MATERIAL REQUIREMENT PLANNING (MRP) PADA PT. PRIMISSIMA
Nama : Hesthy Kusumawirasari
NIM : 00410100002
Program : S1 (Strata Satu)
Jurusan : Sistem Informasi
SEKOLAH TINGGI
MANAJEMEN INFORMATIKA & TEKNIK KOMPUTER SURABAYA
PADA PT. PRIMISSIMA
PROPOSAL
Diajukan sebagai syarat untuk mengerjakan Tugas Akhir
Oleh:
Nama : Hesthy Kusumawirasari
NIM : 00410100002
Program : S1 (Strata Satu)
Jurusan : Sistem Informasi
Surabaya, Mei 2004 Disetujui:
Pembimbing I Pembimbing II
Ahmad Saikhu, S.Si, MT Asti Dwi Irfianti, M.Kom
NIP/NID. 07.085.05.00948
Mengetahui: Kaprodi Sistem Informasi
I Putu Agus Swastika, M.Kom
Halaman
ABSTRAKSI ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xix
BAB I : PENDAHULUAN ... 1
1.1 Latar Belakang Masalah ... 1
1.2 Perumusan Masalah ... 3
1.3 Pembatasan Masalah ... 3
1.4 Tujuan ... 4
1.5 Sistematika Penulisan ... 4
BAB II : LANDASAN TEORI ... 6
2.1 Metode Time Series ... 6
2.2 Material Requirement Planning (MRP) ... 13
2.3 Analisa dan Desain Sistem Informasi ... 24
2.4 Structured Query Language (SQL) ... 30
2.5 Oracle ... 31
BAB III : PERANCANGAN SISTEM ... 33
3.1 Analisis Sistem ... 33
BAB IV : IMPLEMENTASI DAN EVALUASI SISTEM ... 66
4.1 Implementasi Sistem ... 66
4.2 Implementasi Sistem Pengendalian Bahan Baku ... 68
4.3 Evaluasi Sistem ... 124
BAB V : PENUTUP ... 134
5.1 Kesimpulan ... 134
5.2 Saran ... 135
DAFTAR PUSTAKA ... 136
BAB I PENDAHULUAN
1.1 Latar Belakang Masalah
Pada kehidupan sehari-hari dapat dilihat banyaknya produk dan jasa yang
diperjualbelikan dan konsumsi oleh masyarakat. Produk dan jasa tersebut tidaklah
mungkin timbul dengan sendirinya tanpa adanya sistem produksi yang
mentransformasikan faktor tersebut menjadi produk dan jasa.
PT. Primissima adalah perusahaan yang berlokasi di Magelang, Medari,
Yogyakarta ini bergerak di bidang industri tekstil dengan hasil produksi kain
mori. Produk-produk tersebut dibuat berdasarkan pesanan dari pihak luar atau
dibuat sebagai persediaan bagi perusahaan.
Dalam memproduksi agar perusahaan tidak terlalu banyak simpanan
barang jadi dalam gudang, diperlukan adanya sistem pengendalian bahan baku.
Metode sistem pengendalian bahan baku yang digunakan adalah Material Requirement Planning (MRP). Material Requirement Planning (MRP) adalah suatu teknik atau prosedur untuk mengelola persediaan dalam suatu operasi
manufaktur. Sebelum memikirkan mengenai bahan baku (material), terlebih dahulu meramalkan mengenai jumlah yang akan diproduksi berdasarkan jumlah
penjualan pada masa lalu. Metode yang digunakan untuk meramalkan jumlah
penjualan produk yang akan diproduksi adalah dengan menggunakan Auto Regresi (AR).
melainkan menghubungkan nilai-nilai sebelumnya (pact values) diri sendiri (masing-masing variabel) pada time lag (selang waktu) yang bermacam-macam. Jadi suatu model autoregresif akan menyatakan suatu ramalan sebagai fungsi
nilai-nilai sebelumnya dari deret berkala tertentu.
Dengan hasil peramalan tersebut, digunakan sebagai acuan untuk
memperhitungkan berapa jumlah bahan baku yang diperlukan untuk memproduksi
hasil produk berdasarkan hasil peramalan, dengan hasil peramalan tersebut dapat
membantu pihak manajerial untuk mengambil keputusan.
Manajer sebagai pengambil keputusan dalam mengelola usahanya
memerlukan sistem informasi yang cepat dan tepat terutama sistem informasi
yang mampu meramalkan pengeluran produk di periode yang akan datang
sehingga sedini mungkin manajer dapat menyediakan persediaan produk, hal ini
bertujuan untuk menjaga ketersediaan stok produk dan menghindari terjadinya
kelebihan stok atau kekosongan stok, sehingga memastikan pelanggan/customer
selalu dapat dilayani.
Dari pengamatan selama ini, penanganan informasi di bidang
perencanaan kebutuhan bahan baku, penjadwalan produksi masih belum
maksimal, karena penjadwalan dan perencanaan kebutuhan bahan baku masih
dilakukan secara manual. Sehingga sering terjadi keterlambatan untuk melakukan
proses produksi karena adanya delay dalam perencanaan bahan baku yang harus tersedia.
Untuk mengatasi permasalahan di atas, maka diperlukan suatu aplikasi
yang dapat menentukan secara optimal dan otomatis jumlah persediaan kebutuhan
meminimalisasi kesalahan-kesalahan yang sering terjadi apabila dilakukan dengan
cara manual.
1.2 Perumusan Masalah
Bagaimana Membuat Sistem Pengendalian Bahan Baku dengan
Menggunakan Material Requirement Planning (MRP) pada PT. Primissima?
1.3 Batasan
Pembatasan masalah Tugas Akhir dapat dirumuskan sebagai berikut :
1. Pembuatan sistem ini melibatkan sistem transaksi pembelian dan penjualan
suatu produk.
2. Setiap bulannya selalu terdapat penjualan/pemesanan produk untuk tiap-tiap
jenis.
3. Metode peramalan yang akan digunakan adalah metode Auto Regresi (AR1, AR2).
4. Melakukan perencanaan pemesanan bahan baku dengan menggunakan metode
Material Requirement Planning (MRP) berdasarkan hasil perhitungan
peramalan penjualan dengan metode Auto Regresi (AR).
5. Menggunakan metode Economic Order Quantity (EOQ) sebagai metode lot sizing.
6. Pengiriman bahan baku dari supplier tidak mengalami keterlambatan dan
7. Jadwal produksi untuk setiap produk sama diakumulasikan setiap bulan,
dikarenakan dalam program ini tidak menggunakan jadwal produksi setiap
hari.
8. Bahasa pemrograman yang digunakan adalah Oracle 9i PL/SQL dan developer
Oracle 6i.
9. Menggunakan data penjualan selama 3 tahun sebagai peramalan. Peramalan
dilakukan berdasarkan data penjualan tiap bulan dan untuk meramalkan
penjualan untuk 12 bulan yang akan datang.
10.Banyaknya minggu pada form MRP mengikuti jumlah minggu pada kalendar
2004.
1.4 Tujuan
Dari permasalahan yang diketengahkan pada Tugas Akhir ini, memiliki
tujuan yang diharapkan dapat tercapai yaitu membuat program yang memiliki
kemampuan untuk meramalkan penjualan di masa yang datang dengan
menggunakan metode Auto Regresi yang kemudian digunakan sebagai informasi
perencanaan bahan baku dengan menggunakan MRP.
1.5 Sistematika Penulisan
Di dalam penulisan Tugas Akhir ini secara sistematika diatur dan disusun
dalam lima bab, yaitu:
BAB I : PENDAHULUAN
Berisi Latar Belakang Masalah, Perumusan Masalah, Batasan
BAB II : LANDASAN TEORI
Berisikan teori – teori yang digunakan sebagai landasan dalam
desain dan implementasi sistem.
BAB III : PERANCANGAN SISTEM
Berisikan tentang desain ERD, DFD, Sistem Flow, Struktur File,
Sistem Informasi, desain input-output dan kebutuhan perangkat
lunak serta perangkat kerasnya.
BAB IV : IMPLEMENTASI DAN EVALUASI
Berisi tentang cara untuk mengimplementasikan sistem dan
pengujian terhadap sistem yang dibuat.
BAB V : PENUTUP
Berisi kesimpulan dari Tugas Akhir, serta saran sehubungan
dengan adanya kemungkinan pengembangan sistem pada masa
BAB II
LANDASAN TEORI
2.1 Metode Time Series
Situasi peramalan sangat beragam dalam horison waktu peramalan,
faktor yang nenentukan hasil sebenarnya, tipe pola data dan berbagai aspek
lainnya. Untuk menghadapi penggunaan yang luas tersebut, beberapa teknik telah
dikembangkan. Teknik tersebut dibagi ke dalam 2 kategori utama yaitu metode
kuantitatif dan metode kualitatif. Metode kuantitatif dapat dibagi ke dalam deret
berkala (time series) dan metode kausal, sedangkan metode kualitatif dapat dibagi menjadi metode eksploratis dan normatif. Tabel 2.1 merupakan ringkasan dari
skema penggolongan ini dan diberikan pula contoh situasi yang mungkin
memerlukan metode peramalan dalam pembagian selanjutnya.
Tabel 2.1 Pembagian Metode Peramalan dan Contoh Penggunaannya
Jenis Informasi yang tersedia
Jenis Situasi Peramalan
Cukup Tersedia Informasi Kuantitatif
Informasi Kuantitatif sedikit/tidak tersedia, tetapi ada pengetahuan kualitatif yang cukup
Informasi
Sedikit / Tidak
tersedia
Metode Deret
Berkala Metode Kausal
Setiap teknik mempunyai sifat, ketepatan dan biaya tersendiri yang harus
dipertimbangkan dalam memilih metode tertentu. Prosedur peramalan kuantitatif
terletak di antara 2 ekstrim rangkaian kesatuan, yaitu : metode naïf atau instuitif,
dan metode kuantitatif formal yang didasarkan atas prinsip-prinsip statistika. Jenis
yang pertama menggunakan ekstrapolasi horisontal, musiman, dan kecenderungan
(trend). Jenis ini didasarkan atas pengalaman empiris yang sangat beragam dari bisnis ke bisnis, produk ke produk dan dari peramal yang satu ke peramal yang
lain. Metode naif bersifat sederhana dan mudah dipakai, tetapi tidak selalu tepat
seperti metode kuantitatif formal. Karena keterbatasan ini, maka penggunaanya
terdesak oleh metode formal yang semakin popular.
Untuk mengklasifikasi metode peramalan kuantitatif adalah dengan
memperhatikan model yang mendasarinya. Terdapat pula jenis model peramalan
yang utama, yaitu : model deret berkala (time series) dan model regresi (kausal).
Pada jenis pertama, pendugaan masa depan dilakukan berdasarkan nilai masa lalu
dari suatu variabel dan/atau kesalahan masa lalu. Tujuan metode peramalan deret
berkala seperti ini adalah menemukan pola dalam deret data histories dan
mengekstrapolasikan pola dalam deret data histories dan mengekstrapolasikan
pola tersebut ke masa depan.
Model kausal mengasumsikan bahwa faktor yang diramalkan
menunjukkan suatu hubungan sebab-akibat dengan satu atau lebih variabel bebas.
Sebagai contoh, penjualan = f (pendapatan, harga, advertensi, kompetisi, dan lain-lain). Maksud dari model kausal adalah menemukan bentuk hubungan tersebut
Kedua model deret berkala (time series) dan kausal mempunyai keuntungan dalam situasi tertentu. Model deret berkala sering kali dapat
digunakan dengan mudah untuk meramal, sedangkan model kausal dapat
diguakan dengan keberhasilan yang lebih besar untuk pengambilan keputusan dan
kebijaksanaan. Pola data dapat dibedakan menjadi empat jenis siklis dan trend,
yaitu:
1. Pola horizontal (H).
Terjadi bilamana nilai data berfluktuasi di sekitar nilai rata-rata yang konstan.
(Deret seperti itu adalah “stasioner” terhadap nilai rata-ratanya). Suatu produk
yang penjualannya tidak meningkat atau menurun selama waktu tertentu
termasuk jenis ini. Demikian pula, suatu keadaan pengendalian kualitas yang
menyangkut pengambilan contoh dari suatu proses produksi kontinyu yang
secara teoritis tidak mengalami perubahan juga termasuk jenis ini.
2. Pola musiman (S).
Terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya
kuartal tahun tertentu, bulanan atau hari-hari pada minggu tertentu). Penjualan
dari produk seperti minuman ringan, es krim, dan bahan baker pemanas ruang,
semuanya menunjukkan jenis pola ini.
3. Pola siklis (C).
Terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang
seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti
4. Pola trend (T)
Terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang
dalam data. Penjualan banyak perusahaan, produk bruto nasional (GNP) dan
berbagai indicator bisnis atau ekonomi lainnya mengikuti suatu pola trend
selama perubahannya sepanjang waktu.
Pada Tugas Akhir ini, metode yang digunakan adalah Auto Regresi (AR) dengan differencing order 1.
Auto Regresi (AR) merupakan salah satu metode forecast (peramalan) yang bersifat time series (berurutan) dalam sebuah serial waktu adalah alat kunci untuk mengidentifikasi pola dasar dan menetapkan model yang sesuai untuk
sebuah serial waktu. Didalam autoregresi, asumsi dasar mengenai kebebasan dari
unsure kesalahan dapat dengan mudah dilanggar, karena variabel bebas dalam
persamaan Yt = a + btYt-1 + B2Yt-2 + … + bkYt-k + et biasanya mempunyai
hubungan ketergantungan yang sudah ada. Differencing adalah salah satu cara
yang digunakan untuk menstasionerkan data dengan jalan membuat perbedaan
pertama (first differences) deret berkala tersebut (Xt – Xt-1). Korelasi adalah
asosiasi (hubungan bersama) di antara dua variabel jika terjadi perubahan
terhadap variabel lainnya.
Tingkat hubungan ini diukur dengan koefisien korelasi, yang bervariasi antara +1 sampai -1. Nilai yang dekat dengan +1 menyatakan hubungan yang kuat
diantara kedua variabel. Hal ini berarti ketika nilai salah satu variabel meningkat,
nilai variabel lainnya cenderung meningkat pula. Demikian pula, koefisien
menunjukkan bahwa kedua variabel tersebut tidak berkaitan. Persamaan dasar
untuk metode ini adalah
Zt = Φ1Zt-1+ Φ2Zt-2 + Φ3Zt-3+ … + ΦpZt-p + et (2.1)
Dimana:
Zt : variabel dependen.
Zt-1, Zt-2, Zt-3, …, Zt-p :variabel independent. Dalam kasus ini, variabel
independent ini adalah nilai-nilai variabel yang sama.
et : kesalahan atau residu, yang mewakili gangguang random
yang tidak dapat diterangkan dalam model ini.
Sebagai contoh berikut ini adalah data penjualan kain berkolissima pada PT.Primissima selama 36 bulan. Metode peramalan yang digunakan adalah Auto Regresi model Zt+1 = Φ1Zt-1+at
Tabel 2.2 Penjualan kain berkolissima selama 36 bulan
Berkolis Different Ramalan Error
135683,60 0 . .
104367,00 -31316,60 135683,6 -31316,60
107948,30 3581,30 116599,90 -8651,60
87948,80 -19999,50 106549,37 -18600,57
232172,80 144224,00 95761,01 136411,79
146721,30 -85451,50 175835,97 -29114,67
267329,60 120608,30 180100,40 87229,20
255648,20 -11681,40 220217,54 35430,66
145512,90 -110135,30 260211,19 -114698,29
110009,50 -35503,40 188533,99 -78524,49
293921,60 183912,10 123877,85 170043,75
121451,00 -172470,60 222081,78 -100630,78
119951,00 -1500,00 188821,53 -68870,53
101054,20 -18896,80 120536,93 -19482,73
103975,40 2921,20 108435,68 -4460,28
119218,70 15243,30 102834,32 16384,38
188678,60 69459,90 113264,36 75414,24
162109,10 -26569,50 161546,15 562,95
280340,30 118231,20 172487,69 107852,61
165494,90 -114845,40 234156,78 -68661,88
110714,10 -6798,90 136255,71 -25541,61
61077,05 -49637,05 113369,89 -52292,84
68869,40 7792,35 80466,29 -11596,89
78479,50 9610,10 65825,55 12653,95
235274,40 156794,90 74725,60 160548,80
142968,40 -92306,00 174027,12 -31058,72
127881,40 -15087,00 179025,01 -51143,61
88463,29 -39418,11 133774,69 -45311,40
141458,80 52995,51 103860,81 37597,99
302178,30 160719,50 120757,67 181420,63
161227,90 -140950,40 239397,99 -78170,09
120352,20 -40875,70 216286,00 -95933,80
180556,40 60204,20 136319,08 44237,32
101357,40 -79199,00 157039,41 -55682,01
121457,00 20099,60 132294,14 -10837,14
MSE 5945374104,89
MAPE 38,81
Dari perhitungan diatas, diperoleh koefisien sebesar -0,3999. Karena
dalam Tugas Akhir ini menggunakan deferencing, sehingga persamaan auto
regresi untuk produk gamelan serimpi adalah Yt = 1, 3999Yt-1 – 0, 3999 Yt-2 + at.
Untuk mendapatkan koefisien harus menghitung terlebih dahulu ACF (Auto Correlation Function) dan PACF (Partial Auto Correlation Function) menggunakan persamaan. ACF adalah suatu istilah yang digunakan untuk
menjelaskan ketergantungan bersama antara nilai-nilai suatu deret berkala yang
sama pada periode waktu yang berbeda. Sedangkan PACF adalah ukuran korelasi
yang dipakai untuk menunjukkan besarnya hubungan antra nilai suatu variabel
saat ini dengan nilai sebelumnya dari variabel yang sama dengan menganggap
pengaruh dari semua kelambatan waktu lainnya adalah konstan. Untuk
menghitung ACF dapat menggunakan rumus sebagai berikut :
Keterangan :
Sedangkan untuk mencari cov(x,y) menggunakan rumus sebagai berikut :
Sedangkan untuk PACF dapat dihitung dengan menggunakan rumus
Keterangan :
Φ : Nilai PACF.
ρ2 : Nilai ACF ke 2.
ρ12 : Nilai ACF ke 1 pangkat 2.
Hasil peramalan tersebut bisa saja salah atau menyimpang jauh dari
permintaan yang nyata. Kesalahan peramalan didapat dengan menghitung selisih
antara nilai data aktual dengan peramalan. Kesalahan peramalan tersebut dapat
diukur dengan menggunakan beberapa alternatif, antara lain :
1. Mean Squared Errors (MSE)
Kesalahan rata-rata kuadrat atau MSE diperoleh dengan cara setiap kesalahan
atau residual dikuadratkan, kemudian dijumlahkan dan dibagi dengan jumlah
observasi.
2. Mean Absolute Percentage Error (MAPE)
Persentase kesalahan absolut rata-rata atau MAPE memberikan petunjuk
seberapa besar kesalahan peramalan dibandingkan dengan nilai sebenarnya.
2.2 Material Requirement Planning (MRP)
Material Requirement Planning (MRP) adalah suatu strategi perancangan
dan pengendalian material proaktif, yang artinya daripada hanya menunggu
mengidentifikasi material yang akan diperlukan, jumlahnya dan tanggal
diperlukannya. Pendekatan MRP dilakukan pertama kali pada awal 1960-an oleh
Joseph Orlicky dari J.I. Case Company untuk manajemen material.
MRP selalu berkembang sesuai dengan tuntutan perkembangan
teknologi dan tuntutan terhadap sistem perusahaan. Sampai saat ini perkembangan
MRP terjadi sampai dengan 4 (empat) kali dan tidak tertutup untuk masa yang
akan datang, MRP akan berkembang terus.
Adapun perkembangan MRP tersebut :
1. Material Requirement Planning (MRP) merupakan suatu teknik atau set prosedur yang sistematis dalam penentuan kualitas serta waktu dalam proses
pengendalian bahan terhadap komponen-komponen permintaan yang saling
bergantung (Dependent Demand Item).
2. Manufacturing Resource Planning (MRP II) yang mengintegrasikan semua proses di dalam manufaktur yang berhubungan dengan manajemen material
dan diluar area manufaktur, sehingga dapat meliputi seluruh perusahaan. MRP
II ini dikembangkan oleh Oliver Wight dan George Plossl, konsultan.
3. Material Requirement Planning III (MRP III) adalah perluasan MRP dalam tingkat akurasi peramalan, permintaan, penggunaan secara tepat dan baik
peramalan permintaan (Forecast Demand), sehingga dapat merubah Master Production Schedule (MPS).
4. Material Requirement Planning 9000 (MRP 9000) adalah perluasan MRP yang sudah merupakan tawaran yang benar-benar lengkap dan terintegrasi
Sistem MRP memainkan peranan penting dalam menjawab
pertanyaan-pertanyaan tentang bahan-bahan apa yang harus dibeli, berapa jumlah yang
dibutuhkan dan kapan dibutuhkan.
Terminologi “item komponen” dalam MRP mencakup penjadwalan
semua komponen yang diperlukan untuk membuat item akhir sesuai permintaan
MPS. Item komponen bisa mencakup bahan baku, barang setengah jadi,
subrakitan, dan sebagainya. Jadwal induk (kebutuhan independen) menghasilkan
kebutuhan dependen dari suatu rincian material (bill of material /BOM) yang merinci jenis dan jumlah komponen yang diperlukan untuk merakit setiap produk
dan menghasilkan MRP.
Subrakitan atau komponen adalah bahan baku, bahan lain atau suku
cadang atau bagian-bagian yang diperlukan untuk membuat suatu rakitan.
Subrakitan atau komponen mencakup semua bagian dari MRP.
2.2.1 Masukan MRP
Ada 4 (empat) masukan untuk membangun suatu sistem MRP, antara
lain:
A. Jadwal Induk Produksi
Jadwal induk produksi atau disebut juga Master Production Schedule
(MPS) merupakan rencana rinci tentang jumlah barang yang akan diproduksi pada
beberapa satuan waktu dalam horizon perencanaan.
Jadwal induk produksi didasarkan pada peramalan kebutuhan permintaan
dependen dari setiap produk akhir yang akan dibuat. MPS merupakan proses
kapasitas yang dimiliki. Perencanaan atas suatu jadwal induk produksi dilakukan
dalam 2 (dua) tahap, yaitu :
1. Menentukan besarnya kapasitas atau kecepatan operasi yang diinginkan.
2. Menentukan jumlah dari tenaga kerja yang dibutuhkan dan jumlah mesin serta
shift yang diperlukan untuk penjadwalan.
MPS menyatakan “apa” yang harus diproduksi, “kapan” dibutuhkan dan
“berapa” banyak produksi yang dibutuhkan. MPS merupakan optimasi biaya
dengan memperhatikan kapasitas yang tersedia dan ramalan permintaan untuk
mencapai rencana produksi yang akan meminimasikan total biaya produksi dan
persediaan.
Ramalan permintaan sangatlah membantu di dalam menentukan Master Production Schedule ini.
B. Bill Of Material (BOM)
Setiap bahan untuk menghasilkan suatu produk harus memiliki
identifikasi yang jelas sehingga berguna pada saat komputerisasi. Hal ini
dilakukan dengan membuat struktur produk dan bill of material tiap produk. Informasi ini mengandung informasi tentang seluruh bahan termasuk jumlah yang
dibutuhkan pada setiap produksinya.
Selain itu informasi ini juga penting dalam penentuan kebutuhan kotor
material mana yang telah dimiliki, dimana material tersebut dikurangi dengan
kebutuhan bruto akan menghasilkan kebutuhan netto (nett requirements).
Kebutuhan netto ini merupakan jumlah yang harus dibeli untuk memenuhi jadwal
produksi.
Suatu BOM berisi daftar dan jumlah komponen yang diperlukan untuk
merakit suatu produk akhir. Penetapan kaitan antara produk akhir dengan
komponen-komponennya, yang disebut dengan “menyusun struktur BOM”,
dilakukan secara sistematis melalui proses penetapan kaitan produk induk dengan
komponen.
Menyusun struktur BOM adalah proses yang mengatur rincian material
dan menghasilkan subrakitan yang menuju perakitan dan kemudian menjadi
bagian dari produk akhir. Setiap kaitan produk induk dengan komponen
menghasilkan kaitan antara produk akhir dengan bagian-bagiannya atau antara
dua atau lebih komponen.
Setiap bagian dalam suatu struktur produk diberi suatu kode yang
menandakan pada tingkat mana komponen tersebut digunakan dalam BOM.
Umumnya item atau produk akhir disebut sebagai level 0. rakitan berikut dibawahnya, subrakitan, dan bahan mentah serta bahan baku diberi level 1, 2 dan
seterusnya sesuai struktur produk. Sistem MRP menggunakan struktur produk ini
untuk merinci ke bawah serta bertingkat. Tingkatan terendah dalam BOM disebut
sebagai kode level rendah. Logika MRP membutuhkan perincian sampai kode
F
Level 0 Di atas garis ini adalah MPS
Di bawah garis ini adalah MRP
Level 1
MPS : produk akhir F adalah induk dari G, 1, B
**
Gambar 2.1 Struktur BOM
Dimana:
* Order pembuatan (order kerja) diperlukan untuk merakit komponen B.
** Order pembelian diperlukan untuk memperoleh komponen 3 dan 4. Sebagai patokan, jika ada rincian komponen dari suatu bagian, berarti diperlukan order pembelian.
C. Kejelasan dan Akurasi Catatan Persediaan
Sistem MRP didasarkan atas keakuratan data status persediaan yang
dimiliki sehingga keputusan untuk membuat atau memesan barang pada suatu saat
dapat dilakukan dengan sebaik-baiknya. Untuk itu tingkat persediaan bahan harus
selalu dipantau.
Setiap item persediaan harus didefinisikan untuk menjaga kekeliruan
perencanaan. Pencatatan-pencatatan itu harus dijaga agar selalu menggambarkan
keadaan yang paling akhir dengan selalu melakukan pencatatan tentang
transaksi-transaksi yang terjadi, seperti penerimaan, pengeluaran produk gagal, lead time,
persediaan cadangan, dan catatan-catatan penting lainnya dari semua item.
Jika terjadi perbedaan antara persediaan aktual dengan data persediaan
dalam sistem komputer maka data persediaan dalam sistem komputer tersebut
harus segera di-update. MRP tidak mungkin dijalankan tanpa adanya catatan persediaan yang akurat.
D. Lead Time
Prasyarat terakhir agar MRP dapat diterapkan dengan baik adalah
diketahuinya waktu ancang (lead time) pesanan bahan. Hal ini dibutuhkan mengingat MRP memiliki fase waktu yang akan sangat berpengaruh terhadap pola
Yang dimaksud dengan lead time dari suatu item atau komponen dapat dibedakan menjadi 2 (dua), yaitu :
1. Lead Time Purchasing
Lead Time Purchasing yaitu selang waktu antara barang mulai dipesan dari supplier sampai dengan barang diterima di pabrik, (apabila material dipesan
dari pabrik lain).
2. Lead Time Manufacturing
Lead Time Manufacturing yaitu selang waktu antara barang mulai diproduksi sampai barang tersebut jadi dan siap untuk digunakan, (untuk material yang
diproduksi sendiri).
2.2.2 Konsep perhitungan MRP
Adapun konsep dan perhitungan yang ada pada sistem MRP antara lain
sebagai berikut :
A. Lot Size
Lot Sizeadalah kuantitas dari item yang biasanya dipesan dari pabrik atau pemasok. Sering disebut juga sebagai kuantitas pesanan (order quantity) atau
ukuran batch (batch size). Ada banyak teknik yang dapat digunakan untuk menentukan ukuran lot, diantaranya adalah teknik Economic Order Quantity
(EOQ). Pemilihan metode EOQ pada Tugas Akhir ini dikarenakan EOQ
digunakan untuk menentukan kuantitas pemesanan persediaan dengan
meminimumkan biaya langsung penyimpanan persediaan dan biaya kebalikannya
TC(Q) = Purchase cost + order cost + holding cost (2.10)
TC(Q) = P*D + (C*D)/Q) + (h*Q)/2 (2.11)
Dimana :
Q : Lot size atau jumlah pesanan (unit). D : Total demand per planning horizon.
C : Biaya order per order (atau biaya setup kalau diproduksi sendiri).
h : Biaya simpan per unit per planning horison.
Dengan menggunakan derivatif total cost terhadap Q, maka didapatkan:
TC(Q) = P*D + (C*D)/Q + (h*Q)/2 (2.12)
DTC/dQ = -(C*D)/Q2 + h/2 (2.13)
Syarat optimal titik kritis dTC/dQ = 0, maka didapatkan:
h D C
Q= 2. . (2.14)
Sedangkan untuk menentukan ROP (Reorder Point) dapat dirumuskan sebagai berikut:
R = LU + S (2.15)
Dimana:
R : Titik pemesanan kembali.
L : Lead time supplier (dalam hari).
U : Tingkat pemakaian (jumlah unit yang digunakan).
B. Gross Requirements (Kebutuhan Kotor)
Total permintaan yang diharapkan dari suatu item atau bahan baku untuk
masing-masing periode waktu. Untuk produk akhir (independent demand item), jumlah kebutuhan kotor diperoleh dari MPS, sedangkan untuk
komponen-komponen penyusun (dependent demand item), jumlah kebutuhan kotor
ditentukan dari rencana pemesanan (planned order release) item induk atau item yang memiliki level diatasnya dikalikan dengan kelipatan tertentu sesuai dengan
struktur produk dan kebutuhan.
C. Schedule Order Receipts (Jadwal Penerimaan)
Jumlah item yang akan diterima pada awal periode sebagai order yang
telah dipesan dari supplier maupun dari order produksi.
D. On Hand Inventory (Persediaan Awal)
Menyatakan jumlah persediaan yang tersedia pada suatu periode waktu
tertentu. Nilai persediaan pada awal periode diinputkan sesuai dengan jumlah
persediaan saat itu. Nilai-nilai OHI pada periode berikutnya ditetapkan dengan
rumus sebagai berikut:
OHIt = OHIt-1 + SORt-1 + PORt-1 – GRt-1
(2.16)
Apabila didapatkan nilai OHI yang negatif maka OHI = 0.
Dimana :
OHI : On hand inventory (persediaan awal).
POR : Planned order receipts (rencana penerimaan). GR : Gross requirement (kebutuhan kotor).
E. Net Requirement (Kebutuhan Bersih)
Jumlah kebutuhan yang sebenarnya yang dibutuhkan pada
masing-masing periode waktu untuk memenuhi kebutuhan item pada gross requirement.
Rumus yang digunakan untuk mendapatkan net requirement adalah :
NRt = GRt – SORt – OHIt
(2.17)
Dimana :
NR : Net requirement (kebutuhan bersih). GR : Gross requirement (kebutuhan kotor).
SOR : Schedule order receipts (jadwal penerimaan). OHI : On hand inventory (persediaan awal).
Bila nilai NR negatif maka ini berarti pada periode tersebut tidak diperlukan
penerimaan pesanan (SOR).
F. Planned Order Receipts (Rencana Penerimaan)
Rencana penerimaan merupakan jumlah dari pemesanan yang
direncanakan (belum tiba) dalam suatu periode. Rencana penerimaan pada periode
t ini akan ada dengan sendirinya jika terdapat kebutuhan bersih (NRt) suatu item
pada periode tertentu, dimana jumlah POR ini bergantung pada ukuran lot yang
G. Planned Order Release (Rencana Pemesanan)
Rencana pemesanan pada suatu level atau tingkat menentukan kebutuhan
kotor pada level di bawahnya. Rencana pemesanan merupakan informasi
terpenting dari sistem Material Requirement Planning yang menunjukkan item apa, berapa banyak, dan kapan dibutuhkan. Nilai dari rencana pemesanan
tergantung dari teknik lot sizing yang digunakan dan nilainya sama dengan nilai
Planned Order Receipts pada periode t + lead time. Rumus yang digunakan adalah:
PORLt = PORt + L
(2.18)
Dimana:
PORL : Planned order release (rencana pemesanan). POR : Planned order receipts (rencana penerimaan). L : Lead time.
Tabel 2.3 Matrik MRP secara umum
On Hand
Safety
Stock Allocated
Low
Pengembangan sistem informasi yang berbasis komputer dapat
merupakan tugas kompleks yang membutuhkan banyak sumber daya dan dapat
memakan waktu berbulan-bulan bahkan bertahun-tahun untuk menyelesaikannya.
Proses pengembangan sistem melewati beberapa tahap dari mulai sistem itu
direncanakan sampai dengan sistem tersebut diterapkan, dioperasikan dan
dipelihara. Tidak menutup kemungkinan tahap I (pertama) terulang kembali
apabila terjadi permasalahan yang kritis dan tidak dapat diatasi pada tahap
pemeliharaan. Siklus ini disebut dengan siklus hidup sistem (system life cycle). Tahapan utama dalam siklus hidup pengembangan sistem terdiri dari :
a. Perencanaan sistem (System Planning).
b. Analisis sistem (System Analysis).
c. Desain sistem (System Design). d. Seleksi sistem (System Selection).
e. Implementasi sistem (System Implementation). f. Perawatan sistem (System Maintenance).
2.3.1 Analisa sistem
Analisa sistem didefinisikan sebagai penguraian dari suatu sistem
informasi yang utuh ke dalam bagian-bagian komponennya dengan maksud untuk
mengidentifikasikan dan mengevaluasi permasalahan-permasalahan,
kesempatan-kesempatan, hambatan-hambatan yang terjadi dan kebutuhan-kebutuhan yang
diharapkan sehingga dapat diusulkan perbaikannya. Analisa sistem merupakan
tahap yang kritis dan sangat penting dalam membuat suatu sistem.
Desain sistem merupakan tahap setelah analisis dari siklus
pengembangan sistem yang terdapat aktifitas pendefinisian kebutuhan-kebutuhan
fungsional dan merupakan persiapan untuk merancang bangun implementasi,
dimana dalam tahap ini menggambarkan suatu sistem dapat dibentuk. Bentuk dari
desain sistem ini dapat berupa penggambaran, perencanaan dan pembuatan sketsa
atau pengaturan dari beberapa elemen yang terpisah, ke dalam suatu kesatuan
yang utuh dan berfungsi. Termasuk menyangkut konfigurasi dari
komponen-komponen perangkat lunak dan perangkat keras dari suatu sistem.
Penggambaran terhadap suatu sistem dituangkan ke dalam bentuk
perencanaan sistem, antara lain melalui sistem flowchart, Data Flow Diagram
(DFD), sampai ke level terkecilnya yaitu Entity Relationship Diagram (ERD) dan perancangan input dan output.
A. Flowchart
Flowchart adalah suatu bagan alir yang digunakan untuk menunjukkan
arus pekerjaan atau proses secara menyeluruh dari bagian sistem dimana bagan ini
menjelaskan urutan prosedur-prosedur yang ada dalam sistem. Flowchart juga
merupakan alat Bantu yang banyak digunakan untuk menggambarkan aliran kerja
suatu sistem.
Berikut adalah beberapa simbol dari sistem flow diagram :
1. Terminator, yang digunakan untuk menandai awal dan akhir dari suatu sistem.
2. Dokumen, yang digunakan untuk melambangkan suatu dokumen. Mulai
3. Kegiatan manual, yang digunakan untuk melambangkan kegiatan secara
manual.
4. Proses, yang digunakan untuk menunjukkan kegiatan proses dari operasi
program komputer.
5. Simpanan offline, yang menunjukkan pengarsipan file non komputer.
6. Inputan, yang menunjukkan input yang menggunakan keyboard.
7. Penyimpanan data, yang menunjukkan penyimpanan data secara
komputerisasi.
8. Pilihan, yang menunjukkan pilihan atau percabangan yang terjadi. Catat
Cetak
Entry Data
Data Pegawai
B. Data Flow Diagram (DFD)
Data Flow Diagram adalah penggambaran sistem secara logika yang
menggunakan bentuk-bentuk symbol untuk menggambarkan aliran data melalui
suatu proses yang saling terkait, tanpa mempertimbangkan lingkungan fisik
dimana data tersebut mengalir (seperti telp, surat, dan sebagainya) atau
lingkungan fisik dimana data tersebut akan disimpan (seperti file kartu, tape,
disket, harddisk, dan sebagainya).
Beberapa simbol yang digunakan di Data Flow Diagram adalah sebagai
berikut :
1. Proses, dilambangkan dengan :
Digunakan untuk melambangkan kegiatan yang dilakukan oleh orang, mesin
atau komputer.
2. Kesatuan luar (External Entity) atau batas sistem (Boundary), dilambangkan dengan :
Kesatuan ini dapat berupa orang. Orang atau sistem lainnya yang akan
memberikan input atau menerima output dari sistem.
3. Simpanan data (Data Store), dilambangkan dengan :
Simpanan data dapat berupa suatu file, arsip, buku, dan sebagainya.
Mewakili arus data (data flow) yang mengalir diantara proses, simpanan data dan kesatuan luar.
C. Entity Relationship Diagram (ERD)
Entity Relationship Diagram (ERD) adalah suatu model data yang digunakan untuk menggambarkan hubungan antara beberapa data yang tersimpan.
Simbol-simbol yang digunakan dalam ERD adalah :
1. Entity, yang dilambangkan dengan :
Dimana menggambarkan suatu file atau table yang menyimpan data dimana
dimiliki oleh seorang, tempat atau sesuatu.
2. Relationship, yang dilambangkan dengan :
Dimana menggambarkan hubungan atau relasi antar entity, dimana symbol “|”
menunjukkan suatu relasi yang mandatory relationship yang artinya relasi tersebut harus ada. Berbeda dengan symbol “O” yang menunjukkan optional
relationship dengan arti relasi tersebut tidak harus ada.
Entity Relationship Diagram dapat dikategorikan menjadi beberapa
macam, yaitu :
1. One to One Relationship
Hubungan antara file pertama dengan file kedua adalah satu banding satu. Supplier
Gambar 2.3 One to One Relationship
2. One to Many Relationship
Hubungan antara file pertama dengan file kedua adalah satu berbanding
banyak atau dapat juga dibalik yaitu banyak berbanding satu.
Dalam menggunakan istilah “many” diilustrasikan dengan simbol
Gambar 2.4 One to Many Relationship
3. Many to Many Relationship
Hubungan antara file pertama dengan file kedua banyak berbanding banyak.
Gambar 2.5 Many to Many Relationship
2.4 Structured Query Language (SQL)
Structured Query Language (SQL) merupakan suatu kumpulan perintah
untuk melakukan manipulasi terhadap suatu database yang digunakan bersama
aplikasi-aplikasi pemrograman seperti Visual Basic, Oracle, dll. SQL merupakan
bagian dari server database yang memberikan kemudahan dalam menampilkan
data yang dibuat dengan menggunakan perintah SQL.
Adapun fungsi-fungsi yang disediakan di dalam SQL ini adalah :
a. Data Definition
Area Manajer
Mengijinkan user untuk mendefinisikan struktur tabel, tipe data, field-field di
dalam tabel dan juga hubungan antar field ke field tabel yang berbeda.
b. Data Retrieval
Mengijinkan clients untuk meminta data yang diinginkan dari server serta
perbaikan data terhadap data tersebut.
c. Data Processing
Mengijinkan clients untuk mengubah, menambah atau menghapus data di
server. Semua ini dapat berupa bagian dari suatu perintah SQL sederhana yang
dikirimkan ke server atau merupakan prosedur yang ada dalam server.
d. Security
Mengijinkan untuk melindungi data dengan mendefinisikan hak-hak
pengaksesan user, dan pembatasan akses pada obyek database yang
berbeda-beda.
e. Concurrent Access
SQL dapat mengelola pengaksesan bersama terhadap suatu data antara
beberapa pemakai sehingga tidak terjadi gangguan antara pemakai satu dengan
yang lainnya.
2.5 Oracle
Oracle merupakan suatu pemrograman yang berbasis database yang
dirancang untuk penggunaan secara multi-user dengan menggunakan konsep
Adapun kelebihan dari Oracle dibanding dengan database yang lain
adalah:
a. Kemampuan dalam menangani basis data dengan ukuran yang sangat besar.
b. Kemampuan Oracle dalam menyimpan data sehingga memperkecil
kemungkinan kerusakan data yang ditunjang dengan fasilitas backup dan
recovery.
c. Manajemen user yang cukup baik sehingga menjamin keamanan data, dan
memiliki fasilitas transaction control yang digunakan untuk melakukan perbaikan data jika terjadi kesalahan yang tidak disengaja pada saat
BAB III
PERANCANGAN SISTEM
Analisis terhadap suatu sistem merupakan suatu langkah penting dalam
pemahaman permasalahan yang ada sebelum dilakukannya pengambilan
keputusan atau tindakan dalam menyelesaikan permasalahan tersebut.
Setelah dilakukan analisis terhadap sistem, langkah berikutnya adalah
perancangan sistem. Dimana dalam perancangan sistem ini dapat memberikan
gambaran tentang sistem yang dibuat.
Dalam pembuatan sistem ini, dibuat suatu perancangan dengan
menggunakan model-model dan tahap-tahap dalam membuat sistem seperti pada
umumnya. Model-model dan tahap-tahap tersebut adalah:
a. Sistem flow.
b. Diagram berjenjang.
c. Data flow diagram (DFD).
d. Entity relationship diagram (ERD).
e. Struktur database.
f. Rancangan input dan output.
3.1 Analisis Sistem
Seperti yang telah disampaikan pada latar belakang permasalahan bahwa
dalam pengendalian persediaan bahan baku pada PT. Primissima masih belum
menggunakan MRP baik secara manual maupun terkomputerisasi. Hal ini sangat
bahan-bahan bakunya. Dampak negatif yang paling fatal terjadi akibat dari
masalah kurang kontrolnya persediaan bahan adalah keterlambatan supplier
menyerahkan bahan, yang juga mengakibatkan terhambatnya proses produksi
karena belum tersedia bahan.
Meski saat ini telah ada komputerisasi, namun hanya digunakan sebagai
penyaji informasi baik dalam hal persediaan bahan baku dan penjualan hasil
produksi. Disamping itu data yang harus diolah sebagian besar merupakan proses
perhitungan yang rumit dan dalam jumlah banyak, sehingga hal ini memakan
waktu yang tidak sedikit.
Setelah itu dibuat laporan-laporan yang sebelumnya melalui proses
perhitungan yang rumit tersebut. Untuk melakukan proses perhitungan, data
diperoleh dari laporan-laporan dari beberapa bagian, dalam hal ini gudang
logistik. Dengan demikian waktu yang tersedia sangatlah terbatas. Hal ini
seringkali menyebabkan laporan kepada pimpinan PT. Primissima melebihi
tenggang waktu yang telah ditentukan.
Demikian juga dengan peramalan permintaan distribusi akan produk
yang masih dilakukan dengan cara manual.
Oleh sebab itu penggunaan sistem komputerisasi di PT. Primissima
masih dirasa belum maksimal.
Dari identifikasi masalah tersebut diatas, maka dapat dirumuskan pada
3.1.1 Sistem flow inventori kontrol
Gambar 3.1 memberikan gambaran tentang bagaimana dilakukannya
pengontrolan bahan untuk dapat dilakukannya proses produksi.
Awal dari suatu sistem produksi adalah timbulnya permintaan dari
pelanggannya dalam hal ini adalah distributor. Pertama, distributor melapor hasil
penjualan dalam bentuk rekapitulasi penjualan dalam setiap bulan. Selain itu juga
dari data order penjualan yang setiap harinya juga dilaporkan.
Bagian produksi meramalkan permintaan akan produk dari distributor
adalah berdasarkan data-data penjualan yang didapat dari distributor. Kemudian
dari hasil peramalan tersebut dengan dasar pertimbangan terhadap kapasitas
produksi dan persediaan barang jadi yang ada disusun suatu rencana produksi.
Distributor Produksi Gudang R & D Gudang Barang Jadi
Mulai
Dengan data rencana produksi tersebut, bagian gudang segera memeriksa
bahan yang dibutuhkan dalam proses produksi, apakah bahan yang tersedia
mencukupi untuk kebutuhan produksi? Jika tidak bagian gudang membuat Bukti
Permintaan Pembelian (BPP) untuk nantinya diserahkan kepada bagian
pembelian.
3.1.2 Sistem flow pembelian
Selanjutnya di bagian pembelian, berdasarkan dari BPP yang telah dibuat
oleh gudang, bagian gudang membuat order pembelian (PO) untuk kemudian
diserahkan kepada supplier. Dapat dilihat pada gambar 3.2 berikut yang
menggambarkan sistem flow proses pembelian secara manual.
Pembelian Produksi Gudang Supplier
A
Di dalam proses penerimaan barang dari supplier, surat jalan disesuaikan
dengan data yang ada di PO maupun BPP. Dimana kemudian dibuat suatu tanda
terima barang, yaitu Bukti Penerimaan Barang (BPB). Kemudian dari BPB
tersebut dilakukan update terhadap kartu stok bahan yang dipesan pada supplier.
3.2 Perancangan Sistem
Sesuai dengan analisis, maka untuk dapat menyelesaikan permasalahan
pengendalian bahan baku tersebut diterapkan konsep MRP. Dalam penerapan
MRP pada suatu sistem, pada dasarnya terdapat empat (4) prasyarat dasar yang
harus dipenuhi, antara lain :
a. Ketersediaan jadwal induk produksi.
b. Ketersediaan struktur produk atau disebut dengan bill of material.
c. Akuratnya catatan persediaan.
d. Diketahuinya waktu ancang (waktu pemesanan) suatu produk.
Pada perancangan sistem ini terdiri dari beberapa tahapan untuk
membangun suatu sistem, antara lain:
a. Membuat sistem flow berbasis komputer.
b. Membuat bagan berjenjang untuk menggambarkan level-level dari data flow
diagram.
c. Membuat data flow diagram.
d. Membuat Entity Relationship Diagram (ERD).
e. Membuat struktur dari database.
3.2.1 Sistem flow
Adapun sistem flow yang telah terkomputerisasi dari sistem
pengendalian bahan baku adalah sebagai berikut :
Distributor
Gambar 3.3 Sistem Flow MRP Berbasis Komputer.
Pada gambar 3.3 menunjukkan perbedaan sistem flow dengan konsep
yang berbasis komputer dengan sistem flow manual.
Pada sistem flow tersebut simbol penghubung yang menyatakan
keterkaitan data yang satu dengan data lainnya. Seperti yang ditunjukkan pada
proses penginputan data penerimaan barang, di sini sistem membaca data bahan
3.2.2 Bagan berjenjang
Bagan berjenjang ini dibuat agar dapat mempersiapkan penggambaran
Data Flow Diagram (DFD) pada level-level bawah lagi. Bagan berjenjang dari sistem pengendalian bahan baku dengan menggunakan MRP dapat dilihat pada
gambar 3.4.
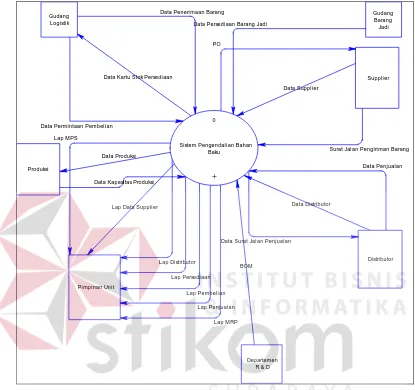
3.2.3 Context diagram
Context diagram menggambarkan sistem pertama kali secara garis besar
dari semua hubungan antara sistem pengendalian bahan baku ini dengan
lingkungan sekitarnya.
Di dalam pembuatan sistem pengendalian bahan baku dengan metode
MRP ini, terdapat tujuh kesatuan luar yang terlibat dalam sistem tersebut, yaitu :
a. Supplier.
b. Distributor.
c. Produksi.
d. Gudang Logistik.
e. Gudang Barang Jadi.
f. Pimpinan Unit.
Sehingga dalam sistem ini, context diagramnya adalah sebagai berikut :
Data Surat Jalan Penjualan
Data Penjualan
Data Distributor
Surat Jalan Pengiriman Barang Data Supplier
PO
Data Persediaan Barang Jadi
Data Permintaan Pembelian
Data Penerimaan Barang
Data Kartu Stok Persediaan
0
Sistem Pengendalian Bahan Baku
Gambar 3.5 Context Diagram Sistem Pengendalian Bahan Baku
Dan gambar 3.6 berikut adalah Data Flow Diagram (DFD) pada level 0 dari sistem pengendalian bahan baku dengan menggunakan MRP, dimana
merupakan breakdown dari proses antara lain : 1. Maintenance Data.
2. Pembelian.
3. Penjualan.
5. Pembuatan Laporan.
Pada DFD level 0 tersebut terdapat beberapa penyimpanan data (data store), yaitu: data supplier, data distributor, data persediaan, data kapasitas produksi, data PO, data penjualan, data BOM, data MPS dan data MRP.
Bca Dt Persediaan
Baca Dt PO
Baca Data Persediaan
Input Data PO
Baca Data Kapasitas Produksi Update Data Kapasitas Produksi
Baca Data MPS
[Data Surat Jalan Penjualan] [Data Penjualan]
[Data Distributor]
[Data Persediaan Barang Jadi] [Data Supplier]
[Surat Jalan Pengiriman Barang] [PO]
Input Data Persediaan
[Data Permintaan Pembelian]
[Data Penerimaan Barang]
[Data Kartu Stok Persediaan] Gudang Departemen R & D
Produksi
Gambar 3.6 DFD Level 0 Sistem Pengendalian Bahan Baku
Sedangkan DFD pada level dibawahnya dari masing-masing proses di
DFD level 0 sistem pengendalian bahan baku dengan menggunakan MRP dapat
[Update Data Kapasitas Produksi]
Gambar 3.7 DFD Level 1 Proses Maintenance Data
[Data Kartu Stok Persediaan]
Baca Dt Persediaan
[Surat Jalan Pengiriman Barang]
Baca Data PO
[Input Data Penjualan] [Data Penjualan] [Data Surat Jalan Penjualan] [Baca Data Distributor]
Gambar 3.9 DFD Level 1 Proses Penjualan
[Input Data MRP]
[Baca Data Kapasitas Produksi] [Baca Data Penjualan]
[Data Persediaan Barang Jadi] Gudang
[Lap Distributor]
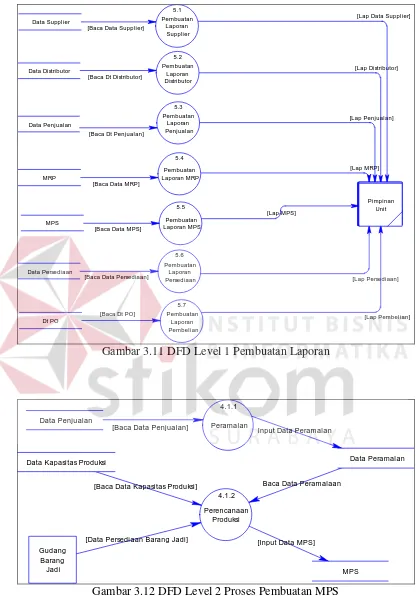
Gambar 3.11 DFD Level 1 Pembuatan Laporan
[Data Persediaan Barang Jadi] [Input Data MPS] [Baca Data Kapasitas Produksi] Baca Data Peramalaan
Input Data Peramalan
[Data Produksi] Baca Dt MRP [Input Data MRP]
[Bca Dt Persediaan] [Baca Data BOM]
[Baca Dt MPS] MPS
Data Persediaan Data BOM
Produksi
MRP 4.2.1
Pembuatan MRP
4.2.2
Pengendalian Produksi
Gambar 3.13 DFD Level 2 Proses Pembuatan Sistem Pendukung Keputusan MRP
3.2.4 Entity relationship diagram (ERD)
Entity Relationship Diagram (ERD) berfungsi untuk menunjukkan struktur keseluruhan terhadap data pemakai. Relationship menggambarkan
hubungan antara entity satu dengan entity lainnya. Berikut ini adalah ERD dari
no_mrp1
KD_PRODUK = KD _PRODUK KD_PRODUK = KD _PRODUK NO_MRP = NO_MRP
NO_MRP = NO_MRP
NO_MPS = NO_MPS NO_RAMAL = NO_RAMAL KD_PRODUK = KD _PRODUK
KD_PRODUK = KD _PRODUK NO_DO = NO_DO
NO_RAMAL = NO_RAMAL KD_DISTRIBUTOR = KD_DISTRIBUTOR
KD_SUPPLIER = KD_SUPPLIER KD_J NSBAHAN = KD_JNSBAHAN
KD_BAHAN = KD_BAHAN
KD_PRODUK = KD _PRODUK
KD_J NSPRODUK = KD_J NSPRODUK
KD_PRODUK = KD _PRODUK
K EMAMPUAN_P RODUKS I K D_P RODUK SI varchar(7) NM_P RODUK SI varchar(25) K EMAMPUAN numeric(10) K D_P RODUK varchar(7)
P RODUK K D_P RODUK varchar(7) K D_JNSP RODUK varchar(7) NM_P RODUK varchar(25) S AT _PRODUK varchar(10) JUML_P RODUK numeric(10) HARGA _PRODUK numeric
JNS_P RODUK K D_JNSP RODUK varchar(7) NM_JNSP RODUK varchar(25)
DIST RIB UT OR K D_DIST RIB UTOR varchar(7) NM_DIST RIB UTOR varchar(25) A LAMAT _DIS T RIB UT OR varchar(30) K OT A_DIST RIBUTOR varchar(25) T ELP 1_DIS T RIB UT OR varchar(15) T ELP 2_DIS T RIB UT OR varchar(15) FA X_DIST RI BUTOR varchar(15) B OM
K D_B OM varchar(7) K D_P RODUK varchar(7) NO_MRP varchar(7) T GL_B OM date LV L_BOM numeric(2) DET IL_BOM
K D_B OM varchar(7) K D_B AHAN varchar(7) JUMLA H numeric(10,4 )
DET IL_PO K D_B AHAN varchar(7) NO_P O varchar(7) JUMLA H numeric S UB TOTA L numeric HARGA numeric
S UP PLIE R K D_S UP PLIE R varchar(7) NM_S UP PLIE R varchar(25) A LAMAT _SUP PLIE R varchar(30) T ELP 1_SUP PLIE R varchar(15) T ELP 2_SUP PLIE R varchar(15) FA X_S UP PL IER varchar(15) CONT_P ERS ON varchar(25) P O NO_P O varchar(7) K D_B AHAN varchar(7) K D_S UP PLIE R varchar(7) NO_MRP varchar(7) T GL_P O date G_TOTA L_P O numeric B AHAN
K D_B AHAN varchar(7) K D_B OM varchar(7) K D_JNSB AHA N varchar(7) NM_B AHAN varchar(25) S AT _BA HA N varchar(10) JUML_B AHA N numeric LE ADTIME numeric(5) ROP numeric B Y_P ES AN numeric B Y_S IMP AN numeric HARGA _BA HAN numeric S AT _LEA DT IME varchar(8)
JNS_B AHAN K D_JNSB AHA N varchar(7) NM_JNSB AHA N varchar(25)
DO NO_DO varchar(7) K D_DIST RIB UTOR varchar(7) NO_RAMAL varchar(7) K D_P RODUK varchar(7) T GL_DO date G_TOTA L_DO numeric(10,4 ) DET IL_DO
K D_P RODUK varchar(7) NO_DO varchar(7) JUMLA H numeric HARGA numeric S UB TOTA L numeric
P ERAMALA N RENC_P RODUK SI numeric(10) K D_P RODUK varchar(7) MRP
NO_MRP varchar(7) NO_MPS varchar(7) T GL_MRP date JUMLA H numeric K D_P RODUK varchar(7)
Gambar 3.15 Physical Database
3.2.5 Struktur database
Adapun struktur database yang digunakan dengan menggunakan sistem
database Oracle 9i dalam aplikasi ini adalah :
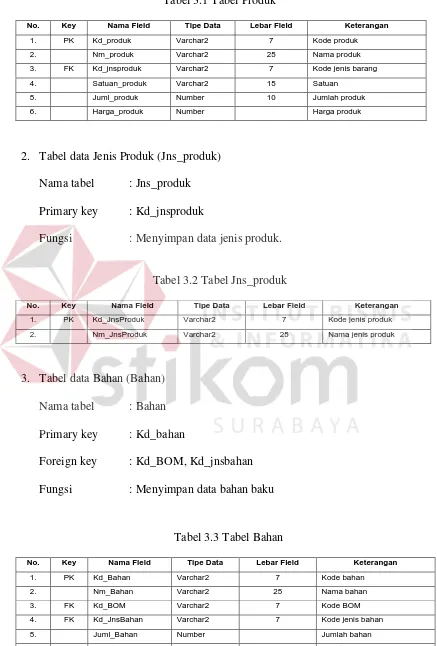
1. Tabel data Produk (Produk)
Nama tabel : Produk.
Primary key : Kd_produk.
Foreign key : Kd_jnsproduk
Tabel 3.1 Tabel Produk
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_produk Varchar2 7 Kode produk
2. Nm_produk Varchar2 25 Nama produk
3. FK Kd_jnsproduk Varchar2 7 Kode jenis barang
4. Satuan_produk Varchar2 15 Satuan
5. Juml_produk Number 10 Jumlah produk
6. Harga_produk Number Harga produk
2. Tabel data Jenis Produk (Jns_produk)
Nama tabel : Jns_produk
Primary key : Kd_jnsproduk
Fungsi : Menyimpan data jenis produk.
Tabel 3.2 Tabel Jns_produk
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_JnsProduk Varchar2 7 Kode jenis produk
2. Nm_JnsProduk Varchar2 25 Nama jenis produk
3. Tabel data Bahan (Bahan)
Nama tabel : Bahan
Primary key : Kd_bahan
Foreign key : Kd_BOM, Kd_jnsbahan
Fungsi : Menyimpan data bahan baku
Tabel 3.3 Tabel Bahan
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_Bahan Varchar2 7 Kode bahan
2. Nm_Bahan Varchar2 25 Nama bahan
3. FK Kd_BOM Varchar2 7 Kode BOM
4. FK Kd_JnsBahan Varchar2 7 Kode jenis bahan
5. Juml_Bahan Number Jumlah bahan
7. ROP Number Reorder point
8. By_Pesan Number Biaya pesan bahan
9. By_Simpan Number Biaya penyimpanan bahan
10. Harga_Bahan Number Harga bahan
11. Sat_Bahan Varchar2 10 Satuan bahan
12. Sat_Leadtime Varchar2 8 Satuan leadtime
4. Tabel data Jenis Bahan (Jns_bahan)
Nama tabel : Jns_bahan.
Primary key : Kd_jnsbahan.
Fungsi : Menyimpan data jenis bahan baku.
Tabel 3.4 Tabel Jns_bahan
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_JnsBahan Varchar2 7 Kode jenis bahan
2. Nm_JnsBahan Varchar2 25 Nama jenis bahan
5. Tabel data Supplier (Supplier)
Nama tabel : Supplier
Primary key : Kd_supplier
Fungsi : Menyimpan data supplier.
Tabel 3.5 Tabel Supplier
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_Supplier Varchar2 7 Kode supplier
2. Nm_Supplier Varchar2 25 Nama supplier
3. Alamat_Supplier Varchar2 30 Alamat supplier
4. Telp1_Supplier Varchar2 15 Telp 1 supplier
5. Telp2_Supplier Varchar2 15 Telp 2 supplier
6. Fax_Supplier Varchar2 15 No fax supplier
6. Tabel data Distributor (Distributor)
Nama tabel : Distributor
Primary key : Kd_distributor
Fungsi : Menyimpan data distributor.
Tabel 3.6 Tabel Distributor
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_Distributor Varchar2 7 Kode distributor
2. Nm_Distributor Varchar2 25 Nama distributor
3. Alamat_Distributor Varchar2 30 Alamat distributor
4. Kota_Distributor Varchar2 25 Kota distributor
5. Telp1_Distributor Varchar2 15 Telp 1 distributor
6. Telp2_Distributor Varchar2 15 Telp 2 distributor
7. Fax_Distributor Varchar2 15 No fax distributor
7. Tabel data Purchasing Order (PO)
Nama tabel : PO
Primary key : No_po
Foreign key : Kd_bahan, kd_supplier,no_mrp.
Fungsi : Menyimpan data order pembelian.
Tabel 3.7 Tabel PO
8. Tabel data Detil PO (Detil_PO)
Nama tabel : Detil_PO
Fungsi : Menyimpan item bahan untuk order pembelian.
Tabel 3.8 Tabel Detil_PO
No. Key Nama Field Tipe Data Lebar Field Keterangan
Foreign key : Kd_produk, No_mrp.
Fungsi : Menyimpan data Bill Of Material (BOM).
Tabel 3.9 Tabel BOM
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_BOM Varchar2 7 Kode BOM
2. Tgl_BOM Date Tanggal BOM
3. FK Kd_Produk Varchar2 7 Kode produk.
4. FK No_MRP Varchar2 7 Nomor MRP
10.Tabel data Detil BOM (Detil_BOM)
Nama tabel : Detil_BOM
Primary key : Kd_bahan, Kd_BOM.
Fungsi : Menyimpan data item bahan dari BOM.
Tabel 3.10 Tabel Detil_BOM
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_BOM Varchar2 7 Kode BOM
2. PK Kd_Bahan Varchar2 7 Kode bahan baku
11.Tabel data DO (DO)
Nama tabel : DO
Primary key : No_DO.
Foreign key : Kd_distributor, Kd_produk, No_ramal.
Fungsi : Menyimpan data order penjualan.
Tabel 3.11 Tabel DO
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK No_DO Varchar2 7 Nomor DO
2. Tgl_DO Date Tanggal DO
3. FK No_ramal Varchar2 7 Nomor peramalan permintaan
4. FK Kd_Distributor Varchar2 7 Kode distributor
5. G_Total_DO Number Grand total DO
6. FK Kd_Produk Varchar2 7 Kode Produk
12.Tabel data Detil DO (Detil_DO)
Nama tabel : Detil_DO
Primary key : No_DO, Kd_produk.
Foreign key : Kd_produk, No_do
Fungsi : Menyimpan data produk dari order penjualan.
Tabel 3.12 Tabel Detil_DO
No. Key Nama Field Tipe Data Lebar Field Keterangan
13.Tabel data Kapasitas Produksi (Kemampuan_Produksi)
Nama tabel : Kemampuan_produksi.
Foreign key : Kd_produk.
Fungsi : Menyimpan data kapasitas produksi.
Tabel 3.13 Tabel Kemampuan_produksi
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK Kd_Produksi Varchar2 7 Kode produksi
2. FK Kd_Produk Varchar2 7 Kode produk
3. Nm_Produk Varchar2 25 Nama produk
4. Kemampuan Number 10 Kemampuan produksi
14.Tabel data Peramalan Permintaan (Peramalan)
Nama tabel : Peramalan.
Primary key : No_ramal.
Foreign key : Kd_produk.
Fungsi : Menyimpan data peramalan permintaan.
Tabel 3.14 Tabel Peramalan
No. Key Nama Field Tipe Data Lebar Field Keterangan
1. PK No_ramal Varchar2 7 Nomor peramalan
2. Bln_ramal Varchar2 10 Bulan peramalan
3. Thn_ramal Varchar2 4 Tahun peramalan
4. FK Kd_produk Varchar2 7 Kode produk
5. Peramalan Varchar2 25 Ramalan
6. MSE Number MSE ramalan
15.Tabel data Master Planning Schedule (MPS)
Nama tabel : MPS.
Primary key : No_MPS.
Foreign key : Kd_produk, No_ramal.
Tabel 3.15 Tabel MPS
6. Renc_produksi Number 10 Rencana produksi
16.Tabel data MRP (MRP)
Nama tabel : MRP.
Primary key : No_MRP.
Foreign key : Kd_produk, No_MPS.
Fungsi : Menyimpan data MRP.
Tabel 3.16 Tabel MRP
No. Key Nama Field Tipe Data Lebar Field Keterangan
3.2.6 Perancangan input output
Desain input output pada sistem pengendalian bahan baku dengan
menggunakan MRP ini adalah seperti pada gambar 3.16 berikut yang juga
merupakan menu utama. Menu utama terdiri dari Master, Transaksi, Laporan,
Master
SISTEM PENGENDALIAN BAHAN BAKU PADA PT. PRIMISSIMA
Gambar 3.16 Tampilan menu utama
A. Desain input master
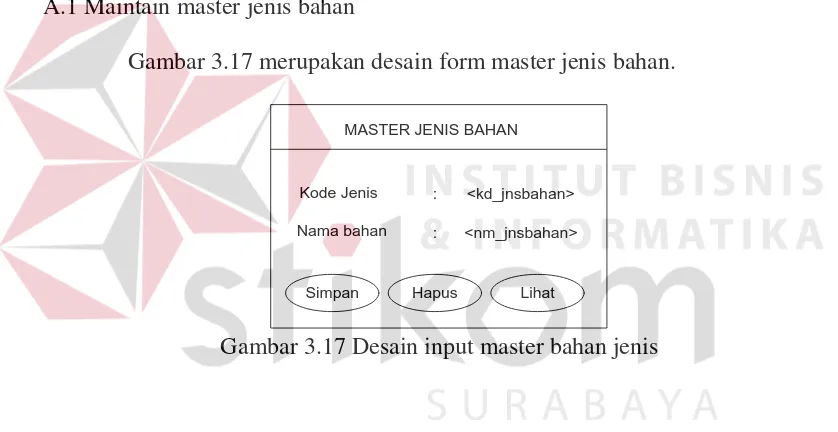
A.1 Maintain master jenis bahan
Gambar 3.17 merupakan desain form master jenis bahan.
MASTER JENIS BAHAN
Kode Jenis : <kd_jnsbahan>
Nama bahan : <nm_jnsbahan>
Simpan Hapus Lihat
Gambar 3.17 Desain input master bahan jenis
A.2 Maintain master jenis produk
Desain input jenis produk yang tampak pada gambar 3.18 merupakan
desain form master yang berfungsi untuk memaintain data jenis produk.
MASTER JENIS PRODUK
Kode Jenis : <kd_jnsproduk>
Nama Produk : <nm_jnsproduk>
Simpan Hapus Lihat
A.3 Maintain master bahan
Gambar 3.19 adalah desain input data master bahan yang berfungsi untuk
memaintain data bahan.
MASTER BAHAN
Kode Bahan : <kd_bahan>
Nama Bahan : <nm_bahan>
Simpan Hapus Lihat
Jenis Bahan : <kd_jnsbahan>
Satuan : <sat_bahan>
[nm_jnsbahan]
Jumlah : <jml_bahan>
Leadtime : <leadtime>
ROP : <ROP>
Biaya pesan : <by_pesan> Biaya simpan : <by_simpan>
Harga : <hrg_bahan>
Gambar 3.19 Desain input master bahan
A.4 Maintain master produk
Desain input master produk pada gambar 3.20 berfungsi dalam
memaintain data produk.
MASTER PRODUK
Kode Produk : <kd_jnsproduk>
Nama Produk : <nm_jnsproduk>
Simpan Hapus Lihat
Jenis Produk : <kd_jnsproduk>
Satuan : <satuan_produk>
[nm_jnsproduk]
Jumlah : <jml_produk>
Leadtime : <leadtime>
ROP : <ROP>
Biaya pesan : <by_pesan> Biaya simpan : <by_simpan>
Harga : <hrg_produk>
A.5 Input master distributor
Gambar 3.21 adalah form untuk memaintain data master distributor.
MASTER DISTRIBUTOR
Kode Distributor : <kd_distributor>
Nama : <nm_distributor>
Gambar 3.21 Desain input master distributor
A.6 Input master supplier
Desain input master supplier yang tampak pada gambar 3.22 berfungsi
untuk memaintain data supplier.
MASTER SUPPLIER
Kode Supplier : <kd_distributor>
Nama : <nm_distributor>
Contact Person : <cont_person>
Gambar 3.22 Desain input master supplier
B. Desain input transaksi
B.1 Desain input transaksi order penjualan
Pada gambar 3.23 merupakan desain input transaksi order penjualan yang
ORDER PENJUALAN
No Order : <no_do>
Tanggal : <tgl_do>
Simpan Hapus Lihat
Distributor : <kd_distributor> [nm_distributor]
Produk Satuan Harga Jumlah SubTotal
Grand total : [G_Total_do]
Gambar 3.23 Desain input transaksi order penjualan
B.2 Desain input Bill Of Material (BOM)
Desain input ini merupakan desain data transaksi yang berfungsi untuk
memaintain data bill of material (BOM).
MASTER BILL OF MATERIAL
Kode BOM : <kd_bom>
Produk : <kd_produk>
Simpan Hapus Lihat
[nm_produk]
Bahan Satuan Jumlah
Gambar 3.24 Desain input bill of material (BOM)
B.3 Maintain kapasitas produksi
Berikut merupakan desain input kapasitas produksi yang berfungsi untuk
KAPASITAS PRODUKSI
Kode Produksi : <kd_produksi>
Produk : <kd_produk>
Simpan Hapus Lihat
[nm_produk]
Kemampuan produksi : <kemampuan>
Gambar 3.25 Desain input kapasitas produksi
B.4 Desain input peramalan
Adapun desain input dari transaksi peramalan adalah sebagai berikut:
PERAMALAN
Permintaan : <minta> Ramal : <ramal>
Gambar 3.26 Desain input transaksi peramalan
B.5 Desain input master production schedule (MPS)
Gambar 3.27 merupakan desain input master production schedule (MPS)
yang berfungsi untuk memaintain data MPS.
MASTER PRODUCTION SCHEDULE
B.6 Desain input material requirement planning (MRP)
Adapun desain input dari transaksi material requirement planning (MRP)
adalah sebagai berikut:
MATERIAL REQUIREMENT PLANNING
No MRP : <no_mrp>
Tanggal : <tgl_mrp>
Simpan Hapus Lihat
Produk : <kode_produk> [nm_produk]
Periode
Gambar 3.28 Desain input material requirement planning (MRP)
B.7 Desain input transaksi order pembelian
Desain input transaksi ini berfungsi untuk membuat order pembelian
yang kemudian diberikan kepada supplier.
ORDER PEMBELIAN
No PO : <no_po>
Tanggal : <tgl_po>
Simpan Hapus Lihat
Supplier : <kd_supplier> [nm_supplier]
Bahan Satuan Jumlah Harga Subtotal
Alamat : [Alamat_supplier]
Grand total : [G_total_po]
C. Desain output
Output merupakan bentuk keluaran dari input, baik master maupun
transaksi dimana output disampaikan berupa laporan-laporan yang
membutuhkannya. Berikut ini merupakan beberapa desain output dari sistem
pengendalian bahan baku dengan menggunakan metode MRP ini :
C.1 Desain output order penjualan
Dengan desain output pada gambar 3.30 ini, sistem menyajikan laporan
order penjualan yang telah dibuat.
ORDER PENJUALAN
Tgl DO : <tgl_do>
No DO : <no_do>
Distributor : <kd_distributor> [nm_distributor]
Kode Barang Nama Satuan Jumlah Subtotal
Total purchase order : [total_po]
Harga
C.2 Desain output order pembelian
Desain output ini mencetak data order pembelian yang telah dibuat.
ORDER PEMBELIAN
Tgl PO : <tgl_po>
No PO : <no_po>
Supplier : <kd_supplier> [nm_supplier]
Kode Barang Nama Satuan Jumlah Subtotal
Total purchase order : [total_po]
Harga
Request by : [req_by]
Gambar 3.31 Desain output order pembelian
C.3 Desain output persediaan
Desain output pada gambar 3.32 ini menyajikan laporan persediaan.
LAPORAN PERSEDIAAN
Tanggal : [tgl_sekarang]
Jenis Barang : [jenis]
Kode Barang Nama Satuan Stok Akhir
C.4 Desain output master production schedule (MPS)
Desain output ini menyajikan laporan MPS yang telah tersedia.
MASTER PRODUCTION SCHEDULE
Tanggal MPS : [tgl_sekarang] Kode Produk : [kd_produk]
Hari Efektif Peramalan Rencana Produksi
Nama Produk : [nm_produk]
Tanggal : [tanggal]
Penanggung Jawab : [penanggung_jwb]
Gambar 3.33 Desain output MPS
C.5 Desain output material requirement planning (MRP)
Gambar 3.34 merupakan desain output untuk menyajikan laporan MRP.
MATERIAL REQUIREMENT PLANNING
Tanggal MRP : [tgl_mrp] Kode Produk : [kd_produk]
Periode
Gross Requirement
Schedule Receipts
Nama Produk : [nm_produk]
Tanggal : [tanggal]
Penanggung Jawab : [penanggung_jwb] On Hand
Net Requirements
Planned Order Release
C.6 Desain output MRP Pagging
Desain output ini digunakan untuk mencetak MRP pagging.
MRP PAGGING
Tanggal MPS : [tgl_mps] Kode Produk : [kd_produk]
Kode Bahan Periode Kuantitas
Nama Produk : [nm_produk]
Tanggal : [tanggal]
Penanggung Jawab : [penanggung_jwb]
BAB IV
IMPLEMENTASI DAN EVALUASI SISTEM
4.1 Implementasi Sistem
Sesuai dengan siklus hidup pengembangan sistem, tahap selanjutnya
setelah dilakukan tahap perancangan suatu sistem adalah tahap implementasi
sistem. Tahap implementasi sistem (system implementation) merupakan tahap meletakkan sistem agar siap untuk dioperasikan, yang termasuk juga kegiatan
menulis kode program jika tidak digunakan paket perangkat lunak aplikasi.
Implementasi suatu sistem merupakan wujud dari analisa dan
perancangan yang telah disusun dan dibuat. Untuk dapat terlaksananya
implementasi sistem dengan baik, diperlukan kesiapan dari kebutuhan-kebutuhan
baik kebutuhan perangkat keras maupun kebutuhan perangkat lunak.
4.1.1 Kebutuhan perangkat keras
Kebutuhan akan perangkat keras yang digunakan adalah sebuah
komputer dengan konfigurasi dan perlengkapannya sebagai berikut:
a. CPU Pentium III 600 Mhz.
b. Memori SDRAM sebesar 256 MB.
c. Kapasitas harddisk sebesar 10 GB.
d. Virtual memori sistem operasi initial size 200 MB dan maximum size 400
MB.
e. Display card 4 MB.