PENENTUAN UMUR EKONOMIS MESIN SHEETER DENGAN
METODE BIAYA TAHUNAN RATA-RATA DI PTPN III
GUNUNG PARA TEBING TINGGI.
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
BOBBY HERTONO DYALIM
080423085
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PENENTUAN UMUR EKONOMIS MESIN SHEETER DENGAN
METODE BIAYA TAHUNAN RATA-RATA DI PTPN III
GUNUNG PARA TEBING TINGGI
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
BOBBY HERTONO DYALIM
080423085
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
( Ir.A.Jabbar M.Rambe.M.Eng ) ( Ir. Anizar, MKes.)
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
DAFTAR ISI
BAB HALAMAN
LEMBAR PENGESAHAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xii
ABSTRAK ... xiii
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-2 1.3. Tujuan Penelitian ... I-2 1.4. Manfaat Penelitian... I-3 1.5. Batasan Masalah ... I-3 1.6. Asumsi-asumsi yang Digunakan ... I-4 1.7. Sitematika Penulisan Tugas Sarjana ... I-4
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Daerah Pemasaran ... II-3 2.4.1. Segmentasi Pasar ... II-4 2.5. Dampak Sosial Ekonomi Terhadap Lingkungan ... II-7 2.6. Organisasi dan Manajemen ... II-8 2.6.1. Sturktur Organisasi Perusahaan ... II-8 2.6.2. Pembagian Tugas, Wewenang dan Tanggung Jawab ... II-12 2.6.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-16 2.6.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-18 2.7. Proses Produksi ... II-19
2.7.1. Standar Mutu Produksi ... II-19 2.7.2. Bahan yang Digunakan ... II-22 2.7.3. Uraian Proses Produksi ... II-23 2.7.4. Mesin dan Peralatan ... II-29
III LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3. Langkah-Langkah Pemecahan Masalah ... III-8 3.3.1. Pengelompokan Biaya ... III-8 3.3.2. Peramalan ... III-12
3.3.3. Perhitungan Total Biaya Tahunan Rata-Rata ... III-19
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Rancangan Penelitian... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Metode Pengumpulan Data ... IV-2 4.6. Metode Pengolahan Data ... IV-3 4.7. Skema Prosedur Penelitian ... IV-4 V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISIS DAN EVALUASI ... VI-1 6.1. Pergitungan Biaya Tahunan Rata-Rata ... VI-1 6.1.1. Biaya Operasi Tahunan Rata-Rata ... VI-1 6.1.2. Biaya Down Time... VI-2 6.1.3. Total Biaya Tahunan Rata-Rata... VI-3 6.2. Peramalan ... VI-4 6.3. Penentuan Umur Ekonomis Mesin Sheeter ... VI-5 6.3.1. Biaya Down Time Tahunan Rata-Rata (2000-2014) ... III-6 6.3.2. Biaya Operasi Tahunan Rata-Rata (2000-2014) ... III-7 6.3.3. Perhitungan Total Biaya Tahunan Rata-Rata ... III-8
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-5
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Sturktur Organisasi PT. Perkebunan Nusantara III Kebun
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Parameter Peramalan Biaya Operasi Metode ... L-1 2. Parameter Peramalan Biaya Down Time ... L-2 3. Daftar Mesin dan Peralatan ... L-3 4. Pembagian Tugas dan Tangung Jawab setiap Jabatan
KATA PENGANTAR
Puji dan Syukur Penulis ucapkan kehadirat Allah SWT, atas berkah, rahmat dan karunia-Nya yang telah menyertai penulis dalam menyelesaikan Tugas Sarjana ini.
Tugas Sarjana ini merupakan syarat dalam pelaksanan Tugas Sarjana yang harus dilaksanakan untuk memenuhi kurikulum pada Program Pendidikan Sarjana Ekstensi, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis menyadari bahwa Tugas Sarjana ini masih jauh dari kesempurnaan, maka penulis akan sangat berterimakasih kepada pembaca yang telah memberikan saran-saran dan kritik yang membangun untuk kesempurnaan Tugas Sarjana ini. Dan semoga Tugas Sarjana ini bermanfaat bagi pembaca dan terutama bagi penulis.
UCAPAN TERIMA KASIH
Puji syukur tak terhingga kepada Allah Swt yang mentakdirkan apa yang terbaik bagi hamba Nya. Sholawat dan salam pada Baginda Rasulullah SAW. Dalam penulisan karya akhir penulis banyak sekali menerima masukan, kritikan, dan bantuan dari berbagai pihak sehingga penulis dapat menyelesaikan karya akhir ini. Dalam hal ini penulis ingin mengucapkan terima kasih kepada:
1. Ibu Rosnani Ginting MT, selaku ketua Departemen Teknik Industri yang telah memberikan izin pelaksanaan Tugas Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
2. Bapak Ir. A. Jabbar M. Rambe, M.Eng. Selaku Dosen Pembimbing I, yang telah membimbing penulis, serta memberikan arahan selama penyelesaian karya akhir ini.
3. Ibu Ir. Anizar, M.Kes. Selaku Dosen Pembimbing II, yang telah banyak membimbing penulis, dan memberikan arahan serta masukan-masukan selama penyelesaian karya akhir ini.
5. Rizdyna Mahvira tercinta yang telah memberikan dukungan berupa doa, materi dan semangat dalam kondisi apa pun yang sangat berarti sehingga laporan ini selesai.
6. Penulis juga mengucapkan terima kasih kepada pihak PTPN III Kebun Gunung Para yang telah memberikan izin pelaksanaan penelitian ini.
7. Ucapan teima kasih kepada teman-teman yang banyak membantu dan membeikan motivasi dalam menyelesaikan karya akhir ini dan pihak Departemen Teknik Industri yang telah membantu dalam menyelesaikan karya akhir ini serta pihak lain yang tak dapat disebutkan satu persatu.
Semoga karya akhir ini dapat bermanfaat dan menjadi amal jariyah bagi semua pihak. Amin.
Medan, 2010
ABSTRAK
Industri manufaktur merupakan sistem yang disusun dan didukung oleh setiap subsistemnya. Salah satunya adalah mutu produk yang sangat mempengaruhi kedudukan perusahaan dalam persaingan industri. PT. Perkebunan Nusantara III Kebun Gunung Para adalah perusahaan yang bergerak dalam industri manufaktur yang memproduksi Rubber Smoke Sheet (RSS). Permasalahan sering timbul di lantai produksi, terutama menyangkut mesin-mesin produksi di PTPN-III Kebun Gunung Para.
Mesin dan peralatan yang di gunakan mempunyai kemampuan untuk berproduksi, tetapi secara ekonomis suatu mesin dan peralatan tidak selamanya menguntungkan untuk dipergunakan selama masa operasinya. Masa dimana mesin sudah tidak menguntungkan lagi, maka saat itulah umur ekonomis berakhir. Bila umur ekonomis suatu mesin sudah dilampaui, mesin tersebut umumnya mengalami gangguan seperti frekwensi kerusakan bertambah tinggi yang mengakibatkan naiknya ongkos pemeliharaan mesin, menurunnya kapasitas produksi dan bahkan kemungkinan kwalitas produksi menjadi diluar standar. Bertambahnya umur mesin dan peralatan, maka biaya yang di keluarkan semakin bertambah. Kondisi ini akan menyebabkan keuntungan yang diperoleh oleh perusahaan akan berkurang juga. Penelitian ini dilakukan untuk menentukan umur ekonomis mesin sheeter yang berfungsi menggiling koagulum. Pemecahan masalah ini, peneliti menggunakan metode biaya tahunan rata-rata untuk menentukan umur ekonomis dari mesin sheeter.
ABSTRAK
Industri manufaktur merupakan sistem yang disusun dan didukung oleh setiap subsistemnya. Salah satunya adalah mutu produk yang sangat mempengaruhi kedudukan perusahaan dalam persaingan industri. PT. Perkebunan Nusantara III Kebun Gunung Para adalah perusahaan yang bergerak dalam industri manufaktur yang memproduksi Rubber Smoke Sheet (RSS). Permasalahan sering timbul di lantai produksi, terutama menyangkut mesin-mesin produksi di PTPN-III Kebun Gunung Para.
Mesin dan peralatan yang di gunakan mempunyai kemampuan untuk berproduksi, tetapi secara ekonomis suatu mesin dan peralatan tidak selamanya menguntungkan untuk dipergunakan selama masa operasinya. Masa dimana mesin sudah tidak menguntungkan lagi, maka saat itulah umur ekonomis berakhir. Bila umur ekonomis suatu mesin sudah dilampaui, mesin tersebut umumnya mengalami gangguan seperti frekwensi kerusakan bertambah tinggi yang mengakibatkan naiknya ongkos pemeliharaan mesin, menurunnya kapasitas produksi dan bahkan kemungkinan kwalitas produksi menjadi diluar standar. Bertambahnya umur mesin dan peralatan, maka biaya yang di keluarkan semakin bertambah. Kondisi ini akan menyebabkan keuntungan yang diperoleh oleh perusahaan akan berkurang juga. Penelitian ini dilakukan untuk menentukan umur ekonomis mesin sheeter yang berfungsi menggiling koagulum. Pemecahan masalah ini, peneliti menggunakan metode biaya tahunan rata-rata untuk menentukan umur ekonomis dari mesin sheeter.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Mesin dan peralatan yang di gunakan mempunyai kemampuan untuk berproduksi, tetapi secara ekonomis suatu mesin dan peralatan tidak selamanya menguntungkan untuk dipergunakan selama masa operasinya. Bertambahnya umur mesin dan peralatan, maka biaya yang di keluarkan semakin bertambah. Hal ini di sebabkan menurunnya kondisi mesin dan peralatan perlu diteliti,sehingga total ongkos produksi dapat ditekan.
Perusahaan mungkin mempunyai keterbatasan ruang gerak atau karena keadaan perusahaan itu sendiri sehingga perusahaan tidak melakukan perhitungan umur ekonomis peralatan yang dimilikinya namun bukan berarti perusahaan tidak menemukan sama sekali berbagai cara yang ditempuh sehingga diperoleh umur ekonomis.
tersebut. Kondisi ini menyebabkan keuntungan yang diperoleh perusahaan tidak maksimum.
Tujuan dilakukanya penetapan umur ekonomis mesin sheeter ini adalah untuk membuat jadwal penggantian mesin sheeter yang paling menguntukan bagi perusahaan dari hasil analisa dengan menggunakan metode minimisasi model matematis biaya tahunan rata –rata untuk memperoleh kesimpulan umur ekonomis mesin sheeter sehingga perusahaan dapat mempertimbangkan penggantian mesin
sheeter tersebut.
1.2. Perumusan Masalah
Memperhatikan latar belakang permasalahan yang ada, maka perumusan permasalahan adalah menentukan umur ekonomis dari mesin sheeter agar dapat menjaga kualitas ketebalan sheet dan memperoleh keuntungan yang maksimum dengan menggunakan metode biaya tahunan rata-rata.
1.3. Tujuan Penelitian
Tujuan dilakukan penelitian ini adalah:
a. Menentukan umur ekonomis dari mesin sheeter agar di PTPN Kebun Gunung Para Tebing Tinggi.
b. Menentukan total biaya tahunan rata-rata terkecil.
1.4. Manfaat Penelitian
1. Bagi perusahaan, dapat digunakan sebagai pertimbangan dalam hal merawat mesin pada lantai produksi dan bahan pertimbangan dalam menentukan umur dari suatu mesin agar dapat diganti.
2. Bagi penulis, sebagai sarana penerapan lmu pengetahuan yang dipeoleh selama mengikuti kegiatan perkuliahan di Departemen Teknik Industri, Fakultas Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah
Faktor yang tidak dapat dihindarkan dan menjadi penghalang adalah keterbatasan waktu, biaya dan kemampuan mengakibatkan penelitian dibatasi pada satu mesin saja. Dilakukan pembatasan masalah agar hasil yang diperoleh tidak menyimpang dari tujuan penelitian. Ruang lingkup sesuai permasalahan di atas adalah :
1. Penelitian dan pengamatan dilakukan terbatas hanya pada mesin sheeter. 2. Tingkat bunga yang digunakan adalah bunga deposito rata-rata tahun 2009
bersumber dari website Bank Indonesia sebesar 8,5%.
3. Pengumpulan data hanya terkait dengan mesin sheeter tersebut yaitu : - Spesifikasi mesin, inflasi dan harga awal pembelian mesin.
- Jam operasi.
1.6. Asumsi – asumsi yang digunakan
Asumsi – asumsi yang digunakan berdasarkan permasalahan adalah : 1. Cara penggunaan, perawatan maupun cara beroperasi pelaksanaan suatu mesin
dianggap normal sesuai panduan teknis dari mesin tersebut.
2. Mesin yang beroperasi ditangani oleh tenaga operator yang benar-benar mahir dan pengalaman dalam bidangnya sehingga kerusakan mesin adalah karena keadaan mesin itu sendiri.
3. Seluruh data yang diperoleh dari perusahaan maupun sumber lainnya adalah benar dan telah diteliti kewajarannya.
1.7. Sistematika Penulisan
Sistematika penulisan Tugas Sarjana ini disusun dalam beberapa bab dengan sistematika sebagai berikut :
BAB I : PENDAHULUAN
Menguraikan latar belakang masalah, tujuan dan sasaran studi, manfaat pemecahaan masalah, ruang lingkup studi, metode pendekatan dan asumsi yang dipakai untuk menganalisa data yang ada.
BAB II : GAMBARAN UMUM PERUSAHAAN
BAB III : LANDASAN TEORI
Menyajikan secara lengkap teori dan konsep ilmiah yang dipakai dalam anaisis dan pemecahan masalah yang dirumuskan dalam Penentuan Umur Ekonomis Mesin sheeter.
BAB IV : METODOLOGI PENELITIAN
Mengemukakan tahapan yang dijadikan acuan untuk menyelesaikan permasalahan dalam melakukan penelitian sesuai dengan landasan teori, prosedur yang dilakukan dalam penelitian, pengumpulan data, pengolahan data, analisis, evaluasi, kesimpulan dan saran.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi data yang diambil untuk mendukung pelaksanaan studi penelitian dan perhitungan terhadap data yang diambil untuk memperoleh variabel-variabel yang dipakai dalam menentukan analisa.
BAB VI : ANALISA DAN EVALUASI
Penganalisaan variabel-variabel yang diperoleh untuk mendapatkan perhitungan yang tepat terhadap penelitian.
BAB VII : KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
Perusahaan ini berasal dari milik perusahaan Belanda CMO (Cultur Misde
Oeoskut) yang diambil alih oleh negara pada tanggal 10 Desember 1957
(Nasionalisme) dalam perjalanan ini telah beberapa kali berganti namanya. Berikut adalah pergantian nama-nama PT. Perkebunan Nusantara III :
1. Kebun Gunung Para dahulu bernama CMO (Cultur Misde Oeskust) milik Belanda.
2. Pada tanggal 10 Desember 1957 dinasionalisasi
3. Tahun 1957 - 1960 bernama Perkebunan Negara Baru (PPN Baru) 4. Tahun 1961 - 1962 bernama PPN Kesatuan Sumut VII
5. Tahun 1963 - 1968 bernama PPN Karet IV
6. Tahun 1976 - 1994 bernama PT.Perkebunan IV (Persero) 7. Tahun 1994 - 1996 bernama PTP, III, IV, V
2.2. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara III kebun Gunung Para memiliki dua jenis pengolahan yaitu pabrik yang menghasilkan sheet dan pabrik yang menghasilkan
crumb rubber. Pabrik getah latex menjadi Sheet atau RSS (Rubber Smoke Sheet)
mulai beroperasi pada tahun 1960 dengan hasil produksi: 1. RSS-I
2. RSS- II 3. RSS- III 4. Cutting
Kapasitas Olah Pabrik = 16.800 kg kadar kotor sheet/ hari Kebutuhan Air = 20 – 25 m³/ ton Kadar kotor sheet
Kebutuhan kayu asap = 3.5 m³/ ton Kadar kotor sheet
Kebutuhan Formic Acid = 7.5 – 9.00 kg / ton Kadar kotor sheet Bahan baku latex berasal dari kebun sendiri (kebun milik perusahaan). Hasil olahan sebagian besar diekspor dan selebihnya dipasarkan di dalam negeri (lokal).
Pengolahan kompo (bahan baku untuk membuat crumb rubber) menjadi Crumb Rubber atau Standard Internasional Rubber mulai beroperasi mulai beroperasi pada tahun 1960 dengan hasil produksi:
1. SIR 10 2. SIR 20
2.3. Lokasi Perusahaan
PT. Perkebunan Nusantara III terletak di kecamatan Dolok Merawan Kabupaten Serdang Bedagai Propinsi Sumatera Utara. Dimana jarak perusahaan ini ± 112 km dari Medan dengan ketinggian 96-114 meter diatas permukaan laut dan letak topografinya berbukit dan bergelombang, dan dengan jenis podsolik kuning.
2.4. Daerah Pemasaran
Aspek pasar merupakan salah satu dari beberapa aspek yang penting (aspek teknis, ekonomis, manajemen dan organisasi, aspek sosial, dan lingkungan) dalam menjalankan dan mempertahankan kelangsungan tujuan usaha perusahaan. Pasar merupakan tempat dimana produsen dan konsumen melangsungkan transaksi.
Pemasaran adalah suatu aktivitas atau usaha yang digunakan untuk menyediakan atau memindahkan produk atau jasa dari produsen ke konsumen. Sementara manajemen pemasaran melakukan analisis, perencanaan, pelaksanaan dan pengawasan terhadap program–program yang telah dirancang oleh perusahaan untuk menangani penjualan produk jadi ke konsumen semaksimal mungkin sehingga tujuan perusahaan dapat tercapai.
titik pusat bidang usahanya, sehingga produk yang dihasilkan juga lebih bermutu dimata konsumen.
Menurut kebijaksanaan bagian produksi PT. Perkebunan Nusantara III (Persero) Kebun Gunung Para dipasarkan melalui pelabuhan Belawan yang akan diekspor keluar negeri seperti ke Jepang, Amerika Serikat, Australia, Jerman, Korea Selatan, Italia, sebagian produk dipasarkan di dalam negeri.
Perusahaan memilih pasar di luar negeri karena pasar luar negeri lebih luas dan terbuka lebar. Kebutuhan luar negeri terhadap sheet cukup besar dibandingkan dengan kebutuhan dalam negeri. Sheet dapat diolah menjadi produk yang mempunyai nilai tambah (value added) seperti ban, alat-alat rumah tangga, alat pertanian dan lain-lain.
2.4.1. Segmentasi Pasar
Segmentasi pasar adalah kegiatan pengelompokan pasar yang heterogen menjadi kelompok – kelompok konsumen yang homogen dimana salah satu atau lebih dari kelompok tersebut dijadikan menjadi pasar yang akan menjadi sasaran.
Segmentasi pasar berguna bagi perusahaan agar dapat dengan mudah mempelajari kebutuhan dari segmentnya, dapat dengan baik mengalokasikan dananya, dan perusahaan dapat dengan mudah merencanakan produknya sesuai dengan keinginan konsumen.
1. Produk
Mengingat negara yang akan menerima produk PT. Perkebunan Nusantara III (Persero) Kebun Gunung Para adalah negara-negara yang sadar mutu, maka penjagaan mutu pada tingkat-tingkat yang dapat diterima oleh pasar harus menjadi perhatian utama.
Hal ini telah diterapkan perusahaan pada hasil produksinya yang sekarang yaitu dengan adanya standar ukuran dari masing-masing produk. Produk yang dihasilkan saat ini telah memenuhi mutu sesuai dengan standar Industri indonesia. Menghasilkan produk yang memiliki mutu sesuai dengan standar yang diinginkan pasar merupakan syarat mutlak yang harus dipenuhi perusahaan agar dapat bersaing di pasaran internasional.
Diharapkan kedatangan dari pihak pembeli tersebut akan mampu memberikan saran-saran di dalam penyesuaian kualitas produk dan mengikuti perubahan selera konsumen di negara pembeli yang juga harus mendapat perhatian dari manajemen perusahaan untuk mempertahankan mutu produk di pasar luar negeri.
2. Harga
Harga yang ditetapkan oleh perusahaan adalah harga khusus untuk agen-agen pemasarannya di luar negeri. Besar harga jual ke konsumen juga ditetapkan oleh perusahaan.
Dengan adanya standar mutu terhadap produk dan kapasitas produksi yang besar (mass production), perusahaan dapat menekan harga jualnya di negara tujuan. Hal ini jelas akan semakin meningkatnya daya saing perusahaan dari segi harga jual.
3. Promosi
Langkah-langkah promosi yang telah dilakukan perusahaan antara lain dengan mengikuti pameran produk ekspor daerah Sumatera Utara, yang dilaksanakan oleh instansi terkait maupun badan yang secara khusus menangani masalah promosi komoditi ekspor Indonesia. Hal ini sangat tepat karena pameran-pameran sedemikian akan dapat menarik masyarakat bisnis luar negeri untuk mengunjunginya.
Adapun konsumen PT. Perkebunan Nusantara III (Persero) Kebun Gunung Para diantaranya adalah :
1. Goodyear
2. Hankook 3. Bridgestone 4. Kumho 5. Pirelli 6. Dunlop
Jenis-jenis distribusi yang digunakan pada PT. Perkebunan Nusantara III (Persero) Kebun Gunung Para adalah :
Pada distribusi ini pendistribusian produk dilakukan langsung oleh perusahaan ke konsumen.
b. Distribusi agen
Pada jenis distribusi ini pendistribusian produk dilakukan karena adanya pesanan dari konsumen, dan mereka menyediakan mobil yang akan mengangkut produk tersebut.
2.5. Dampak Sosial Ekonomi Terhadap Lingkungan
Setiap perusahaan yang beroperasi di suatu daerah harus dapat memberi nilai tambah kepada lingkungan setempat. PT. Perkebunan Nusantara III kebun gunung para maka masyarakat yang ada didekat perusahaan, sosial ekonomi akan meningkat dimana mereka dapat bekerja dengan gaji yang telah ditetapkan pemerintah yaitu: upah minimum pekerja. Pekerjaan yang menetap maka sosial ekonomi masyarakat yang ada di dekat lingkungan dapat terjamin.
Sama halnya dengan PT. Perkebunan Nusantara III, dalam Beroperasi memberikan dampak sosial yang positif, seperti :
1. Tersedianya lapangan Pekerjaan.
2. Membangun pengembangan pendidikan.
a. Perusahaan memberikan kesempatan yang seluas-luasnya kepada para pelajar dan mahasiswa untuk mengadakan riset maupun praktek kerja lapangan.
tidak mampu dalam hal ekonomi.
3. Mendukung kegiatan olah raga, kegiatan remaja maupun kegiatan sosial Lainnya dengan menyediakan hadiah tropi.
Adapun fasilitas-fasilitas yang diberikan perusahaan kepada karyawan adalah :
1. Penerangan 2. Perumahan
3. Jaminan kesehatan
4. Pembayaran SPP (sekolah anak)
2.6. Organisasi Dan Manajemen
2.6.1. Struktur Organisasi Perusahaan
perangkat beserta fungsi-fungsinya yang saling berkaitan satu dengan yang lainnya.
Sedangkan manajemen adalah suatu proses yang melibatkan perencanaan, pengorganisasian, pengarahan dan pengawasan dari sumber daya yang ada untuk mendapatkan suatu tujuan yang diinginkan. Sumber daya haruslah dapat dikelola dengan baik dalam sistem organisasi yang tepat agar tercipta kerjasama yang baik dalam mencapai tujuan yang diinginkan.
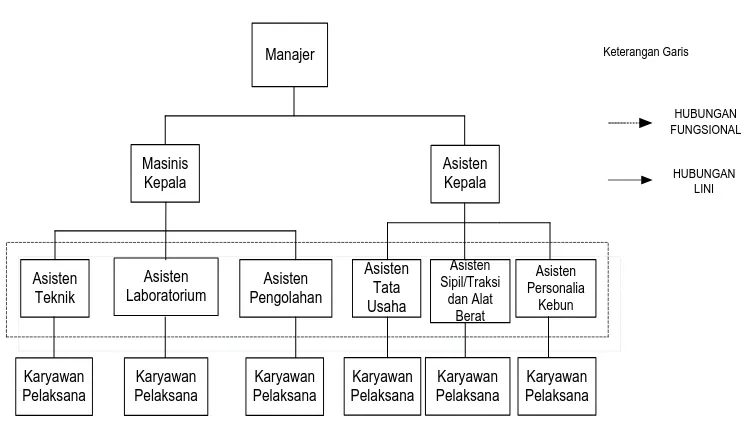
Struktur organisasi biasanya digambarkan dalam bentuk bagan organisasi (organization chart) yang memperlihatkan susunan fungsi-fungsi, departemen-departemen dalam organisasi dan menunjukkan bagaimana hubungan kerja baik secara horizontal maupun vertikal.
Organisasi perusahaan telah disusun sedemikian rupa dan mempunyai struktur organisasi dalam bentuk organisasi garis atau lini, fungsional dan staf. Struktur organisasi perusahaan dapat dilihat pada gambar 5.1. dibawah ini.
Asisten Teknik Asisten Laboratorium Asisten Pengolahan Asisten Tata Usaha Asisten Sipil/Traksi dan Alat Berat Asisten Personalia Kebun Masinis Kepala Manajer HUBUNGAN FUNGSIONAL HUBUNGAN LINI Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Karyawan Pelaksana Keterangan Garis Asisten Kepala
Gambar 2.1. Struktur Organisasi PT. Perkebunan Nusantara III Kebun Gunung Para
Sumber : PTP Nusantara III kebun Gunung Para
Berdasarkan Gambar 2.1. diatas maka dapat dikatakan bahwa bentuk struktur organisasi PT. Perkebunan Nusantara III Kebun Gunung Para adalah berbentuk campuran fungsional dan lini. Dikatakan berbentuk fungsional karena terdapat pembagian bidang-bidang seperti bagian keuangan, bagian produksi dan bagian yang lainnya. Organisasi dikatakan berbentuk lini, karena pada struktur organisasi dapat dilihat ada perintah langsung dari masing-masing bagian seperti bagian keuangan dengan administrasi keuangan dan bagian personalia dengan administrasi personalia dan seterusnya.
Struktur organisasi yang dipakai pada PT. Perkebunan Nusantara III Kebun Gunung para adalah bentuk fungsional dan lini karena :
3. Memberi kesempatan bagi karyawan spesialisasi yang dapat memperingan tugas karena hanya bertugas sesuai dengan keahliannya. Hanya memerlukan koordinasi minimal karena masing-masing sudah mempunyai pengertian yang mendalam mengenai bidangnya.
Macam-macam struktur organisasi adalah sebagai berikut : 1. Fungsional
Organisasi berbentuk fungsional adalah organisasi yang disusun berdasarkan sifat dan macam fungsi yana harus dilaksanakan. Struktur organisasi fungsional sesuai untuk suatu organisasi yang mempunyai masalah utama menuntut adanya keahlian fungsional, efisiensi dan mutu pekerjaan yang baik. Pada umunya digunakan dalam perusahaan-perusahaan dimana pembidangan tugas secara tegas dapat digariskan. 2. Garis Lurus
Organisasi berbentuk lurus adalah membagi dan mengelompokkan pekerjaan-pekerjaan yang secara langsung dan penuh, wewenang dan tanggung jawab dilakukan langsung oleh pemimpin. Bentuk lurus adalah tipe organisasi yang paling banyak dipakai, terutama pada perusahaan yang relatif kecil.
3. Staf dan Lini
mempunyai keahlian yang berbeda-beda dan tidak saling mempengaruhi antara satu bagian dengan bagian yang lain.
2.7. Proses Produksi
2.7.1. Standard Mutu Produksi
Adapun spesifikasi teknis karet alam PT. Perkebunan Nusantara III Gunung Para adalah sebagai berikut :
1. Dirt Content (Kadar kotoran)
Kadar kotoran yang tidak larut dalam karet bila berlebihan menyebabkan penurunan kualitas dari barang jadi yang terbuat dari karet mengenai ketahanan lenturnya.
2. Ash Content (Kadar Abu)
Penentuan kadar abu dimaksud untuk menjamin agar karet mentah yang dijual tidak terlalu banyak mengandung abu dari karet alam yang berisi bermacam macam magnesium, kalsium, natrium,atau bahan-bahan lain yang bukan berasal dari karet alam yang merugikan sifat karet dan menurunkan sifat.
3.Volatile Matter (Kadar Zat Menguap)
Kadar zat menguap adalah kadar air yang terdapat dari karet untuk memastikan bahwa karet tersebut benar-benar sudah kering dan bila karet mentah sudah kering sedikit kemungkinan timbulnya jamur.
4.Nitrogen karet
Nitrogen yang berada dalam karet adalah sebagai protein, yang dapat menunjukan jumlah kadar protein karet.
Adapun spesifikasi produk jadi PT. Nusantara III Gunung Para adalah sebagai berikut :
1. RSS- I
Tiap sheet harus dibungkus supaya bebas dari jamur. Sheet yang berbintik atau bergaris – garis karena oksidasi, lembek karena mengalami pemanasan tinggi, kurang matang, terlampau lama di asap, buram dan hangus tidak diperkenankan. Karet harus kering, bersih, tidak mengandung cacat, bebas dari bahan – bahan yang berkarat kecuali gelembung udara sebesar kepala jarum dapat diterima.
2. RSS- II
Bila terdapat sedikit bahan – bahan yang bersifat seperti karat dan sedikit jamur pada pembalut akan ditolak. Karet harus kering, bersih, tidak mengandung cacat, bebas dari bahan – bahan yang berkarat kecuali ada gelembung – gelembung udara kecil dan noda – noda kecil berasal dari kulit kayu.
3. RSS- III
Bila pada waktu penyerahan terdapat sedikit bahan – bahan yang bersifat sepeti karat dan sedikit jamur pada pembalut di permukaan sheet tidak ditolak. Adanya sedikit cacat warna, gelembung – gelembung udara kecil berasal dari kulit kayu dalam jumlah masih sedikit juga diperkenankan. Karet harus kering, kuat dan tidak mengandung cacat lepuh.
Cutting adalah Cutting adalah bekas-bekas potongan kecil dari lembaran
sheet sewaktu pensortiran, ukuran cutting maksimal 15 cm persegi. Bila ditemukan sedikit bahan seperti karat dan jamur pada pembalutan permukaan sheet penyerahan tidak ditolak. Sheet yang mengandung gelembung – gelembung udara dan karet yang lembek mengalami pemanasan tinggi serta cacat warna sheet karena terlalu lama diasap, sheet yang sedikit lengket serta sedikit kurang matang diperkenankan.
Kapasitas Olah Pabrik = 16.800 kg kering/hari
Kebutuhan Air = 20-25 m³/ton Kadar Kotor sheet Kebutuhan kayu asap = 3.5 m³/ton Kadar Kotor sheet
2.7.2. Bahan Yang Digunakan
2.7.2.1.Bahan baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk dan memiliki persentase yang relatif besar dalam produk dibandingkan dengan bahan-bahan lain. Bahan baku pada produk sheet yang digunakan adalah latex murni. Sedangkan bahan baku Crumb Rubber adalah : kompo (karet yang sudah berbentuk gumpalan batok kelapa).
2.7.2.2.Bahan Tambahan
digunakan adalah asam formit/semut dengan konsentrasi 3%-5%, cuka 7.5 kg/ton, amoniak 6.5 kg/ton. Sedangkan untuk menghasilkan Crumb Rubber tidak ada bahan yang di tambahkan.
2.7.2.3.Bahan Penolong
Bahan penolong adalah bahan yang diperlukan dalam proses produksi untuk menambah mutu produk. Bahan penolong yang dipakai adalah plastik, dan kardus.
2.7.3. Uraian Proses
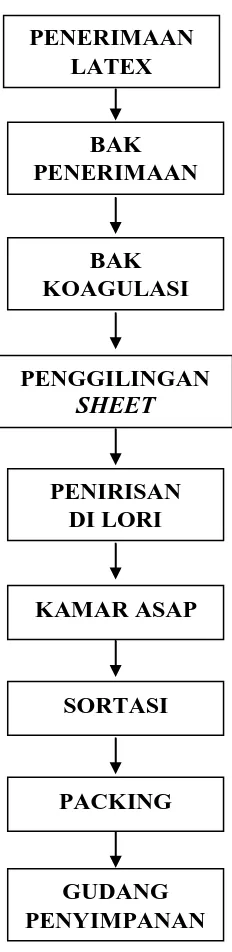
2.7.3.1.Proses menghasilkan Sheet
Block Diagram pabrik Rubber Smoked Sheet Gunung Para kapasitas
Gambar 2.2. Block Diagram Pembuatan Rubber Smoked Sheet Pabrik Gunung Para
PENERIMAAN LATEX
BAK PENERIMAAN
BAK KOAGULASI
PENGGILINGAN SHEET
PENIRISAN DI LORI
KAMAR ASAP
SORTASI
PACKING
1. Bak Penerimaan
Lateks yang datang dari kebun sebelum dimasukkan dalam main bak terlebih dahulu dilakukan pengukuran volume lateks dalam tangki dengan memakai talang ukuran tangki dan kemudian penuangan lateks ke main bak harus disaring dan ditampung dalam main bak penampungan yang juga berfungsi untuk tempat pengenceran lateks. Penerimaan lateks di pabrik harus ditentukan kadar karet keringnya Dry Rubber Counteen (Drc) dengan menggunakan alat metrolac. 1. Cara menentukan Drc dengan metrolac
Setiap tangki lateks diambil contoh lateks sebanyak 500 cc, kemudian ditambahkan air sebanyak 1000 cc (perbandingan 1 : 2), aduk perlahan-lahan sampai campuran lateks dengan air merata, lalu dimasukkan kedalam tabung. Busa lateks yang ada di atas permukaan dihilangkan untuk menghindarkan kesalahan baca pada skala metrolac. Kemudian masukkan metrolac ke dalam tabung yang berisi contoh lateks, penunjukan skala metrolac pada batas permukaan contoh lateks tersebut, maka itulah kadar karet keringnya (Drc).
2. Cara lain untuk menentukan Drc (Dry Rubber Counteen)
Untuk mengetahui kadar karet kering selain menggunakan metrolac dapat juga ditentukan dengan cara mencari faktor pengeringannya sebagai berikut :
a. Ambil contoh lateks yang datang ke pabrik sebanyak 200 cc b. Tambahkan asam semut ± 2 cc
c. Diaduk sampai menggumpal ± 1 jam
e. Setelah digiling dikibaskan sampai air tuntas.
f. Kemudian lembaran karet basah ditimbang dan dicatat berat basahnya lalu dikeringkan di kamar asap, setelah kering ditimbang lagi dan dicatat keringnya.
3. Pengenceran Lateks
Pengenceran lateks bertujuan sebagai berikut :
a. Untuk melunakkan bekuan, sehingga tenaga giling tidak terlalu besar. b. Untuk memudahkan penghilangan gelembung udara.
c. Untuk memudahkan pencampuran asam semut.
Selama pengenceran lateks di main bak harus dilakukan pengadukan dengan suatu alat yang dinamakan agitator agar pencampuran lateks dengan air merata atau homogen.
2. Pembekuan/Koagulasi
Lateks diencerkan sampai 15 % kemudian dialirkan melalui gutther (talang) dan dimasukkan kedalam bak pembekuan setelah terlebih dahulu melewati saringan. Setelah permukaan lateks mencapai ketinggian tertentu, aliran lateks dihentikan dan pindah ke bak berikutnya. Busa yang terbentuk pada permukaan lateks harus diambil dengan alat serok.
konsentrasi 3 %-5 % dengan cara menambahkan air 9 liter. Busa yang terbentuk setelah pengadukan diambil lagi dengan serok busa dari alumunium.
Pemasangan sekat (sisir) di mulai dari tengah kemudian kedua bagian yang terbentuk dibagi dua lagi dan seterusnya, untuk mengurangi gelembung- gelembung yang melekat pada sekat-sekat maka sekat ini harus dibasahi terlebih dahulu dengan air.
3. Penggilingan
Penggilingan dilakukan dengan gilingan sheet yang konstruksinya terdiri dari 6 buah rol yang disebut “six in one” gilingan rol 1 sampai dengan 5 rolnya licin (tidak berbunga) sedangkan gilingan rolnya terakhir atau finisher rolnya diberi berbunga (grooving). Tujuan diberi bunga adalah agar lebih mudah dalam pengeringan dan tidak lengket bila ditumpuk, masing-masing rol gilingan dilengkapi dengan saluran air, di depan gilingan terakhir dibuat bak air empat persegi, untuk pencucian terakhir lembaran sheet.
Adapun tujuan penggilingan yaitu :
a. Mengeluarkan kandungan air dari lembaran sheet
b. Menghilangkan/membuang lendir yang terdapat di permukaan lembaran c. Menipiskan lembaran sheet setebal 2-4 mm.
4. Penirisan di Lori
5. Pengeringan dan Pengasapan (kamar Asap)
Tujuan pengeringan adalah untuk menurunkan kadar air sehingga di dapat
sheet yang kering, agar kondisi mutu dapat dipertahankan selama penyimpanan
dan pengangkutan. Sedangkan fungsi asap adalah untuk memberikan warna coklat terang pada sheet dan untuk mencegah pertumbuhan spora/jamur.
Cara pengeringan dan pengasapan dilakukan dengan menggantungkan
sheet di atas gantar-gantar bambu/kayu, lori dengan kapasitas lebih kurang 504
lembar/lori. Sebelum lori-lori yang berisi sheet dimasukkan ke kamar pengeringan terlebih dahulu dibiarkan atau ditiriskan di luar selama 2 jam atau lebih supaya air yang terdapat di permukaan lembaran sheet jatuh untuk menghindarkan kelembaban yang tinggi di dalam kamar pengeringan, setelah pengasapan selama satu malam lori-lori tersebut di keluarkan dan dilakukan penyambretan, selama pengeringan 4-5 hari.
a. Pengaturan suhu di dalam kamar asap
a. Hari I suhu 40-450 Ventilasi terbuka penuh b. Hari II suhu 40-550 Ventilasi setengah terbuka c. Hari III suhu 55-600 Ventilasi seperempat terbuka d. Hari IV suhu 60-650 Ventilasi tertutup
e. Hari V suhu 650 Ventilasi tertutup b. Spesifikasi kamar asap
b. Type : malaka Jumlah kamar : 6 kamar Kapasitas kamar : 12 lori/kamar
6. Sortasi
Tujuan dilakukannya sortasi adalah untuk memisahkan antara RSS I, RSS II, RSS III dan Cutting. Setelah proses pemisahan maka Sheet selanjutnya dipress dengan menggunakan mesin press hidrolik.
1. Panjang : 55 cm – 57 cm 2. Lebar : 50 cm –56 cm 3. Tinggi : 40 cm - 47 cm
Setelah pengepresan cantelan (gelangan) besi jangan dibuka, biarkan sheet berada dalam peti press selama satu malam, keesokan harinya baru dibuka cantelan (gelangan) besinya.
7. Pengepakan (Packing)
Pembungkusan dilakukan dengan menusuk-nusuk lembaran pembungkus dengan alat tusuk dari baja yang runcing, sehingga pembungkusan benar-benar melekat. Setelah selesai pembungkusan, ball tersebut di kapur.
8. Gudang Produksi
2.7.4. Mesin dan Peralatan
2.7.4.1 Mesin Produksi
Pada PT. Perkebunan Nusantara III Gunung Para mesin-mesin yang digunakan untuk proses pembuatan sheet adalah sebagai berikut:
1. Mesin Sheeter
Kapasitas : 500 Kg/Jam, Power : 75 Hp,Tegangan : 220/380V, 3 fasa, Frekwensi : 50 hz, Putaran : 1415 Rpm.
Jumlah : 5 buah.
Fungsi : mengiling koagulum dari bak koagulasi menjadi lembaran Sheet dengan tebal 3 mm.
2. Balling Press
Kapasitas: 1000 Kg/Jam, power : 75 Hp, Tegangan : 220/380V, 3 fasa, Frekwensi : 50 Hz, Putaran : 1450 Rpm
Fungsi : untuk memadatkan lembaran sheet menjadi bentuk bandela seberat 331/3 Kg dan ball 113 Kg (lose ball).
3. Mesin Agigator
Power : Power : 30 Hp, Tegangan : 220/380 V, 3 fasa, Frekwensi : 50 hz, Putaran : 930 Rpm
1. Perawatan Terencana
Perawatan terencana dilakukan setiap hari dengan mengecek mesin-mesin. Selain itu setelah satu minggu digunakan, pada hari Minggu juga dilakukan perawatan dengan memberi minyak dan mengganti bagian-bagian mesin yang telah aus. Perawatan mesin seperti ini biasa pula disebut sebagai pencegahan terhadap kemungkinan terjadinya gangguan proses produksi.
2. Perawatan Tidak Terencana
Perawatan tidak terencana dilakukan jika terjadi gangguan mesin produksi pada saat mesin sedang berproduksi. Hal seperti ini sangat dihindari karena dapat mengganggu jalannya produksi.
2.7.4.2. Peralatan Untuk Pengolahan Sheet
Pada PT. Nusantara III Gunung Para peralatan yang digunakan untuk proses pengolahan sheet adalah sebagai berikut :
1. Bak Penerimaan
Bak penerimaan berfungsi tempat penerimaan latex dari lapangan sekaligus proses pengenceran latex menjadi DRC 13-15 %.
2. Bak Koagulasi
Bak koagulasi berfungsi sebagai tempat latex yang telah diencerkan untuk pembekuan dengan Formic acid 7.5-9.00 kg/ton kering dengan kapasitas bak 650 liter/bak.
Tinggi : 0.39 meter Isi : 650 liter Penyekat : 74 buah Banyak lembaran : 75 lembar Jumlah bak : 80 buah Jarak antara sekat : 10 cm 3. Lori sheet
Lori sheet adalah sebagai alat mengangkut lembaran karet yang akan dimasukkan ke kamar asap. Pemeliharaannya tetap dilakukan secara intensif diantaranya rail dan roda – roda lori tetap berfungsi baik dan berikan minyak pelumas secukupnya. Lori sheet berfungsi tempat penjemuran sheet, pengeringan sheet sebelum masuk kamar Asap kapasitas Lori sheet = 456 lembar.
a. Tempat kayu kilas terbuat dari kayu Satu baris terbuat dari : 42 batang Satu batang terdiri dari : 3 lembar Banyaknya tingkatannya ada: 4 tingkatan Satu lembar beratnya ada : 4 tingkat Satu lembar beratnya :1,2 kg
Berat sheet 1 lori 42 x 3 x 4 x 1.2 = 662.4 kg Banyaknya lembaran sheet 42 x 3 x 4 = 504 lembar b. Tempat kayu kilas terbuat dari besi
Satu batang terdiri dari : 3 lembar Banyaknya tingkatannya ada: 4 tingkatan Satu lembar beratnya ada : 4 tingkat Satu lembar beratnya :1,2 kg
Berat sheet 1 lori 46 x 3 x 4 x 1.2 = 662.4 kg Banyaknya lembaran sheet 46 x 3 x 4 = 552 lembar 4. Kamar Asap
Kamar asap berfungsi untuk mengeringkan sekaligus membentuk warna
sheet selama 5 hari temperatur 45-65 ºC, kapasitas kamar asap = 3000
kg/kamar, dengan tahapan temperatur : Hari Pertama : 40-45 ºC
Hari kedua : 45-50 ºC Hari Ketiga : 50-55 ºC Hari Keempat : 55-60 ºC Hari Kelima : 60-65 ºC Kamar asap subur
Jumlah kamar : 8 kamar Kapasitas kamar : 6 lori/kamar
Kamar asap air wood
Ruangan sortasi berfungsi menyortir lembaran sheet untuk memperoleh mutu RSS-I, RSS-II, RSS-III, dan cutting. Dimana RSS-I adalah harus bebas dari segala kotoran dan gelembung-gelembung, karet cukup kering, bebas jamur, dan elastisitas cukup baik tidak melekat. RSS-II adalah harus bebas dari segala kotoran, gelembung-gelembung yang sangat halus serta terpencar-pencar masih dibenarkan, sedangkan syarat lain sama dengan mutu RSS-I. RSS-III adalah dibenarkan sedikit kotoran serta gelembung-gelembung yaitu gelembung-gelembung-gelembung-gelembung halus merata dan gelembung-gelembung besar yang menumpuk terpencar-pencar, bekas-bekas jamur yang telah dibersihkan, serta lembaran yang koyak dapat dibenarkan. Sedangkan
cutting adalah bekas-bekas potongan kecil dari lembaran sheet sewaktu
pensortiran, ukuran cutting maximal 15 cm persegi. 6. Packing
Packing lose ball berat 113 kg/ball dan untuk bentuk pallet 1200 kg/
pallet.
7. Gudang Produksi
Untuk menyimpan produksi siap ekspor.
Sarana pendukung pada Kebun PT. Nusantara III Kebun Gunung Para antara lain :
a. Listrik
b. Air
Air yang digunakan oleh Kebun PTP. Nusantara III Kebun Gunung Para berasal dari sumur bor.
2.7.4.3. Utilitas
Utilitas yang dipakai pada PTP- NusantaraIII Kebun Gunung Para adalah : 1. Mesin Genset
Mesin Genset berfungsi sebagi alat pembangkit listrik apabila terjadi pemadaman listrik oleh PLN. Mesin genset yang dimiliki PT. Perkebunan Nusantara III kebun Gunung Para 2 unit
Spesifikasi mesin Genset
Merk : Kipor, Frekwensi : 50 Hz, Putaran : 5000 Rpm
2. Tangki Air
Tangki Air berfungsi menampung air hujan
Tinggi : 12 m, Kapasitas 6000 liter, Diameter 8 m.
2.7.4.4. Program Safety and and Fire Protection
Bila terjadi kebakaran atau bencana alam petugas kamar mesin dan petugas keamanan atau hansip segera membuyikan lonceng sesegera mungkin.
1. Tanda Bahaya
b. Sirine; dibunyikan dengan nada bergelombang selam diperlukan minimum 1 menit.;
2.Tanda berkumpul
a. Pemukulan lonceng ; dipukul dua – dua kali dengan nada biasa minimum 2 menit.
b. Dibunyikan dengan nada terputus selama diperlukan minimum 1 menit 3.Tanda aman
a. Pemukulan lonceng; dipukul tiga - tiga kali dengan nada biasa minimum 2 menit.
b. Dibunyikan dengan nada panjang selama 3 kali.
Tujuan dari mengenal semua tanda yang telah ditentukan bertujuan untuk menjamin pengamanan atau penanggulan keadaan darurat dengan lancar, terkoordinir dan terlaksana dengan baik dan setiap regu tanggap darurat mengetahui tugas dan tanggung jawabnya.
Ruang lingkup
Prosedur ini menjelaskan tentang penanganan/penanggulangan yang terjadi di afdeling I – IV kebun gunung para.
Keadaan darurat adalah :
1. Kebakaran atau peledakan 2. Bencana alam
1.Sulfur Acid (H2SO4)
Bahaya ledakan timbul akibat kelebihan pengeluaran gas hidrogen pada tanki yang mengandung H2SO4 pada saat pengelasan.
2.Terpentin
Bahaya kebakaran timbul akibat tumpahan yang terjadi saat pelarutan / pemanasan infra merah.
3.Sodium Hydroksida Natrium Hydroksida
Bahaya ledakan timbul akibat adanya gas hidrogen yang dihasilkan dari reaksi soda dengan logam – logam magnesium, aluminium, dan krom.
2.7.4.5. Waste Treatment
Bentuk-bentuk limbah terdiri dari: 1. Limbah padat
2. Limbah cair
Limbah padat berupa : sisa-sisa proses dari pengolahan sheet berupa lateks yang menggumpal pada rubber trap (perangkap getah khusus untuk sheet) yang terdiri dari 6 bak dan 12 bak khusus untuk crumb rubber.
Kolam limbah terdiri dari 3 kolam dengan 3 tahap penetralan yaitu:
1. Kolam Innet
Kolam ini berukuran 100 x 30 x 5 m, berfungsi sebagai pengolahan limbah tahap awal dengan penggunaan tanaman seperti enceng gondok untuk mengendalikan kadar. Pada saluran dipasang pipa dengan diameter 30 Cm.
2. Kolam Aerobic
Kolam ini berukuran 60 x 35 x 5 m, berfungsi sebagai pengolahan limbah tahap selanjutnya dengan penggunaan air rotor terdiri dari 2 unit dengan prinsip kerja penggunaan baling-baling untuk menghasilkan gelembung udara yang sangat dibutuhkan mikroorganisme bakteri berkembang dan bakteri.
3. Kolam Outlet
Kolam ini berukuran 100 x 30 x 5 m, berfungsi sebagai pengolahan limbah tahap akhir dengan penggunaan tanaman seperti enceng gondok untuk menngendalikan kadar. Pada saluran dipasang pipa dengan diameter 30 Cm.
BAB III
LANDASAN TEORI
3.1. Umur Ekonomis Peralatan
Salah satu kemampuan perusahaan untuk memenuhi target dalam mengolah produk sangat erat kaitannya dengan perkembangan usia pakai mesin dan kemajuan dari ilmu pengetahuan dan teknologi. Banyak sudah kita lihat perusahaan industri didalam melaksanakan programnya selalu saja di jumpai berbagai persoalan, tentu semua persoalan itu harus bisa dipecahkan dengan bijaksana. Maka untuk dapat memecahkan masalah itu dibutuhkan seorang pimpinan yang bijaksana pula dalam mengambil keputusan bagi perusahaan.
Satu dari berbagai persoalan itu di antaranya adalah dalam hal penggunaan mesin, apakah mesin yang lama akan tetap digunakan dengan melakukan berbagai perbaikan atau lebih baik menggantikannya dengan mesin yang baru. Agar masalah itu benar-benar dapat diselesaikan dan disimpulkan maka ketelitian mempertimbangkan faktor-faktor yang mempengaruhi suatu masalah sangat penting dalam pengambilan keputusan.
Bila umur ekonomis suatu mesin sudah dilampaui, mesin tersebut umumnya mengalami gangguan seperti frekwensi kerusakan bertambah tinggi yang mengakibatkan naiknya ongkos pemeliharaan mesin, menurunnya kapasitas produksi dan bahkan kemungkinan kwalitas produksi menjadi diluar standar. Bertambahnya umur mesin dan peralatan, maka biaya yang di keluarkan semakin bertambah. Kondisi ini akan menyebabkan keuntungan yang diperoleh perusahaan akan berkurang. Namun ada beberapa pengertian lain tentang umur ekonomis peralatan.
Banyak para ahli memberikan penilaian yang berbeda dari pengertian umur ekonomis mesin dengan maksud yang sama walaupun dengan ungkapan kata yang berbeda, yaitu sebagai berikut.:
A. “De Garmo E.P. and Canada I.R. (1979)”, mengemukakan bahwa umur
ekonomis suatu asset adalah jangka waktu dimana asset dapat dioperasikan dan memberikan keuntungan.
B. Ir. Dj.A. Simarmata, bahwa umur ekonomis ialah umur sampai batas mana sisitem masih ekonomis untuk dioperasikan.
C. “Taylor G.A. (1975)”, mengemukakan bahwa umur ekonomis suatu asset
adalah jangka waktu yang diberikan asset tersebut, dimana asset memiliki
ekivalensi tahunan rata-rata kecil.
D. “Thuesen G.J. (1984)”, mengemukakan bahwa umur ekonomis suatu asset
Keempat argumen para ahli diatas dapat disimpulkan bahwa umur ekonomis suatu mesin adalah merupakan jangka waktu pemakaian mesin dimana mesin tersebut memiliki biaya tahunan rata-rata terkecil dan memberikan keuntungan. Umur ekonomis tidak sama dengan umur teknis suatu peralatan. Umur teknis berakhir pada saat alat tidak lagi memberikan prestasi, sedangkan umur ekonomis berakhir pada saat nilai prestasinya menurun.
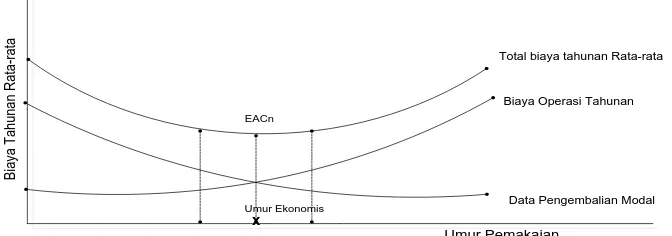
Dapat dilihat grafik umur ekonomis dibawah ini apabila pembahasannya dilakukan dengan menggunakan metode biaya tahunan rata-rata pada gambar 3.1.
Biaya Tahunan Rata-rata
Umur Ekonomis
Total biaya tahunan Rata-rata
Biaya Operasi Tahunan
Data Pengembalian Modal
Umur Pemakaian x
EACn
Gambar 3.1. Hubungan antara biaya tahunan dengan umur
Dari gambar dapat dilihat umur ekonomis dapat diperoleh pada saat : EACn-1 > EACn < EACn+1
Penentuan waktu umur ekonomis dengan menggunakan metode biaya tahunan rata-rata diperoleh dengan rumus :
EAC = Ekuivalen Annual Cost CR = Capital Recovery
EAOC = Ekuivalen Annual Operating Cost
3.2. Metode-metode Yang Digunakan
Pedoman dasar yang dilakukan dalam melakukan evaluasi umur ekonomis terhadap mesin adalah dengan mengikuti perkembangan biaya-biaya yang dikeluarkan untuk mesin yang digunakan. Biaya-biaya yang sangat perlu diperhitungkan dalam hal ini antara lain biaya investasi, operasi, perawatan, depresiasi, pajak, asuransi dan lain-lain.
Dalam perhitungan ekonomi teknik, secara teoritis ada beberapa metode yang dapat digunakan sebagai pedoman atau petunjuk dalam membuat studi ekonomi.
Metode-metode yang digunakan adalah: - Metode Annual Worth
- Metode Present Worth - Metode Future Worth - Metode Rate of Retrun
3.2.1. Metode Annual Worth
investasi. Dengan metode Annual Worth, maka semua biaya di operasikan merata setiap tahunnya. Depresiasi yang dipakai adalah metode Capital Recovery.
AW = R – D - CR CR = (P – L) (A/P,i %, n) + Li
Dimana :
(A/P, i, n) = Capital Recovery Faktor. R = Penerimaan ekivalen tahunan. CR = Capital Recovery.
P = Investasi awal.
D = Pengeluaran ekivalen tahunan. L = Harga akhir mesin
n = Tahun ke-n.
i = Suku bunga uang
Jika annual worth ≥ 0, proyek akan secara ekonomis menarik, sebaliknya jika annual worth ≤ 0, maka proyek akan secara ekonomis menjadi tidak menarik.
Annual worth nol berarti bahwa pengembalian tahunan yang tepat sama dengan
MARR telah dihasilkan.
3.2.2. Metode Present Worth
dan arus kas keluar diperhitungkan terhadap titik waktu sekarang pada tingkat bunga yang umumnya Minimum Attractive Rate of Return (MARR).
Persamaannya adalah:
k x
n i
k i
F
PW −
= +
=
∑
(1 )dimana :
k = indeks untuk tiap periode pemajemukan
k
F = arus kas masa depan pada akhir periode k n = banyaknya periode pemajemukan
I = Suku bunga uang.
Untuk mendapatkan Present worth sebagai fungsi dari i % ( per periode bunga) dari serangkaian kas masuk dan kas keluar, jumlah dimasa yang akan datang perlu disesuaikan ke masa sekarang dengan menggunakan tingkat bunga selama periode peramalan yang tepat. Semakin tinggi tingkat suku bunga dan semakin jauh suatu arus kas terjadi, maka akan semakin rendah present worth nya.
Jika present worth ≥ 0 proyek ini secara ekonomis dapat diterima, sebaliknya jika
present worth ≤ 0 proyek ini secara ekonomis tidak dapat diterima.
3.3.3. Metode Rate of Retrun
pengeluaran dan yang terjadi dengan semua pendapatan yang diperoleh dari investasi tersebut. Keseimbangan ini akan terjadi pada tingkat pengembalian tertentu. Tingkat bunga yang menyebabkan terjadinya keseimbangan antara semua pengeluaran dan semua pemasukan pada saat satu. periode tertentu disebut dengan
rate of return yang biasa disingkat dengan ROR. Dengan kata lain, ROR adalah
suatu tingkat penghasilan yang mengakibatkan nilai NPW ( Net Present Worth ) dari suatu investasi sama dengan nol.
Secara matematis hal ini bisa dinyatakan:
NPW =
(
1)
00
= + ∗ − =
∑
N tt
i Ft
Dimana:
NPW = net present worth Ft = aliran kas pada periode t
N = umur proyek atau periode studi dari proyek tersebut I* = nilai ROR dari proyek atau investasi tersebut
Karena Ft bisa bernilai positif maupun negatif maka persamaan ROR dapat juga dinyatakan:
NPW = PWR – PWE = 0
atau
(
)
∑
(
)
∑
= − =n =t t n
t
t P F i t E P F i t
R 0 0 0 %, , / %, , / dimana:
PWR = nilai present worth dari semua pemasukan (aliran kas positif)
Rt = penerimaan netto yang terjadi pada periode ke-t
Et = pengeluaran netto yang terjadi pada periode ke-t termasuk investasi
awal (P)
3.3.4 Metode Future Worth
Karena tujuan utama dari semua metode nilai uang terhadap waktu adalah untuk memaksimalkan kekayaan masa depan dari pemilik perusahaan, informasi ekonomis yang diperoleh dari metode ini sangat berguna dalam situasi-situasi keputusan investasi modal. Nilai masa depan berdasarkan pada nilai ekivalen dari pemasukan dan pengeluaran kas pada akhir periode studi pada tingkat bunga yang umumnya MARR.
Perhitungan umum yang diperlukan unutk menentukan nilai akan datang proyek :
FW(i%) = (1 ) −1
= +
∑
kx
n i
k i
F
dimana :
k = indeks untuk tiap periode pemajemukan
k
F = arus kas masa depan pada akhir periode k n = banyaknya periode pemajemukan
I = Suku bunga uang.
3.3. Langkah-langkah Pemecahan Masalah
3.3.1. Pengelompokkan Biaya
Untuk mendapatkan saat yang terbaik dalam mengganti peralatan, diharapkan adanya pencatatan biaya yang telah dikeluarkan selama penggunaan peralatan tersebut. Untuk pemecahan masalah tersebut di atas, maka biaya-biaya dikelompokkan diatas :
A. Depresiasi
Depresiasi adalah berkurangnya nilai suatu mesin setelah melalui suatu
periode tertentu. Metode depresiasi yang umum digunakan adalah sebagai berikut:
a. Metode garis Lurus (Straight Line Method)
Pada metode ini besarnya depresiasi berbanding langsung dengan umur mesin/peralatan. Perhitungan dilakukan dengan menggunakan persamaan sebagai berikut :
N L P
d = ( − )
dimana :
d = Depresiasi tahunan
P = Harga awal mesin/peralatan L = Harga akhir mesin/peralatan N = Umur mesin/peralatan
b. Metode Presentase Tetap (Declining Balance Method)
- Besarnya depresiasi untuk tahun pertama adalah : d1 = P.K
- Besarnya depresiasi untuk tahun ke-x adalah : dx = (BVx-1).k
- Harga akhir pada umur n tahun adalah : Ln = P.(1-k)n
- Book value pada tahun ke-x adalah : BVx = P – x.d
k = 1-x x
P BV
Cara yang lebih sederhana yang sering digunakan juga adalah dengan Double Declining Balance Method of Depretiation. Dengan metode ini, suatu aset yang diestimasi berumur n tahun, diberi maximum rate dengan nilai :
k = 2/n
c. Metode Jumlah Digit (The Sum of Year Dagits Method)
Metode ini biasanya diberi notasi metode SYD. Jumlah angka-angka umur mesin/peralatan tersebut merupakan penyebut dari faktor depresiasi, sedangkan pembilangnya adalah kebalikan urutan umurnya. Perhitungan dilakukan dengan persamaan berikut :
(
−)
− + + =
) 1 (
) 1 (
2
n n
N n L P dN
dimana :
dN = Depresiasi tahunan
L = Harga akhir mesin/peralatan n = Umur mesin/peralatan N = Umur pakai tahunan ke-N d. Metode Sinking Fund (The Sinking Method)
Pada metode ini dana yang di depresiasikan pada tahun pertama lebih kecil dari pada tahun berikutnya. Perhitungan dilakukan dengan persamaan berikut :
D = ( P – L ) ( A./F,i %, n ) Dimana :
D = Depresiasi tahunan
P = Harga awal mesin
L = Harga akhir mesin/peralatan (A/F, i %, n ) = Sinking Fund Factor
i = Umur pakai mesin/peralatan
B. Biaya Investasi
Biaya Investasi adalah biaya pembelian mesin dan biaya pemasangan sampai mesin tersebut dapat beroperasi.
( )(i%)
N L P−
Bila P merupakan harga awal sedangkan L merupakan harga akhir dan N umur mesin, dengan bunga uang yang berlaku i %, maka rata-rata investasi adalah gabungan dari biaya rata-rata antara biaya depresiasi secara straight
line dengan kenaikan, harga dan biaya investasi adalah sama dengan perolehan
C. Biaya Perawatan
Biaya perawatan cenderung meningkat sejalan dengan semakin bertambahnya umur mesin/peralatan. Biaya ini meliputi penggantian sparepart yang rusak, pemakaian minyak pelumas, biaya tenaga kerja yang merawat mesin/peralatan.
D. Biaya Bahan Bakar
Pemakaian bahan bakar cenderung meningkat sejalan dengan semakin bertambahnya umur peralatan. Besarnya tergantung pada jenis bahan bakar, jam operasi, besar mesin, karakteristik mesin.
E. Biaya Tenaga Kerja
Biaya Tenaga Kerja tergantung jumlah tenaga kerja yang melayani mesin. Biaya tenaga kerja ini tidak merata setiap tahun dan tidak mempengaruhi umur ekonomis.
F. Kerugian Akibat Berhentinya Mesin (Down Time)
Biaya ini tergantung pada besarnya jam perawatan setiap tahunnya yang meningkat dengan bertambahnya umur mesin.
G. Pemakaian Suku Cadang dan Minyak Pelumas
3.3.2. Peramalan
Peramalan pada dasarnya merupakan dugaan atau perkiraan mengenai terjadinya suatu kejadian atau peristiwa di waktu yang akan datang dengan menggunakan teori, rumusan dan analisa-analisa berdasarkan data masa lampau, jadi bukan sekedar dugaan belaka walaupun masih ada penyimpangan.
Secara garis besar metode peramalan di bedakan atas 2 (dua) kelompok yaitu :
1. Metode Peramalan Kualitatif. 2. Metode Peramalan Kuantitatif.
Pada peramalan kualitatif tidak dibutuhkan identifikasi yang jelas terhadap pola dasar, hal ini karena hasil dari peramalan tersebut ditentukan berdasarkan pemikiran yang bersifat intuisi, pendapat dan pengetahuan si peramal serta pengalaman si peramal. Sedangkan peramalan kuantitatif dibutuhkan identifikasi yang jelas tentang tipe dari pola dasar. Hasil peramalan tersebut sangat tergantung pada metode yang digunakan. Peramalan kuantitatif hanya digunakan apabila 3 (tiga) kondisi sebagai berikut :
1. Adanya informasi masa lalu yang dapat di gunakan.
2. Informasi tersebut dapat di kuantifikasikan ke dalam bentuk angka.
3. Dapat di asumsikan bahwa beberapa aspek dan pola yang akan berkelanjutan pada masa yang akan datang.
Peramalan harus dilakukan karena total biaya tahunan rata-rata mesin
Sheeter belum diperoleh. Peramalan beberapa tahun kedepan dilakukan terhadap
yang dipakai untuk peramalan biaya – biaya adalah metode linier sehingga dapat ditentukan MSE (Mean Squere Error).
Alasan pemilihan metode peramalan linier karena data biaya operasi, biaya
down time mesin Sheeter membentuk pola linier ( garis lurus ).
Persamaan linier yaitu : Yi’= a + b.Xi
Dimana: Yi’ = Nilai peramalan
Xi = Waktu
a dan b = Konstanta
Persamaan Mean Square Error yaitu :
2
1 '
) (
n Y Y MSE
n
i
i i
∑
= −=
Dimana : Yi = Nilai data sebenarnya
n = Banyak data
Peramalan harus dilakukan karena total biaya tahunan rata-rata mesin
Sheeter belum diperoleh. Peramalan beberapa tahun kedepan dilakukan terhadap :
nilai konstan biaya operasi, biaya down time dan Capital Recovery (CR). Metode yang dipakai untuk peramalan biaya – biaya adalah metode linier sehingga dapat ditentukan MSE (Mean Squere Error).
Alasan pemilihan metode peramalan linier karena data biaya operasi, biaya
down time, dan depresiasi (Capital Recovery) mesin Sheeter membentuk pola
linier ( garis lurus ).
Persamaan linier yaitu : Yi’= a + b.Xi
Dimana: Yi’ = Nilai peramalan
a dan b = Konstanta
Persamaan Mean Square Error yaitu :
2
1 '
) (
n Y Y MSE
n
i
i i
∑
= −=
Dimana : Yi = Nilai data sebenarnya
n = Banyak data
Dalam hal ini peramalan di lakukan untuk memenuhi kebutuhan data mengenai biaya-biaya pengoperasian mesin/peralatan. Adapun model peramalan yang digunakan adalah model deret berkala, dimana deret berkala tersebut adalah merupakan serangkaian data-data yang dikumpulkan dari waktu ke waktu untuk menggambarkan suatu kejadian.
Dari model deret berkala di kenal 4 (empat) pola data sebagai berikut : 1. Pola Horizontal
Pola data ini terjadi apabila harga data berfluktuasi sekitar harga rata-rata, dan dapat digambarkan seperti pada Gambar 3.2.
BI
AYA
WAKTU
2. Pola Musiman
Pola data ini terjadi bila data sangat dipengaruhi oleh musiman, dan dapat digambarkan seperti pada Gambar 3.3.
BI
AYA
[image:66.595.164.427.209.328.2]WAKTU
Gambar 3.3. Pola Musiman
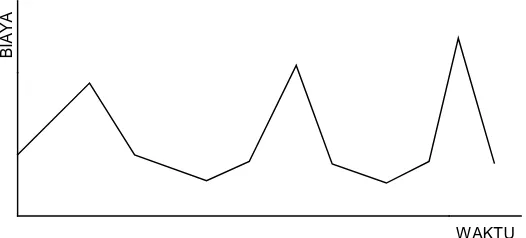
3. Pola Siklis
Pola data ini terjadi apabila data mempunyai gerak naik dalam jangka waktu yang lama, dan dapat digambarkan seperti pada Gambar 3.4.
BIAYA
WAKTU
Gambar 3.4. Pola Siklis
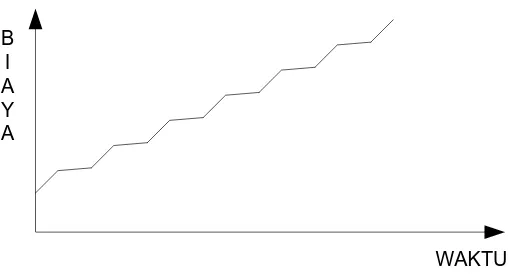
Pola trend ini terjadi apabila data bergerak menaik atau menurun dalam jangka waktu yang panjang, dapat digambarkan seperti pada Gambar 3.5.
WAKTU B
[image:67.595.159.414.204.341.2]I A Y A
Gambar 3.5. Pola Trend
Pemilihan teknik peramalan ini didasarkan atas bentuk pola data. Untuk peramalan pada laporan ini digunakan Pola trend. Dimana pola trend ini terdiri dari :
a. Trend Linier
Bentuk persamaan umum adalah : Yi = a + bXi
Dimana :
Yi = Nilai Peramalan Xi = Waktu
a dan b = konstan
Harga a dan b dapat diperoleh dengan rumus :
n Xi b Yi
2 1 1 2 1 1 1 . − − =
∑
∑
∑
∑
∑
= = = = = n i n i n i n i n i Xi Xi n Yi Xi Yi Xi n bb. Trend Kuadratis
Bentuk persamaannya adalah : Yi = a + bXi + cXi2
Dimana :
Yi = Nilai dari ramalan Xi = Waktu
a dan b = Konstan
Harga a, b dan c diperoleh dengan persamaan :
∑
=n = + ∑
= + ∑
= i n i n i Xi c Xi b a n Yi 1 1 2 1 .
∑
=n = ∑
= + ∑
= + ∑
= i n i n i n i Xi c Xi b Xi a Yi Xi 1 1 3 1 2 1 .
∑
=n = ∑
= + ∑
= + ∑
= i n i n i n i Xi c Xi b Xi a Yi Xi 1 1 3 1 2 1 2 .
c. Trend Eksponensial
Bentuk persamaannya adalah : Yi = a ( e )bx
Dimana :
Yi = Nilai dari ramalan X = Waktu
Harga-harga konstanta a dan b adalah diperoleh dengan rumusan sebagai berikut :
( )
∑
∑
∑
∑ ∑
− −= 2 2
ln ln X X n Y X Y X n b n t b Y
a=
∑
ln −∑
ln
Dari ketiga trend peramalan diatas dapat dipilih trend yang lebih sesuai, berdasarkan jumlah SEE ( Standard Error Estimation ) terkecil dan koefisien
korelasi yang terbesar.
dihitung dengan persamaan sebagai berikut :
(
)
f n
Y Y
SEE i i
− −
=
∑
∧ 2
Dimana :
SEE = Standard Error Estimation Yi = Nilai dari persamaan Yi^ = Nilai data sebenarnya n = Banyak data
f = Derajat kebebasan
3.3.3. Perhitungan Total Biaya Tahunan Rata-rata
Untuk biaya-biaya yang berfluktuasi setiap tahun, biaya-biaya tersebut dihitung dengan cara sebagai berikut :
a. Menghitung Capital Recovery (CR)
CR = ( P – L ) ( A/P,i %, n ) + Li Dimana :
CR = Capital Recovery P = Harga Awal L = Harga Akhir i = Suku Bunga
n = Umur Pakai Mesin/Peralatan ( A/P,i %, n ) = Capita Recovery Factor b. Menghitung biaya down time
- Hitung down time mesin tiap tahun
- Hitung rata-ratanya tiap tahun dengan persamaan : rd =
Σ
d / n
Dimana :
rd = Rata-rata down time mesin setiap tahun
Σd = Jumlah down time mesin sampai tahun ke- n. n = Jumlah tahun
- Hitung biaya down time dengan persamaan : Bd = rd / jk X CR X MARR
Dimana :
MARR = Tingkat bunga yang dipakai.
- Hitung biaya down time mesin untuk masa 10 tahun, yang akan datang dihitung dengan peramalan yang dipilih.
c. Menghitung biaya operasi tahunan rata-rata - Hitung biaya operasi setiap tahun.
- Hitung biaya operasi tahunan yang akan datang (10 tahun yang akan datang) dengan peramalan yang dipilih.
- Tentukan Present Value dari total biaya tiap tahun ke tahun nol yaitu dengan cara mengalikan biaya dengan faktor Present Worth (P/F, i %, n). - Hitung komulatif biaya Present Value diatas.
- Untuk mendapatkan biaya tahunan rata-rata kalikan komulatif biaya tiap tahun dengan factor Capital Recovery ( A/P, i %, n ).
- Hasil yang diperoleh merupakan ekivalen dari biaya operasi tahunan rata-rata tiap tahunnya.
d. Menghitung total biaya tahunan rata-rata
- Jumlahkan semua elemen biaya di atas ( Capital Recovery ), biaya Down
Time dan biaya operasi tahunan rata-rata.
e. Memilih total biaya tahunan rata-rata yang terkecil
BAB III
LANDASAN TEORI
3.1. Umur Ekonomis Peralatan
Salah satu kemampuan perusahaan untuk memenuhi target dalam mengolah produk sangat erat kaitannya dengan perkembangan usia pakai mesin dan kemajuan dari ilmu pengetahuan dan teknologi. Banyak sudah kita lihat perusahaan industri didalam melaksanakan programnya selalu saja di jumpai berbagai persoalan, tentu semua persoalan itu harus bisa dipecahkan dengan bijaksana. Maka untuk dapat memecahkan masalah itu dibutuhkan seorang pimpinan yang bijaksana pula dalam mengambil keputusan bagi perusahaan.
Satu dari berbagai persoalan itu di antaranya adalah dalam hal penggunaan mesin, apakah mesin yang lama akan tetap digunakan dengan melakukan berbagai perbaikan atau lebih baik menggantikannya dengan mesin yang baru. Agar masalah itu benar-benar dapat diselesaikan dan disimpulkan maka ketelitian mempertimbangkan faktor-faktor yang mempengaruhi suatu masalah sangat penting dalam pengambilan keputusan.
Bila umur ekonomis suatu mesin sudah dilampaui, mesin tersebut umumnya mengalami gangguan seperti frekwensi kerusakan bertambah tinggi yang mengakibatkan naiknya ongkos pemeliharaan mesin, menurunnya kapasitas produksi dan bahkan kemungkinan kwalitas produksi menjadi diluar standar. Bertambahnya umur mesin dan peralatan, maka biaya yang di keluarkan semakin bertambah. Kondisi ini akan menyebabkan keuntungan yang diperoleh perusahaan akan berkurang. Namun ada beberapa pengertian lain tentang umur ekonomis peralatan.
Banyak para ahli memberikan penilaian yang berbeda dari pengertian umur ekonomis mesin dengan maksud yang sama walaupun dengan ungkapan kata yang berbeda, yaitu sebagai berikut.:
E. “De Garmo E.P. and Canada I.R. (1979)”, mengemukakan bahwa umur
ekonomis suatu asset adalah jangka waktu dimana asset dapat dioperasikan dan memberikan keuntungan.
F. Ir. Dj.A. Simarmata, bahwa umur ekonomis ialah umur sampai batas mana sisitem masih ekonomis untuk dioperasikan.
G. “Taylor G.A. (1975)”, mengemukakan bahwa umur ekonomis suatu asset
adalah jangka waktu yang diberikan asset tersebut, dimana asset memiliki