PERENCANAAN PRODUKSI DAN KAPASITAS JANGKA
MENENGAH PADA PT SUMATRA INDUSTRI CAT
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
DAVID HARTANTO
NIM. 080403067
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa atas kasih karunia-Nya sehingga penulis dapat mengerjakan dan menyelesaikan laporan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini berjudul
“Perencanaan Produksi dan Kapasitas Jangka Menengah pada PT Sumatra Industri Cat”. Proposal Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan.
Besar harapan penulis, penyusunan laporan ini dapat menambah pengetahuan bagi pembaca. Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Selama proses penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan dan dukungan yang besar, baik berupa materi, spiritual, informasi maupun administrasi dari berbagai pihak. Oleh sebab itu penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis dan saudara penulis yang selalu mendukung penulis dalam menyelesaikan laporan Tugas Sarjana ini.
2. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing I, atas waktu, bimbingan, pengarahan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ikhsan Siregar, ST, M. Eng. selaku Dosen Pembimbing II, atas waktu, bimbingan, pengarahan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberikan izin pelaksanaan Tugas Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis. 5. Bapak Huayu, selaku Kepala Personalia PT Sumatra Industri Cat dan Bapak A
Hua yang telah memberikan bantuan berupa bimbingan serta informasi dan data selama melakukan penelitian di perusahaan.
ABSTRAK
PT Sumatra Industri Cat adalah perusahaan yang bergerak di bidang produksi cat, baik cat dengan bahan dasar air maupun cat dengan bahan dasar pelarut. Perusahaan ini berlokasi di Jl. KL. Yos Sudarso, Tanjung Mulia, Medan dan berproduksi dengan sistem made to stock. Pada era globalisasi ini, perusahaan dituntut untuk meningkatkan efisiensi dan produktivitas dalam menghadapi persaingan yang semakin ketat. Peningkatan tersebut dapat dilakukan dengan melakukan suatu perencanaan produksi dan kapasitas yang terintegrasi sehingga dapat meningkatkan kemampuan perusahaan dalam memenuhi tuntutan permintaan dan kualitas produk dari konsumen yang semakin kritis dalam memilih produk.
PT Sumatra Industri Cat belum memiliki rencana produksi dan kapasitas produksi yang terintegrasi untuk mengantisipasi permintaan pasar secara tepat dan cepat. Selama ini, perencanaan produksi dilakukan berdasarkan intuisi dan pengalaman dari manajer produksi, sehingga terdapat periode dimana perusahaan mengalami stock out dan bahkan lost sales, misalnya, pada bulan Januari, Februari, Agustus, September, dan Desember tahun 2012. Selain itu, akibat fluktuasi jumlah permintaan, perusahaan juga mengalami kesulitan untuk menentukan kapasitas perusahaan optimal yang harus disediakan untuk mendukung rencana produksi dalam rangka memenuhi kebutuhan pasar.
Dalam menentukan rencana produksi dan kapasitas ini perlu dilakukan perhitungan permintaan untuk menyusun rencana produksi, perhitungan kapasitas tersedia, kapasitas yang dibutuhkan, serta langkah-langkah yang harus diambil terkait dengan pengaturan kapasitas agar perusahaan memiliki sumber daya yang cukup untuk mendukung rencana produksi tersebut. Metode perhitungan rencana kapasitas dilakukan dengan menggunakan metode RCCP.
Dari hasil pengolahan yang dilakukan, didapatkan bahwa WC II pada lini produksi water based paint dan WC III pada lini produksi solvent based paint mengalami bottleneck dan menjadi constraint pada kemampuan produksi perusahaan secara keseluruhan. Akibatnya, kapasitas tersedia pada lini produksi water based paint pada periode Januari, Februari, September, Oktober, November, dan Desember 2013 tidak mencukupi. Kondisi ini juga terjadi pada lini produksi solvent based paint dimana kapasitas tersedia pada periode November dan Desember 2013. Antisipasi terhadap kondisi tersebut dilakukan dengan melakukan pengaturan kapasitas yaitu dengan memindahkan beban produksi pada periode yang memiliki kekurangan kapasitas ke periode dimana kapasitas yang dimiliki berlebih. Dari hasil pengaturan kapasitas, diketahui bahwa kapasitas yang telah disediakan perusahaan masih mampu digunakan untuk memenuhi seluruh permintaan pada periode Januari sampai dengan Desember 2013.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH... v
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
I PENDAHULUAN ... I-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Lokasi Perusahaan ... II-2 2.4. Organisasi dan Manajemen ... II-2 2.4.1. Struktur Organisasi Perusahaan ... II-2 2.4.2. Uraian Tugas dan Tanggung Jawab ... II-3 2.4.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-3 2.4.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-5 2.5. Proses Produksi ... II-6 2.5.1. Bahan yang Digunakan ... II-6 2.5.1.1. Bahan Baku... II-6 2.5.1.2. Bahan Tambahan ... II-7 2.5.1.3. Bahan Penolong ... II-7 2.5.2. Uraian Proses Produksi ... II-7 2.5.3. Mesin dan Peralatan ... II-9 2.5.4. Utilitas ... II-9
III LANDASAN TEORI ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.1.1. Stopwatch Time Study ... III-2 3.1.2. Pengujian Keseragaman Data ... III-3 3.1.3. Pengujian Kecukupan Data ... III-4 3.1.4. Rating Factor ... III-6 3.1.5. Penetapan Kelonggaran (Allowance) ... III-8 3.1.6. Perhitungan Waktu Standar... III-9 3.2. Perencanaan Produksi ... III-10 3.3. Peramalan ... III-12 3.3.1. Karakteristik Peramalan yang Baik ... III-14 3.3.2. Beberapa Sifat Hasil Peramalan ... III-16 3.3.3. Metode Peramalan ... III-16 3.3.3.1. Metode Peramalan Kuantitatif ... III-17 3.3.3.2. Metode Time Series ... III-19 3.3.3.3. Kriteria Performance Peramalan ... III-23 3.3.3.4. Peta Moving Range ... III-25 3.4. Rough-Cut Capacity Planning (RCCP) ... III-27
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
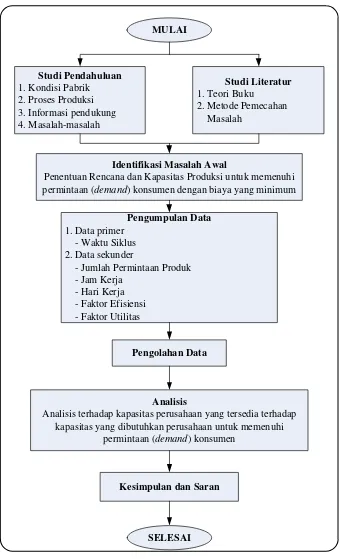
4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual Penelitian ... IV-4 4.6. Rancangan Penelitian ... IV-5 4.7. Metode Pengumpulan Data ... IV-8 4.8. Pengolahan Data... IV-8 4.9. Analisis Pemecahan Masalah ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2. Peramalan Jumlah Permintaan Produk ... V-20 5.2.3. RCCP (Rough Cut Capacity Planning)... V-40 5.2.3.1. Kapasitas Dibutuhkan (Capacity Requirement) ... V-40 5.2.3.2. Kapasitas Tersedia (Capacity Available) ... V-45 5.2.3.3. Pengaturan Kapasitas ... V-54
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Jumlah Permintaan ... VI-1 6.2. Analisis Kebutuhan Kapasitas ... VI-3 6.3. Analisis Kapasitas Produksi ... VI-6
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Jumlah Produksi dan Permintaan Cat ... I-2 2.1. Rincian Tenaga Kerja PT Sumatra Industri Cat ... II-4 2.2. Jam Kerja PT Sumatra Industri Cat ... II-5 3.1. Cakupan Peramalan untuk Beberapa Unit Organisasi yang
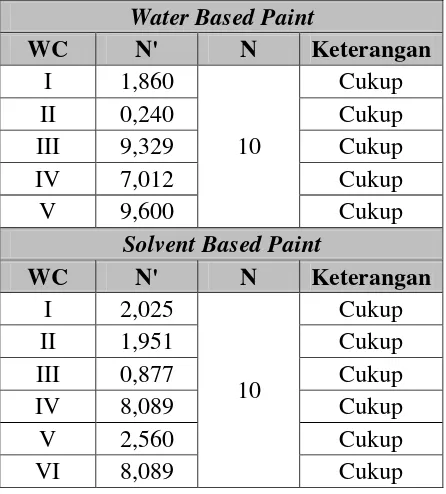
Berbeda ... III-13 5.1. Jumlah Produksi dan Permintaan Cat ... V-2 5.2. Jumlah Hari Kerja Tahun 2013 ... V-3 5.3. Jumlah Tenaga Kerja Setiap Work Center ... V-3 5.4. Efisiensi dan Utilitas Work Center ... V-5 5.5. Waktu Siklus Water Based Paint ... V-6 5.6. Waktu Siklus Solvent Based Paint ... V-6 5.7. Rekapitulasi Uji Keseragaman Waktu Siklus ... V-9 5.8. Uji Kecukupan Data Water Based Paint ... V-10 5.9. Rekapitulasi Uji Kecukupan Data Waktu Siklus ... V-11 5.10. Penilaian Rating Factor Pekerja ... V-11 5.11. Perhitungan Waktu Normal ... V-15 5.12. Penilaian Allowance Setiap WC ... V-15 5.13. Perhitungan Waktu Baku... V-19 5.14. Perhitungan Parameter Peramalan Water Based Paint untuk
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.15. Perhitungan Parameter Peramalan Solvent Based Paint untuk
Metode Kuadratis ... V-24 5.16. Perhitungan Parameter Peramalan Water Based Paint untuk
Metode Siklis ... V-26 5.17. Perhitungan Parameter Peramalan Solvent Based Paint untuk
Metode Siklis ... V-27 5.18. Perhitungan SEE untuk Metode Kuadratis Produk Water Based
Paint ... V-29 5.19. Perhitungan SEE untuk Metode Kuadratis Produk Solvent Based
Paint ... V-30 5.20. Perhitungan SEE untuk Metode Siklis Produk Water Based
Paint ... V-31 5.21. Perhitungan SEE untuk Metode Siklis Produk Solvent Based
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.28. Perhitungan Kapasitas Tersedia ... V-46 5.29. Hasil RCCP ... V-50 5.30. Perhitungan Kapasitas WC II Water Based Paint ... V-57 5.31. Penyesuaian Rencana Produksi Produk Water Based Paint ... V-59 5.32. Hasil RCCP Produk Water Based Paint ... V-60 5.33. Perbandingan Kekurangan Kapasitas WC II dan WC III Solvent
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT Sumatra Industri Cat ... II-3 3.1. Langkah-langkah Peramalan Secara Kuantitatif ... III-18 3.2. Peta Moving Range ... III-26 4.1. Kerangka Konseptual Penelitian ... IV-4 4.2. Diagram Alur Penelitian ... IV-7 5.1. Peta Kontrol Waktu Siklus Water Based Paint pada WC I ... V-8 5.2. Scatter Diagram Jumlah Permintaan Cat ... V-21 5.3. Moving Range Chart Produk Water Based Paint ... V-36 5.4. Moving Range Chart Produk Solvent Based Paint ... V-38 5.5. Profil Beban WC II Produk Water Based Paint Periode Januari
2013 s/d Desember 2013 ... V-55 5.6. Profil Beban WC II Produk Solvent Based Paint Periode Januari
2013 s/d Desember 2013 ... V-55 5.7. Profil Beban WC III Produk Solvent Based Paint Periode
Januari 2013 s/d Desember 2013 ... V-56 5.8. Profil Beban WC II Produk Water Based Paint Sesudah
Penyesuaian... V-60 5.9. Profil Beban WC III Produk Solvent Based Paint Sesudah
ABSTRAK
PT Sumatra Industri Cat adalah perusahaan yang bergerak di bidang produksi cat, baik cat dengan bahan dasar air maupun cat dengan bahan dasar pelarut. Perusahaan ini berlokasi di Jl. KL. Yos Sudarso, Tanjung Mulia, Medan dan berproduksi dengan sistem made to stock. Pada era globalisasi ini, perusahaan dituntut untuk meningkatkan efisiensi dan produktivitas dalam menghadapi persaingan yang semakin ketat. Peningkatan tersebut dapat dilakukan dengan melakukan suatu perencanaan produksi dan kapasitas yang terintegrasi sehingga dapat meningkatkan kemampuan perusahaan dalam memenuhi tuntutan permintaan dan kualitas produk dari konsumen yang semakin kritis dalam memilih produk.
PT Sumatra Industri Cat belum memiliki rencana produksi dan kapasitas produksi yang terintegrasi untuk mengantisipasi permintaan pasar secara tepat dan cepat. Selama ini, perencanaan produksi dilakukan berdasarkan intuisi dan pengalaman dari manajer produksi, sehingga terdapat periode dimana perusahaan mengalami stock out dan bahkan lost sales, misalnya, pada bulan Januari, Februari, Agustus, September, dan Desember tahun 2012. Selain itu, akibat fluktuasi jumlah permintaan, perusahaan juga mengalami kesulitan untuk menentukan kapasitas perusahaan optimal yang harus disediakan untuk mendukung rencana produksi dalam rangka memenuhi kebutuhan pasar.
Dalam menentukan rencana produksi dan kapasitas ini perlu dilakukan perhitungan permintaan untuk menyusun rencana produksi, perhitungan kapasitas tersedia, kapasitas yang dibutuhkan, serta langkah-langkah yang harus diambil terkait dengan pengaturan kapasitas agar perusahaan memiliki sumber daya yang cukup untuk mendukung rencana produksi tersebut. Metode perhitungan rencana kapasitas dilakukan dengan menggunakan metode RCCP.
Dari hasil pengolahan yang dilakukan, didapatkan bahwa WC II pada lini produksi water based paint dan WC III pada lini produksi solvent based paint mengalami bottleneck dan menjadi constraint pada kemampuan produksi perusahaan secara keseluruhan. Akibatnya, kapasitas tersedia pada lini produksi water based paint pada periode Januari, Februari, September, Oktober, November, dan Desember 2013 tidak mencukupi. Kondisi ini juga terjadi pada lini produksi solvent based paint dimana kapasitas tersedia pada periode November dan Desember 2013. Antisipasi terhadap kondisi tersebut dilakukan dengan melakukan pengaturan kapasitas yaitu dengan memindahkan beban produksi pada periode yang memiliki kekurangan kapasitas ke periode dimana kapasitas yang dimiliki berlebih. Dari hasil pengaturan kapasitas, diketahui bahwa kapasitas yang telah disediakan perusahaan masih mampu digunakan untuk memenuhi seluruh permintaan pada periode Januari sampai dengan Desember 2013.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perkembangan bisnis dan industri sejalan dengan semakin ketatnya persaingan antar perusahaan dalam menarik dan memuaskan konsumen untuk mempertahankan eksistensi perusahaan. Persaingan tersebut menyebabkan perusahaan dituntut untuk meningkatkan efisiensi, menghasilkan produk yang bermutu, dan memiliki kemampuan untuk mengirimkan produk pada waktu yang disepakati. Dengan demikian, perkembangan persaingan menuntut perusahaan memanfaatkan segala fasilitas semaksimal mungkin, untuk memberikan kepuasan yang maksimal kepada pelanggan.
Untuk memberikan kepuasan yang maksimal tersebut, diperlukan suatu perencanaan produksi yang baik dan tepat, yaitu penentuan jenis produk, kuantitas, dan jadwal produksi yang sesuai dengan kebutuhan konsumen. Jumlah dan jadwal produksi yang telah ditentukan dapat dicapai jika didukung oleh kapasitas tersedia yang memadai. Dengan adanya rencana produksi, perusahaan dapat mengalokasikan sumber daya dengan tepat, menekan biaya produksi dan biaya simpan, serta mampu mengirimkan produk pada waktu yang disepakati.
stock, dan didistribusikan untuk memenuhi kebutuhan masyarakat khususnya di daerah Medan dan sekitarnya. Pemasaran cat dilakukan langsung melalui kantor pemasaran PT Sumatra Industri Cat.
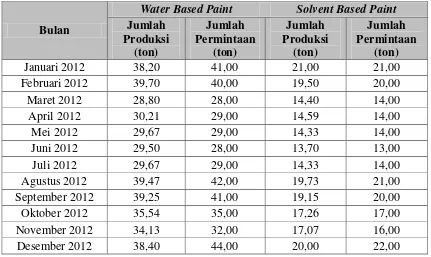
Jumlah permintaan terhadap cat bervariasi setiap bulannya (tidak tentu) sehingga perusahaan kesulitan dalam memperkirakan jumlah produk yang harus dihasilkan. Pada periode tertentu, beberapa toko rekanan melakukan pemesanan produk secara bersamaan sehingga perusahaan tidak mampu memenuhi pesanan seluruh toko rekanan secara sekaligus.
Tabel 1.1. Jumlah Produksi dan Permintaan Cat
Bulan
Water Based Paint Solvent Based Paint Jumlah
Produksi (ton)
Jumlah Permintaan
(ton)
Jumlah Kekurangan
(ton)
Jumlah Produksi
(ton)
Jumlah Permintaan
(ton)
Jumlah Kekurangan
(ton)
Januari 2012 38,20 41,00 2,8 21,00 21,00 -
Februari 2012 39,70 40,00 0,3 19,50 20,00 0,5
Maret 2012 28,80 28,00 - 14,40 14,00 -
April 2012 30,21 29,00 - 14,59 14,00 -
Mei 2012 29,67 29,00 - 14,33 14,00 -
Juni 2012 29,50 28,00 - 13,70 13,00 -
Juli 2012 29,67 29,00 - 14,33 14,00 -
Agustus 2012 39,47 42,00 2,53 19,73 21,00 1,27
September 2012 39,25 41,00 1,75 19,15 20,00 0,85
Oktober 2012 35,54 35,00 - 17,26 17,00 -
November 2012 34,13 32,00 - 17,07 16,00 -
Desember 2012 38,40 44,00 5,6 20,00 22,00 2
Sumber: PT. Sumatra Industri Cat
Dari Tabel 1.1. dapat dilihat bahwa pada bulan Januari, Februari, Agustus, September, dan Desember terjadi demand yang melebihi kapasitas produksi perusahaan. Antisipasi yang dilakukan perusahaan yaitu dengan mengadakan lembur untuk memenuhi permintaan tersebut. Hal ini tentunya menyebabkan meningkatnya biaya produksi perusahaan serta jadwal pengiriman cat kepada konsumen mengalami keterlambatan yang pada akhirnya berpengaruh terhadap tingkat kepuasan mitra bisnis. Akibat fluktuasi jumlah permintaan tersebut, perusahaan juga mengalami kesulitan untuk menentukan kapasitas perusahaan optimal yang harus disediakan untuk mendukung rencana produksi dalam rangka memenuhi kebutuhan pasar.
Kondisi ini menandakan PT Sumatra Industri Cat belum memiliki perencanaan produksi agregat yang sistematis dan terintegrasi dengan kapasitas produksi perusahaan untuk mengantisipasi permintaan pasar secara tepat dan cepat. Perencanaan agregat merupakan suatu aktivitas manajemen untuk menghasilkan rencana agregat proses produksi beberapa bulan ke depan, untuk memberikan ide awal kepada pihak manajemen tentang jumlah dan kapan material dan bahan baku harus disediakan, sehingga total biaya operasi perusahaan dapat dipertahankan minimum pada periode tersebut.
didalam membuat perencanaan. Pengetahuan tentang masa depan juga akan memberikan arah kepada perencana kegiatan produksi untuk mengantisipasikan keadaan dimana hasil perencanaan itu akan berfungsi untuk menentukan target sasaran realistic yang harus dicapai.
Dalam upaya untuk menghasilkan produk sesuai target sasaran tersebut, perusahaan tentu perlu didukung oleh kapasitas yang memadai. Kebutuhan kapasitas yang diperlukan perusahaan dapat dihitung dengan metode RCCP (Rough Cut Capacity Planning) ataupun CRP (Capacity Requirement Planning). Metode RCCP digunakan karena perencanaan produksi jangka menengah memiliki ketidakpastian yang cukup besar sehingga perencanaan kapasitas secara detil menjadi kurang efektif untuk digunakan. Dengan metode RCCP, dapat diperoleh perkiraan kebutuhan kapasitas yang hasilnya dapat diintegrasikan terhadap kapasitas tersedia untuk memenuhi target sasaran produksi. Dengan penyusunan rencana produksi dan kapasitas yang terintegrasi, perusahaan diharapkan mampu memenuhi permintaan pelanggan tepat waktu dengan efisien.
1
Penelitian sejenis pernah dilakukan oleh Fatmawati pada tahun 2011 yang menunjukkan bahwa dari hasil analisis kapasitas, perusahaan ternyata masih memerlukan penambahan mesin 1 unit dan tenaga kerja sebanyak 2 orang untuk mengantisipasi dan memenuhi kebutuhan terhadap permintaan produk besi beton. 2
Penelitian lain yang dilakukan oleh James C. Chen pada tahun 2011
1
Fatmawati. Analisis Kapasitas Produksi dengan Metode Capacity Requirement Planning (CRP) di PT. Hanil Stell. Surabaya: Universitas Negeri Surabaya.
2
menunjukkan bahwa metode yang paling efektif untuk meningkatkan performansi produksi adalah dengan melaksanakan perencanaan kapasitas yang efektif. Dari hasil analisis kapasitas, manajer perusahaan disarankan untuk menambah kapasitas perusahaan agar dapat memenuhi tren industri di masa yang akan datang sehingga perusahaan dapat mengatur jadwal produksi secara efisien. 3Penelitian yang dilakukan oleh P S Puranik pada tahun 2012 menunjukkan bahwa perencanaan produksi harus terintegrasi dengan kapasitas produksi sehingga perusahaan dapat menghasilkan produk yang sesuai permintaan konsumen dengan biaya minimal.
1.2. Perumusan Masalah
PT Sumatra Industri Cat belum memiliki rencana produksi dan kapasitas produksi yang terintegrasi untuk mengantisipasi permintaan pasar secara tepat dan cepat. Selama ini, perencanaan produksi dilakukan berdasarkan intuisi dan pengalaman dari manajer produksi, sehingga terdapat periode dimana perusahaan mengalami stock out dan bahkan lost sales. Selain itu, akibat fluktuasi jumlah permintaan, perusahaan mengalami kesulitan untuk menentukan kapasitas perusahaan optimal yang harus disediakan untuk mendukung rencana produksi dalam rangka memenuhi kebutuhan pasar. Keadaan demikian menandakan adanya keperluan untuk melakukan peramalan permintaan dan penentuan kapasitas pada perusahaan secara sistematis sehingga penyusunan rencana produksi dapat dilakukan dengan lebih akurat sesuai dengan kondisi permintaan pasar. Dengan
3
penyusunan rencana produksi dan kapasitas yang terintegrasi, perusahaan diharapkan mampu memenuhi permintaan pelanggan tepat waktu dengan efisien sehingga dapat memberikan kepuasan maksimal kepada pelanggan.
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah menyusun suatu rencana produksi dan kapasitas yang terintegrasi sehingga dapat meningkatkan utilitas WC perusahaan dalam mengolah bahan baku menjadi produk dengan jadwal produksi dan kuantitas produk yang sesuai dengan kebutuhan konsumen.
Tujuan khusus dari penelitian ini antara lain: 1. Menyusun suatu rencana produksi.
2. Menganalisis kapasitas tersedia pada lantai pabrik terhadap kapasitas yang dibutuhkan.
3. Melakukan pengaturan kapasitas terhadap hasil analisis kapasitas.
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dari penelitian ini adalah: 1. Manfaat bagi mahasiswa
2. Manfaat bagi perusahaan
Sebagai bahan masukan dan acuan dalam menentukan rencana produksi dan kapasitas pada perusahaan.
3. Bagi Departemen Teknik Industri USU
Dapat mempererat kerja sama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU.
1.5. Batasan Masalah dan Asumsi
Adapun batasan dalam penelitian ini adalah sebagai berikut:
1. Penelitian dilakukan pada bagian produksi pada PT. Sumatra Industri Cat. 2. Produk yang menjadi objek penelitian adalah cat air dan cat minyak.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Operator dianggap telah menguasai pekerjaannya dalam proses produksi cat. 2. Mesin dan peralatan yang tersedia berada dalam kondisi yang baik dan tidak
mengalami kerusakan.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah sebagai berikut:
penelitian, batasan masalah dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Permasalahan, menjelaskan sejarah dan gambaran umum perusahaan, ruang lingkup bidang usaha, lokasi perusashaan, organisasi dan manjemen, teknologi, serta proses produksi.
Bab III Landasan Teori memaparkan teori-teori yang digunakan dalam analisis pemecahan masalah yaitu teori pengukuran waktu, teori perenanaan produksi, teori peramalan, dan teori perencanaan kapasitas dengan metode rough-cut capacity planning.
Bab IV Metodologi Penelitian, berisi metode yang digunakan dalam penelitian yang meliputi penetuan jenis, objek, dan variabel terkait penelitian, penyusunan kerangka konseptual penelitian, metoda pengumpulan, pengolahan, serta analisis data.
Bab V berisi Pengumpulan dan Pengolahan Data, yang terdiri dari data pengukuran waktu proses produksi, rating factor, dan allowance, jumlah permintaan produk, jumlah hari kerja, jumlah tenaga kerja, serta faktor efisiensi dan utilitas perusahaan. Pengolahan data yang dilakukan adalah dengan menggunakan metode peramalan dan rough-cut capacity planning untuk mengolah data yang telah dikumpulkan agar hasilnya dapat dianalisis dan diberikan suatu rencan produksi dan kapasitas yang terintegrasi.
planning pada pengolahan data serta usulan yang dapat diberikan kepada pihak perusahaan dari hasil penelitian.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Sumatra Industri Cat merupakan perusahaan swasta yang bergerak dalam bidang produksi cat. PT Sumatra Industri Cat didirikan pada bulan Juni tahun 1956 di daerah Padang Bulan, Medan. Namun, pada tahun 1960, terjadi kebakaran di perusahaan yang menyebabkan perusahaan harus dipindahkan ke jalan KL.Yos Sudarso Km 7,8 yang merupakan lokasi produksi perusahaan hingga saat ini. Sedangkan kantor pemasaran perusahaan terletak di jalan Ahmad Yani No. 7, Medan.
Seiring dengan perkembangan kebutuhan, jumlah karyawan di PT Sumatra Industri Cat telah mencapai sekitar 100 orang. Dalam menjalankan aktivitas perusahaan, karyawan kemudian dialokasikan dengan pembagian 30 orang yang bertugas di kantor pemasaran dan 70 orang yang bertugas di pabrik perusahaan. Produk yang dihasilkan perusahaan adalah cat, baik cat yang dibuat dengan bahan dasar air (water based paint) maupun yang dengan menggunakan pelarut (solvent based paint).
2.2. Ruang Lingkup Bidang Usaha
2.3. Lokasi Perusahaan
PT Sumatra Industri Cat terletak di Jl. KL. Yos Sudarso No. 23 Km 7,8 , Tanjung Mulia, Medan dengan kantor pemasaran yang berlokasi di Jl. Ahmad Yani No. 7.
2.4. Organisasi dan Manajemen
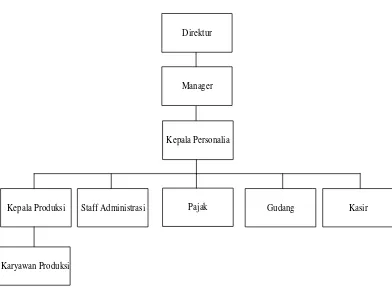
2.4.1. Struktur Organisasi Perusahaan
Direktur
Kepala Produksi Staff Administrasi Gudang Kasir
Manager
Kepala Personalia
Pajak
[image:30.595.123.515.111.400.2]Karyawan Produksi
Gambar 2.1. Struktur Organisasi PT Sumatra Industri Cat
2.4.2. Uraian Tugas dan Tanggung Jawab
Jabatan-jabatan yang terdapat pada struktur organisasi PT Sumatra Industri Cat memiliki tugas dan tanggung jawab masing-masing. Adapun uraian tugas dan tanggung jawab setiap bagian pada PT Sumatra Industri Cat dapat dilihat pada Lampiran 1.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja langsung adalah tenaga kerja yang berhubungan langsung dengan pembuatan produk sedangkan tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan langsung terhadap berjalannya produksi, tetapi berdampak terhadap jalannya produksi, baik dalam bidang manajemen ataupun administratif. Rincian tenaga kerja yang ada pada PT Sumatra Industri Cat dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Tenaga Kerja pada PT Sumatra Industri Cat
No Jabatan Jumlah (orang)
1. Direktur 1
2. Manajer 1
3. Kepala Personalia 1
4. Kepala Produksi 1
5. Staff Administrasi 18
6. Staff Pajak 5
7. Gudang 20
8. Kasir 3
9. Karyawan Produksi 47
TOTAL 100
Sumber: PT. Sumatra Industri Cat
Tabel 2.2. Jam Kerja PT Sumatra Industri Cat
Hari Jam Kerja (WIB) Keterangan
Senin - Kamis
08.00 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 16.00 Kerja Jumat
08.00 – 11.30 Kerja 11.30 – 13.30 Istirahat 13.30 – 17.00 Kerja Sabtu 08.00 – 13.00 Kerja Sumber: PT. Sumatra Industri Cat
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
PT Sumatra Industri Cat memberlakukan sistem pengupahan yang sesuai dengan ketentuan Upah Minimum Kota (UMK) Medan. Selain upah, perusahaan juga memberikan tunjangan dan fasilitas lain untuk menambah kesejahteraan dan semangat kerja karyawan, yaitu:
1. Upah Lembur, yaitu upah yang diberikan jika tenaga kerja bekerja melebihi jam kerja yang telah ditentukan.
2. Tunjangan Hari Raya (THR), yaitu tunjangan sebesar satu bulan gaji bagi karyawan yang telah bekerja lebih dari satu tahun.
3. Cuti karyawan, yaitu perusahaan mengijinkan karyawan yang telah bekerja lebih dari satu tahun untuk mengajukan permohonan cuti maksimal 12 hari kerja setiap tahunnya.
4. Pelayanan Kesehatan, yaitu penyediaan obat P3K dan perawatan terhadap kecelakaan ringan yang dialami tenaga kerja saat bekerja
diberikan meliputi Jaminan Kecelakaan Kerja, Jaminan Kematian, Jaminan Hari Tua, serta Jaminan Pemeliharaan Kesehatan
6. Izin Khusus, yaitu dispensasi yang diberikan kepada tenaga kerja untuk melakukan kegiatan tertentu, misalnya istirahat karena sakit.
2.5. Proses Produksi
2.5.1. Bahan yang Digunakan
Adapun bahan yang digunakan oleh PT Sumatra Industri Cat dalam menghasilkan produk terdiri dari bahan baku, bahan penolong, dan bahan tambahan yang dapat dilihat dalam uraian berikut ini.
2.5.1.1.Bahan Baku
2.5.1.2.Bahan Tambahan
Bahan tambahan atau additive adalah bahan yang berfungsi untuk memperbaiki sifat-sifat khusus yang dikehendaki dari cat. Bahan tambahan yang digunakan yaitu anti foaming agent.
2.5.1.3.Bahan Penolong
Bahan penolong yang digunakan dalam proses produksi cat berupa kaleng dan tali plastik. Kaleng yang digunakan adalah kaleng yang terbuat dari aluminium yang anti karat agar mutu dan isi cat tetap dalam kondisi baik walaupun tidak digunakan dalam waktu yang lama. Tali plastik digunakan pada pengepakan cat untuk memudahkan pengiriman.
2.5.2. Uraian Proses Produksi
Proses pembuatan cat di PT Sumatra Industri Cat terdiri dari proses penimbangan bahan baku, proses pengadukan, proses penghalusan, proses penuangan, proses pengalengan, dan proses pengepakan. Adapun proses produksi cat adalah sebagai berikut.
1. Tahap Penimbangan Bahan Baku
2. Tahap Pengadukan (Mixing)
Dalam tahap ini, bahan baku yang telah disediakan kemudian dicampur ke dalam mixer. Proses pengadukan ini dilakukan dengan menggunakan bantuan mesin high speed mixer. Proses pengadukan dilakukan hingga warna cat merata. Pada tahap ini operator melakukan pengecekan terhadap warna cat dan waktu pengeringan cat.
3. Tahap Penghalusan (Grinding)
Dalam tahap ini, cat yang telah dihasilkan kemudian digiling dengan menggunakan mesin bar mills. Penggilingan dilakukan berulang kali sampai partikel cat yang dihasilkan telah benar-benar halus. Ukuran kehalusan biasanya sekitar 800 sampai dengan 1000 mesh.
4. Tahap Penuangan
Dalam tahap ini, cat yang telah selesai diproduksi kemudian dibawa ke stasiun penuangan. Cat tersebut kemudian dituang ke dalam kaleng secara manual dengan menggunakan gayung.
5. Tahap Pengalengan
Dalam tahap ini, kaleng yang telah berisi cat kemudian ditutup dan diberi sampel warna untuk memudahkan pembeli mengetahui warna cat yang terdapat di dalam kaleng tanpa perlu membuka kemasan. Proses pengalengan dilakukan dengan menggunakan alat bantu berupa alat press.
6. Tahap Pengepakan
terhadap hasil pengalengan. Setiap pak terdiri dari 10 kaleng cat. Setelah kaleng dipak, kemudian produk diserahkan kepada bagian gudang.
2.5.3. Mesin dan Peralatan
Adapun mesin dan peralalatan produksi yang digunakan pada PT Sumatra Industri Cat dapat dilihat pada Lampiran 2.
2.5.4. Utilitas
Utilitas merupakan fasilitas yang digunakan untuk membantu kelancaran operasional di lantai produksi. Utilitas yang terdapat di di PT Sumatra Industri Cat adalah penyediaan air bersih, sumber tenaga listrik, safety and fire protection, serta pengolahan limbah.
1. Penyediaan Air Bersih
Penyediaan air bersih di perusahaan terbagi menjadi dua, yaitu air yang berasal dari PDAM untuk keperluan karyawan serta air yang berasal dari air tanah yang dipompa menggunakan pompa air untuk digunakan di bagian produksi.
2. Sumber Tenaga Listrik
3. Safety and Fire Protection
Untuk mencegah dan mengatasi bahaya kebakaran, PT Sumatra Industri Cat memiliki alat pemadam kebakaran berupa fire extinguisher.
4. Pengolahan Limbah
BAB III
LANDASAN TEORI
3.1. Pengukuran Waktu (Time Study)
4
Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu baku (standard time) penyelesaian pekerjaan guna memilih alternatif metode kerja terbaik, maka perlu diterapkan prinsip-prinsip dan teknik-teknik pengukuran kerja (work measurement atau time study). Pengukuran waktu kerja ini berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Pada garis besarnya teknik-teknik pengukuran waktu dibagi ke dalam dua bagian yaitu:
1. Pengukuran waktu secara langsung
Pengukuran ini dilaksanakan secara langsung yaitu di tempat dimana pekerjaan yang bersangkutan dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (work sampling).
2. Pengukuran secara tidak langsung
Pengukuran ini dilakukan dengan menghitung waktu kerja tanpa si pengamat harus ditempat kerja yang diukur. Pengukuran waktu dilakukan dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan.
4
Misalnya aktivitas data waktu baku (standard data), dan data waktu gerakan (predetermined time system).
3.1.1. Stopwatch Time Study
5
Stopwatch time study adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan alat yang telah disiapkan. Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti (stop watch) sebagai alat utamanya. Langkah-langkah pengukuran waktu kerja dengan menggunakan stopwatch time study adalah : 1. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan
beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada. Dalam penentuan tujuan tersebut, dibutuhkan adanya tingkat kepercayaan dan tingkat ketelitian yang digunakan dalam pengukuran jam henti.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
5
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus yang dilaksanakan ini sudah memenuhi syarat atau tidak, tes pula keseragaman data yang diperoleh.
6. Tetapkan rating factor operator. Rating factor ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performansioperator. Untuk elemen kerja yang sepenuhnya dilakukan oleh mesin maka performansi dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performansi kerja yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal. 8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan yang bersifat personal, kelelahan, dan keterlambatan material. 9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu
normal dan waktu longgar.
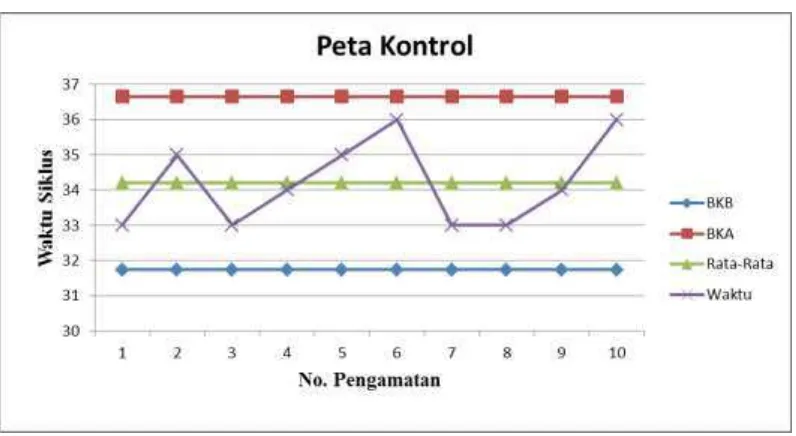
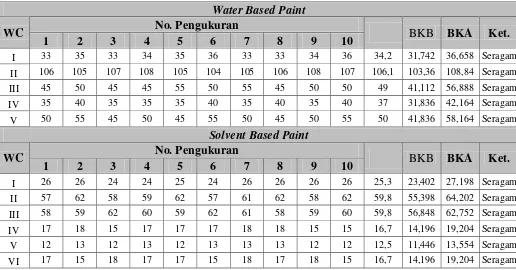
3.1.2. Pengujian Keseragaman Data
Selama melakukan pengukuran, operator mungkin mendapatkan data yang tidak seragam. Untuk itu digunakan alat yang dapat mendeteksinya yaitu peta kendali. Batas kendali dibentuk dari data yang merupakan batas yang menentukan seragam tidaknya data. Data dikatakan seragam jika berada dalam batas control dan data dikatakan tidak seragam jika berada diluar batas control. 6Rumus untuk
6
menghitung keseragaman data dengan tingkat ketelitian 5% dan tingkat keyakinan 95% adalah :
dimana:
: waktu rata-rata : simpangan baku
: Batas Kontrol Atas : Batas Kontrol Bawah
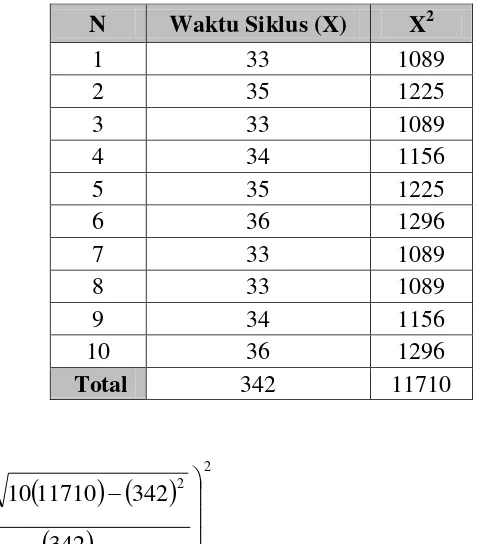
3.1.3. Pengujian Kecukupan Data
Uji kecukupan data dilakukan untuk mengetahui apakah data yang diambil dari penelitian lapangan telah mencukupi untuk digunakan dalam menyelesaikan permasalahan yang ada. 7Rumus untuk mengetahui berapa jumlah pengamatan/ pengukuran yang sebaiknya digunakan adalah :
22 2
. / '
X
X X
N s z N
dimana:
7
X = waktu pengamatan dari setiap elemen kerja untuk masing-masing siklus yang diukur
z = angka deviasi standard untuk t yang besarnya tergantung pada tingkat keyakinan yang diambil, dimana :
1. 90% confidence level : z = 1,65 2. 95% confidence level : z = 2,00 3. 99,7% confidence level : z = 3,00
s = derajat dari data t yang dikehendaki, yang menunjukkan maksimum prosentasi penyimpangan yang bisa diterima dan nilai t yang sebenarnya. Nilai k/s dikenal sebagai Confidence-Precision Ratio dari time study yang dilaksanakan.
N = jumlah pengamatan/pengukuran awal yang telah dilakukan untuk elemen kegiatan tertentu yang dipilih.
N’ = jumlah siklus pengamatan/pengukuran yang seharusnya dilaksanakan agar dapat diperoleh presentase kesalahan (error) minimum dalam mengestimasi t yaitu sebesar S.
Apabila N’ > N maka diperlukan pengukuran tambahan hingga memenuhi jumlah yang diperlukan. Apabila N’ < N maka data pengukuran pendahuluan
3.1.4. Rating Factor
8
Rating factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja dari seorang operator dengan kecepatan kerja normal menurut ukuran peneliti/analis. Dari faktor ini dapat dilihat bahwa:
1. Apabila operator dinyatakan terlalu cepat yaitu bekerja di atas normal maka rating factor ini akan lebih besar dari pada 1 (Rf>l).
2. Apabila operator bekerja terlalu lambat yaitu bekerja dibawah normal maka rating factor akan lebih kecil dari 1 (Rf<l).
3. Apabila operator bekerja secara normal atau wajar maka rating factor ini diambil sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
9
Ada 5 sistem penyesuaian yang sering digunakan, yaitu : 1. Skill dan Effort
Di sini faktor yang diperhatikan adalah kecakapan dan usaha-usaha yang ditunjukkan oleh operator pada saat bekerja, juga mempertimbangkan kelonggaran (allowance) waktu lainnya.
2. WestinghouseSystemofRating
Ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yakni:
a. Skill (keterampilan)
8
Wignjosoebroto. Sritomo. op. cit, hal. 194. 9
Keterampilan adalah kemampuan untuk mengikuti cara kerja yang ditetapkan secara psikologis.
b. Effort (usaha)
Usaha adalah kesungguhan yang ditunjukkan oleh pekerja atau operator ketika melakukan pekerjaannya.
c. Condition (kondisi kerja)
Kondisi kerja adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur dan kebisingan ruangan.
d. Consistency (konsistensi)
Faktor ini perlu diperhatikan karena angka-angka yang dicatat pada setiap pengukuran waktu tidak pernah semuanya sama.
Besar nilai rating performance secara terperinci menurut cara Westinghouse dapat dilihat pada Lampiran 3.
3. ShumardRating
Cara ini memberikan penilaian melalui kelas-kelas performansi kerja dimana setiap kelas memiliki nilai tersendiri. Faktor ini diperoleh dengan membandingkan nilai performansi kerja dari kelas yang bersangkutan dengan nilai performansi normal. Dalam hal ini pengukur diberi patokan untuk menilai performansi kerja dari operator menurut kelas-kelas tertentu.
4. ObjectiveRating
menentukan berapa besarnya harga P untuk mendapatkan waktu normal. Kecepatan kerja adalah kecepatan dalam melakukan pekerjaan dalam pengertian biasa. Disini pengukur melakukan penilaian tentang kewajaran kecepatan kerja yang ditunjukkan oleh operator.
5. SyntheticRating
Metode ini mengevaluasi kecepatan operator berdasarkan data waktu gerakan yang telah ditentukan terlebih dahulu. Prosedurnya adalah dengan mengukur waktu penyelesaian dari setiap elemen gerakan kemudian dibandingkan dengan waktu aktual dari data tabel waktu gerakan untuk kemudian dihitung harga rata-ratanya. Harga rata-rata inilah yang digunakan sebagai faktor penyesuaian.
3.1.5. Penetapan Kelonggaran (Allowance)
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. 10
Kelonggaran diberikan untuk tiga hal, yaitu: 1. Kelonggaran untuk kebutuhan pribadi (personal)
Kelonggaran yang termasuk di dalam kebutuhan pribadi adalah hal-hal sepeti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja
10
2. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja, seperti mesin macet, listrik padam, dan lain-lain.
3.1.6. Perhitungan Waktu Standar
11
Waktu standard adalah waktu yang digunakan untuk menyelesaikan satu siklus pekerjaan yang dilakukan menurut metode kerja tertentu pada kecepatan normal dengan mempertimbangkan rating performance dan kelonggaran. Untuk menghitung waktu standar perlu dihitung waktu siklus rata-rata yang disebut dengan waktu terpilih, ratingfactor, waktu normal dan allowance. Adapun rumus untuk menghitung waktu normal dan waktu standar adalah :
dimana : Wn = waktu normal Wt = waktu terpilih Rf = ratingfactor
dimana : Ws = waktu standar All = allowance
3.2. Perencanaan Produksi
12
Perencanaan produksi merupakan tindakan antisipasi dimasa mendatang sesuai dengan periode waktu yang direncanakan. Perencanaan produksi dilakukan dengan tujuan menentukan arah awal dari tindakan-tindakan yang harus dilakukan dimasa mendatang, apa yang harus dilakukan, berapa banyak melakukannya, dan kapan harus melakukan. Karena perencanaan ini berkaitan dengan masa mendatang, maka perencanaan disusun atas dasar perkiraan yang dibuat berdasarkan data masa lalu dengan menggunakan beberapa asumsi. Dalam perencanaan produksi biasanya kita jumpai tiga jenis perencanaan berdasarkan periode waktu yang dicakup oleh perencanaan tersebut, yaitu:
1. Perencanaan produksi jangka panjang
Perencanaan produksi jangka panjang biasanya melihat 5 tahun atau lebih kedepan. Jangka waktu terpendeknya adalah ditentukan oleh berapa lama waktu yang dibutuhkan untuk mengubah kapasitas yang tersedia. Hal ini meliputi waktu yang dibutuhkan dalam menyelesaikan desain dari bangunan dan peralatan pabrik yang baru, konstruksinya, instalasinya, dan hal-hal lainnya sampai fasilitas baru tersebut siap dioperasikan.
Perencanaan produksi jangka panjang dibuat dengan sangat mempertimbangkan ramalan kondisi umum perekonomian dan kependudukan, situasi politik dan sosial, perubahan teknologi, dan perilaku pesaing, dimana semua faktor tersebut akan dievaluasi dampaknya terhadap aktivitas perusahaan.
12
Secara singkat, perencanaan produksi jangka panjang adalah berhubungan dengan efek apa yang muncul dimasa mendatang terhadap tujuan sistem dan tindakan apa yang diperlukan dalam menyesuaikan terhadap perubahan tersebut, misalnya dengan pengembangan produk baru, pelayanan yang lebih baik, teknologi proses yang baru dan lokasi baru.
2. Perencanaan produksi jangka menengah (Perencanaan agregat)
Perencanaan agregat mempunyai horizon perencanaan antara 1 sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah ditetapkan pada perencanaan produksi jangka panjang. Perencanaan agregat didasarkan pada peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada (jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah supplier dan subkontraktor.
3. Perencanaan produksi jangka pendek
3.3. Peramalan
13
Peramalan – diterjemahkan dari istilah forecasting – adalah suatu upaya untuk memperoleh gambaran mengenai apa yang akan terjadi di masa mendatang. Dalam hal ini gambaran mengenai masa depan tersebut akan menjadi dasar dalam membuat perencanaan. Pengetahuan tentang masa depan juga akan memberikan arah kepada perencana kegiatan produksi untuk mengantisipasikan keadaan dimana hasil perencanaan itu akan berfungsi untuk menentukan target sasaran realistic yang harus dicapai. Jadi jelasnya nilai strategis dari fungsi peramalan dan
perencanaan ini bisa dinyatakan sebagai “bridging the gap between where we are now and where we want to be”. Secara defenitif peramalan dapat dinyatakan sebagai (1) a process of estimating a future event by casting forward past data, dan (2) a process of estimating future demand in terms of quantity, timing, quality, and location for desired products and services. Peramalan bisa dikatakan sebagai seni (art), karena akan berhadapan dengan hal-hal yang begitu kompleks dan serba tidak pasti.
13
Tabel 3.1. Cakupan Peramalan untuk Beberapa Unit Organisasi yang Berbeda
Segera
(kurang dari 1 bulan)
Jangka Pendek (1-2 bulan)
Jangka Menengah (3 bulan – 2 tahun)
Jangka Panjang (2 tahun)
Marketing Penjualan setiap jenis produk, penjualan oleh
letak geografis, oleh pelanggan, competitor,
harga, dan level inventory. Total penjualan, kategori produk, kelompok produk, harga Total penjualan, kategori produk, kelompok produk, harga, kondisi ekonomi secara umum. Total penjualan, kategori produk, kelompok produk, harga, titik kematangan dari produk yang ada,
preferensi pelanggan. Produksi Permintaan masing-masing produk, pembebanan pabrik Total permintaan dari kategori produk dan kelompok produk, penjadwalan, tingkat tenaga kerja, biaya. Biaya, alokasi anggaran, beli atau pesan peralatan dan
pemesinan, tingkat tenaga kerja. Biaya, investasi fasilitas, ekspansi pabrik dan peralatan, permintaan fasilitas produk yang baru, teknologi baru. Inventory Permintaan masing-masing produk, permintaan untuk material, demand untuk
barang setengah jadi, kondisi cuaca. Permintaan untuk material, demand untuk barang setengah jadi, demand untuk produk jadi. Kemungkinan pemasok baru atau fasilitas transportasi. Total penjualan, ekspansi gudang. Keuangan dan akuntansi Penerimaan penjualan,
biaya produksi, biaya inventory, kas masuk
dan kas keluar.
Total demand, level persediaan, aliran kas, pembelian jangka pendek, harga. Alokasi anggaran, aliran kas. Total penjualan, pemilihan investasi, modal, alokasi sumber daya, program untuk modal, aliran kas. Pembelian Produksi, ketersediaan dana, pembelian dari pemasok dan material.
Demand untuk produk, demand
material, lead time pembelian.
Demand produk, demand raw material
dan material yang lain. Subkontrak atau membeli raw material, preferensi konsumen.
R&D Pengenalan produk
baru, seleksi R&D.
Tabel 3.1. Cakupan Peramalan untuk Beberapa Unit Organisasi yang Berbeda (Lanjutan)
Segera
(kurang dari 1 bulan)
Jangka Pendek (1-2 bulan)
Jangka Menengah (3 bulan – 2 tahun)
Jangka Panjang (2 tahun)
Top Management Total penjualan, penetapan harga.
Demand penjualan, biaya yang dikeluarkan, posisi kas, kondisi ekonomi
secara umum, pengendalian tujuan.
Total penjualan, biaya, sosial dan trend ekonomi, goal, tujuan dan strategi, produk baru, kebijakan
harga.
Unit ekonomi Level aktivitas ekonomi.
Kondisi ekonomi umum, titik balik dalam ekonomi, tingkat kegiatan
ekonomi.
State dan tipe ekonomi, tingkat aktivitas ekonomi,
penjualan di industry.
3.3.1. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria yang penting, antara lain adalah :
1. Akurasi
peramalan ini berperan penting dalam menyeimbangkan persediaan yang ideal (meminimisasi penumpukan persediaan dan memaksimisasi tingkat pelayanan).
2. Biaya
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung dari jumlah item yang diramalkan, lamanya periode peramalan, dan metode peramalan yang dipakai. Ketiga faktor pemicu biaya tersebut akan mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan datanya (manual atau komputerisasi), bagaimana penyimpanan datanya dan siapa tenaga ahli yang diperbantukan. Pemilihan metode peramalan harus disesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin didapat, misalnya item-item yang penting akan diramalkan dengan metode yang canggih dan mahal, sedangkan item-item yang kurang penting bisa diramalkan dengan metode yang sederhana dan murah. Prinsip ini merupakan adopsi dari Hukum Pareto.
3. Kemudahan
3.3.2. Beberapa Sifat Hasil Peramalan
14
Dalam membuat peramalan atau menerapkan hasil suatu peramalan, maka ada beberapa hal yang harus dipertimbangkan, yaitu:
1. Peramalan pasti mengandung kesalahan, artinya peramal hanya bisa mengurangi ketidakpastian yang akan terjadi, tetapi tidak dapat menghilangkan ketidakpastian tersebut.
2. Peramalan seharusnya memberikan informasi tentang berapa ukuran kesalahan, artinya karena peramalan pasti mengandung kesalahan, maka adalah penting bagi peramal untuk menginformasikan seberapa besar kesalahan yang mungkin terjadi.
3. Peramalan untuk jangka pendek lebih akurat dibandingkan peramalan jangka panjang. Hal ini disebabkan karena pada peramalan jangka pendek, faktor-faktor yang mempengaruhi permintaan relatif masih konstan, sedangkan semakin panjang periode peramalan, maka semakin besar pula kemungkinan terjadinya perubahan faktor-faktor yang mempengaruhi permintaan.
3.3.3. Metode Peramalan
15
Metode peramalan dapat diklasifikasikan menjadi dua kelompok besar yaitu metode kualitatif dan metode kunatitatif. Kedua kelompok tersebut memberikan hasil peramalan yang kuantitatif. Perbedaannya terletak pada cara peramalan yang dilakukan. Metode Kualitatif pada umumnya digunakan apabila data kuantitatif tentang permintaan tidak tersedia atau akurasinya tidak memadai.
14
Hakim Nasution, Arman. Perencanaan dan Pengendalian Produksi, Surabaya: Guna Widya, 2003. hal : 29.
15
Misalnya peramalan tentang permintaan produk baru yang akan dikembangkan, jelas data masa lalu tidak tersedia, kalau kondisi lingkungan masa yang akan datang sama sekali sudah berbeda dengan kondisi masa lalu maka keberadaan data masa lalu itu tidak akan menolong peramalan pada pemintaan masa yang akan datang. Peramalan berdasarkan metode kuantitatif (intrinsic forecasting) mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Pola permintaan tersebut mungkin kurang jelas terlihat karena faktor random yang menghasilkan fluktuasi.
16
Pada perusahaan yang memiliki dua varian produk dan dua lini produksi yang terpisah dilakukan peramalan permintaan secara terpisah (Individual Item Forecast). Hal ini dilakukan sehingga analisis kapasitas untuk masing-masing lini produksi dapat dilakukan. Bila terdapat kekurangan kapasitas pada salah satu lini produksi dapat dilakukan penyesuaian dengan melakukan produksi pada lini lainnya sehingga perusahaan dapat menysusun strategi produksi untuk menekan biaya changeover/setup kedua lini produksi sekecil mungkin.
3.3.3.1.Metode Peramalan Kuantitatif
17
Peramalan kuantitatif dapat diterapkan bila terdapat tiga kondisi berikut: 1. Tersedia informasi tentang masa lalu.
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data numerik.
16
Narasimhan Seetharama L, dkk. Production Planning and Inventory Control. New Jersey : Prentice Hall, Inc, 1995. Hal 292-296.
17
3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut di masa mendatang.
Kondisi yang terakhir ini dikenal dengan asumsi berkesinambungan (assumption of continuity), asumsi ini merupakan premis yang mendasari semua metode peramalan kuantitatif dan banyak metode peramalan teknologis.
18
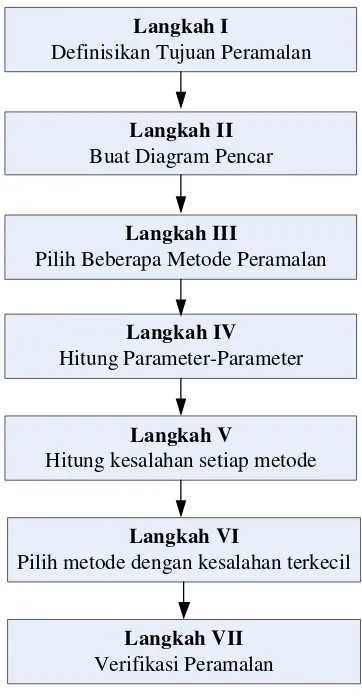
Prosedur umum yang digunakan dalam peramalan secara kuantitatif dapat dilihat pada Gambar 3.1.
Langkah I
Definisikan Tujuan Peramalan
Langkah II
Buat Diagram Pencar
Langkah III
Pilih Beberapa Metode Peramalan
Langkah IV
Hitung Parameter-Parameter
Langkah V
Hitung kesalahan setiap metode
Langkah VI
Pilih metode dengan kesalahan terkecil
Langkah VII
[image:55.595.220.401.320.669.2]Verifikasi Peramalan
Gambar 3.1. Langkah-langkah Peramalan Secara Kuantitatif
18
3.3.3.2.Metode Time Series
19
Metode time series adalah metode yang digunakan untuk menganalisis serangkaian data yang merupakan fungsi dari waktu. Langkah penting dalam memilih suatu metode time series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat dengan pola tersebut dapat diuji. Pola data dapat dibedakan menjadi empat jenis, yaitu:
1. Pola horizontal terjadi bilamana nilai data berfluktuasi di sekitar nilai rata-rata yang konstan (deret seperti itu adalah stasioner terhadap nilai rata-ratanya). Suatu produk yang penjualannya tidak meningkat dan menurun selama waktu tertentu termasuk jenis ini.
2. Pola musiman terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya kuartal tahun tertentu, bulanan, atau hari-hari pada minggu tertentu). Penjualan dari produk seperti minuman ringan, es krim, dan bahan bakar pemanas ruang menunjukkan jenis pola ini.
3. Pola siklis terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil, baja menunjukkan jenis pola ini.
4. Pola trend terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang dalam data. Penjualan banyak perusahaan, produk bruto nasional (GDP), dan berbagai indikator bisnis atau ekonomi mengikuti suatu pola trend selama perubahannya sepanjang waktu.
19
20
Ada beberapa trend yang digunakan di dalam penyelesaian masalah ini, yaitu:
a. Trend linier
Bentuk persamaan umum: Yt = a + bt
2 2
) ( t t n Y t tY n
b t t
n t b Y a
t
b. Trend Eksponensial Bentuk persamaan umum: Yt = aebt
2 2
) ( ln ln t t n Y t Y t n
b t t
n t b Y a
ln t
ln
c. Trend Logaritma
Bentuk persamaan umum: Yt = a + b log t
2 2
) log ( log log log t t n Y t tY n
b t t
n t b
Y
a
t
log20
d. Trend Geometrik
Bentuk persamaan umum: Yt = atb
2 2
) log ( log log log log . log t t n Y t Y t n
b t t
n t b
Y
a
t
loglog
e. Trend Hyperbola
Bentuk persamaan umum:
Yt = t
b a
2 2
) ( log log . log t n t Y t Y t n
b t t
n
t b Y
a
log tlog
logMetode proyeksi kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Bentuk fungsi dari metode ini dapat berupa:
1. Konstan, dengan fungsi peramalan (Yt):
Yt = a, di mana
N Y a
12. Linier, dengan fungsi peramalan: Yt = a + bt
di mana :
n bt Y a
2 2 t t n y t ty n b3. Kuadratis, dengan fungsi peramalan: Yt = a + bt + ct2
di mana :
n t c t b Y
a
2
;
b
c ; 2
b
2 2 4
t n t
t Y n tY
t2 Y n t2Y
2 3
t n t t
2 2
t n t
4. Eksponensial, dengan fungsi peramalan: Yt = aebt
di mana :
n t b Y
5. Siklis, dengan fungsi peramalan: n t c n t b a Yt 2 cos 2 sin ˆ
di mana :
n tt c n tt b na
Y
sin2
cos2
n t n t c n t b n tt a n ttYsin2
sin2 sin2 2
sin2 cos2
n t n t b n t c n t a n tYcos2
cos2
cos2 2
sin2 cos2
3.3.3.3.Kriteria Performance Peramalan
21
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, yaitu:
1. Mean Square Error (MSE)
di mana :
Xt = data aktual periode t Ft = nilai ramalan periode t N = banyaknya periode
2. Standard Error of Estimate (SEE)
21
f =derajat kebebasan f = 1 (data konstan)
f =2 (data linear atau eksponensial) f = 3 (data kuadratis atau siklis) 3. Persentage Error (PEt)
4. Mean Absolute Persentage Error (MAPE)
Setelah didapat kesalahan dari masing-masing metode peramalan, maka akan dilakukan pengujian terhadap dua metode yang memiliki kesalahan terkecil guna mendapatkan metode peramalan yang lebih baik untuk digunakan. Pengujian dilakukan dengan tes distribusi F. Langkah-langkahnya sebagai berikut:
1. Tentukan pernyataan awal (Ho) dan pernyataan alternatif (Ha) Ho : Metode X lebih baik daripada metode Y
Ha : Metode Y lebih baik daripada metode X 2. Lakukan tes statistik
di mana:
3. Bandingkan hasil yang diperoleh dari langkah 2 dengan hasil yang diperoleh dari tabel distribusi F dengan tingkat ketelitian yang telah ditetapkan Jika Fhitung < Ftabel maka Ho diterima dan jika sebaliknya maka Ho ditolak.
Setelah didapatkan metode peramalan mana yang lebih baik maka dilakukan verifikasi terhadap metode peramalan yang terbaik tersebut.
3.3.3.4.Peta Moving Range
22
Dalam peramalan, peta moving range digunakan untuk melakukan verifikasi yaitu untuk melihat apakah metode peramalan yang diperoleh representatif terhadap data. Jika semua titik berada di dalam batas kendali peta moving range, diasumsikan peramalan permintaan yang dihasilkan telah cukup baik. Jika terdapat titik yang berada di luar batas kendali, maka peramalan yang didapat kurang baik dan harus direvisi. Dalam pembuatan peta moving range diperlukan rata-rata moving range yang rumusnya adalah :
1
1
2
N MR MR
N
t t
Proses verifikasi dengan menggunakan peta moving range dapat digambarkan pada Gambar 3.2.
22
Gambar 3.2. Peta Moving Range
Kondisi out of control dapat diperiksa dengan menggunakan empat aturan berikut :
1. Aturan Satu Titik
Bila ada titik sebaran berada di luar UCL dan LCL.Walaupun jika semua titik sebaran berada dalam batas kontrol, belum tentu fungsi/metode representatif. Untuk itu penganalisaan perlu dilanjutkan dengan membagi MRC dalam tiga daerah, yaitu : A, B, dan C.
2. Aturan Tiga Titik
3. Aturan Lima Titik
Bila ada lima buah titik secara berurutan berada pada salah satu sisi, yang mana empat diantaranya jatuh pada daerah B.
4. Aturan Delapan Titik
Bila ada delapan buah titik secara berurutan berada pada salah satu sisi, pada daerah C.
3.4. Rough-Cut Capacity Planning (RCCP)
23
Rough-Cut Capacity Planning menghitung kebutuhan kapasitas secara kasar dan membandingkannya dengan kapasitas yang tersedia. Perhitungan secara kasar yang dimaksud terlihat dalam dua hal yang menjadi karakteristik RCCP yaitu : Pertama, kebutuhan kapasitas masih didasarkan kepada kelompok produk, bukan produk per produk dan kedua, tidak memperhitungkan jumlah persediaan yang telah ada.
24
Rumus untuk menghitung kapasitas yang dibutuhkan Produk k pada Stasiun Kerja i untuk Periode j yaitu :
jk ik n
k
b a Required
Capacity
1
untuk semua i, j.
Keterangan :
ik
a = Waktu baku pengerjaan produk k pada Stasiun Kerja i
jk
b = Jumlah produk k yang akan dijadwalkan pada periode j
23
Sinulingga, Sukaria. Perencanaan dan Pengendalian Produksi. Yogyakarta: Graha Ilmu. 2009. Hal 137.
24
25
Kapasitas tersedia didapat dengan rumus perhitungan yaitu :
Efisiensi Utilitas
Tersedia Kerja
Waktu
vailable Capacity A
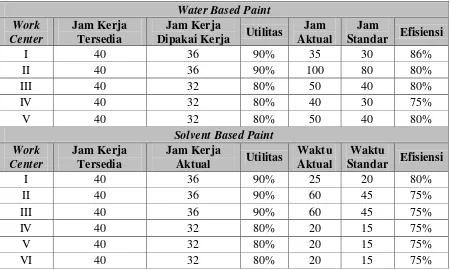
Dalam perhitungan kapasitas efektif, perlu ikut dipertimbangkan faktor utilitasi dan efisiensi kerja. Down time atau waktu perbaikan mesin mengurangi kapasitas; demikian pula inefisiensi kerja. Utilitas adalah ukuran kemampuan stasiun kerja dalam memanfaatkan kapasitas tersedia secara efektif. Faktor utilitas menunjukkan rasio persentasi jam operasi terhadap jam tersedia. Misalnya suatu stasiun kerja mempunyai kapasitas tersedia sebesar 40 jam/ minggu. Sehubungan dengan berbagai permasalahan teknis yang berakibat tingginya idle time misalnya mencapai rata-rata 6 jam/ minggu, maka tingkat utilitas staisun kerja tersebut adalah sebesar [(40-6)/40] x 100% = 85%.
Dari segi tenaga kerja, efisiensi operator adalah perbandingan waktu standar terhadap waktu aktual. Efisiensi menjelaskan keadaan seberapa jauh stasiun kerja tertentu mampu menggunakan kapasitas yang tersedia secara efisien. Misalnya suatu operasi manufaktur di stasiun kerja tertentu, berdasarkan standar operasi yang telah ditentukan menurut hasil penelitian, seharusnya dapat diselesaikan dalam waktu 3 jam per unit. Sehubungan dengan berbagai kesulitan teknis yang dihadapi maka waktu yang digunakan dalam penyelesaian operasi misalnya 4 jam. Dengan demikian, efisiensinya adalah sebesar [3/4] x 100% = 75%.
25
26
Ada beberapa alternatif yang dapat dilakukan apabila kapasitas yang tersedia tidak dapat memenuhi yang dibutuhkan, yaitu :
1. Memproduksi produk pada periode yang lebih awal ataupun memproduksi pada periode yang akan datang.
2. Menambah jam kerja tanpa