PERENCANAAN PERAWATAN MESIN DENGAN METODE
RELIABILITY CENTERED MAINTENANCE (RCM) PADA
PT. SUMATERA TIMBERINDO INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
BERMART ARON PARAPAT
NIM. 090403099
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2015
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas kasih dan karunia-Nya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini berjudul
“Perencanaan Perawatan Mesin dengan Menggunakan Metode Reliability
Centered Maintenance (RCM) pada PT. Sumatera Timberindo Industry”.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi kita semua.
Medan, Januari 2015 Penulis ,
UCAPAN TERIMAKASIH
Puji syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orang tua tercinta, Papa T. Parapat dan Mama K. Sihombing, S.Pd.
yang telah banyak memberikan semangat, dukungan dan motivasi kepada penulis sehingga laporan ini dapat diselesaikan.
2. Ibu Ir. Khawarita Siregar, M.T., selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, M.T., selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara yang telah memberikan arahan dan masukan yang membangun.
4. Ibu Ir. Rosnani Ginting, M.T., dan bapak Ir. Mangara M. Tambunan, M.Sc., selaku Koordinator Tugas Akhir atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng., selaku Koordinator Bidang Rekayasa Manufaktur dan Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
6. Ibu Khalida Syahputri, S.T., M.T., selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
7. Bapak Johannes Sembiring, S.E., selaku Direktur Utama PT. Sumatera Timberindo Industry atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
8. Bapak Hendrawan selaku pembimbing lapangan PT. Sumatera Timberindo Industry yang telah membantu dan membimbing penulis dalam penelitian dan pengumpulan data di lantai produksi.
9. Abang terkasih Jetro Parapat dan adik- adik ku tercinta Jimmy Parapat, Louis Marito Parapat serta Itoku Isabela Parapat yang telah banyak memberikan dukungan dan masukan kepada penulis.
Maranatha Gorat, Leonard Pasaribu, Tonggo Hutabarat, Oloan Parsaoran Simorangkir , Prima Satria Barus , Ezrilona Silalahi, Donny Heri Pasaribu, Mandala Putra Nasution, Raysha Cynthia Dewi Pratama Ginting, Hasianna Situmorang, Lusi Astri Tanjung, Christiany Simanungkalit, Regina Melisa Napitupulu, Uci Marlina Pasaribu, Andi Suranta Meliala, Teguh Sitepu, Azhar Mufawwad, William Lusentio, Johan Liman, Jansen David, Enrico Waldo Harahap, Hasmar Lubis, Richard Nainggolan dan seluruh teman- teman stambuk 2009 (IE-KLAN) lainnya yang telah banyak memberikan dukungan dan semangat.
11.Sahabat lama tercinta Andri Nainggolan, Sinta Marito Gultom, Tanti Rajagukguk, Herman Tondang, Sarah Oktaviya Sidabutar, Monalisa Hutagalung, Jenny Bakkara, Cristina Purba, Immnauel Sipahutar, Dolmar Tobing yang banyak memberikan dorongan dan motivasi bagi penulis.
12.Staf pegawai Teknik Industri, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma, Kak Mia, Bang Ridho dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan Tugas Sarjana ini.
13.Dan seluruh pihak yang telah membantu penulis yang tidak mungkin disebutkan satu per satu.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUSASI ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Proses Produksi ... II-3 2.3.1. Standar Mutu Bahan/Produk ... II-2 2.3.2. Bahan Baku ... II-3 2.3.3. Bahan Penolong ... II-3 2.3.4. Bahan Tambahan ... II-4 2.3.5. Uraian Proses Produksi ... II-4 2.4. Daerah Pemasaran ... II-9 2.5. Organisasi dan Manajemen ... II-9 2.5.1. Struktur Organisasi Perusahaan ... II-9 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-12 2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-12 2.5.3.1. Jumlah Tenaga Kerja ... II-12 2.5.3.2. Jam Kerja ... II-13 2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-13
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Perawatan (Maintenance) ... III-1 3.2. Perencanaan Perawatan ... III-3 3.3. Pengklasifikasian Perawatan ... III-5 3.3.1. Preventive Maintenance/Perawatan Pencegahan ... III-8 3.3.2. Corrective Maintenance/Perawatan Perbaikan ... III-7 3.3.3. Predictive Maintenance ... III-9 3.4. RCM (Reliability Centered Maintenance) ... III-10 3.4.1. Langkah- langkah Penerapan RCM ... III-15 3.5. Kehandalan (Reliability) ... III-26 3.5.1. Defenisi Kehandalan (Reliability) ... III-26 3.5.2. Konsep Reliability ... III-28 3.5.3. Pola Distribusi Data dalam Keandalan/ Reliability... III-31 3.6. Uji Kolmogorov-Smirnov ... III-36 3.7. Interval Pergantian Komponen dengan Total Minimum
Downtime ... III-38
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Berpikir Penelitian ... IV-2 4.6. Instrumen Penelitian ... IV-3 4.7. Pengumpulan Data ... IV-4 4.7.1. Sumber Data ... IV-4 4.7.2. Metode Pengumpulan Data ... IV-4 4.8. Blok Diagram Penelitian ... IV-5 4.9. Metode Pengolahan Data ... IV-7 4.10.Analisis Pemecahan Masalah ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data Waktu Downtime ... V-1 5.1.2. Data Historis Kerusakan Mesin Produksi ... V-2 5.2. Pengolahan Data ... V-4 5.2.1. Identifikasi Sistem Maintenance Aktual ... V-4 5.2.2. Reliability Centered Maintenance (RCM) ... V-11 5.2.2.1.Pemilihan Sistem dan Pengumpulan Informasi ... V-11 5.2.2.2.Defenisi Batasan Sistem ... V-14
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.3.Deskripsi Sistem dan Block Diagram Fungsi ... V-15 5.2.2.4.Pendeskripsian Fungsi Sistem dan Kegagalan
Sistem ... V-24 5.2.2.5.Failure Mode and Effect Analysis (FMEA) ... V-27 5.2.2.6.Logic Tree Analysis (LTA) ... V-38 5.2.2.7.Pemilihan Tindakan ... V-42 5.2.3. Pengujian Pola Distribusi dan Perhitungan Kehandalan/
Reliability ... V-48 5.2.4. Perhitungan Total Minimum Downtime ... V-54
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Tindakan Perawatan Berdasarkan Pendekatan RCM ... VI-1 6.1.1. Analisis FMEA ... VI-1 6.1.2. Analisis Kategori Komponen Berdasarkan LTA ... VI-3 6.1.3. Analisis Prosedur Perawatan Berdasarkan Pemilihan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Downtime Mesin Produksi PT. Sumatera Timberindo Industry
Tahun 2013 ... I-2 3.1. Tingkatan Severity ... III-19 3.2 Tingkatan Occurence ... III-20 3.3. Tingkatan Detection ... III-21 5.1. Downtime Mesin Produksi PT. Sumatera Timberindo Industry
Tahun 2013 ... V-2 5.2. Frekuensi Breakdown Mesin Produksi PT. Sumatera
Timberindo Industry Tahun 2013 ... V-3 5.3. Identifikasi Penyebab Tingginya Downtime Mesin ... V-10 5.4. SWBS Sistem Proses Produksi Daun Pintu PT. Sumatera
Timberindo Industry ... V-21 5.5. Fungsi dan Kegagalan Fungsi Sistem ... V-24 5.6. Matrix Kegagalan Fungsi Sistem Proses Produksi Daun Pintu
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.11. Parameter Distribusi dan Lama Pergantian Komponen ... V-55 5.12. Perhitungan Total Minimum Downtime Komponen Membran
Press ... V-56 5.13. Interval Pergantian Optimum Komponen Kritis ... V-59 6.1. RPN Kegagalan Komponen Mesin ... VI-1 6.2. Rekapitulasi Kategori Komponen Mesin ... VI-4 6.3. Rekapitulasi Tindakan Perawatan Komponen Mesin ... VI-4 6.4. Rencana Tindakan Perawatan Condition Directed (CD) ... VI-5 6.5. Rencana Tindakan Perawatan Time Directed (TD) ... VI-7 6.6. Rencana Tindakan Perawatan Find Failure (FF) ... VI-8 6.7. Rekapitulasi Perhitungan Total Minimum Downtime ... VI-9 6.8. Penurunan Nilai Downtime ... VI-11
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Sumatera Timberindo Industry ... II-11 3.1. Klasifikasi Perawatan ... III-5 3.2 Struktur Logic Tree Analysis ... III-23 3.3. Road Map Pemilihan Tindakan ... III-25 3.4. Penggantian Komponen Berdasarkan Interval Waktu ... III-39 4.1. Kerangka Berpikir Penelitian ... IV-3 4.2. Blok Diagram Prosedur Penelitian ... IV-6 5.1. Flowchart Perawatan Mesin Aktual ... V-5 5.2. Cause and Effect Diagram ... V-10 5.3. Subsistem Proses Produksi Daun Pintu PT. Sumatera
Timberindo Industry ... V-13 5.4. Blok Diagram Fungsi ... V-20 5.5. System Work Breakdown Structure (SWBS) PT. Sumatera
Timberindo Industry ... V-23 6.1. Kalender Jadwal Interval Pergantian Komponen untuk
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.2. Peningkatan Reliability Komponen Membran Press ... VI-13 6.3. Peningkatan Reliability Komponen Bearing AS ... VI-13 6.4. Peningkatan Reliability Komponen Bearing Z1 ... VI-14 6.5. Peningkatan Reliability Komponen Thermocouple ... VI-14 6.6. Peningkatan Reliability Komponen Upper Seal Ring ... VI-15 6.7. Peningkatan Reliability Komponen Lower Seal Ring... VI-15
ABSTRAK
PT. Sumatera Timberindo Industry merupakan salah satu perusahaan yang bergerak dalam bidang industri pembuatan daun pintu. Permasalahan yang sedang dihadapi PT. Sumatera Timberindo Industry adalah tingginya downtime mesin yang mengakibatkan proses produksi daun pintu menjadi terganggu. Rata-rata
breakdown mesin adalah 35,67 jam/bulan. Metode perawatan yang selama ini digunakan masih bersifat corrective maintenance dimana kegiatan perawatan mesin dilakukan untuk memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
Penelitian ini dilakukan untuk merencanakan perawatan mesin produksi menggunakan metode Reliability Centered Maintenance (RCM). Tujuan dari penelitian ini adalah untuk merencanakan kegiatan preventive maintenaance agar dapat meningkatkan reliability mesin produksi dan juga menjaga kelancaran proses produksi. Berdasarkan hasil perencanaan dengan metode RCM maka diperoleh tiga rekomendasi tindakan perawatan yaitu Condition Directed (C.D),
Time Directed (T.D), dan Finding Failure (F.F). Hasil perhitungan dengan kriteria Total Minimum Downtime (TMD) menunjukkan bahwa interval pergantian optimum komponen Membran Press, Bearing AS, Bearing Z1, Thermocouple, Upper Seal Ring dan Lower Seal Ring adalah 25 hari, 21 hari, 17 hari, 25 hari, 19 hari dan 22 hari. Metode perawatan RCM yang diusulkan berpotensial memberikan dampak positif yaitu penurunan rata- rata downtime
komponen kritis sebesar 18,1256 % dan juga peningkatan Reliability.
ABSTRAK
PT. Sumatera Timberindo Industry merupakan salah satu perusahaan yang bergerak dalam bidang industri pembuatan daun pintu. Permasalahan yang sedang dihadapi PT. Sumatera Timberindo Industry adalah tingginya downtime mesin yang mengakibatkan proses produksi daun pintu menjadi terganggu. Rata-rata
breakdown mesin adalah 35,67 jam/bulan. Metode perawatan yang selama ini digunakan masih bersifat corrective maintenance dimana kegiatan perawatan mesin dilakukan untuk memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
Penelitian ini dilakukan untuk merencanakan perawatan mesin produksi menggunakan metode Reliability Centered Maintenance (RCM). Tujuan dari penelitian ini adalah untuk merencanakan kegiatan preventive maintenaance agar dapat meningkatkan reliability mesin produksi dan juga menjaga kelancaran proses produksi. Berdasarkan hasil perencanaan dengan metode RCM maka diperoleh tiga rekomendasi tindakan perawatan yaitu Condition Directed (C.D),
Time Directed (T.D), dan Finding Failure (F.F). Hasil perhitungan dengan kriteria Total Minimum Downtime (TMD) menunjukkan bahwa interval pergantian optimum komponen Membran Press, Bearing AS, Bearing Z1, Thermocouple, Upper Seal Ring dan Lower Seal Ring adalah 25 hari, 21 hari, 17 hari, 25 hari, 19 hari dan 22 hari. Metode perawatan RCM yang diusulkan berpotensial memberikan dampak positif yaitu penurunan rata- rata downtime
komponen kritis sebesar 18,1256 % dan juga peningkatan Reliability.
Kata Kunci: Preventive Maintenance, RCM, Reliability Engineering, FMEA, LTA, Total Minimum Downtime.
BAB I
PENDAHULUAN
1.1. Latar Belakang
1
PT. Sumatera Timberindo Industry adalah suatu perusahaan manufaktur yang bergerak dalam bidang proses pembuatan daun pintu yang beralamat di Jl. Batang Kuis, Km 2 Desa Buntu Bedimbar Tanjung Morawa Sumatera Utara. Dalam kegiatan proses produksinya, PT. Sumatera Timberindo Industry didukung oleh sejumlah mesin dan peralatan produksi. Mesin-mesin produksi tersebut diharapkan dapat bekerja secara fungsional sehingga kelancaran proses produksi perusahaan dapat terjaga dengan baik. Dalam kenyataannya, perusahaan mengalami kehilangan waktu proses produksi akibat tingginya tingkat downtime
mesin produksi yang terjadi selama periode Januari 2013 hingga Desember 2013 Perawatan (maintenance) dapat diartikan sebagai suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga dan memelihara suatu mesin/peralatan serta memperbaikinya sampai suatu kondisi yang bisa diterima untuk menjamin kesiapan operasional yang diperlukan. Hal ini memiliki kaitan erat dengan kelancaran proses produksi yang melibatkan peran penting mesin-mesin di lantai produksi. Perawatan yang dilakukan terhadap mesin-mesin/peralatan pada setiap perusahaan sangat diperlukan, karena mesin/peralatan sangat rawan dengan timbulnya kerusakan yang akan menghambat dan menghentikan proses produksi.
1
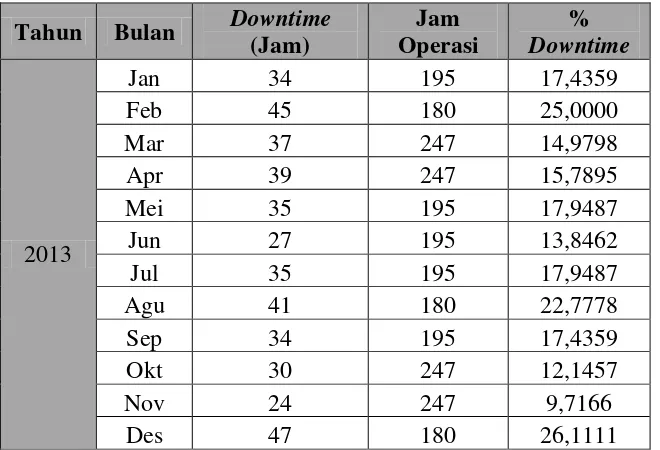
dan menyebabkan kelancaran proses produksi menjadi terganggu dapat dilihat pada tabel 1.1. berikut ini :
Tabel 1.1. Downtime Mesin Produksi PT. Sumatera Timberindo Industry
Tahun 2013
Tahun Bulan Downtime (Jam)
(Sumber : PT. Sumatera Timberindo Industry)
Sistem perawatan yang selama ini diterapkan oleh PT. Sumatera Timberindo Industry kurang memperhatikan faktor kehandalan/reliability dari mesin produksi. Akibatnya, setiap ada kerusakan, bagian perawatan hanya melakukan perbaikan dengan mencari kerusakannya dan mengganti komponen yang rusak tanpa memperhatikan kehandalannya (corrective maintenance). Oleh karena ini perlu dilakukan analisis kehandalan terlebih dahulu terhadap mesin yang diamati untuk mengetahui sejauh mana kondisi mesin yang ditinjau.
Pendekatan yang digunakan adalah metode Reliability Centered Maintenance (RCM). RCM adalah sebuah pendekatan sistematis untuk mengevaluasi sebuah fasilitas dan sumber daya dalam menentukan tugas-tugas perawatan yang akan menjamin sebuah perancangan sistem kehandalan. Melalui pendekatan ini diharapkan RCM dapat menjadi program perawatan yang dapat mengeliminasi kegiatan perawatan yang tidak diperlukan, minimisasi frekuensi
overhaul, minimisasi peluang kegagalan peralatan secara mendadak, dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis dan dapat meningkatkan reliability komponen.
1.2. Perumusan Permasalahan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sumatera Timberindo Industry didirikan pada tanggal 31 Agustus 2000. Perusahaan ini merupakan rebranding dari PT. Wira Lanao Ltd. yang berdiri pada tahun 1970. PT. Sumatera Timberindo Industry berlokasi di Jl. Batang Kuis Km 2 Desa Buntu Bedimbar, Tanjung Morawa, Kabupaten Deli Serdang, Sumatera Utara. PT. Sumatera Timberindo Industry bergerak di bidang manufaktur kayu olahan yang memproduksi daun pintu.
2.2. Ruang Lingkup Bidang Usaha
PT. Sumatera Timberindo Industry merupakan perusahaan manufaktur kayu olahan yang usahanya berfokus pada pembuatan daun pintu. PT. Sumatera Timberindo Industry melihat adanya peluang usaha yang besar dalam bidang usaha produksi daun pintu serta dapat membuka kesempatan kerja bagi masyarakat sehingga dapat mengurangai tingkat pengangguran yang ada. Daun pintu yang diproduksi terdiri dari solid door dan engineered door, dengan model dan jumlah unit sesuai dengan permintaan yang diterima (make to order). Secara umum model produk yang sering diproduksi PT. Sumatera Timberindo Industry dapat dilihat dibawah ini :
a. Richmond b. Dior c. Forza
d. Elizabeth e. Colonial 6P f. Colonial 8P g. Carolina 6P h. Napoleon 6P i. Butter j. Hamlet k. Oxford l. Nogales
Dengan adanya departemen R&D di PT. Sumatera Timberindo Industry memungkinkan perusahaan untuk berinovasi secara berkelanjutan sehingga dapat memunculkan lebih banyak variasi model daun pintu yang diproduksi oleh PT. Sumatera Timberindo Industry.
2.3. Daerah Pemasaran
2.4. Organisasi dan Manajemen
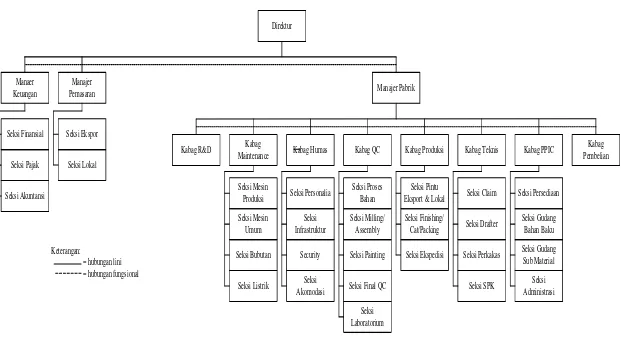
2.4.1. Struktur Organisasi Perusahaan
Dalam menciptakan sistem kerja yang terkoordinasi dengan baik sehingga jelas arah dan tujuannnya, maka suatu perusahaan harus memiliki struktur organisasi yang jelas. Hal ini bermanfaat untuk memanajemen semua fungsi dalam perusahaan sehingga setiap personel dapat mengetahui tugas dan tanggung jawabnya. Struktur ini dapat menentukan kelancaran aktivitas perusahaan sehari-hari dalam mencapai keuntungan yang maksimal, dapat berproduksi secara kontinu dan berkembang pesat.
PT. Sumatera Timberindo Industry menggunakan struktur organisasi lini fungsional. Struktur organisasi yang berbentuk lini dapat dilihat pada pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya secara langsung vertikal ke bawah. Sedangkan untuk yang berbentuk fungsional terjadi pada hubungan antara kepala bagian, dimana kepala bagian yang satu tidak berhak memerintah kepala bagian yang lainnya tetapi dalam melakukan pekerjaannya saling terhubung, artinya bahwa pekerjaan yang satu akan mempengaruhi pekerjaan yang lain. Struktur organisasi dari PT. Sumatera Timberindo Industry dapat dilihat pada Gambar 2.1.
Direktur
Maintenance Kabag QC Kabag Teknis Kabag PPIC
Kabag
BAB III
LANDASAN TEORI
3.1. Perawatan (Maintenance)2
2
Corder, A.S. 1992. Teknik Manajemen Pemeliharaan. Jakarta : Erlangga. Hal 1
Perawatan (maintenance) adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga dan memelihara suatu mesin serta memperbaikinya sampai suatu kondisi yang bisa diterima. Selain itu suatu perawatan juga merupakan suatu kegiatan untuk memelihara atau menjaga fasilitas dan peralatan pabrik serta mengadakan perbaikan atau penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang sesuai dengan apa yang telah direncanakan.
Merawat ‘pada suatu kondisi yang bisa diterima’ merujuk pada standar yang ditentukan oleh perusahaan yang melakukan perawatan. Hal ini berbeda dari satu perusahaan dengan yang lain, tergantung keadaan industrinya dan sepadan dengan nilai yang ditetapkan berdasarkan standar yang tinggi.
Peranan perawatan baru akan sangat terasa apabila mesin mulai mengalami gangguan atau tidak dapat dioperasikan lagi. Dengan mengacu pada pengertian tersebut, dapat ditarik kesimpulan bahwa masalah perawatan berkaitan dengan tindakan pencegahan dan perbaikan, yang dapat berupa tindakan berikut:
1. Pemeriksaan (inspection), yaitu tindakan pemeriksaan terhadap mesin untuk mengetahui kondisi, apakah mesin tersebut dalam keadaan yang memenuhi persyaratan yang telah ditetapkan atau tidak.
2. Perawatan (service), yaitu tindakan untuk menjaga kondisi suatu mesin agar tetap baik. Biasanya telah diatur dalam buku petunjuk pemakaian mesin tersebut.
3. Penggantian komponen (replacement), yaitu melakukan penggantian komponen yang rusak dan tidak dapat digunakan dengan baik lagi. Penggantian ini mungkin dilakukan secara mendadak atau dengan perencanaan terlebih dahulu.
4. Repair and Overhaul, yaitu kegiatan melakukan perbaikan secara cermat serta melakukan suatu set up mesin. Tindakan repair merupakan kegiatan perbaikan yang dilakukan setelah mesin mencapai kondisi gagal beroperasi (failed stated), sedangkan overhaul dilakukan sebelum failed stated terjadi.
Adapun tujuan dari perawatan (maintenance) yang utama dapat didefinisikan sebagai berikut:3
1. Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang karena kurangnya sumber daya modal untuk pergantian.
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa) dan mendapatkan laba investasi (return on investment) yang maksimum.
3
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.2. Perencanaan Perawatan
Perencanaan didefinisikan sebagai proses pemilihan informasi dan pembuatan asumsi mengenai kondisi masa datang, guna mengembangkan seluruh lintasan kegiatan. Pengertian perencanaan perawatan adalah suatu kombinasi dari setiap tindakan yang dilakukan untuk menjaga sistem/equipment dalam proses perawatannya sampai kondisi dapat diterima. Perencanaan perawatan mengikutsertakan pengembangan dari seluruh lintasan kegiatan yang mencakup semua kegiatan perawatan, reparasi, dan pekerjaan overhaul.
Faktor penunjang keberhasilan perencanaan perawatan akan terkait dengan:
1. Ruang lingkup pekerjaan. 2. Lokasi pekerjaan.
3. Prioritas pekerjaan. 4. Metode
5. Kebutuhan komponen dan material. 6. Kebutuhan peralatan
7. Kebutuhan tenaga kerja baik secara kualitas dari skill maupun kuantitasnya.
Kendala yang mungkin muncul dalam perencanaan perawatan dapat disebabkan berbagai aspek seperti komunikasi ketidakjelasan instruksi, kurangnya informasi maupun berbagai kelambatan, dan ketidakpastian spare parts atau tenaga kerja terampil.
Langkah-langkah dalam menyusun perencanaan perawatan umumnya meliputi:
1. Mendefinisikan persoalan dan menetapkan equipment yang akan direncanakan secara jelas sesuai tujuan dan ketetapan/kebijaksanaan organisasi perusahaan. 2. Melakukan pengumpulan informasi data yang berkaitan dengan seluruh
kegiatan yang mungkin akan terjadi.
3. Melakukan analisis terhadap berbagai informasi dan data yang telah dikumpulkan dan mengklasifikasikannya berdasarkan kepentingan.
4. Menetapkan batasan dari perencanaan perawatan.
5. Menentukan bebagai alternatif rencana yang mungkin dapat dilakukan, yang kemudian memilihnya untuk kemudian rencana tersebut dipakai.
6. Menyiapkan langkah pelaksanaan secara rinci termasuk penjadwalan.
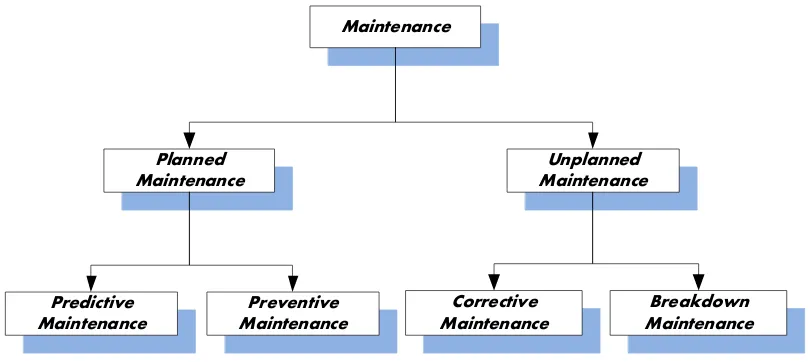
3.3. Pengklasifikasian Perawatan
Pendekatan perawatan pada dasarnya dapat dibagi menjadi 2 bagian yaitu
Planned dan Unplanned. Klasifikasi dari pendekatan sistem perawatan tersebut dapat dilihat pada Gambar 3.1.
Maintenance
Gambar 3.1. Klasifikasi Perawatan
(Sumber: Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga)
Adapun klasifikasi dari perawatan mesin adalah:
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance
terbagi atas 2, yaitu:
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu peralatan/komponen yang didesain untuk meningkatkan kehandalan suatu mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya. Preventive Maintenance terbagi atas:
1. Time based Maintenance
Kegiatan perawatan ini berdasarkan periode waktu, meliputi inspeksi harian, service, pembersihan harian dan lain sebagainya.
2. Condition based Maintenance
Kegiatan perawatan ini menggunakan peralatan untuk mendiagnosa perubahan kondisi dari peralatan/asset, dengan tujuan untuk memprediksi awal penetapan interval waktu perawatan.
b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2, yaitu:
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untuk memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
3.4. Kehandalan (Reliability)
3.4.1. Definisi Kehandalan (Reliability)
Pemeliharaan komponen atau peralatan tidak bisa lepas dari pembahasan mengenai kehandalan (reliability). Selain kehandalan merupakan salah satu ukuran keberhasilan sistem pemeliharaan juga kehandalan digunakan untuk menentukan penjadwalan pemeliharaan sendiri. Akhir-akhir ini konsep kehandalan digunakan juga pada berbagai industri, misalnya dalam penetuan interval penggantian komponen mesin/spare part.
Ukuran keberhasilan suatu tindakan pemeliharaan (maintenance) dapat dinyatakan dengan tingkat reliability. Secara umum reliability dapat didefinisikan sebagai probabilitas suatu sistem atau produk dapat beroperasi dengan baik tanpa mengalami kerusakan pada suatu kondisi tertentu dan waktu yang telah ditentukan4
1. Probabilitas
. Berdasarkan definisi reliability dibagi atas empat komponen pokok, yaitu :
Merupakan komponen pokok pertama, merupakan input numerik bagi pengkajian reliability sutau sistem yang juga merupakan indeks kuantitatif untuk menilai kelayakan suatu sistem. Menandakan bahwa reliability
menyatakan kemungkinan yang bernilai 0-1.
2. Kemampuan yang diharapkan (Satisfactory Performance)
Komponen ini memberikan indikasi yang spesifik bahwa kriteria dalam menentukan tingkat kepuasan harus digambarkan dengan jelas. Untuk setiap
4
AK Govil, Reliability Engineering (New York; Mc Graw Hill Publishing Co; 1983), h. 6
unit terdapat suatu standar untuk menentukan apa yang dimaksud dengan kemampuan yang diharapkan.
3. Tujuan yang Diinginkan
Tujuan yang diinginkan, dimana kegunaan peralatan harus spesifik. Hal ini dikarenakan terdapat beberapa tingkatan dalam memproduksi suatu barang konsumen.
4.Waktu (Time)
Waktu merupakan bagian yang dihubungkan dengan tingkat penampilan sistem, sehingga dapat menentukan suatu jadwal dalam dalam fungsi
reliability. Waktu yang dipakai adalah MTTF (Mean Time to Failure) untuk menentukan waktu kritis dalam pengukuran reliability.
5. Kondisi Pengoperasian (Specified Operating Condition)
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Sumatera Timberindo Industry yang beralamat di Jl. Batang Kuis, Km 2 Desa Buntu Bedimbar Tanjung Morawa Sumatera Utara. Penelitian ini dilakukan dari bulan Juni s/d Desember 2014.
4.2. Jenis Penelitian
Jenis penelitian ini merupakan penelitian action research karena bertujuan untuk mendapatkan suatu rancangan preventive maintenance untuk menggantikan
corrective maintenance yang diterapkan perusahaan saat ini. Penelitian action research, yaitu suatu jenis penelitian yang dilakukan untuk mendapatkan
temuan-temuan praktis untuk keperluan pengambilan keputusan operasional pada objek
penelitian yang sedang diamati, kemudian dilakukan studi untuk melakukan
perbaikan- perbaikan dengan menggunakan ilmu yang terkait sehingga hasil
penelitian ini dapat dijadikan sebagai bahan koreksi bagi perusahaan di masa
mendatang.
4.3. Instrumen Penelitian
Instrumen yang dipakai dalam pengumpulan data pada penelitian ini adalah :
1. Lembar checklist yang digunakan untuk mengarahkan observasi (pengamatan) agar terfokus pada objek penelitian.
1. Pedoman wawancara yang digunakan untuk mengarahkan wawancara agar data yang diperoleh relevan terhadap objek penelitian.
4.4. Pengumpulan Data
4.4.1. Sumber Data
Berdasarkan cara memperolehnya maka sumber data yang diperoleh dari penelitian ini adalah:
1. Data primer
Data-data primer dikumpulkan dengan cara pengamatan atau pengukuran langsung, antara lain uraian proses produksi pembuatan daun pintu dan cara kerja penggunaan mesin.
2. Data sekunder
4.4.2. Metode Pengumpulan Data
Pada penelitian ini teknik pengumpulan data yang digunakan adalah dengan melakukan wawancara atau tanya jawab dengan pihak manajemen dan teknisi mesin/bagian maintenance yang bekerja di perusahaan tersebut mengenai hal- hal yang berhubungan dengan objek penelitian dan untuk melengkapi data yang diperoleh dari observasi. Metode pengumpulan data sekunder juga dilakukan dengan cara melihat dan mencatat dokumen yang ada di perusahaan.
4.5. Metode Pengolahan Data
Berikut ini merupakan langkah-langkah dalam melakukan pengolahan data:
1. Metode yang digunakan dalam pengolahan data adalah metode Reability Centered Maintenance (RCM). Adapun langkah-langkahnya adalah sebagai berikut:
a. Pemilihan sistem dan pengumpulan informasi b. Defenisi batasan sistem
c. Deskripsi sistem dan blok diagram fungsi d. Fungsi sistem dan kegagalan fungsi e. FMEA
f. Logic (Decision) Tree Analysis
g. Pemilihan Tindakan
2. Pengujian reliabilitas dengan menggunakan software EasyFit
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Penelitian dilakukan di lantai produksi PT. Sumatera Timberindo Industry yang pada prosesnya didukung oleh beberapa mesin utama produksi seperti: mesin Shaver, Moulding, Hot Press, Sanding, Hanking, Clamping, Cysel, Door Press dan lain-lain. Data yang diperoleh dalam penelitian ini adalah data waktu
downtime produksi dan data historis kerusakan mesin periode Januari 2013 – Des 2013.
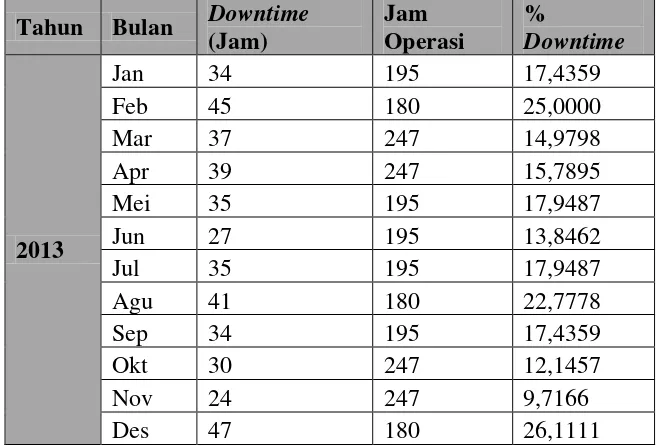
5.1.1. Data Waktu Downtime
Data waktu downtime pada mesin produksi PT. Sumatera Timberindo Industry dapat dilihat pada Tabel 5.1 berikut ini:
Tabel 5.1. Downtime Mesin Produksi PT. Sumatera Timberindo Industry
Tahun 2013
Tahun Bulan Downtime (Jam)
Jam Operasi
% Downtime
2013
Jan 34 195 17,4359
Feb 45 180 25,0000
Mar 37 247 14,9798
Apr 39 247 15,7895
Mei 35 195 17,9487
Jun 27 195 13,8462
Jul 35 195 17,9487
Agu 41 180 22,7778
Sep 34 195 17,4359
Okt 30 247 12,1457
Nov 24 247 9,7166
Des 47 180 26,1111
5.2. Pengolahan Data
5.2.1. Reliability Centered Maintenance (RCM)
Dalam proses analisis dengan menggunakan RCM, terdapat langkah-langkah yang telah ditetapkan. Langkah-langkah-langkah tersebut adalah:
1. Pemilihan sistem dan pengumpulan informasi
2. Definisikan batasan sistem
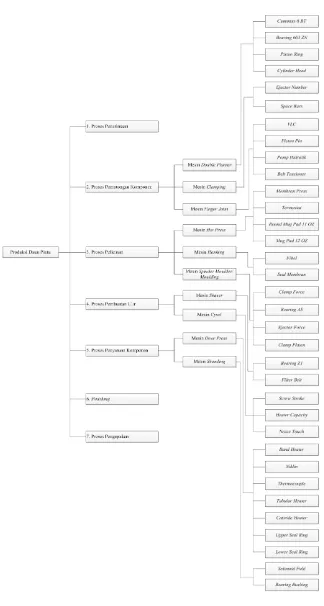
3. Penjelasan sistem dan functional block diagram
4. Fungsi sistem dan kegagalan fungsi
5. Failure Mode and Effect Analysis (FMEA)
6. Logic Tree Analysis (LTA)
7. Pemilihan tugas/kegiatan perawatan
Pemilihan tindakan pencegahan berdasarkan hasil analisis terhadap FMEA dan LTA adalah sebagai berikut:
1. Condition Directed (CD)
2. Time Directed (TD)
Komponen-komponennya antara lain: a. Membran Press
b. Bearing AS
c. Bearing Z1
d. Thermocouple
e. Upper Seal Ring
f. Lower Seal Ring
3. Failure Finding (FF)
Komponen-komponennya antara lain: a. Bearing 603 ZN
b. Piston Ring
c. Space Bars
d. Piston Pin
e. Mug Pad 12 OZ
f. Ejector Force
g. Heater Capacity
h. Band Heater
i. Niklin
Hasil rekapitulasi uji distribusi dan parameter dengan Software Easyfit Professional 5.5. dapat dilihat pada Tabel 5.1.
Tabel 5.1. Rekapitulasi Uji Distribusi dan Parameter
No Part Pola Distribusi Parameter
1 Membran Press Gamma α=2,803 β=12,451
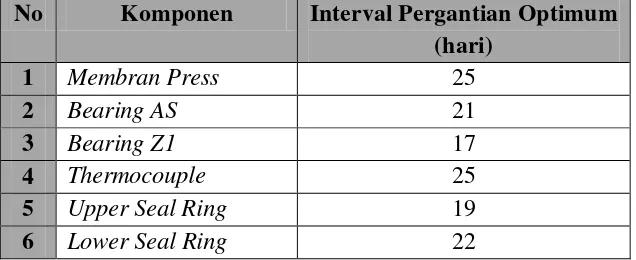
Berdasarkan perhitungan Total Minimum Downtime untuk komponen kritis yang lain (dapat dilihat di Lampiran 5), maka diperoleh interval pergantian optimum untuk masing-masing komponen pada Tabel 5.2.
Tabel 5.2. Interval Pergantian Optimum Komponen Kritis
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis Tindakan Perawatan Berdasarkan Pendekatan RCM
6.1.1. Analisis FMEA
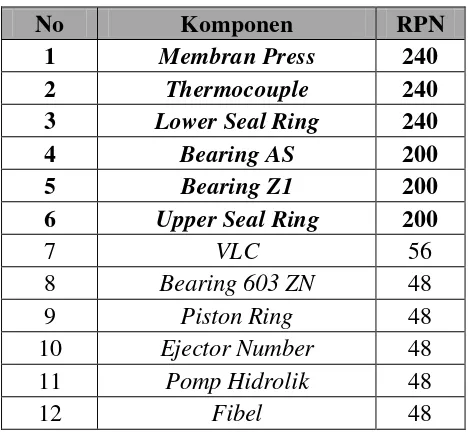
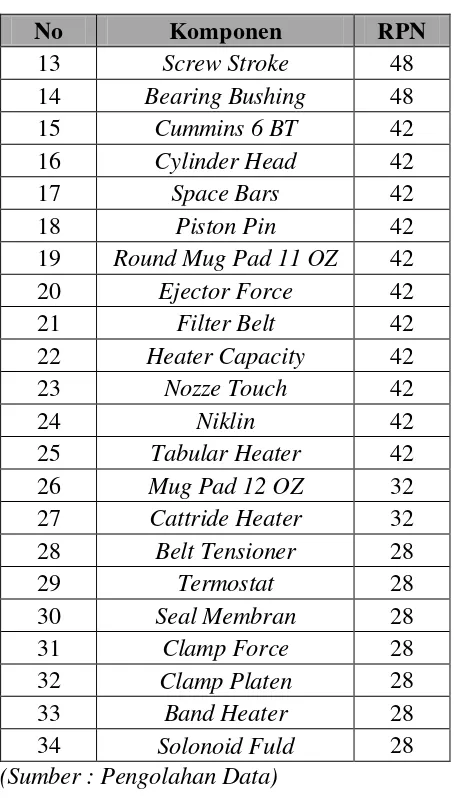
Berdasarkan analisis FMEA pada proses produksi daun pintu PT. Sumatera Timberindo Industry, maka akan diketahui faktor penyebab kerusakan komponen dan juga pengaruhnya terhadap fungsi sistem secara keseluruhan sehingga dapat ditemukan solusi tindakan perawatan komponen mesin yang efektif. Dengan analisis FMEA juga dapat diperoleh nilai RPN (Risk Priority Number) untuk setiap komponen sehingga perawatan dapat difokuskan terhadap komponen utama yang memiliki nilai prioritas terbesar dalam sistem proses produksi. Nilai RPN untuk setiap komponen yang telah diurutkan berdasarkan prioritasnya dapat dilihat pada Tabel 6.1.
Tabel 6.1. RPN Kegagalan Komponen Mesin
Tabel 6.1. RPN Kegagalan Komponen Mesin (Lanjutan)
(Sumber : Pengolahan Data)
Berdasarkan tabel tersebut, dapat dilihat bahwa terdapat 6 (enam) komponen utama yang memiliki nilai prioritas terbesar dalam kegagalan sistem proses produksi daun pintu, yaitu : Membran Press, Bearing AS, Bearing Z1, Thermocouple, Upper Seal Ring dan Lower Seal Ring.
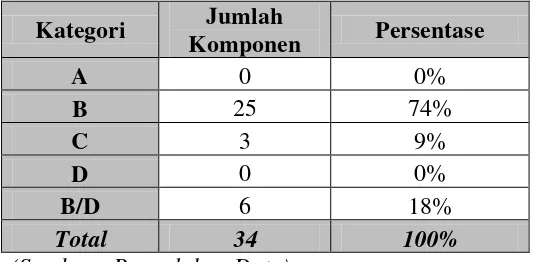
6.1.2. Analisis Kategori Komponen Berdasarkan LTA
Rekapitulasi kategori kegagalan komponen yang diperoleh pada tahap LTA dapat dilihat pada Tabel 6.2. Berdasarkan tabel tersebut dapat disimpulkan bahwa kegagalan komponen pada mesin sebagian besar (sebesar 72%) komponen kritis berada dalam kategori outage problem yang menyebabkan kegagalan total pada sistem mesin tersebut.
Tabel 6.2. Rekapitulasi Kategori Komponen Mesin
Kategori Jumlah
(Sumber : Pengolahan Data)
6.1.3. Analisis Prosedur Perawatan Berdasarkan Pemilihan Tindakan RCM
Pemilihan tindakan didasari dengan mempertimbangkan tujuh pertanyaan yang berperan sebagai petunjuk pemilihan tindakan. Pertanyaan-pertanyaan yang diajukan berhubungan dengan tiga buah tindakan yaitu tindakan berdasarkan kondisi (CD), berdasarkan waktu (TD), dan berdasarkan menemukan kegagalan (FF).
Tabel 6.3. Rekapitulasi Tindakan Perawatan Komponen Mesin
No Kategori Jumlah
Komponen Persentase
1 Condition Directed 18 53%
2 Time Directed 6 18%
3 Finding Failure 10 29%
Total 34 100%
(Sumber : Pengolahan Data)
Berdasarkan interval pergantian komponen yang diperoleh pada Tabel 6.7, maka dapat disusun jadwal perawatan komponen selama 1 tahun yang dapat dilihat pada Gambar 6.1.
6.2. Evaluasi Sistem Perawatan Sekarang dan Usulan
6.2.1. Penurunan Downtime
Hasil perhitungan penurunan downtime sistem sekarang dan usulan dapat dilihat pada Tabel 6.8.
Tabel 6.4. Penurunan Nilai Downtime
No Komponen
Sekarang (Corrective) Usulan (RCM)
Nilai
Rata-rata Penurunan Downtime 18,1256 %
* Interval Pergantian untuk corrective maintenance diperoleh dari nilai rata-rata data historis interval kerusakan komponen
(Sumber : Pengolahan Data)
Nilai downtime di atas diperoleh dari perhitungan Total Minimum Downtime yang ditampilkan dalam tabel di Lampiran L-5. Pada Tabel 6.8. di atas, terlihat adanya rata-rata penurunan downtime yang cukup signifikan (sebesar 18,1256%) dengan diterapkannya sistem perawatan usulan menggunakan metode RCM.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Kesimpulan yang didapatkan berdasarkan analisis pemecahan masalah adalah penerapan metode Reliability Centered Maintenance di PT. Sumatera Timberindo Industry merupakan konsep maintenance yang efektif untuk menurunkan tingkat downtime mesin. Hasil perhitungan dengan metode RCM tersebut dapat diuraikan sebagai berikut:
1. Hasil penyusunan FMEA (Failure Mode and Effect Analysis) didapatkan bahwa komponen Membran Press, Bearing AS, Bearing Z1, Thermocouple, Upper Seal Ring dan Lower Seal Ring memiliki nilai prioritas terbesar dalam kegagalan sistem (RPN) sehingga membutuhkan perhatian yang lebih dan tindakan pemeliharaan yang tepat.
3. Hasil pemilihan tindakan perawatan RCM menunjukkan terdapat 18 komponen mesin yang direncanakan dengan perawatan CD (Condition Directed), 6 komponen kritis yang direncanakan dengan perawatan TD (Time Directed) dan 10 komponen yang direncanakan dengan perawatan FF (Find Failure).
4. Interval pergantian optimum komponen Membran Press, Bearing AS, Bearing Z1, Thermocouple, Upper Seal Ring dan Lower Seal Ring masing-masing adalah sebesar 25 hari, 21 hari, 17 hari, 25 hari, 19 hari dan 22 hari.
5. Dengan metode RCM sebagai metode perawatan yang baru, maka dapat dilihat adanya potensi rata-rata penurunan downtime sebesar 18,1256%.
7.2. Saran
Adapun saran-saran yang dapat diberikan sebagai masukan bagi perusahaan antara lain:
1. Perusahaan menerapkan metode Reliability Centered Maintenance (RCM) sebagai metode perawatan yang baru menggantikan metode perawatan sekarang/ corrective maintenance dalam merancang kegiatan preventive maintenance untuk menurunkan tingkat downtime mesin dengan memperhatikan faktor kehandalan komponen mesin dan menyediakan rekomendasi tindakan standar perawatan.
2. Perusahaan tidak ragu dalam mempersiapkan sejumlah anggaran yang ditujukan untuk pengadaan komponen-komponen kritis di Departemen Teknik PT. Sumatera Timberindo Industry agar perusahaan dapat menerapkan metode RCM.
DAFTAR PUSTAKA
Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga Dhillon, B.S. 2006. Maintanability, Maintenance, and Realibility for Engineers.
Taylor and Francis Group. New York: LLC
Frederick Stapelberg, Rudolph, 2009. Handbook of Reliability, Availability, Maintainability and Safety in Engineering Design. Griffith University. Queensland. Australia
Gaspersz, Vincent. Analisis Sistem Terapan Berdasarkan Pendekatan Teknik Industri. Bandung: Tarsito
Govil, A.K. 1993. Reliability Engineering. New Delhi: Mc Graw Hill Publishing IAEA. 2008. Application of Reliability Centered Maintenance to Optimize
Operation and Maintenance in Nuclear Power Plants.
Jardine, A.K.S. 2006. Maintenance, Replacement and Reliability. Taylor and Francis Group. New York: LLC
M. Gross, John, 2002. Fundamentals of Preventive Maintenance. AMACOM. United State of America
Madya, S, (2006). Teori dan Praktik Penelitian Tindakan (Action Research), Bandung: Alfabeta
Moubray, John, 1997. Reliability Centered Maintenance. NewYork: Industrial Press Inc. 2nd edition.
Smith, Anthony M dan Glenn R. Hinchcliffe. 2004. RCM – Gateaway to World Class Maintenance. London: Elsevier Inc.