REKAYASA PROSES FIBRILASI SELULOSA UNTUK
PENGUAT DAN PENGISI KOMPOSIT POLIMER
FIRDA AULYA SYAMANI
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI DISERTASI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa disertasi berjudul Rekayasa Proses Fibrilasi Selulosa untuk Penguat dan Pengisi Komposit Polimer adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir disertasi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
RINGKASAN
FIRDA AULYA SYAMANI. Rekayasa Proses Fibrilasi Selulosa untuk Penguat dan Pengisi Komposit Polimer. Dibimbing oleh ANI SURYANI, SUKARDI dan SUBYAKTO.
Sifat mekanis selulosa yang kuat disebabkan oleh adanya struktur kristal dalam selulosa sehingga memungkinkan selulosa dimanfaatkan sebagai penguat dalam komposit polimer. Sumber selulosa non kayu yang tersedia dalam jumlah berlimpah di Indonesia diantaranya serat pelepah sawit (Elaeis guineensis Jacq.).
Selain itu serat akar wangi (Vetiveria zizanioides Linn.), yang merupakan sumber
selulosa yang berasal dari bagian akar tumbuhan, pemanfaatannya sebagai produk komposit polimer belum banyak dilakukan. Untuk mendapatkan pulp dengan kandungan selulosa tinggi, kandungan lignin rendah dan kristalinitas tinggi, diperlukan suatu tahap proses ekstraksi selulosa yang efektif.
Polipropilena (PP) merupakan polimer yang banyak digunakan sebagai matriks dalam komposit polimer-serat alam untuk aplikasi dalam bidang otomotif. Secara umum selulosa atau serat alam yang digunakan sebagai pengisi dalam komposit PP perlu dikeringkan dan dikecilkan ukurannya sebelum dicampur dengan PP. Sampai saat ini, belum ada laporan mengenai penelitian yang membahas performa komposit PP-pulp soda atau pulp terputihkan pelepah sawit (oil palm frond/OPF) atau ampas akar wangi (distilled vetiver root/dVR), dalam
bentuk pulp padat atau pulp terurai.
Selain permasalahan ketidaksesuaian antara selulosa dan matriks polimer karena perbedaan polaritas, dispersi selulosa dalam matriks polimer masih menjadi kendala dalam menghasilkan komposit dengan sifat mekanis yang kuat. Aglomerasi selulosa yang dikeringkan menyebabkan homogenitas antara selulosa dan matriks sulit tercapai. Salah satu upaya untuk mempertahankan struktur selulosa yaitu dengan mendispersikan selulosa dalam larutan poli asam laktat (PLA) tanpa melalui proses pengeringan, sebelum mencampurkannya dengan PP.
Aplikasi komposit polimer-serat alam dapat diterapkan dalam berbagai bidang, diantaranya bidang otomotif. Sebelum komposit polimer-serat alam diproduksi secara massal, diperlukan kajian mengenai potensi pengembangan industri komposit polimer-serat alam melalui analisis ketersediaan bahan baku, yaitu polipropilena dan serat pelepah sawit dan analisis permintaan pasar terhadap produk komposit polimer-serat alam untuk aplikasi di bidang otomotif.
Tujuan dari penelitian ini adalah untuk membandingkan karakteristik morfologi, sifat kimia dan sifat mekanik serat OPF dan dVR, mengetahui kondisi pulping optimum serat OPF dan dVR, membandingkan perubahan morfologi, kristalinitas dan gugus fungsional pulp OPF dan dVR, menghasilkan komposit PP dengan sifat mekanis yang kuat melalui penambahan pulp soda atau pulp terputihkan OPF atau dVR dalam bentuk padat atau terurai, menghasilkan komposit PP/selulosa atau pulp OPF yang difibrilasi dan didispersikan dalam PLA, menganalisis potensi pengembangan industri komposit PP/serat OPF untuk aplikasi di bidang otomotif.
Namun regangan maksimum serat OPF (0,64%) lebih rendah dari serat dVR (3,12%). Dengan demikian serat OPF lebih kuat, kaku tapi getas dibandingkan serat dVR. Kandungan selulosa dalam serat OPF dan serat dVR hampir sama yaitu sebesar 30,60% dan 30,33%, sehingga keduanya berpotensi dimanfaatkan sebagai penguat komposit polimer.
Kondisi optimum proses pulping soda serat OPF adalah pada suhu 176C, selama 2 jam 46 menit dan alkali aktif 44,78%, menghasilkan pulp soda OPF dengan kadar selulosa, kadar lignin dan kristanilitas, masing-masing sebesar 71,50%, 6,05% dan 59,83%. Kondisi optimum proses pulping soda serat dVR adalah pada suhu 170C, selama 3 jam 35 menit dan alkali aktif 35,95%, menghasilkan pulp soda dVR dengan kadar selulosa, kadar lignin dan kristalinitas, masing-masing sebesar 57,22%, 5,10% dan 49,76%.
Diameter serat OPF semakin kecil setelah proses pulping, pemutihan dan pemurnian. Dengan kondisi proses yang sama, tingkat kerusakan struktur serat dVR lebih tinggi dibandingkan dengan serat OPF. Proses pulping menggunakan NaOH pada konsentrasi 5,60% untuk OPF dan 4,49% untuk dVR dapat mempertahankan alomorf selulosa I. Selulosa yang diekstrak dari serat OPF merupakan selulosa I dengan ukuran kristalit 9,23 nm dan kristalinitas 57,20%, sedangkan selulosa yang diekstrak dari serat dVR merupakan selulosa I dengan ukuran kristalit 8,28 nm dan kristalinitas 58,98%. Proses pulping, pemutihan dan pemurnian serat OPF dan dVR telah berhasil menghilangkan lignin yang dibuktikan dengan tidak munculnya puncak serapan lignin pada spektra FTIR.
Sifat mekanis komposit PP/OPF lebih baik dibandingkan dengan komposit PP/dVR. Pada komposit PP/OPF, keteguhan lentur komposit dipengaruhi oleh bentuk pulp, sedangkan keteguhan tarik komposit dipengaruhi oleh jenis pulp dan bentuk pulp. Komposit PP dengan pengisi pulp terputihkan-padat OPF menunjukkan peningkatan keteguhan lentur, modulus elastisitas lentur, keteguhan tarik dan modulus elastisitas tarik sebesar 22,95%; 28,95%; 9,28% dan 56,53% lebih tinggi dibandingkan PP.
Fibrilasi selulosa selama 3 menit, kecepatan 16.000 rpm, menghasilkan selulosa terfibrilasi yang dapat meningkatkan keteguhan tarik, modulus tarik dan regangan maksimum komposit PP/PLA/selulosa OPF sebesar 45,54%, 10,53% dan 126% lebih tinggi dibandingkan dengan komposit PP/PLA. Fibrilasi pulp terputihkan pelepah sawit menggunakan high speed blender pada kecepatan
16.000 rpm selama 12 menit lebih efektif dibandingkan dengan fibrilasi selulosa OPF pada kecepatan dan waktu yang sama, karena keteguhan tarik, modulus tarik dan regangan maksimum komposit PP/PLA/pulp terputihkan terfibrilasi lebih tinggi dibandingkan dengan komposit PP/PLA/selulosa terfibrilasi. Namun penggunaan matriks gabungan PP dan PLA memerlukan bahan penggandeng (coupling agent) karena antara PP dan PLA saling tidak mencampur (immicible).
Produksi komposit PP-serat OPF secara massal berpotensi untuk dilakukan karena didukung oleh potensi ketersediaan serat OPF dan polipropilena, namun perlu diintegrasikan dengan pabrik pengolahan kelapa sawit dan menjalin kerjasama dengan mitra industri otomotif yang siap menggunakan produk komposit yang dihasilkan.
SUMMARY
FIRDA AULYA SYAMANI. Fibrillated Cellulose for Reinforcing Agent and Filler in Polymer Composite. Supervised by ANI SURYANI, SUKARDI and SUBYAKTO.
The mechanical properties of cellulose due to the presence of cellulose crystal structure, make cellulose can be utilized as reinforcement in polymer composites. Non-wood cellulosic sources are available in abundance, such as oil palm frond fibers (Elaeis guineensis Jacq.). Another non-wood cellulose, vetiver
root fibers (Vetiver zizanioides Linn.) which is a source of cellulose derived from
the roots of plants, has not been utilized in a polymer composite product. It needs an effective extraction process to obtain pulp from oil palm frond (OPF) fibers or distilled vetiver root (dVR) fibers with high cellulose content, low lignin content and high crystallinity.
Polypropylene (PP) is widely used polymer as matrix in polymer-natural fibers composites. In general, natural fibers or cellulose which were used as filler in PP composites need to be dried and reduced size before it is mixed with the PP. The study of dried soda pulp or bleached pulp, in the form of pressed pulp or fibrillated pulp performance, as reinforcement in PP matrix is still limited. Nevertheless, cellulose dispersion in the polymer matrix is still an obstacle in generating a strong composite. The agglomeration of dried cellulose causes homogeneity between the cellulose and matrix is difficult to achieve. Oneway to maintain cellulose structure is by dispersing cellulose in polylactic acid (PLA) solution, prior to compounding with PP.
Polymer-natural fibers composite products could be applied in various sectors. Prior to start composite mass production, it necessary to study the potential of polymer-natural fiber composite industrial development by analyzing the availability of raw materials (polypropylene and oil palm frond fibers) and market demand of polymer-natural fibers composite products (for instance as interior part of automotive).
The purposes of this study were to compare the morphological characteristics, chemical and mechanical properties of OPF and dVR fibers, to identify the optimum of OPF and dVR fibers pulping condition, to evaluate the changes in morphology, crystallinity and functional groups of OPF and dVR pulp during the cellulose extraction process, to improve PP mechanical properties composite by addition of OPF and dVR soda pulp or bleached pulp, in pressed or fibrillated form, to produce PP/ fibrillated OPF cellulose or pulp which were dispersed into PLA solution prior to compounding with PP, to analyze the potential of PP-OPF composite industrial development for applications in the automotive field.
respectively. Therefore OPF and dVR fibers are potential to be used as a composite reinforcement.
The optimum soda pulping conditions of OPF fibers is at temperature of 176C, for 2 hours 46 minutes and at 44.78% active alkali, which produce OPF soda pulp with cellulose content, lignin content and crystallinity by 71.50 %, 6.05% and 59.83%, respectively. The optimum soda pulping conditions dVR fibers is at temperature of 170C, for 3 hours 35 minutes and at 35.95% active alkali, which produce dVR soda pulp with cellulose content, lignin content and crystallinity by 57.22% , 5.10% and 49.76%, respectively.
OPF fibers diameter is smaller after the process of pulping, bleaching and purifying. In the same pulping process conditions, the damage level of dVR fibers structure is higher than of OPF fibers. Pulping process using NaOH at concentration of 5.60% for the OPF fibers and of 4.49% for dVR fibers can maintain cellulose I allomorph. From OPF fibers, the extracted cellulose was cellulose I with crystallite size of 9.23 nm and crystallinity of 57.20%. While from dVR fibers, the extracted cellulose was cellulose I with crystallite size of 8.28 nm and crystallinity of 58.98%. Pulping, bleaching and purifying OPF and dVR fibers have managed to eliminate lignin as evidenced by the appearance of FTIR spectra absorption peaks.
The mechanical properties of PP / OPF composites were higher than of the PP / dVR composites. The flexural strength of PP / OPF composites was affected by the pulp shape, while the tensile strength was influenced by the pulp type and pulp shape. PP composites with OPF pressed-bleached pulp showed flexural strength, flexural modulus, tensile strength and tensile modulus of 22.95%; 28.95%; 9.28% and 56.53% higher than of neat PP.
Fibrillation OPF cellulose at 16.000 rpm for 3 minutes produced PP/PLA/fibrillated OPF cellulose composite with higher tensile strength, tensile modulus and elongation at maximum force than PP/PLA composite by 45.54%, 10.53% dan 126%, respectively. However, the fibrillation with speed of 16,000 rpm causes the cellulose to cut off rather than fibrillated, so composites with fibrillated cellulose at 16,000 rpm showed lower tensile strength and tensile modulus. Fibrillation of OPF bleached pulp at 16,000 rpm for 12 minutes was more effective than of fibrillation of OPF cellulose at the same speed and time. The bleding of PP/PLA need a coupling agent due to the immicibility property of PP and PLA.
Industrialization of PP-OPF composites are potential to accomplish because it is supported by the potential availability of PP and OPF, but need to be integrated with the palm oil mill and cooperating with automotive industry partners who ready to use the resulting composite products.
© Hak Cipta Milik IPB, Tahun 2015 Hak Cipta Dilindungi Undang-Undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau tinjauan suatu masalah; dan pengutipan tersebut tidak merugikan kepentingan IPB
Disertasi
sebagai salah satu syarat untuk memperoleh gelar Doktor pada
Program Studi Teknologi Industri Pertanian
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
BOGOR
2015
REKAYASA PROSES FIBRILASI SELULOSA UNTUK
PENGUAT DAN PENGISI KOMPOSIT POLIMER
Penguji pada Ujian Tertutup: Prof Dr Ir Yusuf Sudo Hadi, MAgr Dr Sasa Sofyan Munawar, S Hut, MP
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta’ala atas
segala rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan penyusunan disertasi yang berjudul Rekayasa Proses Fibrilasi Selulosa untuk Penguat dan Pengisi Komposit Polimer.
Pada kesempatan ini penulis menyampaikan rasa terima kasih yang mendalam kepada Ibu Prof Dr Ir Ani Suryani, DEA, selaku Ketua Komisi Pembimbing, Bapak Prof Dr Ir Subyakto, MSc dan Bapak Prof Dr Ir Sukardi, MM selaku Anggota Komisi Pembimbing yang senantiasa memberikan bimbingan, arahan dan dorongan kepada penulis, sehingga penulis dapat menyelesaikan penyusunan disertasi ini.
Ucapan terimakasih penulis sampaikan kepada Ketua dan Sekretaris Program Studi Teknologi Industri Pertanian (TIP), Dekan Fakultas Teknologi Pertanian IPB, Sekolah Pascasarjana IPB yang telah membantu kelancaran studi S3 di IPB. Ungkapan yang sama penulis sampaikan kepada Pengelola Program Karyasiswa Kementrian Riset dan Teknologi, serta Pengelola Program Beasiswa Disertasi Lembaga Pengelola Dana Pendidikan (LPDP) yang telah memberikan beasiswa kepada penulis untuk menempuh jenjang pendidikan S3 di Sekolah Pascasarjana IPB, kepada Bapak Prof Dr Ir Sulaeman Yusuf, MAgr, Kepala Pusat Penelitian Biomaterial-LIPI, atas dukungannya, kepada keluarga besar Puslit Biomaterial-LIPI, khususnya dari Lab. Rekayasa Biokomposit dan Ekostruktur serta Tim Workshop, yang telah membantu selama penelitian. Penulis juga berterimakasih atas semua saran dan masukan dari Prof Dr Ir Yusuf Sudo Hadi, MAgr dan Dr Sasa Sofyan Munawar S.Hut, MP sebagai penguji luar komisi serta Dr Ir Titi Candra Sunarti, MSi dan Prof Dr Ir Sugiyono MAppSc, masing-masing selaku wakil dari Program Studi TIP dan Pimpinan Sidang pada ujian tertutup. Ucapan yang sama penulis sampaikan kepada Prof Dr Ir Fauzi Febrianto, MS dan Dr Sasa Sofyan Munawar, S.Hut, MP yang telah berkenan menjadi penguji luar komisi serta Prof Dr Ir Machfud MS dan Prof Dr Ir Nastiti Siswi Indrasti, masing-masing selaku Ketua Program Studi TIP dan Pimpinan Sidang pada sidang promosi serta kepada teman-teman mahasiswa S3 TIP IPB angkatan 2010 atas kerjasama dan dorongan semangat yang diberikan.
Terima kasih yang tidak terhingga kepada keluarga, ayah, ibu, suami dan anak-anak atas segala doa, pengertian, kesabaran, pengorbanan dan dukungan yang diberikan kepada penulis selama menempuh program S3.
Penulis menyadari bahwa karya ilmiah ini tidak sempurna. Oleh karena itu, kritik dan saran sangat diharapkan untuk perbaikan di masa mendatang. Penulis berharap semoga hasil penelitian ini bermanfaat.
Bogor, Agustus 2015
DAFTAR ISI
DAFTAR TABEL xv
DAFTAR GAMBAR xvi
DAFTAR LAMPIRAN xix
1 PENDAHULUAN 1
1.1 Latar Belakang 1
1.2 Perumusan Masalah 4
1.3 Tujuan Penelitian 4
1.4 Lingkup Penelitian 5
1.5 Manfaat Penelitian 5
1.6 Kebaruan Penelitian 5
2 TINJAUAN PUSTAKA 6
2.1 Ekstraksi Selulosa dari Bahan Ber-lignoselulosa 6
2.2 Struktur Selulosa 6
2.3 Komposit Polimer-Selulosa 8
2.4 Pelepah Sawit (Elaeis guineensis Jacq.) sebagai Sumber Selulosa 9
2.5 Akar wangi (Vetiveria zizanioides Linn.) sebagai Sumber Selulosa 10
3 METODOLOGI PENELITIAN 12
3.1 Tahap Pelaksanaan Penelitian 12
3.2 Waktu dan Tempat Penelitian 12
3.3 Bahan Penelitian 12
3.4 Metode Penelitian 14
4 HASIL DAN PEMBAHASAN 20
4.1 Karakterisasi Morfologi, Sifat Kimia dan Sifat Mekanik Serat Pelepah Sawit dan Ampas Akar Wangi 20
4.2 Optimasi Kondisi Proses Pulping Soda Serat Pelepah Sawit
dan Ampas Akar Wangi 27
4.3 Karakterisasi Morfologi, Kristalinitas dan Gugus Fungsional
dalam Pulp Pelepah Sawit dan Ampas Akar Wangi
Selama Proses Ekstraksi Selulosa 43
4.4 Pembuatan Komposit Polipropilena dengan Komponen
Penguat Pulp Pelepah Sawit atau Pulp Ampas Akar Wangi 51 4.5 Pembuatan Komposit dengan Matriks Polipropilena dan Selulosa
Pelepah Sawit Terfibrilasi yang Didispersikan dalam Poli Asam
Laktat 59
4.6 Potensi Pengembangan Industri Komposit Polipropilena-
5 SIMPULAN DAN SARAN 80
5.1 Simpulan 80
5.2 Saran 81
DAFTAR PUSTAKA 82
DAFTAR TABEL
3.1 Titik perlakuan pulping dengan desain komposit terpusat 16
4.1 Komposisi kimia serat pelepah sawit 24
4.2 Komposisi kimia ampas akar wangi 25
4.3 Sifat mekanik serat pelepah sawit dan akar wangi 26 4.4 Koefisien persamaan regresi kadar selulosa, kadar lignin,
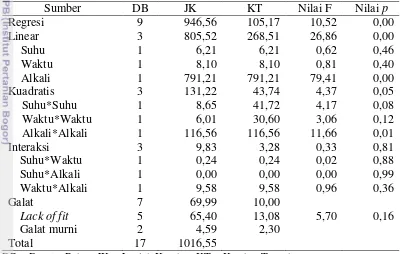
kristalinitas selulosa dari pulp soda OPF dan dVR 28 4.5 Komponen kimia dan kristalinitas pulp soda OPF dan dVR 28 4.6 Analisis ragam model regresi kadar selulosa pulp soda OPF 29 4.7 Analisis ragam model regresi kadar lignin pulp soda OPF 31 4.8 Analisis ragam model regresi kristalinitas pulp soda OPF 33 4.9 Analisis ragam model regresi kadar selulosa pulp soda dVR 35 4.10 Analisis ragam model regresi kadar lignin pulp soda dVR 37 4.11 Analisis ragam model regresi kristalinitas pulp soda dVR 39 4.12 Unsur dalam pulp soda, pulp terputihkan, selulosa OPF dan dVR 45 4.13 Jarak antar kristal dan FWHM puncak difraksi sinar X dari pulp
OPF dan dVR 46
4.14 Derajat kristalinitas dan ukuran kristal dari pulp OPF dan dVR 47 4.15 Karakteristik puncak serapan dari spektra FTIR pulp dan
selulosa OPF 49
4.16 Karakteristik puncak serapan dari spektra FTIR pulp dan
selulosa dVR 51
4.17 Keteguhan dan modulus lentur komposit PP/OPF atau PP/dVR 52 4.18 Keteguhan dan modulus tarik komposit PP/OPF atau PP/dVR 54 4.19 Regangan maksimum komposit PP/OPF atau PP/dVR 56 4.20 Kebutuhan pelepah sawit untuk pakan ternak per tahun 70 4.21 Potensi pelepah sawit untuk bahan baku komposit per tahun 70 4.22 Data produksi dan konsumsi polipropilena di Indonesia
(ton/tahun) 71
4.23 Data penyuplai kebutuhan polipropilena 71
4.24 Produksi dan penjualan mobil dan sepeda motor Indonesia 73
4.25 Spesifikasi door trim mobil 74
4.26 Matriks SWOT pengembangan industri komposit polipropilena
DAFTAR GAMBAR
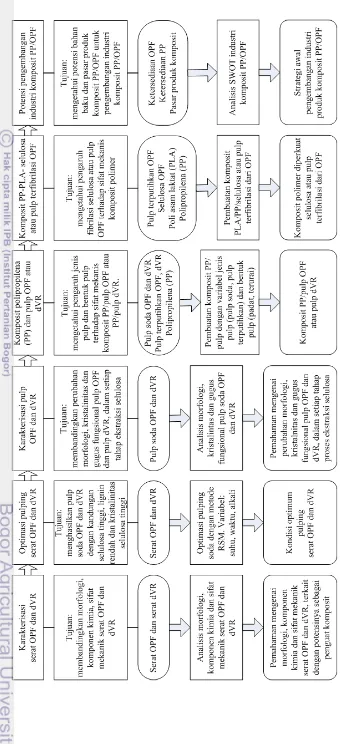
3.1 Tahap penelitian rekayasa fibrilasi selulosa untuk penguat
komposit polimer 13
3.2 Pelepah sawit dan serat pelepah sawit 14
3.3 Ampas akar wangi 14
3.4 Serat pelepah untuk pengujian sifat mekanis 15
4.1 Serat pelepah sawit 20
4.2 Penampang melintang serat pelepah sawit, pembesaran 100x 20 4.3 Mikrogram scanning electron penampang melintang serat
pelepah sawit (a) pembesaran 100x, (b) pembesaran 2000x 21 4.4 Mikrogram transmission electron penampang melintang serat
pelepah sawit (a) pembesaran 17.000x, (b) pembesaran 3.400x
(Abdul-Khalil et al. 2006) 21
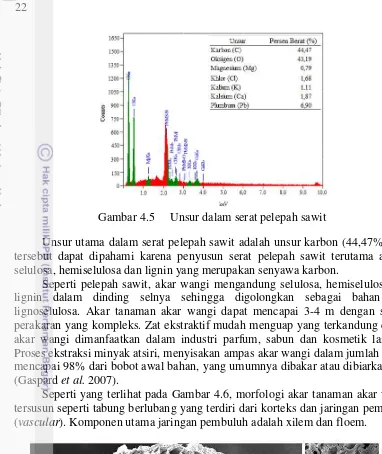
4.5 Unsur dalam serat pelepah sawit 22
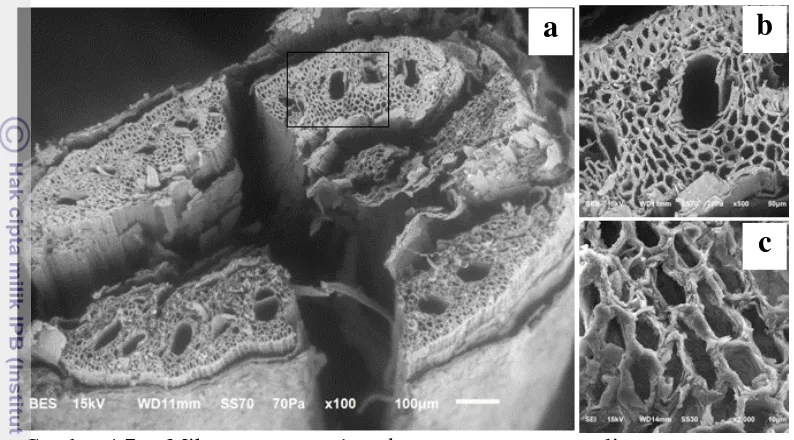
4.6 Mikrogram scanning electron penampang melintang serat akar
tanaman akar wangi (pembesaran 100x); (a) xylem, (b) phloem,
(c) parenkim (pembesaran 2000x) 22
4.7 Mikrogram scanning electron penampang melintang serat
ampas akar wangi (a) pembesaran 100x, (b) 500x, (c) 2000x 23 4.8 Unsur dalam (a) serat akar wangi dan (b) ampas akar wangi 23 4.9 Kurva stress-strain dari serat pelepah sawit, serat dan ampas
akar wangi 27
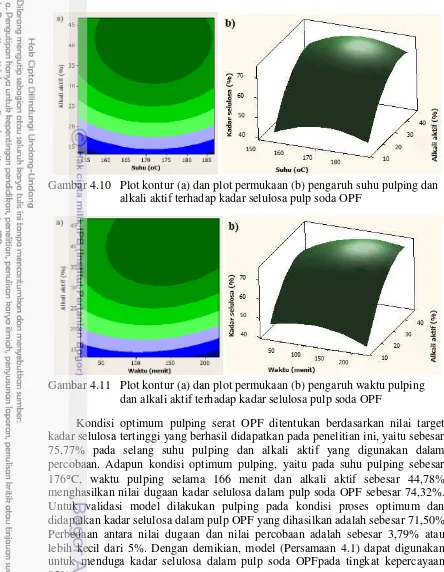
4.10 Plot kontur (a) dan plot permukaan (b) pengaruh suhu pulping
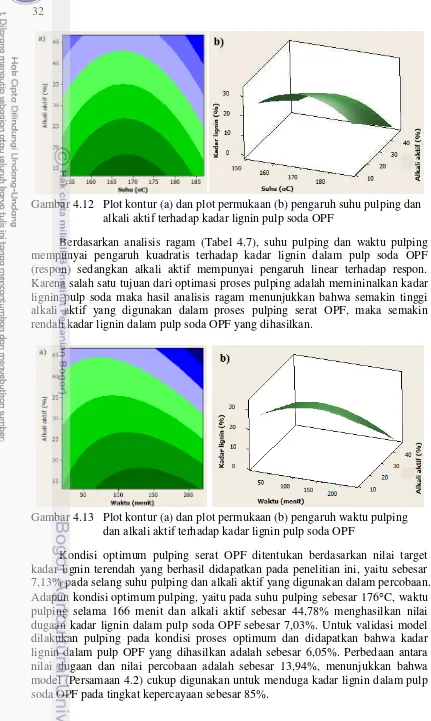
dan alkali aktif terhadap kadar selulosa pulp soda OPF 30 4.11 Plot kontur (a) dan plot permukaan (b) pengaruh waktu
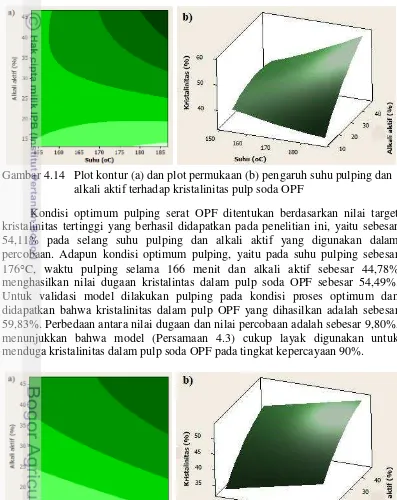
pulpingdan alkali aktif terhadap kadar selulosa pulp soda OPF 30 4.12 Plot kontur (a) dan plot permukaan (b) pengaruh suhu pulping
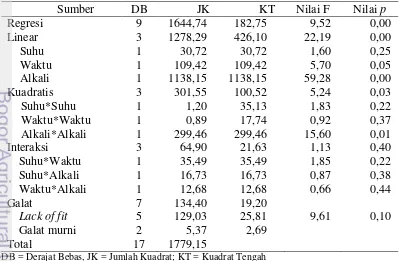
dan alkali aktif terhadap kadar lignin pulp soda OPF 32 4.13 Plot kontur (a) dan plot permukaan (b) pengaruh waktu pulping
dan alkali aktif terhadap kadar lignin pulp soda OPF 32 4.14 Plot kontur (a) dan plot permukaan (b) pengaruh suhu pulping
dan alkali aktif terhadap kristalinitas pulp soda OPF 34 4.15 Plot kontur (a) dan plot permukaan (b) pengaruh waktu pulping
dan alkali aktif terhadap kristalinitas pulp soda OPF 34 4.16 Plot kontur (a) dan plot permukaan (b) pengaruh suhu pulping
dan alkali aktif terhadap kadar selulosa pulp soda dVR 36 4.17 Plot kontur (a) dan plot permukaan (b) pengaruh waktu pulping
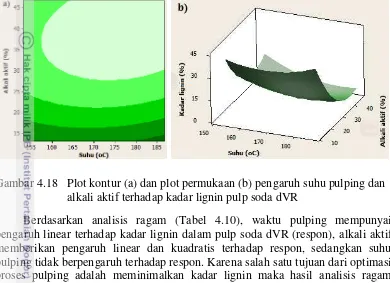
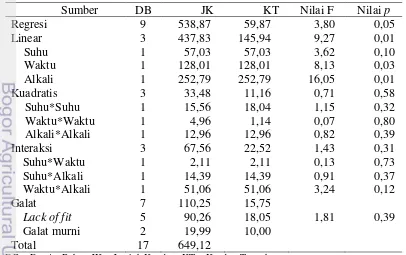
4.18 Plot kontur (a) dan plot permukaan (b) pengaruh suhu pulping
dan alkali aktif terhadap kadar lignin pulp soda dVR 38 4.19 Plot kontur (a) dan plot permukaan (b) pengaruh waktu pulping
dan alkali aktif terhadap kadar lignin pulp soda dVR 38 4.20 Plot kontur (a) dan plot permukaan (b) pengaruh suhu pulping
dan alkali aktif terhadap kristalinitas pulp soda dVR 40 4.21 Plot kontur (a) dan plot permukaan (b) pengaruh waktu pulping
dan alkali aktif terhadap kristalinitas pulp soda dVR 40 4.22 Struktur prekursor lignin (Doherty & Rainey 2006) 42 4.23 Ikatan pada unit fenilpropana lignin (Doherty & Rainey 2006) 42 4.24 Mekanisme reaksi antara lignin dan sodium hidroksida
(Kumar et al. 2010) 43
4.25 Pulp soda OPF(a), pulp terputihkan OPF(b), selulosa OPF(c),
pulp soda dVR (d), pulp terputihkan dVR (e), selulosa dVR(f) 44 4.26 Difraktogram sinar X dari pulp soda, pulp terputihkan, pulp
bebas hemiselulosa (pulp murni), selulosa OPF 45 4.27 Difraktogram sinar X dari pulp soda, pulp terputihkan, pulp
bebas hemiselulosa, selulosa dVR 46
4.28 Spektra FTIR dari pulp soda, pulp terputihkan, pulp murni,
selulosa OPF 49
4.29 Spektra FTIR dari pulp soda, pulp terputihkan, pulp murni,
selulosa dVR 54
4.30 (a) pulp soda OPF, (b) pulp terputihkan OPF, (c) pulp soda
dVR, (d) pulp terputihkan dVR 52
4.31 Komposit PP/OPF (a) pulp soda-padat, (b) pulp terputihkan-padat, (c) pulp soda-terurai, (d) pulp terputihkan-terurai, Komposit PP/dVR (e) pulp soda-padat, (f) pulp
terputihkan-padat, (g) pulp soda-terurai, (h) pulp terputihkan-terurai 52 4.32 (a) Keteguhan lentur dan (b) modulus elastisitas lentur komposit
PP dengan pengisi OPF atau dVR dalam bentuk pulp soda-terurai (FU), pulp terputihkan-soda-terurai (FB), pulp soda-padat
(PU), pulp terputihkan-padat (PB) 53
4.33 (a) Keteguhan tarik dan (b) modulus elastisitas tarik komposit PP dengan pengisi OPF atau dVR dalam bentuk pulp soda-terurai (FU), pulp terputihkan-soda-terurai (FB), pulp soda-padat
(PU), pulp terputihkan-padat (PB) 55
4.34 Regangan maksimum komposit PP dengan pengisi OPF atau dVR dalam bentuk pulp soda-terurai (FU), pulp
4.35 Penampang komposit sebelum uji mekanis: (a) (d) PP/OPF dan (e) (h) PP/dVR dengan pengisi: (a) dan (e) pulp soda-terurai, (b) dan (f) pulp soda-padat, (c) dan (g) pulp
terputihkan-terurai, (d) dan (h) pulp terputihkan-padat 57 4.36 Penampang komposit setelah uji mekanis: (a) (d) PP/OPF dan
(e) (h) PP/dVR dengan pengisi: (a) dan (e) pulp soda-terurai, (b) dan (f) pulp soda-padat, (c) dan (g) pulp terputihkan-terurai,
(d) dan (h) pulp terputihkan-padat 58
4.37 Reaksi antara serat, PP dan MAPP (Correa et al. 2007) 58 4.38 Komposit PP/PLA/selulosa OPF difibrilasi 0, 1, 2, 3, 6, 12 menit 59 4.39 Morfologi selulosa pelepah sawit terfibrilasi: (a) fibrilasi 3
menit, pembesaran 500x; (b) fibrilasi 3 menit, pembesaran 2000x; (c) fibrilasi 12 menit, pembesaran 500x; (d) fibrilasi 12
menit, pembesaran 2000x 60
4.40 Keteguhan tarik komposit PLA/PP/selulosa pelepah sawit
terfibrilasi selama 0, 1, 2, 3, 6, 12 menit, kecepatan 16.000 rpm 61 4.41 Selulosa pelepah sawit terfibrilasi pada kecepatan 16.000 rpm:
(a) 1 menit, (b) 2 menit, (c) 6 menit, (d) 12 menit, pembesaran
200x 61
4.42 Komposit PP/PLA/selulosa pelepah sawit terfibrilasi pada kecepatan 16.000 rpm: (a) 1 menit, (b) 2 menit, (c) 3 menit, (d)
6 menit, (e) 12 menit, pembesaran 200x 62
4.43 Modulus tarik komposit PLA/PP/selulosa pelepah sawit
terfibrilasi selama 0, 1, 2, 3, 6, 12 menit, kecepatan 16.000 rpm 63 4.44 Regangan maksimum komposit PLA/PP/selulosa pelepah sawit
terfibrilasi selama 0,1,2, 3, 6, 12 menit, kecepatan 16.000 rpm 64 4.45 Keteguhan tarik komposit PLA/PP/selulosa OPF terfibrilasi dan
komposit PLA/PP/pulp terputihkan OPF terfibrilasi 65 4.46 Modulus tarik komposit PLA/PP/selulosa OPF terfibrilasi dan
komposit PLA/PP/pulp terputihkan OPF terfibrilasi 66 4.47 Regangan maksimum komposit PLA/PP/selulosa OPF
terfibrilasi dan komposit PLA/PP/pulp terputihkan OPF
terfibrilasi 66
4.48 Kurva DSC dari (a) PP homopolimer, (b) PP/PLA amorf 68 4.49 Kurva DSC dari komposit PP/PLA amorf/pulp terfibrilasi 68 4.50 Komposit serat flax, hemp, sisal wool atau kayu digunakan
untuk 50 jenis komponen Mercedes Benz E-Class (Holbery dan
DAFTAR LAMPIRAN
1 Analisis komponen kimia serat dan pulp 92
2 Prosedur analisis morfologi, derajat kristalinitas, dan gugus
fungsional pulp 94
3 Hasil uji komponen kimia dalam serat pelepah sawit (OPF), dan
ampas akar wangi (dVR) 95
4 Hasil uji sifat mekanik serat pelepah sawit (OPF) 96 5 Hasil uji sifat mekanik serat akar wangi (VR) 97 6 Hasil uji sifat mekanik serat ampas akar wangi (dVR) 98
7 Hasil uji XRD pulp soda pelepah sawit 99
8 Hasil uji XRD pulp terputihkan pelepah sawit 100 9 Hasil uji XRD pulp bebas hemiselulosa pelepah sawit 101
10 Hasil uji XRD selulosa pelepah sawit 102
11 Hasil uji XRD pulp soda ampas akar wangi 103
12 Hasil uji XRD pulp terputihkan ampas akar wangi 104 13 Hasil uji XRD pulp bebas hemiselulosa ampas akar wangi 105
14 Hasil uji XRD selulosa ampas akar wangi 106
15 Analisis ragam keteguhan lentur komposit PP/pulp pelepah
sawit 107
16 Analisis ragam keteguhan lentur komposit PP/pulp akar wangi 108 17 Analisis ragam modulus lentur komposit PP/pulp pelepah sawit 109 18 Analisis ragam modulus lentur komposit PP/pulp akar wangi 110 19 Analisis ragam keteguhan tarik komposit PP/pulp pelepah sawit 111 20 Analisis ragam keteguhan tarik komposit PP/pulp akarwangi 112 21 Analisis ragam modulus tarik komposit PP/pulp pelepah sawit 113 22 Analisis ragam modulus tarik komposit PP/pulp akarwangi 114 23 Analisis ragam keteguhan tarik komposit PP/PLA/selulosa
terfibrilasi pelepah sawit 115
24 Analisis ragam modulus tarik komposit PP/PLA/selulosa
terfibrilasi pelepah sawit 116
25 Analisis ragam regangan maksimum komposit PP/PLA/selulosa
terfibrilasi pelepah sawit 117
26 Analisis ragam keteguhan tarik komposit PP/PLA/selulosa
terfibrilasi 8.000 rpm dan 16.000 rpm pelepah sawit 118 27 Analisis ragam keteguhan tarik komposit PP/PLA/selulosa
28 Analisis ragam modulus tarik komposit PP/PLA/selulosa
terfibrilasi 8.000 rpm dan 16.000 rpm pelepah sawit 120 29 Analisis ragam modulus tarik komposit PP/PLA/selulosa
terfibrilasi atau pulp terfibrilasi 16.000 rpm 121 30 Analisis ragam regangan maksimum komposit PP/PLA/selulosa
terfibrilasi 8.000 rpm dan 16.000 rpm pelepah sawit 122 31 Analisis ragam regangan maksimum komposit PP/PLA/selulosa
1
PENDAHULUAN
1.1 Latar Belakang
Kekayaan alam tumbuhan Indonesia tersedia dalam ragam dan jumlah berlimpah. Serat selulosa yang berasal dari tumbuhan merupakan material penting dalam pembuatan berbagai jenis produk. Sumber utama selulosa adalah kayu, namun permasalahan ketersediaan kayu mendorong upaya untuk mencari alternatif sumber selulosa. Indonesia adalah produsen kelapa sawit (Elaeis guineensis Jacq.) terbesar di dunia. Lahan perkebunan kelapa sawit di Indonesia
pada tahun 2013 seluas 10.465.020 hektar dan meningkat menjadi 10.956.231 hektar pada tahun 2014 (Nuryati dan Waryanto 2014). Selama masa produksi, pada saat akan memanen tandan buah sawit, pelepah sawit perlu dipangkas. Dalam setahun, setiap satu hektar perkebunan kelapa sawit rata-rata menghasilkan pelepah sawit sekitar 6 ton bobot kering (Supardjo 2014). Dengan luas areal sebesar 10,95 juta hektar, maka terdapat pelepah sawit sekitar 65,7 juta ton per tahun. Jumlah pelepah sawit yang demikian besar akan memberikan manfaat jika diolah menjadi produk yang mempunyai nilai tambah.
Selain menjadi produsen utama kelapa sawit, Indonesia juga merupakan produsen minyak atsiri. Salah satu tanaman penghasil minyak atsiri adalah akar wangi (Vetiveria zizanioides Linn.) yang banyak dibudidayakan di daerah Jawa
Barat dan Jawa Tengah. Proses penyulingan minyak atsiri akar wangi menyisakan ampas akar wangi dalam jumlah besar, karena komponen minyak atsiri yang disuling hanya sekitar 0,4 sampai 0,5 persen (Sudarwati 2011). Lahan produktif akar wangi di Kabupaten Garut, Jawa Barat (sentra produsen akar wangi) pada tahun 2013 seluas 2.330 Ha dan meningkat menjadi 2.341 (Juga dan Sukriya 2013), dengan produktivitas lahan sebesar 11-12 ton akar wangi per hektar per tahun (Hobir et al. 2005). Dengan demikian industri pengolahan minyak akar
wangi di Kabupaten Garut menyisakan sekitar 25.622 ton ampas akar wangi setiap tahunnya.
Pelepah sawit dan ampas akar wangi merupakan sumber serat alam yang dapat diolah menjadi pulp, lebih lanjut lagi menjadi selulosa dalam bentuk mikrofibril selulosa atau whisker selulosa. Pada tanaman, keberadaan selulosa
yang merupakan komponen utama pembentuk dinding sel tanaman, tersusun bersama lignin dan hemiselulosa. Ketiga komponen tersebut terangkai membentuk struktur dinding sel dan disebut sebagai lignoselulosa. Selulosa berperan sebagai penguat dalam struktur dinding sel tumbuhan karena mempunyai struktur kristal. Sifat mekanis selulosa yang kuat menyebabkan selulosa berpotensi untuk dimanfaatkan sebagai penguat dalam komposit polimer.
Di antara berbagai jenis polimer termoplastik, polipropilena (PP) dan polietilena (PE) lebih sesuai digunakan sebagai matriks untuk serat alam. Suhu yang dibutuhkan dalam proses pengolahan PP atau PE tidak melebihi 230C, sehingga tidak akan merusak serat alam yang digunakan sebagai penguat (Taj et al. 2007). Jika dibandingkan dengan PE, PP mempunyai sifat yang lebih
2
Polipropilena merupakan matriks polimer termoplastik yang banyak digunakan dalam produk komposit, terutama di bidang otomotif (Andrady dan Neal 2009, Tucker and Lindsey 2002). Di antara polimer termoplastik lain, PP memiliki kerapatan yang paling rendah, berkisar antara 0,900-0,915 g/cm3 dengan
suhu transisi gelas (Tg) –20 0 °C, serta titik leleh antara 165170 °C. PP merupakan termoplastik yang mampu dikombinasikan untuk berbagai tujuan karena tahan terhadap panas dan bahan-bahan kimia. Laju alirnya memungkinkan PP mudah diproses untuk menghasilkan produk dengan kekakuan, kekerasan, stabilitas dimensi, dan kehalusan permukaan yang diinginkan (Meier 1996). Di samping itu harga PP lebih murah dibandingkan dengan polimer lainnya. Karena sifat-sifatnya tersebut, PP memiliki potensi sebagai matriks dalam pembuatan produk komposit untuk skala besar.
Selain dipengaruhi oleh karakteristik selulosa, performa komposit PP-selulosa juga dipengaruhi oleh metode pembuatan komposit. Pembuatan komposit PP-selulosa dapat dilakukan dengan cara ekstrusi, injeksi atau cetak kompresi (compression molding). Bengtsson et al. (2007) menggunakan serat selulosa dari
pulp sulfit atau pulp kraft terputihkan dalam bentuk pelet kemudian dicampur dengan PP dalam ekstruder. Wu et al. (2012) membuat komposit PP dengan
pengisi fibril batang padi (rice straw fibril) yang diperoleh dari pulp batang padi
dengan urutan proses: penggilingan, fibrilasi dengan ultrasonikator, pengeringan beku dan penggilingan lanjutan. Sedangkan Khalid et al. (2008) menggunakan
selulosa dan serat tandan kosong sawit yang dikeringkan dalam oven kemudian digiling menjadi serbuk berdiameter 500 µm. Secara umum selulosa atau serat alam yang digunakan sebagai pengisi dalam komposit PP perlu dikeringkan dan dikecilkan ukurannya sebelum dicampur dengan PP. Sampai saat ini penelitian yang membandingkan performa komposit PP-selulosa dari pulp soda atau pulp terputihkan, dalam bentuk pulp padat atau pulp terfibrilasi, masih terbatas.
Perkembangan terkini, penggunaan matriks polimer berbasis bahan terbarukan menjadi topik penelitian yang menarik. Poli asam laktat (PLA) adalah polimer yang tersusun dari monomer asam laktat yang disatukan secara langsung dari asam laktat maupun secara tidak langsung melalui pembentukan laktida (dimer asam laktat). Asam laktat terutama dihasilkan dari fermentasi karbohidrat oleh bakteri dalam bentuk asam L-laktat maupun asam D-laktat (Hartmann 1998). PLA mempunyai suhu transisi gelas (Tg) berkisar 40-55 C (Ibrahim et al. 2006)
sehingga mudah dicetak. Polimer ini juga tahan terhadap pelarut serta dapat menahan migrasi gas pada tingkat tertentu (Whiteman et al. 2002).
Selulosa yang dimanfaatkan sebagai penguat dalam produk komposit PP atau PLA dapat bersumber dari berbagai jenis serat alam. Pelepah sawit dan ampas akar wangi yang tersedia dalam jumlah melimpah dapat menjadi alternatif sumber serat alam. Karena bersumber dari bagian tumbuhan yang berbeda, karakteristik morfologi, sifat kimia dan sifat mekanik pelepah sawit dan ampas akar wangi menarik untuk ditelaah lebih lanjut, sebelum memanfaatkannya sebagai salah satu komponen dalam produk komposit polimer.
Ekstraksi selulosa dari serat alam dimulai melalui proses pembuatan pulp (pulping), salah satunya dengan menggunakan sodium hidroksida untuk
memisahkan lignin dari bahan berlignoselulosa. Optimasi kondisi proses pulping soda terhadap serat pelepah sawit (oil palm frond/OPF) dan ampas akar wangi
3 mengekstrak selulosa dari bahan berlignoselulosa non-kayu tersebut. Kemudian untuk mendapatkan selulosa dari pulp, diperlukan proses pemutihan dan pemurnian dengan tujuan untuk menghilangkan sisa lignin dan hemiselulosa dari pulp.
Selulosa merupakan makromolekular polimer dengan adanya ikatan hidrogen intermolekular dan intramolekular di antara rantai selulosa. Fibrilasi makromolekular selulosa menjadi fibril selulosa dapat meningkatkan sifat mekanis selulosa. Proses pulping kayu menghasilkan pulp dengan kekuatan tarik sebesar 100 MPa. Proses disintegrasi lebih lanjut, baik secara mekanis maupun dengan menggunakan bahan kimia menghasilkan fibril dengan kekuatan tarik sebesar 700 MPa. Selanjutnya fibril selulosa yang dihidrolisis asam membentuk struktur kristal dengan kekuatan tarik yang lebih tinggi hingga 10.000 MPa (Zimmermann et al. 2004).
Pemanfaatan fibril selulosa dengan sifat mekanis tinggi dalam komposit polimer mengalami kesulitan dengan adanya ketaksesuaian (incompatibility) dan
dispersi selulosa dalam matriks polimer, karena perbedaan sifat antara selulosa yang hidrofilik dengan polimer yang hidrofobik. Dalam pembuatan komposit polimer, selulosa yang digunakan biasanya dikeringkan terlebih dulu untuk menghilangkan sifat hidrofiliknya. Selulosa yang dikeringkan akan membentuk gumpalan karena mikrofibril selulosa akan saling merekat dengan adanya ikatan hidrogen. Penggumpakan (aglomerasi) selulosa tersebut menyebabkan homogenitas antara selulosa dan matriks sulit tercapai. Salah satu teknik untuk menghindari aglomerasi selulosa adalah fibrilasi selulosa secara mekanik, kemudian mendispersikannya ke dalam matriks polimer tanpa melalui proses pengeringan.
Poli asam laktat (PLA) amorf dapat larut dengan baik dalam aseton (Naga et al. 2013). Dispersi selulosa dalam larutan PLA-aseton diharapkan dapat
mempertahankan struktur selulosa terfibrilasi. Namun PLA bersifat getas dan mudah patah ketika mendapatkan beban. Salah satu cara untuk mengatasi permasalahan tersebut adalah dengan menambahkan bahan pemplastis (plasticizer). Chen et al. (2010) menggunakan campuran PP/PLA sebagai matriks
dengan pengisi serat bambu untuk memperbaiki kemudahan proses, morfologi dan sifat rheologi komposit. PP merupakan polimer termoplastik dengan sifat tahan terhadap benturan, stabil terhadap panas dan ekonomis (Hui et al. 2013). Secara
umum, mencampurkan PP ke dalam PLA dapat meningkatkan nilai regangan patah PLA (elongation at break), namun dapat menurunkan keteguhan tarik dan
modulus tarik PLA karena ketakcampuran (immiscibility) PP dan PLA akibat
perbedaan polaritas (Bijarimi et al. 2012). Selulosa terfibrilasi dalam matriks PLA
yang kemudian dicampur dengan PP, diharapkan dapat berperan dalam meningkatkan sifat mekanis komposit dengan matriks gabungan antara PP dan PLA.
4
konsumen terhadap produk komposit polimer-serat alam dalam bidang otomotif. Analisis ketersediaan bahan baku, yaitu polipropilena dan serat pelepah sawit dan permintaan pasar terhadap produk komposit polimer-serat alam, untuk aplikasi di bidang otomotif, dapat menjadi dasar untuk mengetahui potensi pengembangan industri komposit-serat alam di Indonesia.
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, terdapat beberapa permasalahan yang dapat dirumuskan sebagai berikut :
1. Apa perbedaan karakteristik morfologi, kimia dan mekanik dari serat pelepah sawit dan ampas akar wangi?
2. Bagaimana kondisi optimum pulping soda serat pelepah sawit dan ampas akar wangi yang menghasilkan pulp dengan kadar selulosa tinggi, kadar lignin rendah dan kristalinitas tinggi?
3. Bagaimana perubahan morfologi, kristalinitas dan gugus fungsional dalam pulp pelepah sawit dan ampas akar wangi selama proses ekstraksi selulosa?
4. Bagaimana pengaruh jenis dan bentuk pulp pelepah sawit terhadap keteguhan lentur dan keteguhan tarik komposit PP?
5. Bagaimana pengaruh waktu dan kecepatan fibrilasi selulosa pelepah sawit terhadap sifat mekanis komposit PLA/PP?
6. Bagaimana potensi pengembangan industri komposit polipropilena-serat pelepah sawit untuk aplikasi di bidang otomotif?
1.3 Tujuan Penelitian
Secara umum penelitian ini bertujuan untuk menghasilkan komposit polimer dengan pulp atau selulosa sebagai unsur penguat. Tujuan penelitian diharapkan tercapai melalui penelitian yang dilakukan secara bertahap. Adapun tujuan dari setiap tahap penelitian yang dilakukan adalah :
1. Membandingkan karakteristik morfologi, sifat kimia dan sifat mekanik serat pelepah sawit dan ampas akar wangi, sehingga dapat diketahui potensinya untuk dimanfaatkan sebagai penguat produk komposit.
2. Mengetahui kondisi pulping optimum serat pelepah sawit dan ampas akarwangi dengan indikator kandungan selulosa tinggi, kandungan lignin rendah dan kristalintas tinggi.
3. Membandingkan perubahan morfologi, kristalinitas dan gugus fungsional pulp soda pelepah sawit dan ampas akar wangi yang dihasilkan dalam tahap pembuatan, pemutihan dan pemurnian pulp selama proses ekstraksi selulosa.
4. Meningkatkan sifat mekanis PP melalui penambahan pulp soda atau pulp terputihkan dari pelepah sawit atau ampas akar wangi dalam bentuk padat atau terurai.
5. Menghasilkan komposit PP dan selulosa pelepah sawit terfibrilasi yang didispersikan dalam PLA.
5 1.4 Lingkup Penelitian
Lingkup penelitian pembuatan komposit dengan matriks polimer dan pulp atau selulosa dari serat pelepah sawit atau ampas akar wangi perlu ditetapkan untuk mengarahkan penelitian mencapai tujuannya. Adapun batasan-batasan dari penelitian ini adalah :
1. Bahan baku serat berupa pelepah daun kelapa sawit (Elaeis guineensis) yang
digunakan dalam penelitian ini, berasal dari perkebunan kepala sawit PT Perkebunan Nusantara (PTPN) VIII di Malingping, Banten. Bagian dari pelepah sawit yang digunakan dalam penelitian ini meliputi bagian petiole
dan rachis dari pelepah sawit.
2. Bahan baku serat berupa akar dari Vetiver zizanioides setelah proses
penyulingan minyak atsirinya, yang digunakan dalam penelitian ini berasal dari industri penyulingan minyak akar wangi di Kabupaten Garut, Jawa Barat. 3. Karakterisasi serat pelepah sawit dan ampas akar wangi yang dilakukan
meliputi morfologi, sifat kimia dan sifat mekanis.
4. Optimasi proses pulping serat pelepah sawit dan ampas akar wangi menggunakan sodium hidroksida teknis dengan faktor perlakuan berupa suhu, waktu dan alkali charge. Sedangkan respon yang diamati adalah kadar
selulosa, kadar lignin dan kristalinitas.
5. Pembuatan komposit menggunakan matriks polipropilena homopolimer dan pengisi berupa pulp soda atau pulp terputihkan pelepah sawit atau ampas akar wangi dalam bentuk pulp terurai dan pulp padat. Respon yang diamati adalah keteguhan lentur dan keteguhan tarik komposit.
6. Pembuatan komposit menggunakan matriks homopolimer polipopilena dan poli asam laktat amorf, dengan pengisi selulosa pelepah sawit terfibriliasi. 7. Gambaran potensi pengembangan industri komposit dibatasi pada produk
komposit polipropilena-serat pelepah sawit untuk aplikasi di bidang otomotif. 1.5 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat bagi perusahaan pengolahan kelapa sawit dan akar wangi untuk mendapatkan nilai tambah dengan menerapkan teknologi pengolahan pelepah sawit dan ampas akar wangi yang selama ini hanya sebagai produk samping dan belum banyak dimanfaatkan. Selanjutnya, produk komposit polimer dengan penguat pulp pelepah sawit atau ampas akarwangi, dapat dimanfaatkan sebagai material ramah lingkungan oleh berbagai industri, di antaranya industri otomotif.
1.6 Kebaruan Penelitian
Berdasarkan kajian terhadap penelitian sejenis yang telah dilakukan maka klaim kebaruan penelitian ini adalah:
1. Proses pembuatan komposit dengan menggunakan matriks PP dan pengisi dari pulp atau selulosa, yang difibrilasi dan didispersikan ke dalam PLA tanpa proses pengeringan untuk mempertahankan struktur pulp atau selulosa terfibrilasi.
6
2
TINJAUAN PUSTAKA
2.1 Ekstraksi Selulosa dari Bahan Ber-lignoselulosa
Sumber selulosa terutama berasal dari serat kayu, baik dari jenis kayu
hardwood maupun kayu soft wood. Proses memisahkan serat dari komponen
selain serat, disebut dengan pulping. Proses pulping dapat dilakukan dengan cara mekanis, menggunakan bahan kimia, menggunakan panas atau kombinasinya. Kayu diproses untuk menghilangkan lignin (pemutihan) menggunakan NaOH (proses soda), NaOH dan Na2S (proses kraft), atau Na2SO3 dan Na2CO3 (proses
netral sulfit). Produk yang dihasilkan setelah lignin dipisahkan dari serat kayu disebut pulp. Proses pemutihan dilanjutkan dengan proses pemutihan (bleaching)
menggunakan natrium klorit untuk menghasilkan pulp dengan kandungan -selulosa yang tinggi (Setiawan 2010).
Pulping soda merupakan metode pulping kimia yang pertama kali dikembangkan yaitu sejak tahun 1851 (Sixta 2006) dengan menggunakan sodium hidroksida (soda) sebagai larutan pemasak. Dalam proses pulping soda, lignin dipisahkan dari selulosa dan terlarut dalam larutan pemasak. Pada akhir proses pulping, fasa cair yang berwarna hitam karena mengandung lignin dipisahkan dari fasa padatan yang mengandung serat terurai yang disebut dengan pulp. Pulping soda merupakan merupakan metode utama untuk proses pulping bahan ber-lignoselulosa non kayu (Doherty dan Rainey 2006). Kelebihan proses pulping soda adalah pada akhir proses, bahan kimia yang digunakan dapat diperoleh kembali dengan biaya murah dan teknologi pengendalian limbah cair yang efektif telah berhasil dikembangkan. Selain itu proses pulping soda menghasilkan lignin bebas belerang dan dimungkinkan diperoleh gel asam salisilat sebagai produk samping yang bernilai ekonomis (Doherty dan Rainey 2006).
Proses pemutihan pulp yang dilakukan dalam pabrik pembuatan kertas, umumnya dilakukan secara bertahap menggunakan bahan kimia berbasis klorin. Namun limbah cair yang dihasilkan dalam proses tersebut mengandung senyawa aromatik dan senyawa alifatik berklorin yang bersifat racun, mutagenik dan karsinogenik (Ziaie-Shirkolaee 2009). Proses pemutihan pulp menggunakan teknologi ramah lingkungan dikembangkan dengan menggunakan oksigen, ozon, enzim atau peroksida alkali. Hidrogren peroksida merupakan bahan kimia anorganik dengan sifat oksidator kuat yang dapat digunakan sebagai zat pemucat (pengelantang) dalam industri pulp. Proses pemutihan pulp menggunakan hidrogen peroksida tergolong ramah lingkungan karena hasil dekomposisinya adalah air, oksigen dan panas yang tidak berbahaya. Kelebihan lainnya adalah hidrogen peroksida bersifat stabil pada suhu ruang.
2.2 Struktur Selulosa
7 hemiselulosa dapat mencegah terjadinya aglomerasi mikrofibril selulosa (Sorek et al. 2014). Sedangkan lignin merupakan matriks tempat melekatnya selulosa dan
hemiselulosa (Davison et al. 2013).
Selulosa merupakan homopolisakarida dengan molekul penyusun berupa (C6H10O5)n, tersusun dalam rantai lurus yang terhubung dengan formasi -1,4
membentuk struktur fibril (fibril elementer selulosa). Ikatan hidrogen di antara gugus hidroksil dan atom oksigen, baik dalam rantai glukosa yang sama atau antar rantai glukosa yang berseberangan, menyebabkan selulosa dapat membentuk struktur makrofibril selulosa (Ding et al. 2013, Li et al. 2014). Mikrofibril
selulosa menggambarkan struktur selulosa dengan ketebalan 10-25 nm untuk selulosa dari bakteri dan alga (Brett 2000) atau 3-10 nm untuk selulosa dari tanaman tingkat tinggi (Thomas et al. 2013, Zhang 2013). Lebar (lateral size) dari
rantai glukosa adalah sekitar 0,3 nm (Ioelovich 2008). Rantai molekul selulosa membentuk mikrofibril yang terdiri dari bagian kristalin, parakristalin dan amorf (Kulasinski et al. 2014). Ragam keberadaan agregat kristalin dalam molekul
selulosa menyebabkan selulosa memiliki beberapa alomorf, molekul selulosa yang terbentuk secara alami adalah alomorf I (Nishiyama et al. 2002).
Susunan molekul selulosa yang teratur, di-interupsi oleh susunan tidak teratur setiap rentang 60 nm, yang memungkinkan terjadinya lipatan rantai selulosa (De-Souza et al. 2002). Kekuatan selulosa dipengaruhi oleh struktur
kristal tersebut. Struktur kristal selulosa menunjukkan modulus elastisitas sebesar 120-140 GPa (Tashiro dan Kobayashi 1990) sehingga menyebabkan kekakuan pada rantai selulosa. Modulus elastisitas selulosa dipengaruhi oleh kristalinitas dan interaksi antara bagian selulosa kristalin dan selulosa amorf (Cabrera et al.
2011). Kekuatan selulosa juga ditunjukkan dengan keteguhan tarik (tensile strength) kristal selulosa yang tinggi, yaitu antara 0,8 – 10 GPa (Zimmermann et al. 2004). Sifat mekanik ini menyamai serat aramid yang dikenal sebagai serat
sintetis yang sangat kuat.
Indeks kristalinitas selulosa dapat ditentukan dengan beberapa teknik, yaitu difraksi sinar X atau XRD (Evans et al. 1995; Gumuskaya et al. 2003; Zhao et al.
2007), Spektroskop infra merah atau FTIR (Evans et al. 1995; Gumuskaya et al.
2003), nuclear magnetic resonance atau NMR (Evans et al. 1995; Zhao et al,
2007). Di antara teknik tersebut, XRD memiliki kelebihan, di antaranya: XRD mengukur fraksi molekul yang tersusun dalam pola teratur yang berulang (Mann 1962) dan memberikan data kristalin selulosa yang lebih terperinci (Terinte et al.
2011). Difraksi sinar X menunjukkan sinyal kuat dari fraksi kristalin selulosa. Sinyal tersebut dapat digunakan untuk menentukan parameter kristalografis, misalnya jarak antar unit sel kristal (Zugenmaier 2001).
Selain menggunakan metode XRD untuk memahami kristalinitas selulosa, pengamatan gugus fungsional dalam rantai selulosa menggunakan metode FTIR juga dapat membantu untuk memahami keteraturan susunan molekul selulosa. Bodirlau dan Teaca (2009) mengungkapkan bahwa FTIR merupakan teknik yang berguna untuk meng-analisis perubahan komponen kimia dan struktur yang terjadi dalam komponen kayu akibat berbagai perlakuan. Dalam suatu penelaahan singkat (mini review), Alonso-Simon et al. (2011) mengungkapkan bahwa FTIR
merupakan metode yang cepat, mudah dan powerful untuk meng-analisis
8
dalam dinding sel dan pembentukan selulosa selama proses pertumbuhan tanaman kapas.
Mikrofibril selulosa didapatkan dari selulosa yang diproses mekanis menggunakan disc refiner dan homogenizer sampai ukurannya berskala nano dan
menghasilkan selulosa dengan area permukaan yang luas (Nakagaito dan Yano 2004). Sedangkan whisker selulosa adalah mikrofibril yang dihidrolisis asam
untuk menghilangkan daerah amorf. Whisker selulosa memiliki diameter 2-20 nm,
panjang 100-600 nm dan aspek rasio (panjang/diameter) antara 10-100 (Siro dan Plackett 2010).
2.3 Komposit Polimer-Selulosa
Sifat mekanis selulosa yang kuat memungkinkan selulosa dapat dimanfaatkan sebagai penguat dalam produk komposit polimer. Di antara berbagai jenis polimer termoplastik, polipropilena (PP) dan polietilena (PE) lebih sesuai digunakan sebagai matriks untuk serat alam. Suhu yang dibutuhkan dalam proses pengolahan PP atau PE tidak melebihi 230C, sehingga tidak akan merusak serat alam yang digunakan sebagai penguat (Taj et al. 2007). Jika dibandingkan
dengan PE, PP mempunyai sifat yang lebih menguntungkan, yaitu: transparan, suhu distorsi panas yang lebih tinggi, lebih stabil dan kekuatan menahan benturan yang lebih tinggi (Shubhra et al. 2011).
Selain dipengaruhi oleh karakteristik selulosa, performa komposit PP-serat alam juga dipengaruhi oleh metode pembuatan komposit. Pembuatan komposit PP-serat alam dapat dilakukan dengan cara ekstrusi, injeksi atau cetak kompresi (compression molding). Bengtsson et al. (2007) menggunakan pulp sulfit atau
pulp kraft dipucatkan dalam bentuk pelet kemudian dicampur dengan PP dalam ekstruder. Wu et al. (2012) membuat komposit PP dengan pengisi fibril batang
padi (rice straw fibril) yang diperoleh dari pulp batang padi dengan urutan proses:
penggilingan, fibrilasi dengan ultrasonikator, pengeringan beku dan penggilingan lanjutan. Sedangkan Khalid et al. (2008) menggunakan selulosa dan serat tandan
kosong sawit yang dikeringkan dalam oven kemudian digiling menjadi serbuk ber-diameter 500 µm. Secara umum selulosa atau serat alam yang digunakan sebagai pengisi dalam komposit PP perlu dikeringkan dan dikecilkan ukurannya sebelum dicampur dengan PP.
Tingkat disintegrasi atau fibrilasi selulosa mempengaruhi sifat mekanis selulosa. Proses pulping serat kayu akan menghasilkan pulp selulosa dengan kekuatan tarik sebesar 100 MPa. Proses disintegrasi lebih lanjut, baik secara mekanis maupun dengan menggunakan bahan kimia menghasilkan serat tunggal (single fiber) dengan kekuatan tarik sebesar 700 MPa. Serat yang dihidrolisis
asam sehingga membentuk struktur kristal akan mempunyai kekuatan tarik yang lebih tinggi hingga 10.000 MPa (Zimmermann et al. 2004).
Fibrilasi secara mekanis telah dilakukan oleh Turbak et al. (1983)
menggunakan homogenizer bertekanan tinggi (high-pressure homogenizer), atau
oleh Iwamoto et al. (2008) menggunakan Masuko Sangyo Grinder, atau oleh
Cheng et al. (2010) menggunakan ultrasonikator, atau oleh Hrabalova et al.
9 tarik sebesar 129 214 MPa dan modulus tarik sebesar 10,4 13,7 GPa, tergantung dengan derajat polimerisasi selulosanya.
Proses fibrilasi dilakukan untuk memperoleh mikrofibril selulosa dari makrofibril selulosa atau untuk meningkatkan aspek rasio selulosa (perbandingan antara panjang dan diameter). Diameter mikrofibril selulosa kurang dari 0.035 µm, sedangkan diameter makrofibril selulosa antara 0,035 1 µm (Chinga-Carrasco 2011). Dengan meningkatkan aspek rasio selulosa, diharapkan kemampuan selulosa untuk berperan sebagai penguat dalam komposit polimer akan meningkat.
2.4 Pelepah Sawit (Elaeis guineensis Jacq.) sebagai Sumber Selulosa Law dan Wan-Rosli (2001) telah meneliti mengenai sifat kimia, sifat fisik dan karakteristik pulp dari serat kelapa sawit yang berasal dari batang, pelepah, tandan buah dan sabut sawit (Wan-Rosli et al. 2004). Law dan Wan-Rosli (2001)
menemukan bahwa serat dari pelepah sawit adalah serat yang paling panjang dengan rata-rata panjang 1,59 mm, yang juga lebih panjang dari rata-rata serat kayu hardwood. Menurut Thole dan Hora (2003) diacu dalam Jonoobi et al.
(2011), lebih dari 90% bagian dari tandan kosong sawit dapat dikonversi menjadi serat, sedangkan bagian dari batang sawit dan pelepah sawit yang dapat dikonversi menjadi serat, berturut-turut adalah 25% dan 50%.
Kondisi proses pulping pelepah sawit untuk menghasilkan pulp sebagai bahan baku kertas telah diteliti oleh Wan-Rosli et al. (2004 dan 2007). Penelitian
Wan-Rosli et al. (2004) menyebutkan bahwa pelepah sawit mengandung 14,81%
lignin, 86,53% holoselulosa, 62,34% -selulosa dan 1,8% ekstraktif. Proses pulping pelepah sawit dilakukan dalam digester, dengan perbandingan antara serat
dan larutan pemasak (NaOH) sebesar 1:6. Parameter kondisi pulping yang divariasikan adalah suhu (160-180C), waktu (1-2 jam) dan alkali charge
(20-30%). Proses pulping dilanjutkan dengan pulping secara mekanis menggunakan mixer 3 bilah selama 1 menit pada konsistensi pulp sebesar 2%. Berdasarkan pengamatan, dapat disimpulkan bahwa NaOH dan suhu berpengaruh langsung terhadap karakteristik pulp yang dihasilkan, sedangkan waktu pulping hanya mempengaruhi waktu reaksi alkali dalam melarutkan lignin dan karbohidrat. Pada penelitian ini, kondisi pulping yang menghasilkan yield tertinggi adalah pulping
pada suhu 160, alkali charge 20%, selama 2 jam. Sedangkan kondisi pulping yang
menghasilkan serat dengan nilai tensile index (58,78 N/m.g) dan tear index
(mN/m2.g) yang terbaik adalah pulping pada suhu 170 C, alkali charge 25%,
selama 40 menit.
Selanjutnya pada tahun 2007, Wan-Rosli et al. membandingkan
karakteristik pulp dari pelepah sawit setelah proses sulfit pulping (menggunakan Na2SO3 dan NaOH) dengan setelah proses soda pulping (menggunakan NaOH
dengan konsentrasi 20, 30, 40, 50%) pada perbandingan antara serat dan cairan pemasak sebesar 1:6. Hasil penelitian menunjukkan bahwa pulp setelah proses soda pulping lebih kuat dibandingkan dengan pulp setelah proses sulfit pulping.
Pelepah sawit mengandung hemiselulosa sebesar 1,5 sampai 3 kali lebih banyak dibandingkan dengan kayu (Laemsak dan Okuma, 2000). Perlakuan pendahuluan menggunakan air panas bertekanan (hot compressed water/HCW)
10
struktur selulosa dengan mengubah kristalin selulosa menjadi amorf. Perlakuan HCW serupa dengan perlakuan uap, namun dapat melarutkan lebih banyak komponen larut air pada konsentrasi yang lebih rendah karena menggunakan air dalam jumlah yang lebih banyak. Ketika suhu dan tekanan air ditingkatkan hampir mendekati titik kritis, air berubah menjadi pelarut ionik karena terbentuknya ion hydronium dan pH turun menjadi sekitar 4 (Brunner 2009 diacu dalam Chun et al.
2012), karena di dalam air panas, hemiselulosa terurai menjadi asam asetat dan asam format. Pada pH yang rendah tersebut, komponen lignin cenderung untuk terurai, namun masih dapat mempertahankan keberadaan selulosa.
Serat pelepah sawit telah dimanfaatkan sebagai pengisi dalam matriks PP daur ulang (Abdul-Khalil et al. 2010) atau PP homopolimer (Jasmi et al. 2014).
Serat pelepah sawit dalam bentuk bundle fibers sepanjang 1 cm digunakan sebagai
pengisi matriks PP daur ulang (10% fiber loading). Keteguhan tarik dan modulus
tarik komposit PP daur ulang/serat pelepah sawit sebesar 27,0 MPa dan 1,5 GPa (Abdul-Khalil et al. 2010). Partikel pelepah sawit dengan ukuran 425 µm
digunakan sebagai pengisi matriks PP homopolimer (10% fiber loading). Nilai
keteguhan lentur, modulus lentur, keteguhan tarik dan modulus tarik komposit PP homopolimer/partikel pelepah sawit, berturut-turut adalah 43,53 MPa, 2.251 MPa, 22,14 MPa dan 2.472 MPa (Jasmi et al. 2014).
Telah disebutkan sebelumnya, disintegrasi atau fibrilasi serat mempengaruhi sifat mekanis serat. Fibrilasi serat TKS menjadi serat berukuran nano dengan high pressure homogenizer diteliti oleh Jonoobi et al. (2011). Pada tahap awal, serat
TKS direaksikan dengan campuran NaOH (12%) dan anthraquinone (1%) pada suhu 160 C selama 105 menit. Tahap pemutihan serat dilakukan pada suhu 70 C dengan 3 tahap: tahap 1 dengan campuran sodium chlorite (2%) dan asam asetat (3%) selama 180 menit, tahap 2 dengan campuran NaOH (1,5%) dan H2O2 (1%)
selama 90 menit, tahap 3 dengan campuran sodium chlorite (1,25%) dan asam asetat (3%) selama 90 menit. Setelah pulp terputihkan dikering-udarakan, tahap fibrilasi dilanjutkan secara mekanis dengan grinder, disintegrator (3000 rpm
selama 20 menit), mechanical blender selama 15 menit dan high pressure homogenizer (konsistensi pulp 0,3%). Tahap pemutihan serat meningkatkan
kandungan selulosa menjadi sekitar 90% (kadar selulosa serat TKS tanpa pemutihan sebesar 40%) dan berhasil mengurai serat TKS hingga diameter serat berukuran antara 8 sampai 14 µm (diameter serat TKS tanpa pemutihan antara 100 sampai 150 µm). Fibrilasi mekanis telah berhasil mendapatkan serat TKS berukuran antara 5 sampai 40 nm.
Dari literatur yang diuraikan di atas, pemanfaatan pelepah sawit sebagai pengisi dalam matriks polimer, terbatas dalam bentuk bundle fibers atau partikel.
Belum ada laporan mengenai pemanfaatan selulosa pelepah sawit yang difibrilasi sebagai pengisi atau penguat dalam matriks polimer.
11 Daun tanaman akar wangi dikeringkan dan digiling menjadi tepung kemudian dimanfaatkan sebagai bahan baku untuk pembuatan papan menggunakan polipropilena sebagai perekat. Selain memanfaatkan daun, serat daun akar wangi dihasilkan dengan cara merendam daun dalam larutan NaOH 1% (b/v) selama 5 hari kemudian disikat untuk menghilangkan bagian selain serat. Perlakuan NaOH 5% (b/v) dan silane 2% (b/v) terhadap serat daun akar wangi dilakukan untuk meningkatkan kesesuaian antara serat daun akar wangi yang bersifat polar dengan polipropilena (PP) yang bersifat non polar (Ruksakulpiwat
et al. 2007). Penelaahan mendalam mengenai serat akar wangi sebelum dan
setelah mendapatkan perlakuan NaOH telah dilakukan oleh Sutapun et al. (2010).
Selain dengan perlakuan kimia, upaya untuk meningkatkan kesesuaian antara serat akar wangi dengan PP telah dilakukan dengan perlakuan panas pada suhu 170C (Sutapun et al. 2012).
Pengembangan komposit daun akar wangi dan PP terus dikembangkan di Thailand untuk menghasilkan komposit dengan karakteristik dengan sifat fisik dan mekanik yang baik. Penambahan karet alam dan karet EPDM (ethylene propylene diene monomer) dimaksudkan untuk meningkatkan kekuatan impact
dari komposit serat daun akar wangi dan PP (Ruksakulpiwat et al. 2008 dan
Ruksakulpiwat et al. 2009).
Komposit serat daun akar wangi dan PP pada akhir penggunaannya biasanya dihancurkan dengan cara dibakar. Untuk mendapatkan desain kilang pembakaran yang efisiensi, kinetika pirolisis komposit telah dipelajari oleh Hirunpraditkoon dan Gracia (2009).
Selain menggunakan PP, komposit dari akar wangi dikembangkan dengan menggunakan campuran antara poli asam laktat (PLA) dan karet alam (Juntuek et al. 2010). Proses kristalisasi antara PLA dan serat akar wangi merupakan
12
3
METODOLOGI PENELITIAN
3.1 Tahap Pelaksanaan Penelitian
Secara keseluruhan penelitian ini dilakukan untuk mengkaji potensi pemanfaatan pulp dan selulosa dari serat pelepah sawit (oil palm frond /OPF) dan
ampas akar wangi (distilled vetiver roots/dVR) sebagai penguat dalam komposit
polimer. Penelitian dilakukan dalam beberapa tahap; yaitu (1) karakterisasi morfologi, sifat kimia dan sifat mekanik serat pelepah sawit dan ampas akar wangi, (2) optimasi kondisi proses pulping soda serat pelepah sawit dan ampas akar wangi, (3) karakterisasi morfologi, kristalinitas dan gugus fungsional dalam pulp pelepah sawit dan ampas akar wangi selama proses ekstraksi selulosa, (4) pembuatan komposit PP dengan komponen penguat pulp pelepah sawit atau pulp ampas akar wangi, (5) pembuatan komposit PP dan selulosa atau pulp pelepah sawit terfibrilasi yang didispersikan dalam PLA, (6) analisis potensi pengembangan industri komposit polipropilena dan serat pelepah sawit. Secara ringkas tahap penelitian disajikan pada Gambar 3.1.
3.2 Waktu dan Tempat Penelitian
Penelitian berlangsung dalam 2 tahun, mulai dari bulan Oktober 2012, sampai Oktober 2014. Persiapan bahan baku, pembuatan papan komposit dan pengujian sifat mekanis dilaksanakan di Pusat Penelitian Biomaterial LIPI, Cibinong. Pencampuran PLA/pulp dan PP dilakukan di Lab. Kimia Fisika, Program Studi Teknik Kimia, Institut Teknologi Indonesia, Tangerang Selatan. Pengujian kristalinitas dilakukan di Lab. Pengujian Hasil Hutan, Pusat Penelitian dan Pengembangan Keteknikan Kehutanan dan Pengolahan Hasil Hutan, Bogor. Analisis FTIR dilakukan di Lab. Terpadu, Akademi Kimia Analisis, Bogor. Analisis SEM dilakukan di Lab. Scanning Electon Microscope, Fakultas
Matematika dan Ilmu Pengetahuan Alam, ITB, Bandung. 3.3 Bahan Penelitian
Bahan yang digunakan dalam penelitian ini meliputi pelepah sawit (Elaeis guineensis Jacq.) yang berasal dari perkebunan kelapa sawit PT Perkebunan
Nusantara VIII (PTPN VIII) di Jawa Barat. Ampas akar wangi (Vetiver zizanioides Linn.) berasal dari industri minyak atsiri akar wangi di Kabupaten
Garut, Jawa Barat.
Bahan kimia yang digunakan adalah sodium hidroksida teknis, hidrogen peroksida teknis dengan kadar 50%, potasium hidroksida. Matriks komposit yang digunakan adalah polipropilena homopolimer (HI10HO) yang diperoleh dari PT Tri Polyta Indonesia, Tbk., dengan laju alir leleh (melt flow rate) 10 g/10 min,
densitas 0,903 g/cm3 dan titik leleh 157 170 C. Selain itu juga digunakan matriks poli asam laktat (PLA 4060D) yang diproduksi oleh NatureWorks™. PLA 4060D merupakan PLA amorf dengan titik leleh 210C, suhu transisi gelas 55 60C, densitas 1,24 g/cm3. Coupling agent menggunakan maleated polypropylene
13
Ga
mbar
3.1
Ta
ha
p pe
ne
liti
an
re
ka
ya
sa
f
ibrilasi s
elul
osa u
ntuk pengua
t
kompos
it poli
14
3.4 Metode Penelitian
3.4.1 Karakterisasi morfologi, komponen kimia dan sifat mekanis serat pelepah sawit (OPF) dan ampas akar wangi (dVR)
Metode persiapan serat pelepah sawit dan ampas akar wangi Persiapan serat pelepah sawit
Pelepah sawit dihilangkan bagian daunnya sehingga didapatkan bagian
rachis dan petiole (Gambar 3.2a). Untuk selanjutnya bagian rachis dan petiole
pelepah sawit disebutkan sebagai pelepah sawit atau oil palm frond (OPF). Untuk
mendapatkan serat OPF (Gambar 3.2b), pelepah sawit dicacahkan menggunakan
drum chipper dan dilanjutkan dengan ring flaker.
Gambar 3.2 (a) Pelepah sawit dan (b) serat pelepah sawit Persiapan serat ampas akar wangi
Ampas akar wangi dicuci dengan air untuk menghilangkan tanah dan kotoran yang melekat. Ampas akar wangi dipotong-potong sepanjang 5 7 cm untuk mendapatkan bundel serat ampas akar wangi (Gambar 3.3).
Gambar 3.3 Ampas akar wangi Karakterisasi serat pelepah sawit dan ampas akar wangi
Analisis morfologi serat
Penampang melintang serat OPF, VR dan dVR dianalisis menggunakan
scanning electron microscope/energy dispersive spectroscope (SEM/EDS) JEOL
JSM 6510, yang dioperasikan pada tegangan arus 15 kV. Sebelum analisis SEM, sampel uji dilapisi dengan emas menggunakan vacuum sputter-coater untuk
15 Analisis komponen kimia serat
Penentuan komponen kimia serat meliputi analisis kadar zat ekstraktif (TAPPI T204 cm-97), kadar klason-lignin (TAPPI T222 om-02), kadar holoselulosa (TAPPI T9m-54) dan alfa selulosa (TAPPI T17m-55). Analisis sifat kimia dilakukan dengan 3 kali ulangan. Prosedur analisis komponen kimia disajikan pada Lampiran 1.
Analisis sifat mekanik serat
Sifat mekanik serat OPF, VR dan dVR dianalisis menggunakan universal testing machine “Shimadzu” seri AG 50kN dengan kecepatan cross head 1
mm/min. Analisis sifat mekanis serat pelepah sawit dilakukan terhadap bundle fibers, yang dipotong sepanjang 5 cm. Kedua ujung serat direkatkan pada karton
dengan desain khusus (Gambar 3.4), berdasarkan metode yang dilakukan Munawar et al. (2007). Pada saat pengujian sifat mekanik, bagian tengah karton
digunting sehingga bagian tengah serat yang akan diuji, bebas dari pengaruh gaya luar. Diameter serat diukur menggunakan bantuan mikroskop cahaya DinoCapture 2.0. Pengujian sifat mekanik serat dilakukan dengan 30 kali ulangan.
3.4.2. Optimasi kondisi pulping soda serat pelepah sawit (OPF) dan ampas akar wangi (dVR)
Rancangan percobaan optimasi kondisi pulping
Serat pelepah sawit (OPF) atau ampas akar wangi (dVR) dikeringkan sampai kadar air sekitar 10% dan dipotong sepanjang ± 2 cm. Pembuatan pulp dilakukan dengan mesin digester menggunakan larutan sodium hidroksida
(NaOH). Perbandingan antara larutan NaOH dan serat adalah 8:1 (v/b). Pulp yang diperoleh, dicuci dengan air mengalir hingga tingkat keasaman netral. Kemudian pulp dikarakterisasi komponen kimianya meliputi kadar zat ekstraktif, lignin, holoselulosa dan selulosa. Prosedur analisis komponen kimia pulp disajikan pada Lampiran 1. Selain itu dilakukan juga analisis derajat kristalinitas pulp (Lampiran 2).
Optimasi kondisi proses pembuatan pulp dilakukan berdasarkan metode permukaan respon dengan desain komposit terpusat. Faktor perlakuan yang diuji pengaruhnya terhadap respon (kadar selulosa, kadar lignin dan kristalinitas) meliputi: suhu (T), waktu (t) dan alkali aktif (A). Dengan desain komposit terpusat, penelitian dilakukan pada 17 titik perlakuan (Tabel 3.1) yang terdiri dari 8 (2k) titik faktorial (cube point), 3 titik pusat (center point) dan 6 (2k) titik
bintang (axial point). Titik pusat perlakuan adalah suhu = 170C, waktu = 120
menit dan alkali aktif = 30%. Variasi kondisi pemasakan serat meliputi suhu (160 180C), waktu (60 180 menit), dan alkali aktif (20 40 %). Untuk