STRATEGI IMPLEMENTASI PRODUKSI BERSIH PADA
AGROINDUSTRI GONDORUKEM
DYAH KHARISMAWATI
SEKOLAH PASCASARJANA INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI TESIS DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa tesis berjudul Strategi Implementasi Produksi Bersih pada Agroindustri Gondorukem adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir tesis ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Februari 2015
Dyah Kharismawati
RINGKASAN
DYAH KHARISMAWATI. Strategi Implementasi Produksi Bersih pada Agroindustri Gondorukem. Dibimbing oleh NASTITI SISWI INDRASTI dan SUPRIHATIN.
Produksi bersih merupakan strategi manajemen lingkungan terintegrasi yang mengurangi terbentuknya limbah dari sumber penghasilnya, sebagai salah satu alternatif yang digunakan untuk mengatasi terbentuknya limbah yang sekaligus menjadi cara mendapatkan efisiensi produksi. Strategi produksi bersih merupakan metode preventif yang diharapkan dapat memberikan manfaat perbaikan proses bagi industri yang terlibat. Penelitian ini dilakukan dengan mengambil studi kasus di Pabrik Gondorukem dan Terpentin di daerah Nagreg. Dalam penelitian ini digunakan pendekatan MET matriks (material cycle, energy uses and toxixity emission matrix) untuk mendapatkan informasi bahan dan energi yang masuk maupun yang dikeluarkan dari setiap tahapan proses yang didukung dengan analisis neraca massa dan neraca energi.
Pengembangan matriks informasi tahapan proses digunakan untuk mengidentifikasikan titik kritis yang merupakan masalah utama penghasil limbah pada masing-masing tahapan proses dan menunjukan efisiensi produksi pada saat ini. Alternatif opsi produksi bersih untuk masing-masing masalah pada titik kritis diperingkatkan dengan metode AHP untuk mendapatkan prioritas opsi yang memberikan penurunan limbah paling tinggi. Kriteria yang digunakan adalah kriteria kelayakan produksi bersih yaitu teknis, ekonomi dan lingkungan. Faktor teknis menjadi prioritas dalam pemilihan opsi produksi bersih yang dapat dilaksanakan dengan bobot 0,49, yang artinya kesesuaian opsi produksi bersih yang direkomendasikan dengan kondisi pabrik dan sumberdayanya merupakan faktor utama dalam penentuan prioritas opsi. Skor AHP tertinggi dari opsi produksi bersih yang direkomendasikan adalah pengaturan jadwal pengiriman getah dengan bobot skor 0,216 yang diikuti dengan sosialisasi standar mutu getah dan pengawalan getah, berarti bahwa opsi pengaturan jadwal pengiriman dan sosialisasi standar mutu serta pengawalan getah memberikan konstribusi penurunan limbah dan peningkatan efisiensi produksi yang paling besar.
SUMMARY
DYAH KHARISMAWATI. Strategy for Implementation a Cleaner Production in Gum Resin Agroindustry. Supervised by NASTITI SISWI INDRASTI and SUPRIHATIN.
Cleaner production is an integrated environmental management strategy that leads to prevention of the formation of waste from source, as an alternative used to overcome the information of waste source as well as a way to get production efficiency. As a preventive method, cleaner production strategy is expected to provide improved benefits for industrial related processes. This research was carried out by taking a case study in the Turpentine and Gum Resin Factory that was located in Nagreg. This study used MET matrix (material cycle, energy uses and toxixity emition matrix) approach to obtain information about material and energy going, and the energy emitted from each stage of the process that was supported by the analysis of mass balance and energy balance.
The development of information stage process matrix was able to identify critical point which was the main problem of waste production in each stage and demonstrate the efficiency of the production at this time. Cleaner production alternatif for each problem at critical point was ranked with AHP to get priority option that provides waste reduction and increased the highest efficiency of technical, economic and environmental criteria. The highest value of the factor was 0.49 for technical factor, which was conformity of the alternative cleaner production with the conditions of the factory. The highest value of cleaner production alternative was 0.216 for scheduling the delivery of sap, followed by the training for quality standar in the amount of 0.155, that means alternative scheduling the delivery of sap and training for quality standar provides the highest waste reduction and increased the highest efficiency.
© Hak Cipta Milik IPB, Tahun 2015
Hak Cipta Dilindungi Undang-Undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau tinjauan suatu masalah; dan pengutipan tersebut tidak merugikan kepentingan IPB
Tesis
sebagai salah satu syarat untuk memperoleh gelar Magister Sains
pada
Program Studi Teknologi Industri Pertanian
STRATEGI IMPLEMENTASI PRODUKSI BERSIH PADA
AGROINDUSTRI GONDORUKEM
SEKOLAH PASCASARJANA INSTITUT PERTANIAN BOGOR
BOGOR 2015
Judul Tesis : Strategi Implementasi Produksi Bersih pada Agroindustri Gondorukem
Nama : Dyah Kharismawati NIM : F351120011
Disetujui oleh Komisi Pembimbing
Prof Dr Ir Nastiti Siswi Indrasti Ketua
Prof Dr Ir Suprihatin Dipl. Eng Anggota
Diketahui oleh
Ketua Program Studi Teknologi Industri Pertanian
Prof Dr Ir Machfud, MS
Dekan Sekolah Pascasarjana
Dr Ir Dahrul Syah, MScAgr
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta’ala atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan Agustus 2014 ini adalah produksi bersih, dengan judul Strategi Implementasi Produksi Bersih pada Agroindustri Gondorukem.
Terima kasih penulis ucapkan kepada kedua orang tua (alm Ramdani dan Nurhayati), suami (dr Nova Hardianto), putri kecilku Raisa Paramesti Hardianto dan seluruh keluarga besar atas segala doa dan kasih sayangnya. Terimakasih kepada Ibu Prof Dr Ir Nastiti Siswi Indrasti dan Bapak Prof Dr Ir Suprihatin selaku pembimbing yang telah banyak memberikan arahan dan saran. Terimakasih kepada Prof Dr Ono Suparno STP MT selaku penguji luar komisi atas segala saran yang diberikan. Di samping itu, penghargaan penulis sampaikan kepada Bapak Gunarto dari Kantor Pusat Perhutani, Ibu Surya Widiastuti S Hut beserta staf Pabrik Gondorukem dan Terpentin Nagreg, Bapak Dr Ir Gunawan Santosa, MS dari Fakultas Kehutanan Institut Pertanian Bogor, serta Ibu Dr Sukadaryati S Hut, MP dari Badan Litbang Kehutanan Gunung Batu Bogor, yang telah membantu selama penelitian di lapangan.
Ungkapan terima kasih juga disampaikan kepada seluruh rekan mahasiswa pascasarjana S2 TIP IPB angkatan 2012 atas segala dukungan dan kebersamaan selama menempuh kuliah dan menyelesaikan studi. Terimakasih kepada Ibu Nur dan Bapak Candra sebagai staff kependidikan Program Studi S2 TIP, Departemen Teknologi Industri Pertanian, Fateta-IPB yang tidak pernah bosan membantu.
Semoga karya ilmiah ini bermanfaat.
Bogor, Februari 2015
DAFTAR ISI
DAFTAR ISI v!
DAFTAR TABEL vi!
DAFTAR GAMBAR vi!
1! PENDAHULUAN 1!
Latar Belakang 1!
Perumusan Masalah 2!
Tujuan Penelitian 2!
Manfaat Penelitian 3!
Ruang Lingkup Penelitian 3!
2! TINJAUAN PUSTAKA 3!
Agroindustri gondorukem dan limbah yang dihasilkan 3! Identifikasi Profil dan Tahapan Proses Pabrik Gondorukem 8!
Produksi Bersih 9!
Proses Hirarki Analitik (AHP) 11!
MET Matriks (Material cycle, energy uses and toxixity emission matrix) 12!
Penelitian Sebelumnya 13!
3! METODE 13!
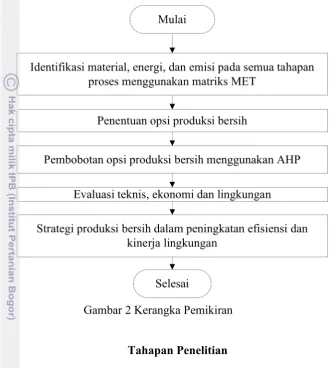
Kerangka Pemikiran 13!
Tahapan Penelitian 14!
Identifikasi material, energi dan emisi 14!
Penentuan prioritas opsi 16!
Perumusan strategi produksi bersih 17!
4! HASIL DAN PEMBAHASAN 18!
Identifikasi Material, Energi dan Emisi pada Tahapan Proses 18!
Penentuan Prioritas Opsi Produksi Bersih 26!
Evaluasi Kelayakan Terhadap Prioritas Opsi Produksi Bersih 29!
Strategi Implementasi Produksi Bersih 34!
Rekomendasi Strategi Implementasi Produksi Bersih 35!
5! SIMPULAN DAN SARAN 36!
Simpulan 36!
Saran 36!
DAFTAR PUSTAKA 38!
LAMPIRAN 41!
DAFTAR TABEL
1 Standar Mutu getah 4
2 Daftar pabrik gondorukem Perum Perhutani 6
3 Persyaratan umum mutu gondorukem 6
4 Persyaratan khusus mutu gondorukem 7
5 Persyaratan khusus mutu terpentin 7
6 MET matriks 12
7 Tahapan Penelitian 16
8 Kriteria analisis kelayakan teknis 18
9 Matriks material, energi dan limbah dengan basis kapasitas produksi
harian 24
10 Permasalahan dan analisis peluang opsi produksi bersih 25
11 Kemampuan pengiriman KPH ke PGT 30
12 Dampak penerapan prioritas opsi produksi bersih pengaturan jadwal
pengiriman getah 32
13 Dampak penerapan opsi produksi bersih sosialisasi dan pengawalan
mutu getah 33
DAFTAR GAMBAR
1 Pohon industri getah pinus 5
2 Kerangka Pemikiran 14
3 Tahapan Penelitian 15
4 Penentuan indeks konsistensi 17
5 Tahapan proses produksi gondorukem 19
6 Flowchart Neraca Massa 23
7 Struktur hirarki opsi produksi bersih industri gondorukem Prioritas
faktor/kriteria produksi bersih 27
8 Prioritas faktor/kriteria produksi bersih 28
9 Prioritas Opsi Produksi Bersih 28
DAFTAR LAMPIRAN
1 Rekap Penerimaan Getah Tahun 2013 41
2 Data Stok Getah tahun 2014 42
3 Data produksi tahun 2009-2013 43
4 Perhitungan Neraca Massa 44
5 Perhitungan Neraca Energi 47
6 Kapasitas Bak Getah 50
7 Permasalahan dan alternatif produksi bersih 51
8 Kemampuan Pengiriman 55
9 Kuisioner Penelitian 56
1
PENDAHULUAN
Latar Belakang
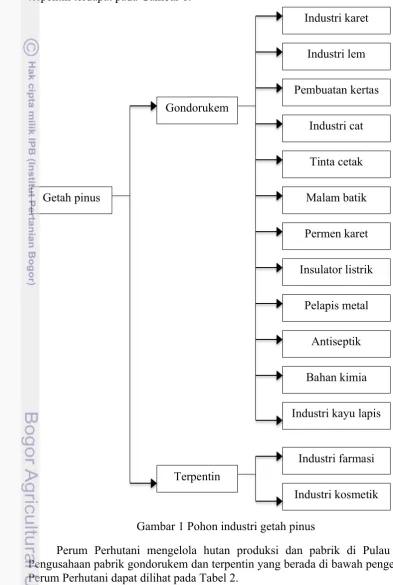
Gondorukem (Resina colophonium) merupakan produk hasil hutan non kayu yang dikelompokkan sebagai phine chemical product dan dihasilkan dari pemasakan getah pohon pinus (Fachrodji et al., 2009). Produk ini merupakan bahan baku pembuatan derivat seperti gliserol dan alpha pinene, juga sebagai bahan pembantu yang penting bagi industri batik, sabun cuci, cat, isolator, kertas dan pernis.
Gondorukem berfungsi sebagai pencampur, perekat maupun pelapis. Pada industri batik, gondorukem berfungsi sebagai bahan pencampur lilin sehingga diperoleh malam. Fungsi gondorukem sebagai bahan pencampur juga digunakan pada industri sabun cuci, korek api, lem, perban gigi dan industri lainnya. Pada industri percetakan dan tinta, gondorukem berfungsi sebagai perekat warna. Pada industri kertas, isolator dan pernis, gondorukem berfungsi sebagai pelapis. Oleh karena peran industri gondorukem sebagai bahan baku derivat dan bahan pembantu utama bagi industri lain, maka dibutuhkan pasokan yang berkesinambungan untuk dapat menjaga aktivitas dari industri-industri tersebut.
Indonesia merupakan negara produsen gondorukem ketiga terbesar di dunia dengan konstribusi mencapai 8 % dari total produksi gondorukem dunia. Produksi gondorukem terbesar adalah China dengan produksi sampai 80 % dari total produksi dunia atau mencapai 500-850 ribu ton/tahun, diikuti Brazil dengan produksi gondorukem mencapai 80 ribu ton/tahun. Volume produksi gondorukem Indonesia yang diperdagangkan mencapai 60 ribu ton yang terdiri atas 80 % untuk pasar ekspor dan 20 % untuk memenuhi kebutuhan industri di dalam negeri (Fachrodji et al., 2009).
Konstribusi pendapatan kelompok industri non kayu termasuk gondorukem mencapai 42,3 % dari total pendapatan Perum Perhutani tahun 2011, yakni sebesar Rp1.178,9 miliar (Laporan tahunan Perum Perhutani 2011). Namun kapasitas industri gondorukem yang ada saat ini, khususnya yang dimiliki perhutani belum dapat dimanfaatkan secara optimum akibat kurangnya bahan baku. Selain itu, mutu getah yang diterima pabrik berada pada grade bawah sehingga berdampak pada perlakuan lebih untuk mengekstrak gondorukem dari getah. Untuk mengatasi permasalahan di atas, perlu dilakukan efisiensi produksi dengan tujuan meminimumkan biaya produksi sehingga keuntungan dapat meningkat meskipun penerimaan tetap (Artiyanto, 2006). Pengkajian produksi bersih pada industri olahan getah pinus yang menghasilkan gondorukem dapat menjadi salah satu metode untuk mencapai efisiensi produksi dengan perbaikan proses produksi yang meminimalkan limbah dari sumber penghasilnya.
mencegah terjadinya limbah, tidak hanya mengolah limbah yang telah terbentuk (Indrasti dan Fauzi, 2009).
Pengkajian produksi bersih bersifat proaktif sehingga dapat dijadikan alat bantu yang baik untuk perbaikan berkelanjutan. Perbaikan berkelanjutan tersebut dalam introduksinya ke Sistem Manajemen Lingkungan akan membawa percepatan yang terarah dan terukur, baik dengan indikator fisik maupun ekonomi (Hasibuan, 2005). Produksi bersih juga merupakan proses berkelanjutan untuk menuju disain lingkungan (ecodesign), yaitu pendekatan desain produk dengan memperhitungkan dampak lingkungan dari produk (Knight dan Jenkins, 2008). Dasar proses desain lingkungan adalah analisis yang komprehensif terhadap situasi yang terjadi. Pemahaman situasi riil dari sudut pandang lingkungan digunakan untuk mengembangkan strategi dan pengukuran yang spesifik (Wimmer et al., 2004). Fokus desain dan produksi yang ramah lingkungan adalah pada proses produksi bersih, pengurangan penggunaan material, energi dan bahan beracun, upaya daur ulang dan penggunaan kembali komponen dan produk yang telah selesai digunakan.
Penelitian ini diharapkan dapat memberikan masukan strategi implementasi produksi bersih yang dapat diterapkan pada agroindustri gondorukem sehingga diperoleh perbaikan proses yang mengarah pada efisiensi proses produksi dan penurunan limbah yang dihasilkan.
Perumusan Masalah
Produksi bersih merupakan suatu strategi yang digunakan untuk mengatasi terbentuknya limbah dari sumbernya. Sebagai metode preventif, strategi produksi bersih diharapkan dapat memberikan manfaat perbaikan kinerja bagi industri yang bersangkutan. Kapasitas produksi agroindustri gondorukem yang belum berjalan optimal merupakan sebuah tantangan untuk mengetahui kinerja industri yang telah dicapai dan bagian mana yang diperlukan perbaikan. Oleh karena itu diperlukan pengkajian produksi bersih pada agroindustri gondorukem untuk mendapatkan bagian mana yang memerlukan perbaikan dan metode perbaikan yang paling diterima. Selain itu produksi bersih merupakan gambaran menyeluruh seluruh tahapan proses produksi sehingga dapat diidentifikasi permasalahan dari segi limbah dan emisi yang dihasilkan untuk merumuskan rekomendasi perbaikan untuk kinerja industri.
Tujuan Penelitian
Tujuan penelitian ini adalah menyusun strategi produksi bersih untuk meningkatkan kinerja agroindustri gondorukem, dengan tujuan spesifik sebagai berikut:
1. Menganalisis opsi produksi bersih yang dapat dilaksanakan pada proses produksi pabrik pengolahan getah pinus menjadi gondorukem.
2. Menentukan prioritas opsi produksi bersih dengan menggunakan proses hierarki analitik.
Manfaat Penelitian
Hasil penelitian ini diharapkan dapat memberikan masukan pada industri terkait strategi implementasi produksi bersih yang dapat diterapkan pada proses produksi untuk mendapatkan perbaikan kinerja proses produksi dengan minimalisasi limbah dan emisi dari sumber pembentuknya.
Ruang Lingkup Penelitian
Komoditas yang menjadi obyek penelitian adalah gondorukem dengan ruang lingkup dibatasi pada sistem pengolahan atau proses produksi yang dilakukan di pabrik gondorukem di daerah Nagreg, Jawa Barat.
2
TINJAUAN PUSTAKA
Agroindustri gondorukem dan limbah yang dihasilkan
Getah pinus terdapat dalam saluran resin atau celah-celah antar sel yang sering disebut saluran interseluler (Wibowo, 2006). Getah pinus dapat diperoleh dengan cara penyadapan pada pohon yang masih hidup dengan sistem koakan, bor, atau riil. Penyadapan dengan sistem koakan menghasilkan getah tinggi dalam waktu singkat dan biaya rendah, namun kadar kotoran tinggi. Sebaliknya penyadapan sistem bor menghasilkan getah bersih, namun rendemen lebih rendah dan biaya yang diperlukan lebih tinggi (Anggita, 2012). Teknik sadapan pinus semi mekanis juga telah dikembangkan dengan diciptakannya alat mujitech. Alat ini berfungsi seperti alat kedukul/pethel namun menggunakan tenaga mesin dalam membuat luka sadap dan dioperasikan oleh manusia (Sukadaryati, 2014).
Getah merupakan hasil proses fisiologis pohon, sehingga berbagai faktor yang mempengaruhi proses fisiologis pohon akan mempengaruhi jumlah produksi getah yang dihasilkan. Getah pinus tersusun atas 66 % asam resin, 25 % terpentin, 7 % bahan netral yang tidak mudah menguap, serta 2 % air (Doan, 2007). Getah pinus setelah diolah akan menghasilkan gondorukem dan terpentin. Dari satu ton getah setelah dimasak akan menghasilkan 600 kg gondorukem (rendemen 60 %) dan 120 l terpentin (rendemen 12 %) (Matangaran, 2006).
Pengujian kadar kotoran getah dilakukan dengan menambahkan minyak terpentin atau pelarut lainnya yang diatur dalam SNI, yaitu minyak tanah, sebanyak 1,5-3 l pada 500-1000 g getah, kemudian diaduk sampai larut. Penyaringan dilakukan dengan menggunakan saringan 100 mesh dan dihitung menggunakan rumus sebagai berikut:
kadar kotoran % = berat saringan dan kotoran-berat saringan
berat getah x100
melihat volume air pada larutan gelas ukur, maka rumus perhitungan kadar air adalah sebagai berikut:
Kadar air % =volume air pada gelas ukur berat getah x100
Getah yang sudah diuji disimpan dalam botol berukuran 250 g dan diberi label sumber getah, tanggal pengambilan sampel, serta mutu getah. Standar mutu getah dapat dilihat pada Tabel 1.
Industri gondorukem adalah industri yang mengolah bahan baku getah pinus menjadi gondorukem dan minyak terpentin (Marjatin, 1994). Gondorukem merupakan resin padat yang secara alami terdapat dalam getah pohon pinus dan dihasilkan dari penyulingan getah pinus berbentuk padat dan berwarna sampai kuning kecoklatan. Berdasarkan sumber dan cara memperolehnya gondorukem dibedakan menjadi 3 jenis, yaitu gondorukem getah yang merupakan hasil destilasi getah yang diperoleh dari penyadapan pohon pinus, gondorukem kayu yang diperoleh dari ekstraksi tunggul pohon tua, dan gondorukem tall oil yang merupakan hasil sampingan pabrik pulp kraft dengan bahan baku kayu pinus (Meiyana 2011). Terpentin merupakan bagian hidrokarbon yang mudah menguap (minyak atsiri) dari getah pinus. Hidrokarbon ini dipisahkan dari bagian yang tidak menguap (gondorukem) melalui cara penyulingan. Berdasarkan sumber bahan bakunya ada 3 jenis terpentin yaitu terpentin getah (gum terpentine), terpentin kayu (wood terpentine), dan terpentin sulfat (sulphate terpentine)
(Artiyanto, 2006).
Pengelolaan hutan untuk memproduksi getah pinus tidak lagi menjadi monopoli Perum Perhutani, namun juga BUMN dan swasta, misalnya di Sulawesi dengan areal hutan pinus seluas 130.000 ha dan di Sumatera dengan areal hutan pinus seluas 335.000 ha. Luas hutan produksi pinus Perhutani pada tahun 2013 adalah 163.703 ha, dengan potensi pohon pinus sebanyak 33.824.217 pohon. Produktivitas getah tahun 2013 sebesar 7,93 g/pohon/hari, turun dibandingkan tahun 2012 yang mencapai 10,48 g/pohon/hari. Penurunan diakibatkan kondisi cuaca ekstrim di Pulau Jawa pada tahun 2013, yaitu musim hujan yang panjang (Laporan Tahunan Perhutani Tahun 2013).
Mutu getah dari lapangan dipengaruhi oleh faktor sistem sadapan, penjarangan pohon, stimulansia yang digunakan, serta faktor pengetahuan dan sumber daya penyadap. Faktor pengetahuan menempati posisi kedua setelah sumberdaya alam dalam analisis industri dan pemilihan strategi peningkatan
Tabel 1 Standar Mutu getah
No Karakteristik Satuan Mutu
I II
industri gondorukem (Sepang, 2008), yang mana pengalaman penyadap dan pengetahuan akan teknologi menentukan kualitas dan kuantitas hasil sadapan. Transfer informasi antar penyadap maupun informasi teknologi dilakukan dengan sosialiasi dan jobtraining yang dilaksanakan minimal 1 tahun sekali.
Pohon industri dari getah pinus yang diolah menjadi gondorukem dan terpentin terdapat pada Gambar 1.
Gambar 1 Pohon industri getah pinus
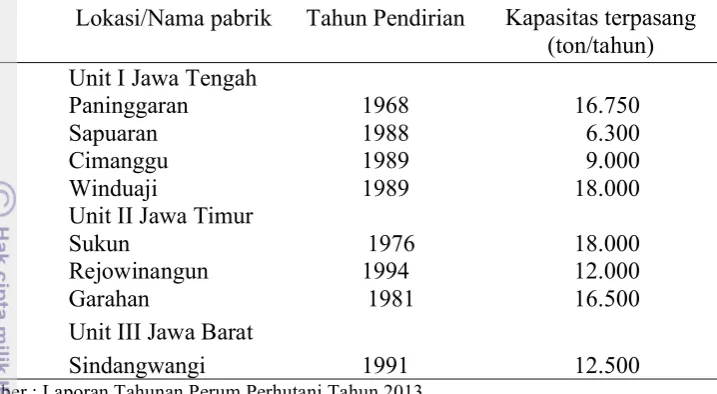
Perum Perhutani mengelola hutan produksi dan pabrik di Pulau Jawa. Pengusahaan pabrik gondorukem dan terpentin yang berada di bawah pengelolaan Perum Perhutani dapat dilihat pada Tabel 2.
Getah pinus
Gondorukem
Terpentin
Industri karet
Industri lem
Pembuatan kertas
Industri cat
Tinta cetak
Malam batik
Permen karet
Insulator listrik
Pelapis metal
Antiseptik
Bahan kimia
Industri kayu lapis
Industri farmasi
Pengolahan getah pinus menjadi gondorukem terbagi menjadi dua tahap yaitu pemurnian getah pinus dan distilasi. Mutu gondorukem dipengaruhi oleh kandungan kotoran dan atau mineral dalam getah, proses pemasakan, oksidasi asam resin dan sebagainya, yang dilihat dari perubahan warna (Riwayati, 2005).
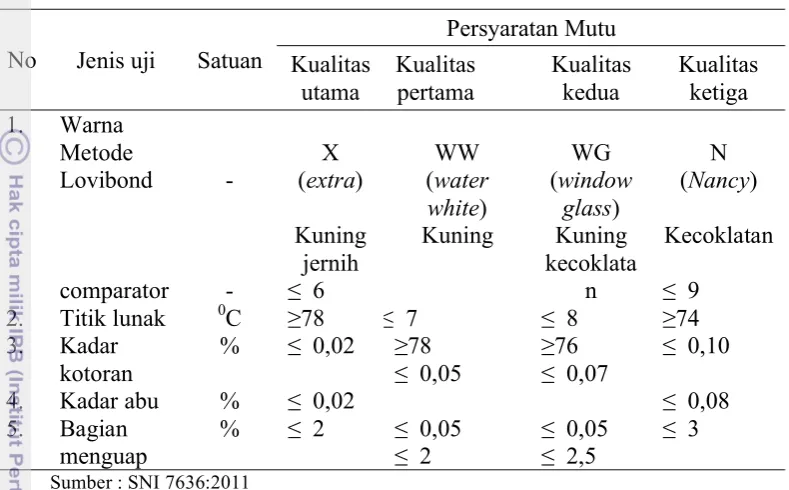
Pengujian produk gondorukem dan terpentin menggunakan standar SNI 7636:2011 untuk gondorukem dan SNI 7633:2011 untuk terpentin. Persyaratan mutu gondorukem dibagi menjadi 2 yaitu persyaratan umum dan khusus. Persyaratan umum dapat dilihat pada Tabel 3 dan persyaratan khusus dapat dilihat pada Tabel 4.
Gondorukem terdiri dari senyawa asam yang secara garis besar dapat dipisah dalam dua kelompok yaitu tipe abietik dan pimaric. Asam abietic mudah terisomerisasi oleh panas dan mudah teroksidasi oleh oksigen. Sedangkan asam pimaric bersifat lebih stabil sehingga tidak berubah selama proses pengolahan (Riwayati, 2005). Persyaratan bilangan asam menentukan jumlah asam lemak bebas pada gondorukem, bilangan asam yang besar menunjukkan gondorukem dapat terhidrolisis dan teroksidasi selama proses penyimpanan, sehingga asam lemak bebasnya meningkat. Bilangan penyabunan menunjukkan banyaknya asam lemak bebas atau pun terikat dalam suatu senyawa. Bilangan iod menunjukkan banyaknya ikatan rangkap, yang mana pada analisa produk minyak gondorukem digunakan untuk menentukan tingkat kejenuhannya. Semakin jenuh berarti semakin kecil jumlah ikatan rangkap, semakin sulit minyak teroksidasi dan
Tabel 2 Daftar pabrik gondorukem Perum Perhutani
No Lokasi/Nama pabrik Tahun Pendirian Kapasitas terpasang (ton/tahun) Unit I Jawa Tengah
1 Paninggaran 1968 16.750
2 Sapuaran 1988 6.300
3 Cimanggu 1989 9.000
4 Winduaji 1989 18.000
Unit II Jawa Timur
5 Sukun 1976 18.000
6 Rejowinangun 1994 12.000
7 Garahan 1981 16.500
Unit III Jawa Barat
8 Sindangwangi 1991 12.500
Sumber : Laporan Tahunan Perum Perhutani Tahun 2013
Tabel 3 Persyaratan umum mutu gondorukem
No Jenis uji Satuan Persyaratan
1 Bilangan asam mg KOH/g 160 - 190
2 Bilangan penyabunan mg KOH/g 170 – 220
3 Bilangan iod mg iod/g 5 - 25
semakin tinggi titik didihnya. Gondorukem bermutu baik diharapkan mempunyai titik didih yang tinggi.
Hasil distilasi terhadap getah pinus juga menghasilkan produk atas berupa minyak terpentin. Pengujian mutu terpentin adalah pengujian secara visual dan pengujian laboratoris yang terdiri dari berat jenis dan indeks bias terpentin. Persyaratan umum terpentin adalah berbentuk cair, bau khas terpentin, bobot jenis pada suhu 25 0C adalah 0,848-0,865, indeks bias pada suhu 20 0C adalah sebesar 1,464-1,478, titik nyala 33-38 0C, titik didih awal 150-160 0C (SNI 7633, 2011). Persyaratan khusus mutu terpentin dapat dilihat pada Tabel 5.
Limbah yang dihasilkan pada pengolahan gondorukem dan terpentin terdiri atas limbah padat, cair dan gas. Limbah padat dihasilkan dari pengolahan pada tangki melter yang berasal dari kulit, seresah dan kayu pinus. Limbah cair berasal dari proses dalam tangki settler dan tangki penampung. Limbah cair ini mengandung sedikit getah dan terpentin serta zat lain yang terlarut dalam air termasuk asam oksalat. Limbah gas berupa asap yang berasal dari boiler dan
forklif (Yuswandi, 2013).
Tabel 4 Persyaratan khusus mutu gondorukem
No Jenis uji Satuan
Tabel 5 Persyaratan khusus mutu terpentin
No Uraian Satuan Persyaratan
Identifikasi Profil dan Tahapan Proses Pabrik Gondorukem
Analisis pendahuluan dalam produksi bersih mengacu pada metode quick scan, yaitu dengan melakukan identifikasi profil pabrik dan tahapan proses produksi beserta permasalahan yang terdapat pada prosesnya. Hasil identifikasi awal tersebut yang akan menentukan tahapan proses yang menjadi fokus pada analisis berikutnya.
Pabrik gondorukem dan terpentin (PGT) ini didirikan dengan kapasitas produksi 10.000 ton/tahun dan rendemen gondorukem dan terpentin masing-masing sebesar 60 % dan 12 %. Proyeksi penjualan pabrik adalah pasar gondorukem dalam dan luar negeri dengan sasaran produksi gondorukem bermutu WW-X. Pendirian pabrik tersebut merupakan salah satu upaya untuk mengintensifkan dan menganekaragamkan hasil hutan sehingga diperoleh hasil dan nilai tambah yang optimum.
Pabrik berlokasi di daerah Nagrek, Jawa Barat. Luas keseluruhan komplek pabrik gondorukem beserta kantor, gudang dan perumahan karyawan sekitar 27.000 m2, sementara luas bangunan 946 m2.
Struktur organisasi pabrik dipimpin oleh seorang Kepala Pabrik atau Asisten Manager dan dibantu oleh 7 orang kepala urusan (kaur) yang terdiri dari satu orang kaur pengujian, satu orang kaur persediaan, dua orang kaur persediaan, satu orang kaur proses, satu orang kaur teknik, dan satu orang kaur personalia. Tenaga kerja berjumlah 52 orang, yang terdiri atas 34 orang pegawai perusahaan, 14 orang pegawai pelaksana, dan 4 orang outsource (pembantu operator). Selain itu juga terdapat pegawai harian atau borongan yang terdiri atas petugas kebersihan sebanyak 8 orang, pencurah getah sebanyak 7 orang, serta satpam sebanyak 13 orang.
Pengaturan jam kerja pabrik adalah sebagai berikut:
a. Karyawan bagian administrasi bekerja dari hari Senin sampai Sabtu dari pukul 07.00-15.00 WIB.
b. Karyawan bagian produksi bekerja selama 6 hari dalam satu minggu yang dibagi dalam tiga shift, yakni:
- Shift 1 bekerja dari pukul 07.00-15.00. - Shift 2 bekerja dari pukul 15.00-23.00. - Shift 3 bekerja dari pukul 23.00-07.00.
Setiap shift melakukan pergantian jam kerjanya seminggu sekali dengan urutan pergantian jam kerja pagi-malam-sore dan seterusnya. Apabila pasokan getah sedang berlimpah maka diadakan lembur pada hari minggu dengan waktu kerja 8 jam.
Limbah yang dihasilkan pabrik gondorukem berupa limbah padat, limbah cair dan limbah gas. Limbah padat dihasilkan dari pengolahan pada tangki pengenceran. Pengambilan kotoran padat dilakukan tiap 2-3 batch dengan membuka manhole dibagian bawah tangki. Jumlah rata-rata limbah padat untuk setiap kali pembongkaran sebanyak 120-140 kg. Limbah ini tidak mengandung bahan yang berbahaya karena berasal dari kulit, seresah dan kayu pinus. Penanganannya dengan cara ditampung dalam drum dan dikeringkan pada bak seresah.
Limbah cair mengandung sedikit getah dan terpentin serta zat terlarut dalam air termasuk asam oksalat. Limbah ini berasal dari hasil blowdown atau pemisahan endapan berdasar perbedaan berat jenis pada proses di tangki pencucian dan tangki penampung. Penanganannya adalah dengan UPL (Unit Pengolah Limbah) dan IPAL (Instalasi Pengolahan Air Limbah). Semua aliran kotoran dari tangki proses dimasukkan dalam bak penampung limbah sementara, kemudian diendapkan sampai air limbah dengan larutan getah kotor yang masih tersisa menjadi terpisah. Air keluar lewat pipa bawah untuk dialirkan ke bak air kotor, sedangkan larutan getah kotor dialirkan ke tangki washer untuk diendapkan kembali. Jonjot pada kolam limbah yang masih mengandung getah diambil secara manual untuk diolah lagi menjadi gondorukem hitam.
IPAL menerima air asam hasil pendinginan dari limbah. Perlakuan yang diberikan adalah penambahan air kapur dan pengadukan dengan agitator dan blower sehingga mencapai pH 10, kemudian dialirkan ke bak pengendap I. Setelah bak pengendap I penuh, air difiltrasikan ke bak isi dan dicampur asam fero sampai menunjukan pH netral (6-7). Air dari bak isi dialirkan ke box filter carbon active dan dicampur dengan kaporit menggunakan dozing pump. Endapan pada bak isi diblowdown, sedangkan lumpur pada bak pengendap I diambil dengan pompa lumpur.
Limbah gas berupa asap yang berasal dari boiler. Jumlah asap yang ditimbulkan tidak terlalu banyak. Setiap bulan dilakukan uji laboratorium terhadap sampel udara yang diambil dari cerobong boiler. Hasil pengujian dilaporkan secara rutin ke dinas lingkungan.
Produksi Bersih
Produksi bersih adalah strategi pengelolaan lingkungan yang sifatnya mengarah pada pencegahan dan terpadu agar dapat diterapkan pada seluruh siklus produksi. Pemilihan penerapan produksi bersih dapat dikelompokkan menjadi lima bagian, yaitu:
1. Good housekeeping, yang mencakup tindakan prosedural, administratif maupun institusional yang dapat digunakan perusahaan untuk mengurangi terbentuknya limbah dan emisi.
2. Perubahan material input, termasuk pemurnian bahan dan substitusi bahan. 3. Perubahan teknologi, mencakup modifikasi proses dan peralatan yang
4. Perubahan produk, meliputi substitusi produk, konservasi produk dan perubahan komposisi produk.
5. On site reuse atau upaya penggunaan kembali bahan-bahan yang terkandung dalam limbah, baik yang digunakan kembali sebagai material
awal maupun digunakan sebagai material masukan pada proses yang lain
(Indrasti dan Fauzi, 2009).
Produksi bersih dilakukan pada proses produksi, produk dan pelayanan/jasa, dengan cakupan sebagai berikut:
a. Pada proses produksi mencakup efisiensi bahan baku dan energi, mengeliminasi bahan berbahaya, serta mengurangi kuantitas dan daya racun dari semua emisi dan limbah sebelum keluar dari proses.
b. Strategi produksi bersih pada produk fokus pada pengurangan dampak dari siklus hidup produk mulai dari ekstraksi bahan baku sampai pembuangan dari produk.
c. Produksi bersih pada pelayanan/jasa berupaya mengurangi dampak lingkungan dari jasa yang diberikan selama siklus hidup, mulai dari tahapan desain sistem dan penggunaan sumber daya yang diperlukan untuk menjalankan sistem.
Konteks isu lingkungan merupakan tuntutan konsumen terhadap pembangunan berkelanjutan, untuk itu dibutuhkan suatu pemikiran strategik yang mampu mengakomodasi kepentingan semua pihak dengan memberikan perhatian pada aspek lingkungan dan membuat kebijakan yang mendorong terwujudnya pembangunan industri yang berwawasan lingkungan. Produksi bersih bukanlah suatu sistem yang statis dan berhenti hanya pada satu obyek temuan, tetapi improvisasi suatu model ke model yang lainnya seiring kemajuan ilmu pengetahuan dan teknologi (Hasibuan et al., 2013).
Kajian produksi bersih difokuskan pada proses produksi yang menghasilkan limbah sehingga perlu dilakukan pengujian dan reevaluasi pada tahapan proses produksi tersebut. Kegiatan reevaluasi adalah sebagai berikut:
a. Identifikasi sumber (source identification) yang dilakukan dengan inventarisasi material yang masuk dan keluar dari proses yang berkaitan dengan biaya sehingga dihasilkan suatu diagram alir proses yang memungkinkan untuk identifikasi semua sumber limbah dan emisi yang dihasilkan.
b. Evaluasi penyebab (cause evaluation) berupa penyelidikan terhadap faktor-faktor yang mempengaruhi volume dan komposisi limbah dan emisi yang dihasilkan dan selanjutnya daftar kemungkinan penyebab limbah dan emisi digunakan untuk menguji semua kemungkinan faktor penyebab yang mempengaruhi volume dan atau komposisi limbah dan emisi.
Produksi bersih yang diterapkan pada berbagai bidang memberikan keuntungan antara lain:
1. Perbaikan proses yang dilakukan dan energi yang dihasilkan.
2. Penghematan bahan baku dan energi sehingga mengurangi biaya produksi. 3. Peningkatan daya saing sebagai akibat penggunaan teknologi baru dan yang
telah diperbaiki.
4. Mengurangi kekhawatiran terhadap peraturan yang diterapkan.
5. Mengurangi upaya yang berkaitan penanganan, penyimpanan dan pembuangan bahan-bahan berbahaya.
6. Meningkatkan kesehatan, keselamatan dan moral para pekerja. 7. Meningkatkan citra perusahaan.
8. Mengurangi biaya penanganan limbah yang dihasilkan (UNEP DTIE dan DEPA 2000).
Proses Hirarki Analitik (AHP)
AHP merupakan suatu model pendukung keputusan yang dikembangkan oleh Thomas L. Saaty untuk mengorganisasikan informasi dan judgement dalam memilih alternatif yang paling disukai. Model pendukung keputusan ini akan menguraikan masalah multi faktor atau multi kriteria yang kompleks menjadi suatu hirarki (Marimin, 2004). Prinsip kerja AHP adalah penyusunan hirarki, penilaian kriteria dan alternatif, penentuan prioritas dan konsekuensi logis. Hirarki didefinisikan sebagai suatu representasi dari sebuah permasalahan yang kompleks dalam suatu struktur multi level, yang mana level pertama adalah tujuan, yang diikuti level faktor, kriteria, sub kriteria dan seterusnya ke bawah hingga terakhir dari alternatif.
AHP sering digunakan sebagai metode pemecahan masalah dibanding dengan metode lain karena alasan sebagai berikut:
1. Struktur yang berhirarki, sebagai konsekuensi dari kriteria yang dipilih, sampai pada subkriteria yang paling dalam.
2. Memperhitungkan validitas sampai dengan batas toleransi inkonsistensi berbagai kriteria dan alternatif yang dipilih oleh pengambil keputusan.
3. Memperhitungkan daya tahan output dan analisis sensitivitas pengambilan keputusan.
MET Matriks (Material cycle, energy uses and toxixity emission matrix)
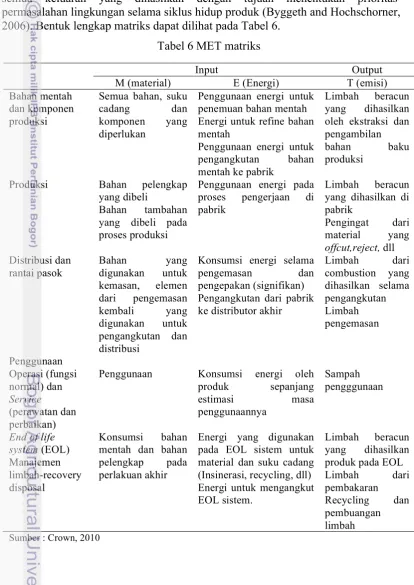
MET matriks yang dikemukakan oleh Brezet dan Van Hemel (1997) merupakan metode kualitatif atau semi kualitatif yang digunakan untuk membentuk profil umum dari masing-masing tahapan. Alat ini mengorganisasikan informasi dari tahapan siklus hidup dengan baik, sebagai langkah awal mengembangkan desain lingkungan (IHOBE, 1999). Matriks ini menggambarkan semua masukan yang digunakan, dampak dari proses yang melibatkan energi, dan semua keluaran yang dihasilkan dengan tujuan menentukan prioritas permasalahan lingkungan selama siklus hidup produk (Byggeth and Hochschorner, 2006). Bentuk lengkap matriks dapat dilihat pada Tabel 6.
Tabel 6 MET matriks
Penggunaan energi untuk penemuan bahan mentah Energi untuk refine bahan mentah
Penggunaan energi untuk pengangkutan bahan
Produksi Bahan pelengkap yang dibeli
Bahan tambahan yang dibeli pada proses produksi
Penggunaan energi pada proses pengerjaan di pabrik
Konsumsi energi selama pengemasan dan pengepakan (signifikan) Pengangkutan dari pabrik ke distributor akhir
Penggunaan Konsumsi energi oleh produk sepanjang
Penelitian Sebelumnya
Penelitian Fachrodji et al. (2009) mengenai perbandingan daya saing produk gondorukem di pasar internasional yang menunjukkan bahwa luasan lahan hutan pinus yang disadap, produktivitas hutan pinus, serta produktivitas pekerja penyadap di Indonesia jauh dibawah China dan Brazil, sehingga biaya produksi gondorukem Indonesia lebih tinggi. Untuk mengatasi permasalahan tersebut perlu dilakukan intensifikasi dan ekstensifikasi sadapan, memperbaiki teknik penyadapan, serta perbaikan kesejahteraan pekerja untuk meningkatkan produktivitas.
Sepang (2008) melakukan analisis industri dan pemilihan strategi untuk meningkatkan produksi gondorukem Perum Perhutani berdasar teori Porter Diamond dan menggunakan AHP sebagai alat penentuan prioritas strategi. Hasil penelitian menempatkan sumber daya alam sebagai faktor prioritas dalam pemilihan strategi.
Riwayati (2005) meneliti pengaruh jumlah absorben karbon aktif dan waktu proses bleaching pada pengolahan gondorukem sebagai alternatif teknologi untuk mengatasi masalah kandungan kotoran atau mineral dan proses pemasakan gondorukem.
Penelitian lain yang telah dilakukan di PGT Sindangwangi Perum Perhutani Unit III Jawa Barat-Banten adalah Analisis Biaya Pengolahan Gondorukem dan Terpentin (Artiyanto, 2006) dan Analisis Nilai Tambah dan Profitabilitas Produk Gondorukem dan Terpentin (Yuswandi, 2013).
3
METODE
Kerangka Pemikiran
Penelitian ini pada dasarnya adalah melakukan kajian terhadap proses produksi industri gondorukem untuk merumuskan kebijakan dalam mengurangi limbah yang dihasilkan dengan memfokuskan pada prioritas dampak lingkungan dan pengurangan limbah dari sumber untuk mencapai efisiensi produksi. Dalam mengkaji terlebih dahulu dilakukan identifikasi area kritis dan sumber yang berpotensi menimbulkan limbah. Identifikasi tersebut berupa identifikasi proses atau kegiatan, aktor dan lokasi.
Upaya pokok dari produksi bersih adalah mencegah, mengurangi dan mengeliminasi limbah dengan cara:
1. Menghitung penggunaan bahan kimia dan bahan lainnya serta jumlah limbah yang dihasilkan;
2. Mengidentifikasi penyebab dihasilkannya limbah;
3. Mengidentifikasi kemungkinan-kemungkinan untuk mengurangi limbah; 4. Mengevaluasi kemungkinan-kemungkinan yang layak;
Kajian dilakukan pada pihak-pihak yang terlibat, yaitu pekerja dan manajemen. Berdasarkan hasil kajian tersebut dilakukan perbaikan dalam proses produksi dan aspek lingkungan. Kerangka pemikiran disajikan pada Gambar 2.
Tahapan Penelitian
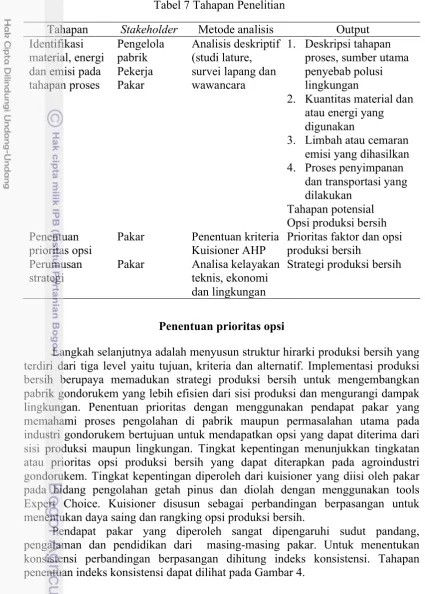
Penelitian dilakukan dalam tiga tahap yaitu identifikasi material, energi dan limbah pada semua tahapan proses, penentuan prioritas opsi produksi bersih, serta perumusan strategi. Bagan alir penelitian dapat dilihat pada Gambar 3. Tahapan penelitian secara rinci yang menjelaskan pihak terkait, metode analisis dan output dapat dilihat pada Tabel 7.
Identifikasi material, energi dan emisi
Analisisis pendahuluan dilakukan dengan identifikasi sumber yang diikuti dengan evaluasi penyebab. Fokus kajian pada lima komponen yaitu bahan masukan (input), teknologi yang digunakan, pelaksanaan proses, produk dan limbah yang dihasilkan. Kemungkinan jenis pilihan perbaikan yang dihasilkan berupa substitusi bahan baku, modifikasi teknologi, good housekeeping, modifikasi produk yang dihasilkan dan onsite reuse. Metode ini menghasilkan fokus pada pengkajian penerapan produksi bersih tahap berikutnya. Tahapan proses pengolahan dikaji secara lebih rinci dan mendalam untuk mendapatkan informasi tentang masukan yang digunakan pada proses serta keluaran yang dihasilkan. Profil lingkungan yang diperoleh menjadi dasar penentuan opsi-opsi
produksi bersih yang dapat diterapkan. Opsi-opsi dikumpulkan dari latur review dan wawancara dengan pelaku industri.
Gambar 3 Tahapan Penelitian
Pengamatan proses pengolahan dan pengumpulan data sekunder
Menyusun matriks material, energi dan limbah
Matriks lengkap
Analisis tahapan proses
Penentuan opsi
Penyusunan kuisioner struktur hirarki
Kuisioner lengkap
Evaluasi kelayakan dari opsi prioritas
Strategi produksi bersih Ya Ya
Tidak
Penentuan prioritas opsi
Langkah selanjutnya adalah menyusun struktur hirarki produksi bersih yang terdiri dari tiga level yaitu tujuan, kriteria dan alternatif. Implementasi produksi bersih berupaya memadukan strategi produksi bersih untuk mengembangkan pabrik gondorukem yang lebih efisien dari sisi produksi dan mengurangi dampak lingkungan. Penentuan prioritas dengan menggunakan pendapat pakar yang memahami proses pengolahan di pabrik maupun permasalahan utama pada industri gondorukem bertujuan untuk mendapatkan opsi yang dapat diterima dari sisi produksi maupun lingkungan. Tingkat kepentingan menunjukkan tingkatan atau prioritas opsi produksi bersih yang dapat diterapkan pada agroindustri gondorukem. Tingkat kepentingan diperoleh dari kuisioner yang diisi oleh pakar pada bidang pengolahan getah pinus dan diolah dengan menggunakan tools Expert Choice. Kuisioner disusun sebagai perbandingan berpasangan untuk menentukan daya saing dan rangking opsi produksi bersih.
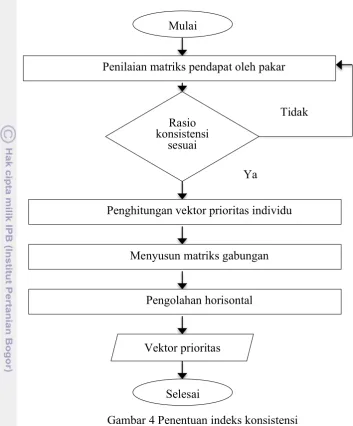
Pendapat pakar yang diperoleh sangat dipengaruhi sudut pandang, pengalaman dan pendidikan dari masing-masing pakar. Untuk menentukan konsistensi perbandingan berpasangan dihitung indeks konsistensi. Tahapan penentuan indeks konsistensi dapat dilihat pada Gambar 4.
Tabel 7 Tahapan Penelitian
Pakar terdiri dari 3 orang dengan keahlian di bidang pengolahan hasil hutan pinus di lapangan dan di pabrik, yaitu :
1. Kepala urusan produksi PGT Sindangwangi Nagrek sebagai pakar praktisi lapangan dan pabrik.
2. Dosen pengolahan hasil hutan sebagai pakar akademisi.
3. Peneliti badan litbang kehutanan pada pusat penelitian pengolahan hasil hutan sebagai pakar peneliti.
Perumusan strategi produksi bersih
Nilai hasil pembobotan dari kriteria dan rangking masing-masing opsi produksi bersih kemudian dianalisis kelayakan ekonomi dan teknis untuk disusun menjadi strategi. Kriteria yang digunakan untuk analisis kelayakan teknis dapat dilihat pada Tabel 8.
Mulai
Penilaian matriks pendapat oleh pakar
Rasio konsistensi
sesuai
Penghitungan vektor prioritas individu
Menyusun matriks gabungan
Pengolahan horisontal
Vektor prioritas
Selesai
Ya
Tidak
4
HASIL DAN PEMBAHASAN
Identifikasi Material, Energi dan Emisi pada Tahapan Proses
Tahapan proses produksi pada dasarnya adalah pemisahan kotoran getah dan pemasakan dengan distilasi uap. Bahan pembantu yang digunakan adalah air, minyak terpentin dan asam oksalat. Bagan alir proses produksi gondorukem dapat dilihat pada Gambar 5.
Proses pengolahan getah pinus menjadi gondorukem dibagi menjadi 5 tahapan utama, yaitu penerimaan dan pengujian getah, pengenceran, pencucian, pengendapan dan pemasakan, serta tahapan tambahan berupa pengolahan di bak limbah.
Penerimaan dan Pengujian
Tahap pertama pada pabrik pengolahan adalah penerimaan dan pengujian getah. Getah dari KPH diterima pada lokasi penerimaan getah yang terintegrasi dengan penimbangan dan bak getah. Getah ditimbang berat masing-masing drumnya, kemudian dilakukan pengujian secara visual sebelum dituangkan ke dalam bak getah. Pengujian dilakukan untuk menentukan mutu getah pinus yang menjadi dasar perlakuan proses selanjutnya. Getah yang secara visual tidak sesuai dengan standar mutu I dan II maka getah tersebut tidak diterima atau ditolak uji laboratorium.
Pengambilan sampel uji laboratorium dilakukan secara acak dengan menggunakan alat pengambil contoh uji yang berbentuk seperti penggaris dengan penampung di bagian ujung. Alat pengambil contoh uji dimasukkan sampai dasar drum, diaduk, kemudian diangkat. Jumlah sampel pengujian laboratorium yang diambil menurut SNI adalah sebesar 10-20 % dari total pengiriman getah, namun di lapangan biasanya diambil 1 kg per TPG. Pengujian yang dilakukan meliputi kadar air dan kadar kotoran.
Tabel 8 Kriteria analisis kelayakan teknis
Proses Kesesuaian prosedur operasi dengan kondisi
Peningkatan efisiensi proses
Kesesuaian produksi dengan kondisi Bahan Kualitas produk dapat dipertahankan
Kapasitas utilitas yang tersedia Efisien dalam penggunaan bahan Peralatan Ketersediaan tempat
Perawatan mesin
Permasalahan pada tahapan ini adalah ceceran getah pinus di lokasi penerimaan akibat bongkar muat dari truk dan kegiatan penimbangan. Pada periode tutupan terjadi penumpukan truk yang bongkar muatan di lokasi penerimaan sehingga menimbulkan antrian panjang dan ceceran pada sepanjang jalur masuk pabrik ke tempat penerimaan. Selain itu pengiriman yang terakumulasi pada periode tertentu mengakibatkan bak penampung penuh dan sebagian ditempatkan di ruang terbuka yang menyebabkan penurunan mutu getah.
Permasalahan lain adalah fungsi pengujian kurang efektif akibat letak laboratorium pengujian getah yang jauh dari lokasi penerimaan, sehingga hasil
Gambar 5 Tahapan proses produksi gondorukem Pengangkutan
pengujian laboratorium tidak dipakai sebagai dasar penuangan getah berdasar jenis mutunya.
Pengenceran
Tahapan kedua pengolahan getah adalah pengenceran yang bertujuan untuk mempermudah pemisahan kotoran dan proses penyaringan. Pengenceran dilakukan pada tangki melter dengan kapasitas 3000 l. Pengenceran larutan getah dilakukan dengan menambahkan 1000 l terpentin melalui ball valve terpentin ke dalam tangki pengenceran, kemudian membuka knife valve talang getah untuk mengisi getah ke dalam tangki sampai batas gelas penduga. Tangki dilengkapi dengan pengaduk agar larutan getah homogen. Pemanasan getah dilakukan pada suhu 60 0C sampai dengan 80 0C selama 10-15 menit.
Langkah selanjutnya adalah melakukan filtrasi larutan getah dengan membuka valve output, kemudian menekan kran steam penekan sampai batas penekanan maksimal 1,5-2 atm. Jika filtrasi sampai dengan 2 atm mengalami hambatan maka dilakukan pengadukan getah dan difiltrasikan sampai habis. Selanjutnya ball velve output ditutup dan ball valve ventilasi dibuka.
Setelah 2 batch filtrasi dilakukan pembukaan manhole di bagian bawah tangki untuk membuang kotoran, seresah dan tanah secara manual. Kotoran tersebut ditampung dalam drum dan diletakkan di lokasi penyimpanan limbah padat untuk diambil pihak ketiga.
Permasalahan pada tahap pengenceran adalah keterbatasan jumlah tangki
melter sehingga produksi harus berhenti saat dilakukan pengambilan limbah padat yang berada di dasar tangki secara manual, serta tidak adanya talang ukur untuk mengetahui secara pasti jumlah getah yang masuk ke tangki untuk diolah.
Pencucian
Tahap ketiga adalah pencucian yang dilakukan pada tangki settler dengan mencampurkan larutan getah dengan asam oksalat (H2C2O4) yang berfungsi mengikat ion Fe dan memudahkan pemisahan kotoran halus. Ion besi akan membentuk endapan besi oksalat dengan reaksi sebagai berikut:
H2C2O4 ! H+ + C2O42+
Fe3+ + 3 C2O42- ! (Fe(C2O4)3)3+
Jumlah asam oksalat yang ditambahkan harus tepat supaya Fe terikat sempurna (Vogel, 1990). Tangki settler berjumlah 2 buah dengan kapasitas total 5000 l.
Tangki pencucian disiapkan untuk menerima larutan getah dari tangki pengenceran. Air pencuci larutan getah disiapkan pada tangki air umpan washer.
lapisan atas berupa lapisan getah, lapisan tengah berupa lapisan kotoran halus/jonjot, dan lapisan bawah berupa air. Blowdown kedua dilakukan untuk membuang kotoran dan air menuju kolam limbah. Kotoran halus dan air dibuang dengan membuka knop pada tangki pencucian, dengan memanfaatkan perbedaan berat jenis dari air dan larutan getah.
Permasalahan pada tahapan ini adalah keterbatasan kapasitas tangki pencucian sehingga hanya dapat menampung larutan getah dari satu kali proses pengenceran, akibatnya pengendapan yang dilakukan kurang optimal.
Pengendapan
Tahapan keempat adalah pengendapan yang berfungsi menyaring kotoran yang masih tersisa. Pengendapan dilakukan pada tangki penampung dengan kapasitas 7000 l. Tangki penampung ini berfungsi menampung larutan getah dari tangki pencucian yang selanjutnya akan dikirim ke tangki pemasak, sekaligus sebagai ukuran jumlah larutan getah yang akan dimasak. Tangki penampung juga berfungsi untuk menampung getah yang terbuang pada proses blowdown, yaitu dengan ditarik masuk dari kolam limbah ke dalam tangki penampung, kemudian diendapkan beberapa saat untuk memisahkan getah dari air dan kotoran.
Pemasakan
Tahapan kelima adalah pemasakan. Proses pemasakan larutan getah menjadi gondorukem dan terpentin pada dasarnya prinsipnya menggunakan metode destilasi uap yaitu pemisahan berdasarkan titik didih. Metode distilasi uap adalah metode penyulingan cairan yang tidak saling campur dengan air yaitu dengan menghembuskan uap panas ke dalamnya. Pengontrolan dilakukan pada kaca pengamat untuk mencegah terbawanya larutan getah ke tangki kondensor dan melakukan peludangan (canning) atau pengemasan tangki gondorukem.
Ketel pemasak yang menunjukkan vakum pada 5-40 cmHg menjadi indikator pembukaan ball valve input untuk pengisian getah ke dalam tangki pemasak menggunakan motor pompa tangki pemasak. Getah pinus hasil penyaringan yang dipompakan ke dalam ketel pemasak kemudian dipanaskan pada suhu 160-165 0C dengan vacum menunjukkan 40-60 cmHg selama kurang lebih 3 jam sehingga matang menjadi gondorukem.
Cairan gondorukem hasil pemasakan diuji oleh quality control untuk mengetahui mutunya setelah dimasukkan ke dalam kaleng. Kaleng kemasan gondorukem mempunyai berat bersih 240 kg dan bertuliskan nomor masak, nomor kaleng dan mutu gondorukem. Selanjutnya kaleng diletakkan di gudang penyimpanan gondorukem untuk menunggu proses pengangkutan.
Terpentin merupakan hasil atas proses distilasi dan pemanasan larutan getah. Uap terpentin mulai terbentuk pada suhu 90-100 0C karena adanya tekanan vakum pada tangki. Uap dialirkan menuju kondensor untuk didinginkan dengan air dan berubah menjadi cairan yang terdiri dari air dan minyak terpentin. Cairan dialirkan ke separator untuk memisahkan minyak terpentin dengan air. Berat jenis air lebih besar sehingga air berada di bawah dan dialirkan ke tangki kondensat. Sementara minyak terpentin yang berada di atas akan masuk ke tangki terpentin I.
mengalirkan terpentin ke dehidrator. Pada dehidrator ditambahkan garam industri dengan tujuan mengikat air yang masih terkandung pada terpentin. Terpentin pada tangki ini diuji berat jenis dan kejernihannya, kemudian terpentin yang lolos pengujian dikirim ke tangki terpentin produk.
Pengolahan limbah
Tahapan keenam adalah pengolahan limbah. Pemisahan larutan getah limbah, air asam dan kotoran dilakukan pada bak limbah. Larutan getah limbah dari bak limbah dipindahkan ke tangki penampung getah untuk didaur ulang ke tangki pengendapan atau ke anak bak getah. Air asam yang masih panas didinginkan dengan menggunakan motor pompa, kemudian dialirkan ke IPAL.
Aplikasi produksi bersih yang sudah dilakukan pabrik adalah pengolahan kembali jonjot menjadi gondorukem hitam, penarikan kembali limbah cair yang masih mengandung getah untuk diolah menjadi gondorukem, serta penghilangan proses pemanasan awal yang bertujuan mengencerkan getah sebelum masuk ke tangki pengenceran.
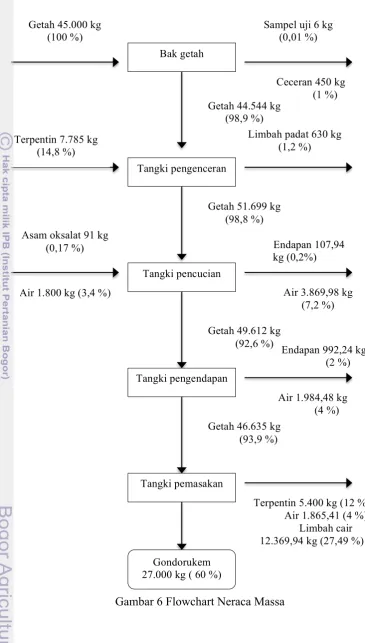
Perhitungan neraca massa dan neraca energi dilakukan terhadap tahapan proses produksi untuk mendapatkan arus keluar dan masuk bahan, energi dan limbah yang dihasilkan pada proses produksi. Analisis lengkap terdapat pada Lampiran 4 dan Lampiran 5, flowchart dapat dilihat pada Gambar 6. Perhitungan neraca massa dan neraca energi digunakan sebagai bahan menyusun matriks untuk mengidentifikasi tahapan mana yang menghasilkan limbah dan mengevaluasi penyebabnya.
MET matriks yang menjelaskan arus keluar masuk bahan, energi dan limbah yang dihasilkan dapat dilihat pada Tabel 9. Berdasar MET matriks, jumlah limbah yang dihasilkan menempatkan tahap penerimaan, pengujian dan penuangan ke bak limbah, tahap pengenceran, tahap pencucian dan tahapan pengolahan limbah sebagai sumber penghasil limbah.
Limbah yang dihasilkan tahapan penerimaan, pengujian dan penuangan ke bak getah adalah ceceran getah pinus akibat pengangkutan menuju ke lokasi penerimaan, handling dari angkutan ke penimbangan, handling dari penimbangan ke lokasi penuangan bak getah, serta ceceran akibat penumpukan truk pengangkut pada periode tutupan sehingga lokasi penerimaan dan bak getah menjadi kelebihan kapasitas. Jumlah kehilangan getah akibat ceceran pada tahapan ini rata-rata mencapai 1 % dari total getah dikirim ke pabrik.
Limbah yang dihasilkan pada tahapan pengenceran merupakan limbah padat berupa kulit, kayu dan seresah yang dipisahkan dari larutan getah yang telah diencerkan. Limbah padat tersebut berbanding lurus dengan kadar pengotor getah. Pengambilan limbah padat dari tangki pengenceran dilakukan tiap 2 batch dan rata-rata menghasilkan limbah padat 140 kg. Proses pengolahan getah rata-rata dilakukan 9 batch/hari sehingga diperoleh limbah padat 630 kg/hari.
Gambar 6 Flowchart Neraca Massa Bak getah
Getah 45.000 kg (100 %)
Sampel uji 6 kg (0,01 %)
Ceceran 450 kg (1 %)
Tangki pengenceran Terpentin 7.785 kg
(14,8 %)
Getah 44.544 kg (98,9 %)
Getah 51.699 kg (98,8 %)
Tangki pencucian
Tangki pengendapan
Tangki pemasakan
Limbah padat 630 kg (1,2 %)
Asam oksalat 91 kg (0,17 %)
Air 1.800 kg (3,4 %)
Endapan 107,94 kg (0,2%)
Getah 49.612 kg (92,6 %)
Air 3.869,98 kg (7,2 %)
Endapan 992,24 kg (2 %)
Getah 46.635 kg (93,9 %)
Air 1.984,48 kg (4 %)
Gondorukem 27.000 kg ( 60 %)
Terpentin 5.400 kg (12 %) Air 1.865,41 (4 %)
Pada kolam penampung limbah dilakukan penarikan kembali getah yang terkandung pada limbah ke tangki pencuci, pengambilan jonjot yang mengandung getah untuk diolah menjadi gondorukem hitam secara manual, serta mengirim air asam ke IPAL. Kandungan getah yang tertahan pada dasar kolam penampung limbah dan tidak tertarik kembali ke tangki washer pada proses penarikan kembali kandungan getah serta kandungan getah yang terkandung dalam jonjot menyebabkan adanya getah yang terbuang.
Evaluasi dilakukan pada tahapan yang menjadi sumber penghasil limbah tersebut sehingga diperoleh penyebab dan peluang alternatif yang mungkin dilaksanakan. Evaluasi dilakukan dengan wawancara dan menggali informasi dari manajemen pabrik dan operator produksi terkait, sehingga diperoleh jenis peluang opsi produksi bersih yang dapat direkomendasikan. Pemetaan masalah, evaluasi penyebab dan opsi produksi bersih yang direkomendasikan dapat dilihat pada Lampiran 7. Permasalahan utama dari hasil evaluasi dan rekomendasi opsi produksi bersih dapat dilihat pada Tabel 10.
Tabel 9 Matriks material, energi dan limbah dengan basis kapasitas produksi harian sebesar 45 ton getah
Tahapan
51.699 4.103 Larutan getah 49.612 44.639 Asam
46.635 3.605 Gondorukem 27.000 71.231 Terpentin 5.400
Air 1.865
Keterangan :
1 = Faktor bahan baku 2 =Faktor alat/mesin 3 = Faktor metode/cara 4 = Faktor manusia/skill
Tabel 10 Permasalahan dan analisis peluang opsi produksi bersih
No Permasalahan
tidak tersortir dengan baik, kadar kotoran dan kadar air yang tinggi menimbulkan limbah padat dan cair
! ! ! Pelatihan standar mutu dan pengawalan dalam proses penerimaan getah (good housekeeping)
2 Penumpukan getah pada akhir periode mengakibatkan kapasitas pemasakan harian tidak terpenuhi
! ! Pengaturan jadwal pengiriman getah (good housekeeping)
3 Penumpukan getah pada lokasi penerimaan menyebabkan ceceran 4 Lokasi bak cadangan jauh dan
terpisah dari bak getah sehingga memerlukan perlakuan penyimpanan 5 Ruang pengujian laboratorium
terhadap getah terpisah jauh dari lokasi penuangan getah sehingga 6 Suhu pemanas yang mengalir pada
bak getah tidak diketahui
! ! Pemasangan alat pengukur suhu pada bak getah (modifikasi proses) 7 Volume getah masuk tangki
pengenceran tidak terukur secara akurat, dihitung menggunakan volume tangki dan hasil handling pada bak getah
! ! Pemasangan talang ukur pada tangki proses (modifikasi proses)
8 Pembersihan kotoran pada tangki pencucian dengan membuka manhole di bagian bawah sehingga tangki harus dalam kondisi mati
! ! Penambahan tangki proses (modifikasi proses)
9 Pengendapan tangki pencucian kurang optimal sehingga potensi getah terbawa ke dalam limbah tinggi
! ! Penambahan tangki proses (modifikasi proses)
10 Masih terdapatnya kandungan gondorukem pada limbah yang
11 Kurangnya perhatian atas kebersihan dan keselamatan kerja di dalam pabrik
Evaluasi yang dilakukan meliputi penyebab timbulnya limbah, rekomendasi teknik produksi bersih yang dapat dilakukan, rekomendasi pelaksanaan produksi bersih yang dapat dilakukan, serta level pelaksanaan dari rekomendasi yang diajukan.
Pada tabel permasalahan dan analisis peluang terdapat sebelas permasalahan utama penghasil limbah dan potensi kerugian dengan sepuluh rekomendasi pelaksanaan produksi bersih berupa good housekeeping dan modifikasi proses. Modifikasi proses yang direkomendasikan berupa penambahan alat proses, perluasan lokasi proses dan pemasangan talang pengukur.
Permasalahan utama penghasil limbah tersebut merupakan permasalahan yang spesifik pada pabrik yang bersangkutan, kemudian dilakukan perbandingan berdasar literatur dan wawancara dengan pihak manajemen terkait hubungan permasalahan tersebut dengan pabrik gondorukem yang lain, sehingga diperoleh permasalahan yang dapat terjadi pada pabrik gondorukem lain dengan kondisi serupa. Proses pengolahan pada pabrik gondorukem pada dasarnya adalah sama yaitu dimulai dari penerimaan dan pengujian, dilanjutkan dengan pengenceran getah dan pencucian, kemudian dilakukan pengendapan sebelum dimasak dalam tangki pemasakan. Berdasarkan hasil evaluasi permasalahan utama penyebab limbah dan teknik yang mungkin dilakukan maka peluang produksi bersih yang direkomendasikan adalah sebagai berikut :
1. Pelatihan standar mutu dan pengawalan getah. 2. Pengaturan jadwal pengiriman getah.
3. Perluasan lokasi penerimaan dan bak penampung getah.
4. Pembuatan tempat pengujian getah yang berdekatan dengan lokasi penuangan. 5. Pemasangan alat pengukur suhu pada bak getah.
6. Pemasangan talang ukur pada tangki proses. 7. Penambahan tangki proses pengenceran. 8. Penambahan tangki proses pencucian.
9. Pemasangan dasar kolam limbah yang tidak menahan getah. 10.Sosialisasi dan pemasangan rambu keselamatan kerja.
Penentuan Prioritas Opsi Produksi Bersih
Opsi produksi bersih yang telah diperoleh kemudian disusun menjadi suatu alternatif dalam struktur hirarki dengan faktor yang digunakan adalah 3 kriteria kelayakan produksi bersih, yaitu aspek teknis, aspek ekonomi dan aspek lingkungan. Struktur hierarki terdapat pada Gambar 7.
Meningkatkan kinerja industri gondorukem melalui implementasi produksi bersih
Aspek Teknis
Aspek Ekonomi
Aspek Lingkungan
Pelatihan standar mutu dan pengawalan mutu getah
Pengaturan jadwal pengiriman
Perluasan lokasi penerimaan dan bak getah
Pemasangan alat pengukur suhu pada bak getah Pembuatan laboratorium uji getah yang berdekatan dengan bak getah
Penambahan tangki proses pengenceran
Pemasangan talang ukur pada tangki proses
Penambahan tangki proses pencucian
Pemasangan dasar kolam limbah yang tidak menahan getah
Sosialisasi dan
pemasangan rambu
keselamatan kerja
Tujuan Faktor Strategi
Perbandingan berpasangan terhadap faktor kriteria produksi bersih dapat dilihat pada Gambar 8.
Analisis perbandingan terhadap faktor yaitu kriteria produksi bersih menunjukkan bahwa pertimbangan yang menjadi prioritas dalam pemilihan opsi produksi bersih yang dapat diterapkan adalah kelayakan opsi tersebut secara teknis dengan bobot 0,49, yaitu kesesuaian prosedur dengan kondisi yang ada pada pabrik dan kondisi industri gondorukem pada umumnya. Kriteria kelayakan teknis yang menjadi pertimbangan adalah proses, bahan, mesin dan manusia. Dari sisi proses memperhatikan kesesuaian prosedur operasi dengan kondisi dan peningkatan efisiensi proses. Dari sisi bahan adalah mempertahankan mutu bahan dan kapasitas utilitas yang tersedia, serta efisiensi penggunaan bahan. Dari sisi mesin atau peralatan berupa ketersediaan tempat dan perawatannya. Sementara dari aspek SDM adalah ketersediaan SDM dan keamanan sistem bagi pekerja.
Kondisi teknis yang mempengaruhi penentuan prioritas adalah kapasitas produksi pabrik, luas pabrik, peralatan yang tersedia, lingkungan kerja, topografi lokasi yang berbukit serta sumber daya manusia yang tersedia. Kondisi industri gondorukem yang sedang berkembang dan investasi peralatan yang bernilai tinggi juga menjadi pertimbangan.
Analisis perbandingan berpasangan terhadap opsi produksi bersih dapat dilihat pada Gambar 9.
Gambar 8 Prioritas faktor/kriteria produksi bersih
Rasio konsistensi dari perbandingan berpasangan terhadap prioritas opsi produksi bersih adalah 0,05 sehingga penilaian perbandingan opsi produksi bersih sudah konsisten dan tidak memerlukan revisi penilaian. Prioritas opsi produksi bersih berdasarkan skor AHP adalah pengaturan jadwal pengiriman dengan nilai 0,216, opsi kedua adalah pelatihan standar mutu dan pengawalan pengiriman getah dengan nilai 0,155, dan opsi ketiga adalah sosialisasi dan pemasangan rambu keselamatan kerja yang artinya ketiga opsi tersebut memberikan dampak penurunan limbah yang paling signifikan sehingga berdampak pada efisiensi produksi.
Evaluasi Kelayakan Terhadap Prioritas Opsi Produksi Bersih
Evaluasi Kelayakan Prioritas Pertama
Prioritas opsi pertama adalah pengaturan jadwal pengiriman merupakan opsi untuk mengatasi permasalahan bahan baku akibat pengiriman getah yang diakumulasikan mendekati periode tutupan. Permasalahan bahan baku merupakan masalah yang berperan penting dalam industri gondorukem. Analisis industri dan pemilihan strategi untuk meningkatkan produksi gondorukem yang dilakukan Sepang (2008) menyatakan bahwa faktor prioritas dalam pemilihan strategi adalah sumber daya alam atau bahan baku industri gondorukem.
Getah pinus yang dihasilkan dan dikirimkan masing-masing KPH ke PGT dipengaruhi luasan hutan produksi pinus, musim, dan jarak KPH ke TPG. Getah pinus sangat dipengaruhi musim, pada musim hujan produksi getah cenderung menurun karena suhu udara yang relatif dingin sehingga menghambat keluarnya getah. Jadwal pengiriman disesuaikan dengan kemampuan masing-masing KPH menghasilkan getah untuk dikirim ke PGT.
Potensi dampak yang dapat diminimalisasi dengan opsi tersebut adalah tidak terpenuhinya target kapasitas produksi 45 ton getah/hari, ceceran getah akibat antrian dan penumpukan truk pengiriman, ceceran getah akibat pengangkutan dari bak cadangan ke talang penuangan, adanya getah yang tidak tertampung pada bak penyimpan, perlakuan penyimpanan pada getah yang tidak tertampung pada bak penyimpan.
Getah pinus yang dikumpulkan TPG harus diangkut ke pabrik gondorukem dan terpentin dalam jangka waktu tidak boleh lebih dari 7 hari (Syamsu, 2009) untuk menghindari penurunan mutu getah yang signifikan. Dengan pengaturan jadwal penerimaan di PGT sesuai kemampuan pengiriman masing-masing KPH dapat diminimalisasi penumpukan pengiriman pada satu periode yang menyebabkan tingginya ceceran dan pencampuran getah dengan bahan pengotor selama proses antrian dan penyimpanan di luar bak getah. Jumlah ceceran yang dihasilkan tahapan penerimaan dan pengujian dapat mencapai 1 % dari total getah yang dikirim.
Berdasar perhitungan neraca massa, kehilangan getah mencapai 450 kg getah/hari pada periode tutupan.
Nilai kehilangan= 450 kg
Nilai pencegahan kehilangan = 21.600 kg/tahun 27 ton/hari x 312 hari/tahun
=2,56! kg getah ton gondorukem!
Dengan mengacu pada harga getah tahun 2013 sebesar Rp3.090,-/kg (Yuswandi, 2013) maka potensi kehilangan getah yang dapat diminimalkan dengan mengatur jadwal penerimaan getah di pabrik adalah sebesar Rp7,91/kg gondorukem atau setara Rp66.633.840,-/tahun.
Pengaturan jadwal penerimaan getah dari KPH di pabrik dapat dilakukan dengan kebijakan pengelola pabrik, namun pengaturan jadwal pengiriman lebih rinci dari masing-masing TPG ke PGT memerlukan keterlibatan pihak eksternal pabrik yaitu KPH dan Perhutani sebagai induk pengusahaan hutan produksi pinus dan pabrik gondorukem. Kendala-kendala di lapangan terhadap jadwal pengiriman dari masing-masing TPG adalah sebagai berikut:
1. Struktur organisasi penghasil getah pinus di lapangan terdiri atas 12 KPH yang membawahi kurang lebih 60 BKPH. Masing-masing BKPH membawahi RPH, dan masing-masing RPH membawahi TPG. Pemasok getah pinus PGT Sindangwangi terdiri atas ribuan TPG yang tersebar di 12 KPH. Sebaran lokasi TPG di Jawa Barat yang mempunyai topografi berbukit menyebabkan lokasi dan luasan TPG dapat terpaut jauh dari TPG lainnya. Pemetaan TPG mengalami kendala karena dapat terjadi TPG bergerak maupun TPG non aktif, yaitu TPG yang menghasilkan pada tahun kemarin
Tabel 11 Kemampuan pengiriman KPH ke PGT
KPH Kemampuan melakukan pengiriman
Bogor Per 10 hari
Sukabumi Per hari
Cianjur Per 2 hari
Bandung Utara Per 3 hari
Bandung Selatan Per 2 hari
Garut Per 2 hari
Tasikmalaya Per 3 hari
Ciamis Per 2 hari
Majalengka Per 5 hari
Kuningan Per 3 hari
Sumedang Per 2 hari
Purwakarta Per 6 hari