ANALISIS PROGRAM KESELAMATAN DAN KESEHATAN KERJA DI BAGIAN PRODUKSI DENGAN 5S DALAM KONSEP KAIZEN
SEBAGAI UPAYA PENCEGAHAN KECELAKAAN KERJA DI PT. APINDOWAJA AMPUH PERSADA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
PERWIRA GINTING
080403129
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
II-5
KATA PENGANTAR
Puji dan syukur dipanjatkan kepada hadirat Tuhan Yang Maha Esa karena atas berkat dan rahmat-Nya penulis dapat menyelesaikan laporan Tugas Sarjana ini dengan baik.
Laporan ini merupakan salah satu syarat untuk dapat menyelesaikan program studi strata satu (S1) di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Laporan ini mengenai Tugas Sarjana dengan melakukan penelitian di PT.Apindowaja Ampuh Persada dengan judul “ Analisis Program Keselamatan dan Kesehatan Kerja di Bagian Produksi dengan 5S dalam Konsep Kaizen Sebagai Upaya Pencegahan Kecelakaan Kerja di PT.Apindowaja Ampuh Persada”.
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari kesempurnaan. Oleh karena itu, penulis sangat mengharapkan kritik dan saran yang membangun dari para pembaca sekalian demi kesempurnaan laporan Tugas Sarjana ini. Penulis berharap agar tugas ini berguna bagi kita semua.
Universitas Sumatera Utara
Medan, Juni 2013
II-6
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan dan dukungan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi sehingga dimampukan untuk menyelesaikan Tugas Sarjana ini. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada: 1. Ibu Ir. Khawarita Siregar,MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara.
3. Tuhan Yang Maha Kuasa, Pencipta Segala yang ada, yang telah memberi penulis napas kehidupan.
4. Kedua orang tuaku yang tercinta, Bapak M. Ginting dan Ibu R. Sembiring yang telah memberikan materiil, dan motivasi dengan penuh cinta dan mendoakan penulis serta kedua saudaraku, kakakku Anita Ginting dan adikku Desi Ratna Ginting, dan Ferawati Ginting yang juga mendoakan dan memotivasi penulis.
II-7
6. Bapak Ir. Mangara M.Tambunan,M.Sc dan Ibu Ir. Rosnani Ginting, MT selaku koordinator Tugas Sarjana Departemen Teknik Industri USU.
7. Bapak Gultom pembimbing lapangan penulis di PT. Apindowaja Ampuh Persada dan yang membantu dalam memberikan izin penelitian.
8. Bapak Elyandra Tantono sebagai direktur PT. Apindowaja Ampuh Persada 9. Kepada special one, kekasihku Anita Jaya Naibaho yang telah memberikan
dukungan, semangat, motivasi dan doa kepada penulis.
10.Teman- teman (Anderso, Candra, Ulwan, Andi, Lambas, dan Budi) terimakasih untuk dukungan dan motivasinya.
11.Seluruh staf dan karyawan Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara (Bang Mijo, Kak Dina, Bu Ani, Bang Ridho, Kak Rahma) yang banyak memberikan bantuan kepada penulis dalam memperlancar penyelesaian Tugas Sarjana ini.
10.Rekan-rekan asisten Laboratorium Inti (Core), (bang Fery, bang Kenzo, bang Habib, kak Ilfi, bang Imam, bang Alan, bang Doly, Fahmy, Lusi, Jerry, Ainul, Rizky, Michella, Raysha, Ernitua), memberikan bantuan berupa dan dukungan dalam penyelesaian laporan ini.
II-8
ABSTRAK
Keselamatan dan Kesehatan Kerja (K3) merupakan sarana untuk mencegah terjadinya cedera, cacat dan kematian sebagai akibat kecelakaan kerja. Keselamatan dan kesehatan kerja merupakan hal yang penting dalam proses operasional baik di sektor modern maupun tradisional, apabila dilalaikan akan berakibat sangat fatal dan bisa merugikan pekerja maupun perusahaan. PT Apindowaja Ampuh Persada bergerak di bidang perakitan mesin digester dan
screwpress serta memproduksi berbagai sparepart yang terdapat pada mesin kelapa sawit. PT.Apindowaja Ampuh Persada merupakan salah satu perusahaan yang belum secara optimal menerapkan program Kesehatan dan Keselamatan Kerja (K3). Pekerja PT. Apindowaja Ampuh banyak yang mengeluh karena kondisi lingkungan yang tidak teratur atau ergonomis dan belum lengkapnya alat pelindung diri. Berdasarkan latar belakang di atas, penulis berkeinginan untuk menganalisis program Keselamatan dan Kesehatan Kerja (K3) di bagian produksi dengan 5S (Kaizen) sebagai upaya dalam mencegah kecelakaan kerja
Analisis Program K3 meliputi analisis Analisis K3 dengan Seiri,Seiton, Seiso, Seiketsu, dan Shitsuke dan pengukuran Frekuensi Rate yang menyatakan jumlah keelakaan yang terjadi tiap 1.000.000 jam kerja. Severity rate/Keparahan yang menyatakan jumlah hari hilang akibat terjadinya kecelakaan kerja untuk setiap 1.000.000 dari jumlah total jam kerja pada tahun tersebut, Nilai T Selamat untuk membandingkan tingkat kecelakaan kerja pada periode saat itu dengan periode sebelumnya. Dan produktivitas kerja untuk masing-masing tahun dari 2008 sampai tahun 2012.
Jumlah kecelakaan kerja yang terjadi di PT. Apindowaja Ampuh Persada dari tahun 2008 sampai 2012 sebesar 12, 13, 12, 10, dan 15 kecelakaan kerja. Pengukuran frekuensi rate dari tahun 2008 sampai 2012 sebesar 250; 236; 200; 139; 196. Severity rate sebesar 4166,67; 57681,16; 9333,33; 2333,33; dan 10312,50. Dengan T Selamat 2009 sampai 2012 sebesar 208,02; 574,16; -157,49; 1339,82. Produktivitas kerja dari tahun 2008 sampai 2012 sebesar 0,99583; 0,94231; 0,99067; 0,99767; dan 0,98969. Produktivitas kerja sangat dipengaruhi oleh total jam kerja pekerja dan jumlah jam kerja hilang. Kondisi perusahaan menunjukan bahwa barang atau scrap sisa produksi berserakan di lantai, perusahaan belum menerapkan pengaturan barang, tidak semua pekerja menjaga kebersihan, dan pekerja mempunyai keahlian namun jarang diawasi pada saat bekerja. Hasil analisis dengan metode 5S (Kaizen).menunjukkan bahwa kondisi aktual tidak sesuai dengan metode 5S (Kaizen).
II-9
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xviii
II-10
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1 Sejarah Perusahaan... II-1 2.2 Organisasi dan Manajemen ... II-4 2.2.1 Struktur Organisasi Perusahaan ... II-2 2.2.2 Uraian Tugas dan Tanggung Jawab ... II-4 2.2.3 Tenaga Kerja dan Jam Kerja ... II-9 2.2.4 Sistem Pengupahan dan Fasilitas Lainnya ... II-10 2.3 Proses Produksi ... II-11 2.3.1 Bahan Baku ... II-11 2.3.2 Bahan Tambahan ... II-12 2.3.3 Bahan Penolong ... II-12 2.3.4 Standar Mutu Bahan Baku ... II-12 2.3.5 Standar Mutu Produk ... II-13 2.3.6 Uraian Proses Produksi ... II-14 2.3.7 Mesin dan Peralatan ... II-16 2.3.8 Utilitas ... II-20
II-11
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.1.2 Tujuan Keselamatan Kerja ... III-2 3.1.3 Pengertian Kesehatan Kerja ... III-2 3.1.4 Tujuan Kesehatan Kerja ... III-3 3.2 Program Keselamatan Kerja ... III-4 3.2.1 Sifat Pentingnya Keselamatan Kerja ... III-4 3.2.2 Unsur keselamatan kerja ... III-4 3.3 Unsur-unsur yang Mendukung Program Keselamatan Kerja ... III-9 3.4 Pengertian Kecelakaan Kerja dan Macam Kecelakaan Kerja ... III-11 3.5 Pencegahan-pencegahan Kecelakaan Kerja ... III-14 3.6 Pengukuran Hasil Usaha Keselamatan Kerja ... III-16 3.6.1 Tingkat Frekuensi / Kekerapan Kecelakaan Kerja... III-16 3.6.2 Tingkat Severity atau keparahan kecelakaan kerja ... III-17 3.6.3 Nilai T Selamat ... III-17 3.7 Hubungan Antara Produktivitas Dengan Keselamatan dan
Kesehatan Kerja ... III-19 3.8 5S (Kaizen) ... III-21 3.8.1 Konsep Seiri ... III-22 3.8.2 Konsep Seiton ... III-22 3.8.3 Konsep Seiso ... III-23
II-12
BAB HALAMAN
3.8.4 Konsep Seiketsu ... III-24 3.8.5 Konsep Shitsuke ... III-25
IV METODOLOGI PENELITIAN ... IV-1 4.1 Lokasi dan Waktu Penelitian ... IV-1 4.2 Jenis Penelitian ... IV-1 4.3 Teknik Pengumpulan Data ... IV-2 4.3.1 Sumber Data ... IV-2 4.3.2 Metode Pengumpulan Data ... IV-3 4.4 Objek Penelitian ... IV-4 4.5 Kerangka Konseptual Penelitian ... IV-4 4.6 Defenisi Operasional ... IV-5 4.7 Metode Pengolahan Data ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data ... V-1 5.1.1 Data Primer ... V-1 5.1.2 Data Sekunder ... V-1 5.2 Program Keselamatan Kerja pada PT. Apindowaja Ampuh
Persada ... V-5
II-13
BAB HALAMAN
5.3 Jenis-Jenis Kecelakaan Kerja ... V-8 5.4 Pengawasan Kebijakan di Bidang K3 ... V-9 5.5 Faktor-Faktor Penyebab Kecelakaan Kerja ... V-12
5.5.1 Pengukuran Tingkat Frekuensi / Kekerapan
Kecelakaan Kerja. ... V-15 5.5.2 Pengukuran Tingkat SeverityRate/ Keparahan Cidera
Cacat ... V-16 5.5.3 Pengukuran Nilai T Selamat (Nts) ... V-17 5.5.4 Pengukuran Produktivitas Jam Kerja ... V-19 5.6 Metode 5S (Kaizen) ... V-20 5.6.1 Seiri (Pemilahan) ... V-21 5.6.2 Seiton (Penataan) ... V-22 5.6.3 Seiso (Pembersihan) ... V-24 5.6.4 Seiketsu (Pemantapan) ... V-25 5.6.5 Shitsuke (Pembiasaan) ... V-26
V I ANALISIS PEMECAHAN MASALAH ... VI-1 6.1 Analisis Hasil Pengolahan Data ... VI-1
II-14
BAB HALAMAN
6.1.1 Analisis Tingkat Frekuensi Kecelakaan Kerja ... VI-1 6.1.2 Analisis Tingkat SeverityRate / Keparahan
Kecelakaan Kerja ... VI-3 6.1.3 Analisis Nilai T Selamat (Nts) ... VI-5 6.1.4 Analisis Hubungan Jam Kerja Hilang dengan
Produktivitas ... VI-6 6.1.5 Analisis Hubungan Antarvariabel Kecelakaan Kerja ... VI-8
6.1.5.1 Analisis perbandingan Jumlah Kecelakaan
Kerja dengan Frekuensi Kecelakaan Kerja ... VI-9 6.1.5.2 Analisis Perbandingan Jumlah Kecelakaan
Kerja dengan Jumlah Jam Kerja Hilang
Pertahun ... VI-10 6.1.5.3 Analisis Perbandingan Jumlah Kecelakaan
Kerja dengan Tingkat Severity / Keparahan
Kecelakaan Kerja Pertahun ... VI-11 6.1.5.4 Analisis Perbandingan Frekuensi Kecelakaan
Kerja dengan Jumlah Jam Kerja Hilang
Pertahun ... VI-13 6.1.5.5 Analisis Perbandingan Frekuensi Kecelakaan
Kerja dengan Tingkat Severity / Keparahan
II-15
6.1.5.6 Analisis Perbandingan Jumlah Jam Kerja Hilang Pertahun dengan Tingkat Severity
Rate / Keparahan Kecelakaan Kerja Pertahun .... VI-15
6.2 Metode 5S (Kaizen) ... VI-16 6.2.1 Seiri (Pemilahan) ... VI-17 6.2.2 Seiton (Penataan) ... VI-19 6.2.3 Seiso (Pembersihan) ... VI-21 6.2.4 Seiketsu (Pemantapan) ... VI-23 6.2.5 Shitsuke (Pembiasaan) ... VI-24
V II KESIMPULAN DAN SARAN ... VII-1 7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-3
II-16
DAFTAR TABEL
TABEL HALAMAN
1.1 Jumlah Kecelakaan Kerja Pertahun PT. Apindowaja Ampuh
Persada dari Tahun 2008 – 2012 ... I-3 2.1 Daftar Tenaga Kerja ... II-10 2.2 Standar Mutu Digester Model AP-2 ... II-13 2.3 Standar Mutu Screwpress Model AP-12 dan AP-17 ... II-14 5.1 Jumlah Keccelakaan Kerja/Bulan PT.Apindowaja Ampuh Persada
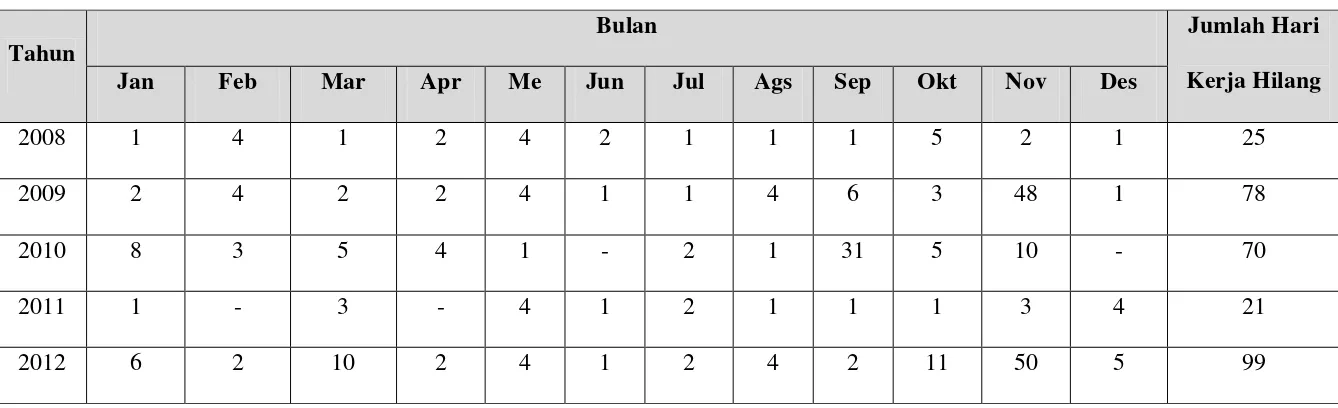
Tahun 2008 - 2012 ... V-2 5.2 Jumlah Hari Kerja Hilang/Bulan Berdasarkan Absensi
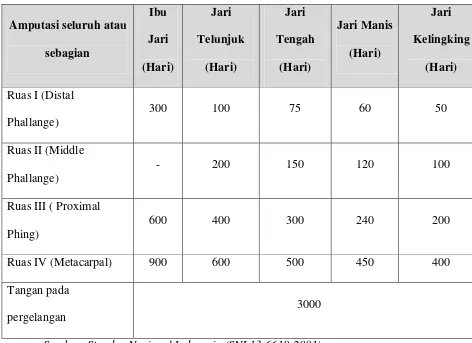
PT. Apindowaja Ampuh Persada Tahun 2008 - 2012 ... V-3 5.3 Hari Kerja Hilang Menurut Standar SNI ... V-5 5.4 Data Pekerja yang menggunakan Alat Pelindung Diri (APD) ... V-7 5.5 Program K3 di PT. Apindowaja Ampuh Persada ... V-10 5.6 Jumlah Tenaga Kerja Bagian Produksi dan Jam Kerja
II-17
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.13 Perbandingan Kondisi Aktual dengan Metode Seiri di
PT. Apindowaja Ampuh Persada ... V-21 5.14 Perbandingan Kondisi Aktual dengan Metode Seiton di
PT. Apindowaja Ampuh Persada ... V-22 5.15 Perbandingan Kondisi Aktual dengan Metode Seiso di
PT. Apindowaja Ampuh Persada ... V-24 5.16 Perbandingan Kondisi Aktual dengan Metode Seiketsu di
PT. Apindowaja Ampuh Persada ... V-25 5.17 Perbandingan Kondisi Aktual dengan Metode Shitsuke di
PT. Apindowaja Ampuh Persada ... V-26 6.1 Hubungan Antarvariabel Kecelakaan Kerja ... VI-8 6.2 Hubungan antara Jumlah Kecelakaan Kerja dengan Frekuensi
Kecelakaan Kerja. ... VI-9 6.3 Hubungan antara Jumlah Kecelakaan Kerja dengan Jumlah
Jam Kerja Hilang Pertahun. ... VI-10 6.4 Hubungan antara Jumlah Kecelakaan Kerja dengan Tingkat
Severity / Keparahan Kecelakaan Kerja Pertahun. ... VI-12 6.5 Hubungan antara Frekuensi Kecelakaan Kerja dengan Jumlah
II-18
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.6 Hubungan antara Frekuensi Kecelakaan Kerja dengan Tingkat
Severity / Keparahan Kecelakaan Kerja Pertahun. ... VI-14 6.7 Hubungan antara Jumlah Jam Kerja Hilang Pertahun dengan
Tingkat SeverityRate / Keparahan Kecelakaan Kerja Pertahun. ... VI-16 6.8 Perbandingan Kondisi Aktual dengan Metode Seiri di
PT. Apindowaja Ampuh Persada ... VI-17 6.9 Perbandingan Kondisi Aktual dengan Metode Seiton di
PT. Apindowaja Ampuh Persada ... VI-19 6.10 Perbandingan Kondisi Aktual dengan Metode Seiso di
PT. Apindowaja Ampuh Persada. ... VI-22 6.11 Perbandingan Kondisi Aktual dengan Metode Seiketsu di
PT. Apindowaja Ampuh Persada ... VI-23 6.12 Perbandingan Kondisi Aktual dengan Metode Shitsuke di
II-19
DAFTAR GAMBAR
GAMBAR HALAMAN
II-20
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1 Jumlah Kecelakaan Kerja/Bulan PT.Apindowaja Ampuh Persada
Tahun 2008-2012 ... L-2 2 Jumlah Hari Hilang/Bulan PT.Apindowaja Ampuh Persada
II-8
ABSTRAK
Keselamatan dan Kesehatan Kerja (K3) merupakan sarana untuk mencegah terjadinya cedera, cacat dan kematian sebagai akibat kecelakaan kerja. Keselamatan dan kesehatan kerja merupakan hal yang penting dalam proses operasional baik di sektor modern maupun tradisional, apabila dilalaikan akan berakibat sangat fatal dan bisa merugikan pekerja maupun perusahaan. PT Apindowaja Ampuh Persada bergerak di bidang perakitan mesin digester dan
screwpress serta memproduksi berbagai sparepart yang terdapat pada mesin kelapa sawit. PT.Apindowaja Ampuh Persada merupakan salah satu perusahaan yang belum secara optimal menerapkan program Kesehatan dan Keselamatan Kerja (K3). Pekerja PT. Apindowaja Ampuh banyak yang mengeluh karena kondisi lingkungan yang tidak teratur atau ergonomis dan belum lengkapnya alat pelindung diri. Berdasarkan latar belakang di atas, penulis berkeinginan untuk menganalisis program Keselamatan dan Kesehatan Kerja (K3) di bagian produksi dengan 5S (Kaizen) sebagai upaya dalam mencegah kecelakaan kerja
Analisis Program K3 meliputi analisis Analisis K3 dengan Seiri,Seiton, Seiso, Seiketsu, dan Shitsuke dan pengukuran Frekuensi Rate yang menyatakan jumlah keelakaan yang terjadi tiap 1.000.000 jam kerja. Severity rate/Keparahan yang menyatakan jumlah hari hilang akibat terjadinya kecelakaan kerja untuk setiap 1.000.000 dari jumlah total jam kerja pada tahun tersebut, Nilai T Selamat untuk membandingkan tingkat kecelakaan kerja pada periode saat itu dengan periode sebelumnya. Dan produktivitas kerja untuk masing-masing tahun dari 2008 sampai tahun 2012.
Jumlah kecelakaan kerja yang terjadi di PT. Apindowaja Ampuh Persada dari tahun 2008 sampai 2012 sebesar 12, 13, 12, 10, dan 15 kecelakaan kerja. Pengukuran frekuensi rate dari tahun 2008 sampai 2012 sebesar 250; 236; 200; 139; 196. Severity rate sebesar 4166,67; 57681,16; 9333,33; 2333,33; dan 10312,50. Dengan T Selamat 2009 sampai 2012 sebesar 208,02; 574,16; -157,49; 1339,82. Produktivitas kerja dari tahun 2008 sampai 2012 sebesar 0,99583; 0,94231; 0,99067; 0,99767; dan 0,98969. Produktivitas kerja sangat dipengaruhi oleh total jam kerja pekerja dan jumlah jam kerja hilang. Kondisi perusahaan menunjukan bahwa barang atau scrap sisa produksi berserakan di lantai, perusahaan belum menerapkan pengaturan barang, tidak semua pekerja menjaga kebersihan, dan pekerja mempunyai keahlian namun jarang diawasi pada saat bekerja. Hasil analisis dengan metode 5S (Kaizen).menunjukkan bahwa kondisi aktual tidak sesuai dengan metode 5S (Kaizen).
II-21
BAB I
PENDAHULUAN
1.1 Latar Belakang Permasalahan
Pelaksanaan suatu kegiatan produksi banyak menggunakan tenaga kerja manusia, dan setiap kegiatan produksi sangat dipengaruhi oleh kondisi fisik pekerja serta area kerja yang terbuka, seperti iklim, cuaca, dan lingkungan. Oleh karena itu, pelaksanaan kegiatan produksi sangat rawan dan beresiko terhadap terjadinya kecelakaan kerja. Salah satu cara untuk meningkatkan produktivitas kerja yakni dengan penerapan keselamatan dan kesehatan kerja (K3) dengan baik. Penerapan K3 akan meningkatkan produktivitas kerja karena perusahanan tidak perlu mengeluarkan biaya untuk para pekerja yang mengalami kecelakaan sehingga biaya tersebut bisa digunakan untuk kepentingan lainnya.
PT Apindowaja Ampuh Persada bergerak di bidang perakitan mesin
digester dan screwpress serta memproduksi berbagai sparepart yang terdapat pada mesin kelapa sawit. PT. Apindowaja Ampuh Persada merupakan salah satu perusahaan yang belum secara optimal menerapkan program Kesehatan dan Keselamatan Kerja (K3).
II-22
dapat menimbulkan kecelakaan kerja. Jenis Alat Pelindung Diri (APD) yang digunakan di PT. Apindowaja Ampuh Persada misalnya : Sarung tangan, Helmet,
dan Welding Helmets (Topeng Las).
Berdasarkan penelitian Hayu Kartika (2011) menyebutkan bahwa Perusahaan melaksanakan MESH System (Management, Environment, Safety, and Health System) sebagai wujud kesadaran akan pentingnya keadaan lingkungan kerja, kesehatan dan keselamatan kerja. Salah satu cara untuk mengimplementasikan MESH System adalah dengan melakukan penerapan
housekeeping management dari Jepang, yaitu: 5S yang terdiri dari Seiri, Seiton,
Seiso, Seiketsu dan Shitsuke. Sedangkan bila di artikan ke dalam bahasa Indonesia menjadi 5R yaitu: Ringkas, Rapi, Resik, Rawat dan Rajin. Sistem Housekeeping
ini harus diterapkan karena terjadinya ketidakteraturan penempatan tools dan untuk mengurangi terjadinya kecelakaan di tempat kerja, khususnya pada departemen produksi. Penelitian Prihadi Waluyo (2011) yang merupakan penelitian yang sejenis dengan penelitian ini juga menjelaskan Gerakan 5R/5S (Ringkas, Rapi, Resik, Rawat, Rajin) di PT X sangat berkaitan erat dengan K3 (Keselamatan dan Kesehatan Kerja) yang sesuai dengan standar OHSAS 18001 (Occupational Health and Safety Assessment Series).
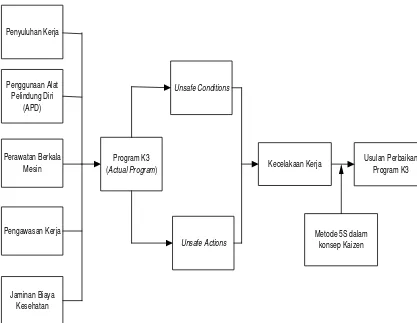
Berdasarkan hasil pengamatan di PT. Apindowaja Ampuh Persada penyuluhan kerja tidak dilakukan secara rutin sehingga ada pekerja yang belum mengetahui cara bekerja yang sesuai dengan Standart Operating Procedure
II-23
PT. Apindowaja Ampuh persada kebanyakan merupakan mesin yang sudah tua sehingga perusahaan menyediakan bagian teknisi untuk perawatan berkala mesin. Pihak perusahaan telah melakukan pengawasan namun tidak dilakukan secara berkala sehingga sebagian pekerja bekerja dengan ceroboh, bekerja sambil menelepon atau tidak berkonsentrasi dalam bekerja. Sedangkan untuk jaminan biaya kesehatan di PT. Apindowaja Ampuh Persada telah bekerja sama dengan pihak Jamsostek sehingga untuk kecelakaan kerja yang sedang dan berat, biaya perawatan dikeluarkan langsung oleh pihak jamsostek dibawah koordinasi dengan pihak perusahaan. Sedangkan untuk kecelakaan kerja yang ringan sebagian pekerja yang mengalaminya tidak menyampaikan ke pihak perusahaan sehingga pekerja yang mengalami kecelakaan kerja tersebut harus menyediakan biaya sendiri untuk penyembuhannya.
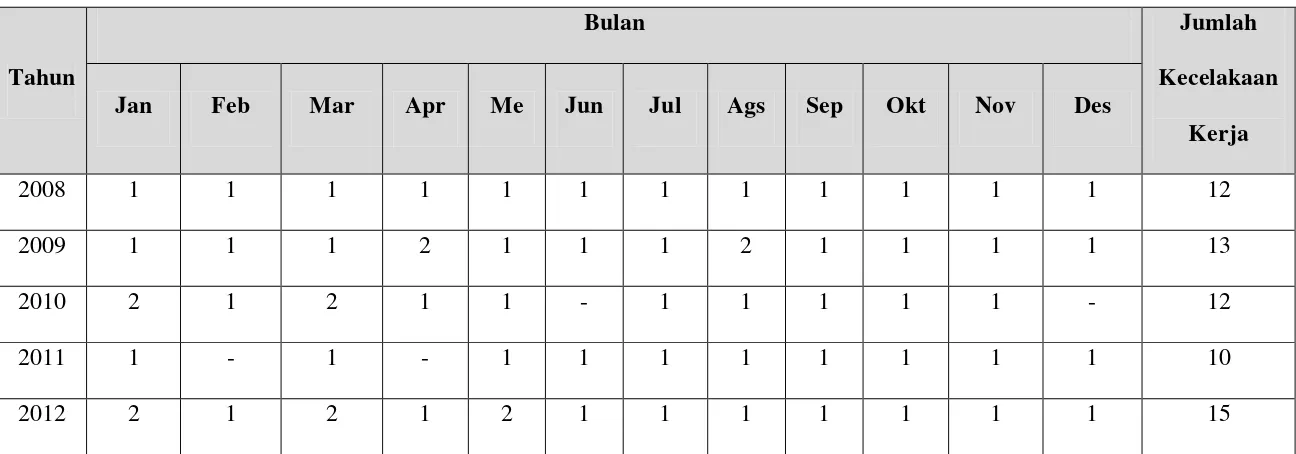
Dari uraian tentang program K3 di PT. Apindowaja Ampuh Persada yang diterapkan, masih banyak terjadi kecelakaan kerja. Data jumlah Kecelakaan Kerja pertahun PT. Apindowaja Ampuh Persada dari tahun 2008 – 2012 dapat dilhat pada tabel 1.1 berikut.
Tabel 1.1 Jumlah Kecelakaan Kerja Pertahun PT. Apindowaja Ampuh Persada dari Tahun 2008 – 2012
Tahun Jumlah Kecelakaan Kerja (Kasus)
2008 12
2009 13
2010 12
2011 10
2012 15
II-24
Berdasarkan latar belakang di atas, maka peneliti berkeinginan untuk menganalisis program Keselamatan dan Kesehatan Kerja (K3) di bagian produksi dengan 5S dalam konsep kaizen sebagai upaya dalam mencegah kecelakaan kerja di PT. Apindowaja Ampuh Persada
1.2 Rumusan Masalah
Berdasarkan latar belakang permasalahan maka yang menjadi rumusan permasalahan adalah: Bagaimana perbaikan program kesehatan dan keselamatan kerja bagian produksi dengan metode 5S dalam konsep kaizen untuk mencegah kecelakaan kerja di PT. Apindowaja Ampuh Persada?
1.3 Tujuan Penelitian
Tujuan umum dari penelitian ini adalah menghasilkan usulan perbaikan program K3 sebagai upaya untuk mencegah kecelakaan kerja di bagian produksi PT. Apindowaja Ampuh Persada dengan metode 5S (kaizen).
Tujuan khusus dilakukannya penelitian ini antara lain:
1. Mengetahui tingkat kecelakaan kerja di PT. Apindowaja Ampuh Persada khususnya pada bagian produksi.
2. Mengidentifikasi dan menganalisa potensi bahaya atau kecelakaan kerja yang terjadi dan memberikan respon teknis atau perbaikan untuk mencegah kecelakaan kerja.
II-25
3. Menghitung frekuensi rate , severity rate serta nilai T selamat.
4. Melakukan kajian terhadap program Keselamatan dan Kesehatan Kerja (K3) dengan metode 5S dalam konsep kaizen di lantai produksi PT Apindowaja Ampuh Persada.
1.4 Asumsi dan Batasan Penelitian
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah : 1. Kondisi psikologi pekerja dilantai produksi dianggap sama.
2. Layout pabrik dan metode kerja tidak berubah saat penelitian dilakukan. 3. Alat yang digunakan dalam keadaan baik dan sesuai standar.
Batasan dalam penelitian ini adalah :
1. Objek penelitian pada bagian produksi atau semua peralatan/mesin yang ada di bagian produksi PT. Apindowaja Ampuh Persada.
2. Pembahasan yang dilakukan adalah mengenai bahaya-bahaya yang terjadi yang disebabkan oleh manusia,scrap sisa produksi atau peralatan yang bekerja serta lingkungan kerja. Termasuk didalamnya kecelakaan-kecelakaan yang terjadi. 3. Data kecelakaan kerja yang diambil adalah data kecelakaan kerja mulai dari
tahun 2008 sampai tahun 2012.
4. Pengukuran produktivitas dilakukan berdasarkan jumlah jam kerja yang hilang dengan jumlah jam kerja karyawan.
II-26
1.5 Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah : 1. Manfaat bagi Mahasiswa
a. Meningkatkan kemampuan dalam mengaplikasikan ilmu-ilmu yang diperoleh dari dunia akademis yang salah satunya adalah keselamatan dan kesehatan kerja (K3).
b. Dapat mengetahui program Manajemen Keselamatan dan Kesehatan Kerja (K3) di PT. Apindowaja Ampuh Persada khususnya pada bagian produksi.
2. Manfaat bagi Perusahaan
Perusahaan dapat memperoleh informasi yang reliable dalam hal implementasi program (K3), Hazards yang berpotensi menimbulkan kecelakaan serta beberapa masukan yang dapat digunakan dalam mendukung proses implementasi program (K3) selanjutnya.
3. Manfaat bagi Lembaga atau Institusi Pendidikan
a. Menambah literature tentang K3 khususnya penanganan terhadap potensi bahaya yang dijumpai di dalam perusahaan.
b. Sebagai tolak ukur untuk mengetahui seberapa jauh para mahasiswa dapat menerapkan ilmunya di dalam perusahaan
II-27
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT. Apindowaja Ampuh Persada merupakan industri manufaktur yang bergerak di bidang pembuatan dan perbaikan mesin-mesin produksi kelapa sawit. PT. Apindowaja Ampuh Persada berdiri pada September 1991 dan berlokasi di Jalan K.L. Yos Sudarso Km. 10,5 No. 56 Medan, Sumatera Utara. Adapun pendiri sekaligus pemilik perusahaan ini adalah Sofyan Tantono dan E.Tantono. perusahaan ini memiliki luas areal sebesar 5625 m2.
PT. Apindowaja Ampuh Persada menggunakan sistem make to order
dimana permintaan produk sangat bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan pelanggan. Hasil produksi sebagian besar diekspor ke Malaysia. Dalam menjalankan proses produksinya, teknologi produksi yang digunakan PT. Apindowaja Ampuh Persada bersifat mekanik dimana operator yang mengendalikan pergerakan mesin-mesin yang ada.
2.2 Organisasi dan Manajemen
II-28
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
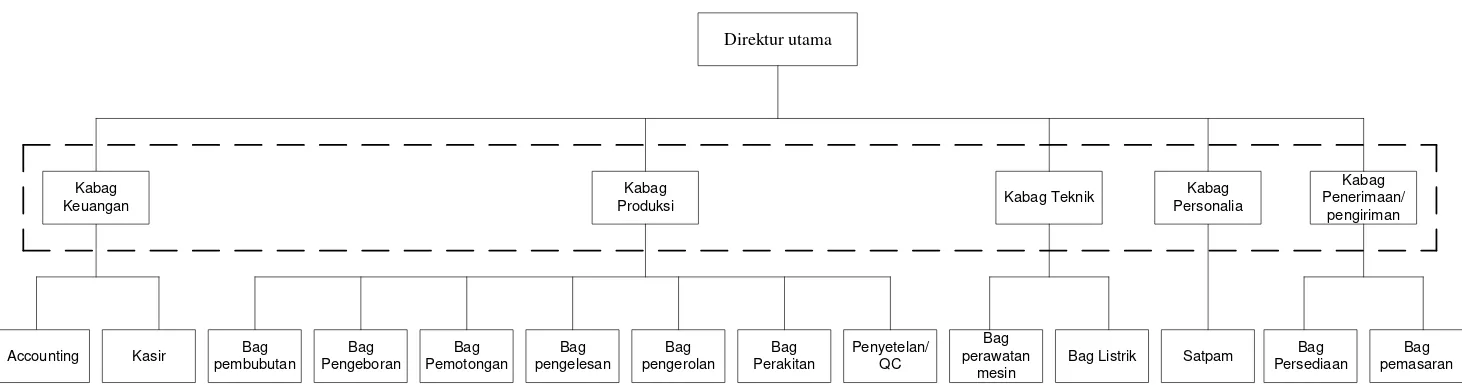
2.2.1 Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT. Apindowaja Ampuh Persada adalah struktur organisasi lini dan fungsional. Disebut lini karena tiap kepala bagian divisi memerintah secara langsung bawahannya, dan bawahan hanya bertanggung jawab kepada kepala bagian bidangnya. Disebut juga fungsional karena suatu bagian dapat berhubungan dengan anggota maupun kepala bagian secara langsung.
II-29
2.2.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. Apindowaja Ampuh Persada dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung jawab setiap bagian dalam perusahaan adalah sebagai berikut :
1. Direktur Utama
Direktur Utama merupakan pimpinan tertinggi dalam perusahaan yang bertanggung jawab terhadap seluruh kegiatan operasional pabrik dan kelangsungannya serta pengembangan dari perusahaan tersebut.
Adapun tugas Direktur adalah sebagai berikut :
a. Merencanakan, mengarahkan dan menganalisa dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada perusahaan.
b. Bertugas mengawasi kebijaksanaan dan tindakan setiap kepala bagian dan menjalin hubungan baik.
c. Melaksanakan kontrak-kontrak dengan pihak luar. 2. Kepala Bagian Keuangan
Kepala Bagian Keuangan bertanggung jawab atas semua hal yang berhubungan dengan administrasi dan keuangan perusahaan.
Adapun tugas Kepala Bagian Keuangan adalah sebagai berikut :
a. Mengawasi penggunaan dana, barang dan peralatan pada masing-masing departemen dalam perusahaan.
3. Kepala Bagian Produksi
Kepala Bagian Produksi memiliki tanggung jawab terhadap kegiatan produksi berlangsung secara lancar dan efisien dalam memenuhi target produksi yang telah ditetapkan oleh perusahaan.
Adapun tugas Kepala Bagian Produksi adalah sebagai berikut :
a. Mengawasi semua kegiatan proses produksi yang berlangsung di lantai pabrik seperti pemotongan, pembubutan, perakitan, dan proses lainnya. b. Mengkoordinir dan mengarahkan setiap bawahannya serta menentukan
pembagian tugas bagi setiap bawahannya.
c. Mengawasi dan mengevaluasi seluruh kegiatan produksi agar dapat mengetahui kekurangan dan penyimpangan/kesalahan sehingga dapat dilakukan perbaikan untuk kegiatan berikutnya
4. Kepala Bagian Teknik
Adapun tugas Kepala Bagian Teknik adalah sebagai berikut :
a. Bertanggung jawab atas tersedianya mesin, peralatan dan kebutuhan listrik demi kelancaran produksi.
b. Mendelegasikan dan mengkoordinir tugas-tugas di bagian perawatan mesin dan listrik.
5. Kepala Bagian Personalia
masalah yang timbul dilingkungan perusahaan dan bertanggung jawab terhadap kinerja karyawan perusahaan.
Adapun tugas dari Kepala Bagian Personalia adalah sebagai berikut:
a. Mengadakan pengangkatan dan pemberhentian karyawan dan menyelesaikan konflik antara sesama karyawan dan atasan dengan bawahan.
b. Mengatur hal-hal yang berhubungan dengan pekerjaan karyawan c. Membantu pimpinan dalam promosi dan mutasi karyawan
d. Mengatur hal-hal yang berhubungan dengan pihak luar perusahaan.
5. Kepala Bagian Penerimaan dan Pengiriman
Kepala Bagian Penerimaan dan Pengiriman bertanggung jawab atas proses pemesanan bahan baku serta pengiriman produk akhir ke konsumen. Adapun tugas Kepala Bagian Penerimaan dan Pengiriman adalah :
a. Mendata jumlah bahan baku yang dibeli dari perusahaan lain. b. Mengidentifikasi kebutuhan konsumen dan tingkat persaingan.
c. Menentukan kebijaksanaan dan strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, harga pendistribusian dan promosi.
6. Accounting
7. Kasir
Adapun tugas Kasir adalah sebagai berikut :
a. Menerima dan mengeluarkan uang untuk berbagai keperluan.
b. Memberikan secara langsung upah atau gaji karyawan yang telah ditetapkan oleh atasan.
8. Bagian Pembubutan
Adapun tugas Bagian Pembubutan adalah bertanggung jawab atas semua proses pembubutan seluruh spare part yang akan dihasilkan.
9. Bagian Pengeboran
Adapun tugas Bagian Pengeboran adalah bertanggung jawab atas semua proses pengeboran seluruh spare part yang akan dihasilkan.
10.Bagian Pemotongan
Adapun tugas Bagian Pemotongan adalah bertanggung jawab atas semua proses pemotongan seluruh spare part yang akan dihasilkan.
11.Bagian Pengelesan
Adapun tugas Bagian Pengelesan adalah bertanggung jawab atas semua proses pengelesan seluruh spare part yang akan dihasilkan.
12.Bagian Pengerolan
Adapun tugas Bagian Pengerolan adalah bertanggung jawab atas semua proses pengerolan seluruh spare part yang akan dihasilkan.
13.Bagian Perakitan
Adapun tugas Bagian Perakitan adalah memasang/ merakit seluruh komponen/
14.Penyetelan/ QC
Adapun tugas bagian Penyetelan/ QC adalah bertanggung jawab atas kualitas produk apakah sudah siap untuk dikirim atau belum melalui penyetelan produk.
15.Bagian Perawatan Mesin
Adapun tugas Bagian Perawatan Mesin adalah sebagai berikut :
a. Melakukan pengecekan dan mencatat keadaan mesin/peralatan secara berkala (rutin) atau pada saat-saat diperlukan dan melaporkannya kepada kepala bagian teknik.
b. Melakukan perawatan dan perbaikan secara berkala atau saat-saat yang diperlukan.
16.Bagian Listrik
Adapun tugas Bagian Listrik adalah melakukan pemeriksaan kebutuhan listrik secara berkala yang dipakai untuk produksi.
17.Satpam
Adapun tugas Satpam adalah sebagai berikut :
a. Menjaga keamanan dan melaksanakan kegiatan pengamanan di seluruh kompleks perusahaan.
b. Mengambil tindakan pengamanan dan perlindungan ketika tejadi gangguan keamanan di dalam kompleks perusahaan.
18.Bagian Persediaan
Adapun tugas Bagian Persediaan adalah sebagai berikut :
b. Memeriksa persediaan material (control stock) sehingga pada saat diperlukan selalu tersedia.
19.Bagian Pemasaran
Adapun tugas Bagian Pemasaran adalah bertugas untuk melakukan pemasaran koordinasi penjualan langsung baik ekspor maupun impor.
2.2.3 Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja yang dibutuhkan demi berjalannya gerak langkah perusahaan didasari atas kebutuhan setiap bagian lahan kerja. Tenaga kerja pada PT. Apindowaja Ampuh Persada terbagi kepada dua bagian, yaitu:
1. Tenaga Kerja Tidak Langsung
Tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan langsung terhadap berjalannya proses produksi, tetapi berdampak terhadap berjalannya proses produksi, baik dalam bidang manajemen ataupun administratif. Tenaga kerja tidak langsung PT. Apindowaja Ampuh Persada berjumlah 14 orang.
2. Tenaga Kerja Langsung
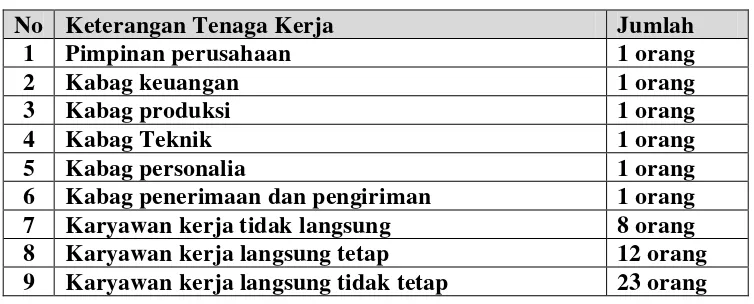
Pembagian shift kerja yang diterapkan di PT. Apindowaja Ampuh Persada hanyalah satu shift kerja dengan lama jam kerja 8 jam/hari dan jumlah hari kerja 6 hari/minggu. Jadwal kerja dimulai pada pukul 08.00 WIB – 16.00 WIB. Apabila jumlah permintaan tinggi maka dilakukan overtime mulai pukul 16.00 WIB – 20.00 WIB. Daftar tenaga kerja pada PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.1 berikut.
Tabel 2.1 Daftar Tenaga Kerja
No Keterangan Tenaga Kerja Jumlah
1 Pimpinan perusahaan 1 orang
2 Kabag keuangan 1 orang
3 Kabag produksi 1 orang
4 Kabag Teknik 1 orang
5 Kabag personalia 1 orang
6 Kabag penerimaan dan pengiriman 1 orang 7 Karyawan kerja tidak langsung 8 orang 8 Karyawan kerja langsung tetap 12 orang 9 Karyawan kerja langsung tidak tetap 23 orang
2.2.4 Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Apindowaja Ampuh Persada diatur berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
1. Upah pokok 2. Insentif
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
1. Tunjangan Hari Raya dan Tahun Baru 2. Tanggungan kecelakaan kerja.
2.3 Proses Produksi
Pada sub bab ini akan dijelaskan mengenai bahan baku, bahan tambahan, bahan penolong, standar mutu bahan baku dan produk jadi, uraian proses produksi, mesin dan peralatan yang digunakan serta utilitas yang mendukung seluruh proses produksi di perusahaan.
2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya produk jadi.
2.3.2 Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam proses produksi dalam rangka meningkatkan mutu produk dimana bahan ini merupakan bagian dari produk. Bahan tambahan yang digunakan adalah PT Apindowaja Ampuh Persada adalah cat tahan panas yang digunakan untuk memberikan warna pada produk digester dan screwpress.
2.3.3 Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam rangka memperlancar proses produksi dan bahan ini bukan bagian dari produk akhir. Bahan penolong yang digunakan pada PT. Apindowaja Ampuh Persada adalah LPG dan oksigen yang digunakan untuk proses pemotongan plat baik yang tipis maupun yang tebal dari berbagai macam ukuran yang diperlukan dalam proses produksi.
2.3.4 Standar Mutu Bahan Baku
bentuk seperti tekuk dan puntir. Selain itu material harus dikontrol untuk memastikan bahwa material dengan standar yang berbeda atau material yang cacat tidak tercampur dengan material yang telah lolos uji penerimaan, dan material harus disimpan dalam kondisi yang bagus. Dan oleh karena itulah perusahaan melakukan strategi proaktif untuk mengidentifikasi potensi sumber masalah dalam penyediaan serta melakukan pengawasan yang ketat.
Perusahaan tetap berhubungan erat dengan pelanggan utama. PT Apindowaja Ampuh Persada juga memberikan masukan-masukan tentang perubahan-perubahan yang mungkin diperlukan dalam peraturan atau jenis-jenis material yang diperlukan di masa yang akan datang.
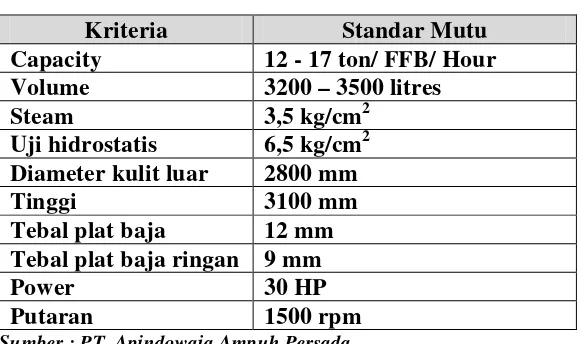
2.3.5 Standar Mutu Produk
Standar mutu produk digester yang ditetapkan perusahaan PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.2.
Tabel 2.2 Standar Mutu Digester Model AP-2
Kriteria Standar Mutu
Capacity 12 - 17 ton/ FFB/ Hour Volume 3200 – 3500 litres
Steam 3,5 kg/cm2
Uji hidrostatis 6,5 kg/cm2 Diameter kulit luar 2800 mm
Tinggi 3100 mm
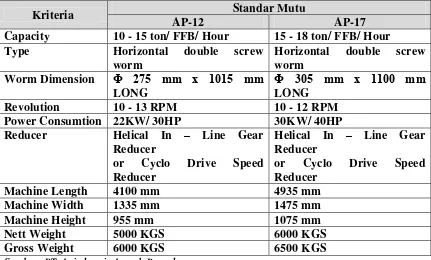
Tabel 2.3 Standar Mutu Screwpress Model AP-12 dan AP-17
Kriteria Standar Mutu
AP-12 AP-17
Capacity 10 - 15 ton/ FFB/ Hour 15 - 18 ton/ FFB/ Hour
Type Horizontal double screw
worm
Power Consumtion 22KW/ 30HP 30KW/ 40HP Reducer Helical In – Line Gear
Reducer
or Cyclo Drive Speed Reducer
Helical In – Line Gear Reducer
or Cyclo Drive Speed Reducer
Sumber : PT. Apindowaja Ampuh Persada
Sedangkan untuk standar mutu seluruh spare part yang dihasilkan oleh perusahaan PT. Apindowaja Ampuh Persada tidak dapat ditentukan karena bergantung terhadap pesanan konsumen.
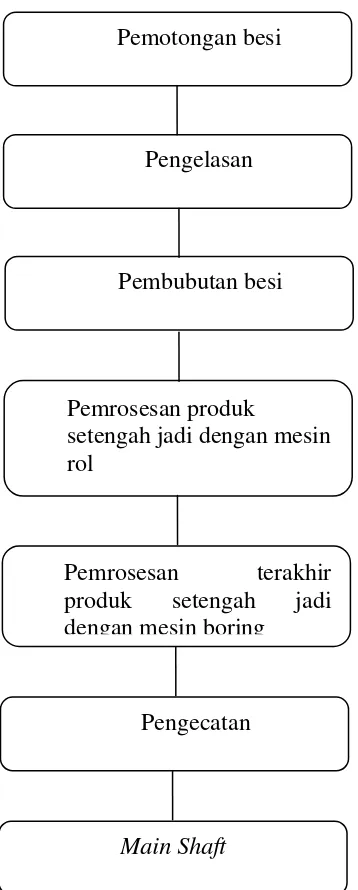
2.3.6 Uraian Proses Produksi
Proses produksi sparepart pada PT. Apindowaja Ampuh Persada berbeda-beda. Berikut ini adalah contoh proses produksi Main Shaft.
1. Pemotongan besi
2. Pengelasan
Pada stasiun ini, komponen yang akan dilas cukup dimasukkan ke dalam mal
(cetakan) dan dilas. Setelah pengelasan dilakukan, produk setengah jadi diangkut ke stasiun pembubutan.
3. Pembubutan besi
Pada proses ini, produk setengah jadi dibubut untuk memperoleh bentuk yang sesuai dengan ukuran yang telah diukur dengan menggunakan jangka sorong. Sisa pembubutan (scrap) mesin ditumpukkan dilantai produksi.
4. Pemrosesan produk setengah jadi dengan mesin rol
Pada proses ini, produk setengah jadi dirol sehingga membentuk bentuk bulatan panjang yang sesuai dengan ukuran yang sudah ditentukan
5. Pemrosesan terakhir produk setengah jadi dengan mesin boring
Proses terakhir yaitu pengeboran pada mesin boring untuk mendapat lubang pada main shaft.
6. Pengecatan
Setelah proses, produk diangkut menuju stasiun pengecatan. Pengecatan dilakukan secara manual oleh tenaga kerja. Produk yang sudah selesai dikemas dalam kotak prouk dan disimpan ke gudang produk. Berikut ini
Gambar 2.2 Block Diagram Main Shaft
2.3.7 Mesin dan Peralatan
Mesin adalah alat mekanik atau elektrik yang mengirim atau mengubah energi untuk melakukan atau membantu pelaksanaan tugas manusia. Biasanya
Pemotongan besi
Pengelasan
Pembubutan besi
Pemrosesan produk
setengah jadi dengan mesin rol
Pemrosesan terakhir produk setengah jadi dengan mesin boring
Pengecatan
membutuhkan sebuah masukan sebagai pelatuk, mengirim energi yang telah diubah menjadi sebuah keluaran dan melakukan tugas yang telah disetel.
Adapun jenis dari mesin-mesin produksi yang digunakan oleh PT Apindowaja Ampuh Persada adalah sebagai berikut :
1. Nama Mesin : Mesin las Merk/ Type : BX 160 Arus : 160 A Jumlah : 10 unit 2. Nama Mesin : Mesin Bor
Merk/ Type : Radial Voltage : 380 V Diameter maksimum : 115 mm Kecepatan putaran : 150-2100 rpm Kedalaman pemakanan : 150 mm Jumlah : 5 Unit
3. Nama Mesin : Automatic Cutting Merk/ Type : LG TGC 100-SB Voltage : 380 V
Daya : 200 Watt Diameter maksimum : 120 mm Jumlah : 2 unit
Diameter maksimum : 1200 mm Jumlah : 4 unit
5. Nama Mesin : Mesin gerinda duduk Diameter batu gerinda : 125 mm
Kecepatan : 5500 rpm Jumlah : 2 unit
6. Nama Mesin : Mesin Bubut
Merk/ Type : ZMM Metalik CM 8 Putaran : 850 rpm
Jumlah : 12 Unit
7. Nama Mesin : Mesin Scrap
Merk/ Type : Hudong/4503537
Daya : 3000 Watt
Jumlah : 5 unit
8. Nama Mesin : Mesin Remer
Merk/ Type : Sudco
Daya : 2 HP
Jumlah : 1 unit
9. Nama Mesin : Mesin Rol
Merk/ Type : Heisteel type ASY –HA no70479 Daya : 60 HP
10. Nama Mesin : Mesin Boring Merk/ Type : Radial
Voltage : 380 V Diameter maksimum : 250 mm Kecepatan putaran : 300-3000 rpm Kedalaman pemakanan : 200 mm Jumlah : 4 Unit
Adapun peralatan yang digunakan oleh PT. Apindowaja Ampuh Persada dalam proses produksi adalah sebagai berikut :
1. Kereta sorong
Fungsi : Alat angkut untuk memindahkan material yang digerakkan dengan cara manual
Jumlah : 5 unit 2. Crane
Fungsi : Alat untuk memindahkan beban yang berat yang dilengkapi katrol Jumlah :2 unit
3. Meteran
Fungsi : Mengukur ukuran plat yang digunakan Jumlah : 20 unit
4. Jangka Sorong
Fungsi : Mengukur diameter dan ukuran dari pembentukan lubang dan Profil yang digunakan pada pembubutan
5. Kawat las
Fungsi : Digunakan sebagai logam pengisi pada proses pengelesan Jumlah : 5 kotak
2.3.8 Utilitas
BAB III
LANDASAN TEORI
3.1 Pengertian Dengan Tujuan Keselamatan Dan Kesehatan Kerja 3.1.1 Pengertian Keselamatan Kerja1
Perlindungan tenaga meliputi aspek-aspek yang cukup luas yaitu perlindungan keselamatan, kesehatan, pemeliharaan moral kerja serata perlakuan yang sesuai dengan martabat manusia dan moral agama. Perlindungan tersebut dimaksudkan agar tenaga kerja secara aman melakukan pekerjaan sehari-hari
Keselamatan adalah keselamatan yang berkaitan dengan mesin, alat kerja, bahan dan proses pengolahannya, landasan tempat kerja dan lingkungan serta caracara melakukan pekerjaan.
Sehingga keselamatan dan kesehatan kerja merupakan sarana untuk mencegah terjadinya kecelakaan, cacat dan kematian sebagai akibat kecelakaan kerja. Keselamatan dan kesehatan kerja merupakan hal yang penting dalam proses operasional baik di sektor modern maupun tradisional, apabila dilalaikan akan berakibat sangat fatal dan bisa merugikan orang lain dan dirinya sendiri maupun perusahaan. Kecelakaan selain menjadi sebab hambatan-hambatan langsung juga merupakan kerugian-kerugian tidak langsung yaitu kerusakan-kerusakan mesin dan peralatan-peralatan kerja, terhentinya proses produksi untuk beberapa saat, kerusakan lingkungan kerja dan lain-lain.
1
untuk meningkatkan hasil produksi dan produktivitas secara nasional. Tenaga kerja harus memperoleh perlindungan diri dari masalah sekitarnya dari pada dirinya yang dapat menimpa dan mengganggu pelaksanaan pekerjaannya.
Maka jelaslah keselamatan kerja adalah suatu segi penting dari perlindungan tenaga kerja. Dalam hubungan ini bahaya yang timbul dari mesin, pesawat, alat kerja, bahan dan proses pengolahan, kadaan tempat kerja, lingkungan, cara melakukan pekerjaan, karakteristik fisik dan mental dari pekerjaan harus sejauh mungkin diberantas atau dikendalikan.
3.1.2 Tujuan Keselamatan Kerja
Tujuan keselamatan kerja adalah sebagai berikut:
1. Melindungi keselamatan tenaga kerja didalam melaksanakan tugasnya untuk kesejahteraan hidup dan meningkatkan produksi serta produktivitas nasional. 2. Melindungi keselamatan setiap orang yang berada di tempat kerja.
3. Melindungi keamanan peralatan dan sumber produksi agar selalu dapat digunakan secara efisien.
4. Sumber produksi diperiksa dan dipergunakan secara aman dan efisien.
3.1.3 Pengertian Kesehatan Kerja2
Kesehatan kerja adalah spesialisasi kesehatan atau spesialisasi di bidang kedokteran beserta prakteknya yang bertujuan agar tenaga kerja atau masyarakat pekerja memperoleh derajat kesehatan setinggi-tingginya, baik fisik atau mental
dengan usaha-usaha preventif dan kuratif, terhadap penyakit-penyakit atau gangguan-gangguan kesehatan yang di akibatkan faktor-faktor pekerjaan dan lingkungan kerja.
Ada dua kategori penyakit yang diderita tenaga kerja yaitu: a. Penyakit umum
Penyakit yang mungkin diderita oleh setiap orang baik yang bekerja, masih sekolah atau menganggur. Pencegahan penyakit ini merupakan tanggung jawab seluruh anggota masyarakat. Untuk mengurangi biaya mengatasi penyakit umum, setiap calon karyawan diwajibkan mengikuti pemeriksaan atas dirinya oleh dokter perusahaan.
b. Penyakit akibat kerja
Penyakit ini dapat timbul setelah seseorang melakukan pekerjaan. Pencegahannya dapat dimulai dengan pengendalian secermat mungkin pengganggu kerja dan kesehatan atau dengan mentaati peraturan-peraturan yang berlaku.
3.1.4 Tujuan Kesehatan Kerja
Tujuan kesehatan kerja adalah sebagai berikut
1. Pencegahan dan pemberantasan penyakit-penyakit dan kecelakaan akibat kerja. 2. Mempertinggi efisiensi dan daya produktifitas tenaga manusia.
3.2 Program Keselamatan Kerja
3.2.1 Sifat Pentingnya Keselamatan Kerja a. Moral
Perusahaan dalam melaksanakan pencegahan atas dasar rasa kemanusiaan, sehingga bila terjadi kecelakaan perusahaan mempunyai suatu beban moral, juga perusahaan mengusahakan tindakan pencegahan guna tidak akan terjadi suatu kecelakaan yang sama.
b. Hukum
Setiap tenaga kerja berhak untuk mendapatkan perlindungan keselamatan dalam melaksanakan pekerjaan untuk mendapatkan kesejahteraan hidup dan meningkatkan produktivitas. Oleh karena itu pemerintah mengeluarkan UU no 1 Tahun 1970.
c. Ekonomi
Perusahaan mengadakan kesehatan dan keselamatan kerja. Apabila terjadi kecelakaan maka perusahaan mengeluarkan biaya sebagai ganti rugi dan juga terganggu produktivitasnya.
3.2.2 Unsur keselamatan kerja
Menurut International Labour Organization unsure keselamatan kerja meliputi:
a. Perencanaan
fasilitas untuk produksi dan untuk menyimpan material dan peralatan lantai, penerangan, ventilasi, dan pencegahan kebakaran. Masalah keselamatan kerja harus benarbenar diperhatikan pada waktu perencanaan dan bukan dipikirkan kemudian sesudah perusahaan berdiri.
Maka dari itu ahli keselamatan kerja harus sudah ikut aktif dalam fase perencanaan. Adanya masukan-masukan dari pengawasan kerja sangat membantu. Prinsip-prinsip yang biasanya dapat diikuti oleh seseorang pimpinan perusahaan dalam perencanaan dan efisiensi produksi seperti menyediakan tempat yang luas bagi mesin dan peralatannya, menciptakan keadaan aman untuk bekerja.
b. Ketata-Rumah-Tanggaan yang Baik dan Teratur
Ketata-rumah-tanggaan dan kerapihan mencegah kecelakaan baik resiko fisik maupun efek psikologi, dalam kadaan rapih dan teratur, tenaga kerja akan lebih berhati-hati. Keteraturan dan Ketata-rumah-tanggaan yang baik akan terselenggara jika tenaga kerja berpatisipasi dan memenuhi seluruh ketentuan yang berhubungan, seperti tidak diletakkannya barang-barang pada jalan lalu lintas atau penggunaan tempat sampah untuk pembuangan kotoran, keteraturan yang baik selain bermanfaat bagi kesempatan kerja juga bermanfaat bagi kelancaran produksi.
c. Pakaian Kerja atau Alat Pelindung Diri
yang sudah tidak layak pakai. Keadaan ini merugikan dilihat dari keselamatan juga menunjukan suatu mutu kehidupan yang rendah.
Jika pakaian kerja mungkin cepat rusak karena pekerjaan yang berat, keadaan udara lembab dan pekerjaan penuh kotoran, pengusaha harus menyediakan jenis pakaian yang cocok, pemakaian alas kaki juga harus diperhatikan karena pemakaian alas kaki yang salah seperti berhak tinggi dan licin akan mengakibatkan terpeleset atau terjadinya kecelakaan. Dan alas kaki dan pakaian harus dibuat senyaman mungkin untuk tenaga kerja.
Dalam hal penetapan pemilihan atau penggunaan pakaian kerja, perlu diperhatikan faktor-faktor dibawah ini :
1. Harus diperhatikan bahaya-bahaya yang mungkin menimpa pekerja dan pakaian kerja haruslah dipilih menurut kemampuan untuk mengurangi bahaya sebesar mungkin.
2. Pakaian kerja harus pas betul tanpa bagian-bagian atau tali yang longgar dan kantong. Jika ada haruslah sedikit mungkin jumlahnya dan sedikit mungkin ukurannya.
3. Pakaian longgar atau sobek dan kunci berantai atau arloji berantai tidak boleh dipakai di dekat bagian-bagian mesin yang bergerak.
4. Pakaian berlengan pendek lebih baik dari pakaian berlengan panjang yang di gulung lengannya keatas.
6. Pekerja yang meghadapi debu-debu yang dapat terbakar, eksplosif atau beracun tidak boleh memakai baju berkantong, memiliki lipatan-lipatan, dan lain-lain yang mungkin menjadi tempat berkumpulnya debu.
d. Peralatan Perlindungan Diri
Peralatan perlindungan diri sangat di butuhkan agar kejadian kecelakaan kerja tidak terjadi. Dan beberapa kriteria dasar yang harus dipenuhi oleh semua jenis peralatan perlindungan, mungkin hanya dua yang penting, yaitu :
1. Apapun sifat bahayanya, peralatan atau pakaian harus memberikan cukup perlindungan terhadap bahaya tersebut.
2. Peralatan atau pakaian tersebut harus ringan dipakainya dan awet, dan membuat rasa kurang nyaman sekecil mungkin, tetapi memungkinkan mobilitas, penglihatan dan sebagainya maksimum. Peralatan perlindungan ini dapat berupa:
a. Tutup muka / masker kain b. Alas kaki pengaman c. Sarung tangan d. Topi pengaman, dll.
e. Pemasangan Tanda-Tanda
umum. Keterangan-keterangan misalnya berupa tanda-tanda bagi tempat jalan keluar dan tempat-tempat yang sering terjadi kecelakaan seperti peringatan berhati-hati terhadap jalan yang licin, mesin yang berbahaya, selalu menggunakan alat pelindung diri setiap akan bekerja, dsb. Dan tempat-tempat yang sering terjadi kecelakaan serta tempat-tempat yang dianggap perlu.
f. Penerangan
Faktor-faktor penerangan yang menjadi sebab kecelakaan meliputi : a. Kesilauan langsung
b. Kesilauan sebagai pantulan dari lingkungan pekerjaan. c. Bayang-bayang gelap.
d. Perubahan mendadak dari terang menjadi gelap.
g. Ventilasi dan Pengaturan Suhu
Ventilasi merupakan suatu cara meniadakan debu-debu yang eksplosif seperti debu serbuk kayu di udara. Uap-uap diudara dapat diturunkan kadarnya sampai batas aman oleh ventilasi umum atau dapat mencegah terjadinya keadaan terlalu panas atau terlalu dingin sehingga pekerja tidak terganggu keadaan itu.
h. Kebisingan
3.3 Unsur-unsur yang Mendukung Program Keselamatan Kerja. 1. Dukungan Manajemen Puncak.
Manajemen puncak haruslah memberikan dukungan secara aktif pada program keselamatan dapat tetap hidup dan menjadi efektif. Ditandai antara lain dengan kehadiran secara pribadi pada rapatrapat yang membahas masalah keselamatan kerja, dan pemeriksaaan pribadi secara periodik, penekanan pada laporan tetap tentang keselamatan, prestasi bidang keselamatan pada agenda rapat dewan direksi perusahaan.
2. Pengangkatan seksi keselamatan.
Seksi keselamatan kerja / Safety engineer memberikan perhatian kepada aspek manusianya dan bukan hanya aspek tekniknya. Hubungan antara direktur keselamatan kerja dengan karyawan-karyawan bersifat fungsional, yang artinya direktur keselamatan kerja berhak memerintah dan memaksakan perintahnya untuk menjalankan peraturan-peraturan dalam bidang keselamatan kerja.
3. Rekayasa suatu pabrik dan operasi yang aman.
direkayasa harus dilaksanakan dengan baik agar kecelakaan kerja tidak terjadi dan proses operasi dapat berjalan secara aman.
4. Pendidikan karyawan agar bertindak secara aman.
Pendidikan karyawan merupakan aspek yang sangat penting dalam upaya pencegahan kecelakaan maka biasanya perusahaan memberikan pendidikan agar bertindak, berpikir dan bekerja secara aman. Dan segala bentuk latihan seharusnya dilengkapi dengan berbagai peringatan yang menyangkut tentang bahaya dari pelaksanaan suatu pekerjaan. Tindakan pimpinan merupakan contoh, dan atasan langsung haruslah memberikan contoh tentang perlunya keselamatan kerja, baik dalam kata maupun perbuatan.demikian juga untuk pendidikan akan membantu untuk menanamkan pengertian agar bekerja dengan hati-hati.
5. Analisis kecelakaan.
6. Pelaksanaan peraturan.
Peraturan-peraturan yang mengatur tentang keselamatan kerja yang ada, harus dilaksanakan apabila ada perusahaan yang tidak menerapkan peraturan tersebut akan dikenakan sanksi.
3.4 Pengertian Kecelakaan Kerja Dan Macam Kecelakaan Kerja3
3
Salim, Emil. 2002. Green Company:Pedoman Pengelolaan Lingkungan, Keselamatan, dan Kesehatan Kerja (LK3).Jakarta.PT.Astra International Tbk.
Kecelakaan adalah peristiwa tidak diinginkan yang mempunyai potensi untuk menimbulkan kerugian dalam derajar tertentu. Kecelakaan tidak terjadi dengan sendirinya, tetapi merupakan suatu rangkaian peristiwa yang mempunyai sebab-sebab yang dapat dijelaskan secara ilmiah. Kerugian yang terjadi bisa berupa luka-luka (cedera pada manusia), kerusakan harta bendda, ataupun kerusakan pada lingkungan sekitar.
Dengan memahami proses terjadinya kecelakaan, maka kita dapat melakukan pencegahan yang sesuai. Menurut HW Hendrich, secara statistik kita dapat melihhat sebab kecelkaan sebagai berikut:
1. 88% unsafe action atau substandard action (Tindakan berbahaya) 2. 10% unsafe condition atau substandard condition ( Kondisi berbahaya) 3. 2% act of God (sebab yang belum dapat ditentukan/nasib/factor alam)
Unsafe Action (Tindakan tidak aman) adalah tidndakan yang menyimpang dari prosedur atau cara yang wajar atau benar menurut persetujuan bersama, sehingga tindakan tersebut merupakan mengandung bahaya. Misal: Berdiri di bawah barang yang diangkut crane, ngebut di jalan ramai dll. Keadaan atau tindakan berbahaya kalau dibiarkan akan dapat menimbulkan kecelakaan.
Unsafe Conditon ( Kondisi tidak aman) adalah kondisi apa saja, apakah fisik, mekanis, kemiawi, atau biologis yang berbahaya. Misal: Sinar las yang tidak terlindungi, roda gigi yang tidak tertutup pelindung, ban penggerak terbuka, sumber radioaktof, bahan mudah terbakar yang berada di dekat sumber api, dll. Komponen yang meliputi sebab dasar:
1. Personal Factor ( Faktor pribadi) 2. Job factor ( Faktor Pekerjaan) Hal-hal yang termasuk personal factor: 1. Kemampuan fisik/ Fisiolgis yang terbatas 2. Ketidakmampuan mental/psikologis 3. Stress fisik atau fisiologis
4. Stress mental psikologis
5. kurangnya pengetahuan (lack of knowledge) 6. Kurangnya keterampilan (lack of skill)
7. Motivasi yang tidak tepat (Improper motivation) Hal-hal termasuk ke dalam Job Factor
1. Tidak memadainya kepemimpinan dan supervise
3. Tidak memadainya proses pembelian
4. Tidak memadainya proses pemeliharaan dan perawatan 5. Tidak memadainya peralatan dan perkakas
6. Tidak memadainya standar kerja 7. Keausan (wear and tear)
8. Penyalahgunaan/salah pakai
3.5 Pencegahan-pencegahan Kecelakaan Kerja4
1
Ibid Hal 1.
Mencegah kecelakaan kerja, merupakan upaya yang paling baik, bila dibandingkan dengan upaya lainnya. Kecelakaan akibat kerja dapat dicegah dengan:
1. Peraturan perundangan yaitu ketentuan-ketentuan yang diwajibkan mengenai kondisi kerja umumnya, perencanaan, konstruksi, perawatan dan pemeliharaan, pengawasan dan sebagainya.
3. Pengawasan yakni tentang di patuhinya ketentuan perundang-undangan. 4. Riset medis tentang pengaruh fisiologis dan patologis lingkungan, dan keadaan
fisik lain mengakibatkan kecelakaan.
5. Penelitian psikologis penyelidikan tentang pola kejiwaan yang menyebabkan terjadinya kecelakaan.
6. Penelitian secara statistik untuk menetapkan jenis, frekuensi, sebab kecelakaan, mengenai siapa saja dan lain-lain.
7. Pendidikan, khususnya di bidang keselamatan kerja.
8. Penelitian bersifat teknik meliputi sifat dan ciri bahan berbahaya, pengujian alat pelindung, penelitian tentang peledakan, desain peralatan dan sebagainya. 9. Pelatihan, untuk meningkatkan keterampilan keselamatan dalam bekerja,
antara lain bagi pekerja baru.
10. Penggairahan, yakni penggunaan berbagai cara penyuluhan atau pendekatan lain untuk menumbuhkan sikap selamat.
11. Asuransi, berupa insentif finansial, dalam bentuk pengurangan biaya premi, jika keselamatan kerjanya baik.
12. Upaya lain di tingkat perusahaan, yang merupakan ukuran utama efektif atau tidaknya penerapan keselamatan kerja. Upaya pencegahan perlu dilakukan pula dalam mencegah terjadinya penyakit akibat kerja, antara lain berupa :
b. Evaluasi bahaya kesehatan, melalui pemantulan lingkungan kerja dan pengujian biomedis, antara lain melalui pengambilan contoh udara di ruang kerja, pemeriksaan darah dan sebagainya.
c. Pengendalian bahaya kesehatan, baik pada sumber bahaya, media perantara, maupun pada pekerjanya sendiri.
d. Pemeriksaan kesehatan awal, berkala maupun khusus, untuk mengetahui kondisi kesehatan pekerja dan menilai pengaruh pekerjaan pada kesehatannya.
e. Tindakan teknis, berupa perbaikan ventilasi, penerapan isolasi substitusi dan sebagainya.
f. Penggunaan alat pelindung diri, misalnya masker, sarung tangan, tutup telinga, kaca mata dan sebagainya.
g. Penerangan, pendidikan, tentang kesehatan dan keselamatan kerja.
3.6 Pengukuran Hasil Usaha Keselamatan Kerja.
3.7.1 Tingkat Frekuensi / Kekerapan Kecelakaan Kerja5.
Tingkat frekuensi menyatakan banyaknya kecelakaan yang terjadi tiap sejuta jam kerja manusia, dengan rumus :
F =
Dimana :
F = Tingkat frekuensi kekerapan kecelakaan n = Jumlah kecelakaan yang terjadi
N = Jumlah jam kerja karyawan
3.7.2 Tingkat Severity atau keparahan kecelakaan kerja
Untuk mengukur pengaruh kecelakaan, juga harus dihitung angka beratnya kecelakaan untuk sejuta jam kerja dari jumlah jam kerja karyawan
S = Dimana :
S = Tingkat seferity/keparahan kecelakaan H = Jumlah total jam hilang karyawan N = Jumlah jam kerja karyawan
Jumlah jam kerja yang hilang meliputi :
5
SNI.2001. Metode Perhitungan Tingkat Kekerapan dan Tingkat Keparahan Cedera Akibat Kerja
a. Jumlah hari yang diakibatkan cacat total sementara, di hitung berdasarkan tanggal (termasuk hari libur selama pekerja tidak mampu bekerja).
b. Jumlah cacat total permanen dan kematian.
3.7.3 Nilai T Selamat
Untuk membandingkan hasil tingkat kecelakaan suatu unit kerja pada masa lalu dan masa kini, sehingga dapat diketahui tingkat penurunan kecelakaan pada unit tersebut, digunakan nilai T Selamat yang berdasarkan pada uji pengawasan mutu secara statistik. Metode yang di gunakan adalah pengujian “ t ” atau Student Test.
Safe T Score =
Dimana :
Sts = Nilai T Selamat (tak berdimensi)
F1 = Tingkat Frekuensi kecelakaan kerja masa lalu F2 = Tingkat Frekuensi kecelakaan kerja masa kini N = Jumlah jam kerja karyawan
Nilai Sts antara +2 sampai dengan -2, dengan tingkat frekuensi kecelakaan kerja tidak menunjukan perubahan yang berarti pada masa kini.
1. Nilai Sts diatas +2, artinya tingkat frekuensi kecelakaan kerja pada masa kini mengalami penurunan terhadap prestasi masa lalu.
2. Nilai Sts dibawah -2, artinya terjadinya peningkatan prestasi tingkat frekuensi kecelakaan kerja pada masa kini jika di bandingkan dengan masa lalu.
a. Nilai positif berarti keadaan memburuk. b. Nilai negatif berarti keadaan membaik.
c. Nilai antara + 2,00 dan -2,00, tidak menunjukan keadaan berarti/bermakna. d. Nilai kurang dari + 2,00 berarti ada perubahan yang memburuk secara
berarti/bermakna.
e. Nilai kurang dari – 2,00, menunjukan perbaikan secara berarti/bermakna.
3.7 Hubungan Antara Produktivitas Dengan Keselamatan dan kesehatan Kerja
Pengertian produktivitas pada dasarnya mencakup sikap mental yang selalu mempunyai pandangan bahwa mutu kehidupan ini harus lebih baik dari hari kemarin dan hari esok lebih baik dari hari ini.
Jadi, secara umum produktivitas diartikan sebagai perbandingan antara apa yang dihasilkan (output) dan masukan (input). Secara khusus produktivitas dapat diartikan kemampuan untuk menghasilkan sesuatu yang meliputi peningkatan efisiensi dan kecepatan menghasilkan suatu produk yang merupakan hasil gabungan efektifitas, efisiensi dan keekonomian. Keselamatan kerja merupakan usaha tindakan pengamanan proses produksi, menjamin agar tiap orang yang berada di tempat kerja senantiasa dalam kondisi aman. Keselamatan kerja dapat membantu peningkatan produksi.
1. Tingkat keselamatan yang tinggi, sejalan dengan pemeliharaan dan penggunaan peralatan kerja dan mesin efisien, dimana erat kaitan dan hubungan dalam pencapaian produktivitas yang tinggi.
2. Tingkat keselamatan yang tinggi menciptakan kondisi yang mendukung kenyamanan serta kegairahan kerja sehingga faktor manusia dapat diserasikan dengan tingkat efisiensi yang tinggi pula.
3. Praktek keselamatan kerja tidak dapat di pisahkan dari keterampilan, keduanya berjalan dengan sejajar.
4. Keselamatan kerja yang dilaksanakan sebaik-baiknya dengan partisipasi pengusaha dan buruh akan membawa suasana keamanan dan ketenangan kerja sehingga dapat membantu bagi hubungan buruh dan pengusaha yang merupakan landasan bagi terciptanya kelancaran produksi.
Hubungan Antara Kesehatan Dengan Produktivitas bilamana seorang tenaga kerja yang sakit biasanya kehilangan produktivitasnya secara nyata, bahkan tingkat produktivitasnya sering menjadi nihil sama sekali. Keadaan sakit yang menahun menjadi sebab rendahnya produktivitas untuk waktu yang relatif panjang. Adapun keadaan diantara sehat dan sakit juga menjadi turunnya produktivitas yang sering sering dapat dilihat secara nyata bahkan besar. Diantara derajat kesehatan yang tinggi dan tingkat produktvitas yang tinggi terdapat parallisme. Terdapat tiga alasan yang kian lama kian banyak pembuktian ilmiah dan pengungkapan faktanya di lapangan:
2. Tingkat produktivitas dan efisiensi tenaga kerja ditentukan oleh derajat kesehatan tenaga kerja.
3. Biaya cidera, penyakit atau gangguan kesehatan merupakan pemborosan dan oleh karena itu sama sekali tidak produktif.
Produktivitas adalah perbandingan diantara hasil (output) dan upaya yang di pergunakan (input). Faktor-faktor yang mempengaruhi produktivitas adalah kesehatan, motivasi, disiplin, etos kerja, keterampilan, gizi, tingkat penghasilan, jaminan sosial, pendidikan lingkungan, dan iklim kerja, hubungan industrial, teknologi sarana produksi, manajemen dan kesempatan berprestasi. Pengukuran produktivitas (Ravianto,1986:38) dapat dihitung dengan rumus :
Produktivitas =
Keterangan : Semakin sedikit kecelakaan dan karyawan yang tidak masuk baik sakit maupun tanpa keterangan, maka semakin kecil pula hari kerja yang hilang dan mengakibatkan semakin tingginya tingkat produktivatasnya.
3.8 5S (Kaizen)
Konsep 5S pada dasarnya merupakan proses perubahan sikap dengan menerapkan penataan, kebersihan dan kedisiplinan di temapat kerja. Dengan menerapkan prinsip ” A place for everything, and everything in its place, maka setiap anggota organisasi dibiasakan bekerja dalam lingkungan kerja dengan standar tempat yang jelas.
keluarga, lingkungan sosial maupun di tempat kerja (Imai, 1992:VIII). Konsep 5 S merupakan budaya tentang bagaimana seoseorang memperlakukan tempat kerjanya secara benar. Bila tempat kerja tertata rapi, bersih, tertib maka kemudahan bekerja perorangan dapat diciptakan. Dengan kemudahan bekerja ini, empat bidang sasaran pokok industri yang meliputi:
1. Efisiensi Kerja 2. Produktifitas Kerja 3. Kualitas Kerja, dan
4. Keselamatan Kerja dapat lebih mudah dipenuhi.
Pemenuhan bidang sasaran pokok ini merupakan syarat bagi industri dalam bertumbuh kembang secara wajar. Manfaatnya jelas, bukan saja bagi perusahaan, namun juga bagi karyawan
Sebelum kegiatan 5S dimulai hal yang pertama harus dilakukan adalah mengambil foto di sekeliling tempat kerja. Hal ini akan sangat berguna sebagai perbandingan bilamana 5S dilaksanakan sepenuhnya.
3.9.1 Konsep Seiri6
6
Ibid Hal 11.
- Prinsip : Singkirkan barang-barang yang tidak diperlukan dari tempat kerja
- Latar Belakang : Karyawan pada ummnya menerima kehadiran berbagai benda di tempat kerjanya secara wajar dan alamiah.
- Metode : a. Penyeragaman pengertian
b. Langsung meringkas tempat kerja c. Pemeriksaan berkala
d. Pelembagaan kegiatan ringkas - Contoh Hasil Penerapan : a. Mobilitas tinggi
b. Aliran kerja lancer
c. Keamana dan kenyamanan
d. Produktivitas/efesiensi meningkat
3.9.2 Konsep Seiton
Seiton yaitu menyusun dengan rapih dan mengenali benda untuk
mempermudah penggunaan. Kata Jepang ” seiton” secara harafiah berarti menyusun benda dengan cara yang menarik (rapi). Dalam konteks 5 S, ini berarti mengatur barang-barang sehingga setiap orang dapat menemukannya dengan cepat. Untuk mencapai langkah ini, pelat penunjuk digunakan untuk menetapkan nama tiap barang dan tempat penyimpanannya
- Laar belakang : Kegiatan mencari adalah pemborosan karena tidak memberikan nilai tambah pada hasil kerja
- Metode : a. Pengelompokan barang b. Penyiapan tempat c. Tanda pengenal barang d. Tanda batas
e. Denah/peta pelaksanaan barang - Contoh Hasil Penerapan: a. Kualitas kerja tinggi b. Tidak ada barang hilang
c. Tidak ada penundaan pekerjaan 3.9.3 Konsep Seiso
Seiso yaitu selalu membersihkan, menjaga kerapihan dan kebersihan (resik). Ini adalah proses pembersihan dasar dimana suatu derah disapu dan kemudian dipel dengan kain pel. Karena lantai, jendela, maupun dinding harus dibersihkan, seiso di sini setara dengan aktifitas pembersihan berskala besar yang dilakukan setiap akhir tahun di rumah tangga Jepang.
- Prinsip : Bersihkan segala sesuatu yang ada di tempat kerja. Membersihkan berarti memeriksa dan menjaga
- Latar Belakang : Karyawan pada umumnya berpikir bahwa kebersihan adalah tanggung jawab cleaning service.
- Metode : a. Penyediaan sarana kebersihan b. Pembersihan tempat kerja c. Peremajaan tempat kerja d. Pelestarian resik
- Contoh hasil Penerapan: a. Tidak ada gangguan proses
b. Mengurang kesalahn kerja 3.9.4 Konsep Seiketsu
Seiketsu yaitu terus menerus mempertahankan 3 S tersebut diatas, yakni
Seiri, Seiton, dan Seiso. Seiketsu atau rawat, pada prinsipnya mengusahakan agar tempat kerja yang sudah menjadi baik dapat selalu terpelihara. Di tempat kerja yang rawat, kerawanan dan penyimpangan dapat segera dikenali, sehingga berbagai masalah dapat dicegah sedini mungkin (Kristianto, 1995:47).
Memelihara tempat kerja tetap bersih tanpa sampah atau tetesan minyak adalah aktivitas seiketsu. Antara seiso dengan seiketsu sangat berkaitan erat.
Seiketsu atau pemeliharaan kerapihan secara terus menerus dalam pabrik, bergantung kepada Seiso yang membakukan kegiatan pembersihan sehingga tindakan ini spesifik dan mudah dikerjakan.
- Latar Belakang : Kesalahan/penyimpangan di tempat kerja terjadi karena karyawan pada umumnya tidak tahu atau lupa
- Metode : a. Penentuan butir kendali b. Penetapan kondisi tidak wajar c. Mekanisme terpantau
d. Pola tindak lanjut e. Pemeriksaan
- Contoh Hasil penerapan: a. Resiko dan kerancuan kerja berkurang
c. Keselamatan kerja, kualitas produk dan efesiensi meningkat.
3.9.5 Konsep Shitsuke
Shitsuke yaitu metode yang digunakan untuk memotivasi pekerja agar terus menerus melakukan dan ikut serta dalam kegiatan perawatan dan aktivitas perbaikan serta membuat pekerja terbiasa mentaati aturan (rajin). Hal ini dianggap sebagai komponen yang paling sukar dari 5 S. Untuk aktivitas ini, pekerja Jepang diharapkan melatih pengandalian diri sendiri, bukan dikendalikan manajemen.