PENENTUAN UMUR EKONOMIS ELECTRICAL DISCHARGE
MACHINE (EDM) UNTUK KEBIJAKAN REPLACEMENT
PADA PT. SARANA BERSAMA SEJAHTERA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
Memperoleh Gelar Sarjana Teknik
Oleh
TIRAMBUN MALAU
NIM : 020403060
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PENENTUAN UMUR EKONOMIS ELECTRICAL DISCHARGE
MACHINE (EDM) UNTUK KEBIJAKAN REPLACEMENT
PADA PT. SARANA BERSAMA SEJAHTERA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
Memperoleh Gelar Sarjana Teknik
Oleh
TIRAMBUN MALAU
NIM : 020403060
Disetujui oleh:
Dosen Pembimbing I Dosen Pembimbing II
( Ir. Kores Sinaga ) ( Ir. Ukurta Tarigan, MT )
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas
segala berkat dan karunia-Nya sehingga penulis dapat menyelesaikan penelitian
dan penulisan Tugas Sarjana ini dengan baik.
Tugas Sarjana ini berjudul “Penentuan Umur Ekonomis Electrical
Discharge Machine (EDM) Untuk Kebijakan Replacement Pada PT. Sarana
Bersama Sejahtera”. Tugas sarjana ini ditujukan untuk memenuhi persyaratan
akademis penyelesaian program Sarjana Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih, semoga Tugas Sarjana ini
bermanfaat bagi pembaca.
UNIVERSITAS SUMATERA UTARA PENULIS.
UCAPAN TERIMAKASIH
Selama penyusunan laporan tugas sarjana ini, penulis banyak mendapatkan
dukungan dan bantuan dari berbagai pihak. Maka pada kesempatan ini dengan
hati yang tulus penulis ingin mengucapkan terimakasih kepada:
1. Bapak Ir. Kores Sinaga, selaku Dosen Pembimbing I atas bimbingan,
pengarahan, motivasi, dan masukan yang diberikan dalam penyelesaian Tugas
Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dorongan, dan masukan yang diberikan selama penyelesaian
Tugas Sarjana ini.
3. Bapak Way Tjong selaku pemilik dan Manager di PT. Sarana Bersama
Sejahtera atas bimbingan, informasi serta penyediaan data yang dibutuhkan
oleh penulis.
4. Bapak Edison Sitepu selaku pembimbing penulis di PT. Sarana Bersama
Sejahtera dan seluruh karyawan PT. Sarana Bersama Sejahtera yang telah
membantu penulis dalam melakukan penelitian tugas sarjana ini.
5. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri yang
telah memberikan izin dan yang telah banyak memberikan dukungan,
semangat, dan dorongan dalam pelaksanaan Tugas Sarjana ini.
6. Ibunda Tercinta I. Br. Sinurat, yang telah banyak memberikan bantuan dan
7. Mas Bowo, Pak Tumijo dan Kak Dina atas bantuan dan tenaga yang telah
diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
8. Alfaber, Franky B, terutama Tongam Herianto, ST yang telah membantu
penulis mencari perusahaan untuk tempat penelitian, dan teman-teman
Stambuk 2002, 2003 dan 2004, yang telah memberikan semangat dan
dukungan kepada penulis untuk menyelesaikan Tugas Sarjana ini.
9. Ferry Simbolon, ST, Parlindungan Simbolon, ST, teman-teman Baroes Kost,
yang telah memberikan semangat dan dukungan kepada penulis untuk
menyelesaikan Tugas Sarjana ini. Dan teman-teman yang pada kesempatan ini
DAFTAR ISI
B A B H A L A M A N
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMAKASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
RINGKASAN ... xvi
I. PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-4
1.5. Ruang Lingkup Penelitian ... I-5
1.6. Batasan Masalah ... I-5
1.7. Asumsi-asumsi yang Digunakan ... I-6
DAFTAR ISI (LANJUTAN)
B A B H A L A M A N
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi ... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ... II-10
2.3.3.1. Tenaga Kerja ... II-10
2.3.3.2. Jam Kerja ... II-11
2.3.4. Sistem Pengupahan dan Fasilitas yang Disediakan ... II-13
2.3.5. Fasilitas Pendukung ... II-15
2.4. Proses Produksi ... II-15
2.4.1. Bahan-bahan yang Digunakan ... II-16
2.4.2. Uraian Proses Produksi ... II-18
2.4.3. Mesin dan Peralatan ... II-25
2.4.3.1. Mesin ... II-25
2.4.3.2. Peralatan ... II-31
III. LANDASAN TEORI
3.1. Replacement ... III-1
3.1.1. Konsep Replacement ... III-3
DAFTAR ISI (LANJUTAN)
B A B H A L A M A N
3.1.3. Umur Peralatan (Equipment Life) ... III-7
3.2. Umur Ekonomis (Economic Life) ... III-8
3.3. Depresiasi ... III-11
3.3.1. Tujuan Depresiasi ... III-12
3.3.2. Metode Depresiasi ... III-13
3.3.3. Perbandingan Metode-metode Depresiasi ... III-22
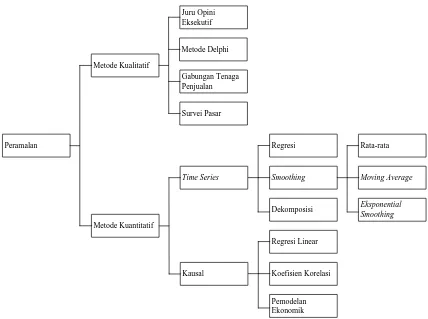
3.4. Peramalan ... III-23
3.4.1. Klasifikasi Teknik Peramalan ... III-24
3.4.2. Metode Time Series ... III-26
3.4.2.1. Pola Siklis ... III-26
3.4.2.2. Pola Musiman ... III-27
3.4.2.3. Pola Horizontal ... III-27
3.4.2.4. Pola Trend ... III-28
3.4.3. Kriteria Performance Peramalan ... III-31
3.5. Metode Dasar Membuat Studi Ekonomi ... III-33
3.5.1. Metode Nilai Sekarang (Present Worth Method) ... III-33
3.5.2. Metode Nilai Masa Depan (Future Worth Method) ... III-33
DAFTAR ISI (LANJUTAN)
B A B H A L A M A N
3.5.4. Metode Tingkat Pengembalian Internal (Internal Rate
of Return Method... III-36
3.5.5. Metode Tingkat Pengembalian Eksternal (External
Rate of Return Method) ... III-37
3.6. Biaya (Cost) ... III-38
3.6.1. Klasifikasi Biaya ... III-39
3.6.2. Biaya Berdasarkan Kelompok Sifat Penggunaannya .... III-39
IV. METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Identifikasi Objek Penelitian ... IV-1
4.3. Pengumpulan Data ... IV-2
4.4. Pengolahan Data ... IV-3
4.5. Analisis Pemecahan Masalah ... IV-4
4.6. Kesimpulan dan Saran... IV-5
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Spesifikasi Electrical Discharge Machine (EDM) ... V-1
5.1.1.1. Spesifikasi Mesin ... V-1
5.1.1.2. Harga Awal Mesin ... V-1
DAFTAR ISI (LANJUTAN)
B A B H A L A M A N
5.1.2. Perawatan Mesin ... V-3
5.1.2.1. Pembersihan Mesin ... V-3
5.1.2.2. Pembersihan Fluid Tank ... V-4
5.1.2.3. Pembersihan Filter ... V-4
5.1.2.4. Penggantian Pelumas ... V-6
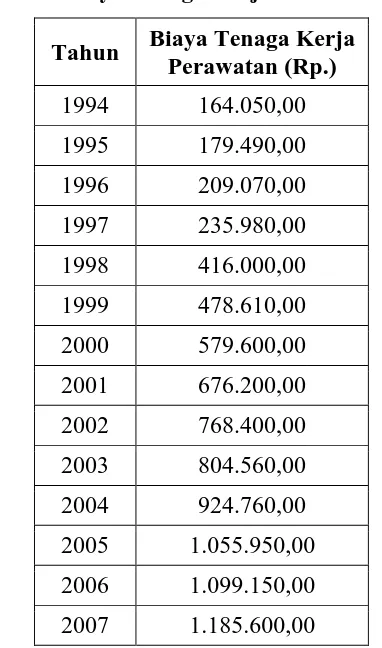
5.1.2.5. Upah Tenaga Kerja dan Harga Bahan Perawatan V-7
5.1.3. Perbaikan Mesin ... V-7
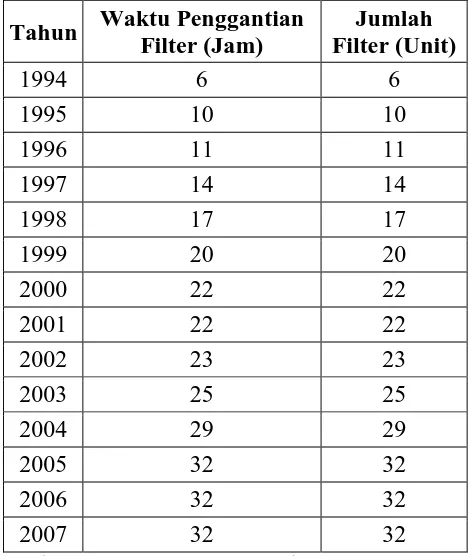
5.1.3.1. Penggantian Filter ... V-8
5.1.3.2. Penggantian Electrode Holder ... V-8
5.1.3.3. Penggantian U-Clamp ... V-9
5.1.3.4. Upah Tenaga Kerja dan Harga Bahan Perbaikan V-10
5.1.4. Waktu Operasi Normal dan Down Time Mesin ... V-11
5.1.5. Upah Operator Mesin ... V-12
5.1.6. Harga Energi Listrik ... V-13
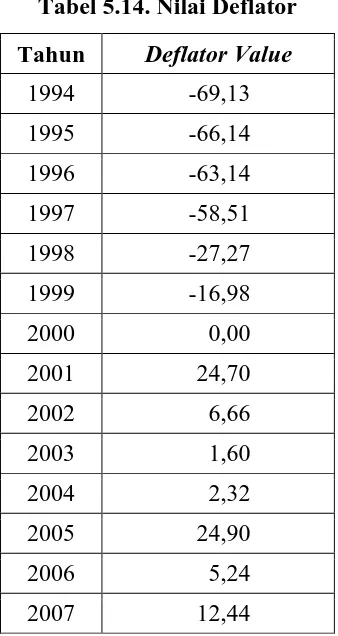
5.1.7. Deflator ... V-14
5.2. Pengolahan Data... V-15
5.2.1. Perhitungan Biaya Operasional Mesin ... V-15
5.2.1.1. Perhitungan Biaya Perawatan ... V-16
5.2.1.2. Perhitungan Biaya Perbaikan ... V-21
DAFTAR ISI (LANJUTAN)
B A B H A L A M A N
5.2.1.4. Perhitungan Biaya Upah Operator Mesin ... V-27
5.2.2. Perhitungan Capital Recovery Mesin ... V-28
5.2.3. Perhitungan Biaya Down Time ... V-33
VI. ANALISIS PEMECAHAN MASALAH
6.1. Perhitungan Nilai Kesetaraan ... VI-1
6.1.1. Perhitungan Nilai Kesetaraan Biaya Operasional ... VI-2
6.1.2. Perhitungan Nilai Kesetaraan Biaya Down Time ... VI-2
6.2. Peramalan Biaya ... VI-4
6.2.1. Peramalan Biaya Operasional ... VI-5
6.2.2. Peramalan Biaya Down Time ... VI-6
6.3. Perhitungan Biaya Tahunan Rata-rata ... VI-6
6.3.1. Perhitungan Biaya Operasional Tahunan Rata-rata ... VI-8
6.3.2. Perhitungan Biaya Down Time Tahunan Rata-rata ... VI-9
6.4. Penentuan Umur Ekonomis Mesin ... VI-11
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
T A B E L H A L A M A N
2.1. Jenis Produk yang Diproduksi PT. Sarana Bersama Sejahtera ... II-2
2.2. Jumlah Tenaga Kerja PT. Sarana Bersama Sejahtera ... II-11
3.1. Tingkat Depresiasi dengan SOYD pada Aset ... III-17
5.1. Spesifikasi Electrical Discharge Machine ... V-2
5.2. Waktu dan Jumlah Bahan Pembersihan Mesin ... V-4
5.3. Waktu dan Jumlah Bahan Pembersihan Fluid Tank ... V-5
5.4. Waktu dan Jumlah Bahan Pembersihan Filter ... V-5
5.5. Waktu Penggantian dan Jumlah Oli ... V-6
5.6. Upah Tenaga Kerja dan Harga Bahan Perawatan ... V-7
5.7. Waktu Penggantian dan Jumlah Filter ... V-8
5.8. Waktu Penggantian dan Jumlah Electrode Holder ... V-9
5.9. Waktu Penggantian dan Jumlah U-Clamp ... V-9
5.10. Upah Tenaga Kerja dan Harga Bahan Perbaikan ... V-10
5.11. Waktu Operasi Normal dan Down Time Mesin ... V-12
5.12. Upah Operator Mesin ... V-12
5.13. Harga Energi Listrik ... V-13
5.14. Nilai Deflator ... V-14
5.15. Biaya Tenaga Kerja Perawatan Mesin ... V-17
5.16. Biaya Bahan Perawatan Mesin ... V-20
DAFTAR TABEL (LANJUTAN)
T A B E L H A L A M A N
5.18. Biaya Tenaga Kerja Perbaikan ... V-23
5.19. Biaya Bahan Perbaikan ... V-24
5.20. Biaya Perbaikan ... V-25
5.21. Biaya Energi Listrik ... V-26
5.22. Biaya Upah Operator Mesin ... V-27
5.23. Biaya Operasional Mesin ... V-28
5.24. Depresiasi dan Nilai Akhir Mesin ... V-30
5.25. Capital Recovery ... V-32
5.26. Biaya Down Time ... V-34
6.1. Nilai Kesetaraan Biaya Operasional ... VI-3
6.2. Nilai Kesetaraan Biaya Down Time ... VI-4
6.3. Peramalan Biaya Oprasional ... VI-5
6.4. Peramalan Biaya Down Time ... VI-7
6.5. Biaya Operasional Tahunan Rata-rata ... VI-10
6.6. Biaya Down Time Tahunan Rata-rata ... VI-12
DAFTAR GAMBAR
G A M B A R H A L A M A N
2.1. Struktur Organisasi PT. Sarana Bersama Sejahtera ... II-5
3.1. Konfigurasi Ongkos-ongkos Penggantian ... III-5
3.2. Ilustrasi Fungsi EUAC Suatu Aset ... III-10
3.3. Perbandingan Metode-metode Depresiasi ... III-23
3.4. Taksonomi Peramalan ... III-26
3.5. Pola Siklis ... III-27
3.6. Pola Musiman ... III-27
3.7. Pola Horizontal ... III-28
3.8. Pola Trend ... III-28
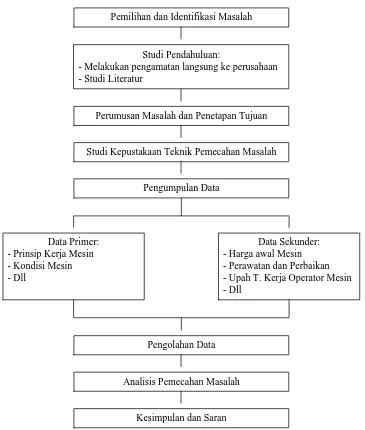
4.1. Blok Diagram Prosedur Penelitian ... IV-5
4.2. Blok Diagram Pengolahan Data ... IV-6
6.1. Grafik Biaya Operasional Tahunan Rata-rata, Biaya Down Time
Tahunan Rata-rata, Capital Recovery, Total Biaya Tahunan
DAFTAR LAMPIRAN
L A M P I R A N H A L A M A N
1. Flow Procces Chart Pembuatan Pisau Potong Radial ... L-1
2. Gambar Pisau Potong Radial ... L-2
3. Prinsip Kerja Electrical Discharge Machine ... L-3
4. Gambar Electrical Discharge Machine ... L-6
5. Pemilihan Metode Peramalan ... L-9
RINGKASAN
PT. Sarana Bersama Sejahtera merupakan perusahaan yang bergerak dalam bidang pembuatan cetakan dari logam untuk mencetak berbagai jenis cetakan produk plastik, dan komponen-komponen/suku cadang mesin, dimana sistem produksinya berdasarkan pesanan dari pelanggan (make to order) dan dalam proses produksinya perusahaan menggunakan berbagai macam jenis mesin.
Mesin-mesin yang digunakan PT. Sarana Bersama Sejahtera pada proses produksi belum pernah dievaluasi sejak mesin-mesin tersebut dibeli. Dan untuk mesin yang menjadi objek penelitian, yaitu Electrical Discharge Machine (EDM) belum pernah dievaluasi sejak dibeli pada tahun 1994, sehingga pihak perusahaan tidak mengetahui apakah mesin ini masih ekonomis atau menguntungkan digunakan.
Suatu mesin akan ekonomis atau menguntungkan digunakan selama mesin tersebut tidak melewati batas umur ekonomisnya. Penggunaan mesin yang tidak ekonomis atau menguntungkan akan mengakibatkan bertambah besarnya ongkos produksi, sehingga harga produk juga akan meningkat. Untuk mengetahui apakah mesin yang digunakan masih ekonomis atau menguntungkan, maka diperlukan suatu analisa terhadap biaya yang dikeluarkan untuk mengoperasikan mesin tersebut selama umur pakainya. Dalam tugas sarjana ini dicoba untuk melakukan perhitungan umur ekonomis Electrical Discharge Machine berdasarkan biaya-biaya yang dikeluarkan untuk mengoperasikan mesin tersebut. Kriteria perhitungan umur ekonomis adalah total biaya tahunan rata-rata minimum selama umur pakai mesin tersebut, dimana total biaya tahunan rata-rata minimum merupakan batas umur ekonomis dari mesin tersebut.
Untuk mengetahui total biaya tahunan rata-rata, maka dilakukan perhitungan terhadap biaya operasional tahunan, biaya down time tahunan, dan biaya pengembalian modal (capital recovery). Masing-masing biaya disetarakan nilainya ke tahun pembelian yaitu tahun 1994 dengan menggunakan faktor deflator. Sedangkan untuk mengetahui perkiraan biaya-biaya tersebut dimasa yang akan datang maka dilakukan peramalan terhadap masing-masing biaya dengan menggunakan nilai konstannya pada tahun 1994. Hasil peramalan kemudian digunakan untuk menghitung total biaya tahunan rata-rata dari mesin tersebut dengan cara menjumlahkan biaya operasional tahunan rata-rata, biaya down time tahunan rata-rata, dan biaya pengembalian modal.
RINGKASAN
PT. Sarana Bersama Sejahtera merupakan perusahaan yang bergerak dalam bidang pembuatan cetakan dari logam untuk mencetak berbagai jenis cetakan produk plastik, dan komponen-komponen/suku cadang mesin, dimana sistem produksinya berdasarkan pesanan dari pelanggan (make to order) dan dalam proses produksinya perusahaan menggunakan berbagai macam jenis mesin.
Mesin-mesin yang digunakan PT. Sarana Bersama Sejahtera pada proses produksi belum pernah dievaluasi sejak mesin-mesin tersebut dibeli. Dan untuk mesin yang menjadi objek penelitian, yaitu Electrical Discharge Machine (EDM) belum pernah dievaluasi sejak dibeli pada tahun 1994, sehingga pihak perusahaan tidak mengetahui apakah mesin ini masih ekonomis atau menguntungkan digunakan.
Suatu mesin akan ekonomis atau menguntungkan digunakan selama mesin tersebut tidak melewati batas umur ekonomisnya. Penggunaan mesin yang tidak ekonomis atau menguntungkan akan mengakibatkan bertambah besarnya ongkos produksi, sehingga harga produk juga akan meningkat. Untuk mengetahui apakah mesin yang digunakan masih ekonomis atau menguntungkan, maka diperlukan suatu analisa terhadap biaya yang dikeluarkan untuk mengoperasikan mesin tersebut selama umur pakainya. Dalam tugas sarjana ini dicoba untuk melakukan perhitungan umur ekonomis Electrical Discharge Machine berdasarkan biaya-biaya yang dikeluarkan untuk mengoperasikan mesin tersebut. Kriteria perhitungan umur ekonomis adalah total biaya tahunan rata-rata minimum selama umur pakai mesin tersebut, dimana total biaya tahunan rata-rata minimum merupakan batas umur ekonomis dari mesin tersebut.
Untuk mengetahui total biaya tahunan rata-rata, maka dilakukan perhitungan terhadap biaya operasional tahunan, biaya down time tahunan, dan biaya pengembalian modal (capital recovery). Masing-masing biaya disetarakan nilainya ke tahun pembelian yaitu tahun 1994 dengan menggunakan faktor deflator. Sedangkan untuk mengetahui perkiraan biaya-biaya tersebut dimasa yang akan datang maka dilakukan peramalan terhadap masing-masing biaya dengan menggunakan nilai konstannya pada tahun 1994. Hasil peramalan kemudian digunakan untuk menghitung total biaya tahunan rata-rata dari mesin tersebut dengan cara menjumlahkan biaya operasional tahunan rata-rata, biaya down time tahunan rata-rata, dan biaya pengembalian modal.
BAB I
PENDAHULUAN
1.1.Latar Belakang Masalah
Dalam proses produksi suatu perusahaan, mesin tidak dapat digunakan
selamanya, karena setiap mesin mempunyai batasan umur tertentu dalam
pengoperasiannya. Setiap mesin yang digunakan dalam proses produksi biasanya
dioperasikan terus-menerus sampai mesin tersebut tidak dapat lagi digunakan
karena rusak, ataupun karena sudah terlalu banyak biaya operasional yang
dikeluarkan untuk mesin tersebut, baik untuk perawatan, perbaikan, pemakaian
energi, dan lain sebagainya.
Pertambahan umur suatu mesin seiring dengan penurunan kehandalan atau
kondisi dari mesin tersebut. Dengan menurunnya kehandalan dari mesin maka
biaya operasional yang dikeluarkan untuk perbaikan, perawatan untuk mesin
tersebut juga akan meningkat. Peningkatan biaya operasional mesin akan
mengakibatkan bertambah besarnya ongkos produksi, yang mengakibatkan harga
produk juga akan meningkat. Oleh karena itu, masalah penggantian (replacement
problem) memerlukan analisis ekonomi teknik yang baik agar dapat diperoleh
informasi yang dibutuhkan untuk membuat keputusan apakah aset yang ada saat
ini masih dapat diteruskan atau sudah harus dihentikan penggunaannya.
PT. Sarana Bersama Sejahtera merupakan salah satu perusahaan yang
bergerak dalam bidang pembuatan cetakan dari logam untuk mencetak berbagai
Dalam proses produksinya perusahaan menggunakan berbagai macam jenis mesin
pengerjaan logam untuk membuat produknya, seperti mesin bubut, mesin milling,
mesin gerinda, Electrical Discharge Machine (EDM), dan lain sebagainya.
PT. Sarana Bersama Sejahtera berproduksi berdasarkan pesanan dari
pelanggan (make to order), dengan demikian perusahaan harus berusaha
memuaskan pelanggannya supaya dapat bersaing dengan perusahaan lain yang
bergerak dalam bidang yang sama. Kepuasan pelanggan tersebut antara lain
menyangkut waktu pengerjaan yang tepat, kualitas baik dan harga yang bersaing.
Untuk memenuhi kepuasan pelanggan tersebut salah satunya dapat dilakukan
dengan menggunakan mesin produksi yang mempunyai kinerja baik, tetapi
ekonomis atau menguntungkan untuk dioperasikan. Mesin akan ekonomis atau
menguntungkan digunakan selama mesin tersebut tidak melewati batas umur
ekonomisnya, yaitu jangka waktu pemakaian mesin dimana mesin tersebut
memiliki total biaya tahunan rata-rata terkecil dan menguntungkan.
Pada PT. Sarana Bersama Sejahtera, semua mesin yang digunakan pada
proses produksi belum pernah dievaluasi sejak mesin-mesin tersebut dibeli,
walaupun ditinjau dari kondisi ataupun kinerja, mesin-mesin tersebut masih dapat
beroperasi dengan baik. Dan untuk mesin yang menjadi objek penelitian, yaitu
Electrical Discharge Machine (EDM) belum pernah dievaluasi sejak dibeli pada
tahun 1994. Kondisi/kinerja mesin ini juga tergolong baik walaupun secara fisik
mesin tersebut mempunyai cacat seperti sudah buramnya display mesin,
Sampai saat ini, pihak perusahaan tidak mengetahui apakah mesin yang
masih digunakan pada proses produksi masih ekonomis atau menguntungkan
digunakan, selanjutnya kapan harus dilakukan penggantian (replacement)
terhadap mesin tersebut. Seperti penjelasan sebelumnya, salah satu hal yang
disebabkan karena penggunaan mesin yang tidak ekonomis atau menguntungkan
adalah harga produk yang kurang bersaing karena semakin bertambah besarnya
ongkos produksi pembuatan produk yang menyebabkan kepuasan pelanggan akan
harga yang bersaing tidak dapat dipenuhi.
1.2. Perumusan Masalah
Berdasarkan latar belakang masalah di atas, maka permasalahan pada PT.
Sarana Bersama Sejahtera yang akan dibahas dalam penelitian ini yaitu belum
pernah dilakukannya evaluasi atau perhitungan umur ekonomis Electrical
Discharge Machine (EDM), sehingga pihak perusahaan tidak mengetahui berapa
umur ekonomis dan kapan penggantian terhadap mesin tersebut harus dilakukan.
Berdasarkan hal ini maka perlu dilakukan perhitungan umur ekonomis
untuk menentukan umur ekonomis dan waktu penggantian terhadap EDM. Dan
lebih jauh lagi untuk menghindari terjadinya penggunaan mesin yang tidak
ekonomis atau tidak menguntungkan yang menyebabkan kurang bersaingnya
harga produk karena semakin bertambah besarnya ongkos produksi pembuatan
produk. Selain itu juga berguna sebagai bahan pertimbangan untuk pembuatan
1.3. Tujuan Penelitian
Adapun tujuan yang ingin dicapai dalam penelitian ini adalah:
1. Menghitung total biaya tahunan rata-rata minimum selama umur pakai
Electrical Discharge Machine
2. Menentukan umur ekonomis dan waktu penggantian (replacement) Electrical
Discharge Machine
3. Menghitung capital recovery, biaya operasional dan biaya down time tahunan
rata-rata Electrical Discharge Machine pada saat mencapai umur ekonomis
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai
pihak, yaitu:
1. Bagi Perusahaan
a. Sebagai bahan masukan bagi perusahaan tentang keadaan perusahaan dari
sudut pandang pendidikan
b. Untuk memberikan informasi tentang keadaan Electrical Discharge
Machine yang dioperasikan saat ini ditinjau dari segi umur ekonomisnya
masih layak atau tidak untuk dipertahankan penggunaannya
c. Membantu pihak perusahaan untuk melakukan pengevaluasian umur
ekonomis mesin lain yang masih digunakan saat ini
d. Membantu pihak perusahaan untuk penentuan kebijakan replacement
2. Bagi Fakultas
a. Menciptakan kerjasama antara Perusahaan dengan Fakultas Teknik
Universitas Sumatera Utara, khususnya Departemen Teknik Industri
Program Studi Strata-1 Reguler
b. Memperluas pengenalan Fakultas Teknik, Departemen Teknik Industri
Program Strata-1 Reguler, Universitas Sumatera Utara Medan
3. Bagi Mahasiswa
a. Dapat melihat, mengetahui secara langsung berbagai macam kegiatan yang
terjadi dalam perusahaan
b. Bagi penulis sendiri dapat berkesempatan mengembangkan dan
menerapkan pengetahuan yang diperoleh dalam perkuliahan
1.5. Ruang Lingkup Penelitian
Ruang Lingkup dalam penelitian ini adalah:
1. Penelitian dilakukan pada PT. Sarana Bersama Sejahtera, yang bergerak dalam
bidang pengerjaan bahan-bahan logam
2. Mesin yang menjadi objek penelitian adalah Electrical Discharge Machine
yang digunakan pada PT. Sarana Bersama Sejahtera
1.6. Batasan Masalah
Dalam proses penelitian ini, diperlukan pembatasan masalah agar tidak
ada penyimpangan dari tujuan yang ditetapkan dalam penelitian. Pembatasan
1. Penelitian dilakukan pada Electrical Discharge Machine yang masih
beroperasi sampai pada saat penelitian ini dilakukan
2. Penelitian dilakukan untuk menentukan umur ekonomis dari Electrical
Discharge Machine
3. Alat yang digunakan sebagai studi umur ekonomis tersebut adalah total biaya
tahunan rata-rata
4. Kriteria penentuan/perhitungan umur ekonomis mesin didasarkan pada total
biaya tahunan rata-rata minimum selama umur pakai dari Electrical Discharge
Machine.
1.7. Asumsi-asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Mesin beroperasi secara normal sesuai panduan teknis dari mesin tersebut
2. Mesin dioperasikan oleh operator yang mempunyai pengalaman dalam
mengoperasikan mesin tersebut
3. Tidak ada faktor eksternal mesin yang menyebabkan mesin tidak beroperasi
4. Perhitungan umur ekonomis didasarkan pada harga konstan tahun pembelian,
sehingga faktor eksternal yang mempengaruhi perhitungan umur ekonomis
dianggap tidak berubah selama umur teknis mesin
1.8. Sistematika Penulisan Tugas Akhir
Tugas akhir disusun secara sistematis dalam beberapa bab yang saling
BAB I PENDAHULUAN
Pada bab ini diuraikan latar belakang masalah, perumusan masalah,
tujuan penelitian, manfaat penelitian, ruang lingkup dan asumsi yang
digunakan, serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Pada bab ini memuat secara ringkas tentang profil perusahaan meliputi
sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan dan
struktur organisasi, uraian proses produksi, mesin/peralatan yang
digunakan
BAB III LANDASAN TEORI
Pada bab ini diuraikan secara lengkap teori-teori dan konsep-konsep
yang dipakai dan berhubungan dengan pemecahan masalah yang
dirumuskan untuk mencapai tujuan dan sasaran studi.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi metodologi penelitian yang digunakan sebagai kerangka
pemecahan masalah, baik dalam pengumpulan data maupun dalam
menganalisis data yang diperoleh.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Berisi tentang pengumpulan data dan metode-metode pengumpulan data
yang digunakan. Dan juga berisi pengolahan data yang diperlukan
BAB VI ANALISIS PEMECAHAN MASALAH
Berisi tentang analisa dari hasil penelitian yang dilakukan untuk
memperoleh kesimpulan yang diinginkan dari penelitan. Pada bab ini
dipaparkan hasil pengolahan data dan dibandingkan dengan keadaan
yang ada di lapangan.
BAB VII KESIMPULAN DAN SARAN
Memuat hasil yang diperoleh dari pengolahan data, analisis dan
evaluasi. Serta saran-saran yang diusulkan berdasarkan pengolahan data
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sarana Bersama Sejahtera (PT. SBS) merupakan salah satu perusahaan
yang bergerak dalam bidang pembuatan cetakan dari logam untuk mencetak
berbagai jenis cetakan produk plastik, dan suku cadang mesin. PT. Sarana
Bersama Sejahtera berbentuk Badan Usaha Penanaman Modal Asing (PMA).
PT. Sarana Bersama Sejahtera didirikan pada tanggal 5 Maret 1991 dengan
akta notaris No. 11 tahun 1991 yang ditandatangani oleh Notaris Soeparno, SH.
PT. Sarana Bersama Sejahtera berlokasi di Jl. Tembung Raya No. 7A, Kecamatan.
Percut Sei Tuan, Kabupaten Deli Serdang, Propinsi Sumatera Utara.
Berdasarkan akta pendirian tersebut, maksud dan tujuan perusahaan adalah
melakukan usaha di bidang:
1. Melakukan usaha pembuatan suku cadang mesin baik untuk industri
pengolahan kayu, karet, dan lain-lain.
2. Mendirikan dan melaksanakan usaha perwakilan dan keagenan perusahaan
baik di dalam maupun di luar negeri.
2.2. Ruang Lingkup Bidang Usaha
PT. Sarana Bersama Sejahtera merupakan salah satu perusahaan yang
memproduksi komponen-komponen industri yang memiliki ketelitian yang tinggi,
baku yang digunakan hampir semuanya didatangkan dari dalam negeri. Produk
jadi dari perusahaan ini seluruhnya akan ditujukan ke dalam negeri, dan untuk saat
ini permintaan hanya berasal dari industri-industri yang berada di Sumatera Utara.
Kebijakan yang dipilih oleh PT. Sarana Bersama Sejahtera dalam melaksanakan
pembuatan atau perakitan produk adalah berdasarkan adanya pesanan dari
konsumen/pelanggan (make to order). Produk yang dihasilkan oleh PT. Sarana
Bersama Sejahtera termasuk dalam klasifikasi barang industri.
Jenis produk yang dapat diproduksi oleh PT. Sarana Bersama Sejahtera
adalah seperti yang terdapat pada Tabel 2.1, sesuai permintaan pada bulan
Juli-Agustus 2007.
Tabel 2.1. Jenis Produk yang Diproduksi PT. Sarana Bersama Sejahtera
No. Nama Komponen Jumlah Permintaan (unit)
1 Pisau Potong Plastik 20
2 Pisau Potong Roda Mati 20
3 Pisau Potong Radial 150
4 Pisau Mesin Gulung Ban 8
5 Roda Penekan Tread Samping Mesin STB 10
6 Roda Penekan Ply 10
7 Piringan mesin Gulung Kawat 5
Sumber : PT. Sarana Bersama Sejahtera
2.3. Organisasi dan Manajemen
Organisasi merupakan sekumpulan orang yang bekerja untuk mencapai
suatu tujuan yang sama dan diantara mereka diberikan pembagian tugas untuk
tentang hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian
yang menggerakkan organisasi untuk mencapai tujuan.
Manajemen adalah seni dan ilmu perencanaan, pengorganisasian,
penyusunan, pengarahan dan pengawasan daripada sumber daya manusia untuk
mencapai tujuan yang telah ditetapkan. Perusahaan yang terdiri dari beberapa
bagian aktivitas yang berbeda-beda harus dikoordinasikan sedemikian rupa
sehingga dapat mencapai target dan sasaran perusahaan. Dalam hal
pengorganisasian dari bagian-bagian yang berbeda diperlukan suatu struktur
organisasi yang dapat mempersatukan sumber daya dengan cara yang teratur.
Struktur organisasi yang baik adalah struktur organisasi yang fleksibel dalam arti
hidup, berkembang, bergerak sesuai dengan kondisi yang sedang dihadapi oleh
perusahaan.
2.3.1. Struktur Organisasi
Struktur organisasi bagi suatu perusahaan mempunyai peranan yang
penting di dalam menentukan dan memperlancar jalannya roda perusahaan.
Pendistribusian tugas, wewenang dan tanggung jawab serta keselarasan hubungan
satu bagian dengan bagian yang lain dapat digambarkan dalam suatu struktur
organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah dan
koordinasi untuk mencapai tujuan perusahaan dan masing-masing karyawan dapat
mengetahui dengan jelas dari mana perintah itu datang dan kepada siapa harus
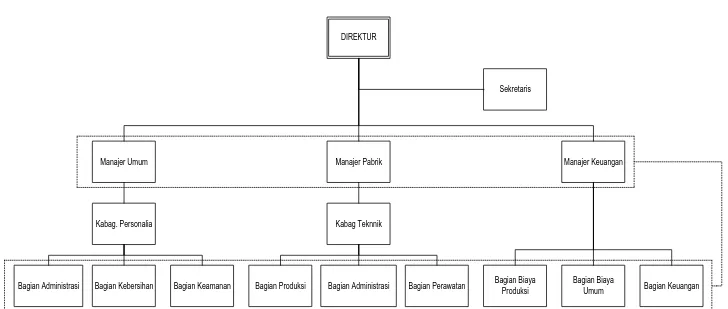
Struktur organisasi PT. Sarana Bersama Sejahtera adalah berbentuk
gabungan lini, fungsional dan staff. Dalam hubungan garis, bawahan hanya
mengenal seorang atasan. Bawahan tersebut hanya menerima tugas,
tanggungajawab, wewenang serta haknya dari atasannya tersebut. Hubungan lini
dalam struktur organisasi ini seperti yang terlihat pada bagian administrasi bagian
produksi dan bagian perawatan mempunyai hubungan lini dengan Kabag Teknik.
Perusahaan ini juga mengaplikasikan struktur organisasi berbentuk fungsional
yang berarti pembagian tugas juga dilakukan berdasarkan fungsi-fungsi yang
membentuk hubungan fungsional. Contoh hubungan ini terlihat pada bagian
keamanan dan bagian perawatan mempunyai hubungan fungsional dengan
manajer keuangan. Selain itu perusahaan juga mengaplikasikan struktur organisasi
berbentuk staff yang berarti hanya memberikan masukan bagi atasan dan tidak
dapat memberi perintah kepada bawahan. Contoh hubungan ini terlihat pada
hubungan sekretaris dengan Direktur. Bentuk struktur organisasi PT. Sarana
Bersama Sejahtera dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Untuk menjalankan aktivitas sehari-hari dalam suatu organisasi dibutuhkan
personil yang memegang jabatan tertentu dalam organisasi, dimana tiap personil
DIREKTUR
Manajer Pabrik Manajer Keuangan
Manajer Umum
Sekretaris
Kabag. Personalia
Bagian Kebersihan Bagian Keamanan
Bagian Administrasi
Kabag Teknnik
Bagian Administrasi Bagian Perawatan
Bagian Produksi Bagian Biaya
Umum Bagian Keuangan
[image:30.842.69.797.106.415.2]Bagian Biaya Produksi
Gambar 2.1. Struktur Organisasi PT. Sarana Bersama Sejahtera
II
-5
Uraian tugas dan tanggung jawab pada PT. Sarana Bersama Sejahtera
adalah sebagai berikut :
1. Direktur
a. Memiliki wewenang dan tanggung jawab tertinggi dalam pengambilan
keputusan yang berhubungan dengan rencana operasional, rencana
pemasaran, masalah keuangan, dan pengembangan perusahaan.
b. Memimpin, mengkoordinir dan mengawasi pelaksanaan suatu keputusan
atau kebijaksanaan yang ditetapkan demi kelancaran dan pengembangan
organisasi.
c. Merencanakan dan mengatur anggaran modal kerja dan modal investasi
perusahaan.
d. Menerima laporan pertanggungjawaban dari para manajer sesuai dengan
bidang masing-masing.
e. Mengadakan hubungan kerja dengan pihak luar baik swasta maupun
pemerintah yang bertujuan untuk kelancaran perusahaan.
2. Sekretaris
a. Bertanggung jawab pada Direktur.
b. Membuat dan memelihara pembukuan perusahaan.
c. Mengatur hubungan dengan pihak luar atau tamu.
d. Menangani surat menyurat yang berhubungan dengan perusahaan
e. Menyusun dokumentasi, laporan berkala dan laporan organisasi.
3. Manajer Pabrik
a. Bertanggung jawab penuh terhadap kegiatan operasional pabrik dan
kegiatan lainnya, baik di dalam maupun di luar pabrik.
b. Menyusun dan melaksanakan kebijaksanaan umum perusahaan sesuai
dengan pedoman dan instruksi kerja direktur.
c. Mengatur, mengarahkan, dan mengawasi seluruh kegiatan di pabrik.
d. Bertanggung jawab pada Direktur.
e. Merencanakan desain produk dan proses yang baik dan efisien.
4. Kepala Bagian Teknik
a. Merencanakan persediaan suku cadang, sistem pemeliharaan, reperasi
mesin dan peralatan pabrik serta instalasi pabrik.
b. Memimpin kegiatan pemeliharaan dan perbaikan semua instalasi pabrik,
mesin, dan material handling yang terdapat di dalam pabrik agar tetap
berada dalam keadaan baik.
c. Menyusun rencana kerja bagian teknik.
5. Bagian Produksi
a. Bertanggung jawab atas kelancaran proses produksi dan terpenuhinya
jadwal produksi.
b. Melaksanakan proses produksi.
6. Bagian Administrasi
a. Bertanggung jawab atas semua urusan yang berhubungan dengan
kegiatan administrasi.
7. Bagian Perawatan
a. Mengadakan perbaikan dan pemeliharaan terhadap mesin-mesin dan
material handling yang ada di perusahaan.
b. Menyampaikan laporan permintaan kepada Kepala Bagian Teknik
mengenai spare part mesin pabrik dan material handling yang akan
diganti karena telah mengalami kerusakan.
c. Bertanggung jawab atas tersedianya mesin dan peralatan yang akan
digunakan dalam proses produksi.
8. Manajer Umum
a. Bertanggung jawab kepada Direktur.
b. Menelaah masalah personalia terutama yang menyangkut tentang
penerimaan dan pemutusan hubungan kerja, promosi jabatan,
pemindahan, dan sebagainya.
c. Mengkoordinir dan mengawasi tugas-tugas yang didelegasikan kepada
kepala bagian dan menjalin kerjasama yang baik.
d. Menjaga hubungan baik dengan PEMDA maupun swasta.
9. Kepala Bagian Personalia
a. Bertanggung jawab pada Manajer Umum
b. Merencanakan dan mengorganisasikan semua sumber daya manusia dan
program pengembangannya.
c. Membantu Direktur Utama dalam melaksanakan Undang-undang Tenaga
kerja dan peraturan pemerintah serta menjalankan kebijakan perusahaan
d. Membantu tercapainya target atau tujuan perusahaan dengan
menciptakan lingkungan kerja dimana semua karyawan memperoleh
kepuasan terhadap pekerjaannya.
10. Bagian Administrasi
a. Bertanggung jawab atas semua urusan yang berhubungan dengan
administrasi.
b. Mengelola dan menyimpan data pegawai dan karyawan perusahaan.
11. Bagian Kebersihan
a. Menjaga kebersihan di lingkungan pabrik.
b. Mengelola dan merawat taman di lingkungan pabrik.
12. Bagian Keamanan
a. Bertanggung jawab atas keamanan dan kelangsungan jalannya aktivitas
perusahaan.
b. Memeriksa setiap orang yang ingin berurusan dengan pihak perusahaan.
c. Menerima dan menyampaikan pesan, surat, atau berita yang ditujukan
untuk perusahaan.
13. Manajer Keuangan
a. Bertanggung jawab terhadap urusan keuangan dalam perusahaan.
b. Mengeluarkan uang perusahaan dengan seizin Direktur perusahaan.
c. Membuat anggaran keuangan perusahaan dan hal yang berkaitan dengan
hutang dan piutang perusahaan serta transaksi pembelian segala sesuatu
d. Membuat laporan keuangan kepada direktur utama secara bulanan dan
tahunan.
14. Bagian Biaya Produksi
a. Bertanggung jawab pada manajer keuangan.
b. Memberikan dana untuk kebutuhan produksi pabrik.
15. Bagian Biaya Umum
a. Bertanggung jawab pada manajer keuangan.
b. Memberikan dana untuk biaya-biaya di luar kebutuhan produksi dan
pembayaran gaji.
16. Bagian Keuangan
a. Bertanggung jawab pada manajer keuangan.
b. Melakukan pembayaran gaji tepat pada waktunya.
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan
2.3.3.1. Tenaga Kerja
Tenaga kerja pada PT. Sarana Bersama Sejahtera terdiri dari tenaga kerja
langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung meliputi semua
pekerja yang langsung berhubungan dengan proses pembuatan produk, seperti
pekerja di bagian produksi. Sedang tenaga kerja tidak langsung melliputi semua
karyawan/pekerja yang tidak langsung berhubungan dengan pembuatan produk,
seperti bagian administrasi, bagian keamanan, dan lain-lain. Jumlah tenaga kerja
Untuk perekrutan tenaga kerja, sama seperti perusahaan yang lainnya,
dilakukan tes pengetahuan umum, tes kesehatan, dan tes wawancara dan juga tes
keahlian khusus. Setelah melewati tahapan tersebut, diadakan penyaringan, dan
yang lulus penyaringan kemudian akan diterima bekerja dan langsung dilakukan
proses orientasi dan training pekerjaan. Khusus tenaga kerja langsung dilakukan
masa percobaan selama tiga bulan, sesuai dengan peraturan dan persyaratan bagi
[image:36.595.160.464.339.572.2]karyawan baru.
Tabel 2.2. Jumlah Tenaga Kerja PT. Sarana Bersama Sejahtera
No Jabatan Jumlah (Orang)
1 Direktur Utama 1
2 Sekretaris 1
3 Manajer Pabrik 1
4 Manajer Umum 1
5 Manajer Keuangan 1
6 Kepala Bagian Teknik 1
7 Kepala Bagian Personalia 1
8 Bagian Produksi 15
9 Bagian Administrasi 3
10 Bagian Lapangan 2
11 Bagian Perawatan 2
12 Bagian Kebersihan 3
13 Bagian Keamanan 6
Total Tenaga Kerja 38
Sumber : Bagian Personalia PT. Sarana Bersama Sejahtera
2.3.3.2. Jam Kerja
Dalam menjalankan aktifitasnya, PT. Sarana Bersama Sejahtera memiliki
ketentuan jam kerja yang dibuat menurut aturan pemerintah yang berlaku. PT.
Sarana Bersama Sejahtera memiliki enam hari kerja dalam satu minggu (hari
jam per hari, maka dihitung sebagai jam kerja lembur. Jam kerja yang ada
digolongkan menjadi dua bagian, yaitu:
1. Jam kerja untuk karyawan kantor/administrasi dan proses produksi
berlangsung dari hari Senin sampai Sabtu, dengan perincian sebagai berikut:
a. Hari Senin sampai Jumat:
Kerja aktif : Pukul 08.00 – 12.00 WIB
Istirahat : Pukul 12.00 – 13.00 WIB
Kerja aktif : Pukul 13.00 – 16.00 WIB
b. Hari Sabtu
Kerja aktif : Pukul 08.00 – 12.00 WIB
Istirahat : Pukul 12.00 – 13.00 WIB
Kerja aktif : Pukul 13.00 – 14.00 WIB
2. Jam kerja untuk karyawan yang berhubungan dengan keamanan pabrik
bekerja secara bergiliran dengan cara pembagian tiga shift kerja (setiap shift
terdiri dari dua orang), yaitu:
a. Shift I:
Kerja aktif : Pukul 08.00 – 12.00 WIB
Istirahat : Pukul 12.00 – 13.00 WIB
Kerja aktif : Pukul 13.00 – 16.00 WIB
b. Shift II:
Kerja aktif : Pukul 16.00 – 19.00 WIB
Istirahat : Pukul 19.00 – 20.00 WIB
c. Shift III:
Kerja aktif : Pukul 24.00 – 03.00 WIB
Istirahat : Pukul 03.00 – 04.00 WIB
Kerja aktif : Pukul 04.00 – 08.00 WIB
2.3.4. Sistem Pengupahan dan Fasilitas yang Disediakan
Dalam hal upah atau gaji karyawan, PT. SBS menggaji karyawannya
sekali setiap bulan. Besar upah atau gaji yang diberikan perusahaan sesuai dengan
ketentuan Upah Minimum Propinsi (UMP), yaitu sebesar Rp 35.000/hari. Untuk
upah lembur, dihitung bila karyawan/tenaga kerja bekerja lebih dari 40 jam setiap
minggu, dengan perhitungan sebagai berikut:
1. Untuk jam kerja biasa:
a. Satu jam pertama membayar 1 ½ kali lipat upah setiap jam kerja biasa
b. Jam berikutnya dibayar sebesar 2 kali lipat upah setiap jam kerja biasa
2. Untuk jam kerja pada waktu libur:
Untuk setiap jam diberika upah sebesar 2 kali lipat upah setiap jam kerja biasa.
Untuk melihat disiplin karyawannya, bagian personalia mempunyai beberapa
kode absensi yang dapat membandingkan apakah seorang karyawan disiplin
atau tidak disiplin, atau tidak hadir kerja karena suatu hal yang wajar. Kode
absensi tersebut dapat dilihat sebagai berikut:
S1 : Sakit dengan surat dokter
S2 : Sakit di luar S1
CH : Cuti Haid (*)
CT : Cuti Tahunan (*)
Ket : (*) menunjukkan tidak dihitung absen dimana cuti tahunan selama 12
hari, cuti haid selama 2 hari.
Perusahaan juga memberikan kebijakan untuk meninggalkan pekerjaan, namun
tetap mendapat upah dengan batas ketidakhadiran yang ditentukan, yaitu:
a.Hari perkawinan karyawan/karyawati : 2 hari
b.Kelahiran anak karyawan/karyawati : 2 hari
c.Hari menyunatkan anak karyawan/karyawati : 1 hari
d.Istri/suami/anak/orang tua/saudara meninggal : 2 hari
e.Melaksanakan hak dan kewajiban sebagai warga negara : 1 hari
Selain kebijaksanaan yang diberikan perusahaan bagi karyawan dalam hal
ketidakhadiran yang disebabkan hal-hal yang telah disebutkan sebelumnya,
perusahaan juga memberikan tambahan gaji kepada karyawan, diberikan melalui
insentif yang besarnya didasarkan pada lamanya bekerja dan prestasi kerja.
Beberapa jenis tunjangan yang diberikan perusahaan bagi para karyawan,
antara lain:
a. Tunjangan Hari Raya (THR)
b. Tunjangan Hari Tua (Jamsostek)
c. Tunjangan Kecelakaan & Kematian
d. Tunjangan Jabatan
Dalam pelaksanaan Jamsostek tersebut, perusahaan membantu karyawan
dalam pembayaran iuran-iuran, seperti iuran Astek untuk jaminan hari tua.
2.3.5. Fasilitas Pendukung
Dalam meningkatkan kesejahteraan karyawan, perusahaan memberikan
beberapa fasilitas, yaitu:
a. Fasilitas pengobatan cuma-cuma di poliklinik yang ditetapkan perusahaan.
b. Pakaian kerja (seragam) sebanyak dua potong tiap tahun.
c. Fasilitas training dan Pelatihan.
Disamping itu, perusahaan juga memberikan fasilitas yang mendukung
keefektifan karyawan, seperti Mushola dan juga keanggotaan SPSI (Serikat
Pekerja Seluruh Indonesia).
2.4. Proses Produksi
Pengertian proses adalah cara, metode dan juga teknik bagaimana
sesungguhnya sumber-sumber yang terdiri dari tenaga kerja, mesin-mesin, bahan
dan dana yang ada dirubah untuk memperoleh suatu hasil. Sedangkan produksi
adalah kegiatan untuk menciptakan atau menambah kegunaan suatu barang atau
jasa.
Proses produksi dapat diartikan sebagai cara, metode dan teknik untuk
menciptakan atau menambah kegunaan suatu barang atau jasa dengan
menggunakan sumber-sumber yang ada seperti tenaga kerja, mesin, bahan-bahan
2.4.1. Bahan-Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi pada PT. Sarana
Bersama Sejahtera dapat dikelompokkan atas tiga, yaitu bahan baku, bahan
penolong dan bahan tambahan.
1. Bahan Baku
Bahan baku adalah bahan yang digunakan sebagai bahan utama dalam
proses produksi dimana sifat dan bentuknya akan mengalami perubahan, yang
langsung ikut dalam proses produksi dan terus sampai bahan jadi. Bahan baku
mempunyai komposisi atau persentase yang besar pada produk akhir
dibandingkan dengan bahan-bahan yang lain. Dalam pembuatan
komponen-komponen industri ini bahan baku yang digunakan adalah sebagai berikut :
a. Besi
Besi adalah bahan utama dalam pembuatan komponen-komponen ini, karena
bahan inilah yang nantinya akan dibentuk sesuai dengan bentuk yang
diinginkan oleh konsumen. Jenis besi yang digunakan tergantung pada
pesanan konsumen, misalnya besi putih, besi hitam, besi campuran, kadar
karbon, dan kekerasannya disesuaikan dengan fungsi komponen tersebut.
b. Aluminium
Aluminium digunakan untuk komponen-komponen yang tahan karat dan
bermassa ringan.
c. Kuningan
Kuningan biasanya digunakan untuk membuat komponen yang tahan karat,
2. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan ke dalam proses produksi
dengan tujuan membantu memperlancar proses produksi. Bahan ini bukan bagian
dari produk akhir. Bahan penolong yang digunakan dalam pembuatan
komponen-komponen ini adalah:
a. Cutting Fluid
Cutting Fluid digunakan untuk mempermudah proses pembuatan ulir baik
dengan Snei maupun dengan Tap, cairan ini membantu Snei dan Tap ketika
memotong logam untuk membuat ulir.
b. Cairan Pendingin (Coolant)
Coolant digunakan sebagai cairan pendingin ketika cutter memotong logam
pada proses permesinan agar panas yang timbul dapat dikurangi, sehingga
cutter tidak cepat tumpul.
c. Cetakan tembaga
Cetakan tembaga digunakan untuk membuat cetakan besi yang bentuknya
rumit, yang nantinya akan dikerjakan pada mesin Electrical Discharge
Machine (EDM). Tembaga dipilih sebagai bahan cetakan karena sifat
konduksinya yang baik sehingga sangat cocok digunakan pada mesin EDM.
3. Bahan Tambahan
Bahan tambahan adalah suatu bahan yang ditambahkan ke dalam proses
pembuatan produk untuk membantu peningkatan mutu produk. Adapun bahan
tambahan yang digunakan pada pembuatan komponen-komponen ini adalah
a. Bearing (Bantalan)
Bearing adalah bantalan yang dipergunakan untuk poros agar poros dapat
berputar dengan lancar.
b. Snap Ring
Snap ring dipergunakan untuk mengunci bantalan agar tidak terlepas dari
poros.
c. Mur dan Baut
Mur dan baut digunakan apabila dua bagian akan digabungkan atau dirakit
(bahan penyambung).
2.4.2. Uraian Proses Produksi
Adapun proses produksi yang terjadi dalam pembuatan
komponen-komponen industri di PT. Sarana Bersama Sejahtera adalah sebagai berikut :
1. Pengukuran
Bahan baku yang berupa batangan besi ataupun aluminium diukur
dengan menggunakan jangka sorong dan ukurannya disesuaikan dengan
ukuran pada gambar teknik produk. Ukuran yang dibuat harus melebihi
ukuran produk yang sebenarnya karena nantinya bahan akan mengalami
proses pembentukan dan perataan permukaan. Toleransi yang biasa diberikan
2. Gergaji (Pemotongan)
Bahan baku yang telah diukur selanjutnya dipotong dengan mesin
gergaji. Penggergajian dilakukan sesuai dengan ukuran yang telah ditetapkan
dengan toleransi 2 mm di setiap dimensinya. Pemberian toleransi pada proses
pemotongan ini dilakukan agar nantinya didapat ukuran yang tepat pada saat
penghalusan permukaan potongnya. Seluruh komponen masuk ke mesin
gergaji ini.
Pada proses penggergajian, pisau gergaji ditekan kedalam benda kerja
oleh berat dari gergaji dan rangkanya. Tekanan seragam diberikan pada benda
kerja selama penggergajian, tetapi biasanya dibuat beberapa peralatan untuk
mengendalikan kedalaman hantaran untuk satu proses pemakanan. Pada saat
pemotongan biasanya digunakan pelumas untuk melumasi perkakas dan untuk
mencuci serpihan kecil yang menumpuk diantara mata gergaji.
3. Proses Pembubutan
Mesin bubut adalah salah satu mesin perkakas dengan gerak utama
berputar, dimana benda kerja dicengkram dan berputar pada sumbunya sedang
alat potongnya bergerak memotong sepanjang benda kerja. Pada mesin bubut
juga dapat dilakukan proses pembuatan lubang dengan ketentuan bahwa lubang
yang akan dibuat letaknya harus di poros.
Komponen yang berbentuk silindris selanjutnya diratakan sisinya dengan
menggunakan mesin ini. Selain itu, untuk membuat lubang pada roda
dikerjakan di mesin ini dengan toleransi sebesar ±0,1 mm. Pengikisan sisi
yang tepat, juga untuk menghilangkan karat yang mungkin ada pada bahan
yang digunakan.
Komponen-komponen yang mengalami proses pembubutan ini
diantaranya adalah piringan mesin gulung kawat, roda penekan ply, roda
penekan tread samping mesin STB dan pisau mesin gulung ban.
4. Proses Milling
Mesin milling mempunyai prinsip kerja pahat berputar dan benda kerja
diumpankan. Pada umumnya dalam mesin milling terdapat tiga gerakan meja,
yaitu longitudinal, menyilang dan vertical, dan pada jenis tertentu terdapat juga
meja yang memiliki gerakan putar.
Mesin milling mampu melakukan banyak tugas, baik untuk permukaan
yang datar maupun berlekuk dapat dilakukan dengan penyelesaian dan
ketelitian yang baik pada mesin ini. Pemotong sudut, celah, peluas lubang dan
bor dapat dipegang (dipasang) dalam soket arbor dengan melepas pemotong
dan arbor. Karena semua gerakan meja memiliki penyetelan micrometer maka
lubang dan pemotong yang lain dapat diberi jarak secara tepat.
Mesin Milling digunakan untuk membentuk sisi atas dan bawah dari
bahan baku baik yang berbentuk plat maupun balok, sekaligus untuk
memotong sisi kiri dan kanannya agar ukurannya mendekati ukuran permintaan
dan juga sesuai dengan toleransinya, yakni ±0,1 mm. Selain itu, untuk
mendapatkan bentuk siku dan lekukan yang sesuai dengan bentuknya juga
jenisnya. Komponen-komponen roda penekan tread samping yang melalui
mesin ini adalah plat, roda, block, garpu, tapak, dan tiang.
5. Proses Pengeboran
Pengeboran adalah proses membuat lubang dalam sebuah objek atau
benda kerja dengan menekankan sebuah mata bor yang berputar kepada benda
kerja atau sebaliknya. Metode lain untuk membuat lubang dapat dilakukan
dengan cara mempons, memotong nyala, menggergaji melingkar dan lain-lain.
Di mesin ini, benda kerja dilubangi sesuai dengan ukuran lubang yang
diinginkan. Pengerjaan pada mesin ini dilakukan dengan sangat hati-hati agar
produk tidak menjadi reject. Komponen-komponen yang mengalami proses ini
adalah piringan mesin gulung kawat, roda penekan ply, roda penekan tread
samping mesin STB, pisau mesin gulung ban, pisau potong bahan roda mati
dan pisau potong plastik. Toleransi yang diizinkan adalah sebesar ±0,1 mm.
6. Proses Penguliran
Salah satu cara membuat ulir, khususnya membuat ulir pada lubang yang
kecil adalah dengan menggunakan tap. Tap terbuat dari Baja Potong Cepat
(HSS = High Speed Steel), tetapi ada juga yang dibuat dari baja karbon untuk
membuat ulir pada bahan lunak.
Dilihat dari tempat yang akan diberi ulir, maka ulir dapat dikelompokkan
atas ulir dalam dan ulir luar. Untuk membuat ulir luar dapat dihasilkan dengan
proses pemotongan pada mesin bubut dan dapat juga dilakukan dengan
dilakukan dengan menggunakan mesin bubut dan dapat juga dilakukan dengan
menggunakan tap. Pada PT. Sarana Bersama Sejahtera penguliran umumnya
dilakukan dengan mesin bubut dan tap.
Kalau sebuah lubang harus di tap, maka pembuatan lubang harus
dilakukan dengan pengeboran dan besarnya diameter lubang harus disesuaikan
sedemikian rupa sehingga ukuran lubang dan diameter tap dapat diperoleh
secara presisi.
7. Proses Pengelasan
Proses pengelasan adalah suatu proses penyambungan dua bagian atau
lebih benda kerja dalam keadaan lumer atau cair dengan menggunakan energi
panas, dan jenis sambungan yang dihasilkan adalah sambungan tetap. Proses
pengelasan dilakukan dengan mesin las tangan
8. Proses Penggerindaan Bentuk (Gerinda Profil)
Mesin gerinda profil digunakan untuk menggerinda secara presisi
berbagai benda kerja dan alat potong sesuai dengan bentuk benda kerja yang
diinginkan. Mesin gerinda ini dapat juga melakukan proses perataan
permukaan, hanya saja hasil yang diperoleh relatif kasar dan untuk benda kerja
yang mempunyai kekerasan yang tinggi, mesin ini kurang efektif
penggunaannya.
Mesin gerinda profil juga bisa digunakan untuk memotong benda kerja
dengan ukuran/ketebalan yang kecil, tetapi proses pengerjaannya berjalan
meratakan permukaan yang kasar dan membentuk benda kerja sesuai dengan
bentuk yang diinginkan.
9. Proses Penggerindaan Permukaan (Gerinda Surface)
Mesin gerinda permukaan digunakan untuk menggerinda permukaan
benda kerja atau kepingan logam untuk menghasilkan ukuran yang tepat (teliti)
dengan permukaan yang halus dan rata. Benda kerja yang digerinda dapat
diletakkan diatas ragum magnet yang terletak diatas meja mesin. Gerakan meja
dapat dilakukan pada arah sumbu X dan Z (kiri-kanan dan maju-mundur)
secara otomatis. Pemakanan atau ketebalan penggerindaan diatur pada arah Y
(atas atau bawah) dari meja mesin.
Setelah benda kerja diratakan permukaannya untuk mendapatkan
ketebalannya, maka selanjutnya benda kerja masuk ke mesin gerinda
permukaan. Di mesin ini, benda kerja dihaluskan permukaannya dengan
toleransi ±0,1 mm. Komponen yang melalui mesin ini adalah plat.
Proses ini biasanya dilakukan untuk mendapatkan permukaan yang rata,
halus dan ketelitian yang tinggi. Paling sering digunakan untuk pengerjaan
akhir setelah benda kerja dikeraskan (hardening) untuk mencegah/mengurangi
proses karat pada benda kerja. Tapi kelemahan dari jenis gerinda ini adalah
tidak dapat melakukan pemakanan permukaaan pada ketebalan yang besar,
10.Proses EDM (Electrical Discharge Machine)
Permesinan EDM adalah proses yang dapat melepas logam dengan
menggunakan arus listrik. Aksi permesinan ditimbulkan oleh pembentukan
cetus api (spark) diantara elektroda yang dibentuk menjadi bentuk keliling
yang diperlukan dari benda kerja. Karena benda kerja tidak bersinggungan
dengan benda kerja, maka dapat dibuat dari bahan yang lunak dan mudah
dikerjakan, misalnya kuningan.
Perkakas bekerja sama dengan suatu fluida misalnya minyak tanah atau
minyak mineral, yang dihantarkan kepada benda kerja dengan tekanan. Fungsi
dari media pendingin ini berlaku sebagai dielektrik, untuk membasuh butiran
atau logam yang tergeser dari benda kerja atau perkakas, dan mempertahankan
resistensi yang seragam untuk mengalirkan arus.
Komponen-komponen yang mengalami proses ini adalah beberapa jenis
pisau potong yang memerlukan ketelian tinggi, seperti pisau potong radial.
11.Proses Pengerasan (Hardening)
Proses hardening bertujuan untuk mengeraskan benda kerja sehingga
benda kerja tersebut memenuhi spesifikasi komponen mesin industri. Proses
hardening dilakukan selama kurang lebih sepuluh jam tergantung dari jenis
bahan yang akan dikeraskan dan nilai kekerasannya. Benda kerja dipanaskan
sampai mendekati titik lelehnya (titik leleh besi baja 1600oC), lalu benda kerja
didinginkan secara bertahap dan perlahan-lahan sampai suhu kamar.
Untuk setiap produk, proses produksi yang dialami tidak sama, banyak
adalah bentuk dan ketelitian yang diinginkan. Sesuai dengan objek penelitan ini,
produk yang menggunakan EDM adalah Pisau Potong Radial. Urutan proses
produksinya dapat dilihat pada Lampiran 1, sedangkan Gambar produk dapat
dilihat pada Lampiran 4.
2.4.3. Mesin dan Peralatan
Mesin dan peralatan disini maksudnya adalah alat-alat produksi yang
digunakan untuk mengubah/mengolah bahan baku menjadi barang setengah jadi
atau mengubahnya menjadi produk jadi (hasil akhir).
Mesin
Adapun mesin yang digunakan PT. Sarana Bersama Sejahtera dalam proses
pembuatan produk adalah sebagai berikut:
1. Mesin Bubut Horizontal (Horizontal Lathe Machine)
Buatan : Taiwan
Merk/Tipe : 600 GF
Daya : 15 HP
Voltase : 350 V
Arus : 8 A
Frekwensi : 50 Hz
Putaran motor : 850 rpm
Cos φ : 0,80
Kegunaan : Untuk mengerjakan komponen yang bulat atau silindris
2. Mesin Gerinda (Grinding Machine)
Buatan : Taiwan
Merk/Tipe : TSG 350
Daya : 1 HP
Voltase : 220/380 V
Arus : 3 A
Frekwensi : 60 Hz
Putaran motor : 2880 rpm
Cos φ : 0,80
Jumlah : 1 unit
Kegunaan : Untuk menghaluskan permukaan benda kerja yang
bentuknya tidak rata
3. Mesin Gerinda Permukaan (Surface Grinding Machine)
Buatan : Taiwan
Merk/Tipe : KGS – 250 AHD
Daya : 1,5 HP
Voltase : 380 V
Arus : 22 A
Frekwensi : 50-60 Hz
Putaran motor : 2850 rpm
Jumlah : 1 unit
Kegunaan : Untuk menghaluskan permukaan benda kerja yang rata
4. Mesin Milling Vertikal (Vertical Milling Machine)
Buatan : Taiwan
Merk/Tipe : YCM – 16 VS
Daya : 3 HP
Voltase : 220/440 V
Arus : 3 A
Frekwensi : 60 Hz
Putaran motor : 1420 rpm
Cos φ : 0,85
Jumlah : 3 unit
Kegunaan : Untuk meratakan permukaan benda kerja, tetapi masih
menghasilkan permukaan yang kasar
5. Mesin Bor
Buatan : Taiwan
Merk/Tipe : JF 185 T
Daya : 3 HP
Voltase : 380 V
Arus : 22 A
Frekwensi : 50 Hz
Cos φ : 0,8
Jumlah : 2 unit
Kegunaan : Untuk membuat lubang pada benda kerja
6. Electrical Discharge Machine (EDM)
Buatan : Taiwan
Merk/Tipe : M 50 E
Daya : 5,5 KVA
Voltase : 220/380/440 V
Arus : 45 A
Frekwensi : 50 - 60 Hz
Putaran motor : 420 mm3/min
Cos φ : 0,85
Jumlah : 1 unit
Kegunaan : Untuk mengerjakan benda kerja yang bentuknya tidak
tentu dan membutuhkan ketelitian yang tinggi
7. Mesin Gergaji (Band Saw)
Buatan : Taiwan
Merk/Tipe : SIST - 200
Daya : 1 HP
Voltase : 220 V
Arus : 22 A
Putaran motor : 1400 rpm
Cos φ : 0,80
Jumlah : 1 unit
Kegunaan : Untuk memotong benda kerja sesuai bentuk dan ukuran
yang diinginkan
8. Gerinda Tangan (Hand Grinding Machine)
Buatan : China
Merk/Tipe : J02-224
Daya : 2 HP
Voltase : 380 V
Arus : 22 A
Frekwensi : 50 Hz
Putaran motor : 1200 rpm
Cos φ : 0,85
Jumlah : 3 unit
Kegunaan : Untuk meratakan dan menghaluskan permukaan benda
kerja yang membutuhkan keahlian tertentu dan juga untuk
menggerinda permukaan benda kerja yang tidak dapat
dilakukan oleh mesin gerinda permukaan.
9. Kipas Angin (Fan)
Buatan : Indonesia
Daya : 45 Watt
Voltase : 220 V
Frekwensi : 50Hz
Cos φ : 0,85
Jumlah : 3 unit
Kegunaan : Untuk mendinginkan ruangan produksi.
10. Mesin Las Tangan (Hand Welding Machine)
Buatan : Taiwan
Merk/Tipe : SA-800 DC Welder
Daya : 45 Watt
Voltase : 220/380/440 V
Arus : 82/95/164 A
Frekwensi : 50 Hz
Cos φ : 0,80
Jumlah : 4 unit
Kegunaan : Untuk menyatukan dua benda kerja atau lebih.
11.Mesin Tap Matic
Buatan : Jepang
Merk/Tipe : Accu 412
Daya : 2 HP
Voltase : 380 V
Frekwensi : 50 Hz
Cos φ : 0,70
Jumlah : 1 unit
Kegunaan : Pembuatan ulir pada benda kerja
Peralatan
Adapun peralatan produksi yang digunakan di PT. Sarana Bersama
Sejahtera dalam proses pembuatan komponen-komponen industri sesuai dengan
pesanan yang diinginkan adalah sebagai berikut:
1. Drill Chuck
Drill Chuck merupakan alat bantu yang digunakan untuk mencekam mata bor
saat melakukan pengeboran pada mesin bubut.
2. Lathe Centre
Lathe Centre adalah alat bantu yang digunakan untuk menahan benda kerja
yang panjang saat pembubutan pada mesin bubut.
3. Flens
Flens adalah alat yang digunakan untuk mengunci batu gerinda pada poros
mesin gerinda.
4. Er Collet
Alat bantu ini digunakan untuk menjepit cutter pada mesin milling dalam
proses milling. Alat ini tersedia dalam bermacam ukuran sesuai dengan
5. Cutter
Cutter adalah alat potong yang digunakan untuk menyayat benda kerja untuk
menghasilkan bentuk dan ukuran yang diinginkan. Cutter dipasangkan pada
er coolet sebelum dipasang pada mesin.
6. Batu Gerinda
Batu gerinda adalah alat potong yang dipasang pada mesin gerinda yang
dijepit pada Flens. Batu gerinda bermacam-macam, sesuai benda yang ingin
digerinda.
7. Dial Indicator
Dial Indicator adalah alat yang digunakan untuk mengukur kerataan dan
kesejajaran benda kerja maupun alat yang digunakan. Ketelitian dari hasil
pekerjaan sangat tergantung pada penggunaan alat ini.
8. Vernier Caliper
Vernier Caliper adalah alat ukur yang digunakan untuk mengukur benda
kerja apakah sesuai dengan ukuran yang diinginkan.
9. Mikrometer
Mikrometer juga merupakan alat untuk mengukur benda kerja, hanya saja
mikrometer menghasilkan ukuran yang lebih teliti dari vernier caliper.
3.4.4. Utilitas
Proses produksi agar dapat berjalan lancar dan berkesinambungan, maka
tetapi berpengaruh dalam menunjang kelancaran produksi. Sarana pendukung
proses tersebut adalah :
a. Pengadaan Air
Air merupakan sarana yang penting dan dibutuhkan untuk setiap kegiatan
di dalam pabrik. Kegunaan air di perusahaan adalah :
a. Proses produksi
b. Kebutuhan pegawai (Kamar mandi pegawai)
c. Kebutuhan Kantor
d. Kebutuhan air minum
Sumber air diperoleh dari sumur bor dengan memakai pompa untuk
seluruh keperluan proses produksi. Air PAM yang digunakan untuk keperluan
kantor, kantin, dan sebagai sumber air minum.
b. Pengadaan Listrik
Tenaga listrik dibutuhkan untuk menggerakkan motor-motor listrik, semua
peralatan pabrik serta untuk instalasi penerangan pabrik, kantor dan asrama
pegawai. Kebutuhan listrik perusahaan ini di supplai dari PLN sebesar 200 KVA.
Tetapi untuk menghindari terganggunya proses produksi akibat padamnya listrik
dari PLN maka pihak perusahaan menyediakan satu unit genset yang yang
mempunyai daya sebesar 228 KVA. Adapun spesifikasi dari genset ini adalah:
Generator
Merk/Tipe : Caterpillar Generator Control
Bahan Bakar : Solar
Voltase : 220/380 V
Frekwensi : 50 Hz
Putaran Motor : 1500 rpm
Cos φ : 0,80
BAB III
LANDASAN TEORI
3.1. Replacement1
Setiap peralatan yang digunakan dalam aktifitas sehari-hari memiliki
keterbatasan umur atau masa pakai sehingga apabila alat yang serupa masih
dibutuhkan pada akhir masa pakainya maka diperlukan proses penggantian
dengan alat serupa yang baru. Kebijakan untuk menentukan kapan suatu alat harus
diganti tidak cukup hanya dilihat dari kondisi fisik alat tersebut, namun yang lebih
penting adalah pertimbangan-pertimbangan ekonomis yang berkaitan dengan
alternatif pemakaian atau penggantiannya dengan alat yang baru.
Replacement merupakan sesuatu yang dilakukan sehubungan dengan
persoalan penggantian peralatan dan sehubungan dengan menentukan pilihan
paling ekonomis dari dua atau lebih alternatif.
Pengurangan nilai dari mesin/peralatan (aset) dapat disebabkan oleh:
1. Pengurangan nilai secara fisik (Physical Depreciation)
Secara fisik peralatan menjadi tua atau kemampuan stabil dari fisik mesin
mempunyai batas waktu.
2. Pengurangan nilai secara fungsional (Functional Depreciation)
Mesin yang lama tidak memenuhi syarat untuk digunakan lagi karena adanya
peningkatan produksi ataupun peningkatan kualitas produksi.
3. Pengurangan secara teknik (Technological Depreciation)
Akibat perkembangan teknologi, mesin lama sudah ketinggalan zaman dan
muncul mesin baru yang cara kerjanya lebih efektif.
4. Pengurangan secara moneter (Monetery Depreciation)
Hal ini menyangkut kemampuan membeli. Kalau sampai umur mesin, maka
harga mesin pengganti selalu lebih mahal dari pada harga awal mesin yang
diganti. Oleh sebab itu pengusaha mengharapkan pengembalian modal selama
mesin masih berproduksi. Dengan demikian pengembalian modal harus
dilakukan selama menjalani umur ekonomis.
Dari uraian diatas dapat ditarik kesimpulan bahwa replacement tidaklah
selamanya dilakukan karena alat yang ada sudah benar-benar tidak terpakai lagi.
Munculnya mesin yang lebih modern dalam perdagangan menyebabkan pabrik
yang masih menggunakan mesin lama berpikir apakah masih menggunakan mesin
tersebut atau menukarnya. Dalam situasi demikian nilai buku mesin sama sekali
tidak berarti.
Untuk hal diatas nilai pendapatan langsung dan tidak langsung menjadi
ukuran. Pendapatan langsung dapat diperoleh dari penjualan mesin lama dan
pendapatan tidak langsung diperoleh dari nilai tunai pendapatan produksi yang
dibuat dengan mesin tersebut. Penggantian mesin harus dilakukan bila nilai
3.1.1. Konsep Replacement2
Semua alat (aset) yang dimiliki dan digunakan dalam kehidupan
sehari-hari tentunya memiliki keterbatasan umur. Umur peralatan dalam Ekonomi
Teknik dibedakan atas umur pakai dan umur ekonomis. Namun, dalam melakukan
analisis penggantian (replacement), umur peralatan yang digunakan adalah umur
ekonomis.
Untuk menentukan kapan suatu aset harus diganti atau masih perlu
dipertahankan (digunakan), tentu tidak cukup hanya dilihat secara fisiknya, tetapi
perlu dilihat unsur-unsur ekonomisnya, yaitu dengan membandingkan antara
ongkos yang akan dikeluarkan oleh peralatan tersebut dengan manfaat yang akan
diperolehnya. Sebab, dapat saja terjadi suatu peralatan masih menguntungkan,
namun tersedia alternatif lain (peralatan pengganti) yang lebih menguntungkan.
Untuk itu, penting mempertimbangkan dengan membandingkan nilai-nilai
ekonomis peralatan calon pengganti (alternatif lainnya). Permasalahan ini dapat