukup Suka dan sebagainya.
2. Jenis data adalah Interval dan Rasio, namun distribusi datanya tidak mengikuti distribusi normal. Jadi data (variable) penghasilan perbulan adalah data rasio, namun karena distribusi datanya tidak normal, dalam arti data mempunyai kemencengan ke kiri atau ke kanan, maka data penghasilan per bulan tersebut harus diberi perlakuan statistik non parametric.
3.4.5. Aplikasi Data Anthropometri Dalam Perancangan
1. Perancangan berdasar individu ekstrim
Penggunaan prinsip ini apabila diharapkan fasilitas yang dirancang dapat dipakai dengan nyaman oleh sebagian besar orang-orang yang memakainya. Perancangan ini dapat dibagi dua yaitu yang pertama perancangan dengan data nilai persentil tinggi (90%, 95%, atau 99%). Misalnya untuk merancang tinggi pintu dipakai tinggi manusia dengan persentil 99% ditambah dengan kelonggaran. Yang kedua, perancangan fasilitas dengan data persentil kecil atau rendah (10%, 5%, atau 1%). Misalnya untuk menentukan tinggi suatu tombol switch mesin digunakan persentil 5 yang berarti 5% dari populasi tidak dapat menjangkaunya.
2. Perancangan fasilitas yang bisa disesuaikan (adjustable)
Prinsip adjustable ini digunakan untuk merancang suatu fasilitas agar dapat dipakai dengan nyaman oleh semua orang yang mungkin memerlukannya. Dalam prinsip ini biasanya dipakai data anthropometri dengan rentang persentil 5% sampai 95%. Contoh penerapan prinsip ini adalah perancangan kursi kemudi mobil yang bisa dimajumundurkan dan diatur krmiringan sandarannya. 3. Perancangan fasilitas berdasar harga rata-rata pemakainya
3.5. Perancangan Produk
Metode perancangan adalah setiap prosedur, teknik, bantuan, dan peralatan yang dipakai untuk perancangan. Hal-hal tersebut mewakili sejumlah aktivitas tertentu yang mungkin digunakan oleh perancang dan dikombinasikan dalam suatu proses perancangan keseluruhan. Tujuan utama dari metode perancangan adalah untuk menghadirkan prosedur-prosedur yang masuk akal ke dalam proses perancangan. Salah satu ciri dari aktivitas perancangan adalah bahwa selalu dimulai dari akhir dan berakhir di awal. Artinya, fokus dari semua aktivitas perancangan adalah titik akhir (deskripsi produk).
3.5.1. Metode Rasional
Metode rasional menganjurkan suatu pendekatan sistematis dalam perancangan. Metode rasional ini sering memiliki tujuan yang hampir sama dengan metode kreatif, seperti memperluas daerah pencarian untuk mendapat solusi potensial, atau memfasilitasi kelompok kerja dan kelompok pengambil keputusan. Jadi tidak sepenuhnya benar bahwa metode rasional merupakan lawan atau kebalikan dari metode kreatif. Beberapa perancang mengkhawatirkan jika metode ini dapat mengekang kreativitas. Hal ini merupakan kesalahpahaman dari maksud perancangan sistematis, yang berarti untuk meningkatkan keputusan kualitas rancangan dan kualitas akhir dari rancangan.
Tabel 3.6. Langkah Perancangan Produk dengan Metode Rasional
No Langkah
Perancangan
Metode yang
Sesuai Tujuan dari Metode
1 Karifikasi Tujuan Pohon Tujuan Mengklarifikasi tujuan dan sub tujuan perancangan, serta hubungan satu sama lain 2 Penetapan Fungsi Analisis
Fungsional
Menetapkan fungsi-fungsi yang diperlukan dan batas-batas sistem rancangan produk yang baru 3 Penyusunan
Kebutuhan
Performance
Specification
Membuat spesifikasi kinerja yang akurat dari suatu solusi rancangan yang diperlukan
4 Penentuan
Karakteristik QFD
Menetapkan target apa yang akan dicapai oleh karakteristik teknis produk sehingga dapat memuaskan kebutuhan-kebutuhan konsumen 5 Pembangkitan
Alternatif
Morphological
Chart
Membangkitkan solusi-solusi rancangan alternatif
6 Evaluasi Alternatif
Weight
Objective
Untuk membandingkan nilai utilitas dari proposal alternatif rancangan berdasrkan performansi dan pembobotan yang bersbeda
7 Pengembangan Rancangan
Value
Engineering
Meningkatkan atau mempertahankan nilai produk bagi para pembeli sementara mengurangi biaya bagi pembuat (produsen)
Perancangan produk menurut Nigel Cross terbagi atas tujuh langkah yang masing-masing disertai dengan metodenya yaitu seperti yang dijelaskan sebagai berikut:
1. Klarifikasi Tujuan
adalah sekumpulan tujuan perancangan objek yang harus dibuat walaupun tujuan-tujuan yang dibuat itu mungkin saja berubah dalam proses perancangan selanjutnya.
Metode yang relevan: Pohon Tujuan (Objective Tree)
Metode ini memberikan bentuk dan penjelasan dari pernyataan tujuan dan sasaran yang akan dicapai dengan pertimbangan.
Prosedur :
1. Mempersiapkan daftar tujuan rancangan.
2. Menyusun daftar tujuan dan sub tujuan dari tingkat yang lebih tinggi ke tingkat yang lebih rendah.
3. Membuat diagram pohon tujuan.
2. Penetapan Fungsi
Tahap ini bertujuan untuk menetapkan fungsi-fungsi yang diperlukan dan batas-batas sistem dari rancangan produk baru. Titik pangkal untuk metode ini adalah memusatkan pada apa yang didapat dari desain baru.
Metode yang relevan: Analisis Fungsional Prosedur:
1. Menyusun fungsi sistem secara keseluruhan dalam bentuk transformasi
input/output.
5. Mencari komponen yang sesuai untuk menghasilkan sub–sub fungsi dan interaksi diantara sub–sub fungsi tersebut.
Didalam penetapan fungsi ini tidak trlpas dari yang namanya kotak hitam (black box). Kotak hitam ini berguna untuk memastikan semua input-input yang ada relevan dan output yang dihasilkan sesuai spesifikasi. Pada Gambar 3.11. dapat dilihat gambar black box yang menggambarkan hubungan input, fungsi, dan output.
Gambar 3.4. Kotak Hitam (Black Box)
3. Penyusunan Kebutuhan
Pada tahap ini ditujukan untuk menetapkan spesifikasi pembuatn desain yang akurat dari solusi rancangan yang diperlukan.
Metode yang relevan : Performance Specification Method
Prosedur:
1. Mempertinggi berbagai level yang sifatnya umum dari solusi yang diusulkan. 2. Menentukan level yang sifatnya umum yang mana akan digunakan dalam
operasi level of generality.
3. Mengidentifikasi atribut pembuatan yang perlu persiapan 5W, yaitu : a. What (apa)
Produk apa yang akan dirancang? b. Who (siapa)
Kepada siapa produk ini akan dipasarkan? c. Why (mengapa)
Mengapa produk ini dibuat? d. Where (dimana)
Dimana produk ini digunakan? e. When (kapan)
Kapan produk ini digunakan?
4. Menguraikan syarat-syarat pembuatan secara ringkas dan jelas untuk setiap atribut.
4. Penentuan Karakteristik
Tahap ini bertujuan untuk menetapkan target yang akan dicapai oleh karakteristik teknis produk sehingga dapat memenuhi kebutuhan pelanggan.
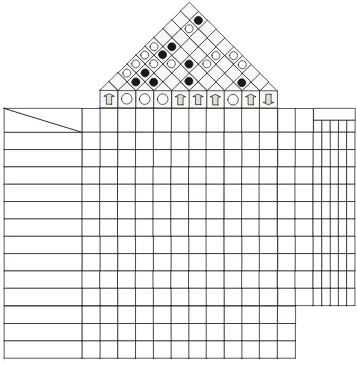
Metode yang relevan: Quality FunctionalDeployment (QFD)
Quality Function Deployment (QFD) merupakan suatu metodologi yang
digunakan oleh perusahaan untuk mengantisipasi dan menentukan prioritas kebutuhan dan keinginan konsumen, serta menggabungkan kebutuhan dan keinginan konsumen tersebut dalam produk atau jasa yang disediakan bagi konsumen9.
Prosedur :
1) Mengidentifikasi kebutuhan konsumen dalam batas pada atribut produk.
9
2) Menentukan kepentingan relatif dari atribut. 3) Mengevaluasi atribut dari produksi pesaing.
4) Menggambarkan matriks dari produk atribut dengan karakteristik teknis. 5) Mengidentifikasikan hubungan antara karakteristik dan produk atribut. 6) Mengidentifikasi interaksi antara karakteristik teknis.
7) Membuat rumah mutu (House of Quality).
[image:69.595.132.489.332.697.2]Untuk lebih jelasnya, pada Gambar 3.5. dapat dilihat contoh rumah mutu (House of Quality)
Gambar 3.5. Contoh Rumah Mutu (House of Quality)
Keuntungan yang didapat dari penggunaan QFD antara lain adalah: a. Fokus kepada keinginan konsumen
QFD disusun berdasarkan keinginan dari konsumen yang menggunakan produk tersebut.
b. Efisiensi waktu
QFD menmenghemat didalam waktu pengembangan dan pendesainan produk karena QFD langsung fokus kepada keinginan konsumen.
c. Memperbaiki performansi perusahaan
d. Biaya mendesain dan manufaktur lebih rendah e. Menaikkan produktivitas staf dan teknisi
Kekuatan QFD terletak pada keterlibatan sebuah tim, masing-masing dengan pengetahuan dan pengalaman individual. Mereka menetapkan konsensus opini pada bagaimana kebutuhan end-user. Proses penyusunan QFD memerlukan disiplin pemikiran dan diskusi. Proses ini berguna jika digunakan untuk menghadapi banyak situasi kompleks seperti yang pernah terjadi pada masalah karat badan mobil Toyota pada tahun 1960 dan 1970.
Penggunaan QFD sebaiknya tidak dibatasi oleh pemecahan masalah saja. Fungsi utama QFD adalah mengungkapkan kepuasan konsumen melalui perbaikan kualitas.
5. Pembangkitan Alternatif
Metode yang relevan: Morphological Chart
Metode ini menggunakan peristiwa ataupun fenomena yang mendorong para perancang untuk mencari kombinasi susunan elemen, komponen, atau sub-sub solusi secara sempurna untuk menghasilkan suatu solusi.
Prosedur:
1. Buat daftar hal atau fungsi yang penting untuk produksi.
2. Untuk tiap hal atau fungsi, buat daftar cara-cara yang dapat dicapai olehnya. 3. Gambarkan peta yang berisi semua sub-sub solusi yang mungkin.
4. Identifikasi kombinasinya yang mungkin.
6. Evaluasi Alternatif
Bertujuan untuk membandingkan nilai-nilai dari utilitas berbagai usulan alternatif berdasar kinerjanya terhadap tujuan-tujuan yang telah terbobot. Ketika perancangan alternatif telah diciptakan, perancang dihadapkan pada masalah pemilihan yang terbaik. Dalam kenyataan, pengevaluasian secara alternatif hanya dapat dilakukan dengan pertimbangan tujuan.
Metode yang relevan: Weighted Objective
Prosedur:
1. Daftarkan tujuan perancangan. 2. Golongkan urutan daftar tujuan.
3. Berikan hubungan kepentingan pada tujuan.
5. Hitung dan bandingkan hubungan nilai kegunaan perancangan alternatif.
7. Pengembangan Rancangan
Tahap ini bertujuan untuk meningkatkan nilai atau mempertahankan nilai produk tetapi dapat memperkecil biaya bagi prodeusen.
Metode yang relevan: Value Engineering
Suatu pekerjaan perancangan dalam praktek tidak dikaitkan dengan kreasi atas konsep desain baru yang radikal, tapi pembuatan modifikasi yang berusaha mengembangkan suatu produk, meningkatkan penampilannya, mengurangi biaya dan meningkatkan daya tariknya.
Nilai suatu produk bagi konsumen adalah apa yang mereka pikirkan tentang harga produk tersebut. Biaya produk bagi produsen adalah semua yang membiayai perancangan, manufaktur dan pengiriman ke bagian penjualan. Harga jual suatu produk secara normal berada diantara biaya produsen dan nilainya untuk pembeli.
Oleh karena itu merancang merupakan penambahan nilai. Berapa banyak yang ditambahkan bergantung pada seberapa berharganya suatu produk bagi pembeli dan persepsi itu ditentukan oleh atribut produk yang disediakan perancang.
Prosedur:
1) Membuat daftar komponen produk dan mengidentifikasi fungsi tiap komponen.
3) Menentukan biaya komponen.
4) Mencari cara mengurangi biaya tanpa menurunkan nilai atau menambah nilai tanpa memperbesar biaya.
Penelitian yang dilakukan harus secara terarah sehingga tepat dalam mencapai tujuan penelitian yang ditetapkan. Agar penelitian dapat mencapai tujuan yang ditetapkan, terlebih dahulu ditetapkan metodologi penelitian yang merupakan tahapan penelitian yang harus dilakukan. Metodologi penelitian adalah langkah-langkah penelitian yang harus ditetapkan dahulu sebelum melakukan penelitian terhadap pokok-pokok permasalahan yang akan diselesaikan. Metodologi yang sistematis akan membantu peneliti untuk melakukan penelitian dengan lebih terarah dan memudahkan dalam menganalisa masalah serta menarik kesimpulan dari permasalahan yang akan diteliti.
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di UD Ponimin yang beralamat di jalan Bilal no 29 A, kelurahan Sari Rejo kecamatan Medan Polonia. Waktu penelitian dilakukan pada bulan Januari 2010.
4.2. Jenis Penelitian
eksploratif yang dilakukan adalah dengan cara mewawancarai pemilik perusahaan dan pekerja.
Studi yang kedua adalah studi deskriptif yaitu studi yang tujuannya berusaha untuk memaparkan pemecahan masalah terhadap suatu masalah yang ada sekarang secara sistematis dan faktual berdasarkan data-data. Jadi penelitian ini meliputi proses pengumpulan, penyajian, dan pengolahan data, serta analisis dan interpretasi.
4.3. Objek Penelitian
Objek penelitian ini adalah semua operator yang bekerja pada industri pembuatan tahu UD. Ponimin. Penyebaran kusioner terbuka dan tertutup serta pengukuran dimensi anthropometri dilakukan kepada semua operator yang bekerja di UD. Ponimin. Tujuan perancangan fasilitas kerja ini agar dapat digunakan oleh operator yang bekerja di UD. Ponimin, maka pengambilan data menggunakan metode sensus yang mana semua populasi yang ada di UD. Ponimin yang berjumlah 10 orang dijadikan objek penelitian.
4.4. Pengumpulan Data
4.4.1. Sumber Data
1. Data primer
Didalam melakukan penelitian ini menggunakan data primer. Data primer yang diperlukan adalah :
c. Data atribut dan karakteristik fasilitas kerja yang diinginkan operator sebagai fasilitas kerja dengan kuesioner
2. Data sekunder
Selain menggunakan data primer, penelitian ini juga menggunakan data sekunder. Data sekunder yang digunakan dalam penelitian ini adalah :
a. Gambaran umum dan sejarah perusahaan b. Organisasi dan manajemen perusahaan.
4.4.2. Instrumen Penelitian
Dalam memperoleh data-data yang diperlukan dalam penelitian ini diperlukan instrumen penelitian. Instrumen penelitian yang digunakan adalah : Instrumen penelitian yang dipergunakan antara lain:
1. Form PLIBEL, digunakan untuk mengetahui bagian tubuh yang terasa sakit saat bekerja.
2. Kuisioner terbuka dan tertutup yang disebarkan dengan metode sensus 3. Software SPSS 13 untuk melakukan uji Kolmogorof-Smirnov.
4. Kamera digital Kodak 4,0 Megapixel.
5. Martins human body measuring instrumen Model YM-1 yang digunakan
4.4.3. Metode Pengumpulan Data Penelitian
Teknik-teknik yang dilakukan pada penelitian ini untuk mengumpulkan data adalah :
1. Observasi adalah cara pengambilan data dengan melakukan pengamatan dan mencatat. Pada penelitian ini peneliti mengamati postur kerja operator saat bekerja di UD. Ponimin.
2. Metode wawancara, teknik pengumpulan data yang dilakukan dengan cara melakukan wawancara secara langsung kepada pemilik industri dan para pekerja untuk mendapatkan informasi yang diperlukan untuk menunjang penyelesaian masalah. Pada penelitian ini peneliti melakukan wawancara kepada pemilik usaha untuk mendapatkan informasi mengenai perusahaan. Wawancara kepada pekerja untuk memperoleh informasi mengenai prosedur kerja saat ini dan informasi bagian tubuh yang merasa sakit disaat bekerja. 3. Metode Pengukuran Anthropometri, adalah pengukuran terhadap dimensi
tubuh pekerja, dimensi-dimensi tersebut digunakan pada produk yang akan dirancang dengan menggunakan alat ukur martins human body measuring
instrument model YM-1.
4. Metode survey adalah teknik pengumpulan data yang dilakukan dengan cara memberi seperangkat pertanyaan tertulis kepada responden untuk dijawabnya. Adapun metode survey yang dilakukan pada penelitian ini adalah :
a. Form Plibel, yaitu form yang bertujuan untuk menilai keluhan
b. Kuesioner terbuka dan tertutup, yaitu kuesioner yang berisi pernyataan mengenai atribut fasilitas kerja dan karakteristik produk yang dibutuhkan dan diinginkan oleh pekerja.
4.4.4. Teknik Pengambilan Data
Penelitian ini menggunakan kuesioner terbuka dan tertutup yang penyebaran kuesioner tersebut menggunakan metode sensus.Penggunaan metode sensus karena semua operator yang bekerja di UD. Ponimin ini menjadi objek penelitian.
4.5. Prosedur Penelitian
Langkah-langkah prosedur penelitian yang dilakukan di dalam penelitian ini adalah :
1. Studi pendahuluan yang dilakukan bersamaan dengan melakukan studi literatur
2. Perumusan masalah
3. Penetapan tujuan penelitian
4. Pengumpulan data penelitian, yaitu berupa data keluhan fisik dengan menggunakan form Plibel, data pengukuran dimensi anthropometri pekerja, hasil penyebaran kuesioner terbuka dan kuesioner tertutup untuk menentukan atribut yang diinginkan oleh penggunanya.
6. Analisis pemecahan masalah 7. Kesimpulan dan saran
- Observasi Langsung - Wawancara
Fasilitas Kerja yang Aktual Belum Ergonomis
- Informasi Mengenai Perusahaan (Wawancara)
- Prosedur Kerja
(Pengamatan dan Wawancara)
- Keluhan Rasa Sakit yang diderita Operator
(Penilaian Plibel)
- Dimensi Tubuh Operator (Pengukuran Anthropometri)
- Atribut dan Karakteristik Peralatan Kerja yang akan dirancang (Penyebaran Kuisioner Terbuka, Tertutup dan AHP)
[image:80.595.131.589.89.719.2]- Jurnal Internet - Buku Pendukung
4.6. Pengolahan Data
Setelah memperoleh semua data yang diperlukan, maka data tersebut akan diolah. Langkah-langkah pengolahan data yang dilakukan, yaitu:
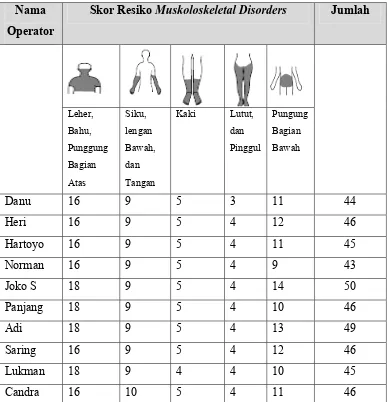
1. Pengolahan Form Plibel
Form Plibel yang telah dibagikan kepada semua operator yang ada di UD. Ponimin yaitu sebanyak 10 operator direkapitulasi kemudian dilakukan pengolahan sehingga dapat diketahui resiko keluhan muskuloskeletal yang dialami operator.
2. Uji keseragaman data antropometri
Uji keseragaman data dilakukan untuk mengetahui apakah data dimensi tubuh yang diambil seragam atau berada pada batas kendali atas (BKA) dan dan batas kendali bawah (BKB). Apabila dalam satu pengukuran terdapat satu jenis atau lebih data tidak seragam maka data tersebut akan langsung ditolak atau dilakukan revisi dengan cara membuang data out of control tersebut dan melakukan perhitungan kembali. Pada penelitian ini peneliti menggunakan tingkat kepercayaan 95% dan tingkat ketelitian 5% karena tujuan penelitian yaitu merancang fasilitas kerja yang ergonomis, sehingga dengan tingkat kepercayaan 95% dan tingkat ketelitian 5% peneliti yakin data yang disajikan layak untuk membuat rancangan fasilitas kerja tersebut. Persamaan yang digunakan untuk menguji keseragaman data adalah:
2
X
BKA BKB X 2
Jika X min > BKB dan Xmax < BKA maka data seragam.
3. Uji kecukupan data antropometri
Uji kecukupan data dilakukan untuk mengetahui apakah data dimensi tubuh operator yang telah dikumpulkan da