PENENTUAN UMUR EKONOMIS MESIN PRESS DENGAN
MENGGUNAKAN METODE BIAYA TAHUNAN RATA-RATA
PADA PT. BINTANG TOBA LESTARI
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Sains Terapan
OLEH:
KRISTANTA ANDRI DARISTA. G
NIM : 025204053
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A – IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PENENTUAN UMUR EKONOMIS MESIN PRESS DENGAN
MENGGUNAKAN METODE BIAYA TAHUNAN RATA-RATA
PADA PT. BINTANG TOBA LESTARI
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Sains Terapan
OLEH:
KRISTANTA ANDRI DARISTA. G
NIM : 025204053
Dosen pembimbing I Dosen Pembimbing II
( Ir. Elisabeth Ginting, Msi ) ( Aulia Ishak ST, MT)
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A – IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
BERITA ACARA
KARYA AKHIR
No. Dok : PM-TS-01-04B Rev : 0
Tgl Efektif : 01 Feb 2007 Halaman : 1 dari 1
UNIVERSITAS SUMATERA UTARA
FAKULTAS : TEKNIK
PROGRAM : TEKNIK MANAJEMEN PABRIK ( DIPLOMA – IV ) DEPARTEMEN : TEKNIK INDUSTRI
NAMA MAHASISWA : KRISTANTA ANDRI DARISTA. G
NIM : 025204053
JUDUL : Penentuan Umur Ekonomis Mesin Press Dengan Menggunakan Metode Biaya Tahunan Rata-rata Pada PT. Bintang Toba Lestari
DOSEN PEMBIMBING : Aulia Ishak ST,MT
NO TANGGAL MATERI
BIMBINGAN
PARAF KETERANGAN
Medan, Juni 2008
PEMBIMBING,
BERITA ACARA
KARYA AKHIR
No. Dok : PM-TS-01-04B Rev : 0
Tgl Efektif : 01 Feb 2007 Halaman : 1 dari 1
UNIVERSITAS SUMATERA UTARA
FAKULTAS : TEKNIK
PROGRAM : TEKNIK MANAJEMEN PABRIK ( DIPLOMA – IV ) DEPARTEMEN : TEKNIK INDUSTRI
NAMA MAHASISWA : FAISAL EFFENDI SEMBIRING
NIM : 025204033
JUDUL : Penentuan Umur Ekonomis Mesin Press Dengan Menggunakan Metode Biaya Tahunan Rata-rata Pada PT. Bintang Toba Lestari
DOSEN PEMBIMBING : Ir. Elisabeth Ginting, Msi
NO TANGGAL MATERI
BIMBINGAN
PARAF KETERANGAN
Medan, Juli 2008
PEMBIMBING,
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perkembangan teknologi yang semakin pesat menyebabkan persaingan
dalam dunia bisnis semakin tajam. Semua pihak berusaha mendapatkan teknologi
yang sesuai dengan biaya terendah.
Salah satu cara untuk mendapatkan biaya terendah adalah dengan
mengendalikan investasi, baik investasi awal maupun investasi lanjutan yang
antara lain berupa pengendalian peralatan.
PT. Bintang Toba Lestari yang bergerak dalam bidang perakitan spring
bed, memiliki peralatan-peralatan yang memerlukan investasi awal dan biaya
operasi yang cukup besar. Keuntungan perusahaan sangat besar kaitannya dengan
biaya produksi, hingga peningkatan keuntungan sejalan dengan penurunan ongkos
produksi.
Penurunan ongkos produksi dapat dilaksanakan antara lain dengan cara
menurunkan biaya operasi mesin dan peralatan serendah mungkin. Salah satu
adalah dengan melaksanakan penggantian mesin tepat pada waktunya.
Apabila mesin dan peralatan tidak diganti sesuai dengan waktunya akan
mengakibatkan terganggunya proses produksi dan meningginya biaya produksi.
Secara teknis mungkin peralatan yang ada masih dapat dioperasikan dan
masih mempunyai kemampuan untuk berproduksi, tetapi secara ekonomis
digunakan dalam proses produksi, tetapi kita harus mengeluarkan biaya perawatan
ekstra akibat dari kerusakan peralatan. Biaya perawatan tersebut berupa
penggantian suku cadang. Kalau dibandingkan dengan penggantian peralatan baru
pihak perusahaan belum tentu mengalami kenaikan biaya produksi. Tetapi hal ini
harus dianalisa lagi dengan perhitungan matematis agar perusahaan bisa menekan
biaya produksi ditinjau dari penggantian peralatannya.
Mesin press yang menjadi pembahasan merupakan mesin yang sangat
mempengaruhi baik atau tidaknya mutu suatu produk, karena mesin press ini
mempunyai fungsi dimana mesin ini mencetak kawat menjadi per sehingga pada
saat pemasangan per didalam produk tidak mengalami kerusakan.
Semua hal diatas merupakan yang harus ditanggulangi dengan cepat.oleh
karena itu perusahaan harus menjaga mesin dan peralatan agar mutu yang
diinginkan pelanggan dapat dipenuhi, perusahaan dapat menanggulangi
permasalahan diatas dengan cara menentukan umur ekonomis mesin press
tersebut.
1.2. Pokok Permasalahan
PT. Bintang Toba Lestari mengalami masalah dalam hal tingginya jumlah
produk yang rusak sehingga diperlukan pengendalian proses dan mutu produk
yang lebih baik. Jumlah produk yang rusak mencapai 18 unit/bulan. Banyaknya
produk yang rusak dipengaruhi oleh kemampuan operasional mesin press. Untuk
mencapai kemampuan operasional mesin tersebut dapat dilakukan dengan
Untuk melakukan penentuan umur ekonomis mesi press caranya adalah
dengan penilaian kembali biaya-biaya yang telah dan seharusnya dikeluarkan
untuk pengoperasian peralatan yang terdiri dari biaya operasi, depresiasi,
investasi, kenaikan harga, down time. Hasil evaluasi akan menentukan apakah
mesin dan peralatan masih menguntungkan untuk dioperasikan.
1.3. Tujuan Penelitian
1.3.1. Tujuan Umum
Tujuan umum dari penelitian ini adalah menghitung umur ekonomis mesin
press dengan menggunakan metode biaya tahunan rata-rata.
1.3.2. Tujuan Khusus
Adapun tujuan khusus dari penelitian ini adalah :
1. Menentukan besarnya biaya yang dibutuhkan mesin, seperti biaya suku
cadang, pemakaian bahan bakar dan upah tenaga kerja.
2. Mengetahui besarnya depresiasi terhadap biaya tahunan.
3. Menentukan biaya down time mesin.
4. Penentuan pengembalian modal (CR).
1.4. Pembatasan Masalah
Untuk mendapatkan sasaran pembahasan maka perlu dibuat beberapa
1. Peralatan/mesin yang akan dibahas dalam studi ini adalah mesin press.
2. Untuk keperluan perhitungan, biaya-biaya dihitung berdasarkan constant
value pada tahun anggaran 2006.
3. Cara pengoperasian dan perawatan suatu mesin dan peralatan yang
diterapkan perusahaan dianggap sesuai dengan perawatan standar dan tidak
menjadi pembahasan dalam tugas akademis ini.
1.5. Asumsi-asumsi yang digunakan
Asumsi-asumsi yang digunakan berdasarkan permasalahan adalah :
1. Cara penggunaan, perawatan maupun cara beroperasi pelaksanaan suatu
mesin dianggap normal sesuai panduan teknis dari mesin tersebut.
2. Mesin yang beroperasi ditangani oleh tenaga operator yang benar-benar
mahir dan pengalaman dalam bidangnya sehingga kerusakan mesin adalah
karena keadaan mesin itu sendiri.
3. Seluruh data yang diperoleh dari perusahaan maupun sumber lainnya
adalah benar dan telah diteliti kewajarannya.
1.6. Metodologi Pengumpulan Data
Metode pengumpulan data yang dipergunakan adalah gabungan antara
data primer dan data sekunder. Pengumpulan data dilakukan melalui pengamatan
dan wawancara secara langsung terhadap objek penelitian yang dihubungkan
Dalam metode analisa digunakan metode deskriptis analitis. Metode ini
menyangkut pengelompokan data secara teratur dan terperinci, sehingga data
memberikan gambaran yang dapat dimengerti, selanjutnya kelompok-kelompok
data ini dianalisa dengan menghubungkan satu sama lain, kemudian ditarik
kesimpulannya. Bidang ilmu yang terutama digunakan dalam studi ini adalah
ekonomi teknik dan statistik.
I.7. Sistematika Penulisan Karya Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan Karya Akhir ini disusun dalam tujuh bab, yaitu:
BAB I : PENDAHULUAN
Dalam bab ini diuraikan latar belakang masalah, tujuan dan sasaran
studi, perumusan masalah pemecahaan masalah, pembatasan
masalah, metodologi pengumpulan data dan asumsi yang dipakai
untuk menganalisa data yang ada.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab ini berisikan tentang sejarah perusahaan, ruang lingkup bidang
usaha, serta organisasi dan manajemen di PT. Bintang Toba
Lestari.
BAB III : LANDASAN TEORI
Bab ini menjelaskan secara lengkap tentang dasar teori yang
dipakai dalam analisis dan pemecahan masalah yang dirumuskan
BAB IV : METODOLOGI PENELITIAN
Pada bab ini diuraikan tentang tempat dan waktu penelitian, obyek
penelitian, dan tahapan proses penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisikan tentang data yang diambil untuk mendukung
pelaksanaan studi/penelitian dan perhitungan terhadap data yang
diambil untuk memperoleh variabel-variabel yang dipakai dalam
menentukan analisa.
BAB VI : ANALISIS PEMECAHAN MASALAH
Bab ini berisikan tentang penganalisaan variabel-variabel yang
diperoleh untuk mendapatkan perhitungan dan kesimpulan yang
tepat terhadap penelitian.
BAB VII : KESIMPULAN DAN SARAN
Bab ini memuat butir-butir penting dari hasil penganalisaan dan
memberikan saran atau usulan mengenai berbagai hal
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Gambaran Umum Perusahaan
Sesuai dengan kebutuhan kehidupan manusia sehari-hari, tempat tidur
merupakan salah satu kebutuhan primer. Karena semakin berkembangnya zaman
dan teknologi, maka kebutuhan primer ini semakin berkembang dalam produknya.
Sehingga yang biasanya kita menggunakan tempat tidur dari bahan tilam kapuk
dengan rangka tempat tidur dari kayu, kini hal tersebut sudah mulai ditinggalkan
oleh kebanyakan masyarakat, dan masyarakat mulai memakai produk yang beda
yang kita kenal dengan nama spring bed. Jenis-jenis dari produk ini beragam dan
mempunyai kelasnya masing-masing sesuai dengan kualitas, dan mutu produk
tersebut.
Adapun sejarah berdirinya pabrik PT. Bintang Toba Lestari ini berawal
dari usaha keluarga. PT. Bintang Toba Lestari dibangun dengan modal keluarga
yaitu pada tanggal 5 Mei 1996 yang berlokasi di Jl. Pulau Button No.
98/99 Medan.
Seiring dengan bertambahnya kebutuhan pangsa pasar, ide-ide yang
muncul dan keinginan untuk lebih mengembangkan usaha ini PT. Bintang Toba
Lestari. Didorong semakin berkembangnya pangsa pasar usaha ini, perusahaan
mengembangkan beberapa jenis macam produk ke dalam rangkaian produksi
spring bed ini. PT. Bintang Toba Lestari merupakan produsen spring bed yang
2.1.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha PT. Bintang Toba Lestari sudah meluas sampai
keluas kota Medan seiring semakin digemari oleh masyarakat (konsumen).
PT. Bintang Toba Lestari memproduksi 2 (dua) jenis produk yaitu spring bed dan
busa. PT. Bintang Toba Lestari ini sudah dipasarkan ke seluruh Sumatera. Lokasi
kantor pemasaran produk spring bed dan lokasi sama. PT. Bintang Toba Lestari
memproduksi produk-produk spring bed dan busa.
Selain produksi-produksi diatas, PT. Bintang Toba Lestari juga
menyediakan dan melayani pesanan tersendiri bagi para konsumen. Apabila
konsumen ingin membeli satu buah spring bed atau membeli banyak
(misalnya grosir) harganya tetap sama. Tidak ada perbedaan harga untuk
konsumen yang ingin menjual lagi atau konsumen yang langsung menggunakan
spring bed tersebut, hanya saja bagi konsumen yang yang membeli banyak
(misalnya grosir) mendapatkan bonus dari pihak industri. Strategi promosi yang
dilakukan oleh PT. Bintang Toba Lestari ini adalah mempromosikan lewat
pemasangan iklan di koran.
2.1.3. Lokasi Perusahaan
Lokasi dan layout pabrik termasuk hal yang penting yang dapat
mempengaruhi usaha dan tujuan perusahaan. Penentuan lokasi dan layout pabrik
yang tepat akan dapat mereduksi biaya distribusi bahan baku maupun produk jadi,
sehingga efisiensi dan aktivitas perusahaan dapat tercapai dengan baik. Pabrik
No. 98/99 Medan Belawan dan dibangun diatas areal tanah seluas 6.200 m2.
Dalam areal ini terdapat bangunan seperti head office, pabrik, toilet dan pos
satpam.
Faktor-faktor yang harus diperhatikan dari lokasi suatu pabrik adalah
sebagai berikut :
− Berada dekat dengan pemukiman tenaga kerja.
− Dekat dengan pasar yang ditinjau.
− Fasilitas dan sarana transportasi yang memadai.
2.1.4. Struktur Organisasi Perusahaan
Perusahaan yang terdiri dari berbagai dari aktivitas yang berbeda-beda
yang saling terkait harus dikoordinasikan sedemikian rupa sehingga dapat
mencapai sasaran dan tujuan perusahaaan dengan efisien. Adanya berbagai
aktivitas ini maka perlu dilakukan pengorganisasian sebagai salah satu fungsi dari
manajemen.
Dalam sistem pengorganisasian pada unit yang berbeda-beda diperlukan
struktur organisasi yang dapat mempersatukan seluruh sumber daya dengan cara
yang teratur. Dengan struktur organisasi tersebut diharapkan setiap personil yang
berada didalam organisasi dapat diarahkan sehingga mendorong mereka
melaksanakan aktivitas masing-masing dengan baik dan mendorong tercapainya
sasaran perusahaan.
PT. Bintang Toba Lestari menggunakan struktur organisasi berbentuk
perusahaan. Bentuk ini ditunjukan dengan adanya spesialisasi tugas pada setiap
unit organisasi sehingga pelimpahan wewenang dari pimpinan dalam bidang
pekerjaan tertentu dapat langsung dilimpahkan kepada unit organisasi yang
menangani pekerjaan tersebut.
Struktur organisasi dan manajemen adalah alat untuk mempermudah
pelaksanaan tugas, pendelegasian wewenang dan tanggung jawab dari atasan ke
bawahan, juga berfungsi sebagai pengawasan item terhadap hasil kerja bawahan.
Tanpa adanya struktur organisasi yang jelas dan baik, maka tidak akan tercipta
suatu kesatuan pelaksanaan tugas yang efisien dan efektif. Semakin jelas dan baik
struktur organisasi perusahaan, maka sistem operasional akan dapat terlaksana
secara terintegrasi.
Untuk membagi tugas dan tanggung jawab terhadap kegiatan-kegiatan
didalam perusahaan, PT. Bintang Toba Lestari membentuk suatu struktur
organisasi perusahaan. Sturktur organisasi perusahaan pada PT. Bintang Toba
Lestari adalah berbentuk struktur organisasi garis, disini wewenang diturunkan
mulai dari manajemen puncak yaitu manager menuju kepala-kepala bagian (Head
Section). Sedangkan pertanggung jawaban dimulai dari manajemen tingkat rendah
yaitu kepala bagian (Head Section) menuju pimpinan tertinggi perusahaan yaitu
manager. Struktur organisasi juga ditentukan dan dipengaruhi oleh badan usaha,
jenis usaha, besarnya usaha, dan sistem produksi perusahaan tersebut. Ada
1. Organisasi Garis (Line Organizations)
Organisasi garis adalah suatu bentuk struktur organisasi dimana kekuasaan
dan tanggung jawab diturnkan secara garis dari tingkat pimpinan
atas kepada tingkat bawahannya. Dalam bentuk organisasi seperti ini, tidak
seorang bawahan pun yang mempunyai atasan lebih dari satu orang, jadi
kesimpang siuran perintah yang diterima oleh bawahan sangat kecil
kemungkinannya untuk terjadi. Pada struktur organisasi garis, prinsip
Unity of Command atau kesatuan dalam komando akan terpelihara dengan
baik. Atasan hanya memerintah bawahan tertentu dan bawahan akan
memberikan laporan kepada atasan yang memberi perintah.
Kebaikan dari struktur organisasi ini adalah :
− Organisasi ini sederhana sehingga sesuai dipakai untuk perusahaan
kecil.
− Adanya Unity of Command (kekuasaan komando).
− Setiap pengambilan keputusan dapat dilaksanakan dengan cepat
sebab jumlah orang yang diajak berkonsultasi masih sedikit.
Kekurangan dari struktur organisasi ini adalah :
− Seluruh organisasi tergantung pada satu orang, sehingga kalau orang
itu tidak mampu, seluruh organisasi akan terancam hancur.
− Adanya kecenderungan seorang pemimpin bertindak otoriter.
2. Organisasi Fungsional
Dalam struktur organisasi ini, setiap petugas memiliki fungsi yang telah
ditentukan oleh pemimpin perusahaan. Jadi tugas dan tanggung jawab
dalam organisasi ini dinagi menurut fungsi masing-masing. Pimpinan tiap
bidang berhak memerintah kepada senua pelaksana yang menyangkut
bidang kerjanya. Petugas-petugas yang setingkat mempunyai wewenang
dan tanggung jawab yang sama.
Kebaikan dari struktur organisasi adalah :
− Terdapat spesialisasi pekerjaan, sehingga menjamin keahlian setiap
pejabat pada bagian masing-masing.
− Daya kreasi bawahan dapat lebih berkembang karena bawahan
tersebut memiliki wewenang tertentu untuk mengambil keputusan
yang berhubungan dengan pekerjaan menurut fungsi masing -
masing.
− Kekuasaan seorang atasan tidak terlalu mutlak, seperti halnya pada
organisasi garis.
− Adanya peraturan - peraturan kerja yang lebih baik.
Kekurangan dari struktur organisasi ini adalah :
− Koordinasi sulit diterapkan karena bawahan memiliki beberapa
atasan.
− Proses pengambilan keputusan sering kali terlambat karena
− Dituntut adanya karyawan yang benar-benar terampil dan menguasai
bidangnya, yang kadang-kadang sulit untuk diperoleh.
3. Organisasi Garis dan Staff
Organisasi garis dan staff paling banyak diterapkan karena dianggap paling
dapat memenuhi kebutuhan terutama perusahaan-perusahaan besar. Hal ini
disebabkan karena penggabungan dari kebaikan organisasi garis dan
fungsional, dimana terdapat fungsi Unity of Command dan spesialisasi
bidang pekerjaan.
Dengan adanya seorang pemimpin yang bertanggung jawab atas suatu
aktiva dimana para bawahannya memberikan pertanggung jawaban kepadanya,
maka tercapailah prinsip Unity of Command, selanjutnya spesialisasi tidak
diabaikan, dengan adanya spesialisasi yang terdiri dari beberapa ahli di bidangnya
masing-masing.
Dalam pelaksanaan sehari-hari, prinsip-prinsip organisasi seperti
pembagian tugas, pendelegasian wewenang, tingkat-tingkat pengawasan, kesatuan
perintah, dan koordinasi dapat berjalan dengan baik dan luwes. Tidak sampai
terjadi tumpang tindih pekerjaan. Struktur organisasi PT. Bintang Toba Lestari
2.1.5. Pembagian Tugas dan Tanggung Jawab
Manajemen suatu organisasi dibutuhkan orang-orang yang memegang
jabatan tertentu dalam organisasi, dimana masing-masing melaksanakan tugas.
Wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan
struktur organisasi perusahaan, yaitu :
1. Factory Manager
Factory Manager adalah merupakan pimpinan puncak dari PT. Bintang
Toba Lestari. Tugas dari Factory Manager adalah sebagai berikut :
− Mengkoordinir dan mengawasi pelaksanaan tugas para kepala bagian.
− Mengarahkan dan meneliti kegiatan perusahaan.
− Menyebarkan dan menerapkan kebijakan yang berhubungan dengan
kegiatan produksi serta mengawasi pelaksanaannya.
2. Kepala Produksi
Bertanggung jawab langsung kepada Factory Manager dalam
melaksanakan tugasnya. Kepala Produksi membawahi bagian produksi.
Tugas dari Kepala. Produksi adalah sebagai berikut :
− Bertanggung jawab atas pelaksanaan kegiatan dalam bagian produksi.
− Merencanakan dan mengatur produksi perusahaan agar sesuai dengan
spesifikasi dan standard mutu yang telah di tentukan.
− Membuat laporan produksi secara periodik mengenai pemakaian bahan
dan jumlah produksi.
− Merencanakan dan meneliti metoda kerja dalam usaha meningkatkan
− Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui
kekurangan dan penyimpangan, sehingga dapat dilakukan perbaikan.
3. Kepala Accounting
Kepala Accounting bertanggung jawab langsung kepada Factory Manager.
Dalam melaksanakan tugasnya Kepala Accounting membawahi staff accounting
dan kasir.
Tugas dari Kepala Accounting adalah sebagai berikut :
− Merencanakan dan mengawasi perencanaan dan kegiatan akuntansi
dari keuangan perusahaan.
− Membantu Factory Manager dalam melaksanakan anggaran
perusahaan.
− Memastikan bahwa transaksi keuangan dilakukan dengan benar.
− Memeriksa dan menganalisa data dan laporan aliran dana dan biaya
perusahaan.
− Bertanggung jawab atas dana diokumen-dokumen penting yang
disimpan dalam perusahaan.
4. Kepala Personalia
Kepala Personalia bertanggung jawab langsung kepada Factory Manager.
Adapun tugas dari Kepala. Personalia adalah sebagai berikut :
− Merencanakan dan menerapkan sistem penerimaan pegawai yang
dibutuhkan oleh perusahaan.
− Mengadakan penelitian kepegawaian seperti masalah pengembangan
organisasi perusahaan, evaluasi kerja, gaji dan upah karyawan.
− Menetapkan kebijakan-kebijakan dan prosedur mengenai persediaan
dan pemanfaatan fasilitas seperti komunikasi, perumahan dan
transportasi perusahaan.
5. Kepala Gudang Barang Jadi
Kepala gudang barang jadi bertanggung jawab penuh kepada manager
pembelian. Adapun tugas dari Kepala. Gudang Barang Jadi adalah sebagai
berikut :
− Mengawasi gudang bahan produksi.
− Dapat mengetahui jumlah bahan produksi yang dipergunakan perhari,
perbulan, dan pertahun untuk semua bahan produksi.
6. Kepala Marketing
Kepala Marketing bertanggung jawab kepada Factory Manager. Adapun
tugas dari Kepala Marketing adalah sebagai berikut :
− Merencanakan, mengkoordinir dan mengawasi kegiatan dibidang
pemasaran.
− Merencanakan kegiatan penelitian pasar guna mendapatkan data
tentang tingkat kebutuhan konsumen dan tingkat persaingan, sehingga
dapat ditentukan rencana volume penjualan kepada target market.
− Menentukan kebijaksanaan serta strategi pemasaran perusahaan yang
mencakup jenis produk yang akan dipasarkan, harga, pendistribusian
− Menentukan rencana anggaran biaya pemasaran.
− Mengkoordinir tenaga ahli yang memberikan pelayanan teknis kepada
masyarakat.
7. Foreman Rangka Dipan.
Tugasnya adalah sebagai berikut :
− Mempersiapkan rangka yang sudah dikeringkan untuk
dipersiapkan ke proses produksi dan diberi
− Membuat lubang memasang drat baut sakura.
− Membuat sandaran spring bed.
− Memasang Per yang telah dijadikan satu diatas rangka spring bed
kemudian diikat /ditembak dengan staples CL 73.
− Memasang Cutter Sheet diatas Per kemudian meletakan busa diatas
Cutter Sheet.
8. Foreman Matras.
Tugasnya adalah sebagai berikut :
− Menyarungi rangka yang sudah diolah didevisi rangka dengan kain
spring bed kemudian dijahit.
9. Foreman Rakit Per.
Tugasnya adalah sebagai berikut :
− Membuat Per ulir dari besi baja lurus.
10. Foreman Jahit.
Tugasnya adalah sebagai berikut :
− Memotong kain yang telah diproses dimesin gunting sesuai dengan
jenis dan ukuran spring bed.
− Menjahit kain yang telah dipotong menjadi sarung spring bed.
11. Foreman Quilting.
Tugasnya adalah sebagai berikut :
− Menjahit kain dengan memberi lapisan busa PP nonwaven pada
kain sesuai dengan motif /corak bunga pada spring bed.
12. Foreman Cutting.
Tugasnya adalah sebagai berikut :
− Memotong busa sesuai dengan ukuran spring bed yang akan
diproduksi.
13. Foreman Foaming
Tugasnya adalah sebagai berikut :
− Membalutkan busa pada spring bed yang akan diproduksi sesuai
dengan ukurannya.
14. Foreman Gudang Bahan Baku.
Tugasnya adalah sebagai berikut :
− Mempersiapkan bahan baku spring bed yang akan diproduksi.
15. Staff Pajak.
Tugasnya adalah sebagai berikut :
− Melaporkan segala pajak yang terjadi diperusahaan kepada pajak
pemerintah.
− Membayar segala pajak yang terjadi diperusahaan kepada pajak
pemerintah.
16. Staff Administrasi Gudang Barang jadi.
Tugasnya adalah sebagai berikut :
− Mencatat barang jadi yang masuk melalui kontainer atau dari
luar/pusat ke stok.
− Mencatat hasil produksi yang sudah menjadi barang jadi ke stok.
− Mencatat pengeluaran barang ke dalam stok.
17. Staff Central Stock.
Tugasnya adalah sebagai berikut :
− Mencatat semua barang masuk dan keluar didevisi gudang barang
jadi.
− Mencatat semua bahan baku yang masuk dan keluar didevisi
gudang bahan baku.
18. Penagihan
Tugasnya adalah sebagai berikut :
− Membuat daftar tagihan (umur piutang).
− Menagih piutang yang telah jatuh tempo.
19. Kasir.
Tugasnya adalah sebagai berikut :
− Mencatat penerimaan dan pengeluaran kas.
− Membayar transaksi pengeluaran kas.
− Membuat laporan kas masuk dan keluar.
20. Human Resource
Bertanggung jawab kepada Kepala Personalia. Adapun tugas dari Human
Resource adalah sebagai berikut :
− Menangani masalah-masalah yang behubungan dengan
perburuhan.
− Mengkoordinir kegiatan surat menyurat baik keluar maupun ke
dalam perusahaan.
21. Purchasing
Staff ini bertanggung jawab penuh kepada Kepala Personalia. Adapun
tugas dari Purchasing adalah sebagai berikut :
− Melakukan pemilihan dan evaluasi atas supplier.
− Melaporkan setiap kegiatan pembelian kepada Kepala Personalia.
− Mengeluarkan Purchasing Order (PO).
− Pembinaan sumber daya manusia dijajarannya.
22. Foreman Delivery
Tugasnya adalah sebagai berikut :
− Mengatur schedule pengiriman ke konsumen.
23. Foreman Kasur busa Dan Spring Bed.
Tugasnya adalah sebagai berikut :
− Mencatat dan menerima barang yang telah diproduksi baik itu
berupa kasur busa dan spring bed.
− Mengeluarkan barang yang telah diproduksi ke bagian delivery
kemudian dicatat dalam pengeluaran barang.
24. Foreman Panel, Umum dan Office.
Tugasnya adalah sebagai berikut :
− Mencatat dan menerima barang masuk melalui kontainer.
− Mengeluarkan barang (panel, umum dan office) untuk dikirim ke
konsumen melalui bagian delivery lalu mencatat pengeluarannya.
25. Sales
Tugasnya adalah sebagai berikut :
− Menjual produk.
− Membuat nota pesanan.
26. Sales Counter
Tugasnya adalah sebagai berikut :
− Menerima dan mencatat pengeluaran Via telepon.
− Membuat surat jalan barang ke konsumen.
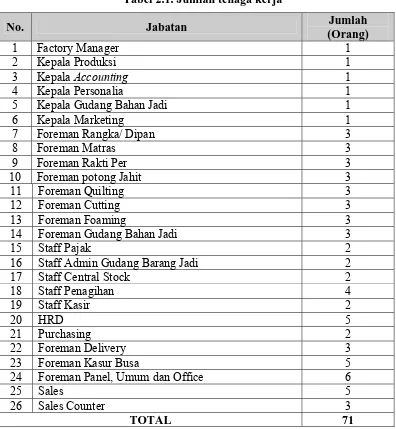
2.1.6. Jumlah Tenaga Kerja dan jam kerja
Tenaga kerja pada PT. Bintang Toba Lestari adalah tenaga kerja tetap
Tenaga kerja langsung adalah pekerja pada bagian produksi/pengolahan di
pabrik, sedangkan tenaga kerja langsung adalah pekerja yang kerjanya tidak
berhubungan langsung dengan proses produksi.
Jumlah tenaga kerja yang mencakup pada perusahaan PT. Bintang Toba
Lestari adalah sebanyak 71 orang, dengan perincian seperti yang terdapat pada
Tabel 2.1.
Tabel 2.1. Jumlah tenaga kerja
No. Jabatan Jumlah
(Orang)
1 Factory Manager 1
2 Kepala Produksi 1
3 Kepala Accounting 1
4 Kepala Personalia 1
5 Kepala Gudang Bahan Jadi 1
6 Kepala Marketing 1
7 Foreman Rangka/ Dipan 3
8 Foreman Matras 3
9 Foreman Rakti Per 3
10 Foreman potong Jahit 3
11 Foreman Quilting 3
12 Foreman Cutting 3
13 Foreman Foaming 3
14 Foreman Gudang Bahan Jadi 3
15 Staff Pajak 2
16 Staff Admin Gudang Barang Jadi 2
17 Staff Central Stock 2
18 Staff Penagihan 4
19 Staff Kasir 2
20 HRD 5
21 Purchasing 2
22 Foreman Delivery 3
23 Foreman Kasur Busa 5
24 Foreman Panel, Umum dan Office 6
25 Sales 5
26 Sales Counter 3
Ketentuan jam kerja di PT. Bintang Toba Lestari hanya mempunyai satu
shift dimana waktu kerja pegawai kantoran sama dengan waktu kerja karyawan
bagian proses produksi. Pengaturan jam kerja di PT. Bintang Toba Lestari sebagai
berikut :
Karyawan bagian kantor dan karyawan bagian produksi.
1. Untuk hari Senin - Kamis.
Pukul 08.00 – 12.00 Wib Kerja aktif.
Pukul 12.00 – 13.00 Wib Istirahat.
Pukul 13.00 – 16.00 Wib Kerja aktif.
2. Untuk hari Jumat.
Pukul 08.00 – 12.00 Wib Kerja aktif.
Pukul 12.00 – 14.00 Wib Istirahat.
Pukul 14.00 – 16.00 Wib Kerja aktif.
3. Untuk hari Sabtu.
Pukul 08.00 – 13.00 Wib Kerja aktif.
Hari minggu dan hari besar lainnya merupakan hari libur. Namun pada
hari libur terkadang pabrik juga beroperasi untuk tujan tertentu. Pelaksanaan kerja
pada hari libur dan diluar ketentuan diatas dikategorikan kedalam jam kerja
lembur. Kerja lembur dilakukan bila order dari konsumen cukup besar dan harus
2.1.7. Sistem Pengupahan dan Fasilitas Lainnya
Kesejahteraan merupakan salah satu faktor dalam usaha untuk
meningkatkan produktivitas tenaga kerja. Untuk mencapai hal itu pemenuhan
kebutuhan hidup merupakan sarana yang paling terpenting. Pemberian upah yang
memadai adalah upah yang dilakukan untuk meningkatkan kesejahteraan
karyawan. Karena setiap pekerja pada PT. Bintang Toba Lestari adalah merupakn
karyawan tetap, maka setiap karyawan menerima gaji pada setiap bulannya yang
dihitung dari awal bulan sampai dengan akhir bulan. Gaji pekerja pada
PT. Bintang Toba Lestari berdasarkan pada ketentuan UMR (Upah Minimum
Regional), pada karyawan buruh produksi.
Selain upah resmi diatas, perusahaan juga memberikan upah lainnya yaitu
berupa :
1. Upah lembur.
Yaitu upah yang diberikan apabila karyawan melebihi jam kerja yang telah
ditetapkan yang pembayarannya bersamaan dengan pembayaran gaji pada
tiap bulannya.
2. Tunjangan jabatan.
Yaitu sebagai pelengkap gaji pokok, mengingat adanya
pekerjaan-pekerjaan yang memegang peranan dan tanggung jawab serta
tuntunan khusus. Tunjangan jabatan ini bisa diberikan untuk tingkat
3. Tunjangan hari raya (THR)
Yaitu tunjangan yang diberikan kepada karyawan yang telah bekerja lebih
dari 3 bulan, dengan besar tunjangan sebagai berikut :
− Karyawan dengan masa kerja 3-6 bulan memperoleh tunjangan
sebesar ¼ kali gaji pokok sebulan.
− Karyawan dengan masa kerja 6-9 bulan memperoleh tunjangan
½ kali gaji pokok sebulan.
− Karyawan dengan masa kerja 9-12 bulan memperoleh tunjangan
sebesar ¾ kali gaji pokok sebulan.
− Karyawan dengan masa kerja 1-3 tahun memperoleh tunjangan
sebesar 1 kali gaji pokok sebulan.
− Karyawan dengan masa kerja 3-5 tahun memperoleh tunjangan
sebesar 1,5 kali gaji pokok sebulan.
− Karyawan dengan masa kerja 5 tahun memperoleh tunjangan sebesar
2 kali gaji pokok sebulan.
4. Cuti.
Untuk menghilangkan rasa jenuh dan bosan selama bekerja, perusahaan
memberikan cuti bagi karyawan. Lama cuti yang diberikan perusahaan
adalah 12 hari kerja setiap tahunnya dengan rincian 6 hari cuti massal dan
6 hari cuti individual. Cuti massal adalah dimana pabrik dan kantor ditutup
dan seluruh karyawan diliburkan, kecuali satuan pengamanan tidak
individual adalah cuti yang diberlakukan kepada masing - masing
karyawan.
2.2. Proses Produksi
2.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan memiliki persentase yang besar
dibandingkan bahan-bahan lainnya. Jadi, bahan baku ini dapat disebut sebagai
bahan utama. Adapun bahan baku yang digunakan adalah sebagai berikut :
− Busa, yaitu merupakan bahan baku utama dalam proses produksi perakitan
spring bed, busa digunakan sebagai alas spring coil. Adapun bahan dasar
dalam pembentukan busa ini merupakan dari bahan-bahan kimia. Dimana
bahan-bahan dasar kimia tersebut diperoleh dari dalam dan luar negeri.
Sehingga persentase dari standard mutu yang ditetapkan dapat dipenuhi
dengan baik.
− Per, juga merupakan salah satu dasar dari bahan baku. Sebelum Per ini
dibentuk, Per ini awalnya merupakan berupa gulungan kawat. Bahan baku
ini didapat dari dalam negeri berupa gulungan kawat, dimana gulungan
kawat ini diolah kembali menjadi spring coil (kawat Per).
2.2.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan
mutu produk yang mana komponennya merupakan bagian dari produk akhir.
Bahan tambahan yang digunakan adalah sebagai berikut :
− Kain, yaitu bahan yang digunakan untuk dijahit dengan busa yang menjadi
kain busa, dimana kain busa ini pada proses berikutnya akan dipasang
pada rangka kawat Per.
− Cotton Sheet, bahan ini dipasang pada tiap sudut-sudut kawat Per, agar
kain busa tidak mudah robek karena bertimpa langsung dengan rangka Per.
− Stapless, berfungsi untuk meletakkan klem pada matras dan melekatkan
triplek pada busa dan kain quilting untuk sandaran.
− Kain Divan, bahan ini berfungsi sebagai rangka bawah tempat tidur spring
bed. Yang awalnya bahan ini merupakan kayu yang kemudian dibentuk
menjadi ukuran rangka spring bed.
− Benang, bahan ini juga berguna bagi proses produksi. Dimana benang
berfungsi sebagai bahan dasar untuk menjahit cotton cheep dengan kain.
− Tripleks, digunakan sebagai salah satu bahan tambahan yang berfungsi
sebagai kepala/ sandaran spring bed. Dimana sebelum sandaran tersebut
dipasang pada spring bed, awalnya dibentuk dulu berdasarkan ukuran
sandaran spring bed yang ditentukan.
− Kawat, selain digunakan sebagai bahan baku dalam pembentukan Per,
kawat juga digunakan sebagai pengikat Per yang satu dengan Per yang
lainnya.
− Kaki spring bed, ini digunakan sebagai penopang produk, dan sebagai alas
2.2.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dibutuhkan guna menyelesaikan
suatu produk atau suatu bahan yang ditambahkan pada produk dimana bahan ini
bagian dari produk akhir. Bahan penolong yang digunakan adalah :
− Label produksi, biasanya dapat kita lihat pada produk jadi. Label ini dapat
dilihat pada produk spring bed itu sendiri yang di tempel pada cotton
cheep, dan pada matras bawah.
− Plastik, berfungsi untuk membungkus produk jadi agar tidak terkena noda.
Besarnya kebutuhan masing-masing bahan baku, bahan penolong dan
bahan tambahan dalam kondisi proses produksi yang berjalan normal disesuaikan
dengan jenis dan banyaknya pesanan.
Produksi rata-rata yang dapat dikerjakan oleh PT. Bintang Toba Lestari
sangat normal dengan jumlah hari kerja 26 hari/bulan. Dalam hal mutu/kualitas
produk, perusahaan sangat mengutamakannya, seperti seluruh jenis bahan baku
dan hasil produksi yang sangat dijaga ukuran serta takarannya, dimana setiap
waktu petugas bagian quality control selalu mengadakan pemeriksaan pada
produk.
2.3. Uraian Proses Produksi
Proses produksi adalah metode atau teknik untuk membuat suatu barang
atau jasa bertambah nilainya dengan menggunakan sumber tenaga kerja, mesin,
bahan baku, bahan tambahan dan dana yang ada.Sedangkan proses adalah suatu
kerja, mesin, dana dan metode) yang ada untuk memperoleh hasil. Sedangkan
untuk produksi adalah kegiatan untuk menciptakan atau menambah kegunaan
suatu barang atau jasa. Dari definisi diatas maka dapat dibuat kesimpulan bahwa
proses produksi adalah cara, metode, dan teknik untuk menciptakan atau
menambah kegunaan suatu barang atau jasa dengan menggunakan sumber daya
material, tenaga kerja, mesin, dana, dan metode yang ada.
Jenis-jenis produksi sangat banyak, tergantung dari metode, dan cara yang
digunakan untuk menghasilkan produk. Namun secara garis besar dapat
dibedakan atas 2 jenis, yaitu :
1. Proses produksi yang terus menerus (Continue)
2. Proses produksi yang terputus-putus (Intermittent)
Dalam aktivitas produksinya sehari-hari PT. Bintang Toba Lestari
menggunakan jenis proses produksi yang terputus-putus Intermittent. Hal ini
dikarenakan kegiatan produksi dari perusahaan tersebut berlangsung untuk
memenuhi permintaan atau pesanan disamping juga sebagai persediaan atau stock.
Untuk memperoleh produk dengan kualitas yang baik, diperlukan
pedoman kerja dan tahapan yang harus dilaksanakan oleh semua operator. Secara
umum proses pembuatan spring bed dapat diklarifikasikan sebagai berikut :
1. Busa dibuat terlebih dahulu didevisi Foaming kemudian busa yang telah
dibuat dipotong sesuai dengan ukuran spring bed.
2. Kain diproses dengan menambahkan busa setebal 1 cm dan ditambah
3. Selanjutnya kain yang telah diproses dimesin quilting dipotong sesuai
dengan ukuran spring bed, dan dijahit dibagian menjahit biasa menjadi
sarung sprig bed.
4. Kawat baja yang masih harus dipress menjadi per ulir (bulat) kenudian
dirangkai menjadi satu melalui ram per (rakit Per) dengan meletakan per
5. Proses berikutnya rangka dipersiapkan untuk disolari dan diberi oli.
6. Selanjutnya rangka diberi per yang telah dipress dimesin rakit Per
diatasnya lalu ditembak dengan CL 73 agar menyatu dengan rangka.
7. Rangka yang sudah menyatu dengan per selanjutnya diberi Cotton Sheet
diatas per Coil tersebut lalu diatas Cotton Sheet diberi busa setebal 3 cm.
8. Kemudian rangka tersebut disarungi kain yang telah dipersiapkan dan di
jahit pinggirnya dengan mesin jahit lis pinggir.
9. Spring bed yang telah disarungi dibungkus dengan plastik dan mika dan
diberi plat sudut dan kartu garansi.
10. Spring bed yang telah siap diproses lalu ditransfer ke gudang barang jadi.
2.4. Mesin dan Peralatan
PT. Bintang Toba Lestari dalam melaksanakan kegiatan produksinya
menggunakan teknologi, yaitu selain menggunakan tenaga mesin juga
2.4.1. Mesin Produksi
Beberapa jenis mesin yang digunakan dalam proses produksi dimana
prinsip kerja dari setiap mesin masing-masing berbeda dalam sistem kerja dan
hasil dari mesin produksi yang digunakan. Adapun mesin dan peralatan yang
digunakan PT. Bintang Tiba Lestari dalam kegiatan produksi pengolahan
spring bed-nya adalah sebagai berikut :
1. Mesin Press Kawat Baja
Power = 4 Hp
Tegangan = 220 Volt
Faktor Kerja = cos φ 0,81
Kuat Arus = 6 A
Jumlah Mesin = 4 unit
Fungsi = Mencetak kawat menjadi Per.
Cara kerja = Gumpalan kawat dimasukkan kedalam mesin
[image:35.595.209.487.479.664.2]press agar menjadi per
Gambar 2.2. Mesin Press
2. Mesin Rakit Per
Faktor Kerja = cos φ 0,7
Kuat Arus = 7 A
Jumlah Mesin = 4 Unit
Fungsi = Merakit kawat Per
3. Mesin Jahit Biasa
Power = 3 Hp
Tegangan = 220 Volt
Faktor Kerja = cos φ 0,69
Kuat Arus = 6 A
Jumlah Mesin = 10 Unit
Fungsi = Menjahit kain penutup matras
4. MesinJahit Quilting
Power = 6 Hp
Tegangan = 380 Volt
Faktor Kerja = cos φ 0,61
Kuat Arus = 8 A
Jumlah Mesin = 1 Unit
Fungsi = Menjahit kain untuk lapisan busa
5. Mesin Corner Machine
Power = 4 Hp
Tegangan = 380 Volt
Faktor Kerja = cos φ 0,69
Kuat Arus = 6 A
Jumlah Mesin = 4 Unit
Fungsi = Menjahit lis pinggir matras spring bed
6. Mesin Foaming
Power = 6 Hp
Faktor Kerja = cos φ 0,69
Kuat Arus = 7 A
Jumlah Mesin = 1 Unit
Fungsi = Membuat busa balutan pada spring bed
7. Mesin Potong Busa
Power = 4 Hp
Tegangan = 380 Volt
Faktor Kerja = cos φ 0,69
Kuat Arus = 5 A
Jumlah Mesin = 3 Unit
Fungsi = Memotong busa balutan sesuai dengan spring
bed
2.4.2. Peralatan
Pada umunya di PT. Bintang Toba Lestari semua lintasan produksi
menggunakan alat angkut manual agar dapat membantu kelancaran seluruh
produksi. Disamping itu alat material handling yang digunakan adalah sebagai
berikut :
1. Gun Ar Cl 73
Fungsi : Sebagai pengikat kawat Per dengan besi spring coil.
2. Gun Ar 22
Fungsi : Sebagai pengikat besi spring coil dengan kawat Per.
3. Martil
4. Gergaji kayu
Fungsi : Memotong kayu.
5. Gergaji tripleks
Fungsi : Memotong tripleks.
2.5. Utilitas
Untuk kelancaran kegiatan produksi, diperlukan unit pendukung seperti :
1. Genset
Fungsi : Pembantu power listrik atau pembangkit listrik bagi mesin dan
peralatan jika arus listrik PLN terputus.
2. Forklift
Fungsi : Memindahkan bahan-bahan yang mempunyai volume besar dan
berat seperti gulungan kawat dan bahan lainnya yang baru tiba
atau yang akan dipindahkan dari truk ke gudang bahan baku.
2.6. Safety and Fire Protection
Pada umunya pabrik mempunyai risiko besar dalam kecelakaan kerja,
seharusnya pihak perusahaan harus memperhatikan masalah keselamatan
pekerjanya. Keselamatan kerja merupakan sarana utama untuk pencegahan
kecelakaan kerja, cacat dan kematian yang diakibatkan oleh kecelakaan kerja.
Kecelakaan kerja yang terjadi dapat mengakibatkan hambatan-hambatan yang
mesin-mesin dan peralatan kerja, dengan berhentinya proses produksi untuk sesaat
maka hal tersebut dapat menyebabkan biaya produksi yang semakin tinggi.
Salah satu usaha yang dapata dilakukan oleh pihak perusahaan untuk
memperkecil biaya produksi adalah menggunakan mesin-mesin yang dilengkapi
dengan alat pelindung yang aman guna memperkecil kecelakaan kerja yang
ditimbulkan dari mesin-mesin dan peralatan tersebut.
Masalah keselamatan kerja sudah harus diperhatikan pada saat
perancangan awal pabrik didirikan. Walaupun pabrik sudah beroperasi,
perencanaan tetap penting untuk mencapai standard keselamatan yang tinggi. Cara
untuk mencegah terjadinya kecelakaan dengan menggunakan peralatan pelindung
diri yang tergantung pada jenis pekerjaan di lapangan.
Mengingat kondisi pabrik PT. Bintang Toba Lestari tidak terlalu berisiko
kecelakaaan kerjanya pada karyawan, maka sistem keselamatan dan kesejahteraan
kerja pada karyawan tidak terlalu menjadi prioritas dalam perakitan spring bed di
pabrik. Lain halnya pada divisi pembuatan busa, setiap karyawan harus memakai
alat pelindung diri seperti masker. Karena dalam proses pembuatan busa ini,
bahan utamanya adalah berupa bahan - bahan kimia.
Agar proses produksi dapat berjalan dengan baik maka pihak perusahaan
harus mengutamakan pengamanan pada arus listrik. Maka saklar-saklar harus
ditempatkan pada posisi yang mudah dijangkau dan tertutup. Sekring-sekring
harus pada panel tertutup, kabel listrik harus terpasang baik agar tidak terjadi
II-26
pada tempat tempat tertentu untuk penanganan selanjutnya. Limbah padat yang
terdapat pada PT. Bintang Toba Lestari berupa potongan-potongan busa dari
bahan baku. Dimana sisa dari busa ini dikumpulkan dan disatukan kembali untuk
BAB III
LANDASAN TEORI
3.1. Pendahuluan
Setiap perusahaan industri didalam melaksanakan programnya selalu saja
menemukan berbagai persoalan, tentu semua persoalan itu harus bisa dipecahkan
dengan bijaksana. Salah satu dari berbagai persoalan itu diantaranya adalah dalam
hal penggunaan mesin, apakah akan tetap di pakai mesin lama dengan melakukan
beberapa perbaikan-perbaikan atau lebih baik menggantikannya dengan mesin
yang baru. Agar masalah itu benar-benar dapat diselesaikan dan disimpulkan
maka ketelitian mempertimbangkan faktor-faktor yang mempengaruhi suatu
masalah sangat penting dalam pengambilan keputusan.
3.2. Umur Ekonomis Peralatan
Pada umumnya yang dimaksud dengan umur ekonomis mesin adalah
jangka waktu dimana suatu mesin masih memberikan keuntungannya pada saat
mesin masih beroperasi. Ada beberapa pengertian lain tentang umur ekonomis
mesin dengan ungkapan kata yang berbeda.
Didalam Karya Akhir ini dikutip beberapa pengertian lain dari umur
ekonomis peralatan sebagai berikut :
A. “ Taylor G.A. (1975) ”, Mengemukakan bahwa umur ekonomis suatu asset
adalah jangka waktu yang diberi asset tersebut, dimana asset memiliki
B. “ De Garmo E.P. and Canada I.R. (1979) “, Mengemukakan bahwa umur
ekonomis suatu asset adalah jangka waktu dimana asset dapat dioperasikan
dan memberikan keuntungan.
C. “ Thuesen G.J. (1984) “, Mengemukakan bahwa umur ekonomis suatu
asset adalah jangka ekivalensi tahunan rata-rata atau memperbesar
ekivalensi keuntungan bersih tahunan.
D. Ir. Dj. A. Simarmata, bahwa umur ekonomis ialah umur sampai batas
mana sistem masih ekonomis untuk dioperasikan.
Dari keempat pendapat diatas dapat disimpulkan bahwa umur ekonomis suatu
mesin/peralatan adalah merupakan jangka waktu pemakaian suatu mesin/peralatan
dimana mesin/peralatan tersebut memiliki biaya tahunan rata-rata terkecil dan
memberikan keuntungan.
Dalam grafik dibawah ini dapat dilihat umur ekonomis apabila
pembahasannya dilakukan dengan menggunakan metode biaya tahunan rata-rata
maka secara matematis dirumuskan sebagai berikut :
AC(N – 1) ≥ AC(N) atau
AC(N) > AC(N + 1)
Dimana :
AC : Annual Cost
N : Waktu Peremajaan.
Gambar 3.1. Hubungan antara biaya tahunan dengan umur
Penentuan waktu umur ekonomis ini terhadap peralatan baru dilakukan
dengan cara estimasi. Hasil estimasi tidaklah dipedomani langsung untuk
mengambil keputusan umur ekonomis.
3.3. Metode-metode yang digunakan
Sebagai dasar dalam melakukan evakuasi umur ekonomis terhadap mesin
adalah dengan mengikuti perkembangan biaya-biaya yang dikeluarkan untuk
mesin yang digunakan. Biaya-biaya yang diperhitungkan dalam hal ini antara lain
biaya investasi, biaya operasi, perawatan, deprisiasi, pajak, asuransi.
Dalam perhitungan ekonomi teknik, secara teoritis ada beberapa metode
yang digunakan sebagai pedoman atau petunjuk dalam mencari umur ekonomis
mesin.
Metode-metode yang dapat digunakan adalah :
− Metode Present Worth.
− Metode Annual Worth.
3.3.1. Metode Present Worth
Metode present worth adalah suatu metode yang memproyeksikan seluruh
penerimaan dan pengeluaran tahun n ke tahun 0 (tahun awal). Pilihan terbaik pada
metode ini adalah alternatif dengan present worth pengeluaran terkecil.
persamaannya adalah :
n n
PW =
∑
RN(
P / F , i % , X)
−
∑
QN(
P / F , i %, X)
X = 1 X = 1
dimana :
( P / F , i % , X ) = Faktor Present Worth.
R = Penerimaan.
Q = Pengeluaran.
X = Tahun Ke – x.
i = Suku bunga uang.
Alternatif yang diambil adalah nilai PW yang terbesar.
3.3.2. Metode Annual Worth
Metode ini adalah merupakan pengukuran tingkat keuntungan.
Penginvestasian kembali peralatan baru dengan membagikan selisih biaya tahunan
dengan selisih investasi. Metode ini digunakan bila selisih pada kedua mesin
menunjukan cash flow yang sebanding. Dalam hal ini depresiasinya diganti
dengan Capital Recovery.
AW = G − ( O + M + CR )
dimana :
( A/ P, i, n ) = Capital Recovery Factor.
( O + M + CR ) = Annual Cost.
G = Penerimaan kotor.
CR = Capital Recovery.
O = Ontgkos - ongkos operasi.
P = Investasi awal.
M = Ongkos maintenance dan sejenisnya.
L = Harga akhir mesin.
n = Tahun ke - n.
i = Suku bunga uang.
Pemilihan alternatif dilakukan yaitu dengan memilih biaya tahunan
(Annual Cost) yang terkecil.
3.3.3. Metode Minimum Alternatif Rate Of Return (MARR).
Metode Minimum Alternatif Rate Of Return (MARR) digunakan untuk
mencari tingkat suku bunga tahunan yaitu dalam hal ini mencari tingkat suku
bunga investasi mesin. Persamaannya adalah :
MARR = ( 1 + Bunga Deposito ) ( 1 + Laju Inflasi ) – 1.
dimana :
Bunga Deposito = Bunga uang di bank berupa deposito.
3.3.4. Pengelompokan Biaya
Untuk mendapatkan saat yang terbaik dalam mengganti peralatan,
diharapkan adanya pencatatan biaya yang telah dikeluarkan selama penggunaan
peralatan tersebut. Untuk pemecahan masalah tersebut diatas maka biaya-biaya
dikelompokan atas :
A. Depresiasi
Depresiasi atau penyusutan adalah berkurangnya nilai suatu mesin
setelah melalui suatu periode. Metode depresiasi yang umum digunakan adalah
sebagai berikut :
a. Metode Garis Lurus (Straight Line Method )
Pada metode ini besarnya depresiasi berbanding langsung dengan
umur mesin/ peralatan. Perhitungan dilakukan dengan menggunakan
persamaan sebagai berikut :
( P – L )
d
= —————N
dimana :
d = Depresiasi tahunan.
P = Harga awal mesin/ peralatan.
L = Harga akhir mesin/ peralatan.
N = Umur mesin/ peralatan.
b. Metode Presentase Tetap (Declining Balance Method)
Metode ini sering juga disebut Metheson Formula. Perbandingan nilai
depresiasi setiap tahun tergadap nilai buku pada awal tahun tersebut
- Besarnya depresiasi untuk tahun pertama adalah :
d1 = P.K
- Besarnya depresiasi untuk tahun ke - x adalah :
dx = (BVx – 1).k
- Harga akhir pada umur n tahun adalah :
Ln = P.(1 – k)n
- Book Value pada tahun ke - x adalah :
BV = P – xd.
c. Metode Jumlah Digit (The Sum of Years Digits Method)
Metode ini biasanya diberi notasi metode SYD. Jumlah
angka-angka umur mesin/peralatan tersebut merupakan penyebut
dari faktor depresiasi, sedangkan pembilangnya adalah kebalikan
urutan umurnya. Perhitungan dilkakukan dengan persamaan sebagai
berikut :
dN =
1 1 2
n n
N n L
P
dimana :
dN = Depresiasi tahunan.
P = Harga awal mesin/ peralatan.
L = Harga akhir mesin/ peralatan.
n = Umur mesin/ peralatan.
d. Metode Sinking Fund (The Sinking Fund Method)
Pada metode ini dana yang di depresiasikan pada tahun pertama
lebih kecil dari pada tahun berikutnya. Perhitungan dilakukan
dengan persamaan berikut :
D = ( P – L ) ( A/ F, i % , n )
dimana :
D = Depresiasi tahunan.
P = Harga awal mesin.
L = Harga akhir mesin/ peralatan.
(A/ F,i %,n) = Sinking Fund Factor.
i = Umur pakai mesin/ peralatan.
B. Biaya Investasi
Biaya investasi adalah biaya pembelian mesin dan biaya pemasangan
sampai mesin tersebut dapat beroperasi :
( P – L ) ———— ( i %)
N
Bila P merupakan harga awal dan L merupakan harga akhir, dengan bunga uang
yang berlaku i % maka rata - rata investasi adalah ekivalensi dari biaya rata-rata
antara biaya depresiasi secara straight line, dengan biaya kenaikan dan harga dan
biaya investasi adalah sama dengan capital recovery.
C. Biaya Perawatan
Biaya perawatan cenderung meningkat sejalan dengan semakin
yang rusak, pemakaian minyak pelumas, biaya tenaga kerja yang merawat mesin/
peralatan.
D. Biaya Bahan Bakar
Pemakaian biaya bahan bakar cenderung meningkat sejalan dengan
semakin bertambahnya umur peralatan. Besarnya tergantung pada jenis bahan
bakar, jam operasi, besar mesin, karakteristik mesin.
E. Biaya Tenaga Kerja
Biaya tenaga kerja tergantung jumlah tenaga kerja yang melayani mesin.
Biaya tenaga kerja ini merata setiap tahun dan tidak mempengaruhi umur
ekonomis mesin.
F. Kerugian Akibat Berhentinya Mesin ( Down Time )
Biaya ini tergantung pada besarnya jam perawatan setiap tahunnya yang
meningkat dengan bertambahnya umur mesin.
G. Pemakaian Suku Cadang dan Minyak Pelumas
Pemakaian suku cadang dan minyak pelumas cenderung meningkat
sejalan dengan semakin bertambahnya umur peralatan dan harga dipasaran.
Besarnya tergantung pada jenis suku cadang dan minyak pelumas, jam operasi,
karakteristik mesin.
3.3.5. Analisa Korelasi
Analisa korelasi bertujuan untuk mengukur derajat hubungan antara
variabel x dan variabel y dari suatu fungsi. Untuk mengukur derajat hubungan
tersebut digunakan suatu nilai yang lazim disebut dengan koefisien korelasi yang
− 1 ≤ r ≤ ± 1
Jika :
- r = − 1 ; Berarti hubungan antara X dan Y sangat kuat dan negatif.
- r = 1 ; Berarti hubungan antara X dan Y sangat kuat dan positif.
- r = 0 ; Berarti hubungan anatar X dan Y sangat lemah dan tidak ada.
Besarnya nilai koefisien koerlasi dihitung dengan persamaan sebagai berikut :
2 1 1 2 2 2 2 1 1 1 .
n i n i n n i n i n i Yi Yi n Xi Xi n Yi Xi Yi Xi n r Atau :r =
y S yx S 2 2 1 dimana :
r = Koefisien korelasi.
S 2 yx = Standard Error Estimation.
S 2 yx = Simpangan baku.
Xi dan Yi = Variabel - variabel yang diukur tingkat hubungannya.
Sebelum menggunakan variabel bebas X untuk meramalkan variabel tidak
bebas Y, maka dibuat suatu hipotesa bahwa variabel X dan Y mempunyai
hubungan yang kuat. Koefisien korelasi diberi simbol ρ (rho). Untuk menguji
kebenarannya dilakukan dengan cara :
Perumusan hipotesa :
Hi < 0, X dan Y mempunyai berkorelasi negatif.
Hi > 0, X dan Y mempunyai berkorelasi positif.
Hi ± 0, X dan Y mempunyai berkorelasi positif.
- Tentukan besar taraf nyata ( Significant Level =
α
), kemudian tentukan tα dantα/2 dari tabel distribusi student.
- Hitung nilai observasi dengan rumus :
to =
2
1 2
r n r
Dimana :
To = Nilai observasi.
r = Koefisien korelasi.
n = Jumlah data.
- Aturan yang digunakan untuk menerima dan menolak Ho, hal ini tergantung dari
hal perumusan hipotesa yang digunakan yaitu :
1. Ho : ρ= 0
Hi : ρ < 0
Jika to < - tα , maka Ho ditolak.
to > - tα , maka Ho diterima.
2. Ho : ρ = 0
Hi : ρ > 0
Jika to > tα , maka Ho ditolak.
3. Ho : ρ = 0
Hi : ρ≠ 0
Jika to > - tα/2 atau to > tα/2 , maka Ho ditolak.
- tα/2 < to < tα/2 , maka Ho diterima.
3.4. Peramalan
Peramalan pada dasarnya merupakan dugaan atau perkiraan mengenai
terjadinya suatu kejadian atau peristiwa diwaktu yang akan datang dengan
menggunakan teori, rumusan dan analisa-analisa berdasarkan data masa lampau.
Jadi bukan sekedar dugaan belaka walaupun masih ada penyimpangan.
Secara garis besar metode peramalan dibedakan atas 2 (dua) kelompok
yaitu :
1. Metode Peramalan Kualitatif.
2. Metode Kuantitatif.
Pada peramalan kualitatif tidak dibutuhkan identifikasi yang jelas terhadap
pola dasar. Hal ini karena hasil dari peramalan tersebut ditentukan berdasarkan
pemikiran yang bersifat intuisi, pendapat dan pengetahuan si peramal serta
pengalaman si peramal. Sedangkan peramalan kuantitatif dibutuhkan identifikasi
yang jelas tentang tipe dari pola dasar. Hasil prmalan tersebut sangat tergantung
pada metode yang dibutuhkan. Peramalan kuantitatif hanya digunakan apabila
3 (tiga) kondisi sebagai berikut :
1. Adanya informasi masa lalu yang dapat digunakan.
3. Dapat diasumsikan bahwa beberapa aspek dan pola yang akan
berkelanjutan pada masa yang akan datang.
Dalam hal ini peramalan dilakukan untuk memenuhi kebutuhan data
mengenai biaya-biaya pengoperasian mesin/ peralatan. Adapun model peramalan
yang digunakan adalah model deret berkala, dimana deret berkala tersebut adalah
merupakan serangkaian data-data yang dikumpulkan dari waktu ke waktu untuk
menggambarkan suatu kejadian.
Dari model deret berkala dikenal 4 (empat) pola data sebagai berikut :
1. Pola Horizontal.
Data ini terjadi apabila harga data berfluktasi sekitar harga rata - rata,
dan dapat digambarkan seperti pada Gambar 3.2.
BI
AYA
WAKTU
Gambar 3.2. Pola Horizontal.
2. Pola Musiman.
Pola data ini terjadi bila sangat dipengaruhi oleh musiman, dan dapat
BI
AYA
[image:54.595.198.461.129.240.2]WAKTU
Gambar 3.3. Pola Musiman.
3. Pola Siklis.
Pola data ini terjadi apabila data mempunyai gerak naik dalam jangka
waktu yang lama, dan dapat digambarkan seperti pada Gambar 3.4.
BI
AYA
WAKTU
x x x
x x x
x x
[image:54.595.207.466.391.511.2]x x
Gambar 3.4. Pola Siklis.
4. Pola Trend.
Pola trend ini terjadi apabila data bergerak menarik atau menurun dalam
jangka waktu yang panjang, dan dapat digambarkan seperti pada
BI AYA WAKTU x x x x xx x x x x x x x x x x x x x x x xx
xx x xx x x x x x x x x x x xx x x x x x x x xx
[image:55.595.225.487.119.256.2]x x x x x x x x x x x x x
Gambar 3.5. Pola Trend.
Pemilihan teknik peramalan ini didasarkan atas bentuk pola data.
Peramalan pada data laporan ini digunakan pola trend. Dimana pola trend ini
terdiri dari :
a. Trend Linier.
Bentuk persamaan umum adalah :
Yi = a + bXi.
dimana :
Yi = Nilai Peramalan.
Xi = Waktu.
a dan b = Konstan.
Harga a dan b dapat diperoleh dengan rumus :
n Xi b Yi a
b. Trend Kuadratis.
Bentuk persamaannya adalah :
2
Yi = a + bXi + cXi.
dimana :
Yi = Nilai dari ramalan.
Xi = Waktu.
a, b dan c = Konstan.
Harga a dan b dapat diperoleh dengan persamaan :
n
∑
Yi = n.a + b
n i n i Xi c Xi 1 2 1X = 1
n
∑
Xi . Yi = a
n i n i n i Xi c Xi b Xi 1 3 1 2 1X = 1
n
∑
Yi2. Yi = a
n i n i n i Xi c Xi b Xi 1 3 1 2 1X = 1
c. Trend Eksponensial.
Bentuk persamaannya adalah :
bx
Yi = a ( e ).
dimana :
Yi = Nilai dari ramalan.
a, b dan e = Konstan.
Harga - harga konstanta a dan b adalah diperoleh dengan rumusan
sebagai berikut :
2 2 ln ln
X X n Y X Y X n b n t b Y a
ln
ln
Dari ketiga trend peramalan diatas dapat dipilih trend yang lebih sesuai,
berdasarkan jumlah SEE (Standard Error Estimation) terkecil dan koefisien
korelasi yang terbesar atau paling dekat dengan ± 1. Standard Error Estimation
(SEE) dihitung dengan persamaan sebagai berikut :
SEE =
f n Yi Yi
^ 2dimana :
MSEE = Mean Standard Error Estimation.
Yi = Nilai dari persamaan.
Yi^ = Nilai data sebenarnya.
n = banyak data.
f = derajat kebebasan.
3.4.1. Pengelompokan Biaya
Untuk biaya-biaya yang berfluktasi setiap tahun, biaya-biaya tersebut
a. Menghitung Capital Recovery (CR)
− Hitung harga akhir mesin tiap tahun (Book Value).
− Hitung CR dengan perumusan :
CR = (P – L) (A/ P, i %, n) + Li
dimana :
CR = Capital Recovery.
P = Harga awal.
L = Harga akhir.
i = Suku bunga.
n = Umur pakai mesin/ peralatan.
( A/ P, i %, n ) = Capital Recovery Factor.
b. Menghitung biaya Down Time.
− Hitung down time mesin tiap tahun.
− Hitung rata - ratanya tiap tahun dengan persamaan :
rd =
∑
d / ndimana :
rd = Rata – rata down time mesin setiap tahun.
∑d
= Jumlah down time mesin sampai tahun ke - n.n = Jumlah tahun.
− Hitung biaya down time dengan persamaan :
dimana :
Bd = Biaya down time.
rd = Rata - rata down time.
jk = Jam kerja per tahun.
CR = Capital Recovery.
MARR = Tingkat bunga yang dipakai.
− Hitung biaya down time mesin untuk masa 10 tahun yang akan datang,
dengan peramalan yang dipilih.
c. Menghitung biaya operasi tahunan rata-rata.
− Hitung biaya operasi setiap tahun.
− Hitung biaya operasi tahunan yang akan datang (10 tahun yang akan
datang). Dengan peramalan yang dipilih.
− Tentukan Present Value dari total biaya tiap tahun ke tahun nol yaitu
dengan cara mengalikan biaya dengan faktor present worth
( P/ F, i %, n ).
− Hitung kumulatif biaya Present Value diatas.
− Untuk mendapatkan biaya tahunan rata-rata, kalikan kumulatif biaya
tiap tahun dengan faktor Capital Recovery ( A/ P, i %, n )
− Hasil yang diperoleh merupakan ekivalensi dari biaya operasi tahunan
rata-rata tiap tahunnya.
d. Menghitung total biaya tahunan rata - rata.
− Jumlahkan semua elemen biaya atas (Capital Revovery), biaya
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT. Bintang Toba Lestari, yang berlokasi di jalan
Pulau Button No. 98-99. Penelitian dan pelaksanaan Karya Akhir ini direncanakan
selama 1 bulan, yang akan dimulai pada tanggal 1 Mei-1 Juni 2008.
4.2. Rancangan Penelitian
Untuk memecahkan masalah dalam penelitian ini, digunakan
pendekatan-pendekatan pemecahan masalah mengunakan metode-metode. Adapun metode
penolahan data yang dilakukan dalam penelitian ini didasarkan pada umur
ekonomis mesin yang diperhitungannya dilakukan dengan cara biaya tahunan
rata-rata.
4.3. Metode Pengumpulan Data
Serangkaian kegiatan yang akan dilakukan dalam pengumpulan data,
antara lain :
a. Pengamatan langsung terhadap objek penelitian.
b. Wawancara dengan berbagai pihak atau departemen di pabrik.
c. Mencatat dan mempelajari data historis yaitu berkas-berkas data yang
Adapun data yang dikumpulkan meliputi :
Sejarah dan gambaran umum perusahaan. Organisasi dan manajemen.
Tenaga kerja, jam kerja dan sistem pengupahan tenaga kerja.
Data biaya pemakaian pelumas.
Biaya pekerja per jam kerja (dalam hal ini karyawan maintenance).
Data suku cadang dan bahan bakar untuk energi yang dibutuhkan.
4.4. Metode Pengolahan Data
Untuk memecahkan masalah dalam penelitian ini, digunakan
pendekatan-pendekatan pemecahan masalah mengunakan metode-metode.
Adapun metode pengolahan data yang dilakukan dalam penelitian ini didasarkan
pada umur ekonomis mesin yang perhitungannya dilakukan dengan cara biaya
tahunan rata-rata
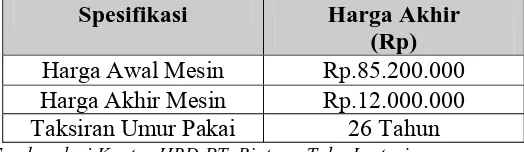
1. Menentukan investasi mesin press.
Dalam hal ini harga awal adalah harga mesin pada saat di beli, termasuk
ongkos pengamatan, biaya pemasangan sampai mesin dapat beroperasi secara
normal. Sedangkan harga akhir mesin adalah harga mesin setelah
pendepresiasiannya (depreciable life).
2. Menentukan biaya-biaya pemakaian mesin press.
- Data pemakaian suku cadang dan pelumas.
Dari pemakaian sejumlah spare-part dan minyak pelumas ini diperoleh
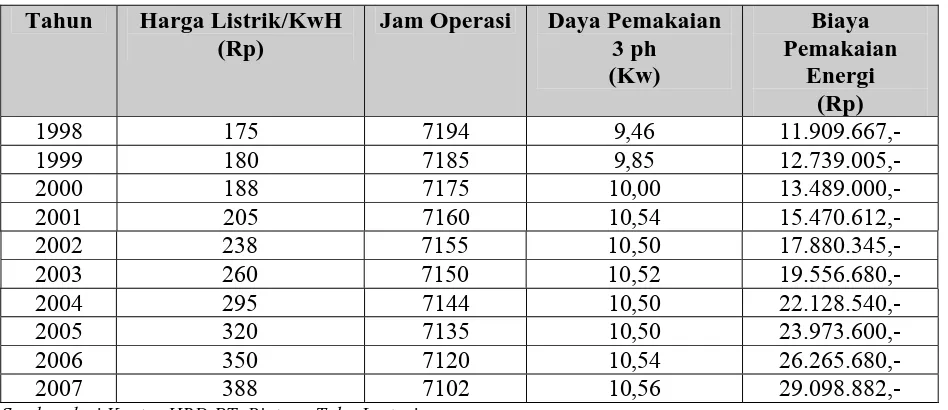
- Data pemakaian bahan bakar.
Pemakaian bahan bakar dalam hal ini adalah solar yang merupakan bahan
bakar untuk mesin press.
3. Data waktu.
- Jam operasi mesin adalah jumlah waktu mesin beroperasi selama setahun
sedang jam perawatan dan jam perbaikan merupakan jumlah jam dimana
mesin tidak bekerja selama setahun
- Jam perawatan merupakan lama mesin tidak beroperasi selama mesin
menjalani perbaikan.
4. Data tingkat bunga (MARR) adalah data yang berguna untuk mengetahui
tingkat bunga investasi mesin yang berada di pabrik.
5. Pengolahan data, digunakan untuk mencari perhitungan pengembalian modal,
perhitungan suku cadang, bahan bakar untuk energi, down time dan upah
tenaga kerja.
6. Perhitungan biaya operasi dan