ABSTRAK
Penjadwalan Mesin Dalam Proses PerakitanUpperSepatu Dengan Kriteria MinimasiMakespan
Di PT. Primarindo AsiaInfrastructure,Tbk.
Oleh: Yulia Waryah NIM: 1.03.07.006
Sebuah perusahaan industri manufaktur akan senantiasa melakukan perencanaan dan pengendalian sistem produksi, bertujuan agar dapat mencapai efektivitas dan efisiensi selama proses produksi. Salah satu hal yang penting dalam sistem produksi adalah penjadwalan mesin. Penjadwalan mesin digunakan untuk menentukanoutput yang akan keluar pada mesin, sehingga volume produk yang diproduksi dapat terpenuhi dan terkendali sesuai yang telah direncanakan. Penjadwalan mesin dapat meningkatkan efisiensi dan efektivitas dalam memproduksi produk. Sebab pada penjadwalan mesin terdapat pengurutan pekerjaan yang dapat mengoptimalkan penggunaan mesin dan meminimasi waktu penyelesaian produk. Terutama untuk perusahaan yang menerima beberapa order yang datang dengan berbagai end item dari produk yang dipesan dengan waktu yang telah ditentukan.
PT. Primarindo Asia Infrastructure, Tbk merupakan perusahaan manufaktur yang memproduksi sepatu di Bandung. PT. Primarindo Asia Infrastructure, Tbk. melakukan penjadwalan mesin untuk produk order-nya dengan memprioritaskan pekerjaan (job) berdasarkan banyaknya urutan proses operasi dan lamanya waktu penyelesaian pekerjaan.
Pada penelitian ini, melakukan penjadwalan mesin menggunakan metode priority dispatching algoritma jadwal aktif dan jadwal non delay. Dengan begitu dapat melakukan usulan perbaikan yang bertujuan memperoleh pengurutan pekerjaan dan penjadwalan mesin yang baik, agar dapat mengurangi makespan produksi untuk produk order dengan beberapa end item sehingga dapat memenuhi due date yang akan datang dan terhindar dariwork in processpada proses selanjutnya.
Hasil penelitian menunjukan bahwa penjadwalan mesin menggunakan metode priority dispatching dengan algoritma jadwal non delay merupakan penjadwalan mesin yang lebih baik. Karena penjadwalan mesin tersebut memiliki waktu penyelesaian pekerjaan (makespan) yang lebih pendek dan waktu menganggur yang relatif lebih singkat dibandingkan penjadwalan mesin dilakukan perusahaan dan menggunakan metodepriority dispatchingdengan algoritma jadwal aktif.
ab
✁✂
e
✄da
☎✆✝ ✆a
✄✞✟ ✞✟Latar Belakang
Sebuah perusahaan industri manufaktur akan senantiasa melakukan perencanaan dan pengendalian dalam sistem produksinya. Perencanaan dan pengendalian sistem produksi bertujuan agar dapat mencapai efektivitas dan efisiensi selama proses produksi. Salah satu hal yang penting dalam sistem produksi adalah penjadwalan mesin. Penjadwalan mesin digunakan untuk menentukano✠ ✡p✠✡yang akan keluar pada mesin tersebut, sehingga volume produk yang diproduksi dapat terpenuhi dan terkendali sesuai yang telah direncanakan. Penjadwalan mesin dapat meningkatkan efisiensi dan efektivitas dalam memproduksi produk. Sebab pada penjadwalan mesin terdapat pengurutan pekerjaan yang dapat mengoptimalkan penggunaan mesin dan meminimasi waktu penyelesaian produk.
PT. Primarindo AsiaIn☛ ☞✌✍✡☞✠ ✎✡ ✠ ☞✏, Tbk. merupakan perusahaan manufaktur yang didirikan pada tahun 1988 yang bergerak dalam bidang industri sepatu berstandar internasional dan hanya memproduksi pesanan sepatu dari ✑ ☞✌n✒ ✏✒ ✑✠y✏ ☞ . Sejak tahun 2000, PT. Primarindo Asia In☛☞ ✌✍✡☞✠ ✎✡ ✠ ☞✏, Tbk. adalah sebuah perusahaan yang diverifikasi dalam bidang industri yang memproduksi sepatu untuk dalam negeri dengan merek Tomkins.
Lonsdale dan tahun 2010 menerima pesanan dari ✕✖y✗ ✘ Adidas hingga pada saat ini. Dan pemesanan produk sepatu bermerek Lonsdale dan Adidas ini pun dalam berbagai✗n✙✚ ✛✗msesuai dengan ketentuan yang diberikan oleh✕✖✗ ✘y .
Permasalahan yang dihadapi oleh perusahaan saat ini adalah penjadwalan mesin pada produk pesanan yang diterima dengan berbagai ✗n✙ ✚ ✛✗m, agar dapat terselesaikan sesuai dengan waktu yang telah ditentukan. Selama beberapa tahun ini perusahaan tidak menerima pesanan dari ✕✖✗y✘ dan pada saat ini juga perusahaan telah memproduksi produk sendiri. Penjadwalan mesin yang diperoleh dapat optimal agar aktivitas produksi produk pesanan dari ✕✖y✗ ✘ tidak mengganggu aktivitas produksi pada produk perusahaan tersebut. Perusahaan pun tidak akan hanya terfokus pada aktivitas produksi untuk produk pesanan ✕✖y✗ ✘ yang berstandar internasional tersebut.
Produksi o✘✙✗✘ sepatu merek Adidas ini baru berlangsung sekitar 1 tahun sehingga memerlukan penjadwalan mesin, hingga akhirnya diperoleh penjadwalan mesin yang tepat untuk memproduksi ✖pp✗ ✘ sepatu bermerek Adidas tersebut. Pada penelitian ini yang menjadi objek penelitian terfokus pada ✖pp✗ ✘ (bagian atas) sepatu merek Adidas, karena pada✕o✛✛om(bagian bawah) mengalami proses operasi yang relatif sedikit dan waktu proses pengerjaan tidak selama proses perakitan pada✖pp✗ ✘ sepatu. Selain itu, penjadwalan mesin hanya dilakukan pada proses perakitan ✖pp✗✘sepatu Adidas saja, bukan pada proses pembuatan ✖pp✗✘ sepatu maupun proses pembuatan sepatunya. Pada proses perakitan ini merupakan tahapan akhir dari pembuatan ✖pp✗ ✘ sepatu. Proses perakitan ✖pp✗✘ sepatu ini merupakan tahapan penggabungan dari semua komponen yang telah didisain oleh
✕✖✗ ✘y , memiliki banyak proses operasi dan waktu operasi yang cukup lama dalam proses perakitan hingga menjadi satu pasang✖pp✗✘sepatu.
non delay. Metode sangat baik dalam membantu pemecahan masalah pada penjadwalan mesin. Metode ini dapat mengidentifikasi pekerjaan terhadap proses operasi, waktu proses dan mesin yang digunakan, sehingga dapat memperoleh pengurutan pekerjaan yang diprioritaskan dahulu dengan waktu pengerjaan yang relatif singkat dan memiliki waktu menganggur yang lebih pendek.
Berdasarkan uraian tersebut diatas, maka penulis melakukan penelitian yang berjudul “Penjadwalan Mesin Dalam Proses Perakitan✜✢✢ ✣✤ Sepatu Dengan Kriteria Minimasi✥ ✦ ✧ ✣★✢✦ ✩Di PT. Primarindo Asia✪✩✫✤✦ ★✬✤✭✮ ✬✭✤ ✣, Tbk.”
1.2. Perumusan Masalah
Berdasarkan pada permasalahan yang dihadapi oleh perusahaan yang telah diuraikan pada latar belakang, maka penulis merumuskan masalah pada penelitian ini yaitu “bagaimana memperoleh pengurutan pekerjaan dan penjadwalan mesin yang dapat mengurangi makespan produksi bagian upper sepatu order dengan beberapaend itemsehingga dapat tetap memenuhidue datepermintaan?”
1.3. Tujuan Penelitian
Adapun yang menjadi tujuan penelitian yang dilakukan penulis yaitu memperoleh pengurutan pekerjaan dan penjadwalan mesin yang baik, agar dapat mengurangi makespanproduksi untuk produkorderdengan beberapaend itemsehingga dapat memenuhi due date yang akan datang dan terhindar dari work in process pada proses selanjutnya.
1.4. Pembatasan Masalah
Adapun batasan yang diambil dalam memecahkan masalah agar pembahasan yang dilakukan dapat lebih terarah adalah sebagai berikut:
1. Objek penelitian hanya terfokus pada upper (bagian atas) sepatu yang diproduksi di PT. Primarindo AsiaInfrastructure Tbk.
3. Produk yang menjadi objek penelitian ini hanya pada merek Adidas dengan upper sepatu vanquish 4MW pada ukuran 3, 4 dan 4T serta upper sepatu run kidspada ukuran 11K, 11TK dan 12K.
4. Dalam penelitian ini, penjadwalan yang dilakukan adalah penjadwalan mesin yang hanya dilakukan pada proses perakitan produk pada tahapansewing agar dapat meminimasimakespan.
5. Penjadwalan dilakukan pada perakitan produk ordermerek Adidas padaupper vanquish4MW danupper run kids.
6. Produk yang jadi objek penelitian adalah produk yang memiliki penggunaan jenis mesin yang sama namun memiliki perbedaan penggunaan pada end item uppersepatu yang berbeda.
✯✰5. Asumsi yang Digunakan
Untuk memudahkan dalam melakukan penelitian dan pengolahan data, terdapat asumsi yang digunakan antara lain:
1. Setiap pekerjaan yang diselesaikan menurut jadwal yang telah disusun. 2. Ongkossetupdanwork in processdiabaikan.
3. Setiap mesin dalam kondisi siap saat dilakukan penjadwalan. 4. Setiap operasi merupakan suatu kesatuan.
5. Waktu proses pengerjaan pada produkorder vanquish 4MW pada ukuran 3, 4 dan 4T diasumsikan sama. Begitu juga dengan produk order run kids pada ukuran 11K, 11TK dan 12K diasumsikan sama.
✱✲ ✳✲✴✵ ✶✷e✸a✷ ✵ ✹a ✺e✻✼✽✵✶a✻
Berikut merupakan sistematika penulisan yang dilakukan penulis dalam melakukan penyusunan laporan penelitian ini, yaitu:
✾✿✶✷ ❀a✹
Lembar Pengesahan Kata Pengantar Daftar Isi Daftar Tabel Daftar Gambar Daftar Lampiran
Bab 1 Pendahuluan 1.1. Latar Belakang
Berisikan mengenai alasan-alasan yang melatarbelakangi penelitian ini dilakukan beserta dengan metode yang akan digunakan.
1.2. Perumusan Masalah
Berisikan mengenai pokok-pokok permasalahan yang memerlukan pemecahan masalah sehingga memperoleh penyelesaian sesuai dengan apa yang menjadi tujuan yang ingin dicapai.
1.3. Tujuan Penelitian
Berisikan mengenai tujuan-tujuan yang ingin dicapai dari setiap pemecahan masalah yang ada.
1.4. Pembatasan Masalah
❁❂5. Asumsi yang Digunakan
Berisikan mengenai hal-hal apa saja yang diasumsikan dalam pemecahan pokok permasalahan pada penelitian ini.
1.6. Sistematika Penulisan
Berisikan mengenai hal-hal sistematika dalam penulisan laporan penelitian tugas akhir ini.
Bab 2 Landasan Teori
Berisikan mengenai teori-teori yang digunakan dalam melakukan pemecahan masalah.
Bab 3 Kerangka Pemecahan Masalah 3.1. Kerangka Pemecahan Masalah
Berisikan mengenai gambaran urutan proses dalam melakukan pemecahan masalah pada penelitian ini.
3.2. Langkah-langkah Pemecahan Masalah
Berisikan mengenai penjelasan dari penggambaran pemecahan masalah dengan uraian tahapan-tahapan penyelesainnya.
Bab 4 Pengumpulan dan Pengolahan Data 4.1. Gambaran Umum Perusahaan
Berisikan mengenai gambaran dan penjelasanan secara umum tentang sejarah dan manajemen perusahaan yang menjadi tempat penelitian.
4.2. Pengumpulan Data
4.3. Pengolahan Data
Berisikan mengenai proses perhitungan dalam melakukan pengolahan data-data dari pengumpulan data sehingga dapat menghasilkan pemecahan masalah.
Bab 5 Analisis
Berisikan mengenai penganalisisan dari proses pengolahan data sehingga dapat memperjelas dalam memecahkan masalah.
Bab 6 Kesimpulan dan Saran 6.1. Kesimpulan
Berisikan mengenai kesimpulan dari penganalisisan yang telah dilakukan sehingga memperoleh pokok dari pemecahan masalah yang diinginkan sesuai dengan tujuan dari penelitian.
6.2. Saran
Berisikan mengenai saran-saran yang ditujukan kepada perusahaan dalam menyelesaikan masalah sehingga dapat menjadi pertimbangan dalam membuat kebijakan.
❃ ❄ ❅❆
L
❄❇❈ ❄❉ ❄❇ ❊❋● ❍■❏❑ ▲❑▼◆❖ ◆P◗ ❘P ❘ ❘P ❙❘P ▼◆P❚ ◆P ❙❘❯ ❱ ❘P▼❖ ❲ ❙❳❨❩ ❱ ❬❭r❭n❪❫n❫❫n pro❴❵ksu m❭❫rup❫kn su❫tu❛un❜s❵ m❫❫ ❝ ❭n ❭m❞n ❴ ❵❫mn❫ ❴❫l❫m p
❭r❭n❪❫❫ ❫n n❴ ❵t❭❫ntukn u❫❡❫s ❴ ❫n t❵n❴ ❫❫kn y❫n❜ p❭rlu❴ ❵❫m❢❵l ol❭❡ p❵❡❫k p
❭❫❡❫❫rus ❞ns❭❫rt m❭❭pm❵rtm❢❫n❜❫kn m❫❫s❫❡l y❫n❜❫❫kn t❵ ❢mul p❫ ❴ ❫ m❫❫s y❫n❜ ❫❫kn❴ ❫❫tn❜ ❢❭r❴❫❫s❫rkn p❭ny❭❫ ❵❫su pn❭rm❵❫ ❫nt n❣ ❤ ✐ ❥❦n❤ ❧ y❫n❜ ❢❭❫rs❫l ❴ ❫❵r p
❭r❫❫m❫ln❴ ❭n❜❫n k❭s❭❡❫rulu n k❭❫mmpu❫n y❫n❜❫ ❴ ❫♠
❬❭r❭n❪❫n❫❫n❴❫n p❭n❜ ❭❴ ❫n l❵❫n pro❴❵sku❫ ❴ ❫❫l❡ su❫tu p❭sros p❭r❭n❪❫❫ ❫n n❴ ❫n p
❭n❜or❜❫n❵❫ss❵❫ mn❭❜ ❭n ❫❵n p❭k❭❝❫ ❫r n❞ ❢ ❫❡❫n❢❫ku❞ m❭s❵n❴❫ pn❭❫r❫l❫tn s❭❫rt m
o
❴ ❫l y❫n❜ ❴ ❵p❭❫rlukn untuk m❭❴mpro❵sku❢❫❫rn❜ p❫❴ ❫ su❫ ptu❭r❵❴ ❭o t❭rt❭ntu s
❭su❫ ❵❴ ❭n❜❫n y❫❜n❴ ❵r❫m❫❫lkn❴ ❫n k❭❫m❫mpun❴ ❫r❵ p❭❫❡❫❫rus ♠n
❬ros❭s p❭r❭n❪❫❫❫n n❴❫n p❭n❜❭❴❫n l❵❫n p❴rouks❵ ❴ ❫❫pt m❭m❢❫ pntu❭rus❫❡❫ ❫n ❴ ❫l❫m m❭n❜o ❵pt❫m❫lkn su❢❭mr ❴ ❫❫y y❫n❜ ❴ ❵m❵l❵k❵ny❫ u mtukn❭n❪❫p❫ ❵ tu❝u❫n y
❫n❜ ❴ ❵❵n❜❵nk❫♠n❬❭ross p❭r❭❪❫n ❫ ❫n n❴❫n p❭n❜❭❴❫l❵❫n pro❴❵sku t❭rs❭❢ut t❭❴ ❵r r❵ ❴ ❫r❵ t❫❡❫❫pn ♥t❫❡❫❫p yn❫n❜ t❭❫❡l t❭n ssursu❭ ❪❫❫r s❵st❭❫mt❵s ❴❫n s❫l❵n❜ t❭❫❵rkt s❫tu s
❫m❫ l❫❵n♠
❬❫ ❴❫ ❴ ❫❫sr n❫y ❛un❜❵s❴ ❫s❫r y❫n❜ ❡❫rus ❴ ❵❭pnu❡❵ ol❭❡ ❫kt❵v❵t❫s p❭❭rn❪❫n❫❫n❴❫n p
❭n❜❭n❴ ❫l❵❫ pn❴rosuk❵ ❣♦usum❫; 2004) adalah:
1. Meramalkan permintaan produk yang dinyatakan dalam jumlah produk sebagai fungsi dari waktu.
2. Menetapkan jumlah dan saat pemesanan bahan baku serta komponen secara ekonomis dan terpadu.
4. Membuat jadwal induk produksi, penugasan, pembebanan mesin dan tenaga kerja yang terperinci sesuai dengan ketersediaan kapasitas dan fluktuasi permintaan pada suatu periode.
Ruang lingkup sistem produksi secara luas digambarkan pada gambar 2.1. Berdasarkan gambar tersebut, manajer operasi tidak hanya menerima masukan dari departemen pemasaran yang berkaitan dengan peramalan permintaan, namun ia menangani pula data♣finnq♣il , pekerja, kapasitas dan bahan baku yang tersedia.
Gambar 2.1. Sistem Perencanaan Produksi
Tahapan-tahapan perencanaan dan pengendalian produksi antara lain peramalan, prencanaan kebutuhan material, perencanaan kebutuhan kapasitas dan penjadwalan.
rs rs t✉✈✇ ✉ ①② ③④ ✈ t✉✈ ⑤④ ⑥⑦④ ⑧④ ✈
proses pengurutan pembuatan produk secara menyeluruh pada sejumlah mesin dalam jangka waktu tertentu.
Dari sekian banyak definisi penjadwalan yang telah ada pada saat ini, intinya adalah:
- Penjadwalan berfungsi sebagai alat pengambil keputusan.
- Penjadwalan merupakan teori yang berinsi prinsip-prinsip dasar, model, teknik dan kesimpulan logis dalam pengambilan keputusan.
Untuk menyelesaikan masalah penjadwalan yang dihadapi, dapat digunakan beberapa pendekatan. Pendekatan tersebut dibagi menjadi dua yaitu:
- Pendekatan yang lebih modern mencakup gabungan antara metode penelitian operasional, intelegensia tiruan, simulasi kejadian dan ide-ide yang diambil dari teori⑨ontrol .
- Pendekatan tradisional meliputi metode-metode penelitian operasional.
⑩❶ ⑩❶ ❷❶ ❸ ❹❺ ❹❻ ❼❽ ❾❼ ❺❻ ❿➀❻ ➁ ❻❼
Beberapa tujuan yang ingin dicapai dengan dilaksanakannya penjadwalan produksi adalah:
- Meningkatkan utilitas atau penggunaan sumber daya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat berkurang dan produktivitas dapat meningkat.
- Mengurangi ➂➃➄ksp➃n yang juga berarti menurunkan flow ti➂➄ rata-rata dan work in pro cess rata-rata.
- Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih mengerjakan tugas lain. Teori Baker mengatakan, “Jika aliran kerja suatu jadwal konstan, maka antrian yang mengurangi rata-rata waktu aliran akan mengurangi waktu persediaan”.
- Meminimasi biaya produksi.
ini bertujuan untuk menghindari biaya flow ti➅➆ , yaitu biaya penyimpanan produksi setengah jadi.
- Memenuhi keinginan konsumen, naik dalam hal kualitas produk yang dihasilkan maupun dalam ketepatan waktu.
- Membantu dalam pengambilan keputusan sehingga penambahan biaya yang mahal dapat dihindarkan.
Pada saat merencanakan suatu jadwal produksi, yang harus dipertimbangkan adalah ketersediaan sumber daya yang dimiliki, baik berupa tenaga kerja, peralatan (➇➆pro ssor ) ataupun bahan baku. Karena sumber daya yang dimiliki dapat berubah-ubah (terutama ➆op➈rtor dan bahan baku), maka penjadwalan merupakan proses yang dinamis.
Adapun tipe keputusan yang akan diperoleh dari pelaksanaan penjadwalan tersebut berupa:
- Pembebanan (lo➈ ➉ing )
- Pengurutan pekerjaan (➆squ➆n➇ing ) - Penugasan (➉➈ispt➇hing )
- Pengurutan operasi suatujo➊ (routing )
- Penentuan waktu mulai dan selesai pekerjaan (timing )
Persoalan penjadwalan timbul apabila, beberapa pekerjaan (jo➊ ) akan dikerjakan bersamaan, sedangkan sumber daya seperti mesin (peralatan) jumlahnya terbatas. Untuk mencapai hasil yang optimal dengan keterbatasan sumber daya yang dimiliki, maka diperlukan adanya penjadwalan sumber-sumber tersebut secara efisien. Terdapat berbagai model penjadwalan yang telah dikembangkan untuk mengatasi persoalan penjadwalan tersebut. Penjadwalan mempunyai beberapa elemen-elemen penting yang harus diperhatikan seperti jo➊ , operasi, mesin serta hubungan yang terjadi diantaranya:
a. Job
dikerjakan (minimal 1 operasi). Manajemen melalui perencanaan yang telah dibuat atau berdasarkan pesanan dari pelanggan memberikan job kepada bagian shop floor untuk dikerjakan. Informasi yang dipunyai oleh suatu job dilakukan didalamnya, saat harus diselesaikan dan saatjobmulai dikerjakan.
b. Operasi
Operasi adalah himpunan bagian darijob, untuk menyelesaikan suatujob, operasi-operasi dalam job diurutkan dalam suatu urutan pengerjaan tertentu. Urutan tersebut ditentukan pada saat perencanaan proses. Suatu operasi baru dapat dikerjakan apabila operasi atau proses yang mendahuluinya sudah dikerjakan terlebih dahulu. Setiap operasi mempunyai waktu proses, waktu proses (tij) adalah waktu pengerjaan yang diperlukan untuk melakukan operasi tersebut. Waktu proses operasi untuk suatu job biasanya telah diketahui sebelumnya dan mempunyai nilai tertentu.
c. Mesin
Mesin adalah sumber daya yang diperlukan untuk mengerjakan proses penyelesaian suatujob. Setiap mesin hanya dapat memproses satu tugas pada saat tertentu.
➋➌ ➋➌ ➋➌ K➍ ➎ ➏➐➑ ➐➒➎ ➏➐➓➔ →➣ ➎ ➏➎➍ ➎ ↔➎↕➓➔ ↕➙ ➎➛➜ ➎➍➎↕
Permasalahan penjadwalan dapat diklasifikasikan berdasarkan faktor-faktor, yaitu: a. Mesin
- Mesin tunggal - 2 mesin - M mesin b. Aliran proses
- Job shop - Flow shop c. Pola kedatangan
d. Elemen penjadwalan - Deterministik - Stokastik
1. Berdasarkan jumlah mesin
Dibedakan menjadi dua bagian yaitu: - Penjadwalan pada mesin tunggal - Penjadwalan pada mesin ganda
2. Pola aliran proses
Pola aliran proses produksi dapat dibedakan menjadi, yaitu: a. Job shop
Pada aliran job shop, masing-masing job memiliki urutan proses operasi yang unik. Setiapjobbergerak dari satu mesin atau stasiun kerja menuju mesin/stasiun kerja lainnya dengan pola yang random. Lintasan prosesnya dapat dilihat pada gambar dibawah ini:
Gambar 2.2. Lintasan ProsesJob Shop
Proses job shop mempunyai karakteristik dari pengurutan peralatan yang sama berdasarkan fungsi. Sebagaimanan aliran job dari stasiun kerja ke stasiun kerja lainya, atau dari suatu departemen ke departemen lainnya, maka karakteristik prosesjob shopadalah sebagai berikut:
Proses penanganan material dan peralatan produksi multi-guna dapat diatur dan dimodifikasi untuk menangani produk yang berbeda.
Produk-produk yang berbeda diproses dalamlot-lotataubatch.
Pengendalian membutuhkan informasi tentang job dan shop yang terperinci, meliputi urutan proses, prioritasorder, waktu yang dibutuhkan oleh setiapjob stasiun dari setiapjob n process, kapasitas dari stasiun kerja dan kapasitas yang dibutuhkan dari stasiun kerja kritis pada suatu periode.
Beban-beban stasiun kerja yang berbeda secara mencolok, masing-masing memiliki persentase utilitas kapasitas yang berbeda.
Ketersediaan sumber-sumber meliputi: material, personal dan peralatan harus dikoordinasikan dengan perencanaanorder.
Sejumlah materialwork in process cenderung meningkat. Hal ini dalam aliran proses menyebabkan antrian-antrian danwork in processyang panjang.
Menggunakan teknik-teknik penjadwalan tradisional, total waktu dari awal operasi pertama sampai operasi terakhir, relatif panjang dibandingkan dengan total waktu operasi.
Para pekerja langsung biasanya memiliki skill(keahlian) yang lebih tinggi dan lebih terlatih dari pada pekerja untuk operasiflow process.
Dua permasalahan utama yang hendak diselesaikan dengan menggunakan penjadwalan:
Penentuan mesin yang akan digunakan (pengalokasian mesin) untuk menyelesaikan suatu proses produksi.
Penjadwalan penetuan waktu pemakaian mesin tersebut (pengurutan).
b. Flow shop yang cenderung memiliki keamanan urutan operasi (routing) untuk semuajob.Flow shopdibedakan menjadi:
Pure flow shop, yaituflow shopyang memiliki jalur yang sama untuk semua tugas. Lintasan prosesnya dapat dilihat lebih jelas pada Gambar 2.3. dibawah ini.
General flow shop, yaitu flow shop yang memiliki pola aliran berbeda. Ini disebabkan adanya variasi dalam pekerjaan tugas, sehingga tugas yang datang tidak harus dikerjakan pada semua mesin. Jadi mungkin suatu proses dilewati. Lintasan prosesnya dapat dilihat pada Gambar 2.4. dibawah ini.
Gambar 2.4. Lintasan ProsesGeneral Flow Shop
3. Pola kedatangan pekerjaan (job)
Pola kedatangan pekerjaan dapat dibedakan atas:
a. Pola kedatangan statis, yaitu pola dimana pekerjaan datang secara bersamaan dan semua fasilitas tersedia saat kedatanganjob.
b. Pola kedatangan dinamis, yaitu pola dimana pekerjaan datang secara acak atau kedatangan pekerjaan tidak menentu.
4. Sifat informasi
Dibagi menjadi dua bagian yaitu:
a. Informasi bersifat deterministik, yaitu suatu informasi yang didalamnya terdapat kepastian tentang pekerjaan dan mesin, misalnya mengenai waktu kedatangan pekerjaan dan waktu proses.
b. Informasi bersifat stokastik, yaitu model didalamnya terdapat kepastian mengenai pekerjaan dan mesin.
➝➞ ➝➞ ➟➞ Input➠➡➢➤ ➥ ➦➧➥ ➨➩ ➫➭➯ ➫➲ ➫ ➨
Dalam melakukan aktivitas penjadwalan diperlukan input berupa kebutuhan kapasitas dari or➳➵r -order yang akan dijadwalkan baik itu jenis serta jumlah sumber daya yang akan digunakan. Informasi ini dapat diperoleh dari, yaitu: a. Lembar kerja operasi (OPC) yang berisi keterampilan dan peralatan yang
dibutuhkan serta waktu standar pengerjaan.
b. Bill of material (BOM) yang berisi kebutuhan-kebutuhan akan komponen, sub komponen dan bahan pendukung.
c. Catatan terbaru mengenai status tenaga kerja, peralatan yang tersedia yang akan berpengaruh pada kualitas keputusan penjadwalan yang diambil.
➝➞ ➝➞ ➸➞ Output➠➡➢➤ ➥ ➦➧➥➨➩ ➫➭➯ ➫➲➫➨
Untuk memastikan bahwa suatu aliran kerja yang lancer melalui tahapan produksi, maka sistem penjadwalan harus dibentuk aktivitas-aktivitas output sebagai berikut:
1. Pembebanan (loading)
Pembebanan melibatkan penyesuaian kebutuhan kapasitas untukorder-orderyang diterima atau diperkirakan dengan kapasitas yang tesedia. Pembebanan dilakukan dengan menugaskan order-order pada fasilitas-fasilitas, operator-operator dan peralatan tertentu.
2. Pengurutan (sequencing)
Pengurutan ini merupakan penugasan tentang order-order dimana yang diprioritaskan untuk diproses dahulu bila suatu fasilitas harus memproses banyak job.
3. Prioritasjob(dispatching)
Prioritas jobmerupakan prioritas kerja tentang job-jobmana yang akan diseleksi dan diprioritaskan untuk diproses.
4. Pengendalian kinerja penjadwalan, dilakukan dengan cara, yaitu:
- Mengatur kembali urutan-urutan, misalnya ➺xpediting, order-order yang jauh dibelakang atau mempunyai prioritas utama.
5. Up dating jadwal, dilakukan sebagai refleksi kondisi operasi yang terjadi dengan merevisi prioritas-prioritas.
Elemen-elemeninput-output, prioritas dan ukuran kinerja dari sistem penjadwalan akan tampak seperti dibawah ini:
Gambar 2.5. Elemen-elemen Sistem Penjadwalan (Ginting;2007)
➻➼ ➻➼ ➽➼ ➾➚➪ ➶ ➹➘ ➴–istilah dalam Penjadwalan
Dalam melakukan sebuah penjadwalan, terdapat beberapa istilah yang digunakan diantaranya adalah:
- Processing time(ti)
Waktu yang diperlukan untuk menyelesaikan satu operasi termasuk persiapan dan pengaturan proses.
- Due date(di)
- Completion time(ci)
Rentang waktu mulai dari awal (t=0) sampai pekerjaan selesai dikerjakan. - Lateness(Li)
Perbedaan antara completion time dengan due date, sehingga bisa positif (+) atau negatif (-).
Li= ci- di< 0 ………(2.1) Keterangan: negatif yaitu saat penyelesaian memenuhi batas.
Li= ci- di> 0 ………(2.2) Keterangan: positif yaitu saat penyelesaian memenuhi batas =tardy job. - Tardiness(Ti)
Keterlambatan penyelesaian suatu pekerjaan dari saatdue date. - Slack time(Si)
Waktu sisa yang tersedia bagi suatu pekerjaan (waktu proses –due date).
Si= di– ti………...(2.3)
- Flow time(Fi)
Waktu antara saat dimana pekerjaan 1 telah siap untuk dikerjakan sampai pekerjaan selesai.
- Waiting time(Wi)
Waktu tungu pekerjaan 1 dari saat pekerjaan siap dikerjakan sampai saat operasi pendahulu selesai.
- Makespan(Ms)
Jangka penyelesaian suatu penjadwalan (penjumlahan seluruh waktu proses).
Ms= Cmax………..(2.4)
- Ready time(Ri)
➷➬ ➷➬ ➮➬ ➱ ✃❐❒ L✃❮❰ ÏÐ❮❰Ñ ❮Ò❒ ❮ÓÑ ÔÕÑ ÖÑ ❮
Lingkungan penjadwalan dalam suatu sistem produksi dapat dibedakan beberapa macam yang masing-masing mempunyai karateristik yang berbeda. Tipe-tipe lingkungan penjadwalan dalam sistem produksi, antara lain:
1. Classic Job Shop
Karakteristik sistem produksi ini adalah produknya diskrit, alirannya kompleks, jobunik danpart-parttidakmulti purpose(kegunaan).
2. Open Job Shop
Sistem produksi ini hanpir sama denganjob shop, tetapi perbedaannya padajob yang berulang dan part yang multi purpose. Selain pada sistem produksi ini job-jobyang dikerjakan sering kali mempunyai alternatifrouting.
3. Batch Shop
Proses produksinya bisa diskrit atau kontinyu, alirannya kurang kompleks, banyak job berulang, part multi purpose, pengelompokkan dan penentuan ukuranlotmenjadi suatu yang penting.
4. Flow Shop
Proses produksinya bisa diskrit atau kontinyu, aliran linear, job mempunyai kemiripan yang tinggi, pengelompokkan dan penentuan ukuran lot menjadi suatu yang penting.
5. Batch/Flow Shop
Mirip dengan flow shop, dengan perbedaan mempunyai proses batch yang kontinyu.
6. Manufacturing Cell
Proses produksinya diskrit, mempunyai tipe open job shop atau batch shop yang terotomatis.
7. Assembly Shop
Versi perakitan (Assembly Version) dariopen job shopataubatch shop. 8. Assembly Line
Volume produksinya tinggi dan variasinya rendah. 9. Transfer Line
10. Flexible Transfer Line
Versi yang lebih modern dari sel dan lini transfer dimaksudkan untk memperoleh keuntungan dari tingginya produksi keitem job shop.
×Ø ÙØAÚ ÛÜ ÝÞßÜ à áÜ àÚ Ýâ
Aturan prioritas digunakan untuk memenuhi job mana yang akan dikerjakan terlebih dahulu mengklasifikasikan aturan-aturan prioritas ke dalam 2 tipe, yaitu: 1. Aturan Prioritas Lokal
Pada autran prioritas ini penugasan didasarkan pada informasi yang berkaitan denganjob yang berada pada antrian suatu mesin secara individual. Aturan yang termasuk pada tipe ini adalah:
a. Shortest Processing Time(SPT)
Prioritas tertinggi diberikan pada job yang memiliki waktu proses terpendek. Aturan ini cenderung mengurangi work in process, mean flow serta mean lateness.
b. Least Work Remaining(LWKR)
Prioritas tertinggi diberikan padajobyang memiliki sisa waktu yang terpendek. c. First Come First Served(FCFS)
d. Most Work Remaining(MWKR)
Prioritas tertinggi diberikan padajobyang memiliki waktu proses terbanyak. e. Most Operation Remaining(MOPNR)
Prioritas tertinggi diberikan pada job yang memiliki waktu proses terbanyak dan terpanjang.
2. Aturan Prioritas Global
Aturan prioritas global memanfaatkan informasi atau status dari mesin-mesin yang lainnya. Aturan yang tergolong tipe ini adalah:
a. Anticipates Work In Next Queue(AWINQ)
Prioritas tertinggi diberikan kepada operasi yang berbeda pada stasiun dengan antrian terpendek.
b. First Of First On(FOFO)
Selain itu juga pengklasifikasian aturan ini berdasarkan informasi-informasi yang bersifat dinamis, diantaranya:
1. Aturan statis
Tipe ini memandang setiap job mempunyai prioritas yang sama. Prioritas yang termasuk ke dalam tipe ini adalah:
a. First Arrival at The Shop Served(FASFS)
Prioritas tertinggi diberikan padajobyang tiba paling awal di shop. b. Total Work(TWORK)
Prioritas yang tertinggi diberikan pada job yang memilki total proses untuk seluruh operasi yang dilaksanakan paling sedikit.
c. Earliest Due Date(EDD)
Prioritas yang tertinggi diberikan pada job yang memiliki due date paling cepat.
2. Aturan dinamis
Tipe ini memberikan prioritas yang berbeda untuk operasi-operasi yang berbeda pada suatujob. Aturan yang termasuk dalam tipe ini adalah:
a. Operation Due Date(OPNDD)
Due date operasi suatujob dapat ditentukan dari perbandingan interval antara due date job dengan waktu kedatangan operasi. Disini prioritas tertinggi diberikan pada operasidue datetercepat.
b. First Come First Server(FCFS)
Prioritas yang tertinggi diberikan pada operasi yang terlebih dahulu masuk ke dalam antrian suatu mesin.
c. Slack Time per Operation(ST/O)
Prioritas yang tertinggi diberikan padajobyang memiliki hargaslack time per operationpaling kecil.
d. Slack Time(ST)
Untuk menyelesaikan permasalahanjob shop, banyak cara yang dapat digunakan diantaranya dengan metode matematis, heuristic dan simulasi. Kebanyakan ntuk menyelesaikan permasalahan ini digunakan metodeheuristic, salah satunya adalah adanya priority rules. Biasanya priority rules ini dipakai baik untuk operation schedullingmaupundispatching. Ada beberapa aturan yang bisa digunakan dalam priority rulesini, yaitu:
1. Random
Memilihjobdalam antrian dengan kemungkinan yang sama pada setiap job. 2. Critical Ratio(CR)
Prioritas tertinggi diberikan padajobyang memilikicritical ratioterkecil. 3. Most Work Remaining(MWKR)
Prioritas tertinggi diberikan padajobyang memiliki waktu proses terbanyak. 4. Shortest Processing Time(SPT)
Prioritas tertinggi diberikan pada job yang memiliki waktu proses terpendek. Aturan ini cenderung mengurangi work in process, mean flow serta mean lateness.
5. Least Work Remaining(LWKR)
Aturan ini mempertimbangkan successive operationyaitu semua operasi yang tergantung dari operasi yang bersangkutan.
6. Least Set-Up(LSU)
ãä åäKæç è é æç êëìçíê îçt tê ïð ê îê íñ éòóê ôwê îê ò
Pemilihan suatu sistem penjadwalan, pendekatan atau teknik yang digunakan tergantung pada tujuan jadwal dan kriteria optimalitas yang menjadi titik berat dan menjadi perhatian manajemen. Sehingga tujuan-tujuan dan kebijakan manajemen adalah dasar dari suatu penjadwalan. Berikut ini adalah beberapa perhitungan atau pengukuran dan istilah yang sering digunakan dalam menentukan kriteria optimalitas atau performansi dalam suatu system produksijob shop:
- Process Time(ti)
Waktu yang diperlukan untuk menyelesaikan suatu operasi j, termasuk didalamnya waktu untuk persiapan (setup).
- Makespan(Ms)
Bisa diesbut jugaflow time maksimum, yaitu jangka waktu penyelesaian suatu penjadwalan yang merupakan jumlah seluruh waktu proses.
Ms= ………...(2.5)
- Ready Time(rj)
Waktu yang dibutuhkan suatujobpada saat siap untuk dijadwalkan. - Due Date(di)
Batas waktu penyelesaian yang ditentukan untuk jobi atau batas waktu akhir suatujobboleh diselesaikan.
di= ti+ Wi……….(2.6)
- Waiting Time(Wi)
Waktu tunggu seluruh operasi dari suatujob.
Wi= ………..(2.7)
- Flow Time(Fi)
LamanyajobI berada dilantai pabrik.Flow timedihitung sejakjobdijadwalkan sampaijobselesai dikerjakan.
Fi= ti+ rj………...(2.8) Fi= Ci– rj………...(2.9) - Completion Time(Ci)
- Mean Flow Time
Rata-rata waktu yang dihabiskan oleh setiapjobdilantai produksi.
………..(2.11)
- Lateness(Li)
Besarnya simpangan waktu penyelesaian job i terhadap due date yang telah ditentukan untukjobtersebut.
Li= Ci– di………...(2.12)
Li< 0, saat penyelesaian memenuhi batas akhir. Li> 0, saat penyelesaian melewati batas akhir. - Mean Lateness
………(2.13)
- Tardiness(Ti)
Keterlambatan penyelesaian suatu pekerjaan hingga saat due date. Ditunjukan oleh lateness yang berharga positif. Jika lateness berharga negative maka besarnyatardinessadalah nol.
Ti= max (Li,0) ………(2.14)
- Mean Tardiness
Rata-rata keterlambatan seluruhjobyang dijadwalkan.
………(2.15)
- Earliness(Ei)
Penyelesaian suatu job lebih awal dari due date atau lateness yang bernilai negatif.
Ei= min (Li,0) ……….(2.16)
- Slack Time(Si)
Waktu sisa yang tersedia bagi suatujob.
Si= di– ti ………...(2.17) - Utilitas Mesin (U)
Merupakan bagian dari kapasitas mesin yang dibebani untuk menjalankan proses-proses yang dibutuhkan terhadap waktu yang tersedia.
- Number of Tardy Job
Menunjukan kuantitasjobyang terlambat.
………...(2.19)
Dimana:
di= 1 jika Ti 0 ……….(2.20)
di= 0 jika Ti 0 ……….(2.21)
- Critical Ratio(CR)
Prioritas tertinggi diberikan kepadajobyang memiliki CR terkecil.
………..(2.22)
Dimana:
aj(t)= dj– t ………...(2.23) Keterangan:
aj(t)=allowance dj =due date
Pj = waktu yang dibutuhkan untuk menyelesaikan operasi j, sehingga:
Pj= aj(t)– Sj……….(2.24)
Sj=slack time
Sedangkan kriteria optimalisasi penjadwalan yang sering digunakan pada saat ini adalah:
1. Berkaitan dengan waktu Minimasimean flow time Minimasimax flow time Minimasimean tardiness Minimasimean lateness Minimasimax tardiness
2. Berkaitan dengan ongkos
ongkos yang minimal. Beberapa kriteria yang berkaitan secara langsung terhadap ongkos ini adalah:
Minimasi jumlah produk yang mengalami keterlambatan. Maksimasi utilitas mesin.
3. Kriteria gabungan
Merupakan gabungan atau kombinasi dari beberapa optimalitas. Sedangkan mengelompokkan beberapa besaran yang digunakan untuk mengukur keberhasilan suatu penjadwalan adalah sebagai berikut:
a. Berdasarkan waktu penyelesaian Minimasi maksimalõö÷kspön Minimasi rata-rataõök÷spön
Minimasi waktu penyelesaian maksimal b. Berdasarkan batas penyelesaian
Minimasi maksimal keterlambatan Minimasi rata-rata waktu keterlambatan Minimasi jumlahjobyang terlambat
Minimasi rata-rata jumlahjobyang terlambat c. Berdasarkan penggunaan sumber
Rata-rata jumlahjobyang menunggu untuk diproses Rata-rata waktu mesin menunggu
øù úùKûü ýþ ÿþ üý þ✁✂✄☎ü ✆✝ü ûü✄
Penjadwalan terbagi menjadi 3 kategori yaitu: 1. Single Machine Schedulling
Shortest ProcessingTime (SPT) Earliest Due Date(EDD)
Minimazing Number of Job Tardy
2. Flow Shop Schedulling Johnson Algorithm
3. Job Shop Schedulling
✞✟ ✠✟Job Shop Schedulling
Penjadwalan job shop adalah pengurutan pekerjaan untuk lintasan produk yang tidak beraturan (tata letak pabrik berdasarkan proses). Penjadwalan pada proses produksi tipe job shop lebih sulit dibandingkan dengan penjadwalan flow shop. Hal ini disebabkan oleh 3 alasan, yaitu:
1. Job shop menangani variasi produk yang sangat banyak, dengan pola aliranyang berbeda-beda melaluiwork center.
2. Peralatan pada job shop digunakan secara bersama-sama oleh bermacam-macam order dalam prosesnya, sedangkan peralatan flow shop digunakan khususnya hanya untuk satu jenis produk.
3. Jobyang berbeda mungkin ditentukan oleh prioritas yang berbeda pula. Hal ini mengakibatkan order tertentu yang dipilih harus diproses seketika pada saat order tertentu yang dipilih harus diproses seketika padaa saat order tersebut ditugaskan pada suatu work center. Sedangkan pada flow shop tidak terjadi permasalahan seperti diatas karena keseragaman output yang diproduksi untuk persediaan. Prioritas order pada flow shop dipengaruhi terutama pada pengirimannya dibandingkan tanggal pemrosesan.
Ukuran keberhasilan dari suatu pelaksanaan aktivitas penjadwalan khususnya penjadwalan job shop adalah meminimasi kriteria-kriteria keberhasilan sebagai berikut:
a. Rata-rata waktu alir (mean flow time) sksn mengurangi persediaan barang setengah jadi.
b. Rata-rata keterlambatan (mean tardiness).
c. Jumlah job yang terlambat, akan meminimasi dari maksimum ukuran keterlambatan.
Masalah yang terjadi pada penjadwalan dapat diselesaikan dengan cara sebagai berikut:
1. ✡ ☛☛qun☞ing , dapat diselesaikan dengan metode: a. ✌riority ru☛l
b. Queue
2. Timing, awal dan akhir tiapjobdihitung berdasarkan pada urutan,routingdan waktu proses.
Metode-metode yang dapat digunakan dalam penyelesaian masalah penjadwalan, yaitu:
a. Heuristik b. Matematis c. Simulasi
✍✎ ✏✎ ✑✎ ✒✓✔ ✕✖Jawab Persoalan PenjadwalanJob Shop
Persoalan job shop mempunyai ciri khas yaitu aliran penjadwalan pekerjaan dalam shop tidak searah. Persoalan ini biasanya membutuhkan matriks waktu proses yang menyatakan waktu pemrosesan tiap operasi dari suatujobdan matriks routingyang menunjukan urutan mesin untuk mengerjakan beberapa operasi dari suatujob. Penyelesaian persoalan n jobm mesin pada lintasan produksijob shop (n!)mjadwal, suatu jadwal dikatakan layak jika memenuhi kriteria:
1. Tidak adaoverlapdiantara waktu serta proses operasi.
2. Hubungan ketergantungan antar operasi setiapjob tidak dilanggar.
Jadwal yang layak tersebut dapat diklasifikasikan sebagai berikut: 1. Jadwalfeasible
2. Jadwal semi aktif
Jadwal semi aktif diperoleh jika tidak ada satu operasi pun yang dapat dikerjakan lebih awal tanpa mengubah susunan operasi lainnya. Penjadwalan ini diusulkan oleh Giffler dan Thompson.
Adapun langkah-langkahnya yaitu sebagai berikut:
Pst = Suatu jadwal parsial yang mengandung sejumlah t operasi yang telah dijadwalkan.
St = kumpulan operasi yang siap dijadwalkan) sama dengan seluruh operasi tanpa pendahulu.
t =✗✘tg✙ (tahap)
σj = Saat paling awal dimana operasi σkpada St siap dijadwalkan atau dikerjakan
ϕj = Saat paling awal operasi dapat diselesaikan dimana ϕj= σj+ tij
tk = Waktu pemrosesan operasi darijobke i pada operasi ke j. Saat paling awal, yaitu suatu operasi dapat dimulai (ϕj*) pada mesin m ditentukan oleh penyelesaian dari operasi pendahulunya (j-i) dan penyelesaian operasi terakhir pada mesin m, sehingga berlaku ϕj* = max (ϕj -1,tm).
Algoritma jadwal semi aktif adalah sebagai berikut:
Step 1 : t = 0, Pst= 0 (yaitu jadwal parsial yang mengandung t operasi terjadwal). Set St (yaitu kumpulan operasi yang siap dijadwalkan) sama dengan seluruh operasi tanpa pendahulu. Dengan kata lain, merupakan sesuatu yang awal padajobtersebut.
Step 2 : Tentukan ϕ* = min (ϕj) dimana ϕjadalah saat paling awal operasi j dapat diselesaikan (ϕj = σj + tij). Tentukan m*, yaitu mesin di mana ϕ* dapat direalisasi.
Step 4 : Membuat suatu jadwal parsial baru Pt+1dan memperbaiki kumpulan data dengan cara:
Menghilangkan operasi j dar St
Membuat St+1 dengan cara menambah pengikut langsung operasi k yang telah dihilangkan
Menambah satu pada t.
Step 5 : Jika ada beberapa opersi yang belum terjadwalkan (t<nm) , kembali ke langkah 2 sampai seluruh pekerjaan terjadwalkan. JIka telah terjadwalkan semua, berhenti.
3. Jadwal Aktif
Jadwal aktif adalah kumpulan jadwalf✚ ✛si✜✚l dimana tidak satupun operasi dapat dipindahkan lebih awal tanpa menunda operasi lain dengan aturan prioritas SPT (✢hort ✣ro✤✚ssing✥i✦✚ ) yaitu prioritas diberikan kepada pekerjaan yang memiliki waktu paling singkat dijadwalkan pada urutan pertama, kemudian diikutijobyang terbesar.
Adapun langkah-langkahnya yaitu sebagai berikut:
Pst = Suatu jadwal parsial yang mengandung sejumlah t operasi yang telah dijadwalkan.
St = kumpulan operasi yang siap dijadwalkan) sama dengan seluruh operasi tanpa pendahulu.
t =Stage(tahap)
Rj = Saat paling awal dimana operasi siap dijadwalkan atau dikerjakan
Cj = Saat paling awal operasi dapat diselesaikan dimana J = Rj+ tij
Algoritma jadwal aktif adalah sebagai berikut:
Step 1 : t = 0, Pst= 0 (yaitu jadwal parsial yang mengandung t operasi terjadwal). Set St (yaitu kumpulan operasi yang siap dijadwalkan) sama dengan seluruh operasi tanpa pendahulu.
Step 2 : Tentukan r* = min (rj) diaman rjadalah saat paling awal operasi j dapat diselesaikan (rj = cj + tij). Tentukan m*, yaitu mesin di mana r* dapat direalisasi.
Step 3 : Untuk setiap operasi dalam Pstyang memerlukan mesin m* dan memiliki cj < r* untuk suatu aturan prioritas tertentu. Tambahkan operasi yang prioritasnya paling besar ke dalam Pst sehingga terbentuk suatu jadwal parsial untuk tahap berikutnya.
Step 4 : Membuat suatu jadwal parsial baru Pt+1dan memperbaiki kumpulan data dengan cara:
Menghilangkan operasi j dar St
Membuat St+1 dengan cara menambah pengikut langsung operasi k yang telah dihilangkan
Menambah satu pada t.
Step 5 : Kembali ke langkah 2 sampai seluruh pekerjaan terjadwalkan.
4. JadwalNon Delay
Jadwal non delay adalah kumpulan jadwal feasible dimana tidak satupun mesin dibiarkan menganggur jika pada saat yang sama terdapat operasi yang memerlukan mesin tersebut.
Adapun langkah-langkah dari metode ini adalah:
Notasi-notasi yang dihunakan dalam teknik ini adalah sebagai berikut:
Pst = Suatu jadwal parsial yang mengandung sejumlah t operasi yang telah dijadwalkan.
t =Stage(tahap)
Rj = Saat paling awal dimana operasi siap dijadwalkan atau dikerjakan
Cj = Saat paling awal operasi dapat diselesaikan dimana J = Rj+ tij
Algoritma jadwalnon✧ ★l✩y ini adalah sebagai berikut:
Step 1 : t = 0, Pst= 0 (yaitu jadwal parial yang mengandung t operasi terjadwal). Set St (yaitu kumpulan operasi yang siap dijadwalkan) sama dengan seluruh operasi tanpa pendahulu.
Step 2 : Tentukan c* = min (cj) diaman cjadalah saat paling awal operasi j dapat mulai dikerjakan. Tentukan m*, yaitu mesin di mana c* dapat direalisasi. Step 3 : Untuk setiap operasi dalam Pstyang memerlukan mesin m* dan memiliki cj = c* untuk suatu aturan prioritas tertentu. Tambahkan operasi yang prioritasnya paling besar ke dalam Pst sehingga terbentuk suatu jadwal parsial untuk tahap berikutnya.
Step 4 : Membuat suatu jadwal parsial baru Pt+1dan memperbaiki kumpulan data dengan cara:
Menghilangkan operasi j dar St
Membuat St+1 dengan cara menambah pengikut langsung operasi k yang telah dihilangkan
Menambah satu pada t.
Step 5 : Kembali ke langkah 2 sampai seluruh pekerjaan terjadwalkan.
✪✫ ✬✫ ✪✫ A✭✮✯ ✭✰ D✱ ✭✱ ✲✳ ✴✵✶✱ ✷✸✱ ✹✱ ✵
Dalam menyelesaikan suatu masalah penjadwalan biasanya diberlakukannya beberapa asumsi yang menyangkut karakteristik tugas, operasi mesin yang digunakan dan waktu proses. Hal ini dimaksudkan untuk menyederhanakan masalah penjadwalan itu sendiri. Asumsi-asumsi dasar tersebut, antara lain: a. Karakteristikjob
- Jobterdiri dari urutan operasi yang telah ditentukan.
- Suatu operasi hanya bisa dikerjakan pada satu tipe mesin dari setiap tipe mesin dalamshop.
- Waktu proses diketahui dengan pasti seperti halnyadue date.
- Urutan waktuset-upbersifat independen dan waktu transportasi antar mesin dapat diabaikan.
- Setiap mesin hanya dapat memproses satu operasi pada satu waktu. - Setiap✺prt (bagian) hanya dapat diproses di suatu mesin pada satu mesin.
b. Karakteristik operasi
- Setiap operasi merupakan satu kesatuan, walaupun mungkin terdiri dari beberapa unit.
- Setiap operasi yang telah dimulai pengerjaannya pada suatu mesin harus diselesaikan.
- Setiap operasi tidak boleh diproses lebih dari satu mesin pada waktu yang sama.
- Setiap operasi dikerjakan menurut yang telah disusun dan tidak didasarkan pada urutan lainnya.
- Setiap operasi boleh diproses satu kali pada mesin yang sama.
- Setiap operasi dapat diproses pada beberapa jenis mesin yang mampu melaksanakan operasi tersebut.
- Setiapjobhanya mempunyai saturoutingdalam memproses operasional.
c. Karakteristik mesin
- Setiap mesin hanya memproses satu tugas pada suatu saat tertentu. - Setiap mesin secara kontinyu siap untuk dibebani tugas selama proses. - Penjadwalan apabila tidak mengalami interupsi akibat kerusakan atau
perawatan.
- Setiap mesin operasi sesuai dengan informasi waktu dan distribusi yang diketahui secara tepat.
d. Karakteristik waktu proses
- Waktu proses telah dikerahui baik rata-rata maupun distribusinya. - Waktu proses independen terhadap jadwal, artinya urutanset-up time. - Bersifat independen danmove timeantara mesin dapat diabaikan.
✻✼ ✽✼ ✾✼ ✿❀ ❁❂ ❃❄❅ ❃❆ ❃ ❁✿ ❇❈ ❄❉❊ B❀❇❋● ❇❉❊● ❉❇Multi Level
Berdasarkan strukturnya, setiap produk dapat dibedakan atas produk yang berstruktur satu ❍l❍vl dan produk yang berstruktur multi ❍l❍vl . Produk-produk yang berstruktur satul❍❍vl biasanya disebut juga sebagai komponen tunggal yaitu produk-produk yang hanya membubuhkan serangkaian operasi pemesinan dengan urutan proses (rout ing ) tertentu.
Produk-produk ynag mempunyai struktur multi ❍l❍vl terdiri dari sejumlah ■prt (komponen) yang harus diproses melalui serangkaian operasi pemesian dan peralatan hingga menjadi produk akhir. Seperti yang digambarkan oleh Billington pada tahun 1983 mengenai struktur produk pada gambar 2.6. dibawah ini.
Gambar 2.6. Empat Macam Struktur Produk
(a) seri: satur produk pada satul❏❏vl ; (b) parallel: multi produk satu❏l❏vl dengan proses seri; (c)❑❏ss▲mly : satu produk multil❏❏vl , tidak terjadi pengamanan komponen; (d)
general: satu produk multi❏lv❏l , terjadi kesamaan komponen.
Meskipun tidak dinyatakan eksplinsit, persoalan penjadwalan pada umumnya berkaitan dengan penjadwalan produk-produk yang berstruktur satu l❍❍vl , pada hal sistem manufaktur yang sebenarnya produk-produk yang berstruktur multi l
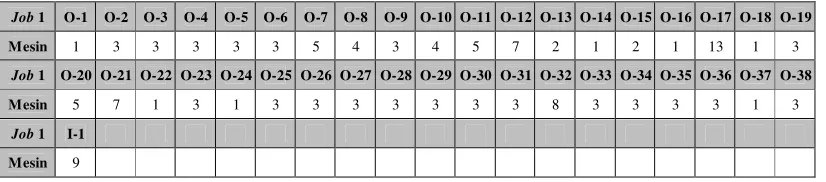
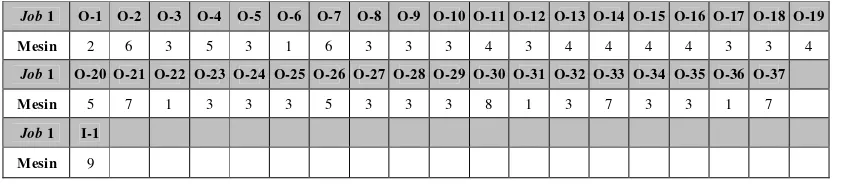
❖P ◗P ❘P M❙ ❚ ❯❱ ❲❳Routing❨❙ ❩ M❙❚ ❯❱ ❲❳❬❙ ❲tu❭❩❚ ❪ ❲❫❴ ❯ ❳❵ ❙ ❛❙ ❩ Job Shop Dalam penjadwalan job shop diperlukan input berupa jmlah job, jumlah operasi dalam tiap job dan urutan operasi beserta mesin yang memprosesnya (routing). Hal ini ditampilkan dalam bentuk matriks waktu proses yang menyatakan urutan mesin yang memproses tiap-tiap urutan operasi.
Suatu penjadwalan digambarkan dengan susunan balok-balok, dimana setiap balok merupakantripletdarijob-operasi-mesin. Panjang balok menyatakan waktu proses pekerjaan yang bersangkutan. Notasi triplet yang digunakan tiap balok (I,j,k) dimana I menunjukan nomor pekerjaan, j menyatakan urutan pekerjaan dan k mewakili mesin yang diperlukan. Masalah penjadwalan ini di deskripsikan secara grafis dengan menggunakan skala gantt chart. Contoh matriks waktu proses dan matriksroutingmesin dapat dilihat pada tabel di bawah ini.
Tabel 2.1. Matriks Waktu Proses
Job ❜ ❝❴❯❙ ❳❱
❞ ❖ ❡
1 3 2 4
2 4 4 1
3 2 2 3
4 3 3 3
Tabel 2.2.MatriksRouting
Job ❜ ❝❴❯❙ ❳❱
❞ ❖ ❡
1 2 3 1
2 1 3 2
3 2 4 3
4 3 1 2
Setelah input dari masing-masing telah didefinisikan, proses selanjutnya adalah penugasan operasi job dari tiap mesin. Penugasan ini mempunyai aturan yang bermacam-macam dan penggunaannya biasanya ditentukan oleh kebijakan manajemen berdasarkan sistem produksinya serta kriteria optimalitas yang diinginkan.
❢❣ ❤❣ ✐❣ ❥ ❦❧♠♥❧ ♦ ❦♠y❦♣ ❦qr♥ r ♠ Mr qr ♣ r s Job Shop
Dalam penyelesaian masalah job shop dapat menggunakan beberapa teknik pendekatan, daitara teknik tersebut adalah:
1. Teknik pendekatan optimal
Teknik pendekatan optimal merupakan pendekatan yang memberikan solusi terbaik terhadap suatu permasalahan ditinjau dari kriteria tertentu. Pendekatan optimal memiliki 2 metode, yaitu metode program integer dan metodebranch and bound. Namun kedua metode ini memiliki tingkat kesukaran yang tinggi dan
belum tentu menghasilkan jadwal yang benar-benar optimal.
2. Teknik pendekatan heuristik
Teknik pendekatan heuristik digunakan dalam masalah penjadwalan untuk jumlah operasi lebih kompleks dengan waktu penyelesaian yang relatif lebih cepat. Walaupun pendekatan heuristik tidak menghasilkan jadwal yang optimal, namun pendekatan heuristik dapat menghasilkan jadwal yang baik dan mendekati optimal. Teknik pendekatan heuristik terbagi atas:
- Priority dispatching rules
Priority dispatching rules adalah satu jenis metode peramalan dimana waktu siap (ready time) dari setiap mesin ditentukan sedemikian rupa sehingga berurutan naik. Keputusan pemilihan produk yang akan diproses dapat dilakukan pada saat mesin siap menerima produk (mesin menganggur). Pada teknikdispatchingdigunakan aturan prioritas untuk memilih salah satu operasi diantara operasi-operasi yang mengalami konflik pada mesin m* pada setiap tahap.
- Sampling procedures
t✉ ✈.✇①② ③ ①t ④ ①⑤⑥ ⑦③w⑦ ⑧ ⑦⑤
Proses perancangan algoritma penjadwalan dengan memperhatikan aktivitas perawatan pencegah merupakan pengembangan dari rancangan algoritma penjadwalan heuristik yang telah dikenal antara lain:
1. MeodeForward
Metode ini menjadwalkan proses kerja dalam setiap sumber daya mulai sejak awal produksi (saat t=0) sampai dapat diselesaikannya suatu produk direncanakan. Tujuan dari metode ini adalah menjadwalkan produksi apabila titik waktu mulainya telah ditentukan sebelumnya dan tidak diberikan batas waktu harus diselesaikannya keseluruhan suatu produk. Kelebihan metode ini adalah bahwa penjadwalan dapat disusun secara short processing time (SPT) sehingga didapat suatu penjadwalan produksi dengan flow time yang minimum. Kelemahan dari metode ini adalah karena titik awal ditentukan terlebih dahulu, maka ada resiko keterlambatan sehingga dapat menimbulkan kerugian berupa penalty cost dan kepercayaan konsumen, selain itu jika selesai sebelumdue date maka ada ongkos simpan.
2. MetodeBackward
3. Metode Kompromi
Metode ini merupakan gabungan antara metode ⑨forwr⑩ dan metode ❶⑨ ❷kw⑨r⑩ , sehingga dari penggabungan metode tersebut maka dapat mereduuksi kelemahan metode masing-masing. Tujuan dari metode ini adalah membentuk suatu penjadwalan dengan flow ti❸❹ yang minimum, dapat memenuhi ⑩❹u ⑩⑨❹t serta memiliki tingkat utilitas sumber daya yang maksimum. Kelebihan dari metode ini adalah adanya beberapa kriteria optimalisasi yang dapat tercakup langsung dengan metode tersebut, yaitu minimasi flow ti❸❹ , pemenuhan ⑩u❹ ⑩⑨t e, maksimasi utilitas sumber daya. Kelemahanya adalah bahwa metode ini lebih rumit perhitungan serta masih belum mampu mendeteksi kriteria optimalisasi minimasi ongkos produksi.
4. MetodeForced
Metode ini merupakan metode penjadwalan dimana satu atau beberapa kegiatan yang dipaksakan untuk dilaksanakan pada suatu waktu tertentu sehingga tidak dapat lagi ditukar atau diganti dengan operasi lainnya. Kegiatan yang dipaksakan tersebut misalnya memerlukan mesin produksi khusus yang harus disewa dengan harga yang sangat mahal tiap sama waktunya, sehingga semua operasi yang membutuhkan mesin tersebut dipaksakan untuk dikerjakan pada waktu mesin disewa. Kelebihan metode ini adalah kemampuannya untuk mengatasi beberapa permasalahan yang harus dikerjakan pada satuan waktu tertentu. Kelemahannya adalah bahwa dengan memaksakan beberapa bagian didalam penjadwalan maka diperoleh suatu penjadwalan produksi yang optimal.
❺❻8.Gantt Chart
Gantt chartmemiliki keuntungan dalan kelemahan pula, yang diantaranya: a. Keuntungangantt chartadalah:
Dalam situasi keterbatasan sumber, penggunaan Gantt chart memeungkinkan evaluasi lebih awal mengenai penggunaan sumber daya yang telah direncanakan.
Kemajuan pekerjaan mudah diperiksa pada setiap waktu karena sudah tergambar dengan jelas.
Semua pekerjaan diperlihatkan secara grafis dalam suatu peta yang mudah dipahami.
b. Kelemahangantt chartadalah:
Saling ketergantungan antar aktivitas Perkembangan proyek
Ketidakpastian
Makespan= 36
4 8 4 6 12 2
❼
ab
❽❾
e
❿a
➀➁ ➂a
➃e
➄eca
➅a
➀ ➆➇ ➈a
➉a
➅➊➋1➋Flowchart➌e➍eca➎a➏➐a➑a➒a➎
➳➵ ➸➵➺angkah➻langkah ➼emecahan ➽asalah
➾➚ ➪ ➶➹ ➘ ➴ ➷➚➪➘ ➬ ➮➹ ➮➱ ✃ ➮➱ ❐➹ ➮❒ ❮✃➮➱ ❐ ➹ ➮ ❒ ➬ ➮❰ ➮ ➴ ➮❒ ➮➬ ➮➱ ➬➚➷➚ Ï ➮❒ ➮➱ ➷➮Ð➮✃ ➮ ❒ ➬ ➮❰ ➮ ➬ ➚➱Ñ➮❰Ò➮✃➮➱ ➷➚ Ð ➶➱❰ ➶ÓÔÕÓ➪➶ ➷➮ ➪➶➱ ❰Ö×Ð➶ ➮ØÙfrastructure,ÔÚ➹ÕÛ➮ ➶➴➘Ü
Ý➵ ➽ulai
Þ➶ ➮Ò➮✃ ➶❰ ➚➱ ❐ ➮➱ ➷➚✃➮➹ ➘ ➹ ➮➱Ö ÚÐ➚ß➮Ð ➶❰ ➶ÓÔÕ Ó➪ ➶➷ ➮➪ ➶➱❰Ö×Ð➶ ➮InfrastructrureàÔ Ú➹Õ ➷➚➱ ❐➚ ➱ ➮➶ Ð➶ ➴➘ ➮Ð➶❰ ➮➱ ➹Ö➱ ❰ ➶Ð➶Û➮➱ ❐ ➮❰ ➮ ➬ ➮❰ ➮✃➮➱ ➴➮ ➶➬ ➪Ö❰ ➘➹ Ð➶Õ á➚ ✃ ➮➹ ➘ ➹ ➮➱ ➮➹ ➴ ➶ß➶➴ ➮Ð Ö ÚÐ➚ ➪ß➮Ð➶➬ ➮❰ ➮✃➮➱ ➴➮ ➶➬ ➪Ö❰ ➘ ➹ Ð➶➶➱ ➶Ú➚➪ ➴➘Ñ➘ ➮➱➘ ➱ ➴➘ ➹➷➚ ➱ ➚ ➷➘ ➹ ➮➱➬➚➪ ➷➮ Ð➮✃ ➮ ❒ ➮➱Û➮➱❐ ➴➚ ➪Ñ➮❰ ➶➬ ➮❰ ➮✃➮➱ ➴ ➮➶➬ ➪Ö❰➘ ➹ Ð➶➴➚ ➪ Ð➚Ú➘ ➴Ð➚ ❒ ➶➱ ❐ ❐ ➮❰ ➮➬ ➮➴❰ ➶ ➶❰ ➚➱ ➴ ➶â ➶➹ ➮ Ð➶➬ ➚ ➪ ➷➮ Ð➮✃➮❒➱ ➱Û➮Õ
➸➵ ãtudi ➺iteratur
ä➚➴➚ ✃ ➮ ❒ ➷➚ ✃ ➮➹ ➘ ➹ ➮➱ Ö ÚÐ➚ ➪ß➮ Ð➶à Ð➚✃➮➱Ñ➘ ➴➱Û➮ ➷➚ ✃➮➹ ➘ ➹ ➮➱ Ð➴➘ ❰ ➶ ✃ ➶ ➴➚➪➮ ➴➘ ➪ ❐ ➘➱ ➮ ➷➚ ➷Ú➮➱ ➴➘➷➚➱ ➚➱ ➴➘➹ ➮➱➬ ➚ ➪ ➷ ➮Ð➮✃ ➮❒ ➮➱Û➮➱❐ Ð➚Ð➘ ➮➶❰ ➚ ➱❐ ➮➱Ð ➶➴➘ ➮ Ð➶❰ ➮➱➹Ö➱ ❰ ➶Ð➶➬ ➮❰ ➮ ✃➮➱ ➴➮ ➶➬ ➪Ö❰➘ ➹ Ð➶➴➚ ➪ Ð➚Ú➘ ➴Õ
➳➵ ådentifikasi ➽asalah
➾➚ ➪❰ ➮ Ð➮ ➪➹ ➮➱ ➬ ➮❰ ➮ ➬➚➪➷ ➮Ð➮✃ ➮ ❒➮➱ Û➮➱ ❐ ❰ ➶ ❒➮❰ ➮➬ ➶ Ö✃ ➚ ❒ ➬ ➚ ➪➘ Ð➮ ❒➮ ➮➱ Û➮➱ ❐ ➴➚ ✃ ➮ ❒ ❰ ➶➘ ➪ ➮ ➶➹ ➮➱à ➷ ➮➹ ➮ ➬➚ ➱ ➘✃➶Ð ➷➚➪➘ ➷➘ Ð➹ ➮➱ ➷➮ Ð➮✃➮❒ ➬ ➮❰ ➮ ➬ ➚➱ ➚ ✃ ➶ ➴➶ ➮➱ ➶➱ ➶ Û➮ ➶➴➘ æ Ú➮❐ ➮➶ ➷➮➱ ➮ ➷➚➷➬ ➚ ➪Ö✃➚❒ ➬ ➚➱ ❐➘ ➪➘ ➴➮➱ ➬ ➚➹ ➚ ➪Ñ➮➮➱ ❰ ➮➱ ➬ ➚ ➱Ñ➮❰Ò➮✃ ➮➱ ➷➚Ð➶➱ Û➮➱ ❐ ❰ ➮➬ ➮ ➴➷➚ ➱ ❐➘ ➪ ➮➱ ❐ ➶makespan➬ ➪Ö❰ ➘ ➹ Ð ➶Ú➮❐ ➶ ➮➱ upperÐ➚➬ ➮➴➘order❰ ➚➱ ❐ ➮➱ Ú➚Ú➚ ➪ ➮➬ ➮ end itemÐ➚ ❒ ➶➱ ❐ ❐ ➮❰ ➮➬ ➮➴➴➚ ➴ ➮➬➷➚➷➚➱ ➘ ❒➶due date➬ ➚➪➷ ➶➱ ➴➮ ➮➱ç”
è➵ éujuan ➼enelitian
Adapun yang menjadi tujuan penelitian yang dilakukan penulis yaitu memperoleh
pengurutan pekerjaan dan penjadwalan mesin yang baik, agar dapat mengurangi
makespanproduksi untuk produkorderdengan beberapaend item,sehingga dapat
memenuhi due date yang akan datang dan terhindar dari work in process pada
êë ìengumpulan íîta
Melakukan pengambilan data yang dibutuhkan untuk membantu memecahkan
permasalahan yang telah ditentukan tersebut mengenai penjadwalan mesin pada
produk ïrder dengan beberapa eðd iteñ. Data yang dikumpulkan dalam melakukan penelitian ini, yaitu:
1. Data gambaran umum perusahaan
2. Data urutan proses operasi
3. Data mesin yang digunakan
4. Data jam kerja
5. Data jumlah produk yang diproduksi
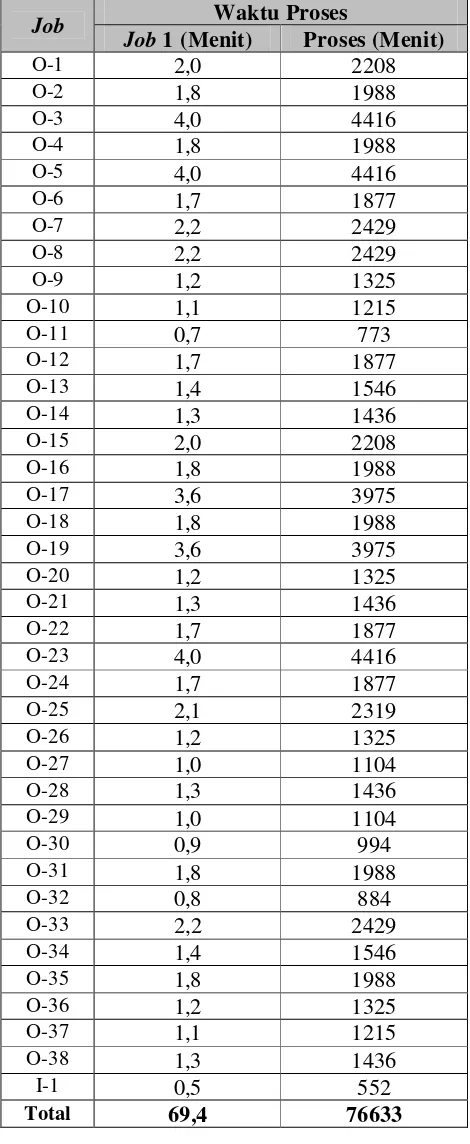
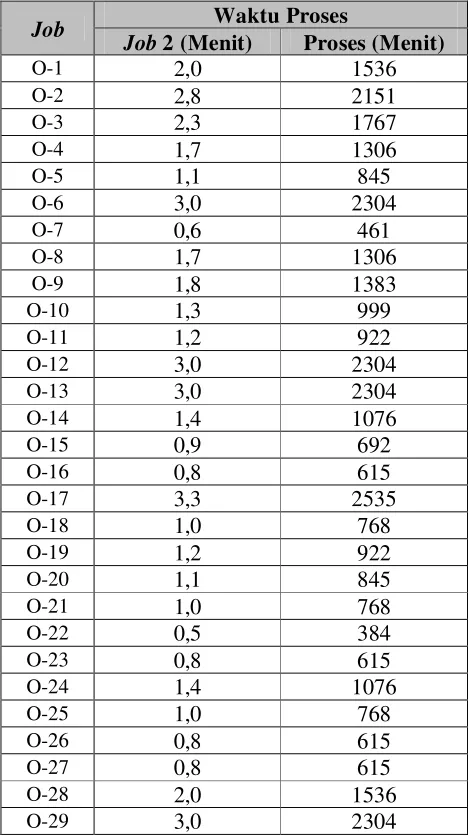
6. Data waktu proses setiap operasi
7. Data penjadwalan mesin perusahaan
òë ìengolahan í îta
Pada pengolahan data yang dilakukan pada penelitian ini berdasarkan pada
pengumpulan data yang telah dikumpulkan, yaitu:
1. Menentukanrïutiðg sheet(proses,job, waktu dan mesin).
2. Membuat penjadwalan mesin untuk produkorderdengan metode jadwal aktif.
3. Membuat penjadwalan mesin untuk produkorderdengan metodenon delay.
4. Gant chart.
Kemudian membandingkan optimalisasi makespan dari penjadwalan mesin
perusahaan dengan penjadwalan yang dilakukan dengan metode jadwal aktif dan
jadwalnon delay.
óë ôõaö ÷ø ÷ø
Setelah selesai melakukan pengolahan data dan membandingkan penjadwalan
mesin berdasarkan pada optimasisasi makespan pada penjadwalan yang telah
dilakukan yang dilengkapi dengan gant chart, maka selanjutnya melakukan
penganalisisan terhadap perbandingan hasil makespan dari penjadwalan mesin
ùú Kûüý þÿ ✁ ✂ ✄
Dibuat kesimpulan dari seluruh kegiatan penelitian yang dilakukan, diantaranya
poin-poin apa saja yang menjadi benang merah dari penelitian ini. Mulai dari
permasalahan yang terjadi hingga dilakukannya perbaikan dan perubahan serta
saran yang diberikan untuk kemajuan perusahaan.
9ú Sû✁ûü ✂ý
Setelah melakukan penarikan kesimpulan dan memberikan saran sebagai masukan
berdasarkan hasil melakukan penelitian, maka penelitian ini telah selesai
Bab 4
Pengumpulan dan Pengolahan Data
4.1. Gambaran Umum Perusahaan 4.1.1. Sejarah Perusahaan
PT. Primarindo Asia ☎n✆r✝stru✞✟tur , Tbk didirikan pada tanggal 1 juli 1988
dengan nama PT. Bintang Kharisma dengan status Penanaman Modal Dalam
Negeri (PMDN) dan bergerak dalam bidang industri sepatu. Pada tahun 1994,
telah mencatat dan menjual sahamnya di Bursa Efek Jakarta dan menjadi PT.
Bintang Kharisma. Pada tahun 1997, perusahaan merencanakan untuk melakukan
diverifikasi usaha ke bidang lain yang juga mempunyai prospek cerah. Untuk itu,
perusahaan mengganti nama menjadi PT. Primarindo Asia ☎n✆r✝✞strutur✟ , Tbk.
Sebelum direncanakan diverifikasi dapat terealisasi, kondisi ekonomi di Indonesia
mulai memburuk sehingga perusahaan memutuskan untuk menunda rencana
tersebut.
Pada tahun 2001, Perseroan memproduksi hanya satu ✠r✝✡ ✟✡n ✠uy✟r yaitu merek
Reebok. Untuk mengantisipasi resiko pemutusan kerja sama oleh Reebok,
perseroan memutuskan untuk menjadikan tahun 2001 sebagai tahun konsolidasi
dan mulai mempersiapkan usaha pengembangan pasar domestik. Pada bulan april
2002, perseroan menerima pemberitahuan dari Reebok International Limited
sebagais☛☞ ✌✟n ✠✟uyr dari perseroan bahwa pesanan sepatu yang diberikan kepada
perseroan hanya sampai dengan bulan juli 2002, sehingga sejak bulan juli 2002
perseroan tidak lagi memproduksi sepatu merek Reebok.
PT. Primarindo Asia☎✆nr✝stru✞✟tur , Tbk bergerak dalam bidang industri-industri
sepatu, khususnya sepatu olah raga dan memproduksi dalam berbagai fungsi dan
ukuran. Selama ini produksi PT. Primarindo Asia☎n✆r✝stru✞tur✟ , Tbk didasarkan
atas pesanan pelanggan yang berasal dari luar negeri. Dengan demikian hampir
seluruh sepatu olah raga hasil prodoksi perseroan adalah untuk diekspor dah harus
dibuat perusahaan atau pelanggan yang merupakan pemegang merek atau
pemegang lisensi dari merek terkemuka.
PT. Primarindo Asia ✍n✎r✏stru✑tur✒ , Tbk telah dipercaya memproduksi merek
terkenal seperti OsKhos B’Gosh, Cheasepeaks, Body Glove, US Atheletic,
PUMA, Avia, Adidas, Lonsdale, Karimor dan Stadium. Tahun 1996, dari dua
✓uy✒r besar yaitu Reebok dan Fila. Pada tahun 2000 dalam pengembangan pasar
domestik telah memproduksi merek Tomkins.
4.1.2. Organisasi dan Menejemen 4.1.2.1. Organisasi
1. Struktur organisasi
Adapun struktur organisasi pada PT. Primarindo Asia ✍n✎r✏stru✑✒tur , Tbk dapat
dilihat pada bagan dibawah ini:
2. Susunan dewan komisaris dan direksi serta penjelasan fungsi divisi
Berikut merupakan susunan dewan komisaris dan direksi yang terdapat pada
perusahaan PT. Primarindo Asia✙✚nr✛✜stru✢tur , Tbk adalah:
Komisaris utama : Ibrahim Risjad
Wakil komisaris utama : Abdul Rachman Ramli
Komisaris independen : Hariadi Darmawan
Endang Kosasih
Direktur utama : Bambang Setiyono
Wakil Direktur utama : David Yahya
Direktur : Yati Nurhayati
Penjelasan fungsi-fungsi divisi yang ada pada perusahaan, yaitu:
a. Fungsi produksi
Divisi ini melaksanakan perencanaan produksi, kegiatan pabrikasi, evaluasi
kinerja kerja produksi, pemeliharaan dan perawatan mesin-mesin yang menunjang
proses produksi.
b. Fungsi HRD GA
Divisi ini melaksanakan pencarian dan penyediaan sumber daya manusia,
administrasi data karyawan, pengembangan kualitas sumber daya manusia,
memelihara gedung dan peralatan, menjaga keamanan, memelihara kendaraan,
melayani kerumahtanggaan dan mengurus izin-izin perusahaan.
c. Fungsi finansial
Divisi ini melaksanakan perencanaan keuangan, mengawasi realisasi,
pengumpulan dan pengolahan data sehingga menghasilkan laporan yang berguna
bagi menejemen dalam mengendalikan kegiatan perusahaan dan pengambilan
keputusan.
d. Fungsi komersial
Divisi ini berfungs mempromosikan, memasarkan dan mendistribusikan produk
e. Fungsi D&D
Divisi ini berfungsi membuat sampel sepatu untuk diproduksi.
3. Visi dan misi perusahaan
Suatu perusahaan yang baik, pastilah memiliki visi dan misi perusahaan agar
kinerja perusahaan memiliki tujuan nyata saat perusahaan berjalan. Visi dan misi
dari perusahaan PT. Primarindo Asia✥n✦r✧★strutur✩ , Tbk adalah:
a. Visi perusahaan
“Menjadi pemimpin dalam industri sepatu di Indonesia (to✪✩★o✫✩ ✬✩✧ ✭✩r ✮n
✥n✭✩on✮✧s s✯o✩s ✮n✭ustry )”
b. Misi perusahaan
Berikut merupakan misi perusahaan PT. Primarindo Asia ✥n✦✧rstru★✩tur , Tbk
adalah sebagai berikut:
Mempunyai proses produksi yang paling efisien.
Menghasilkan produk berkualitas tinggi untuk memenuhi kepuasan pelanggan.
Menjadi mitra usaha terpercaya dalam menghadapi tantangan saat ini dan di
masa depan.
Menpunyai sepatu merek sendiri yang menjadi nomor satu di pasar dalam
negeri.
4.1.2.2. Menejemen
1. Strategi bisnis
a. Pemasaran ekspor
Realisasi penjualan ekspor pada tahun 2009 sebesar 2.002.877 pasang, menurun
sebesar 24,62% dibanding realisasi ekspor tahun sebelumnya sebesar 2.657.020
pasang. Pada tahun 2010, dengan mulai membaiknya kondisi ekonomi global
diharapkan or✭✩r ekspor dapat meningkat sehingga total ekspor diproyeksikan
meningkat sekitar 45,66% menjadi sebesar 2.917.357 pasang. Walaupun
demikian, penguatan kurs rupiah terhadap US dollar cukup menekan tingkat
profitbilitas ekspor. Sehingga walaupun terjadi peningkatan kuantitas, namun
b. Pemasaran lokal
Strategi pengembangan pasar domestik yang dilakukan perseroan sebagai
kelanjutan sari strategi yang telah dijalankan pada periode sebelumnya antara lain:
Produk (✰✱rou✲t )
Untuk memperkuat pos✳✳ton✳n✴ pasar dalam negeri yang dimiliki yaitu dengan
memproduksi sepatu merek Tomkins dengan kualitas yang baik dan model yang
u p
to✱✵t✶ . Dalam hal kualitas, perseroan tetap konsisten menggunakan standar
proses produksi pembuatan sepatu merek internasional. Untuk mempertahankan
kualitas tidak terlalu sulit karena Tomkins dibuat dipabriknya sendiri yang juga
memproduksi merek internasional dengan pengawasan kualitas yang cukup ketat.
Dalam melaksanakan produksinya perseroan tidak membedakan antara kualitas
untuk sepatu merek sendiri dengan merek internasional untuk ekspor. Kualitas
sepatu Tomkins selain didukung proses pembuatannya yang menggunakan standar
merek internasional juga didukung oleh tenaga kerja yang dimiliki perseroan yang
sudah terbiasa memproduksi sepatu merek internasional sejak tahun 1996.
Harga (✰r✳✲✶ )
Strategi yang diambil oleh perseroan dalam menentukan harga jual adal