ANALISIS BEBAN KERJA DENGAN METODE RULA PADA STASIUN PEREBUSAN DI PABRIK KELAPA SAWIT
PT. PP. LONDON SUMATERA INDONESIA, Tbk
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian
dari Syarat-syarat Mendapatkan Gelar Sarjana Sains Terapan
Oleh :
UTAMI SARTIKA
045204011
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISIS BEBAN KERJA DENGAN METODE RULA PADA STASIUN PEREBUSAN DI PABRIK KELAPA SAWIT
PT. PP. LONDON SUMATERA INDONESIA, Tbk
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian
dari Syarat-syarat Mendapatkan Gelar Sarjana Sains Terapan
Oleh :
UTAMI SARTIKA
045204011
Disetujui Oleh,
Dosen Pembimbing I Dosen Pembimbing II
( Ir. Khawarita Siregar, MT ) ( Ir. Dini Wahyuni, MT )
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ABSTRAK
Pabrik kelapa sawit PT. PP. London Sumatera Indonesia, Tbk Begerpang POM merupakan perusahaan yang bergerak pada pengolahan sawit yang tidak terlepas dari masalah yang berhubungan dengan postur kerja. Hal ini dapat terlihat dengan adanya postur dan cara kerja yang salah dari operator stasiun perebusan yang dapat mengakibatkan cidera muculoskeletal, sehingga dapat menurunkan produktivitas kerja. Oleh karena itu diperlukan analisis beban kerja terhadap operator stasiun perebusan untuk mendapatkan postur kerja yang efektif dalam melakukan pekerjaan sehingga seorang operator dapat melakukan aktivitas pekerjaanya sesuai dengan kemampuan atau kapasitas kerjanya.
Rapid Upper Limb Assessment (RULA) adalah sebuah metode untuk menilai postur, gaya, dan gerakan suatu aktivitas kerja yang berkaitan dengan penggunaan tubuh bagian atas (upper limb). Metode ini dikembangkan untuk menyelidiki resiko kelainan yang akan dialami oleh seorang pekerja dalam melakukan aktivitas kerja yang memanfaatkan tubuh bagian atas (upper limb).
Tahapan pertama dalam analisis beban kerja dengan metode RULA adalah dengan menganalisis postur kerja saat ini yang kemudian dilanjutkan dengan analisis postur kerja yang dapat menimbulkan cidera. Setelah didapatkan postur kerja yang dapat menimbulkan cidera maka dilakukan pemecahan masalah dengan usulan rancangan postur kerja yang nyaman dan tidak menimbulkan cidera.
Kesimpulan yang dapat diambil dari analisis beban kerja dengan metode RULA bahwa postur kerja yang memiliki resiko tertinggi adalah postur kerja menarik kabel sling dari winch. Posisi pengkait hook yang berada pada bagian bawah lorry juga sangat mempengaruhi postur kerja operator. Kondisi ini menunjukkan bahwa postur kerja operator pada stasiun perebusan memiliki resiko kelainan yang sangat besar yang dapat mengakibatkan cidera musculoskeletal sehingga dapat menurunkan produktivitas kerja.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT, atas segala Berkat dan
Rahmad-Nya sehingga penulis dapat menyelesaikan karya akhir ini.
Karya akhir ini merupakan salah satu persyaratan dalam penyelesaikan studi
pada Program Studi Teknik Manajemen Pabrik D-IV, Fakultas Teknik, Universitas
Sumatera Utara. Dalam hal ini penulis mengangkat judu l yaitu “Analisis Beban Kerja
dengan Menggunakan Metode RULA pada Stasiun Perebusan di Pabrik Kelapa
Sawit PT. PP. London Sumatera Indonesia, Tbk.” diharapkan mampu memberikan
perbaikan metode kerja pada Stasiun Perebusan Pabrik Kelapa Sawit PT. PP. London
Sumatera Indonesia, Tbk.
Akhir kata dengan segala kerendahan hati, penulis menyadari bahwa karya akhir
ini masih jauh dari kesempurnaan. Oleh karena itu penulis mengharapkan saran dari
para dosen dan teman-teman mahasiswa. Saya berharap tulisan ini dapat memberi
manfaat bagi pembacanya dan bagi Pabrik Kelapa Sawit PT. PP. London Sumatera
Indonesia, Tbk.
Medan, Mei 2010
Penulis
UCAPAN TERIMA KASIH
Dalam penulisan karya akhir ini penulis banyak mendapat bimbingan dan
dorongan dari berbagai pihak. Maka dari itu penulis mengucapkan terima kasih yang
sebesar-besarnya kepada:
1. Kedua orang tuaku Ayahanda Usman Effendi dan Ibunda Dra. Sri Rahayu yang
tercinta yang telah memberikan motivasi dan dorongan dengan penuh cinta serta
kedua adikku Ulfah Dwi Safira dan Syafwan Tri Umarsyah, karena berkat doa restu
serta dukungan material kepada penulis hingga terselesainya karya akhir ini.
2. Ibu Ir. Khawarita Siregar, MT selaku dosen pembimbing I yang telah banyak
memberikan bimbingan kepada penulis.
3. Ibu Ir. Dini Wahyuni, MT selaku dosen pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian karya akhir ini.
4. Ibu Ir. Rosnani Ginting, MT selaku ketua Departemen Teknik Industri yang telah
memberikan izin pelaksanaan karya akhir ini dan dukungan moril serta perhatian
yang diberikan kepada penulis.
5. Bapak Catur Riyadi, Bapak Michael Ben Philips Tambunan, Bapak Zulkarnain
selaku pembimbing perusahaan, serta Bapak Julianton Marbun yang telah
memberikan kami izin untuk melakukan penelitian di PT. PP. London Sumatera
Indonesia, Tbk.
6. Seluruh staff dan karyawan PT. PP. London Sumatera Indonesia, Tbk yang telah
memberikan bantuan baik berupa informasi dan dukungan moril dalam melakukan
7. Seluruh pegawai Departemen Teknik Industri, Fakultas Teknik, Universitas
Sumatera Utara khususnya Bang Tumijo, Kak Dina, Bu Ani, Bang Ridho, Kak
Rahma, dan Bang Kumis Margono.
8. Teman-teman terbaikku Sonya Coriza, Yudha Wibowo, Melli Sribina, Dessy
Alemina, dan R.M Tri Cipto yang selalu memberikan semangat, canda dan tawa,
serta berbagi dalam keadaan susah dan senang.
9. Teman-teman seperjuanganku Program Studi Teknik Manajemen Pabrik 2004 yang
telah banyak memberikan dukungan dalam menyelesaikan karya akhir ini.
Kepada semua pihak yang telah ikut membantu yang tidak dapat saya sebutkan
satu persatu, saya mengucapkan banyak sebesar-besarnya. Semoga karya akhir ini
bermanfaat bagi kita semua.
Medan, Mei 2010
Penulis,
DAFTAR ISI
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
III LANDASAN TEORI
3.1. Ergonomi ... III-1 3.2. Tujuan dan Pentingnya Ergonomi ... III-2 3.3. Musculoskeletal ... III-3 3.4. Biomekanika ... III-4 3.5. Faktor Penyebab Terjadinya Keluhan Musculoskeletal ... III-5 3.6. Mengukur dan Mengenali Sumber Penyebab Keluhan
Musculoskeletal ... III-8
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.9.2.1. Prosedur RULA ... III-22 3.9.3. Rapid Entire Body Assessment (REBA) ... III-32 3.9.4. Quick Exposure Check (QEC) ... III-33
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Posisi Komponen dan Peralatan Kerja ... V-4 5.1.2. Postur Kerja ... V-6 5.1.3. Standard Nordic Questionnare ... V-10 5.2. Pengolahan Data ... V-12 5.2.1. Menarik Kabel Sling dari Winch ... V-13
5.2.1.1. Postur Kerja 1 ... V-13 5.2.1.1.1. Skor Postur Grup A untuk Postur Kerja 1 .. V-13 5.2.1.1.2. Skor Postur Grup B untuk Postur Kerja 1 .. V-16 5.2.1.1.3. Skor Postur Grup A dan Grup B untuk
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.2.3. Skor Postur Grup A dan Grup B untuk
Postur Kerja 2 ... V-23 5.2.1.3. Postur Kerja 3 ... V-24 5.2.1.3.1. Skor Postur Grup A untuk Postur Kerja 3 .. V-24 5.2.1.3.2. Skor Postur Grup B untuk Postur Kerja 3 .. V-26 5.2.1.3.3. Skor Postur Grup A dan Grup B untuk
Postur Kerja 3 ... V-28 5.2.1.4. Postur Kerja 4 ... V-29 5.2.1.4.1. Skor Postur Grup A untuk Postur Kerja 4 .. V-29 5.2.1.4.2. Skor Postur Grup B untuk Postur Kerja 4 .. V-31 5.2.1.4.3. Skor Postur Grup A dan Grup B untuk
Postur Kerja 4 ... V-33 5.2.1.5. Postur Kerja 5 ... V-34 5.2.1.5.1. Skor Postur Grup A untuk Postur Kerja 5 .. V-34 5.2.1.5.2. Skor Postur Grup B untuk Postur Kerja 5 .. V-36 5.2.1.5.3. Skor Postur Grup A dan Grup B untuk
Postur Kerja 5 ... V-38 5.2.1.6. Postur Kerja 6 ... V-39 5.2.1.6.1. Skor Postur Grup A untuk Postur Kerja 6 .. V-39 5.2.1.6.2. Skor Postur Grup B untuk Postur Kerja 6 .. V-41 5.2.1.6.2. Skor Postur Grup A dan Grup B untuk
Postur Kerja 6 ... V-43 5.2.1.7. Postur Kerja 7 ... V-44 5.2.1.7.1. Skor Postur Grup A untuk Postur Kerja 7 .. V-44 5.2.1.7.2. Skor Postur Grup B untuk Postur Kerja 7 .. V-46 5.2.1.7.3. Skor Postur Grup A dan Grup B untuk
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2. Menarik Lorry dengan Menggunakan Winch ... V-49 5.2.2.1. Postur Kerja 8 ... V-49 5.2.2.1.1. Skor Postur Grup A untuk Postur Kerja 8 .. V-49 5.2.2.1.2. Skor Postur Grup B untuk Postur Kerja 8 .. V-52 5.2.2.1.3. Skor Postur Grup A dan Grup B untuk
Postur Kerja 8 ... V-54
VI ANALISA PEMECAHAN MASALAH
6.1. Analisa Masalah ... VI-1 6.1.1. Analisa Postur Kerja Berdasarkan Metode Rapid Upper
Limb Assessment (RULA) ... VI-1
6.1.2. Analisa Berdasarkan Hasil Standard Nordic Questionnare .. VI-4 6.1.3. Hubungan Analisis Postur Kerja dengan Hasil Standard
Nordic Questionnare ... VI-6
6.2. Pemecahan Masalah ... VI-8
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1 Jumlah Tenaga Kerja di PT. PP. London Sumatera,Tbk
Begerpang POM ………... II-8
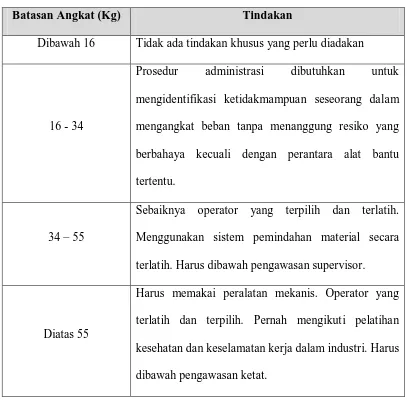
3.1 Tindakan yang Harus Dilakukan Sesuai dengan Batasan
Angkat ... III-15
3.2 Tindakan yang Harus Dilakukan Sesuai dengan
Batas Angkatnya ... III-16
3.3 Skor Bagian Lengan Atas (upper arm)... III-23
3.4 Skor Bagian Lengan Bawah (lower arm) ... III-24
3.5 Skor Pergelangan Tangan (wrist) ... III-25
3.6 Skor Bagian Leher (neck) ... III-26
3.7 Skor Bagian Punggung (trunk) ... III-26
3.8 Skor Bagian Kaki (legs) ... III-27
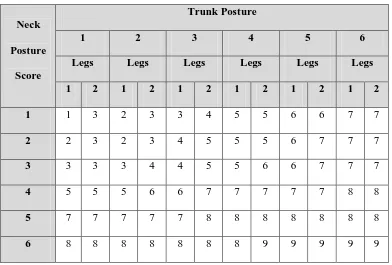
3.9 Skor Postur Grup A (Tabel A) ... III-28
3.10 Skor Postur Grup B (Tabel B) ... III-29
3.11 Skor Penggunaan Tenaga (beban) ... III-30
3.12 Kategori Tindakan RULA ... III-31
5.1 Hasil Standard Nordic Questionnare ... V-11
5.2 Skor Postur Grup A Postur Kerja 1 ... V-15
5.3 Total Skor Grup A Postur Kerja 1 ... V-16
DAFTAR TABEL (lanjutan)
TABEL HALAMAN
5.5 Total Skor Grup B Postur Kerja 1 ... V-17
5.6 Skor Total Grup A dan Grup B Postur Kerja 1 ... V-18
5.7 Kategori Tindakan RULA Postur Kerja 1 ... V-18
5.8 Skor Postur Grup A Postur Kerja 2 ... V-20
5.9 Total Skor Grup A Postur Kerja 2 ... V-21
5.10 Skor Postur Grup B Postur Kerja 2 ... V-22
5.11 Total Skor Grup B Postur Kerja 2 ... V-22
5.12 Skor Total Grup A dan Grup B Postur Kerja 2 ... V-23
5.13 Kategori Tindakan RULA Postur Kerja 2 ... V-18
5.14 Skor Postur Grup A Postur Kerja 3 ... V-25
5.15 Total Skor Grup A Postur Kerja 3 ... V-26
5.16 Skor Postur Grup B Postur Kerja 3 ... V-27
5.17 Total Skor Grup B Postur Kerja 3 ... V-27
5.18 Skor Total Grup A dan Grup B Postur Kerja 3 ... V-28
5.19 Kategori Tindakan RULA Postur Kerja 3 ... V-28
5.20 Skor Postur Grup A Postur Kerja 4 ... V-30
5.21 Total Skor Grup A Postur Kerja 4 ... V-31
5.22 Skor Grup B Postur Kerja 4 ... V-32
5.23 Total Skor Grup B Postur Kerja 4 ... V-32
DAFTAR TABEL (lanjutan)
TABEL HALAMAN
5.25 Kategori Tindakan RULA Postur Kerja 4 ... V-33
5.26 Skor Postur Grup A Postur Kerja 5 ... V-35
5.27 Total Skor Grup A Postur Kerja 5 ... V-36
5.28 Skor Postur Grup B Postur Kerja 5 ... V-37
5.29 Total Skor Grup B Postur Kerja 5 ... V-37
5.30 Skor Total Grup A dan Grup B Postur Kerja 5 ... V-38
5.31 Kategori Tindakan RULA Postur Kerja 5 ... V-38
5.32 Skor Postur Grup A Postur Kerja 6 ... V-40
5.33 Total Skor Grup A Postur Kerja 6 ... V-41
5.34 Skor Postur Grup B Postur Kerja 6 ... V-42
5.35 Total Skor Grup B Postur Kerja 6 ... V-42
5.36 Skor Total Grup A dan Grup B Postur Kerja 6 ... V-43
5.37 Kategori Tindakan RULA Postur Kerja 6 ... V-43
5.38 Skor Postur Grup A Postur Kerja 7 ... V-45
5.39 Total Skor Grup A Postur Kerja 7 ... V-46
5.40 Skor Postur Grup B Postur Kerja 7 ... V-47
5.41 Total Skor Grup B Postur Kerja 7 ... V-47
5.42 Skor Total Grup A dan Grup B Postur Kerja 7 ... V-48
5.43 Kategori Tindakan RULA Postur Kerja 7 ... V-48
DAFTAR TABEL (lanjutan)
TABEL HALAMAN
5.45 Total Skor Grup A Postur Kerja 8 ... V-52
5.46 Skor Postur Grup B Postur Kerja 8 ... V-53
5.47 Total Skor Grup B Postur Kerja 8 ... V-53
5.48 Skor Total Grup A dan Grup B Postur Kerja 8 ... V-54
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi Begerpang Palm Oil Mill ... II-5
2.2 Grafik Sistem Perebusan Tekanan vs Waktu ... II-14
3.1 Kegiatan mengangkat/menurunkan ... III-12
3.2 Kegiatan mendorong/menarik ... III-13
3.3 Kegiatan memutar ... III-13
3.4 Kegiatan membawa ... III-14
3.5 Kegiatan menahan ... III-14
3.6 Nordic Body Map ... III-18 3.7 Standar RULA untuk postur lengan atas ... III-23
3.8 Standar RULA untuk postur lengan bawah ... III-24
3.9 Standar RULA untuk postur pergelangan tangan ... III-24
3.10 Standar RULA untuk postur leher ... III-25
3.11 Standar RULA untuk postur punggung ... III-26
3.12 Diagram Penilaian RULA ... III-30
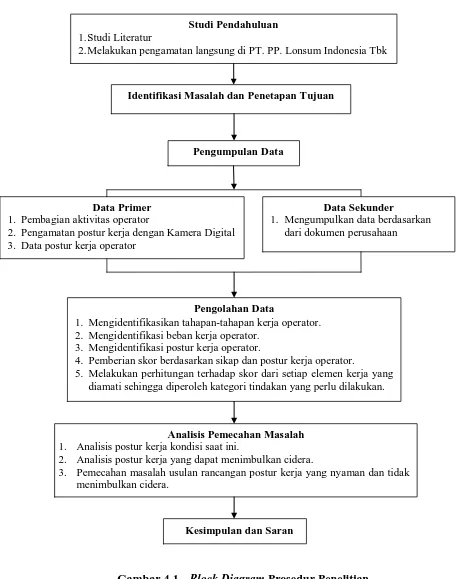
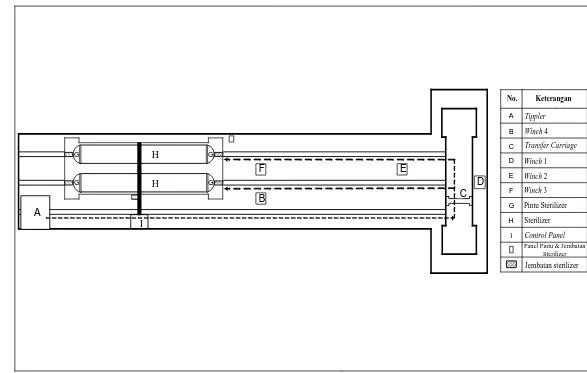
3.13 Grand Score (Tabel C) ... III-31 4.1 Block Diagram Prosedur Penelitian ... IV-14 5.1 Posisi Komponen dan Peralatan Kerja pada Stasiun
Sterilizer ... V-5
5.2 Postur Kerja 1 ... V-6
DAFTAR GAMBAR (lanjutan)
GAMBAR HALAMAN
5.4 Postur Kerja 3 ... V-7
5.5 Postur Kerja 4 ... V-8
5.6 Postur Kerja 5 ... V-8
5.7 Postur Kerja 6 ... V-9
5.8 Postur Kerja 7 ... V-9
5.9 Postur Kerja 8 ... V-10
5.10 Postur Kerja 1 ... V-13
5.11 Postur Kerja 2 ... V-19
5.12 Postur Kerja 3 ... V-24
5.13 Postur Kerja 4 ... V-29
5.14 Postur Kerja 5 ... V-34
5.15 Postur Kerja 6 ... V-39
5.16 Postur Kerja 7 ... V-44
5.17 Postur Kerja 8 ... V-49
6.1 Posisi Komponen dan Peralatan Kerja Sebelum Menggunakan Sistem Hidrolik (A) dan Sesudah Menggunakan Sistem
ABSTRAK
Pabrik kelapa sawit PT. PP. London Sumatera Indonesia, Tbk Begerpang POM merupakan perusahaan yang bergerak pada pengolahan sawit yang tidak terlepas dari masalah yang berhubungan dengan postur kerja. Hal ini dapat terlihat dengan adanya postur dan cara kerja yang salah dari operator stasiun perebusan yang dapat mengakibatkan cidera muculoskeletal, sehingga dapat menurunkan produktivitas kerja. Oleh karena itu diperlukan analisis beban kerja terhadap operator stasiun perebusan untuk mendapatkan postur kerja yang efektif dalam melakukan pekerjaan sehingga seorang operator dapat melakukan aktivitas pekerjaanya sesuai dengan kemampuan atau kapasitas kerjanya.
Rapid Upper Limb Assessment (RULA) adalah sebuah metode untuk menilai postur, gaya, dan gerakan suatu aktivitas kerja yang berkaitan dengan penggunaan tubuh bagian atas (upper limb). Metode ini dikembangkan untuk menyelidiki resiko kelainan yang akan dialami oleh seorang pekerja dalam melakukan aktivitas kerja yang memanfaatkan tubuh bagian atas (upper limb).
Tahapan pertama dalam analisis beban kerja dengan metode RULA adalah dengan menganalisis postur kerja saat ini yang kemudian dilanjutkan dengan analisis postur kerja yang dapat menimbulkan cidera. Setelah didapatkan postur kerja yang dapat menimbulkan cidera maka dilakukan pemecahan masalah dengan usulan rancangan postur kerja yang nyaman dan tidak menimbulkan cidera.
Kesimpulan yang dapat diambil dari analisis beban kerja dengan metode RULA bahwa postur kerja yang memiliki resiko tertinggi adalah postur kerja menarik kabel sling dari winch. Posisi pengkait hook yang berada pada bagian bawah lorry juga sangat mempengaruhi postur kerja operator. Kondisi ini menunjukkan bahwa postur kerja operator pada stasiun perebusan memiliki resiko kelainan yang sangat besar yang dapat mengakibatkan cidera musculoskeletal sehingga dapat menurunkan produktivitas kerja.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Peranan manusia sebagai sumber tenaga kerja masih dominan dalam
menjalankan proses produksi terutama kegiatan yang bersifat manual. Salah satu bentuk
peranan manusia adalah aktivitas pemindahan material secara manual (Manual Material
Handling / MMH). Penggunaan MMH yang dominan bukanlah tanpa sebab, MMH
memiliki keunggulan dalam hal fleksibilitas yang tinggi dan murah dibandingka n
dengan alat transportasi (alat bantu pemindahan material) lainnya.
Kelebihan MMH bila dibandingkan dengan penanganan material menggunakan
alat bantu adalah pada fleksibilitas gerakan yang dapat dilakukan untuk beban-beban
ringan. Akan tetapi aktivias MMH dalam pekerjaan-pekerjaan industri banyak
diidentifikasi beresiko besar sebagai penyebab penyakit tulang belakang (low back pain)
akibat dari penanganan material secara manual yang cukup berat dan posisi tubuh yang
salah dalam bekerja. Faktor lain yang dapat menyebabkan penyakit ini adalah beban
kerja yang berat, postur kerja yang salah dan pengulangan pekerjaan yang tinggi, serta
adanya getaran terhadap keseluruhan tubuh. Faktor-faktor yang dapat menimbulkan
adanya gangguan pada tubuh manusia jika pekerjaan berat dilakukan secara terus
menerus akan berakibat buruk pada kondisi kesehatan pekerja terutama dalam jangka
waktu panjang (Suma’mur, 1995).
Dilihat dari sudut pandang ergonomis terutama dari sudut pandang biomekanika,
pemindahan material secara manual menimbulkan kecelakaan kerja yaitu cidera pada
(MMH) atau pemindahan material secara manual membutuhkan energi yang cukup
besar. Tetapi pemindahan bahan secara manual apabila tidak dilakukan secara
ergonomis akan menimbulkan kecelakaan dalam industri, yang disebut juga “Over
Exertionlifting and carrying” yaitu kerusakan jaringan tubuh yang disebabkan oleh
beban angkat yang berlebihan (Nurmianto, 1996).
Aktivitas membungkuk dan memutar didalam tempat kerja saat melakukan
Manual Material Handling seharusnya dikurangi atau bahkan jika memungkinkan
aktivitas ini sebaiknya dihilangkan karena sikap ini rawan yang dapat menimbulkan
gangguan pada sistem musculoskeletal. Keluhan musculoskeletal adalah keluhan pada
bagian-bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan ringan
sampai sangat sakit. Apabila seseorang menerima beban statis secara berulang dan
dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada
sendi, ligamen, dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilahkan
dengan musculoskeletal disorders (MSDs) atau cidera pada sistem musculoskeletal.
Salah satu prinsip perancangan sistem kerja dalam aktivitas MMH adalah
menjaga posisi pinggul dan bahu lurus atau segaris ketika melakukan aktivitas MMH.
Hal ini untuk menjaga pembebanan pada punggung tetap sedikit, karena jarak antar
pusat beban dengan tubuh dekat sehingga momen dihasilkan relatif kecil.
Salah satu cara untuk menganalisis beban kerja karyawan dapat dilakukan
dengan menggunakan metode Rapid Upper Limb Assesment (RULA) yaitu sebuah
metode untuk menilai postur, gaya, dan gerakan suatu aktivitas kerja yang berkaitan
dengan penggunaan anggota tubuh bagian atas (upper limb).
Pada PT. PP. London Sumatera Indonesia, Tbk Begerpang POM stasiun
secara manual (Manual Material Handling) dengan sikap kerja yang tidak nyaman
yang dapat mengakibatkan cidera pada sistem musculoskeletal yang dapat mengurangi
produktivitas kerja.
1.2 Perumusan Masalah
Analisis beban kerja terhadap operator stasiun perebusan pada PT. PP. London
Sumatera Indonesia, Tbk Begerpang POM perlu dilakukan karena terlihat ada postur
dan cara kerja yang salah dari operator stasiun perebusan yang dapat mengakibatkan
cidera musculoskeletal, sehingga dapat menurunkan produktivitas kerja.
1.3 Tujuan dan Manfaat 1.3.1 Tujuan Penelitian 1.3.1.1 Tujuan Umum
Tujuan umum yang ingin dicapai dalam penelitian ini adalah sebagai berikut:
1. Mendapatkan postur kerja (postur tubuh saat bekerja) yang efektif dalam
melakukan pekerjaan sehingga seorang operator dapat melakukan aktivitas
pekerjaanya sesuai dengan kemampuan atau kapasitas kerjanya.
2. Memberikan saran bagi pihak PT. PP. London Sumatera Indonesia, Tbk Begerpang
POM dalam menerapkan postur kerja ergonomis dan efisien.
1.3.1.2 Tujuan Khusus
Adapun tujuan khusus yang ingin dicapai dalam penelitian ini adalah:
1. Menganalisis postur kerja yang dapat mengakibatkan cidera musculoskeletal.
2. Memberikan masukan kepada pihak PT. PP. London Sumatera Indonesia, Tbk
1.3.2 Manfaat Penelitian
Bagi mahasiswa sendiri manfaat penelitian ini adalah sebagai berikut :
1. Dapat mengimplementasikan teori-teori pengukuran beban kerja dengan metode
RULA dengan cara praktek langsung dilapangan.
2. Mengetahui faktor-faktor yang mempengaruhi penilaian beban kerja.
3. Memperoleh pengetahuan baru yang berguna dalam perwujudan kerja yang akan
dihadapi kelak setelah penulis menyelesaikan studinya.
Adapun manfaat bagi perusahaan tempat dilakukannya penelitian ini adalah
sebagai berikut :
1. Memberi masukan kepada perusahaan untuk dapat memperbaiki metode kerja.
2. Sebagai bahan pertimbangan bagi perusahaan untuk menganalisa beban kerja untuk
mengambil kebijakan perbaikan perusahaan.
1.4 Batasan Masalah dan Asumsi
Agar penyelesaian masalah tidak menyimpang dari tujuan dan menghindari
kemungkinan meluasnya pembahasan dari yang seharusnya diteliti, maka penulis
membuat batasan masalah dan asumsi.
Pembatasan masalah dalam penelitian ini adalah sebagai berikut :
1. Penelitian beban kerja dilakukan pada pekerja di PT. PP. London Sumatera
Indonesia, Tbk Begerpang POM bagian perebusan (sterilizer).
2. Metode yang digunakan dalam menganalisa beban kerja adalah metode RULA.
Sedangkan asumsi yang digunakan dalam penelitian ini adalah :
1. Mekanisme dan aktivitas setiap stasiun pada perusahaan berjalan normal.
3. Tidak ada perubahan metode kerja selama penelitian berlangsung.
1.5 Sistematika Penulisan Laporan
Sistematika penulisan ini bertujuan untuk memberikan gambaran umum tentang
penelitian yang dilakukan. Adapun sistematika penulisan adalah sebagai berikut :
BAB I PENDAHULUAN
Menguraikan latar belakang masalah, perumusan masalah, batasan
masalah, tujuan, manfaat, dan sistematika laporan.
BAB II GAMBARAN UMUM PERUSAHAAN
Gambaran ringkas dan jelas tentang objek studi meliputi sejarah
perusahaan, bidang usaha, struktur organisasi, proses produksi, pemasaran
dan ringkasan lain.
BAB III TINJAUAN PUSTAKA
Berisi konsep dan teori beban kerja menggunakan metode RULA,
ergonomi, postur kerja dan hal-hal yang menjadi dasar dalam menganalisa
dan membahas persoalan-persoalan penelitian.
BAB IV METODOLOGI PENELITIAN
Mengembangi metodologi yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap tahapan
secara ringkas.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi pengumpulan dan pengolahan data untuk mendapatkan
hasil yang akan dipakai untuk membahas dan menyajikan hasil-hasil
Ada pun data yang dikumpulkan pada bab ini meliputi:
1. Gambar komponen dan peralatan kerja.
2. Postur kerja operator ketika beraktivitas.
3. Standard Nordic Questionnare.
Sedangkan pengolahan data dilakukan dengan menggunakan metode
RULA (Rapid Upper Limb Assessment).
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisis hasil yang diperoleh dari pengolahan data dan pemecahan
yang dilakukan pada bab sebelumnya.
BAB VII KESIMPULAN DAN SARAN
Berdasarkan kesimpulan yang dapat diambil oleh penulis dari hasil
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT. PP. London Sumatra Indonesia, Tbk berdiri sejak tahun 1906 dengan nama
awal Harrisons and Crossfield Plc (H&C). Perusahaan ini merupakan bekas hak
Concessie berdasarkan perjanjian Zelfbes Turn tanah jawa dengan beberapa perusahaan
Rubber Company Ltd, yang disahkan dengan ketetapan Residen Sumatera Timur, dalam
kerangka konversi Undang-Undang Pokok Agraria (UU No. 5 tahun 1906). Hak
Concessie tersebut dikonversi menjadi Undang-Undang Hak Guna Usaha (UU HGU)
yang ditegaskan dalam surat Menteri Agraria 1 Maret 1962 No. Ka. 13/7/1962.
Perusahaan ini didirikan oleh Group Harrisons and Crossfield dari Inggris. Pada tahun
1962 perusahaan ini berganti nama menjadi PT. PP. London Sumatra Indonesia dengan
akte notaris Raden Kadiman di Jakarta tanggal 18 Desember 1962 dan akte
pembaharuan tanggal 9 September 1963 No. 2 dengan status Hak Guna Usaha (HGU).
PT. PP. London Sumatra Indonesia, Tbk memiliki perkebunan dan pabrik yang
tersebar di pulau Sumatera, Jawa, Kalimantan serta Sulawesi. Namun dari semua itu
yang terbanyak dan terluas terletak di pulau Sumatera. Di pulau Sumatera terdapat 24
kebun yang terdiri dari 11 kebun di Sumatera Utara dan 13 kebun di Sumatera Selatan
berupa kebun kelapa sawit dan karet. Di Jawa terdapat 2 perkebunan cokelat, dan teh.
Sedangkan di Kalimantan timur terdapat 1 kebun kelapa sawit dan Sulawesi Selatan
terdapat 1 perkebunan karet.
PT. PP. London Sumatera Indonesia, Tbk yang aktifitasnya mencakup
terkemuka di Indonesia. Pada Desember 2000, PT. PP. London Sumatera Indonesia,
Tbk telah melakukan penanaman kelapa sawit seluas 38.163 hektar, karet seluas 15.879
hektar, dengan 16 pabrik dan sejumlah kawasan yang masih mungkin untuk
pembangunan.
PT. PP. London Sumatera Indonesia, Tbk mendirikan beberapa pabrik dan
kebun (estate) yang tersebar di beberapa wilayah di Indonesia terutama di Pulau
Sumatera. Di bawah ini adalah pabrik-pabrik yang telah berdiri :
1. Sumatera Utara, antara lain :
- TOM (Turangi Oil Mill), kapasitas 50 ton/jam
- Begerpang POM (Palm Oil Mill), kapasitas 45 ton/jam
- Dolok Palm Oil Mill, kapasitas 30 ton/jam
- Gunung Melayu POM, kapasitas 30 ton/jam
- Sei Rumbia, komoditi karet
2. Sumatera Selatan, antara lain :
- Sei Lakitan POM, kapasitas 60 ton/jam
- Belani Elok POM, kapasitas 60 ton/jam
- Artha Kencana POM, kapasitas 15 ton/jam
- Tirta Agung POM, kapasitas 45 ton/jam
- Gunung Bais POM, kapasitas 10 ton/jam
- Terawas POM, kapasitas 20 ton/jam
- Makp Crumb Rubber, komoditi karet
3. Di luar daerah Sumatera ada beberapa, diantaranya :
- Kertasari (Jawa Barat), komoditi teh
- Trebasala (Jawa Timur), komoditi kopi dan cokelat
- Palangisang (Sulawesi Selatan), komoditi karet
Begerpang POM (Palm Oil Mill) adalah salah satu Pabrik Kelapa Sawit (PKS)
milik PT. PP. London Sumatra Indonesia Tbk, yang terdapat di Pulau Sumatera yang
terletak di Begerpang Kecamatan Galang Kabupaten Deli Serdang. Pabrik ini didirikan
pada tahun 2002 dan mulai beroperasi pada tanggal 9 Juli 2003 dengan kapasitas
produksi 45 ton/jam.
PT. PP. London Sumatera Indonesia, Tbk memiliki badan khusus peneliti
kelapa sawit yaitu BLRS (Bahlias Research Station), yang memproduksi sawit jenis
Tenera.
2.2 Ruang Lingkup Bidang Usaha
Begerpang POM (Palm Oil Mill) milik London Sumatra Indonesia Tbk,
bergerak dalam bidang pengolahan buah kelapa sawit dari Fresh Fruit Bunch (FFB)
menjadi minyak sawit atau Crude Palm Oil (CPO) dan inti biji sawit atau Palm Kernel.
Sekitar awal bulan Juni 2006, pabrik menambah hasil produk yang dipasarkan yaitu
Palm Kernel Oil (PKO) yang bahannya berasal dari inti biji sawit.
2.3 Lokasi Perusahaan
Begerpang POM (Palm Oil Mill) milik London Sumatra Indonesia Tbk, terletak
di desa Begerpang kecamatan Galang Kabupaten Deli Serdang, dengan jarak 10
2.4 Struktur Organisasi Perusahaan
Organisasi adalah sekelompok orang yang secara formal dipersatukan dalam
suatu kerjasama untuk mencapai tujuan yang telah ditetapkan. Sedangkan struktur
organisasi adalah susunan komponen-komponen (unit-unit) kerja dalam organisasi.
Struktur organisasi menunjukkan adanya pembagian kerja dan menunjukkan bagaimana
fungsi-fungsi atau kegiatan-kegiatan yang berbeda-beda tersebut dikoordinasikan.
Selain daripada itu, struktur organisasi juga menunjukkan spesialiasi-spesialisasi
pekerjaan, saluran perintah,dan penyampaian laporan.
Suatu sistem pengorganisasian pada unit yang berbeda-beda memerlukan
struktur organisasi yang dapat mempersatukan seluruh sumberdaya dengan cara yang
teratur. Dengan struktur organisasi tersebut diharapkan setiap personil yang ada didalam
organisasi dapat diarahkan sehingga mendorong mereka melaksanakan aktifitas
masing-masing dengan baik dan mendukung tercapainya sasaran perusahaan dengan efektif dan
efisien.
Struktur organisasi pada pabrik kelapa sawit PT. PP. London Sumatera
Gambar 2.1. Struktur Organisasi Begerpang Palm Oil Mill
Struktur organisasi yang digunakan pada PT. PP. London Sumatera Indonesia
Begerpang POM adalah lini fungsional. Dimana struktur organisasi lini fungsional
adalah bentuk organisasi yang didalamnya merupakan garis wewenang yang saling
menghubungkan langsung antara bawahan dan atasan berdasarkan atas fungsi-fungsi
2.5 Pembagian Tugas dan Tanggung Jawab
1. Mill Manager
Mill Manager memiliki wewenang dan tanggung jawab antara lain sebagai
berikut:
1. Mempunyai garis komando langsung terhadap bawahannya.
2. Menganalisa penyusunan anggaran belanja tahunan dan dokumen keuangan.
3. Menciptakan dan mengendalikan teknologi serta komponen sesuai kebutuhan.
4. Menandatangani permintaan material sesuai program kerja yang dibutuhkan.
2. Assistant Maintenace
Assistant Maintenance memiliki tugas dan tanggung jawab antara lain sebagai
berikut:
1. Bertanggung jawab merawat dan memelihara mesin dan peralatan produksi.
2. Bertanggung jawab melakukan tindakan perbaikan dan pencegahan terhadap
masalah-masalah yang berkaitan di bidang teknik.
3. Bertanggung jawab mengawasi pengoperasian peralatan dan mesin produksi
sesuai prosedur untuk mencapai mencapai kapasitas pabrik.
3. Shift Coordinator
Shift Coordinator memiliki tugas dan tanggung jawab antara lain sebagai
berikut:
1. Mengkoordinasi hampir keseluruhan pabrik mulai dari office, laboratorium,
security dan daily.
4. Shift Engineer
Shift Engineer memiliki tugas dan tanggung jawab antara lain sebagai berikut:
1. Mengatasi kelancaran proses produksi di lantai produksi secara langsung.
2. Memberikan pengarahan kepada operator di lantai produksi.
3. Membantu Assistant Manager dalam memelihara mesin dan peralatan.
5. Asisstant Compost
1. Bertanggung jawab atas pengolahan limbah hingga menjadi kompos.
2. Bertanggung jawab kepada Manager.
2.6 Jumlah Tenaga Kerja dan Jam Kerja 2.6.1 Jumlah Tenaga Kerja
Tenaga kerja pada pabrik kelapa sawit PT. PP. London Sumatera Begerpang
POM adalah tenaga kerja bulanan (MRP) dan tenaga kerja harian (DRP).
1. Month Rate Payment (MRP)
Month Rate Payment atau tenaga kerja bulanan adalah tenaga kerja dengan sistem
pengupahannya dilakukan setiap bulan.
2. Daily Rate Payment (DRP)
Daily Rate Payment atau tenaga kerja harian adalah tenaga kerja dengan sistem
pengupahaanya dilakukan setiap hari.
Adapun jumlah keseluruhan tenaga kerja pada pabrik kelapa sawit PT. PP.
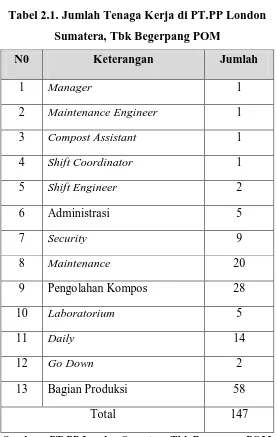
Tabel 2.1. Jumlah Tenaga Kerja di PT.PP London Sumatera, Tbk Begerpang POM
N0 Keterangan Jumlah
1 Manager 1
2 Maintenance Engineer 1
3 Compost Assistant 1
Sumber : PT.PP London Sumatera.Tbk Begerpang POM
2.6.2 Jam Kerja
Pembagian jam kerja pada pabrik kelapa sawit PT. PP. London Sumatera
Begerpang POM dapat dibagi menjadi 2 bagian, yaitu waktu kerja karyawan kantor dan
waktu kerja karyawan produksi.
Pengaturan jam kerja pada pabrik kelapa sawit PT. PP. London Sumatera
1. Waktu kerja karyawan kantor :
Senin – Jumat : 07.00 – 14.30 WIB
Sabtu : 07.00 – 12.00 WIB
2. Waktu kerja karyawan produksi :
Shift I : 07.00 – 17.00 WIB
Shift II : 17.00 – 24.00 WIB
2.7 Proses Produksi
2.7.1 Standard Mutu Bahan / Produk
Jenis FFB (Fresh Fruit Bunch) yang digolongkan didasarkan pada jumlah buah
yang loose fruit. Dimana jenis FFB ini nantinya akan menjadi standar mutu
bahan/produk. Jenis-jenis FFB tersebut dapat dikelompokkan dalam 10 kategori FFB,
yaitu :
1. Buah Immature (0%)
Digolongkan sebagai buah yang masih hitam dan keras, tidak ada loose fruit yang
lepas dari bunch.
2. Buah Unripe (0%)
Digolongkan sebagai buah mentah dan loose fruit yang lepas dari bunch kurang dari
10 loose fruit.
3. Buah Under Ripe (20%)
Digolongkan sebagai buah mengkal dengan kurang dari 10-24 loose fruit yang lepas
4. Buah Normal Ripe (75%)
Digolongkan sebagai buah yang telah matang dengan lebih dari 25 loose fruit yang
lepas dari bunch.
5. Buah Over Ripe (2%)
Buah dengan loose fruit yang lepas dari 75% atau masih tertinggal 25%.
6. Buah Rotten (2%)
Buah yang seluruhnya atau sebagian dari bunch telah lembek, warnanya hitam dan
bau. Buah ini mengandung FFA tinggi. Loose fruit tinggal 10%.
7. Buah Abnormal (0%)
Buah bunch pecah.
8. Buah Bruissed (0%)
Buah yang memar dan teroksidasi, ini juga mengandung asam lemak bebas (FFA)
yang tinggi.
9. Empty Bunch (0%)
Buah yang sudah 90% lebih loose fruit yang lepas.
10. Long Stalk (1%)
Tangkai bunch yang panjang lebih dari 2,5 cm, hal ini akan menambah berat saat
penimbangan dan menimbulkan looses saat perebusan.
2.7.2 Bahan yang Digunakan 2.7.2.1 Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk,
dimana sifat dan bentuknya akan mengalami perubahan fisik maupun kimiawi dan ikut
dalam proses produksi dan memiliki persentase yang besar dibandingkan bahan-bahan
Adapun bahan baku di Bergepang POM adalah jenis kelapa sawit Tenera.
Tenera adalah jenis varietas kelapa sawit yang mempunyai bentuk buah agak lonjong,
dengan ciri-ciri sebagai berikut :
1. Tebal Daging buah (Pericarp) : 4 – 10 mm
2. Tebal cangkang : 79 – 80 mm
3. Pericarp terhadap buah (%) : ± 100 %
4. Inti terhadap buah (%) : 8 – 10 %
2.7.2.2 Bahan Penolong
Bahan penolong adalah bahan yang diperlukan dalam proses produksi untuk
menambah mutu produk, tetapi tidak terdapat dalam produk akhir. Pada Begerpang
POM digunakan 2 macam bahan penolong, yaitu :
1. Air
Penggunaan air pada pabrik kelapa sawit adalah untuk proses pengolahan
sebagai sumber uap dan juga keperluan air panas.
2. Uap
Uap memegang peranan sangat penting dalam pabrik kelapa sawit. Karena
sebagian dari proses produksi menggunakan tenaga uap. Uap yang di supply dari boiller
yang digunakan untuk memutar turbin uap dengan tekanan ± 30 kg / cm2.
2.7.3 Uraian Proses Produksi
Dibawah ini merupakan uraian proses pengolahan FFB hingga menjadi CPO
Palm Kernel yang dibagi atas 6 tahapan, yaitu : penerimaan buah (Reception Station),
perebusan (Sterilizer Station), pembantingan (Thresing Station), pengepressan
1. Stasiun Penerimaan Buah (Reception Station)
FFB hasil panen dari kebun diangkut ke pabrik dengan menggunakan truk.
Selanjutnya dilakukan penimbangan buah untuk mengetahui berat bersih (netto) FFB
yang masuk dengan menggunakan jembatan timbang. Berat bersih FFB yang masuk
didapat dengan menghitung selisih antara berat truk beserta isinya (bruto) dengan berat
truk dalam keadaan kosong (tarra).
Setelah itu, FFB dibawa ke bagian penimbunan buah yaitu loading ramp.
Sebelumnya, buah disortir untuk mengetahui mutu buah yang akan diolah yang
didasarkan pada jumlah buah yang brondol sampai di loading ramp. Adapun fungsi
loading ramp adalah sebagai tempat penampungan sementara.
Buah yang telah disortasi dimasukkan ke dalam loading ramp dengan tujuan
untuk memudahkan masuknya buah ke dalam lori. Lantai loading ramp dibuat dari
plate baja dengan kemiringan 25-40o dan mempunyai 20 pintu dengan kapasitas 300 ton
dan tiap pintu loading ramp dapat menampung 15 ton yang dilengkapi dengan plat
penahan yang berguna untuk menahan FFB agar tidak keluar sewaktu FFB diturunkan
ke lorry. Pintu dari setiap ruangan dibuka secara mekanis dengan menggunakan tenaga
hidrolik.
Cara pengisian lorry :
1. Lorry yang digunakan untuk mengangkut dan tempat perebusan buah sawit di tarik
dan diposisikan di depan pintu loading ramp. Satu unit lorry berkapasitas sekitar 10
ton FFB.
2. Pintu loading ramp dibuka satu persatu dan FFB masuk ke dalam lorry.
3. Lorry yang sudah penuh ditarik dengan capstand ke stasiun perebusan
2. Stasiun Perebusan (Sterilizer Station)
Perebusan atau sterilisasi buah dilakukan dalam sterilizer yang berupa bejana
uap bertekanan. Tujuan dari perebusan (Sterilizer) adalah:
1. Mematikan enzim untuk mencegah kenaikkan asam lemak bebas minyak yang
dihasilkan.
2. Memudahkan pelepasan loose fruit dari bunch.
3. Melunakkan buah untuk memudahkan dalam proses pengepresan dan pemecahan
biji.
Lorry yang telah berisi FFB di loading ramp dimasukkan ke rebusan (sterilizer)
dengan bantuan bollard dan tali Capstand. Pada Begerpang POM tedapat 2 unit
sterilizer, yang mana setiap sterilizer berkapasitas 50 ton FFB atau memuat 5 lorry di
dalamnya yang masing-masing lorry berkapasitas 10 ton FFB.
Waktu yang diperlukan untuk perebusan sebesar 90 menit.
41
20 24 46 95 105
1,5 2,5 3,5
Time Bar
3. Stasiun Pembantingan (Treshing Station)
Treshing station adalah proses pemisahan loose fruit dari fruit bunch yang sudah
direbus dengan cara pembantingan. Pada Treshing station, fruit bunch yang sudah
direbus mengalami 8 proses yang terdiri dari :
a. Tippler
Tippler berfungsi mengeluarkan fruit bunch yang telah direbus dengan cara
memutar lorry 3600 kedalam bak hopper. Lorry ini kemudian dituang dengan
menggunakan tippler sehingga buah yang ada didalamnya akan masuk kedalam hopper
kemudian menggunakan rotary feder/gate tippler akan ditumpahkan ke bunch scraper
conveyor. Penuangan fruit bunch ini harus benar-benar dijaga agar tidak terjadi
kelebihan kapasitas pada tresher serta kehilangan minyak pada empty bunch.
b. Fruit Bunch Scraper Conveyor
Fruit bunch yang telah ditumpahkan oleh tippler selanjutnya dibawa oleh fruit
bunch scraper conveyor ke 1st tresher dengan bantuan top distributing bunch conveyor.
c. Tresher
Setelah fruit bunch masuk kedalam tresher, maka fruit bunch tersebut akan diputar
dan dibanting berulang-ulang dengan tujuan melepaskan semua loose fruit dari bunch.
Tresher dilengkapi dengan batang-batang besi yang memanjang sepanjang Tresher.
Putaran tresher ± 20 rpm, bila terlalu cepat bunch tidak terbanting secara sempurna dan
loose fruit tidak akan terlepas dari bunch.
d. Hard Bunch Recycling Conveyor
Empty bunch dari 1st tresher kemudian dibawa oleh hard bunch recycling conveyor
e. Empty Bunch Crusher
Sebelum dimasukkan ke 2nd thresher, Empty bunch yang dibawa oleh hard bunch
recycling conveyor lalu dihancurkan oleh empty bunch crusher dengan tujuan
memudahkan pemisahan lebih lanjut loose fruit yang masih melekat pada bunch.
f. Fruit Conveyor
Loose fruit yang berasal dari tresher kemudian diangkut oleh fruit conveyor menuju
fruit elevator.
g. Empty Bunch Scraper Conveyor
Empty bunch dari tresher 2nd dibawa ke mesin empty bunch press dengan bantuan
scraper 1st conveyor. Hasil dari empty bunch press (Choping) dibawa ke empty bunch
hoper dengan bantuan empty bunch scraper conveyor 2nd.
h. Empty Bunch Hopper
Empty bunch yang dibawa empty bunch conveyor kemudian di tampung dan
disimpan sementara di empty bunch hopper untuk dikirim ke enriched mulch
location/composting area.
4. Stasiun Pengepresan (Pressing)
Pressing Station adalah stasiun dimana pengambilan minyak dari pericarp
dilakukan dengan cara pelumatan pengempaan. Pelumatan dilakukan di dalam Digester
sedangkan pengempaan dilakukan dengan Screw Press. Proses pada Press station terdiri
1. Loose Fruit Elevator
Loose Fruit yang berasal dari Fruit Conveyor pada Threshing Station kemudian
diangkut dengan Loose Fruit Elevator ke bagian atas pembagian dari buah-buahan
tersebut (Distribution Conveyor).
2. Top Distributing Fruit Conveyor
Loose Fruit dari Loose Fruit Elevator selanjutnya didistribusikan oleh Top
Distributing Fruit Conveyor ke bagian Digester.
3. Digester
Digester adalah sebuah tabung silinder pelapis dan mempunyai as putar yang
dilengkapi dengan pisau pengaduk. Pisau-pisau ini dibuat bersilang antara satu dengan
yang lainnya, agar daya aduk pisau ini cukup besar maka letak pisau dibuat miring,
sehingga buah yang diaduk turun naik dan demikian pelumatan lebih sempurna. Alat ini
berfungsi untuk melumatkan Loose Fruit sebelum diproses di dalam mesin pengempa.
Tujuan pelumatan ini adalah membuka daging buah (Mesocarp), sehingga
mempermudah dalam proses pengempaan (Pressing). Dalam Digester loose fruit diaduk
dengan pisau-pisau pengaduk yang berputar pada as sehingga pericarp pecah dan
terlepas dari bijinya.
Beberapa hal yang perlu diperhatikan dalam proses pengadukan ini adalah:
1. Minyak yang berbentuk dalam proses pengadukan harus di keluarkan karena jika
minyak dan air tersebut tidak dikeluarkan maka akan bertindak sebagai bahan
pelumas sehingga gaya gesekan akan berkurang di mesin press.
2. Digester harus selalu penuh atau sedikitnya ¾ dari kapasitas Digester. Hal ini
dilakukan agar terjadi penekanan buah di dalam Digester untuk masuk kedalam
3. Temperatur dijaga kira-kira 95o C untuk mempermudah proses pada Digester.
4. Screw Press
Screw Press adalah peralatan yang memiliki fungsi untuk mengekstraksi minyak
dari daging buah. Prinsip dari pengepresan adalah suatu penekanan terhadap buah yang
telah diaduk sehingga terperas dan mengeluarkan minyak yang selanjutnya melalui Oil
Gutter dialirkan ke Sand Trap Tank, sedangkan campuran Nut dan Fibre dari Screw
Press dikirim ke Cake Breaker Conveyor pada bagian Kernel Recovery Station. Ekstrak
Crude Oil dari mesin Press kemudian ditambahkan dengan kondensat sebagai Dilution
Water. Campuran Crude akan Dilution Water ini dinamakan Diluted Crude Oil (DCO).
Dilution Water yang ditambahkan berfungsi untuk mempermudah proses pemisahan
antara Crude Oil dengan Sludge di bagian Clarification Station.
5. Sand Trap Tank
Minyak yang berasal dari Screw Press selanjutnya diproses di Sand Trap Tank
untuk menahan pasir ke DCO sebelum diproses di Clarification Station.
5. Stasiun Pengolahan Biji (Kernel Station)
Pada proses Pressing diperoleh Crude Oil dan Nut. Crude Oil diproses di
Clarification Station sedangkan Nut dan Fibre diolah di stasiun ini hingga diperoleh
produk berupa inti sawit (Palm Kernel). Pada stasiun ini dapat dibagi menjadi 3 proses
yaitu Depericarper, Nut Cracking System, dan Kernel Drying.
Depericarper :
1. Cake Breaker Conveyor
Nut dan Fibre dari Screw Press yang masih bersatu masuk ke Cake Breaker
pada poros. Pada alat ini Press Cake dipecahkan serta dibawa menuju Depericarper
untuk mempermudah proses pemisahan serat dan biji pada Separating Column.
2. Depericarper and Fibre Cyclone
Pada Depericarper dilakukan pemisahan Fibre dari Nut. Fibre yang merupakan
partikel ringan akan terhisap menuju Fibre Cyclone. Dari Fibre Cyclone, Fibre
ditransfer ke Boiller dengan menggunakan Fuel Conveyor untuk dijadikan sebagai
bahan bakar. Nut yang merupakan partikel berat akan dikirim ke Nut Polishing Drum.
3. Nut Polishing Drum
Nut yang berasal dari Depericarper kemudian dipoles atau dibersihkan di Nut
Polishing Drum sehingga Nut bebas dari Fibre.
4. Destoner
Dengan menggunakan Nut Auger Conveyor, biji-biji tersebut dari Nut Polishing
Drum diteruskan ke Destoner Nut Separating Column. Alat ini berfungsi untuk
memisahkan kotoran-kotoran seperti batu dan besi yang terdapat pada biji-biji tersebut.
Batu dan besi harus dipisahkan dari biji untuk mencegah kerusakan mesin pemecah biji
(Ripple Mill).
Nut Cracking:
1. Nut Grading Drum
Nut Separating Column yang berfungsi memisahkan fibre-fibre halus dan dihisap
oleh Nut Cyclone Fun, sedangkan biji-biji masuk ke Nut Grading Drum. Nut Grading
Drum berfungsi sebagai alat pembagi menurut besar kecilnya diameter biji. Kemudian
masuk ke Nut Hopper yang merupakan tempat penyimpanan sementara sebelum Nut
2. Nut Hopper
Dengan menggunakan Nut Grading Drum, Nut dipisahkan menjadi tiga fraksi, yaitu
fraksi besar, sedang, dan kecil. Ketiga fraksi tersebut berfungsi juga untuk
mempermudah proses pemecahan biji. Biji-biji dari Nut Grading Drum ditampung di
Nut Hopper sebelum diproses di Ripple Mill. Nut Hopper berfungsi sebagai tempat
penyimpanan sementara sebelum Nut diolah di Ripple Mill.
3. Ripple Mill
Pada alat ini dilakukan pemecahan biji. Nut akan masuk ke dalam Ripple Mill di
antara Rotor Tube yang berputar dan Ripple Plate yang bergerigi. Nut akan bergesekan
dan terbentur berkali-kali oleh rotor dan gerigi Ripple Plate dan akhirnya memecahkan
Shell sehingga Kernel dapat keluar. Nut yang diproses oleh Ripple Mill disebut Cracked
Mixture selanjutnya melalui Cracked Mixture Conveyor diangkut ke Winnowing System.
4. Cracked Mixture Elevator
Nut yang diproses di Ripple Mill disebut Cracked Mixture. Selanjutnya Nut tersebut
diangkut ke 1st Winnowing System dengan menggunakan Cracked Mixture Elevator.
5. 1st Winnowing System
Dalam alat ini, Shell dari kernel dipisahkan. Shell yang merupakan partikel ringan
akan ditarik ke 1st Winnowing System dengan menggunakan Winnowing Cyclone Fan.
Dari 1st Shell Winnowing Cyclone kulit-kulit tersebut ditransfer oleh Fuel Conveyor
menuju Boiller sebagai bahan bakar. Kernel merupakan partikel berat akan masuk ke
Claybath. Sedangkan Cracked Mixture yang merupakan partikel menuju ke 2nd
6. 2nd Winnowing System
Shell dari kernel yang tidak bisa dipisahkan oleh 1st Winnowing , selanjutnya
dipisahkan pada 2nd Winnowing System. Pada 2nd Winnowing System, Shell yang berupa
partikel ringan akan ditarik ke Winnowing Cyclone dengan menggunakan Winnowing
fan. Dari Shell Cyclone Shell tersebut di transfer ke Boiller sebagai bahan bakar oleh
Fuel Conveyor. Kernel yang merupakan partikel berat selanjutnya menuju ke Kernel
Conveyor (pengangkut kernel). Cracked Mixture yang tidak dapat dipisahkan oleh 2nd
Winnowing System ditransfer ke Claybath.
7. Claybath
Shell dari kernel yang tidak dapat dipisahkan oleh 1st Winnowing System dan 2nd
Winnowing System kemudian di pisahkan dengan Claybath berdasarkan sensitifitas gaya
berat antara Shell dan kernel. Dengan menggunakan larutan CaCO3 (Specific grafity
1,140 – 1,160) sebagai media, kernel pecah yang memiliki berat jenis yang lebih kecil
dari pada Shell akan mengapung di atas dan mengalir ke Kernel Side pada Claybath
Screen. Berat jenis larutan makin lama makin turun karena terbawa atau lengket pada
inti sawit maupun cangkang, sehingga secara berkala dilakukan penambahan CaCO3.
Cangkang di transfer ke Shell Cyclone dan diangkut ke Boiller sebagai bahan bakar.
8. Wet Kernel Conveyor
Kernel yang jatuh dari 1st Winnowing System dan Claybath selanjutnya diangkut
oleh Wet Kernel Elevator.
9. Wet Kernel Elevator
Dengan menggunakan Kernel Elevator, kernel diangkut Wet Kernel Conveyor
Kernel Drying :
1. Kernel Dryer Silo
Melalui Wet Kernel Elevator, kernel tersebut di distribusikan ke Kernel Dryer Silo.
Kernel Dryer Silo berfungsi untuk mengeringkan kernel dengan demikian dihasilkan
kernel dengan kualitas baik sesuai target. Proses pengeringan di Kernel Silo memakai
panas Steam dari BPV dengan menggunakan system air Heater. Kernel dari Kernel
Dryer Silo ditransfer ke Kernel Bulking Silo dengan menggunakan Kernel Transporter
yang memakai System fan.
Kualitas dari kernel kering (produksi kernel) adalah sebagi berikut :
- Dirt : < 6,00 %
- VM (Volatile Matter) : < 7,00 %
- FFA : < 1 %
2. Kernel Bulking Silo
Kernel yang berasal dari Kernel Dryer Silo selanjutnya dikirim ke kernel Bulking
Silo sebagai tempat penyimpanan produksi kernel sebelum dikirim pada pembeli dan
sebelum diproses pada Kernel Crushing Plant menjadi Palm Kernel Oil (PKO).
6. Stasiun Klarifikasi (Clarification Station)
Dari Condensate Tank, Crude Oil masih banyak mengandung kotoran seperti
lumpur, air, dan sebagainya. Hal ini tentunya dapat menyebabkan penurunan mutu
CPO. Untuk memperoleh CPO yang memenuhi standar mutu diperlukan pemurnian
CPO tersebut yang terjadi di Clarification station. Proses yang terjadi di Clarification
1. Sand Trap Tank
Dari screw press, minyak selanjutnya di press di Sand Trap Tank untuk memisahkan
pasir dengan minyak sebelum di press di Clarifier Station.
2. Vibrating Screen
Fungsi dari Vibrating Screen adalah untuk menyaring minyak (Crude Oil) dari
kotoran seperti serabut, ampas dan pasir yang dapat mengganggu proses pemisahan
minyak. Vibrating Screen yang digunakan bertipe Double Deck (dua kali penyaringan)
dengan saringan pertama 20 mesh dan saringan terakhir 40 mesh.
3. DCO Tank
Crude Oil dari Vibrating Screen disimpan sementara di DCO Tank sebelum di
distribusikan ke Clarification Tank. Pada DCO Tank dilengkapi dengan Steam Injection
agar minyak tetap encer.
4. Distribution Tank
Berfungsi untuk menerima Crude Oil dari DCO tank dan mendistribusikannya ke 2
unit Clarifier tank.
5. Clarifier Tank
Pada Clarifier Tank terjadi pemisahkan antara Crude Oil dengan Sludge dengan cara
pengendapan. Clarifier Tank dilengkapi dengan alat pengaduk yang berfungsi untuk
mempercepat proses pemisahan minyak, dengan temperatur tetap pada suhu 95o C.
Minyak pada lapisan atas meluap melalui Skimmer ke bagian Clean Oil sedangkan
Sludge turun melalui Under Flow menuju Vibrating Screen Sludge.
6. Clean Oil Tank
Dari Clarifier Tank, Clean Oil yang masih mengandung air dan kotoran ditampung
Down Clean Oil Tank setiap 1 jam sekali. Kandungan air (Vm) pada Clean Oil Tank
sebesar 0,79% dan kotoran 0,061%.
7. Float Tank
Float Tank berfungsi menstabilkan air untuk Feeding pada Vacuum Drier agar
Vacum Drier tidak hanya akan menghisap udara.
8. Vacuum Drier
Vacuum Drier digunakan untuk memisahkan air dari Crude Oil yang masih
mengandung kadar air setelah dari Float Tank yang dihisap dengan bantuan Vacuum
Pump sehingga air terhisap dan keluar menuju Hot Water Tank.
9. Storage Tank
Storage Tank merupakan tempat penyimpanan CPO (Crude Palm Oil) yang telah
selesai diproduksi sebelum dipasarkan kepada konsumen. Pada tangki ini, CPO dijaga
pada suhu ±55o C dengan tujuan agar tidak cepat beku.
10.Vibrating Screen Sludge
Vibrating Screen Sludge berfungsi untuk menyaring Sludge yang masih
mengandung kotoran padat. Vibrating Screen Sludge yang digunakan bertipe Single
Deck (satu kali penyaringan) dengan ukuran saringan 30 mesh.
11.Sludge Tank
Kotoran dari Vibrating Screen Sludge yang masih mengandung minyak ditampung
dalam Sludge Tank sebelum dipompakan ke Sand Cyclone. Sludge dipanaskan pada
suhu 95o C dengan menggunakan Steam Coil.
12.Sand Cyclone
Pada Sand Cyclone, pasir yang terikut pada Sludge dari Sludge Tank dipisahkan
dengan Sand Collecting Tank. Sludge yang bersih keluar dari bagian atas dan dialirkan
ke Balance Tank yang kemudian menuju ke Sludge Centrifuge.
13.Balance Tank
Sludge yang keluar dari Sand Cyclone ditampung sementara dalam Balance Tank
sebelum di distribusikan ke Sludge Centrifuge.
14.Sludge Centrifuge
Sludge Centrifuge berfungsi untuk memisahkan minyak yang masih terdapat pada
Sludge. Dengan adanya gerak Vertical Centifugal maka Sludge yang masih banyak
mengandung minyak akan terkumpul ditengah dan akan mengalir ke Reclaimed Oil
Tank yang kemudian dipompakan ke DCO tank untk di Recycle, sedangkan Sludge akan
keluar melewati Nozzle dan keluar dari Sludge Centrifuge menuju Sludge Pit.
15.Sludge Pit
Sludge yang keluar dari Centrifuge dialirkan ke Sludge Pit untuk ditampung
sementara dan sebelum dialirkan kembali ke kolam limbah. Sludge turun melalui Under
Flow menuju bak Sludge Pit kedua dan dialirkan menuju Sediment Pond.
2.8 Mesin Peralatan dan Utilitas
Mesin, peralatan, dan utilitas yang digunakan dalam kegiatan produksi PT. PP.
London Sumatera Indonesia, Tbk Begerpang POM dapat dilihat pada Lampiran.1
2.9 Safety and Fire Protection
Upaya pencegahan timbulnya kecelakaan kerja dan penyakit akibat kerja dengan
akibat kerja, serta mengambil langkah pecegahan dan tindakan bila terjadi hal tersebut.
Untuk itu perlu diperhatikan beberapa hal penting, yaitu:
1. Memberikan pelatihan untuk karyawan sebelum diijinkan bekerja yang dapat
menimbulkan potensi bahaya.
2. Pemeriksaan kesehatan setidaknya dilakukan secara berkala misalnya satu tahun
sekali dan pada saat karyawan berhenti kerja.
3. Memberikan demonstrasi kepada karyawan tentang pentingnya pemakaian APD
(Alat Pelindung Diri) dan pentingnya keselamatan kerja.
4. Pelaksanaan housekeeping yang baik (pelaksanaan yang teratur dan baik).
5. Pemberian sanksi kepada pekerja jika kecelakaan kerja dapat dikurangi sehingga
dana yang dianggarkan oleh perusahaan untuk biaya dampak akibat kecelakaan
dapat dialihkan untuk kesejahteraan pekerja
Pada posisi dan jarak tertentu di lingkungan pabrik, disediakan peralatan
penganggulanan kebakaran seperti racun api, penyemporot air, dan mesin pompa.Pada
Begerpang POM ini, setiap pekerja diwajibkan untuk memakai alat pelindung diri
(APD) seperti helm safety, safety shoes, earplug dan seragam kerja.
2.10 Pengolahan Limbah 2.10.1 Pengolahan Limbah Cair
Dalam proses produksinya, PT. PP London Sumatera Indonesia, Tbk
menghasilkan limbah cair yang disebut Palm Oil Mill Effluent (POME). Pada
perusahaan ini, limbah cair yang dihasilkan diolah sehingga dapat dipergunakan sebagai
Untuk menentukan keberhasilan pengolahan limbah cair ada beberapa tahapan
yang harus dilakukan. Tahapan-tahapan pengolahan limbah tersebut adalah :
1. Acidification Pond
Limbah cair yang dihasilkan dari proses produksi dialirkan kedalam
Acidification Pond dan secara bersamaan dialirkan juga Anaerobic Liqour atau Acid
Bacteri dari Anaerobic Pond dengan menggunakan pompa. Pada Acidification Pond
terjadi perubahan bahan-bahan organik limbah secara bertahap oleh Anerobic Liqour
(Acid Bacteri). Pada pond ini dilakukan penyimpanan selama 2 hari agar proses
perubahan berjalan lebih lama.
2. Anaerobic Pond
Bahan organik yang terkandung pada Anerobic Pond diubah menjadi bahan
organik yang mudah menguap (Volatile Fatty Acid) dan pada pond ini terjadi
pembentukkan gas-gas akibat terjadinya proses perubahan senyawa organik tersebut
menjadi metana, NH3, HZS, dan Nitrogen.
3. Sediment Pond
Pada pond ini dilakukan sirkulasi untuk membantu melepaskan gas-gas yang
masih terperangkap dan pond ini juga untuk menahan pasir yang mungkin terbawa dari
over flow.
4. Facultative Pond
Pada Facultative Pond terjadi proses pengenceran air untuk mengurangi kadar
parameter air limbah yang kemudian dipompakan ke lahan aplikasi secara teratur setiap
2.10.2 Pengolahan Limbah Padat
Limbah padat yang dihasilkan di pabrik kelapa sawit PT. PP London Sumatera
Indonesia, Tbk Begerpang POM mengalami pengolahan guna memperkecil pencemaran
lingkungan akibat pemakaian bahan kimia tambahan. Limbah padat yang dihasilkan
adalah berupa fibre, shell dan empty bunch. Fibre dan shell dari sisa proses produksi
dapat digunakan sebagai bahan bakar boiler yang membantu proses produksi.
Sedangkan limbah padat yang berupa empty bunch (tandan kosong) disiram dengan
limbah cair untuk dimanfaatkan sebagai kompos.
Proses pembutan kompos dari empty bunch adalah sebagai berikut :
Setelah keluar dari proses produksi, empty bunch diletakkan pada mesin pemotong.
Pada mesin ini empty bunch akan dipotong menjadi potongan kecil dan menghancurkan
empty bunch menjadi serat yang teratur sehingga menghasilkan luas permukaan yang
keras untuk masuknya limbah cair kedalam serat.
Selanjutnya empty bunch yang telah dihancurkan dibawa ke area pengomposan
(Enriched Mulch Location). Limbah cair disiram secara manual pada empty bunch dan
tidak ada mengalami penambahan bahan kimia apapun. Empty bunch disiram dengan
limbah cair setiap hari selama jangka waktu 30 hari. Empty bunch yang telah disiram ini
dibalik secara teratur dua kali seminggu dengan menggunakan mesin pembalik window
BAB III
TINJAUAN PUSTAKA
3.1 Ergonomi
Aspek-aspek manusia dalam lingkungan kerjanya ditinjau secara anatomi,
fisiologi, psikologi, teknik, manajemen dan desain /perancangan yang berkenaan pula
dengan optimasi, efisiensi, kesehatan, keselamatan, dan kenyamanan manusia di tempat
kerja, di rumah, dan tempat rekreasi. Dikenal dengan nama Ergonomi yang berasal dari
bahasa latin yaitu Ergon (kerja) dan Nomos (huku m alam).
Di dalam ergonomi dibutuhkan studi tentang sistem dimana manusia, fasilitas
kerja dan lingkungannya saling berinteraksi dengan tujuan utama yaitu menyesuaikan
suasana kerja dengan manusianya. Ergonomi disebut juga sebagai “Human Factors”.
Ergonomi digunakan oleh berbagai macam ahli/profesional pada bidangnya misalnya
ahli anatomi, arsitektur, perancangan produk industri, fisika, fisioterapi, terapi
pekerjaan, psikologi, dan teknik industri. Selain itu, ergonomi juga dapat diterapkan
untuk bidang fisiologi, psikologi, perancangan, analisis, sintesis, evaluasi proses kerja
dan produk bagi wiraswastawan, manajer, pemerintah, militer, dan mahasiswa.
Peranan ergonomi pada umumnya merupakan aktivitas rancang bangun (desain)
ataupun rancang ulang (re-desain). Ergonomi dapat berperan pula sebagai desain
pekerjaan pekerjaan pada suatu organisasi, misalnya penentuan jumlah jam istirahat,
pemilihan jadwal pergantian waktu kerja (shift kerja), meningkatkan variasi pekerjaan,
dan lain-lain. Ergonomi dapat pula berfungsi sebagai desain perangkat lunak karena
Disamping itu ergonomi juga memberikan peranan penting dalam meningkatkan
faktor keselamatan dan kesehatan kerja, misalnya desain suatu sistem kerja untuk
mengurangi rasa nyeri dan ngilu pada sistem rangka dan otot manusia, desain stasiun
kerja untuk peragaan visual (visual display unit station). Hal itu adalah untuk
mengurangi ketidaknyamanan visual dan postur kerja, desain suatu perkakas kerja
(handtools) untuk mengurangi kelelahan kerja, desain suatu peletakan instrumen dan
sistem pengendalian agar di dapat optimasi dalam proses transfer informasi dengan
dihasilkannya suatu respon yang cepat dengan meminimumkan resiko kesalahan, serta
supaya didapatkan optimasi, efisien kerja dan hilangnya resiko kesehatan akibat metode
kerja yang kurang tepat.
3.2 Tujuan dan Pentingnya Ergonomi
Tujuan ergonomi adalah untuk meningkatkan produktivitas tenaga kerja pada
suatu institusi atau organisasi. Hal ini dapat tercapai apabila terjadi kesesuaian antara
pekerja dengan pekerjaannya. Pendekatan ergonomi mencoba untuk mencapai kebaikan
bagi pekerja dan pimpinan institusi.
Hal itu dapat tercapai dengan cara memperhatikan empat tujuan utama
ergonomik, antara lain :
1. Memaksimalkan efisiensi karyawan.
2. Memperbaiki kesehatan dan keselamatan kerja.
3. Menganjurkan agar bekerja aman (comfort), nyaman (convinience) dan
bersemangat.
3.3 Musculoskeletal
Keluhan musculoskeletal adalah keluhan pada bagian otot skeletal yang
dirasakan oleh seseorang dari mulai keluhan ringan hingga keluhan yang terasa sangat
sakit. Apabila otot statis menerima beban statis secara berulang dan dalam waktu yang
lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen, dan
tendon. Hal inilah yang menyebabkan rasa sakit, keluhan ini disebut musculoskeletal
disorders (MSDs) atau cidera pada sistem musculoskeletal.
Secara garis besar, keluhan otot dapat dibagi menjadi 2, yaitu :
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi saat otot menerima
beban statis, namun demikian keluhan tersebut akan segera hilang apabila
pembebanan dihentikan.
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap, walaupun
pembebanan kerja telah dihentikan, namun rasa sakit pada otot terus berlanjut.
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang terlalu
berlebihan akibat pembebanan kerja yang terlalu panjang dan durasi pembebanan yang
panjang. Sebalinya, keluhan otot kemungkinan tidak terjadi apabila kontraksi otot
berkisar antara 15-20 % dari kekuatan otot maksimum. Namun apabila kontraksi otot
melebihi 20% maka peredaran darah ke otot berkurang menurut tingkat kontraksi yang
dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun,
proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan