RANCANGAN FASILITAS KERJA ERGONOMIS PADA
STASIUN PENCETAKAN DENGAN METODE PAHL DAN
BEITZ BERDASARKAN ANALISA POSTUR KERJA
METODE MANTRA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
M. FADHIL HAKIM
0 8 0 4 0 3 1 3 0D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan pada Tuhan Yang Maha Esa, yang telah
memberikan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan tugas
sarjana ini. Tugas sarjana ini merupakan salah satu kewajiban akademis dan
sebagai salah satu syarat akademis menyelesaikan studi di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penelitian dijalankan oleh penulis di UD.Ngatimin yang bergerak di
bidang manufaktur pembuatan kerupuk. Tugas Akhir ini berjudul “Rancangan
Fasilitas Kerja Ergonomis pada Stasiun Pencetakan dengan Metode Pahl dan
Beitz Berdasarkan Analisa Postur Kerja Metode Mantra”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana
ini. Oleh karena itu, kritik dan saran yang bersifat membangun sangat diharapkan
untuk penyempurnaannya di lain waktu.
Akhir kata, penulis mengharapkan agar tugas sarjana ini dapat memberikan
manfaat bagi pembaca.
Medan, November 2013
UCAPAN TERIMAKASIH
Puji syukur ke hadirat Tuhan Yang Maha Esa karena berkat rahmat dan
karunia-Nya penulis bisa menyelesaikan laporan Tugas Sarjana ini. Dalam
penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan dan bantuan
dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi.
Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orangtua penulis yaitu Bapak Azwar dan Ibu Rafianti Rasyid yang
tiada hentinya mendukung penulis baik secara moril maupun materil sehingga
laporan ini dapat diselesaikan.
2. Ibu Ir. Anizar, M.Kes selaku Dosen Pembimbing I yang telah memberikan
ide dan masukan kepada penulis serta telah meluangkan banyak waktu,
tenaga dan pikiran dalam membimbing dan mengarahkan penulis selama
melakukan penelitian ini. Demikian juga saran dan semangat yang tiada
habisnya beliau berikan kepada penulis sehingga akhirnya penelitian ini dapat
diselesaikan dengan baik.
3. Bapak Erwin Sitorus, ST, MT selaku Dosen Pembimbing II atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian Tugas Sarjana.
4. Ibu Ir. Khawarita Siregar, M.T. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
5. Bapak dan Ibu Ngatimin selaku pemilik usaha UD. Ngatimin yang telah
mengizinkan dan membantu penulis dalam pengumpulan data.
6. Rekan-rekan stambuk 2009 yaitu Misella, Erni, Rozi yang telah membantu
penulis dalam pengumpulan data.
7. Teman-teman stambuk 2008 yaitu Andri, Rifqi, Bajora, Ajeng, Ita, Fatima
dan keseluruhan teman-teman stambuk 2008 yang tidak dapat disebutkan
satu-persatu atas kerjasamanya dan saling membantu dalam bertukar
informasi.
8. Seluruh karyawan Teknik Industri, terutama Bang Mijo, Kak Dina, Bang
Ridho, Kak Rahma, Bang Nurmansyah dan Kak Ani atas bantuan, waktu dan
tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana.
9. Seluruh pihak yang tidak dapat dituliskan satu persatu, namun telah
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTA TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
I PENDAHULUAN ... I-1
1.1 Latar Belakang Masalah ... I-1
1.2 Rumusan Masalah ... I-4
1.3 Tujuan Penelitian ... I-5
1.5 Manfaat Penelitian ... I-5
DAFTAR ISI (LANJUTAN)
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah Perusahaan. ... II-1
2.2 Ruang Lingkup Bidang Usaha ... II-1 2.3 Organisasi dan Manajemen ... II-2
2.3.1 Struktur Organisasi. ... II-2
2.3.2 Uraian Tugas dan Tanggung Jawab... II-3
2.3.3 Tenaga Kerja dan Jam Kerja ... II-5
III LANDASAN TEORI ... III-1
3.1 Ergonomi ... III-1
3.2 Antropometri ... III-2
3.2.1 Dimensi Antropometri ... III-5
3.2.2 Aplikasi Distribusi Normal dalam Data Antropometri ... III-9
3.3 Beban Kerja ... III-10
3.4 Stop Watch Time Study... III-14 3.4.1 Cara Pengukuran dan Pencatatan Waktu Kerja ... III-16
3.4.2 Penetapan Jumlah Siklus Kerja yang Diamati ... III-16
3.5 ManTRA (Manual Task Risk Assessment) Tool ... III-17 3.6 Pendekatan Ergonomi dalam Perancangan Fasilitas Kerja ... III-24
3.6.1 Teknik Perancangan Sistematis... III-25
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.6.3 Konsep Desain ... III-31
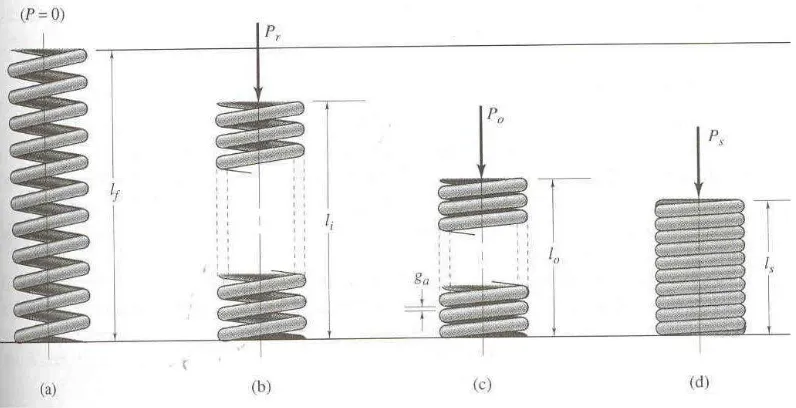
3.7 Perancangan Pegas ... III-37
3.7.1 Material Pada Pegas ... III-39
3.7.2 Tegangan Pada Pegas ... III-40
3.7.3 Panjang Pegas dan Jumlah Lilitan ... III-40
3.7.4 Spring Rate ... III-42
IV METODOLOGI PENELITIAN ... IV-1
4.1 Jenis Penelitian ... IV-1
4.2 Lokasi dan Waktu Penelitian ... IV-1
4.3 Objek Penelitian ... IV-1
4.4 Kerangka Berpikir Penelitian ... IV-2
4.5 Sumber Data ... IV-2
4.6 Teknik Pengumpulan Data ... IV-3
4.7 Instrumen Penelitian ... IV-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN V PENGUMPULAN DATA DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan Data ... V-1
5.1.1 Data Hasil Checklist Standard Nordic Qustionaire ... V-3 5.1.2 Data Hasil Penilaian Postur Kerja ManTRA Checklist ... V-4 5.1.3 Data Fasilitas Kerja Stasiun Pencetakan ... V-5
5.1.4 Data Antropometri Siswa ... V-6
5.2 Pengolahan Data... V-6
5.2.1 Pengolahan Data Hasil Standard Nordic Questionnaire ... V-6 5.2.2 Pengolahan ManTRA Checklist... V-8
5.2.2.1 Penentuan Skor Risiko Berulang (Repetition Task)
... V-8 5.2.2.2 Penentuan Skor Risiko Pengerahan Tenaga (Extertion
Risk) ... V-9 5.2.2.3 Penentuan Skor Risiko Kerja Total (kumulatif ... V-10
5.3 Perhitungan Data Antropometri Tubuh Operator ... V-13
5.3.1 Perhitungan Nilai Rata-rata dan Standar Deviasi... V-13
5.3.2 Uji Keseragaman Data ... V-14
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3.4 Uji Kenormalan Data ... V-18
5.3.5 Perhitungan Persentil ... V-18
5.4 Perancangan Kursi dan Alat Bantu... V-19
5.5 Perancangan Pegas... . V- 33
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1 Analisis Standard Nordic Questionnaire... . VI-1 6.2 Analisis Postur Tubuh Menggunakan ManTRA Checklist... VI-1 6.3 Analisis Ukuran Stasiun Kerja... VI-2
6.4 Analisis Ukuran Kursi dan Troli Hasil Rancangan... VI-4 6.5 Analisis Postur Tubuh Operator Terhadap Fasilitas Kerja Usulan VI-5
6.6 Analisis Postur pada Fasilitas Kerja Usulan Menggunakan ManTRA
Checklist... VI-9
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VII-1
7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1 Daftar Tenaga Kerja ... II-5
3.1 Pengukuran Dimensi Tubuh ... III-6
3.2 Macam Persentil dan Cara Perhitungan Dalam Distribusi Normal .... III-10
3.3 Tabel Penilaian Faktor Risiko Waktu Siklus ... III-19
3.4 Tabel Penilaian Faktor Risiko Waktu Siklus ... III-19
3.5 Tabel Penilaian Faktor Risiko Durasi Kerja ... III-20
3.6 Tabel Penilaian Faktor Risiko Durasi dan Waktu Siklus ... III-20
3.7 Tabel Penilaian Faktor Risiko Gaya (Force) ... III-21
3.8 Tabel Penilaian Faktor Risiko Kecepatan (Speed) ... III-21 3.9 Tabel Penilaian Faktor Risiko Gabungan (Gaya dan Kecepatan) ... III-22
3.10 Tabel Penilaian Faktor Risiko Kekakuan ... III-22
3.11 Tabel Penilaian Faktor Risiko Getaran ... III-23
3.12 Material Pegas ... III-39
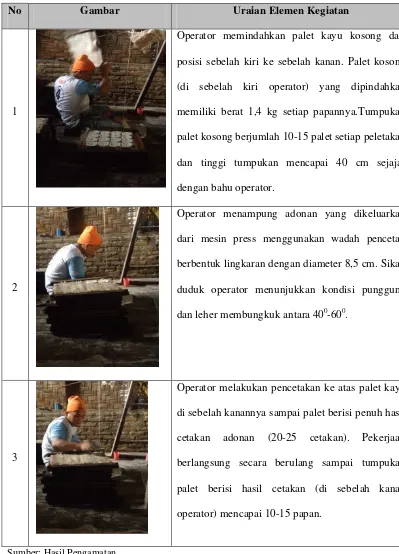
5.1 Postur Kerja Operator Stasiun Pencetakan ... V-2
5.2 Rekapitulasi Data Checklist Standard Nordic Qustionaire (SNQ) .... V-4 5.3 Pengolahan Data Standard Nordic Qustionaire (SNQ) ... V-7 5.4. Skor Risiko Berulang Menampung dan Mencetak Produk ... V-9
5.5. Skor Risiko Berulang Menampung dan Mencetak Produk ... V-9
5.6. Skor Risiko Pengerahan Tenaga (Extertion Risk) Mengangkat dan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.7 Skor Risiko Pengerahan Tenaga (Extertion Risk) Menampung dan
Mencetak Produk ... V-10
5.8 Skor Risiko Total Mengangkat dan Memindahkan Palet kayu ... V-11
5.9 Skor Risiko Total Menampung dan Mencetak Produk... V-11
5.10 Uji Kecukupan Data ... V-17
5.11 Uji Kenormalan Data Operator ... V-18
5.12 Perhitungan Persentil Operator ... V-19
5.13 Spesifikasi Kursi dan Alat Bantu Operator ... V-21
5.14 Prinsip Pemecahan Masalah ... V-24
5.15 Tahap Pengembangan Konsep ... V-25
5.16 Formulir Pengisian ... V-28
6.1 Keterangan Gambar Layout Stasiun Pencetakan ... V-4
6.2 Data Dimensi Troli dan Kursi (cm) ... VI-5
6.3 Perbandingan Kondisi Fasilitas Kerja Aktual dan Fasilitas Kerja
Usulan ... VI-8
6.4 Skor Risiko Berulang Mengangkat dan Memindahkan Palet Kayu
pada Fasilitas Kerja Usulan ... VI-9
6.5 Skor Risiko Berulang Menampung dan Mencetak Produk pada Fasilitas
6.6 Skor Risiko Pengerahan Tenaga (Extertion Risk) Mengangkat dan
Memindahkan Palet Kayu pada Fasilitas Kerja Usulan ... VI-10
6.7 Skor Risiko Pengerahan Tenaga (Extertion Risk) Menampung dan
Mencetak Produk pada Fasilitas Kerja Usulan ... VI-11
6.8 Skor Risiko Total Mengangkat dan Memindahkan Palet Kayu pada
Fasilitas Kerja Usulan ... VI-11
6.9 Skor Risiko Total Menampung dan Mencetak Produk pada Fasilitas
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi UD.Ngatimin ... II-3
3.1 Kelompok Dimensi Tubuh I... III-8
3.2 Kelompok Dimensi Tubuh II ... III-8
3.3 Distribusi Normal dengan Data Antropometri ... III-9
3.4 Proses Perancangan Pahl dan Beitz... III-30
3.5 Konsep Folding ... III-31 3.6 Konsep Stacking ... III-32 3.7 Konsep Portable ... III-32 3.8 Konsep Knock Down ... III-33 3.9 Konsep Adjustable ... III-33 3.10 Konsep Combination ... III-34 3.11 Konsep Menyusun ... III-35
3.12 Konsep One Piece ... III-35 3.13 Konsep Two Piece ... III-36 3.14 Konsep Y ... III-36
3.15 Konsep Wedding Stool ... III-37 3.16 Tipe-tipe Pegas Helix Tekan ... III-38
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
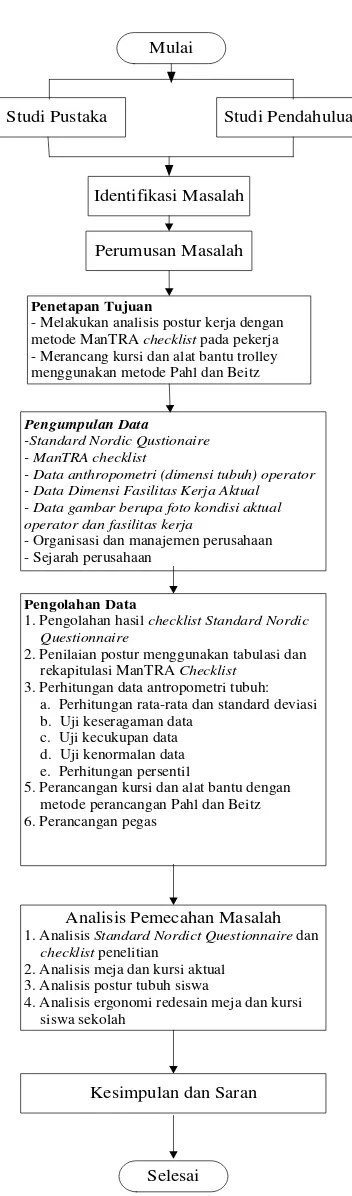
4.1 Blok Diagram Prosedur Penelitian ... IV-6
5.1 Stasiun Pencetakan Aktual ... V-1
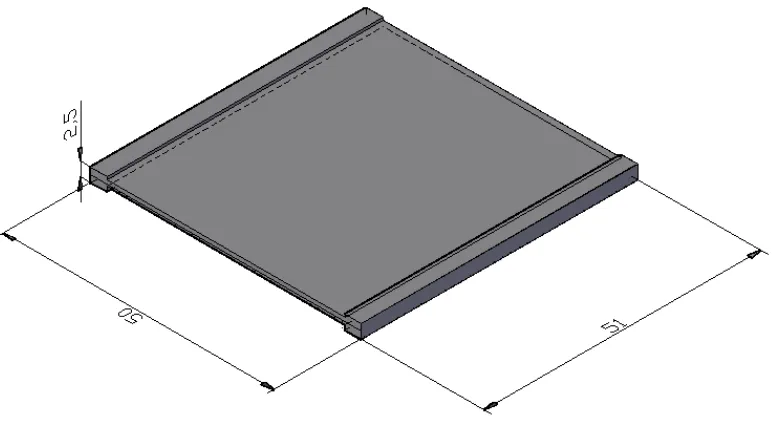
5.2 Palet Kayu ... V-6
5.3 Histogram Persentase Keluhan Sakit ... V-7
5.4 Grafik Batang Persentase Keluhan Sakit dan Agak Sakit ... V-7
5.5 Peta Kontrol Lebar Pinggul serta Revisi I Secara Berturut-turut ... V-16
5.6 Fungsi Umum Trolley ... V-23
5.7 Fungsi Umum Kursi ... V-23
5.8 Tahap Awal Desain Trolley dan Kursi Operator... V-29
5.9 Hasil Desain Trolley dan Kursi Operator... V-30
5.10 Spesifikasi Hasil DesainTrolley dan Kursi Operator (cm) ... V-33
6.1. (a) Layout Stasiun Pencetakan Aktual dan (b) Layout Stasiun Pencetakan
Usulan ... VI-3
6.2 Operator Mengambil Palet Kayu ... V-6
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1 Data ManTRA checklist ... L.1 2 Data Standard Nordic Questionaire... L.2 4 Worksheet SNQ ... L.3 5 Data Antropometri Operator ... L.4
6 Peta Kontrol Data Antopometri Operator ... L.5
7 Pengukuran Data Antropometri Operator ... L.6
8 Form Tugas Akhir ... L.7
9 Surat Penjajakan ... L.8
10 Surat Balasan Perusahaan ... L.9
11 Surat Keputusan Tugas Akhir ... L.10
ABSTRAK
Proses rancang bangun fasilitas kerja merupakan suatu faktor penting dalam menunjang peningkatan pelayanan jasa produksi. Fasilitas kerja yang dirancang tidak ergonomis akan menimbulkan dampak negatif bagi pekerja yang menggunakannya baik dalam jangka pendek maupun jangka panjang seperti nyeri dan kelelahan.
Berdasarkan penelitian yang dilakukan pada dua operator stasiun pencetakan kerupuk putih di UD.Ngatimin melalui Standard Nordict Questionnaire diperoleh bahwa keluhan tertinggi terdapat pada anggota tubuh pada bagian punggung dan pinggang sebesar 22,0 %, disusul dengan keluhan pada pantat dan kaki kanan sebesar 18,5 % dan keluhan pada leher atas, lengan kanan dan lutut kanan sebesar 14,8 %. Secara spesifik, keluhan berdasarkan kategori yang dirasakan operator 1 adalah 25 % sakit, 50 % agak sakit dan 25 % tidak sakit dari keseluruhan bagian tubuh, sedangkan operator 2 mengalami 34,09 % sakit, 27,27 % agak sakit dan 38,63 % tidak sakit dari keseluruhan bagian tubuh. Skor ManTRA checklist juga menunjukkan perlu adanya tindak lanjut pada kondisi fasilitas kerja aktual dikarenakan terdapat elemen kegiatan dengan skor kumulatif diatas 15 dan penjumlahan skor postur dengan tenaga diatas 8. Risiko kelelahan yang dialami operator tidak dapat diabaikan, dengan dengan kondisi duduk bersila diatas balok kayu, postur tubuh yang membungkuk antara 400 sampai 600 dalam rentang waktu 6 sampai 8 jam dalam satu hari dengan frekuensi kerja yang tinggi menyebabkan operator sangat berisiko mengalami nyeri pada beberapa bagian tubuh terutama pada bagian punggung dan kaki.
Sehubungan dengan hal tersebut maka perlu dilakukan perancangan menggunakan metode Pahl dan Beitz berupa kursi adjustable dan alat bantu troli berpegas. Kursi adjustable digunakan agar kaki operator tidak lagi bersila sedangkan troli digunakan untuk menyesuaikan tinggi pekerjaan terhadap permukaan lantai.
ABSTRAK
Proses rancang bangun fasilitas kerja merupakan suatu faktor penting dalam menunjang peningkatan pelayanan jasa produksi. Fasilitas kerja yang dirancang tidak ergonomis akan menimbulkan dampak negatif bagi pekerja yang menggunakannya baik dalam jangka pendek maupun jangka panjang seperti nyeri dan kelelahan.
Berdasarkan penelitian yang dilakukan pada dua operator stasiun pencetakan kerupuk putih di UD.Ngatimin melalui Standard Nordict Questionnaire diperoleh bahwa keluhan tertinggi terdapat pada anggota tubuh pada bagian punggung dan pinggang sebesar 22,0 %, disusul dengan keluhan pada pantat dan kaki kanan sebesar 18,5 % dan keluhan pada leher atas, lengan kanan dan lutut kanan sebesar 14,8 %. Secara spesifik, keluhan berdasarkan kategori yang dirasakan operator 1 adalah 25 % sakit, 50 % agak sakit dan 25 % tidak sakit dari keseluruhan bagian tubuh, sedangkan operator 2 mengalami 34,09 % sakit, 27,27 % agak sakit dan 38,63 % tidak sakit dari keseluruhan bagian tubuh. Skor ManTRA checklist juga menunjukkan perlu adanya tindak lanjut pada kondisi fasilitas kerja aktual dikarenakan terdapat elemen kegiatan dengan skor kumulatif diatas 15 dan penjumlahan skor postur dengan tenaga diatas 8. Risiko kelelahan yang dialami operator tidak dapat diabaikan, dengan dengan kondisi duduk bersila diatas balok kayu, postur tubuh yang membungkuk antara 400 sampai 600 dalam rentang waktu 6 sampai 8 jam dalam satu hari dengan frekuensi kerja yang tinggi menyebabkan operator sangat berisiko mengalami nyeri pada beberapa bagian tubuh terutama pada bagian punggung dan kaki.
Sehubungan dengan hal tersebut maka perlu dilakukan perancangan menggunakan metode Pahl dan Beitz berupa kursi adjustable dan alat bantu troli berpegas. Kursi adjustable digunakan agar kaki operator tidak lagi bersila sedangkan troli digunakan untuk menyesuaikan tinggi pekerjaan terhadap permukaan lantai.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Aspek-aspek ergonomi dalam suatu proses rancang bangun fasilitas kerja
adalah merupakan suatu faktor penting dalam menunjang peningkatan pelayanan
jasa produksi (Eko Nurmianto, 2008). Fasilitas kerja yang dirancang tidak
ergonomis akan menimbulkan dampak negatif bagi pekerja yang
menggunakannya baik dalam jangka pendek maupun jangka panjang seperti nyeri
dan kelelahan.
Prinsip ergonomi secara umum yang diterapkan pada fasilitas kerja
mengarah kepada pekerjaan dinamis maupun statis, mengoptimalkan tinggi
permukaan lantai terhadap pekerjaan, menghindari pembebanan pada otot yang
berlebih, menghindari postur kerja yang tidak alami, dan melatih operator yang
menggunakan fasilitas kerja dan peralatan dengan tepat (Fernandez et al, 1998).
Postur kerja yang salah sering diakibatkan oleh fasilitas yang digunakan kurang
sesuai dengan antropometri operator sehingga mempengaruhi kinerja operator.
Postur kerja yang tidak alami misalnya postur kerja berdiri, jongkok,
membungkuk, dan mengangkut dalam waktu yang lama dapat menyebabkan
ketidaknyamanan dan nyeri pada salah satu anggota tubuh.
UD. Ngatimin adalah suatu unit usaha yang bergerak dibidang pengolahan
proses terlebih dahulu, mulai dari proses pencampuran bahan menjadi adonan,
pencetakan adonan, pengukusan, pengeringan, pengarangan, peggorengan dan
pengemasan. Pada stasiun pencetakan terdapat dua operator yang bekerja dengan
posisi duduk diatas balok kayu berukuran 24 x 16 x 5 cm dan saling berhadapan
di area kerja seluas 3,2 x 2,3 m. Operator duduk dengan kaki bersila diatas lipatan
kain sebagai bantalan agar mata kaki tidak terasa sakit. Stasiun pencetakan
menggunakan mesin press adonan yang berfungsi untuk mengeluarkan adonan
secara otomatis, wadah cetakan berdiameter 8,5 cm dengan kedalaman 1,7 cm dan
tumpukan palet kosong berukuran 50 x 51 x 2,5 cm berjumlah 15 papan dengan
tinggi 38 cm di sebelah kiri operator. Sebelum mulai mencetak, operator
mengambil palet kosong dari sebelah kiri dan memindahkannya ke sebelah kanan
dengan memutar badannya. Setelah itu, operator mulai menampung adonan yang
turun dari mesin press ke dalam wadah cetakan dan mengeluarkan hasil cetakan
tersebut dengan cara menghentakkannya ke palet kosong di sebelah kanan sampai
penuh (16 cetakan/palet). Setelah palet terisi penuh cetakan adonan kerupuk,
operator mengambil kembali setiap palet kosong dari sebelah kiri dan mengulang
kegiatan mencetak sampai adonan yang berada di mesin press habis dikeluarkan.
Adonan yang berada di mesin press secara rata-rata mengalami pengisian
ulang setiap 8 menit. Selama selang waktu tersebut, operator mencetak penuh 7-8
palet. Dalam satu hari proses pencetakan (6-8 jam), terdapat 40 kali pengisian
ulang adonan yang berarti operator mencetak lebih kurang 300 palet setiap
mencampur bahan menjadi adonan. Kegiatan ini dilakukan dengan cara memanjat
mesin press dan memasukkan adonan tersebut secara manual.
Operator yang berada pada stasiun pencetakan melakukan kegiatan secara
berulang-ulang (repetitif) selama produksi berlangsung. Setiap 10 menit proses
pencetakan berlangsung, tinggi tumpukan palet yang sudah berisi cetakan
mencapai bahu operator sementara tumpukan palet kosong mulai habis
dipindahkan dan berisi dengan cetakan (sisa 2-3 palet). Semakin tingginya
permukaan palet menyebabkan operator semakin sulit mengeluarkan cetakan.
Dengan demikian, tumpukan palet kosong (di sebelah kiri operator) diisi kembali
oleh operator stasiun pengeringan dan tumpukan palet berisi (di sebelah kanan
operator) diambil oleh operator stasiun pengukusan agar kegiatan proses
pencetakan tidak mengalami penundaan. Risiko kelelahan yang dialami operator
stasiun pencetakan tidak dapat diabaikan, dengan kondisi duduk bersila diatas
balok kayu, postur tubuh yang membungkuk antara 400 sampai 600 dalam rentang
waktu 6 sampai 8 jam dalam satu hari dengan frekuensi kerja mencetak penuh ±
300 papan palet dalam satu hari kerja menyebabkan operator mengalami nyeri
pada beberapa bagian tubuh terutama pada bagian punggung dan kaki.
Nyeri yang dirasakan pada beberapa bagian tubuh operator terjadi karena
aktivitas kerja fisik dan kondisi stasiun kerja tidak ergonomis. Pada tubuh bagian
bawah seperti punggung, pinggang, dan kaki mengalami kerja statis sedangkan
tubuh bagian atas mengalami kerja dinamis. Ketika adonan di mesin press habis
pengisian ulang adonan) untuk meregangkan otot-otot yang kaku dan
menghilangkan rasa nyeri sebelum memulai proses pencetakan berikutnya.
ManTRA (Manual Task Risk Assessment)tool merupakan alat penilaian postur kerja yang dirancang oleh Burgess-Limerick et al, pada tahun 2000.
Metode ini secara konseptual digunakan untuk menilai postur tubuh saat bekerja
berdasarkan indeks anggota tubuh bagian atas. Peneliti menggunakan alat ini
sebagai bagian dari objek permasalahan yang dibutuhkan untuk mengumpulkan
informasi mengenai total waktu untuk suatu tugas yang sedang dilakukan dan
menentukan penilaian menggunakan 5 skala poin dari lima karakteristik suatu
operatoran yakni waktu siklus (pengulangan), gaya yang dibutuhkan, kecepatan,
kekakuan postur, dan getaran.
Berdasarkan penelitian Van der Molen (2004) operator-operator di suatu
industri khususnya di sektor yang melibatkan kemampuan fisik sangat sering
melakukan gerakan yang repetitif (berulang), postur yang kaku, dan sering
mengeluarkan gaya pada posisi yang tidak mendukung. Risiko operator yang
mengalami cedera pada tubuh bagian atas meningkat secara dramatis seiring
berjalannya waktu. Penerapan metode penilaian postur mampu menilai
faktor-faktor tersebut sehingga dapat dihasilkan saran dan usulan perbaikan fasilitas
kerja. Penelitian lainnya dilakukan oleh Seyyed Ali Moussavi et al. (2012) di
pabrik elekronik Tehran, Iran yang menemukan pekerja-pekerja pada pabrik
tersebut melakukan berbagai macam pekerjaan manual dan repetitif.
Pekerja-pekerja tersebut mengalami keluhan pada pergelangan tangan (82,6%), bahu dan
bawah (67,5%). Penelitian tersebut menunjukkan bahwa telah banyak penelitian
yang membahas risiko tentang efek dan dampak dari melakukan pekerjaan manual
pada suatu daerah (lingkungan) kerja.
Berdasarkan penelitian Shikdar et al (2005) kemampuan operator pada
fasilitas kerja yang dirancang secara ergonomis 27% lebih tinggi dibandingkan
dengan fasilitas kerja yang dirancang tidak secara ergonomis. Nilai kepuasan kerja
juga meningkat menjadi 41% pada kondisi yang demikian. Fasilitas kerja yang
sudah dirancang secara ergonomis untuk pekerjaan yang bersifat repetitif
memiliki dampak positif yang signifikan pada kemampuan dan kepuasan pekerja.
Fasilitas kerja usulan yang dirancang secara ergonomis tersebut terdiri atas meja
kerja dan kursi kerja yang adjustable, peralatan manual yang dirancang secara ergonomis dan tata letak sistematis dari komponen-komponen fasilitas kerja.
Sebagian besar industri belum merealisasikan pentingnya rancangan
fasilitas kerja yang baik guna meningkatkan kenyamanan dan kesehatan dalam
bekerja. Oleh karena itu, penelitian ini penting dilakukan untuk mencegah risiko
terjadinya cedera ketika bekerja secara manual serta untuk mendapatkan hasil
rancangan fasilitas kerja yang ergonomis.
1.2. Rumusan Masalah
Permasalahan pada UD. Ngatimin adalah stasiun pencetakan yang tidak
ergonomis menyebabkan timbulnya keluhan rasa nyeri pada beberapa bagian
1.3. Tujuan Penelitian
Tujuan umum penelitian adalah mendapatkan rancangan fasilitas usulan
yang ergonomis
Tujuan khusus penelitian adalah :
1. Mengidentifikasi bagian tubuh yang mengalami rasa sakitdari rancangan
fasilitas yang tidak ergonomis pada stasiun pencetakan.
2. Melakukan analisis postur kerja dengan metode ManTRA pada operator di
stasiun pencetakan.
3. Menganalisis hasil rancangan fasilitas kerja stasiun pencetakan yang
diperoleh berdasarkan postur kerja operator.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan
metode ilmiah yang diperoleh selama mengikuti perkuliahan dengan
mengaplikasikannya di lapangan
b. Bagi Perusahaan
Sebagai masukan dan sumbangan pemikiran bagi pihak perusahaan untuk
rancangan alat bantu yang memberikan kenyamanan pada operator saat
1.5. Batasan dan Asumsi Penelitian
Adapun batasan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan pada stasiun pencetakan
2. Metode yang digunakan untuk menganilisis postur kerja adalah metode
manTRA (Manual Task Risk Assessment) tool
3. Data antropometri yang digunakan adalah data dimensi tubuh seluruh operator
laki-laki di UD.Ngatimin dan data dimensi tubuh praktikan laki-laki
laboratorium ergonomi dan APK gelombang 1 dan 2
4. Metode perancangan fasilitas kerja menggunakan metode pendekatan
sistematis Pahl dan Beitz.
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah :
1. Semua fasilitas yang digunakan, berada dalam kondisi normal dan bekerja
dengan baik.
2. Operator dianggap telah menguasai kemampuan dengan baik dalam proses
pencetakan kerupuk.
3. Operator bekerja dengan normal, berada dalam kondisi stamina yang baik dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
UD. Ngatimin merupakan usaha kecil menengah yang bergerak di bidang
pembuatan kerupuk putih. Usaha ini didirikan sejak tahun 1997 oleh Bapak
Ngatimin selaku pemilik usaha tersebut. Usaha yang dipimpin oleh Bapak
Ngatimin ini memproduksi kerupuk putih dengan label cap ikan. Pada awal
berjalannya usaha kerupuk putih ini, UD. Ngatimin memproduksi tiga jenis
kerupuk yaitu kerupuk kuning, coklat dan putih. Namun karena keadaan pasar
yang lebih menyukai kerupuk putih dibandingkan dengan kerupuk kuning dan
coklat, maka usaha ini memfokuskan pada produksi kerupuk putih. Pemasaran
kerupuk dipasarkan di daerah sekitar Medan dengan target warung kecil hingga ke
rumah makan seperti warung nasi Zam-Zam dan Soto Nanda. UD. Ngatimin saat
ini memiliki 12 orang pekerja. UD. Ngatimin memiliki lokasi produksi sekaligus
tempat penyimpanan produk jadi di Jalan Tanjung Selamat Gang Mawar No. 24
Medan
2.2 Ruang Lingkup Bidang Usaha
UD. Ngatimin memproduksi kerupuk putih dengan bahan tepung tapioka,
bawang putih, garam, penyedap rasa, dan ikan dencis. Usaha ini memproduksi
rata-rata 800 bungkus kerupuk putih dalam 1 hari. Kerupuk putih yang diproduksi
1 bungkus plastik. Kerupuk yang dihasilkan tidak menggunakan bahan pengawet
dan tahan dalam jangka waktu 2 minggu.
Kerupuk dipasarkan ke tempat makan (seperti zam-zam dan restoran
masakan padang lainnya), warung kecil yang tersebar di daerah sekitar Tanjung
Selamat hingga Helvetia. Sistem pemesanan kerupuk berdasarkan jumlah pesanan
yang ditetapkan oleh pelanggan dan dalam jumlah yang sama setiap harinya. Jadi
pihak UKM memproduksi kerupuk sekitar 800 bungkus per harinya.
2.3 Organisasi dan Manajemen
Organisasi pada dasarnya merupakan tempat atau wadah dimana
orang-orang berkumpul, bekerjasama secara rasional dan sistematis, terencana,
terorganisasi, terpimpin dan terkendali, dalam memanfaatkan sumber daya (uang,
material, mesin, metode, lingkungan), sarana-prasarana, data, dan lain sebagainya
yang digunakan secara efisien dan efektif untuk mencapai tujuan organisasi.
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur
tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama
secara tertentu untuk bersama-sama mencapai tujuan tertentu.
2.3.1 Struktur Organisasi
Struktur organisasi merupakan gambaran mengenai pembagian tugas serta
tanggung jawab kepada individu maupun bagian tertentu dari organisasi. Bentuk
struktur organisasi yang digunakan UD. Ngatimin adalah bentuk line structure
semua keputusan baik yang bersifat strategis maupun operasional akan diambil
sendiri oleh pemilik. Strategi utama yang diterapkan pada tipe organisasi usaha
semacam ini adalah bagaimana perusahaan dapat terus dijalankan dan tetap ada
permintaan di pasar. Struktur organisasi dapat dilihat pada gambar 2.1.
Pemilik
Gambar 2.1 Struktur Organisasi UD. Ngatimin
2.3.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada UD. Ngatimin dibagi menurut
fungsi yang telah ditetapkan. Adapun tugas dan tanggung jawab setiap bagian
dalam perusahaan adalah sebagai berikut :
1. Pemilik
Pemilik merupakan pimpinan tertinggi dalam perusahaan yang memiliki
keseluruhan modal selama proses produksi berlangsung. Adapun tugas
pemilik adalah mengawasi jalannya proses produksi dan kinerja dari operator.
Pemilik bertanggung jawab untuk memberikan upah dan memperhatikan
kesejahteraan operator yang bekerja.
2. Operator Stasiun Pencetakan
Tugas dari operator stasiun pencetakan adalah menampung adonan dalam
kayu yang penuh berisi 20 cetakan adonan setiap menit proses dan total waktu
bekerja berlangsung selama 6-8 jam dalam satu hari.
3. Operator Stasiun Perebusan
Tugas dari operator stasiun perebusan adalah merebus kerupuk yang telah
dicetak kedalam panci besar selama kurang lebih 15-20 menit. Selain itu
operator juga bertugas mengangkut kayu dan membawanya kedalam tungku
untuk memanaskan panci selama proses perebusan berlangsung.
4. Operator Stasiun Penjemuran
Tugas operator stasiun penjemuran adalah menyusun kerupuk dari jaring dan
mengangkat jaring tersebut ketempat penjemuran dibawah sinar matahari.
5. Operator Stasiun Pengeringan
Tugas dari operator stasiun pengeringan adalah mengambil kerupuk yang telah
dijemur untuk dibawa selanjutnya untuk dikeringkan diatas arang. Proses ini
dilakukan agar kerupuk semakin renyah setelah digoreng.
6. Operator Stasiun Penggorengan
Tugas dari operator stasiun penggorengan adalah menggoreng kerupuk yang
telah dikeringkan. Proses ini memiliki dua tahap yaitu digoreng dahulu pada
suhu rendah kemudian dilanjutkan pada suhu yang lebih tinggi.
7. Operator Stasiun Pembungkusan
Stasiun pembungkusan merupakan tahap akhir dari proses pembuatan
kerupuk. Adapun tugas dari operator stasiun pembungkusan adalah
membungkus kerupuk untuk siap diangkut dan dipasarkan ke tempat-tempat
2.3.3 Tenaga Kerja dan Jam Kerja
Tenaga kerja yang dibutuhkan demi berjalannya gerak langkah perusahaan
didasari atas kebutuhan setiap bagian lahan kerja. Tenaga kerja pada UD.
Ngatimin dapat dilihat pada Tabel 2.1:
Tabel 2.1. Daftar Tenaga Kerja
No Keterangan Tenaga Kerja Jumlah
1 Pemilik 1 orang
2 Operator Stasiun Pencetakan 2 orang
3 Operator Stasiun Perebusan 1 orang
4 Operator Stasiun Penjemuran 2 orang
5 Operator Stasiun Pengeringan 1 orang
6 Operator Stasiun Penggorengan 2 orang
7 Operator Stasiun Pembungkusan 4 orang
Jumlah 13 orang
BAB III
LANDASAN TEORI
3.1. Ergonomi1
Peranan ergonomi sebagai disiplin ilmu tidak lepas dari aspek-aspek
manusia dalam lingkungan kerjanya yang ditinjau secara atanomi,fisiologi,
engineering, manajemen dan desain (perancangan). Ergonomi adalah suatu studi
tentang sistem dimana manusia, fasilitas kerja dan lingkungannya berinteraksi
untuk saling menyesuaikan dengan tujuan mencapai optimasi, efisiensi, kesehatan,
keselamatan dan kenyamanan ketika bekerja.
Penerapan ergonomi pada umumnya merupakan aktivitas rancang bangun
(desain) ataupun rancang ulang desain (re-desain). Perancangan tersebut meliputi
perangkat keras seperti misalnya perkakas kerja (tools), bangku kerja, patform,
kursi, pegangan alat keja dan lain sebagainya. Penerapan ergonomi dalam
meningkatkan faktor keselamatan dan kesehatan kerja dalam hal perancangan
fasilitas kerjaadalah syarat utama dalam menciptakan keserasian sistem kerja
dengan manusia sebagai pengendalinya (man-machine system).
Perancangan fasilitas yang ideal harusmenyesuaikan peranan dan fungsi
pokok dari komponen-komponen yang terlibat dalam sistem kerja tersebut. Salah
satu definisi ergonomi yang menitikberatkan pada penyesuaian desain terhadap
manusia didasarkan pada kemampuan dan keterbatasan manusia dengan
1
Nurmianto, Eko. 2008. Ergonomi, Konsep Dasar dan Aplikasinya. Surabaya: Penerbit Guna Widya
pekerjaannya terutama yang berkaitan dengan aspek pengamatan, kognitif, fisik
maupun psikologisnya. Pulat (1992) menawarkan konsep desain produk untuk
mendukung efisiensi dan keselamatan dalampenggunaan desain produk.Konsep
tersebut adalah desain untuk reliabilitas, kenyamanan, lamanya waktu pemakaian,
kemudahan dalam pemakaian, dan efisien dalam pemakaian.
Prinsip penting ergonomi yang selalu digunakan adalah fitting the task to the man, yang berarti harus disesuaikan dengan kemampuan dan keterbatasan manusia (E, Granjean, 1982). Berdasarkan prinsip tersebut maka sistem kerja
dirancang dengan memperhatikan faktor-faktor yang menjadi kelebihan dan
keterbatasan manusia sebagai pengguna maka diperoleh suatu rancangan sistem
kerja yang berada didalam daerah kemampuan manusia.
3.2. Antropometri
Istilah anthropometry berasal dari kata “anthropos (man)” yang berarti manusia dan “metron (measure)” yang berarti ukuran (Bridger, 1995). Secara
definitif antropometri dapat dinyatakan sebagai suatu studi yang berkaitan dengan
pengukuran dimensi tubuh manusia. Antropometri secara luas digunakan untuk
pertimbangan ergonomis dalam suatu perancangan (desain) produk maupun
sistem kerja yang akan memerlukan interaksi manusia. Aspek-aspek ergonomi
dalam suatu proses rancang bangun fasilitas marupakan faktor yang penting dalam
menunjang peningkatan pelayanan jasa produksi. Setiap desain produk, baik
produk yang sederhana maupun produk yang sangat komplek, harus berpedoman
Pheasant (1988) dan Pulat (1992), antropometri adalah pengukuran dimensi tubuh
atau karakteristik fisik tubuh lainnya yang relevan dengan desain dari sesuatu
yang dapat dipakai atau digunakan.
Manusia sebagai objek pengukuran memiliki ukuran tubuh yang
berbeda-beda. Prinsip-prinsip yang harus diambil didalam aplikasi data antropometri harus
ditetapkan terlebih dahulu agar rancangan suatu produk nantinya bisa sesuai
dengan ukuran tubuh manusia yang akan mengoperasikannya. Prinsip pengukuran
tersebut yaitu:
1. Perancangan produk bagi individu dengan ukuran yang ekstrim.
Contoh: penetapan ukuran minimal dari lebar dan tinggi dari pintu darurat.
2. Perancangan produk yang bisa dioperasikan di antara rentang ukuran tertentu.
Contoh: perancangan kursi mobil yang letaknya bisa digeser maju atau
mundur, dan sudut sandarannyapun bisa dirubah-rubah.
3. Perancangan produk dengan ukuran rata-rata.
Contoh: desain fasilitas umum seperti toilet umum, kursi tunggu, dan lain-
lain.
Untuk mendapatkan suatu perancangan yang optimum dari suatu ruang
dan fasilitas akomodasi, maka hal-hal yang harus diperhatikan adalah
faktor-faktor seperti panjang dari suatu dimensi tubuh baik dalam posisi statis maupun
dinamis.
Perancangan tempat kerja pada dasarnya merupakan suatu aplikasi data
antropometri, tetapi masih memerlukan dimensi fungsional yang tidak terdapat
pengukuran langsung dari pada data statis. Dimensi fungsional dapat berupa
kegiatan menjangkau, mengambil sesuatu, mengoperasikan suatu alat dan lain
sebagainya.
Ada dua aspek penting dari perancangan tempat kerja yaitu:
1. Daerah kerja horizontal pada sebuah bangku
2. Ketinggiannya dari atas lantai
Disain ketinggian landasan kerja untuk posisi berdiri, secara prinsip
hampir sama dengan desain ketinggian landasan kerja posisi dudukan. Manuaba
(1986), Sanders & Mc Cormick (1987), Grandjean (1993) memberikan
rekomendasi ergonomis tentang ketinggian landasan kerja posisi berdiri
didasarkan pada ketinggian siku berdiri sebagai tersebut berikut ini.
a. Tinggi landasan kerjauntuk pekerjaan memerlukan ketelitian adalah 5-10 cm
di atas tinggi siku berdiri. Hal ini bertujuan untuk mengurangi pembebasan
statis pada otot bagian belakang,
b. Tinggi landasan kerja untuk kerja manual, di mana pekerjaan sering
memerlukan ruangan untuk peralatan; material dan kontainer dengan berbagai
jenis adalah 10-15 cm di bawah tinggi suku berdiri.
c. Tinggi landasan kerja untuk pekerjaan yang memerlukan penekanan dengan
kuat, adalah 15-40 cm di bawah tinggi siku berdiri.
Tahapan perancangan sistem kerja work space design dengan
memperhatikan faktor antropometri secara umum adalah sebagai berikut
1. Menentukan kebutuhan perancangan dan kebutuhannya (establish requirement)
2. Mendefinisikan dan mendeskripsikan populasi pemakai
3. Pemilihan sampel yang akan diambil datanya
4. Penentuan kebutuhan data (dimensi tubuh yang akan diambil)
5. Penentuan sumber data (dimensi tubuh yang akan diambil) dan pemilihan
persentil yang akan dipakai
6. Penyiapan alat ukur yang akan dipakai
7. Pengambilan data
8. Pengolahan data
a. Uji kecukupan data
b. Uji normalitas data
c. Uji keseragaman data
d. Penentuan persentil
3.2.1. Dimensi Antropometri
Dimensi antropometri merupakan ukuran tubuh pada posisi tertentu. Data
ini dapat dimanfaatkan guna menetapkan dimensi ukuran produk yang akan
dirancang dan disesuaikan dengan dimensi tubuh manusia yang akan
mengoperasikan atau menggunakannya. Data antropometri tubuh yang diukur
menurut Hartono (2012) dalam panduan survei data antropometri dapat dilihat
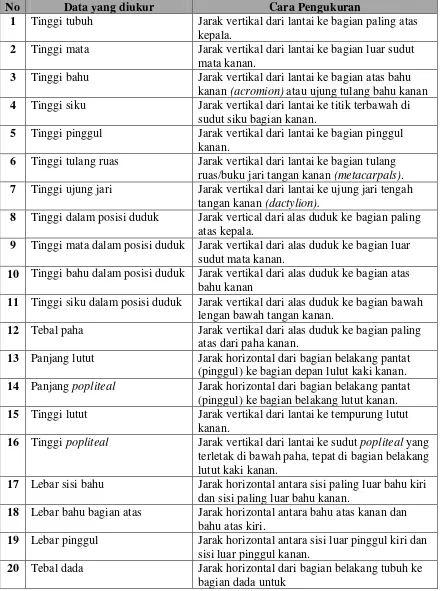
Tabel 3.1. Pengukuran Dimensi Tubuh
No Data yang diukur Cara Pengukuran
1 Tinggi tubuh Jarak vertikal dari lantai ke bagian paling atas kepala.
2 Tinggi mata Jarak vertikal dari lantai ke bagian luar sudut mata kanan.
3 Tinggi bahu Jarak vertikal dari lantai ke bagian atas bahu kanan (acromion) atau ujung tulang bahu kanan
4 Tinggi siku Jarak vertikal dari lantai ke titik terbawah di sudut siku bagian kanan.
5 Tinggi pinggul Jarak vertikal dari lantai ke bagian pinggul kanan.
6 Tinggi tulang ruas Jarak vertikal dari lantai ke bagian tulang ruas/buku jari tangan kanan (metacarpals).
7 Tinggi ujung jari Jarak vertikal dari lantai ke ujung jari tengah tangan kanan (dactylion).
8 Tinggi dalam posisi duduk Jarak vertical dari alas duduk ke bagian paling atas kepala.
9 Tinggi mata dalam posisi duduk Jarak vertikal dari alas duduk ke bagian luar sudut mata kanan.
10 Tinggi bahu dalam posisi duduk Jarak vertikal dari alas duduk ke bagian atas bahu kanan
11 Tinggi siku dalam posisi duduk Jarak vertikal dari alas duduk ke bagian bawah lengan bawah tangan kanan.
12 Tebal paha Jarak vertikal dari alas duduk ke bagian paling atas dari paha kanan.
13 Panjang lutut Jarak horizontal dari bagian belakang pantat (pinggul) ke bagian depan lulut kaki kanan.
14 Panjang popliteal Jarak horizontal dari bagian belakang pantat (pinggul) ke bagian belakang lutut kanan.
15 Tinggi lutut Jarak vertikal dari lantai ke tempurung lutut kanan.
16 Tinggi popliteal Jarak vertikal dari lantai ke sudut popliteal yang terletak di bawah paha, tepat di bagian belakang lutut kaki kanan.
17 Lebar sisi bahu Jarak horizontal antara sisi paling luar bahu kiri dan sisi paling luar bahu kanan.
18 Lebar bahu bagian atas Jarak horizontal antara bahu atas kanan dan bahu atas kiri.
19 Lebar pinggul Jarak horizontal antara sisi luar pinggul kiri dan sisi luar pinggul kanan.
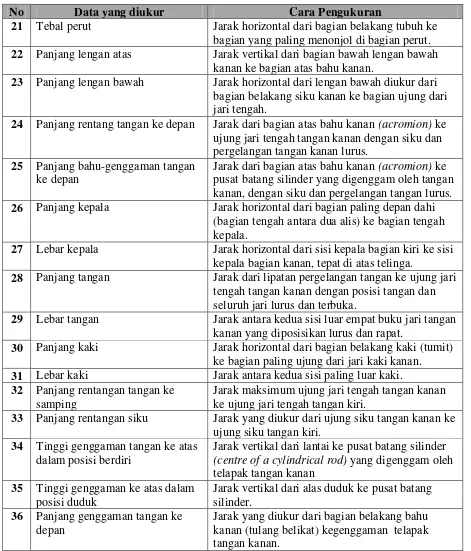
Tabel 3.1. Pengukuran Dimensi Tubuh (Lanjutan)
No Data yang diukur Cara Pengukuran
21 Tebal perut Jarak horizontal dari bagian belakang tubuh ke bagian yang paling menonjol di bagian perut.
22 Panjang lengan atas Jarak vertikal dari bagian bawah lengan bawah kanan ke bagian atas bahu kanan.
23 Panjang lengan bawah Jarak horizontal dari lengan bawah diukur dari bagian belakang siku kanan ke bagian ujung dari jari tengah.
24 Panjang rentang tangan ke depan Jarak dari bagian atas bahu kanan (acromion) ke ujung jari tengah tangan kanan dengan siku dan pergelangan tangan kanan lurus.
25 Panjang bahu-genggaman tangan ke depan
Jarak dari bagian atas bahu kanan (acromion) ke pusat batang silinder yang digenggam oleh tangan kanan, dengan siku dan pergelangan tangan lurus.
26 Panjang kepala Jarak horizontal dari bagian paling depan dahi (bagian tengah antara dua alis) ke bagian tengah kepala.
27 Lebar kepala Jarak horizontal dari sisi kepala bagian kiri ke sisi kepala bagian kanan, tepat di atas telinga.
28 Panjang tangan Jarak dari lipatan pergelangan tangan ke ujung jari tengah tangan kanan dengan posisi tangan dan seluruh jari lurus dan terbuka.
29 Lebar tangan Jarak antara kedua sisi luar empat buku jari tangan kanan yang diposisikan lurus dan rapat.
30 Panjang kaki Jarak horizontal dari bagian belakang kaki (tumit) ke bagian paling ujung dari jari kaki kanan.
31 Lebar kaki Jarak antara kedua sisi paling luar kaki.
32 Panjang rentangan tangan ke samping
Jarak maksimum ujung jari tengah tangan kanan ke ujung jari tengah tangan kiri.
33 Panjang rentangan siku Jarak yang diukur dari ujung siku tangan kanan ke ujung siku tangan kiri.
34 Tinggi genggaman tangan ke atas dalam posisi berdiri
Jarak vertikal dari lantai ke pusat batang silinder
(centre of a cylindrical rod) yang digenggam oleh telapak tangan kanan
35 Tinggi genggaman ke atas dalam posisi duduk
Jarak vertikal dari alas duduk ke pusat batang silinder.
36 Panjang genggaman tangan ke depan
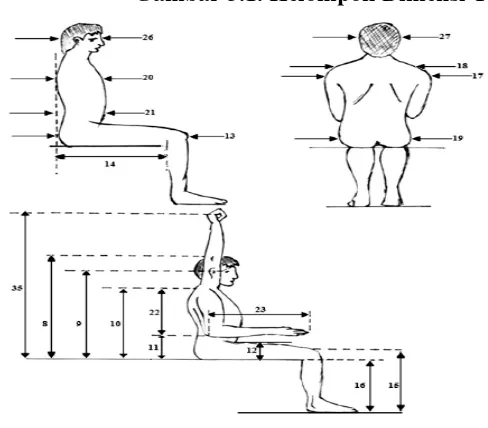
Pengukuran data antropometri dapat dilihat pada Gambar 3.1. yang
merupakan kelompok dimensi tubuh yang diukur dalam posisi berdiri sedangkan
Gambar 3.2. merupakan kelompok dimensi tubuh yang diukur dalam posisi
duduk.
Sumber : Jurnal Panduan Survei Data Antropometri (Hartono, 2012)
Gambar 3.1. Kelompok Dimensi Tubuh I
3.2.2 Aplikasi Distribusi Normal Dalam Data Antropometri
Pemakaian distribusi normal dalam penetapan data antropometri sangat
umum diterapkan. Distribusi normal dapat diformulasikan berdasarkan harga
rata-rata (mean,X ) dan simpangan standarnya (standard deviation, σX) dari data yang ada. Dari nilai yang ada maka persentil dapat ditetapkan sesuai dengan tabel
probabilitas distribusi normal. Sebagai contoh 95-th persentil akan menunjukkan
95% populasi akan berada pada atau dibawah ukuran tersebut, sedangkan 5-th
persentil akan menunjukkan 5% populasi akan berada pada atau dibawah ukuran
itu. Data antropometri ukuran 95-th akan menggambarkan ukuran manusia yang
terbesar dan 5-th persentil sebaliknya akan menunjukkan ukuran terkecil.
Pemakaian nilai-nilai persentilyang umum diaplikasikan dalam perhitungan data
antopometri dapat dijelaskan dalam Gambar 3.16.danTabel 3.3.
Sumber : Buku Ergonomi KonsepDasardanAplikasinya (Nurmianto, 1998)
Gambar 3.3. Distribusi Normal dengan Data Antropometri
Pada gambar 3.16, dapat dilakukan perhitungan persentil dengan rumus
berdasarkan distribusi normal yang dapar dilihat pada Tabel 3.3.
1,96σX 1,96σX
X
2,5% 95%
2,5%
N(X, σX)
Tabel 3.2. Macam Persentil dan Cara Perhitungan Dalam Distribusi Normal
Sumber : Buku ErgonomiKonsepDasardanAplikasinya (Nurmianto, 1998)
3.3. Beban Kerja2
Tubuh manusia dirancang untuk dapat melakukan aktivitas sehari-hari.
Adanya massa otot yang bobotnya hampir lebih dari separuh berat tubuh
memungkinkan kita untuk dapat menggerakan tubuh dan melakukan pekerjaan.
Dengan kata lain setiap pekerjaan merupakan beban bagi yang bersangkutan.
Beban kerja tersebut dapat berupa beban fisik dan beban mental.
Ditinjau dari sisi ergonomi, setiap beban kerja yang diterima oleh
seseorang harus sesuai atau seimbang baik terhadap kemampuan fisik,
kemampuan kognitif maupun keterbatasan manusia yang menerima beban
tersebut. Menurut Suma’mur (1984) bahwa kemampuan kerja seorang tenaga
kerja berbeda dari satu dengan yang lain dan sangat tergantung pada keterampilan,
2
Tarwaka, dkk. 2004. Ergonomi untuk Keselamatan Kerja dan Produkstivitas. Penerbit UNIBA
kesegaran jasmani, keadaan gizi, jenis kelamin, usia dan ukuran tubuh dari
pekerja yang bersangkutan.
Menurut Rodahl (1989), Adiputra (1998) dan Manuaba (2000) bahwa secara
umum hubungan antara beban kerja dan kapasitas kerja dipengaruhi oleh berbagai
faktor yang sangat kompleks baik faktor internal maupun faktor external.
1. Beban Kerja karena Faktor Eksternal
Faktor eksternal suatu beban kerja adalah beban kerja yang berasal dari luar
tubuh pekerja. Beban kerja eksternal adalah tugas (task) itu sendiri, organisasi
dan lingkungan (fasilitas) kerja. Ketiga aspek ini sering disebut sebagai
stressor.
a. Tugas-tugas yang bersifat fisik seperti stasiun kerja, tata ruang tempat
kerja,peralatan dan sarana kerja, kondisi medan kerja, sikap kerja, cara
angkat angkut, beban yang diangkat-angkut, alat bantu kerja, sarana
informasi termasuk display dan kontrol, alur kerja dan lain-lain. Sedangkan tugas yang bersifat fisik seperti kompleksitas pekerjaan atau
tingkat kesulitan pekerjaan yang mempengaruhi emosi pekerja.
b. Organisasi kerja yang dapat mempengaruhi beban kerja seperti lamanya
waktu kerja, waktu istirahat, kerja bergilir, kerja malam, sistem
pengupahan, sistem kerja, musik kerja, dan pelimpahan tugas.
c. Lingkungan Kerja dapat berupa :
1. lingkungan kerja fisik seperti pencahayaan, suhu ruangan, kebisingan,
2. Lingkungan kerja kimiawi seperti debu, gas-gas pencemar udara, uap
dan fume dalam udara.
3. Lingkumgan kerja biologis seperti bakteri,virus, jamur dan serangga
4. Lingkungan kerja psikologis seperti pemilihan dan penempatan tenaga
kerja serta hubungan sosial antara pekerja yang berdampak kepada
performansi kerja di tempat kerja.
2. Beban Kerja karena Faktor Internal
Faktor internal beban kerja adalah faktor yang berasal dari dalam tubuh itu
sendiri sebagai akibat adanya reaksi dari beban kerja eksternal. Reaksi tubuh
tersebut dikenal sebagai strain. Berat ringannya strain dapat dinilai baik secara objektif maupun subjektif. Penilaian secara objektif yaitu melalui
perubahan reaksi fisiologis seperti relaksasi dan kontraksi otot. Sedangkan
penilaian subjektif dapat dilakukan melalui perubahan reaksi psikologis dan
perubahan perilaku. Karena itu strain secara subjektif berkaitan erat dengan harapan, keinginan, kepuasan dan penilaian subjektif lainnya. Secara lebih
ringkas faktor internal meliputi:
a. Faktor Somatis (Jenis Kelamin, umur, ukuran tubuh, kondisi kesehatan,
status gizi)
b. Faktor Psikis (motivasi, mental kerja, persepsi, kepercayaan, keinginan,
kepuasan dan lain sebagainya)
Perhitungan beban kerja setidaknya dapat dilihat dari 3 aspek, yakni fisik,
mental, dan penggunaan waktu.Aspek mental merupakan perhitungan beban kerja
perhitungan beban kerja berdasarkan pemanfaatan waktu bisa dibedakan antara
pekerjaan berulang (repetitif) atau pekerjaan yang tidak berulang (non-repetitif).
Pekerjaan repetitif biasanya terjadi pada pekerjaan dengan siklus pekerjaan yang
pendek dan berulang pada waktu yang relatif sama. Berbeda dengan aspek fisik
yang meliputi perhitungan beban kerja berdasarkan kriteria-kriteria fisik manusia
dan batasan beban angkat yang diperbolehkan.Terdapat 4 kriteria batasan yang
digunakan dalam pengangkatan yaitu :
1. Batasan angkatan legal ( Legal Limitation )
Batasan ini dipakai sebagai batasan angkat secara internasional yaitu :
a. Pria di bawah usia 16 th, maksimum angkat 14 kg.
b. Pria usia diantara 16 th dan 18 th, maksimum angkat 18 kg.
c. Pria usia lebih dari 18 th, tidak ada batsan angkat.
d. Wanita usia diantara 16 th dan 18 th, maksimum angkat 11 kg.
e. Wanita usia lebih dari 18 th, maksimum angkat adalah 16 kg.
Batasan ini dapat membantu mengurangi rasa nyeri, ngilu pada tulang
belakang bagi para wanita. Batasan angkat ini akan mengurangi
ketidaknyamanan kerja pada tulang belakang, terutama bagi operator untuk
pekerjaan berat.
2. Batasan angkat dengan menggunakan biomekanika (Biomechanical Limitation)
Nilai dari analisa biomekanika adalah rentang postur atau posisis aktifitas
3. Batasan angkat fisiologis
Metode pendekatan ini dengan mempertimbangkan rata–rata beban
metabolisme dari aktifitas angkat yang berulang, sebagaimana dapat juga
ditentukan dari jumlah konsumsi oksigen. Hal ini haruslah benar–benar
diperhatikan terutama dalam rangka untuk menentukan batasan angkat.
Kelelahan kerja yang terjadi akibat dari aktifitas yang berulang–ulang akan
meningkatkan resiko nyeri pada tulang belakang.
4. Batasan angkat psiko–fisik
Metode ini didasarkan pada sejumlah eksperimen yang berupaya untuk
mendapatkan berat pada berbagai keadaan dan ketinggian beban yang
berbeda-beda. Ada tiga macam posisi angkat :
a. Dari permukaan lantai ke ketinggian genggaman tangan.
b. Dari ketinggian genggaman tangan dan ke ketinggian bahu.
c. Dari ketinggian bahu ke maksimuman jangkauan tangan vertikal.
3.5. ManTRA (Manual Task Risk Assessment) Tool3
Penilaian risiko pada suatu postur tubuh ketika bekerja membutuhkan
analisis dan evaluasi risiko, lalu membandingkan analisis risiko tersebut dengan
kriteria risiko yang dapat menentukan keputusan untuk menindak lanjuti perlu
tidaknya dilakukan perbaikan pada fasilitas kerja tersebut. Badan keselamatan
kerja australia yang menangani pelatihan dalam hal pekerjaan manual
3
http://elearning.gunadarma.ac.id/docmodul/teknik_industri_modul_pelatihan_perancangan_ergon omika_menggunakan_ergoweb_40/7_mantra.pdf
mengeluarkan daftar yang berisi metode penilaian risiko secara lanjut termasuk
metode yang dikembangkan melalui riset yang mana dievaluasi oleh program
kerja sama dalam bidang ergonomi.
ManTRA (Manual Task Risk Assessment) tool merupakan alat penilaian
postur kerja yang dirancang oleh Burgess-Limerick et al, pada tahun 2000.
Metode ini secara konseptual digunakan untuk menilai postur tubuh saat bekerja
berdasarkan indeks anggota tubuh bagian atas. Peneliti menggunakan alat ini
sebagai bagian dari objek permasalahan yang dibutuhkan untuk mengumpulkan
informasi mengenai total waktu untuk suatu tugas yang sedang dilakukan dan
menentukan penilaian menggunakan 5 skala poin dari lima karakteristik suatu
pekerjaan yakni waktu siklus (pengulangan), gaya yang dibutuhkan, kecepatan,
kekakuan postur, dan getaran.
Waktu relatif penggunaan lima bagian tubuh (lengan, punggung, leher,
bahu, dan pergelangan tangan) dihitung terhadap waktu total pekerjaan dalam satu
hari, kemudian juga dilakukan analisismengenai sejauh mana pekerjaan tersebut
memiliki karakteristik pengulangan (pengukuran sikluswaktu dan durasi),
pengerahan usaha (pengukuran gaya dan kecepatan), kecanggungan postur,dan
getaran. Nilai tersebut mengindikasikan risiko tinggi atau cedera yang kumulatif.
Aplikasi manTRA mampu mengevaluasi risiko cedera (baik yang bersifat
mendadak maupun kumulatif) yang dialami olehpekerja saat melakukan
pekerjaannya.Kesimpulan dari penilaian ini hanya dapat diterapkan pada individu
Penerapan metode ManTRA dilakukandengan mengikuti prosedur
penilaian berdasarkan pengukuran total waktu (durasi) kerja, pengukuran faktor
risiko yang berulang, pengukuran faktor risiko akibat pengerahan tenaga,
pengukuran faktor risiko kekakuan, pengukuran faktor risiko getaran. Setelah
mendapatkan nilai-nilai penilaian dari setiap kriteria faktor risiko lalu dilakukan
interpretasi penilaian untuk menentukan tindakan lebih lanjut yang akan
dilakukan.
1. Pengukuran Total Waktu
Total waktu merupakan waktu rata-rata dari waktu kerja suatu pekerjaan
dilakukan dalam suatu hari tertentu.
Tabel 3.3. Tabel Penilaian Faktor Risiko Waktu Siklus
Jam/hari 0-2 jam/hari 2-4 jam/hari 4-6 jam/hari 6-8 jam/hari > 8 jam/hari
Skor 1 2 3 4 5
2. Pengukuran Faktor Risiko yang Berulang
Pengulangan dinilai dengan mengevaluasi waktu siklus dan durasi suatu
tugas pada setiap bagian tubuh. Waktu siklus merupakan durasi waktu dari suatu
tugas yang dikerjakan lebih dari satu kali tanpa adanya gangguan. Durasi adalah
waktu dimana tugas yang memilki siklus berulang dilakukan tanpa satu atau
banyak gangguan. Kode durasi akan selalu sama untuk setiap bagian dari tugas
tertentu. Waktu siklus dan kode durasi dicantumkan dalam table untuk
menentukan nilai dari faktor risiko yang berulang.
Tabel 3.4. Tabel Penilaian Faktor Risiko Waktu Siklus
dtk
Skor 1 2 3 4 5
Tabel 3.5. Tabel Penilaian Faktor Risiko Durasi Kerja
Waktu Durasi
Faktor risiko yang berulang ditentukan dengan mencantumkan skor dari
waktu siklus dan durasi pada tabel faktor risiko yang berulang.
Tabel 3.6. Tabel Penilaian Faktor Risiko Durasi dan Waktu Siklus Skor Waktu
3. Pengukuran Faktor Risiko Akibat Pengerahan Tenaga
Faktor risiko pengerahan tenaga dapat dinilai dengan mengevaluasi gaya
adan kecepatan untuk setiap bagian tubuh. Sama halnya dengan faktor risiko yang
pengerahan tenaga ditentukan dari skor gaya dan kecepatan yang dicantumkan
dalam tabel.
Gaya merupakan penilaian dari usaha penggunaan otot pada suatu bagian
selama pekerjaan dilakukan dengan gaya maksimum yang dapat digunakan oleh
seseorang saat bekerja. Pekerjaan yang dilakukan dalam waktu yang singkat dan
dengan gaya yang sedang dinilai sama dengan pekerjaan yang dilakukan dalam
durasi yang lama dengan gaya yang sedang, karena pengukuran durasi dilakukan
secara terpisah. Kecepatan dinilai dari rata-rata keseluruhan gerakan saat
melakukan kerja. Contohnya, bila suatu tugas kebanyakan membutuhkan gerakan
yang lambat dengan beberapa elemen cepat, itu akan dinilai sebagai langkah
sedang dan akan mendapatkan skor 2. Skor 3 akan diberikan hanya pada
pekerjaan statis utama.
Tabel 3.7. Tabel Penilaian Faktor Risiko Gaya (Force)
Kategori Gaya Minimal Sedang Maksimal
Skor 1-2 3-4 5
Tabel 3.8. Tabel Penilaian Faktor Risiko Kecepatan (Speed)
Faktor risiko akibat pengerahan tenaga (faktor risiko gabungan) ditentukan
dengan mencantumkan skor-skor dari gaya dan kecepatan pada tabel faktor risiko
akibat pengerahan tenaga.
Tabel 3.9. Tabel Penilaian Faktor Risiko Gabungan (Gaya dan Kecepatan)
Force Skor
Skor kecepatan
1 2 3 4 5
1 1 1 2 3 4
2 1 2 3 4 4
3 2 3 4 4 5
4 2 3 4 5 5
5 3 4 5 5 5
4. Pengukuran Faktor Risiko Kekakuan
Kekakuan didefinisikan sebagai derajat deviasi dari tulang sendi. Semakin
besar deviasi, semakin besar pula tingkat bahayanya. Penilaian dilakukan untuk
keseluruhan tugas, oleh karena itu harus menampilkan rata-rata dari berbagai
posisi tubuh untuk setiap bagian tubuh ketika melakukan pekerjaan.
Amount of Awkwardness
A B C D E
Skor 1 2 3 4 5
Keterangan :
A = Postur tubuh mendekati netral
B = Penyimpangan kecil dari kondisi netral ke satu arah
C = Penyimpangan kecil dari kondisi netral lebih dari satu arah
D = Penyimpangan melebihi dari jarak normal dari kondisi netral ke satu arah
E = Penyimpangan melebihi dari jarak normal dari kondisi netral lebih dari satu
arah
5. Pengukuran Faktor Risiko Getaran
Pekerjaan yang menimbulkan faktor risiko getaran harus
mempertimbangkan kedua faktor berikut : Keseluruhan tubuh dan getaran bagian
tubuh. Getaran pada keseluruhan tubuh akan berdampak pada lengan bawah dan
tulang belakang ketika getaran pada bagian tubuh menyerang kaki dan tangan
bagian atas. Penilaian dilakukan untuk keseluruhan tugas, oleh karena itu harus
ditampilkan durasi rata-rata dan tugas tersebut.
Setelah mendapatkan semua penilaian untuk setiap karakteristik penilaian
selanjutnya dilakukan interpretasi nilai. Untuk setiap bagian tubuh, skor untuk
total waktu, pengulangan, pengerahan tenaga, kekakuan dan getaran dijumlahkan.
Jumlah dari skor untuk setiap bagian tubuh disebut risiko kumulatif, dan memiliki
rentang antara 5-25. tindakan lebih lanjut perlu dilakukan bila salah satu bagian
tubuh memiliki :
1. Nilai faktor risiko untuk pengerahan tenaga sebesar 5
2. Jumlah dari nilai pengerahan tenaga dan kekakuan sebesar 8 atau lebih
3. Nilai kumulatif risikop dari keseluruhan tubuh sebesar 15 atau lebih.
Nilai tersebut dapat membantu memprioritaskan tugas untuk
penilaian/pengontrolan yang dianjurkan. Demikian juga, skor merefleksikan risiko
terbesar sehingga kita dapat memperhatikan bagian tubuh yang harus diperhatikan
dan dikontrol.
3.6. Pendekatan Ergonomi dalam Perancangan Fasilitas Kerja
Pendekatan ergonomi dalam perancangan stasiun dan/atau fasilitas kerja di
industri telah menempatkan rancangan sistem kerja manusia-mesin yang awalnya
serba rasional-mekanistik menjadi tampak lebih manusiawi. Disini faktor yang
terkait dengan fisik (faal/fisiologi) maupun perilaku (psikologi) manusia baik
secara individu pada saat berinteraksi dengan mesin dalam sebuah rancangan
sistim manusia-mesin dan lingkungan kerja fisik akan dijadikan pertimbangan
utama. Persoalan perancangan tata cara kerja di lini aktivitas produksi nampaknya
“human-centered engineered systems” dalam perancangan teknologi produk maupun proses dengan mengkaitkan faktor manusia didalamnya.
Pendekatan ergonomi yang dilakukan dalam perancangan sistem produksi
di lantai produksi akan mampu menghasilkan sebuah rancangan sistem
manusia-mesin yang sesuai dengan ekspektasi manusia pekerja atau tanpa menyebabkan
beban kerja yang melebihi ambang batas (fisik maupun psikologis) manusia untuk
menahannya. Dalam hal ini akan diaplikasikan segala macam informasi yang
berkaitan dengan faktor manusia (kekuatan, kelemahan/keterbatasan) dalam
perancangan sistem kerja yang meliputi perancangan produk (man-made objects), mesin & fasilitas kerja dan/atau lingkungan kerja fisik yang lebih efektif, aman,
nyaman, sehat dan efisien (ENASE). Rekayasa manusia (human engineering) yang dilakukan terhadap sistem kerja bertujuan :
a. memperbaiki performans kerja manusia seperti menambah kecepatan kerja,
ketelitian, keselamatan, kenyamanan dan mengurangi penggunaan enersi
kerja yang berlebihan dan mengurangi kelelahan.
b. mengurangi waktu yang terbuang sia-sia untuk pelatihan dan meminimalkan
kerusakan fasilitas kerja karena human errors
c. meningkatkan “functional effectiveness” dan produktivitas kerja manusia dengan memperhatikan karakteristik manusia dalam desain sistem kerja
3.6.1. Teknik Perancangan Sistematis4
Teknik perancangan bukanlah sesuatu yang mudah didefinisikan. Hyman
(1998) mengatakan tidak ada definisi umum mengenai teknik perancangan kecuali
teknik tersebut menggunakan pendekatan metodologi untuk menyelesaikan
beberapa masalah pada tingkat/level tertentu.Hal ini dikemukakan karena fitur
dari suatu penyelesaian masalah yang sering muncul diperoleh tanpa perhatian
suatu langkah yang terlibat dalam suatu proses. Suh (1990) mendeskripsikan
bahwa teknik perancangan berkenaan antara apa yang kita mau dengan bagaimana
kita memperolehnya. Praktisi lain (Hales 1993) mengatakan definisi yang hampir
sama bahwa suatu teknik perancangan adalah proses untuk mengenal suatu
kebutuhan dan membuat sebuah sistem untuk mencapai kebutuhan tersebut.
SEED (Sharing Experience in Engineering Design)mendefinisikan teknik perancangan adalah total aktivitas yang dibutuhkan untuk menetapkan dan
menentukan solusi untuk suatu masalah yang belum diselesaikan sebelumnya,
atau membuat solusi baru untuk suatu masalah yang sama yang mana telah
diselesaikan sebelumnya dengan cara yang berbeda. Perancang menggunakan
kemampuan intelektual dan kreatifitasnya untuk menggunakan pengetahuan
umum dan memastikan spesifikasi produk dapat memenuhi kebutuhan pasar dan
kepuasan pelanggan agar dapat dihasilkan dengan metode yang optimum.
4
Adrian van Rij, Mark. 2001, The Design Of A New Bed Adjustability Mechanism, The University of Auckland : Department of Mechanical Engineering
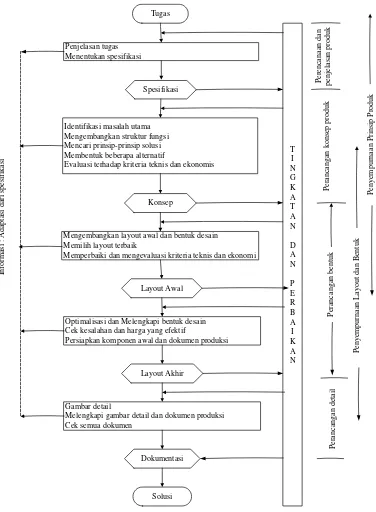
Pahl and Beitz (1996), mengemukakan bahwa suatu perancangan adalah
suatu proses kreatifitas tetapi jika tidak diarahkan secara sistematis maka
kemungkinan untuk mengeluarkan hasil rancangan melalui proses kreatifitas
tersebut akan terbatas.Metode yang digunakan menggunakan pendekatan
sistematis yang direkomendasikan untuk memperolehproses perancangan dengan
tahapan-tahapan aktivitas yang diperlukan pada setiap tingkatan perancangan.
3.6.2. Empat Tahapan Perancangan Model Pahl dan Beitz
Perancangan dengan pendekatan sistematis dapat dikelompokan menjadi
dua yaitu perancangan deskriptif dan preskriptif. Cross(1994) menjelaskan model
deskriptif sebagai penyelesaian masalah berdasarkan penekanan dalam
menghasilkan solusi lebih awal dari proses. Salah satu kelemahan yang ditemukan
pada perancangan deskriptif, jika solusi yang diterapkan lebih awal tidak dapat
diwujudkan secara fisik maka konsep rancangan yang baru akan dihasilkan untuk
mengulang siklus rancangan. Proses ini biasanya disajikan dalam bentuk aliran
diagram yang menunjukan proses secara berulang.
Sebaliknya, model perancangan preskriptif mencoba untuk mendorong
perancang untuk bekerja pada suatu metodologi perancangan yang lebih
sistematis. Model ini lebih berfokus dalam menghasilkan kemampuan spesifikasi
sehingga permasalahan rancangan dapat ditentukan tanpa adanya elemen-elemen
lain yang perlu diabaikan. Pembangkitan beberapa konsep alternatif didorong
dengan pilihan akhir yang dibuat dengan seleksi alternatif perancangan yang
perancangan preskriptif adalah metode Pahl dan Beitz yang mana telah berhasil
banyak digunakan para perancang dalam aspek rekayasa.
Pahl dan Beitz mengusulkan cara merancang produk sebagaimana yang
dijelaskan dalambukunya Engineering Design: A Systematic Approach,cara merancang Pahl dan Beitz tersebutterdiri dari 4 kegiatan atau tahapan, yang
masing-masing terdiri dari beberapa langkah. Keempat tahapantersebut adalah :
1. Perencanaan dan penjelasan
Tujuan dari tahap ini adalah untuk mengumpulkan informasi dari kebutuhan
perancangan yang harus dipenuhi oleh produk. Beragam teknik digunakan
untuk menentukan fungsi dari produk dan batasan sistem dari rancangan yang
baru. Aktifitas ini mengacu kepada penyusunan daftar kebutuhan part dari
produk rancangan dan spesifikasi rancangan produk (berdasarkan demand
dan wish).
2. Rancangan Konseptual Produk
Setelah spesifikasi rancangan telah dikembangkan, perancang dapat
menuangkan ide-ide kreatifnya terhadap produk. Pemikiran konvergen
(tradisional)yang mengedepankan keterampilan dari klarifikasi tugas berubah
menjadi divergen (modern) yang mengedepankan analisis dan evaluasi
melalui tahap konseptual, yang mana melibatkan perluasan lingkup untuk
mengumpulkan ide sebanyak mungkin. Tahap rancangan konseptual terdiri
atas dua komponen utama yakni sintesa terhadap solusi untuk menemukan
3. Rancangan Fisik (Secara Visual)
Perwujudan rancangan (rancangan fisik) dtentukan dan dirancang
berdasarkan solusi utama yang dipilih pada tahap konseptual. Tujuan dari
tahap ini adalah untuk mengembangkan kriteria fisik rancangan lebih detail
daripada konseptualnya dan untuk menyempurnakan bentuk secara geometris,
dinamis dan masalah keamanan.berbeda dengan desain konseptual, proses
yang berulang-ulang secara alami sehingga analisis dan sintesis yang
digunakan saling melengkapi selama banyak langkah-langkah perbaikan
(Pahl dan Beitz 1996). Tahap rancangan fisik diibaratkan sebagai jembatan
antara tahap rancangan konseptual dengan tahap rancangan detail. Input dari
tahapan ini biasanya tidak lebih dari sebuah sketsa dan dokumen spesifikasi
rancangan produk. Tujuan dari tahap ini adalah untuk memperhalus informasi
awal dan mengembangkannya kepada titik dimana rancangan detail dan
perencanaan produksi dapat dimulai. Jadi tahap ini meliputi pemodelan secara
defenitf yang diikuti dengan kalkulasi dimensi, batas toleransi, material yang
diharapkan, dan proses perakitannya.
4. Rancangan Detail
Tahap akhir dari proses perancangan Pahl dan Beitz adalah rancangan detail,
dimana keputusan yang paling penting telah ditentukan. Rancangan dari
setiap kompoen harus diverifikasi dan informasi yang berhubungan dengan
proses pembuatan harus diselesaikan. Rancangan detail secara umum
berhubungan dengan rancangan dari subsistem dan komponen-komponen
Setiap tahapan proses perancangan berakhir pada hasil tahapan, seperti
tahapan pertama menghasilkandaftar persyaratan dan spesifikasi perancangan.
Hasil setiap tahapan tersebut kemudian menjadimasukan untuk tahapan
berikutnya dan menjadi umpan balik untuk tahapan yang mendahului. Perlu
dicatatpula bahwa hasil tahapan itu sendiri setiap saat dapat berubah oleh umpan