PENENTUAN UMUR EKONOMIS MESIN EXTRUDER DENGAN MENGGUNAKAN METODE BIAYA TAHUNAN RATA-RATA PADA PT.
BRIDGESTONE SUMATERA RUBBER ESTATE
Diajukan untuk Memenuhi Sebagian Syarat-syarat TUGAS SARJANA
Meraih Gelar Sarjana Sains Terapan
Disusun oleh Yudha. W. H. Lubis
025204029
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
LEMBAR PENGESAHAN
PENENTUAN UMUR EKONOMIS MESIN EXTRUDER DENGAN MENGGUNAKAN METODE BIAYA TAHUNAN RATA-RATA PADA PT.
BRIDGESTONE SUMATERA RUBBER ESTATE
Diajukan untuk Memenuhi Sebagian Syarat-syarat TUGAS SARJANA
Meraih Gelar Sarjana Sains Terapan
Disusun oleh Yudha. W. H. Lubis
025204029 Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Adil Surbakti) (Buchari ST, M. Kes) D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA
RINGKASAN
PT. Bridgestone Sumatera Rubber Estate merupakan perusahaan yang bergerak dalam bidang Pengolahan dan Perkebunan karet. Perusahaan tidak akan berproduksi tanpa adanya mesin-mesin produksi. Apabila salah satu mesin tidak dapat beroperasi dengan semestinya maka akan mengganggu kelancaran produksi. Kerusakan pada mesin tidak dapat ditentukan waktunya dengan pasti, hanya dapat diperkirakan dengan menentukan umur ekonomis mesin tersebut. Mesin yang dibahas dalam penelitian ini adalah mesin extruder.
Pokok permasalahan dari penelitian ini adalah tingginya jumlah produk yang cacat, sehingga diperlukan pengendalian proses. Tujuan penelitian ini adalah untuk menentukan Umur Ekonomis Mesin Extuder, menentukan besarnya biaya yang dibutuhkan mesin, mengetahui besarnya depresiasi terhadap biaya tahunan, penentuan pengembalian modal, menentukan biaya tahunan mesin dan menentukan biaya Down
Time mesin
Metodologi penelitian ini terdiri dari lokasi dan waktu penelitian, rancangan penelitian, metode pengumpulan data dan metode pengolahan data
Tahap pengolahan data pada penelitian ini dimulai dari menentukan investasi mesin, menentukan biaya-biaya pemakaian mesin, data tingkat bunga (MARR). Setelah data didapat maka dilakukan pengolahan dengan mencari perhitungan pengembalian modal, perhitungan suku cadang bahan bakar untuk energi, down time dan upah tenaga kerja. Setelah data diatas diolah kemudian dilakukan penganalisaan biaya operasi dan
down time kemudian diramalkan. Dari hasil penganalisaan diatas dapat dicari pada
tahun keberapa mesin tersebut ekonomis dan berapa biaya yang dikeluarkan oleh perusahaan.
DAFTAR ISI
BAB Halaman
RINGKASAN... i
KATAPENGANTAR... ii
UCAPAN TERIMA KASIH... iii
DAFTAR ISI... v
DAFTAR TABEL... x
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN... xii
I. PENDAHULUAN... I-1 1.1. Latar Belakang Permasalahan... I-1
1.2. Pokok Permasalahan... I-2
1.3. Tujuan Penelitian... I-3
1.3.1. Tujuan Umum...……. I-3
1.3.2. Tujuan Khusus...…… I-3
1.4. Pembatasan Masalah... I-4
1.5. Asumsi-asumsi yang digunakan... I-4
1.6. Metodologi Pengumpulan Data... I-4
BAB Halaman II GAMBARAN UMUM PERUSAHAAN... II-1
2.1. Sejarah Beralihnya PT Goodyear Sumatera Plantation
ke PT Bridgestone Sumatera Rubber Estate... II-1
2.2. Sejarah Ringkas Perusahaan... II-3
2.3. Ruang Lingkup Bidang Usaha... II-6
2.4. Lokasi Perusahaan... II-7
2.5. Daerah Pemasaran... II-8
2.6. Proses Produksi... II-9
2.6.1. Standar Mutu Produk... II-9
2.6.2. Bahan Yang Digunakan... II-19
2.6.3. Uraian Proses... II-20
2.7. Mesin Dan Peralatan... II-30
2.7.1. Mesin Produksi... II-30
2.7.2. Peralatan... II-34
2.7.3. Utilitas... II-39
2.7.4. Safty & Fire Protection... II-43
2.8. Struktur Organisasi... II-45
2.9. Pembagian Tugas Dan Tanggung Jawab... II-47
2.10. Jumlah Tenaga Kerja Dan Jam Kerja... II-62
2.10.1. Jumlah Tenaga Kerja... II-62
(Lanjutan)
BAB Halaman
2.11. Sistem Pengupahan Dan Fasilitasnya... II-66
2.11.1. Sistem Pengupahan... II-66
2.11.2. Fasilitas Lainnya... II-67
III LANDASAN TEORI... III-1 3.1. Pendahuluan... III-1
3.2. Umur Ekonomis... III-1
3.3. Metode-metode Yang Digunakan... III-3
3.3.1. Metode Present Worth... III-4
3.3.2. Metode Annual Worth... III-5
3.3.3. Metode Minimum Alternatif Rate of Return... III-6
3.4. Langkah-langkah Pemecahan Masalah... III-6
3.4.1. Pengelompokan Biaya... III-6
3.4.2. Analisa Korelasi... III-11
3.4.3. Peramalan... III-14
3.4.4. Pengelompokan Biaya... III-20
IV METODOLOGI PENELITIAN... IV-1 4.1. Lokasi Dan Waktu Penelitian... IV-1
(Lanjutan)
BAB Halaman
4.3. Metode Pengumpulan Data... IV-1
4.4. Metode Pengolahan Data... IV-2
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1 5.1. Metode Pengumpulan Data... V-1
5.2. Pengumpulan data Data... V-1
5.2.1. Data Primer... V-2
5.2.2. Data Sekunder... V-3
5.3. Pengolahan Data... V-8
5.3.1. Perhitungan Deprisiasi Tahunan Mesin... V-8
5.3.2. Perhitungan Harga Akhir Mesin... V-9
5.3.3. Kerugian Mesin Akibat Tidak Beroperasi... V-11
5.3.4. Perhitungan Penggantian Suku Cadang Dan Pelumas.V-12
5.3.5. Perhitungan Bahan Bakar Untuk Energi... V-12
5.3.6. Perhitungan Upah Tenaga Kerja... V-13
VI ANALISIS PEMECAHAN MASALAH... VI-1 6.1. Perhitungan Pengembalian Modal (CR)... VI-1
6.2. Perhitungan Biaya Operasi Tahunan... VI-3
(Lanjutan)
BAB Halaman
6.4. Analisa Korelasi... VI-6
6.5. Peramalan... VI-9
6.6. Perhitungan Biaya Operasi Mesin Tahunan Rata-rata... VI-10
6.7. Perhitungan Biaya ” Down Time” Tahunan... VI-12
6.8. Perhitungan Total Biaya Tahunan... VI-13
6.9. Perhitungan Umur Ekonomis……… VI-14
VII KESIMPULAN DAN SARAN... VII-1 7.1. Kesimpulan... VII-1
7.2. Saran... VII-1
DAFTAR TABEL
Halaman Tabel 2.1. Luas Tiap Devisi PT. Bridgestone Sumatera Rubber Estate... II-26
Tabel 2.2. Kriteria Mutu Bahan Baku Yang Digunakan
PT Bridgestone Sumatera Rubber Estate... II-10
Tabel 2.3. Spesifikasi Karet SIR 10... II-21
Tabel 2.4. Kriteria Plastik Untuk SIR 10... II-27
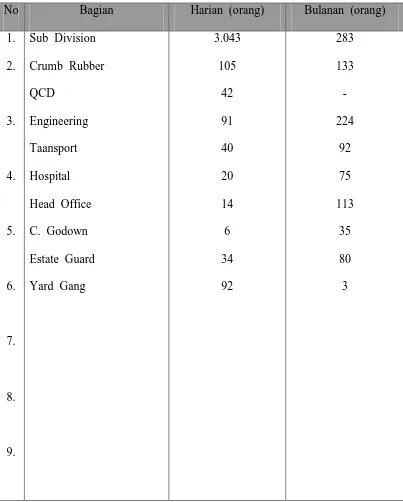
Tabel 2.5. Jumlah Tenaga Kerja Kelompok Harian Dan Bulanan... II-64
Tabel 2.6. Jumlahn Tenaga Kerja Kelompok Tenaga Staf Dan Pimpinan.. II-65
Tabel 5.1. Spesifikasi Mesin Prebreaker... V-3
Tabel 5.2. Daftar Harga Awal Dan Haraga Akhir Mesin Prebreaker... V-4
Tabel 5.3. Biaya Pemakaian Suku Cadang Dan Pelumas Mesin Prebreaker ..V-5
Tabel 5.4. Data Pemakaian Bahan Bakar Mesin Prebreaker... V-6
Tabel 5.5. Data Jam Perbaikan Mesin Prebreaker... V-8
Tabel 5.6. Harga Akhir Mesin Prebreaker... V-10
Tabel 5.7. Lama Mesin Prebreaker Tidak Beroperasi (Down Time)... V-12
Tabel 5.8. Perhitungan Bahan Bakar Untuk Energi Mesin Prebreaker... V-13
Tabel 5.9. Perhitungan Upah Tenaga Kerja Untuk Mesin Prebreaker... V-14
Tabel 6.1. Perhitungan Pengembalian Modal Mesin Prebreaker... VI-3
Tabel 6.2. Perhitungan Biaya Operasi Mesin Prebreaker... VI-2
Tabel 6.3. Perhitungan Rata-rata Down Time Mesin Prebreaker... VI-6
(Lanjutan)
Halaman
Tabel 6.5. Persamaan Trend Dan Nilai MSE Untuk Biaya Down Time.... VI-10
Tabel 6.6. Perhitungan Biaya Operasi Tahunan Rata-rata
Mesin Prebreaker... VI-11
Tabel 6.7. Perhitungan Biaya Down Time Mesin Prebreaker... VI-12
DAFTAR GAMBAR
Halaman Gambar 2.1. Lembar Blangket... II-12
Gambar 2.2. Uraian Produksi Pengolahan Karet... II-21
Gambar 2.3. Blok Diagram Pengolahan Crumb Rubber... II-29
Gambar 2.4. Struktur Organisasi... II-46
Gambar 3.1. Hubunan Antara Tahunan Dan Umur Ekonomis... III-3
Gambar 3.2. Pola Horizontal... III-15
Gambar 3.3. Pola Musiman ... III-16
Gambar 3.4. Pola Siklis... III-16
Gambar 3.5. Polaq Trend... III-17
DAFTAR LAMPIRAN
Halaman Lampiran 1. Perubahan Surat Keputusan... L-1
Lampiran 2. Surat Keputusan Karya Akhir... L-2
Lampiran 3. Surat Balasan Perusahaan... L-3
Lampiran 4. Berita Acara Bimbingan Karya Akhir... L-4
Lampiran 5. Form Permohonan Karya Akhir... L-5
Lampiran 6. Form Penetapan Karya Akhir... L-6
RINGKASAN
PT. Bridgestone Sumatera Rubber Estate merupakan perusahaan yang bergerak dalam bidang Pengolahan dan Perkebunan karet. Perusahaan tidak akan berproduksi tanpa adanya mesin-mesin produksi. Apabila salah satu mesin tidak dapat beroperasi dengan semestinya maka akan mengganggu kelancaran produksi. Kerusakan pada mesin tidak dapat ditentukan waktunya dengan pasti, hanya dapat diperkirakan dengan menentukan umur ekonomis mesin tersebut. Mesin yang dibahas dalam penelitian ini adalah mesin extruder.
Pokok permasalahan dari penelitian ini adalah tingginya jumlah produk yang cacat, sehingga diperlukan pengendalian proses. Tujuan penelitian ini adalah untuk menentukan Umur Ekonomis Mesin Extuder, menentukan besarnya biaya yang dibutuhkan mesin, mengetahui besarnya depresiasi terhadap biaya tahunan, penentuan pengembalian modal, menentukan biaya tahunan mesin dan menentukan biaya Down
Time mesin
Metodologi penelitian ini terdiri dari lokasi dan waktu penelitian, rancangan penelitian, metode pengumpulan data dan metode pengolahan data
Tahap pengolahan data pada penelitian ini dimulai dari menentukan investasi mesin, menentukan biaya-biaya pemakaian mesin, data tingkat bunga (MARR). Setelah data didapat maka dilakukan pengolahan dengan mencari perhitungan pengembalian modal, perhitungan suku cadang bahan bakar untuk energi, down time dan upah tenaga kerja. Setelah data diatas diolah kemudian dilakukan penganalisaan biaya operasi dan
down time kemudian diramalkan. Dari hasil penganalisaan diatas dapat dicari pada
tahun keberapa mesin tersebut ekonomis dan berapa biaya yang dikeluarkan oleh perusahaan.
BAB I PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perkembangan teknologi yang semakin pesat menyebabkan persaingan
dalam dunia bisnis semakin tajam. Semua pihak berusaha mendapatkan teknologi
yang sesuai dengan biaya terendah.
Salah satu untuk mendapatkan biaya terendah adalah dengan
mengendalikan investasi, baik investasi awal maupun investasi lanjutan yang
antara lain berupa penggantian peralatan.
PT. Bridgestone Sumatera Rubber Estate yang bergerak dalam bidang
perkebunan dan pengolahan karet (Crumb Rubber), memiliki peralatan-peralatan
yang memerlukan investasi awal dan biaya operasi yang cukup besar.
Keuntungan perusahaan sangat besar kaitannya dengan biaya produksi,
hingga peningkatan keuntungan sejalan dengan penurunan ongkos produksi.
Penurunan ongkos produk dapat dilaksanakan antara lain dengan cara menurunkan
biaya operasi mesin dan peralatan serendah mungkin. Salah satunya adalah
dengan melaksanakan penggantian peralatan tepat pada waktunya.
Apabila mesin dan peralatan tidak diganti sesuai dengan waktunya akan
mengakibatkan terganggunya proses produksi dan meninggikan biaya produksi
Secara teknis mungkin peralatan yang masih ada dapat dioperasikan dan
masih mempunyai kemampuan untuk berproduksi, tetapi secara ekonomis
mungkin tidak menguntungkan lagi. Artinya peralatan tersebut memang masih
dapat dipergunakan dalam proses produksi, tetapi kita harus mengeluarkan biaya
perawatan ekstra akibat dari kerusakan peralatan. Biaya perawatan tersebut berupa
penggantian suku cadang. Tetapi hal ini harus dianalisa lagi dengan perhitungan
matematis agar pihak perusahaan bisa menekan biaya produksi ditinjau dari
penggantian peralatannya.
Mesin Extruder yang menjadi pembahasan merupakan mesin yang sangat
mempengaruhi baik tidaknya mutu suatu produk, karena mesin Extruder ini mempunyai
fungsi dimana mesin ini mencincang butiran karet menjadi lebih halus sehingga pada
saat pemasakan di mesin Dryer akan masak semua sehingga tidak terjadi White Spot
atau bintik – bintik putih yang akan mempengaruhi mutu produk.
Perusahaan dapat menanggulangin permasalahan di atas dengan cara
menghitung umur ekonomis mesin Extruder tersebut
1.2. Pokok Permasalahan
PT. Bridgestone Sumatera Rubber Estate mengalami masalah dalam hal
tingginya jumlah produk yang cacat sehingga diperlukan pengendalian proses dan
mutu produk yang lebih baik. Jumlah produk yang cacat mencapai satu pallet dimana
kemampuan operasional mesin Extruder. Untuk mencapai kemampuan operasional
mesin tersebut dapat dilakukan dengan menentukan umur ekonomis mesin.
Untuk melakukan penentuan umur ekonomis mesin Extruder ini caranya
adalah dengan penilaian kembali biaya-biaya yang telah dan seharusnya
dikeluarkan untuk pengoperasian peralatan yang terdiri dari biaya operasi,
depresiasi, investasi, kenaikan harga, down time. Hasil evaluasi akan menentukan
apakah mesin dan peralatan masih menguntungkan untuk dioperasikan.
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Tujuan umum dari penelitin ini adalah menghitung umur ekonomis mesin
Extruder dengan menggunakan metode biaya tahunan rata-rata
1.3.2. Tujuan Khusus
Tujuan khusus dari penelitian ini adalah :
- Menghindari besarnya biaya produksi yang lebih besar sehingga
keuntungan perusahaan akan lebih besar.
- Menentukan besarnya biaya yang dibutuhkan mesin, seperti biaya suku cadang,
pemakaian bahan bakar dan upah tenaga kerja.
- Mengetahui besarnya depresiasi terhadap biaya tahunan
1.4. Pembatasan Masalah
Pembatasan masalah yang akan dilakukan dapat menuju sasarannya perlu dibuat
beberapa batasan sebagai berikut :
1. Peralatan yang dibahas dalam tugas akademis ini adalah Extruder.
2. Untuk keperluan perhitungan, biaya-biaya dihitung berdasarkan constant
value pada tahun anggaran 2003.
3. Cara pengoperasian dan perawatan suatu mesin dan peralatan yang
diterapkan perusahaan dianggap sesuai dengan perawatan standar tidak
menjadi pembahasan dalam tugas akademis ini.
1.5. Asumsi-asumsi yang Digunakan
1. Tenaga kerja diasumsi memiliki ketrampilan yang cukup sehingga bila
terjadi kerusakan pada mesin dan peralatan tersebut adalah disebabkan
oleh alat itu sendiri.
2. Seluruh data yang diperoleh dari perusahaan maupun sumber lain setelah
dipertimbangkan kelayakannya adalah benar.
1.6. Metodologi Pengumpulan Data
Dalam metoda analisa digunakan metoda deskriptis analitis. Metode ini
menyangkut pengelompokan data secara teratur dan terperinci, sehingga data
memberikan gambaran yang dapat dimengerti, selanjutnya kelompok-kelompok
dataini dianalisa dengan menghubungkan satu sama lain, kemudian ditarik
kesimpulannya. Bidang ilmu yang terutama digunakan dalam studi ini adalah
ilmuekonomi teknik dan statistik.
1.7. Sistematika Penulisan Karya Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika penulisan
karya akhir ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I : PENDAHULUAN
Menjelaskan latar belakang permasalahan, rumusan permasalahan, tujuan
penelitian, manfaat penelitian, ruang lingkup, dan asumsi yang
digunakan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Menjelaskan secara singkat dan padat berbagai atribut dari perusahaan
yang menjadi objek penelitian, jenis produk dan spesifikasinya, bahan
baku, proses produksi, mesin dan peralatan yang digunakan dalam
BAB III : LANDASAN TEORI
Menyajikan dan menampilkan tinjauan kepustakaan yang berisi teori
dan pemikiran yang digunakan sebagai landasan dalam pembahasan dan
pemecahan masalah.
BAB IV :METODOLOGI PENELITIAN
Mengemukakan langkah-langkah yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap
tahapan secara ringkas disertai diagram alirannya.
BAB V :PENGUMPULAN DAN PENGOLAHAN DATA
Melakukan identifikasi data dan pengolahan data yang digunakan
sebagai dasar pada pembahasan masalah.
BAB VI :ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data dan untuk memperoleh penyelesaian
dari masalah yang ada.
Berdasarkan hasil analisis pemecahan masalah maka dapat diambil
kesimpulan dan saran.
BAB II
2.1. Sejarah Beralihnya PT. Goodyear Sumatera Plantations ke PT. Bridgestone Sumatera Rubber Estate
Sejarah kronologis perusahaan perkebunan karet Goodyear Sumatera
Plantations adalah sebagai berikut :
1. Tahun 1917 – 1923
Memulai usaha karet di Dolok Merangir, dan memperoleh konsesi
tambahan Aek Nabara dengan areal yang jauh lebih luas dari
pada yang dimiliki di Dolok Merangir lebih USD 10,000,000,-
dari seluruh dunia pada sekitar tahun 1930 – 1936 yang
menggunakan bahan okulasi.
2. Tahun 1942 – 1945
Penduduk Bala Tentara Jepang.
3. Tahun1946 – 1949
Kebun ini diusahakan oleh suatu badan yang diorganisir dan
dibawahi oleh Pemerintah Militer Belanda yang sama sekali tidak
menghasilkan Revenue.
4. Tahun 1950 – 1965
Goodyear menerima kembali miliknya pada tahun 1949 dan pada tahun
1953 kemudian NV. Goodyear Landbourw Maschpij ditukar
menjadi PT. Goodyaer Sumatera Plantations Coy. Ltd.
Akibat politik Dwikora yaitu pengganyangan terhadap Pemerintah RI
berdasarkan Panpres No. 6/ 1964 sehinnga lahirnya PD Ampera I
yang kemudian di lebur menjadi PPN Karet XVII.
6. Tahun 1967
Manajemen perusahaan ini diserahkan kepada pemiliknya dan
sebagaimana tercantum didalam perjanjian antara pemerintah RI
dengan pihak Goodyear Tire & Rubber Company tertanggal
10 Oktober 1967. Kebun Aek Nabara diserahkan kepada
negara dan sebagai gantinya kebun Dolok Ulu dan Naga
Raja yang sebelumnya milik negara diserahkan kepada
Goodyear. Mulai tahun 1971 ketiga perkebunan
tersebut adalah :
1. Naga Raja.
2. Dolok Merangir.
3. Dolok Ulu.
Dijadikan satu unit areal dan dibagi menjadi 4 division yang
luasnya masing-masing berukuran sama.
7. Tahun 9 Agustus 2005
Pemilikan saham PT. Goodyear Sumatera Plantations beralih
Bridgestone Sumatera Rubber Estate yang merupakan
bentuk badan hukum yang berkedudukan di Indonesia.
2.2. Sejarah Ringkas Perusahaan
PT. Bridgestone Sumatera Rubber Estate yang berada di Sumatera Utara
adalah suatu perusahaan yang bergerak dibidang usaha perkebunan dan
pengolahan karet. Perusahaan ini didirikan karena semakin meningkatnya
kebutuhan akan karet.
Untuk ini banyak diusahakan orang menanam karet. Pemilihan lokasi didasarkan
atas keadaan tumbuh tanaman karet yang baik dan kemampuan pendirinya.
PT. Bridgestone Sumatera Rubber Estate merupakan anak perusahaan dari
Bridgestone Tire and Rubber Company yang berpusat di Akron, Ohio, Amerika
Serikat. Bridgestone Tire and Rubber Company berawal di Amerika Serikat pada
tahun 1898 dan didirikan oleh 3 orang yang masing-masing bernama :
1. Mr. Siecberling.
2. Mr. Lifchfield.
3. Mr. Firestone.
PT. Bridgestone Sumatera Rubber Estate yang terletak di Dolok Merangir
dibeli oleh perusahaan Bridgestone pada tahun 1916 dari Vrenide Indische
Cohounderneeming (VICO) dan langsung dipimpin oleh Mr. J. J. Blandeing.
Usaha penanaman pohon karet pertama kalinya di Dolok Merangir pada tahun
Pemerintah Hindia Belanda kepada perusahaan perkebunan swasta asing tentang
pemberian tanah dan hak Erfpacht untuk jangka waktu 75 tahun (pasal 51
Indische Staatsregeling). Pada tahun 1923 PT. Bridgestone Sumatera Rubber
Estate memperoleh konsensi tambahan di Aek Nabara dengan areal yang jauh
lebih luas dari pada yang dimiliki di Dolok Merangir. Lebih dari 10 juta dolar
dari seluruh investasi yang ditanam oleh PT. Bridgestone Sumatera Rubber Estate
dipakai di Aek Nabara. Menurut catatan pada masa itu, inilah kebun karet yang
terbesar diseluruh dunia yaitu pada tahun 1930-1936 yang mana PT. Bridgestone
Sumatera Rubber Estate mempergunakan tanaman okulasi.
Sekitar tahun 1942-1945 merupakan masa pendudukan Jepang dan
perkebunan ini dikuasai oleh Jepang. Setelah Jepang kalah perang dan angkat
kaki dari Indonesia, perkebunan ini diusahakan oleh suatu badan yang diorganisir
dan dibawahi oleh pemerintah Militer Belanda yaitu sekitar tahun 1946-1949,
tetapi perkebunan ini tidak menghasilkan keuntungan. Setelah penyerahan
kedaulatan dari Belanda kepada pemerintah Indonesia, PT. Bridgestone Sumatera
Rubber Estate menerima miliknya pada tahun 1949 dan tahun 1953 berganti
nama dari NV. Bridgestone Landbow Maatschapaij menjadi PT. Bridgestone
Sumatera Rubber Estate.
Tahun 1965-1967 PT. Bridgestone Sumatera Rubber Estate diambil alih
pemerintah Indonesia berdasarkan Pempres No. 6/ 1964 sebagai akibat dari politik
alih dan namanya diganti dengan PP Ampera I yang kemudian dilebur menjadi
PPN Karet XVIII.
Pada tahun 1967 oleh Pemerintah Orde Baru, manajemen perusahaan ini
diserahkan kepada pemiliknya dan sebagaimana didalam perjanjian antara
Pemerintah RI dengan pihak Bridgestone Tire and Rubber Company tertanggal
10 Oktober 1967. Kebun Aek Nabara diserahkan kepada Negara dan sebagai
gantinya kebun Dolok Ulu dan Naga Raja yang sebelumnya milik Negara
diserahkan kepada Bridgestone. Tahun 1973 ketiga perkebunan tersebut adalah :
1. Dolok Merangir.
2. Dolok Ulu.
3. Naga Raja.
Ketiganya dijadikan satu unit dan dibagi 4 divisi yang luasnya masing-
masing sama. Pada tahun ini juga kebun Naga Raja dan Dolok Ulu beralih dari
PPN menjadi milik perusahaan Bridgestone. Perkebunan PT. Haboko Tea Coy
Aek Tarum diurus Bridgestone dari PT. Lonsum pada tanggal 1 Oktober 1982.
PT. Bridgestone Sumatera Rubber Estate yang berkantor di Dolok
Merangir
Berjarak 20 km dari Pematang Siantar dan 108 km dari Medan. Saat ini PT.
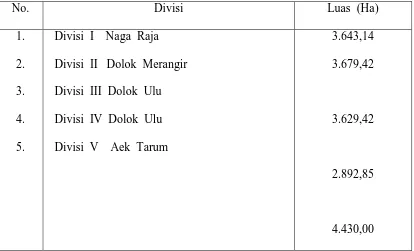
Bridgestone Sumatera Rubber Estate menempati areal seluas 18.914,43 Ha yang
Tabel 2.1. Luas Tiap Divisi PT. Bridgestone Sumatera Rubber Estate
No. Divisi Luas (Ha)
1.
2.
3.
4.
5.
Divisi I Naga Raja
Divisi II Dolok Merangir
Divisi III Dolok Ulu
Divisi IV Dolok Ulu
Divisi V Aek Tarum
3.643,14
3.679,42
3.629,42
2.892,85
4.430,00
Sumber : Kantor HRD PT. Bridgestone Sumatera Rubber Estate Dolok Merangir.
Divisi I-IV terletak di Kabupaten Simangulun dan divisi V terletak di
Kabupaten Asahan. Tiap divisi dikepalai oleh seorang manager. PT. Bridgestone
Sumatera Rubber Estate Division II Dolok Merangir mempunyai 3 (tiga) utama
yakni :
1. DX Factory.
2. DM Factory.
3. FM Factory.
2.3. Ruang Lingkup Bidang Usaha
PT. Bridgestone Sumatera Rubber Estate merupakan perusahaan yang
merupakan sumber bahan baku utama pabrik disamping perkebunan-perkebunan
karet rakyat yang menjualnya ke perusahaan ini. Kegiatan penanaman karet
memakai jenis Havea Brasiliensis dan mengolahnya menjadi Crumb Rubber.
Adapun Crumb Rubber yang dihasilkan sesuai ketentuan mutu karet Indonesia
atau Standard Indonesia Rubber (SIR), yaitu :
a. SIR 5.
b. SIR 10.
c. SIR 20.
d. SIR 3 CV 50.
e. SIR 3 CV 60.
f. SIR 3 CV 70.
g. SIR 3 L.
2.4. Lokasi Perusahaan
Pabrik pengolahan Crumb Rubber PT. Bridgestone Sumatera Rubber Estate
Dolok Merangir terletak di Pos Serbelawan, Kabupaten Simangulun, Propinsi
Sumatera Utara dan dibangun diatas areal tanah seluas 106.537,58 m2.
Dalam areal ini terdapat bangunan seperti Head Office, kantor Human
Resources Development (HRD), kantor Proccesing, kantor Quality Control
kantor AWS (Auto Work Shop), DX factory, Pallete Storage, Toilet, Mushola,
Parkir, Pos Satpam dan Laboratorium.
Areal pabrik PT. Bridgestone Sumatera Rubber Estate Dolok Merangir ini
mempunyai batas-batas sebagai berikut :
- Sebelah Timur, kebun karet PT. Bridgestone Sumatera Rubber Estate.
- Sebelah Barat, pemukiman penduduk.
- Sebelah Utara, kebun karet PT. Bridgestone Sumatera Rubber Estate.
- Sebelah Selatan, perumahan karyawan.
2.5. Daerah Pemasaran
Jenis Crumb Rubber yang dihasilkan merupakan jenis produk untuk tujuan
ekspor, dimana PT. Bridgestone Sumatera Rubber Estate Dolok Merangir adalah
tempat untuk proses pengolahan Crumb Rubber dan negara tujuan ekspor yang
utama adalah Jepang, tepatnya di kota Yokohama, Yokoichi, Hakata, dan Moji.
Tujuan ekspor ditentukan oleh kantor Bidgestone Tire and Rubber Company yang
ada di Singapura, dan umumnya setiap pemesanan akan dilakukan disini. Untuk
kebutuhan dalam negeri, PT. Bridgestone Sumatera Rubber Estate hanya
memproduksi karet yang berdasarkan pesanan dari kantor cabang Bridgestone Tire
and Rubber Company yang ada dibogor.
2.6. Proses Produksi
PT. Bridgestone Sumatera Rubber Estate mempunyai standarisasi dalam
menghasilkan produk. Perusahaan ini juga selalu menjaga konsistensi mutu
produknya. Untuk mewujudkannya perusahaan telah mengimplementasikan Sistem
Manajemen ISO seri 9002 : 2000 dan telah memperoleh sertifikasi tertanggal 15
September 1994 dari lembaga akreditasi internasional terkemuka “LIoyd Register
Quality Company”, Inggris. Waktu proses untuk mendapatkan Sistem Manajemen
Mutu ISO 9002 :2000 di perusahaan ini adalah 18 bulan melibatkan semua unsur
dalam perusahaan mulai dari penanaman, pemeliharaan, pengeksploitasikan pohon
karet, hingga tahap pengolahan dan pemasaran hasil produk.
Arti dari sertifikasi yang didapat oleh perusahaan merupakan suatu sistem
mutu, model jaminan mutu dalam produksi dan pemasaran. Standar ini digunakan
bila telah tersedia suatu sistem desain yang sudah mapan bagi produknya.
Pengendalian untuk menjaga standar mutu produk PT. Bridgestone
Sumatera Rubber Estate ada beberapa kriteria mutu bahan baku yang diperlukan.
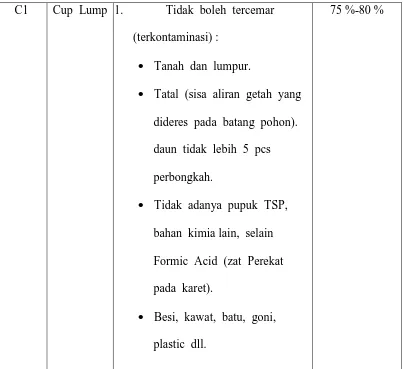
Kriteria dari mutu bahan baku dapat dilihat pada Tabel 2.2. berikut
Tabel 2.2. Kriteria Mutu Bahan Baku yang Digunakan PT. Bridgestone Sumatera Rubber Estate
C1 Cup Lump 1. Tidak boleh tercemar
(terkontaminasi) :
• Tanah dan lumpur.
• Tatal (sisa aliran getah yang
dideres pada batang pohon).
daun tidak lebih 5 pcs
perbongkah.
• Tidak adanya pupuk TSP,
bahan kimia lain, selain
Formic Acid (zat Perekat
pada karet).
• Besi, kawat, batu, goni,
plastic dll.
[image:30.595.98.501.111.480.2]75 %-80 %
Grade Nama Keterangan DRC
C2 Cup lump
2. Mutu :
• Ash Content (kadar abu pada
karet) maximum 0,75 %.
• Dirt Content (kadar kotoran
yang terdapat pada karet)
maximum 0,1 %. 3
1. Tidak boleh tercemar
(terkontaminasi) :
• Tanah dan lumpur.
• Tatal, daun tidak lebih 5 pcs
perbongkah.
• Pupuk TSP, bahan kimia
lain, selain Formic Acid.
• Besi, kawat, batu, goni,
plastic dll.
2. Mutu :
• Dirt Content max. 0,2 %. • Ash Content max. 1,0 %.
75 %-80 %
Pada perusahaan PT. Bridgestone Sumatera Rubber Estate ada beberapa
pengujian antara lain :
a) DRC (Dry Rubber Content = Kadar Karet Kering).
Adapun DRC yang ideal untuk mendapatkan hasil yang baik adalah antara
75 % - 80 %. (lihat Tabel 3.1.)
Adapun cara pengujian DRC adalah :
1. Giling 8 – 10 pass sampai kontaminasi terpisahkan dalam karet.
2. Dibagi menjadi beberapa bagian ± 2 – 2,5 kg setiap bagian.
3. Blending : Lipat 3 = 4 – 5 pass.
Lipat 2 = 2 – 3 pass.
Lembaran = 2 pass.
4. Tiriskan blanket ± 1 jam dengan k 75 % - 80 %.
5. Sampel :
Timbang blanket (Wt), potong sample 10 × 15 cm dari masing-masing blanket dan timbang dengan
ketelitian 0,1 gr.
Lembaran blanket dapat dilihat pada gambar 2.1 berikut :
[image:32.595.227.369.541.625.2]□
□
□
Gambar 2.1 lembaran Blangket
6. Keringkan di oven laboratorium dengan suhu 120 ºC selama ± 1
7. Perhitungan :
Wt. Dry 10 × 15 cm
% K = ——————————
Sample 10 × 15 cm
% K × Wt. Blanket
% DRC = ——————————
Wt. Sample
dimana :
K = kadar blanket.
Untuk pengendalian mutu produk dilakukan sesudah produk jadi diberi
pembungkus plastik. Pada While Spot prosedurnya hanya dilihat secara visual saja
oleh operator pada bagian ini, bila ada White Spot dibuang dengan pisau kecil.
Alat untuk mendeteksinya adalah Metal Detector, prosedurnya adalah sebagai
1. Setiap produk jadi yang telah dibungkus diletakan pada ban berjalan
sehingga melewati pendeteksi, jika ada unsur logam maka Metal Detector
akan berbunyi.
2. Apabila mengandung unsur logam, maka oleh operator akan diperiksa.
3. Setelah diperiksa dengan cara membelah bagian yang mengandung unsur
logam, setelah didapat maka logam dibuang.
4. Bagian yang dibelah tadi dilewatkan lagi pada Metal Detector untuk
diperiksa lagi, apabila ada maka akan dilakukan prosedur sebelumnya
sehingga benar-benar didapat produk jadi tanpa ada unsur logam.
b) Dirt Content.
Pada proses ini dilakukan pengamatan kadar kotoran yang terdapat dalam
karet. Sampel yang diambil dari DX Factory lalu dibawa ke bagian pengendalian
mutu. Selanjutnya sampel dilarutkan dalam larutan mineral Terpentine dan larutan
disaring untuk memisahkannya dari kotoran yang terkandung dalam karet alam
tersebut. Setelah kering, kotoran ditimbang sebagai persentase kadar kotoran dari
karet.
Persiapan Peralatan :
1. Saringan 325 Mesh setelah dicuci bersih, dimasukan ke dalam Oven 100
menggunakan Slide Projector untuk memeriksa kerusakan dan memastikan
kebersihan saringan tersebut.
2. Labu ukur 500 mL isis dengan Mineral Terpentine sebanyak 230 mL dan
tambahkan 1,2 mL Curio TS ke dalamnya.
Prosedur Analisa :
1. Timbang sample 4× Blending ± 30 gram.
2. Tipiskan sebanyak 2 pass dengan celah rol 0,5 ± 0,1 mm lipat dua.
3. Timbang sample yang telah ditipiskan 10 gr ± 0,1 mg. Rajang menjadi ± 10
bagian dan masukan sampel ke dalam labu yang telah berisi Terpentine
dan Curio TS.
4. Panaskan labu beserta isinya di infrad red dengan suhu 120 – 130 ºC
hingga sampel melebur. Guncang labu dengan tangan secara perlahan.
5. Ketika sampel benar-benar larut sempurna, saring larutan yang masih
dalam keadaan panas ke saringan 325 Mesh secara perlahan. Dan pastikan
bahwa seluruh kotoran didalam labu telah tertuang dengan baik.
Sebelumnya timbang saringan dalam keadaan kosong dengan ketelitian 0,1
mg.
6. Siram labu dengan Washing Bottle untuk meluruhkan kotoran yang masih
terikat pada dasar labu agar masuk ke dalam saringan.
7. Cuci bagian luar saringan lalu masukan ke dalam Oven dengan suhu 100
8. Dinginkan bagian luar saringan lalu masukan ke dalam Oven dengan
ketelitian 0,1 mg.
9. Penentuan analisa :
M2 – M1
% DRC= ————— × 100 %
M0
Dimana : M0 = Berat sampel.
M1 = Berat saringan kosong.
M2 = Berat saringan + kotoran.
c) Ash Content.
Untuk Ash Content dilakukan pengamatan kadar abu yang terdapat
didalam karet. Sampel yang telah diambil dari DX Factory lalu dibawa ke Quality
Control Department (bagian pengendalian mutu). Selanjutnya sampel yang berada
dalam Crucible dipanaskan diatas Hot Plate. Setelah zat-zat yang tidak
dibutuhkan menguap, Crucible dipindahkan ke Muffle Furnace untuk dibawa
sehingga karbon didalamnya benar-benar terbakar habis dan yang tersisa hanya
abu.
Panaskan Crucible yangf bersih ± 30 menit didalam Muffle Furnace dengan
suhu 550 ºC ± 25 ºC. Biarkan dingin didalam Desiccator hingga mencapai suhu
ruangan.
Prosedur Analisa :
1. Timbang sampel ex Blending 5 gr ± 0,1 mg.
2. Masukan ke dalam Crucuble, sebelumnya timbang Crucible dalam keadaan
kosong.
3. Panaskan Crucible berisi sampel diatas Hot Plate didalm Fume cupboard.
4. Jika sampel telah terdekomposisi menjadi karbon, pindahkan ke Muffle
Furnace dengan suhu 550 ºC ± 25ºC. Pemanasan berlanjut selama 2- 2,5
jam dan setelah karbon teroksidasi yang tersisa hanya abu.
5. Keluarkan Crucible dengan penjepit secara perlahan dari Muffle Furnace.
6. Masukan ke dalam Desiccator hingga mencapai suhu ruangan.
7. Timbang Crucible berisi abu dengan hati-hati.
8. Penetuan Analisa :
M2 – M1
Ash Content = ————— × 100 %
M0
Dimana M0 = Berat sampel.
M1 = Berat Crucible kosong.
d) PO/PRI.
Plasticity Retention Index (PRI) atau penentuan elastisitas karet selama
penyimpangan. Penentuan nilai elastisitas pada sampel yang belum diusangkan
dan sampel yang diusangkan dengan memasukannya ke dalam oven pada suhu
140 ºC. PRI adalah nilai tengah elastisitas setelah dan sebelum pengusangan
dikali dengan 100.
Persiapan contoh :
1. Timbang sampel ex Blending 30 gr.
tipiskan sebanyak 3 pass dengan ketebalan 1,7 mm.
2. Lipat 2 dan permukaannya dengan tangan. Pastikan tidak terdapat lubang
dan gelembung udara.
3. Potong dengan Wallace Punch sebanyak 6 butir dengan tebal 3,2 -3,6 mm.
Gunakan Thickness Gauge untuk mengukur ketebalan.
4. 3 butir untuk analisa PO dan 3 butir untuk analisa PA.
Persiapan Peralatan :
1. Oven dengan suhu 140 ºC.
2. Plastimeter harus berada pada suhu 100 ºC ± 1 ºC.
3. Kertas TST berukuran 35 mm × 35 mm.
Pengusangan :
1. Pastikan Oven sudah mencapai suhu 140 ºC.
3. Setelah 30 menit ± 0,25 menit, keluarkan talam dari Oven.
4. Biarkan sampel mencapai suhu ruangan.
Prosedur Analisa :
1. Analisa PO dan PA dilakukan secara bersamaan, masukan sebutir sampel
diantara 2 lembar kertas TST dan letakan diantara 2 Plate Wallace yang
akan mengepresnya menjadi setebal 1 mm ± 0,01 mm.
2. Ketika Plate ditutup, jarum pengukur ketebalan harus berada pada posisi
nol.
3. Periode Pre-Heating adalah 15 detik.
4. Periode Pre-Heating, Plate akan berputar dengan kekuatan tekanan 100 N
± 1 N selama 15 detik ± 0,2 detik.
5. Setelah periode ini terdengar bunyi ketukan menandakan proses telah
selesai, maka lakukan pembacaan sebelum Drop- Back.
6. Penetuan Analisa :
7.
Pa
PRI = ————— × 100
P0
Dimana : Pa = Niiai sebelum pengusangan.
2.6.2. Bahan Yang Digunakan a. Bahan baku.
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk,ikut
dalam proses produksi dan memiliki presentasi terbesar dibanding bahan-bahan lainnya.
Bahan baku yang digunakan adalah Cump Lump (getah mangkuk). Cump Lump
didapat dari kebun sendiri yang dikelola oleh PT. Bridgestone Sumatera Rubber
Estate. Khusus untuk SIR 10 bahan baku yang digunakan oleh PT. Bridgestone
Sumatera Rubber Estate adalah kriteria getah Cump Lump mutu C1 dan C2.
b. Bahan penolong.
Bahan penolong adalah bahan yang digunakan dalam proses produksidan
ditambahkan ke dalam proses pembuatan produk yang mana bukan bagian dari produk
akhir. Bahan penolong yang digunakan adalah Air, untuk penggunaan Air
dilakukan dalam proses produksi yang bersih yang tidak banyak mengandung
zat-zat kimia dan kotoran.
Adapun kegunaannya dari pada Air ini :
- Mencuci bahan baku dari kotoran yang melekat seperti pasir, batu dan
kayu.
- Membuat larutan-larutan dari bahan kimia di laboratorium.
- Mendinginkan motor-motor pembangkit tenaga.
c. Bahan tambahan.
Bahan tambahan adalah bahan-bahan yang ditambahkan guna menyelesaikan suatu
produk atau suatu bahan yang ditambahkan pada produk dimana bahan ini bagian akhir
dari produk. Bahan tambahan pada pabrik karet Bridgestone
1. Plastik.
Plastik digunakan untuk membungkus karet yang sudah selesai dipres
yang ditaruh dalam Pallet.
2. Pallet.
Sebahagian pembuatan Pallet dilakukan di perusahaan PT. Bridgestone
Sumatera Rubber Estate dan ada yang dipesan langsung dari Singapura.
Penggunaan Pallet (peti yang terbuat dari kayu) adalah untuk bandela yang telah
dipres dan dibungkus.
2.6.3. Uraian Proses
Proses pengolahan getah karet di PT. Bridgestone Sumatera Rubber Estate
untuk SIR 10 dilakukan di DX Factory.
Untuk spesifikasi karet SIR 10 yang harus dipenuhi dalam produksi dapat
[image:41.595.93.510.671.728.2]dilihat pada Tabel 2.3.
Tabel 2.3. Spesifikasi Karet SIR 10
No. Parameter Standard Indonesian
1
2
3
Dirt Content (kadar kotoran pada karet)
(% Max)
Ash Content (kadar abu yang terdapat pada)
(% Max)
Po/ PRI (Elastisitas karet selama dalam
penyimpanan) (Min).
0,10
0,75
30-60
Sumber : Kantor Adm. Processing PT. Bridgestone Sumatra Rubber Estate Dolok Merangir
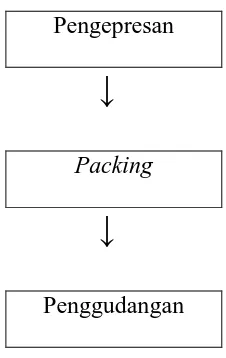
Untuk uraian proses produksi meliputi beberapa bagian, yakni :
Penerimaan
↓
Penyortiran
↓
Pencincangan
↓
Pemotongan
↓
Pengeringan
↓
Penimbangan
Pengepresan
↓
Packing
↓
[image:43.595.244.357.108.287.2]Penggudangan
Gambar 2.2. Uraian proses produksi pengolahan karet
Untuk lebih jelas uraian diatas akan diterangkan pada bagian berikut ini:
1. Penerimaan.
Data-data mengenai bahan baku yang dibawa ole truk harus diperiksa terlebih
dahulu oleh bagian penerimaan dengan menyesuaikannya dengan data yang ada
pada administrasi. Setelah diterima truk baru ditimbang pada bagian
penimbangan
2. Penyortiran.
Bahan baku dibawa truk ke jembatan timbang untuk melakukan timbang
isi. Kemudian truk menuju ke lapangan penumpukan, disini muatan truk
dibongkar dan disortir oleh pekerja berdasarkan grade yang telah
ditentukan perusahaan. Apabila ada bahan baku diluar ketentuan maka
3. Pencincangan.
Bahan baku dalam truk dibongkar dilapangan Precleaning 1–6 (LPC1 –
LPC6) untuk dicuci guna menghilangkan kotoran. Setelah dicuci bahan
baku dicincang agar bisa masuk ke mesin Pre Breaker. Lalu oleh operator
bahan baku diletakan di Belt Conveyor untuk dibawa menuju ke mesin
Pre Breaker, disini bahan baku dicincang menjadi ukuran yang kecil. Hasil
keluaran jatuh di bak pencucian, lalu dengan arus air aakan dialirkan
mengitari bak pencucian. Kemudian bahan baku dibawa dengan Bucket
Conveyor menuju Hidrocyclone. Bahan baku yang ada didalam
Hidrocyclone dipompakan menuju truk yang telah menunggu. Setelah terisi
penuh, truk menuju ke BIN. Di BIN bahan baku dimaturasi selama 1
minggu, selama maturasi di setiap BIN diambil sampel untuk di uji DRC
(Dry Rubber Content). Setelah 1 minggu, bahan baku di pindahkan ke
DX Factory dengan menggunakan CAT.
4. Pemotongan.
Di DX Factory, kembali bahan baku dipotong-potong untuk bisa
masuk kedalam mesin Pre Breaker I. Selanjutnya oleh operator diletakan
di Belt Conveyor untuk di bawa menuju ke mesin Pre Breaker I. Disini
bahan baku mengalami proses penekanan oleh Screw Press untuk melewati
Die Plate yang belubang-lubang dengan diameter lubang 38 mm. Bahan
yang keluar dari lubang-lubang Die Plate segera dipotong-potong oleh
dari mesin Pre Breaker I ini akan berpindah ke Rotary Screen dengan
bantuan air. Didalamnya, bahan baku disiram air dengan proses rotasi agar
menyaring kotoran yang masih ada. Selanjutnya kotoran akan jatuh ke
bagian Rotary Screen. Dengan bantuan aliran air bahan baku dibawa ke
bak penampungan, disini bahan baku disirkulasi oleh 2 unit pompa yang
secara kontinu memompakan air.
Dengan pensirkulasian ini dan ditambah adanya sekat yang
dipasang didasar bak maka bahan baku diharapkan bercampur secara
merata dan dilakukan selama 2 jam. Apabila bahan baku bercampur
homogen, maka Bucket Conveyor I yang ada didalam bak penampungan
membawa bahan baku ke Cyclone Tank I dan disni terjadi proses
pencucian bahan baku. Lalu bahan baku dibawa dengan Bucket Conveyor
II yang ada di Cyclone Tank I menuju mesin Pre Breaker II. Di mesin ini
bahan baku mengalami proses penekanan oleh Screw Press untuk melewati
Die Plate yang berlubang-lubang dengan diameter 32 mm. Bahan yang
keluar dari lubang-lubang Die Plate segera dipotong oleh pisau yang
berputar sehingga ukurannya menjadi lebih kecil dan keluaran dari mesin
Pre Breaker II akan berpindah ke Settling Tank I dengan bantuan air.
Bucket Conveyor III yang ada di Settling Tank I membawa bahan
baku ke mesin Hammer Mill. Pada mesin Hammer Mill, terjadi proses
pemotongan kembali hingga ukuran bertambah kecil. Keluaran dari
terjadi proses pencucian kembali. Selanjutnya bahan baku akan dibawa
oleh Bucket Conveyor IV yang berada di Settling Tank II menuju Ventury
Tank dan terjadi proses pencucian kembali.
Bucket Conveyor V yang ada di Ventury Tank membawa bahan
baku menuju ke mesin Extuder I. Di mesin ini bahan baku mengalami
proses yang sama pada Pre Breaker I hanya saja diameter lubang Die Plate
yang digunakan berdiameter 4 – 4,5 mm. Lalu dengan bantuan air, bahan
keluar dari mesin Extruder I dibawa dan ditampung di Cyclone Tank II.
Disni terjadi lagi proses pencucican kembali.
Bucket Conveyor IV yang ada di Cyclone Tank II membawa bahan
baku menuju ke mesin Extruder II dan kembali mengalami proses yang
sama terjadi di mesin Extruder I tetapi diameter lubang Die Plate adalah
2,4 – 3 mm. Pencucian bahan baku yang banyak dilakukan diantara mesin
Pre Breaker I sampai mesin Extruder II bertujuan agar bahan baku
benar-benar bersih dari unsur kotoran.
5. Pengeringan.
Pada bak penampung, butiran karet akan dipercikan larutan HaNS
10 %. Dari bak penampung, butiran karet dihisap ke Hidrocyclone Pump
dengan Blower dan dipompakan menuju Trolley. Butiran karet jatuh ke
dalam Trolley yang didalamnya terdapat 28 kotak (masing-masing
berukuran 75 cm × 40 cm × 25 cm). Ke dalam tiap kotak diisi sampai
sini butiran karet dimasak dengan suhu antara 120 ºC -135 ºC selama 190
menit.
Sumber panas yang digunakan berasal dari Burner yang
menyemburkan api dari pembakaran bahan bakar minyak. Untuk proses ini
digunakan 2 unit Burner, dimana Burner I bekerja secara kontinu dan
Burner II berfungsi sebagai pembantu Burner I. Apabila panas dalam ruang
pengering berkurang maka Burner II akan segera bekerja dan apabila
panas telah cukup maka Burner II ini akan berhenti. Setelah 190 menit
dalam mesin Dyer, maka Trolley akan keluar secara otomatis. Selanjutnya
Trolley didinginkan dengan bantuan kipas angin selama 15 menit agar
karet yang telah dikeringkan (bandela) dapat dipindahkan oleh operator ke
meja penumpukan dengan gancu.
6. Penimbangan.
Pada tahap penimbangan ini, bandela-bandela ditimbang sebanyak
3,5 kg. Lalu bandela yang telah ditimbang dipindahkan ke mesin Press.
7. Pengepresan.
Bandela yang beratnya 3,5 kg dipres di mesin Pres dengan tekanan
1500 PSi sehingga didapat bandela berbentuk bale dengan ukuran 61 × 34
× 20 cm.
8. Pembungkusan.
Bandela yang telah dipres kemudian dipindahkan ke meja inspeksi
dibungkus, petugas dari laboratorium akan mengambil sampel untuk uji
karakteristik mutu. Untuk pemeriksaan mutu diambil 1 sampel dari tiap
bandela.
Sampel yang diambil adalah dari kedua siku bandela yang
berhadapan. Berat kedua potongan adalah sekitar 600 gram. Selanjutnya
sampel dibawa ke laboratorium oleh petugas.
Selanjutnya bandela yang dibungkus dilewatkan oleh operator ke
Metal Detector untuk pengujian ada tidaknya logam. Setelah dilewatkan,
bandela diletakan dan disusun dalam Forming Box.
Bandela yang ada didalam Forming Box lalu dipindahkan ke
pengepresan, dimana Forming Box akan ditimpa oleh besi Pres seberat 1-2
ton selama 1 hari.
Setelah 1 hari, Besi Pres diangkat dari atas, dari Forming Box dan
bandela dikeluarkan lalu diletakan pada peti kayu yang disebut Pallet.
[image:48.595.120.511.582.666.2]Dimana satu Pallet berisikan 36 bandela dan ini beratnya adalah 1260 kg.
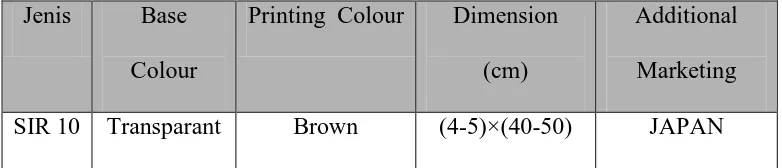
Tabel 2.4. Kriteria Plastik Untuk SIR 10 Jenis Base
Colour
Printing Colour Dimension
(cm)
Additional
Marketing
SIR 10 Transparant Brown (4-5)×(40-50) JAPAN
9. Penggudangan.
Pallet dipindahkan ke Pallet Storage dengan menggunakan Forklift.
Di dalam gudang, Pallet kemudian ditempel kertas yang bertuliskan
alamat Pengiriman, Pallet lalu dibungkus dengan plastik.
Pallet yang dibungkus kemudian dimasukan ke dalam Metal Box
dengan menggunakan katrol secara manual. Lalu Pallet yang ada didalam
Metal Box disusun bertingkat dengan Forklift dan setelah selesai maka
akan menunggu untuk pengiriman.
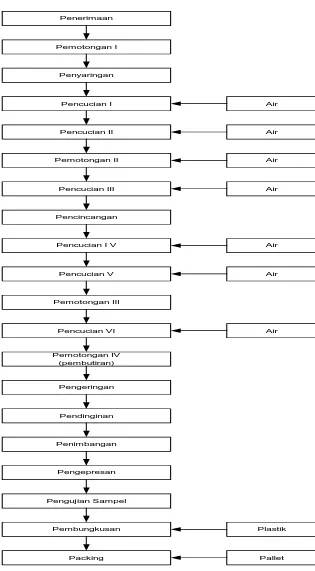
Untuk lebih jelas tentang uraian proses, dilihat pada blok diagram
Penerimaan
Packing Pembungkusan Pengujian Sampel
Pengepresan Penimbangan Pendinginan Pengeringan Pemotongan IV
(pembutiran) Pencucian VI Pemotongan III
Pencucian V Pencucian I V Pencincangan Pencucian III Pemotongan II
Pencucian II Pencucian I Penyaringan Pemotongan I
Plastik
[image:50.595.138.453.103.674.2]Pallet Air Air Air Air Air Air Air
2.7 Mesin Dan Peralatan 2.7.1. Mesin Produksi
Dalam era industrialisasi sekarang ini PT. Bridgestone Sumatera Rubber
Estate merupakan perusahaan yang menggunakan teknologi yang mengarah ke
sistem otomisasi dari segi mekanik maupun listrik, walaupun masih ada beberapa
bagian yang dilakukan secara manual. Dalam hal ini mesin merupakan sarana
utama pada proses pengolahan mulai dari bahan baku sampai produk jadi.
Adapun berbagai spesifikasi mesin yang dipergunakan adalah sebagai berikut :
a. Bagian pemotongan.
1. Pre Breaker I
Merk : Reinevelt
Type : Cheong Heng
Kapasitas : 1500 - 4000 kg/ jam
Power : Motor 60 HP; 220/ 380 V; 56,74 AMP; Cos
φ : 0,8; 50 Hz; 1450 Rpm
Die Plate Hole : 38 mm
Jumlah : 1 unit
Fungsi : Memotong bahan baku menjadi ukuran
38 mm
2. Pre Breaker II
Type : Cheong Heng
Kapasitas : 1500 - 4000 kg/ jam
Power : Motor 60 HP; 220/ 380 V; 56,74 AMP; Cos
φ : 0,8; 50 Hz; 1450 Rpm
Die Plate Hole : 38 mm
Jumlah : 1 unit
Fungsi : Memotong bahan baku menjadi ukuran 38
mm
3. Hammer Mill
Power : Motor 60 HP; 220/ 380 V; 85,11 AMP; Cos
φ : 0,8; 50 Hz; 1550 Rpm
Screen Hole : 35 mm
Jumlah : 1 unit
Fungsi : Mencincang bahan baku menjadi lebih kecil
hasil keluaran dari mesin Pre Breaker II
4. Extruder I
Merk : TECO
Type : 3213 RFE
Kapasitas : 600 - 700 kg/ hari
Power : Motor 40 HP; 380 V; 58,5 AMP;
Die Plate Hole : 4 mm – 4,5 mm
Jumlah : 1 unit
Fungsi : Mencincang bahan baku menjadi lebihkecil
lagi hasil keluaran dari mesin Hammer Mill.
5. Extruder II
Merk : TECO
Type : 3233 RFH
Kapasitas : 600 - 700 kg/ jam
Power : Motor 40 HP; 380 V; 58,5 AMP;
Cos φ : 0,8; 50 Hz; 1455 Rpm
Die Plate Hole : 2,4 mm – 3 mm
Jumlah : 1 unit
Fungsi : Mencincang bahan baku menjadi lebih kecil
dari Extruder I hingga keluaran berbentuk
butiran karet.
6. Dryer
Merk : KGSB
Kapasitas : 550 kg/ jam
Power : 220/ 450 V; 120 AMP; Cos φ 0,85
Jumlah : 1 unit
b. Bagian Penimbangan
Merk : Avery Birmingham
Type : 3213 BPE
Kapasitas : 35 kg
Jumlah : 1 unit
Fungsi : Menimbang bandela yang telah dimasak.
c. Bagian Pengepresan
Merk : KGSB
Power : Motor 150 HP; 220/ 380 V; 14,18 AMP;
Cos φ : 0,8; 50 Hz; 2000 Rpm
Cylinder Pressure : 1.500 Psi
Jumlah : 1 unit
Fungsi : Untuk mengepres bandela supaya membentuk
Bale
2.7.2. Peralatan
Peralatan yang digunakan merupakan sebagai alat bantu dalam
melancarkan proses produksi mulai dari pengadaan bahan baku hingga
penyimpanan produk jadi.
Adapun pembagian peralatan menurut fungsinya adalah :
1. Peralatan Pendukung Proses Produksi.
1. Host Crane
Berfungsi sebagai alat transportasi untuk dipakai dalam
mengumpulkan bahan baku pada suatu tempat penumpukan
ke Belt Conveyor.
2. Belt Conveyor
Arus : 7,09 Amp
Daya : 5 HP
Kapasitas : 850 kg/ jam
Voltase : 380 V
Fungsi : Alat transportasi untuk membawa bahan
baku ke mesin Pre Breaker I.
b. Bagian Pemecahan
1. Rotary Screen
Arus : 14,18 Amp
Daya : 2 HP
Kapasitas : 1500 kg/ jam
Voltase : 380 V
Fungsi : Alat untuk menyaring kotoran yang didalam
nya terjadi proses penyiraman bahan baku
karet.
2. Bucket Conveyor
Arus : 2,84 Amp
Daya : 2 HP
Kapasitas : 1000 - 2000 kg/ jam
Voltase : 380 V
Fungsi : Alat trasportasi untuk membawa hasildari
Rotary Screen ke Cyclone Tank I.
3. Cyclone Tank I
Berfungsi mencuci bahan baku karet dari Rotary Screen.
4. Bucket Conveyor II
Arus : 2,84 Amp
Daya : 2 HP
Kapasitas : 1000 - 2000 kg/ jam
Voltase : 380 V
Fungsi : Alat trasportasi untuk membawa hasildari
Cyclone Tank I ke mesin Pre Breaker
II.
5. Settling Tank I
6. Bucket Conveyor III
Arus : 2,84 Amp
Daya : 2 HP
Voltase : 380 V
Fungsi : Alat trasportasi untuk membawa hasildari
Settling Tank I ke Hammer Mill.
7. Settling Tank II
Berfungsi Mencuci bahan baku karet dari mesin Hammer Mill.
8. Bucket Conveyor IV
Arus : 2,84 Amp
Daya : 2 HP
Voltase : 380 V
Fungsi : Alat trasportasi untuk membawa hasildari
Settling Tank II ke Ventury Tank.
9. Ventury Tank
Berfungsi mencuci bahan baku karet dari Settling Tank II.
10.Bucket Conveyor V
Arus : 2,84 Amp
Daya : 2 HP
Fungsi : Alat trasportasi untuk membawa hasil dari
Ventury Tank ke Extruder I.
11.Cyclone Tank
Berfungsi mencuci bahan baku karet dari Extruder I.
12.Bucket Conveyor VI
Arus : 2,84 Amp
Daya : 2 HP
Voltase : 380 V
Fungsi : Alat trasportasi untuk membawa hasil dari
Cyclone Tank II ke Extruder II.
2. Peralatan Laboratorium.
1. Peralatan pada percobaan kadar kotoran pada karet (Dirt Content).
a. Analitycal Balance.
b. Penjepit.
c. Lab Mill.
d. Gunting.
e. Labu Ukur.
g. Saringan 325 Mesh.
h. Ultrasonic Cleaner.
i. Pemanas Infra Red.
j. Slide Projector.
2. Peralatan pada percobaan kadar abu (Ash Content).
a. Analitycal Balance.
b. Oven.
c. Porcelain Crucible.
d. Hot Plate.
e. Desicator.
f. Gunting.
g. Muffle Furnace.
h. Penjepit.
i. Fume Cupboard.
j. Talam.
3. Peralatan penentuan elastisitas karet selama penyimpanan (Po/ Pri).
a. Plastimeter.
b. Kertas TST.
c. Oven.
d. Talam.
e. Lab Mill.
g. Wallace Punch.
h. Gunting.
2.7.3. Utilitas
Untuk mendukung proses produksi, dibutuhkan unit-unti pendukung.
Adapun unit-unit pendukung tersebut sebagai berikut :
1. Sumber Listrik.
PT. Bridgestone Sumtera Rubber Estate bersumber dari Perusahaan Listrik
Negara (PLN) dan generator. Sumber Listrik dari PLN digunakan dalam kegiatan
proses produksi, seperti menjalankan Bucket Conveyor, menyediakan arus listrik
pada mesin-mesin produksi dan fasilitas produksi lainnya.
Selain itu listrik PLN digunakan juga sebagai sumber penerangan pada :
a. Area kerja.
b. Kantor-kantor.
c. Perumahan staff karyawan yang terletak dekat lokasi pabrik.
2. Air.
Pemakaian air untuk proses pengolahan di Pabrik DX adalah sangat besar.
Hal inilah yang menyebabkan dalam pendirian pabrik selalu dicari tempat yang
potensi airnya mencukupi.
a. Untuk proses pengolahan Crumb Rubber pada setiap mesin dimana
setiap bahan baku yang keluar dari mesin baik ke Pre Breaker,
Hammer Mill dan Extruder akan dicuci dengan tujuan
menghilangkan kotoran-kotoran.
b. Sebagai bahan tambahan dan pencuci peralatan di laboratorium.
c. Sebagai bahan pendingin, pencuci dan perawatan instalansi peralatan
dan mesin-mesin.
Selain untuk keperluan pabrik, air juga digunakan untuk kebutuhan air
karyawan perusahaan terutama pada kamar mandi. Sumber air di PT. Bridgestone
Sumatera Rubber Estate bersumber dari 3 yakni :
• Sungai.
• Mata air dan sumur bor.
• Air limbah yang telah diolah di kolan limbah.
3. Auto Workshop (Bengkel)
Bengkel merupakan bengkel khusus yang disediakan oleh perusahaan
dalam rangka pemeliharaan, perawatan dan perbaikan alat-alat transportasi yang
sangat dibutuhkan dalam kelancaran proses produksi. Adapun alat-alat transportasi
yang banyak digunakan adalah :
- Dump Truck.
- Forklift.
Agar proses produksi berjalan lancar maka perlu adanya pemeliharaan dan
perbaikan terhadap kerusakan-kerusakan yang terjadi pada mesin, peralatan dan
fasilitas produksi atau kantor. Untuk itu maka perusahaan dilengkapi beberapa
bengkel dengan tujuan perawatan korektif peralatan dan fasilitas produksi, dimana
perusahaan menyediakan unit perbengkelan berupa :
a. Bengkel mesin.
b. Bengkel listrik.
c. Bengkel umum.
Dalam bengkel ini terdapat alat-alat dan mesin-mesin seperti mesin frais,
mesin bubut, mesin ketam, mesin gerinda, las listrik dan berbagai mesin perkakas
lainnya. Dengan adanya bengkel ini, perusahaan dapat menekan biaya perbaikan
seminimal mungkin dan waktu perbaikan alat yang lebih singkat bila dikerjakan
oleh pihak lain.
4. Laboaratorium
Laboratorium di PT. Bridgestone Sumatera Rubber Estate langsung
ditangani oleh bagian Quality Control Department. Laboratorium mempunyai
peranan yang sangat penting dalam menunjang mutu produk yang dihasilkan oleh
pabrik. Dengan adanya Laboratorium, maka dapat diadakan analisa yang teliti
terhadap hal-hal yang berhubungan dengan mutu produk.
Hasil analisa di informasikan ke bagian produksi sehingga dapat diketahui
adanya informasi yang diterima maka bagian produksi dapat mengambil
tindakan-tindakan yang diperlukan agar mutu produk tetap baik sehingga kerugian-kerugian
yang terjadi dapat dihindarkan.
5. Kolam Air Limbah
Kolam air limbah merupakan tempat penampungan air sementara dari
pabrik sebelum dialirkan ke sungai. Pada kolam air limbah ini, air dari pabrik
yang dicemari oleh unsur-unsur pencemar akan dinetralisir pada setiap kolam
yang berjumlah 6 unit. Pada kolam air limbah ini proses penyulingannya dengan
menggunakan proses Anaerob, yaitu proses sisa limbah tidak dapat di reduksi /
diurai oleh bakteri. Dimana setiap kolam akan mengurangi kadar-kadar unsur
pencemar tersebut. Sehingga pada kolam terakhir akan didapat air yang telah
memenuhi standard BOD dan COD sesuai dengan ketentuan.
2.7.4. Safety & Fire Protection
PT. Bridgestone Sumatera Rubber Estate merupakan sebuah perusahaan
yang amat memperhatikan keselamatan kerja. Keselamatan kerja merupakan
sarana utama untuk mencegah kecelakaan, cacat dan kematian yang diakibatkan
oleh kecelakaan kerja. Kecelakaan kerja dapat mengakibatkan hambatan-hambatan
yang sekaligus juga merupakan kerugian secara tidak langsung seperti kerusakan
mesin dan peralatan kerja, terhentinya proses produksi beberapa saat dan hal ini
Salah satu untuk memperkecil biaya produksi adalah menggunakan
mesin-mesin yang dilengkapi alat pelindung guna memperkecil akibat yang ditimbulkan
mesin jika terjadi kecelakaan. Masalah keselamatan kerja harus benar-benar
diperhatikan pada saat perancangan dan bukan baru difikirkan kemudian setelah
pabrik didirikan.
Namun sekalipun pabrik sudah beroperasi, perecanaan tetap penting untuk
mencapai standard keselamatan kerja yang tinggi. Terdapat beberapa prinsip
dalam perencanaan keselamatan dan efisiensi produksi yaitu :
1. Ciptakan keadaan yang aman untuk berjalan di lantai produksi,
tangga-tangga, tempat dan daerah kerja, lorong-lorong dan sebagainya.
2. Sediakan lantai yang cukup bagi mesin dan peralatan.
3. Upayakan pencapaian seaman mungkin ke setiap tempat yang menjadi
tujuan tenaga kerja.
4. Fasilitas transport yang harus di sertai perlengkapan keselamatan.
5. Mengisolasi daerah-daerah yang berbahaya.
6. Tersedianya alat-alat pemadam kebakaran yang memadai pada berbagai
tempat yang rawan kebakaran.
Cara untuk mencegah terjadinya kecelakaan kerja adalah dengan
menggunakan peralatan pelindung diri pada jenis pekerjaan di lapangan. Alat-alat
pelindung diri meliputi :
• Kaca mata biasa dan kaca mata khusus bagi pekerja yang ada di
• Pelindung telinga khusus digunakan bagi pekerja yang mendapatkan
kebisingan dari mesin-mesin dan peralatan produksi.
• Sepatu pengaman berupa sepatu bots untuk melindungi pekerja dari
kecelakaan yang disebabkan oleh benda berat, paku atau benda tajam,
lantai kerja yang licin dan sebagainya.
• Sarung tangan khusus untuk melindungi tangan si pekerja dari tusukan,
sayatan, terkena benda panas, bahan kimia, aliran listirk dan sebagainya.
Ini banyak digunakan di bagian Laboratorium.
• Pelindung pernafasan berupa masker khusus untuk melindungi pekerja dari
terhirupnya zat-zat kimia di bagian Laboratorium.
Khusus untuk Fire Protection, perusahaan menyediakan alat pemadam
pada tempat-tempat yang rawan kebakaran. Untuk pengamanan arus listrik maka
saklar-saklar harus ditempatkan pada posisi yang mudah dijangkau dan tertutup,
sekring harus pada panel tertutup, kabel listrik harus dipasang yang bagus agar
tidak terjadi korslet antar kabel dan putuskan listrik bila terjadi hal-hal yang
membahayakan keselamatan pekerja.
2.8. Struktur Organisasi Perusahaan
Pengorganisasian dari bagian yang berbeda-beda diperlukan struktur
organisasi yang akan memberikan pengertian yang mudah mengenai organisasi
Dengan adanya struktur organisasi, maka setiap karyawan dan pimpinan
akan mengetahui batas kewajibannya, wewenangnya serta tanggung jawab yang
dilimpahkan kepadanya.
Pimpinanan tertinggi PT. Bridgestone Sumatera Rubber Estate Dolok
Merangir di Indonesia adalah Chairmant Of Board yang berkedudukan di Akron,
Ohio, Amerika Serikat.
Sturktur Organisasi perusahaan PT. Bridgestone Sumatera Rubber Estate
Dolok Merangir berbentuk struktur Garis dimana pembagian tugas dilakukan
dalam bidang atau area pekerjaan yang sesuai dengan fungsinya dan garis instruksi
berasal dari garis yang sama. Pegawai hanya mengenal satu atasan. Bawahan tersebut
hanya menerima tugas, tanggung jawab, wewenang serta haknya besdasarkan fungsi.